
可動式台座部を用いた研磨ヘッド試験
【課題】研磨ヘッドを試験する。
【解決手段】試験ウェハを支持するための台座部と、台座部中央ウェハ支持表面と試験ウェハを研磨ヘッドに向かって移動させるための制御式台座部アクチュエータとを有する試験ステーションで研磨ヘッドを試験する。本明細書の別の態様において、試験ウェハは台座部中央ウェハ支持表面に沿って位置された第1の複数の試験ウェハ係合部材を有するポジショナを用いて位置決めしてもよい。別の態様において、ウェハ位置は台座部中央ウェハ支持表面に沿って配置された外側ウェハ支持表面に沿って位置され、かつ試験ウェハを支持するように用いられる第2の複数の試験ウェハ係合部材を有してもよい。第2の複数の試験ウェハ係合部材はリング部材の第2の円周に沿って分散されてもよく、第2の円周は第1の円周よりも広い直径を有する。追加の実施形態及び態様についても記載され、権利請求されている。
【解決手段】試験ウェハを支持するための台座部と、台座部中央ウェハ支持表面と試験ウェハを研磨ヘッドに向かって移動させるための制御式台座部アクチュエータとを有する試験ステーションで研磨ヘッドを試験する。本明細書の別の態様において、試験ウェハは台座部中央ウェハ支持表面に沿って位置された第1の複数の試験ウェハ係合部材を有するポジショナを用いて位置決めしてもよい。別の態様において、ウェハ位置は台座部中央ウェハ支持表面に沿って配置された外側ウェハ支持表面に沿って位置され、かつ試験ウェハを支持するように用いられる第2の複数の試験ウェハ係合部材を有してもよい。第2の複数の試験ウェハ係合部材はリング部材の第2の円周に沿って分散されてもよく、第2の円周は第1の円周よりも広い直径を有する。追加の実施形態及び態様についても記載され、権利請求されている。
【発明の詳細な説明】
【発明の背景】
【0001】
集積回路は、典型的には基板、特にはシリコンウェハ上に導電層、半導体層又は絶縁層を順次堆積することで形成する。各層を堆積後、堆積層をエッチングし、回路特徴部を形成することが多い。一連の層を順次堆積してエッチングするにつれ、基板の外側の外側又は最上部表面、つまり基板の露出面が徐々に非平面となる可能性がある。この非平面の表面は集積回路製造工程におけるフォトリソグラフィ段階において問題となる場合がある。従って、定期的な基板表面の平坦化を必要とすることが多い。
【0002】
化学機械研磨(CMP)は一般的に認められた平坦化法である。この平坦化法は、典型的にはロードカップアセンブリを用いて基板をキャリア又は研磨ヘッド上に載せることを含む。基板の露出面を回転する研磨パッドに当てる。研磨パッドは「標準」又は固定研磨パッドのいずれであってもよい。標準的な研磨パッドは耐久性のある粗面を有しており、固定研磨パッドは一般的には封入媒体内に保持された研磨粒子を有する。研磨ヘッドにより制御可能な負荷、つまり圧力が基板上に加わり、基板が研磨パッドに押し当てられる。標準的なパッドを使用する場合は、少なくとも1つの化学反応性の薬剤及び研磨粒子を含む研磨スラリーを研磨パッド表面に供給する。
【0003】
研磨ヘッドは定期的にメンテナンスし、ヘッドを分解して、磨耗した部品を交換し再度組み立てる。ヘッドを戻して更にウェハの研磨を行う前に、調整したヘッドが適切に稼動するか否かを高価なウェハ又はその他の半導体基板上で使用する前に試験ステーションで試験することが可能である。
【概要】
【0004】
本明細書に記載一態様においては、試験ウェハを支持するための台座部と、台座部中央ウェハ支持表面と試験ウェハを研磨ヘッドに向かって移動させるための制御式台座部アクチュエータとを有する試験ステーションで研磨ヘッドを試験する。台座部を研磨ヘッドから垂直方向にずらした第1垂直位置と、研磨ヘッドにより近い垂直方向の第2垂直位置との間で動かすことで、研磨ヘッド試験を促進することができる。
【0005】
一実施形態において、試験にはヘッドのウェハ喪失センサの試験を含む。ウェハ喪失センサ試験又はその他の研磨ヘッド試験には、ヘッドの膜チャンバに真空圧を加えて台座部中央ウェハ支持表面上に配置された第1試験ウェハを拾い上げることが含まれる。試験は膜チャンバに真空圧を印加するに先立ってヘッドの内管チャンバを加圧し、真空圧を膜チャンバに印加しながら内管チャンバ内の圧力を監視することも含む。
【0006】
本明細書の別の態様においては、台座部中央ウェハ支持表面の周囲に沿って位置された、第1の複数の試験ウェハ係合部材を有するポジショナを用いて試験ウェハを位置決めする。試験ウェハ係合部材は試験ウェハに係合して、試験ウェハを台座部中央ウェハ支持表面に対して位置させる。一実施形態において、ウェハポジショナはリング部材を備えており、リング部材はその第1円周に沿って分散されている第1の複数の試験ウェハ係合部材を担持するように用いられる。
【0007】
更に別の態様において、研磨ヘッド試験は第1直径よりも広い第2直径を有する試験ウェハをポジショナを用いて位置決定することを含み、ポジショナは第2の複数の試験ウェハ係合部材を有し、部材は台座部中央ウェハ支持表面の周囲に配置された外側ウェハ支持表面周囲に位置され、試験ウェハを支持するように用いられる。第2の複数の試験ウェハ係合部材はリング部材の第2の円周に沿って分散されており、第2の円周の直径は第1の円周よりも広い。
【0008】
更に別の態様においては、試験ステーションは独自のウェハ支持表面を有する着脱式のカバープレートを有する。カバープレートを取外して台座部と試験ウェハポジショナを露出させることができる。
【0009】
本発明には更に別の態様がある。従って、上記は本発明の実施形態と態様の一部の簡単な概要に過ぎないことを理解すべきである。追加の実施形態及び態様についても記載され、権利請求される。従って、前述の概要は本明細書の範囲を限定することを意図しない。
【詳細な説明】
【0010】
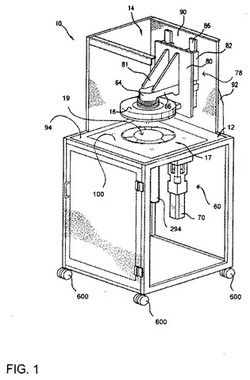
本発明の一実施形態による試験ステーションは、概して図1の10で示される。試験ステーション10はフレーム又はプラットフォーム12を含み、プラットフォーム12はその上に化学機械研磨ヘッド16を位置決めするヘッド位置決定制御システム14を支持している。米国特許第7089782号により詳しく記載されているように、ヘッド位置制御システム14は、プラットフォーム12上の電気的に制御された多くの位置の1つにヘッド16を正確に位置決めし、ヘッド16の様々な試験手順を円滑にすることが可能である。当然のことながら、特定の用途に応じて、研磨ヘッド16を固定の高さに取り付ける又は異なる高さ間を手動で移動させても、或いはその他の機構を用いて作動させてもよい。
【0011】
本明細書の一態様により、試験ステーション10は更に試験ウェハ保持・搬送システム17を含み、システム17は可動式台座部19を含む。以下でより詳細に説明するように、試験ウェハ保持・搬送システム17は試験ウェハを研磨ヘッド16に相対的に位置させることで、研磨ヘッド16の試験を円滑にしている。例えば、試験ウェハ保持・搬送システム17は、CMPツールのロードカップアセンブリによるウェハのローディングを模することが可能である。
【0012】
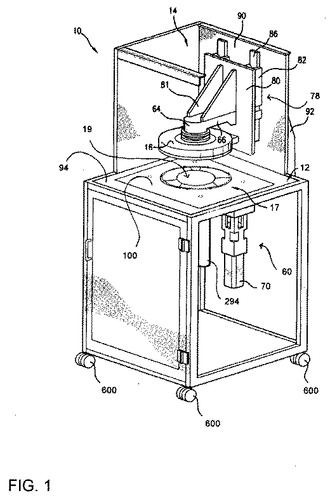
図2は、試験ウェハ保持・搬送システム17の可動式台座部19上に位置された典型的な化学機械研磨ヘッド16の概略断面図である。当然のことながら、本明細書の態様による試験ステーションを150mm、200mm又は300mmのウェハの研磨用ヘッドを含む多種多様なタイプのウェハ又は基板研磨ヘッドの試験に用いてもよい。
【0013】
米国特許第7089782号により詳しく記載されているように、図2のヘッド16等の研磨ヘッドはセンサを幾つか有していてもよく、これらは好ましくは試験ステーション10によって試験される。このようなセンサの例は、概して18で示され、ウェハが喪失したか否かを感知する。センサの数及びタイプは研磨ヘッドのタイプごとに異なる。その他の一般的なタイプのヘッドセンサにはウェハ存在検出センサ及びウェハ圧力センサが含まれる。
【0014】
研磨ヘッド16は3つの圧力シールされたチャンバ、つまり止め輪チャンバ20、内管チャンバ22、及び膜チャンバ24をも有する。試験ステーション10はチャンバに各種の試験を行って、確実に適切なシールと操作がなされるようにすることが可能である。当然ながら、チャンバの数とタイプはヘッドのタイプごとに異なる。例えば、ヘッドは3〜8個のチャンバを有していてもよい。
【0015】
図示の実施形態のヘッド16において、止め輪チャンバ20はヘッド16の筐体26とベース部28との間に設置されている。ウェハ研磨操作中、止め輪チャンバ20を加圧して負荷、つまり下向きの圧力をベース部28に印加する。転動ダイヤフラム29が筐体とベース部28とを柔軟に連結しているため、止め輪チャンバ20の拡張と収縮が可能となる。このようにして、研磨パッドに相対してのベース28の垂直方向位置は、止め輪チャンバ20内の圧力によって制御される。
【0016】
可撓性膜30が支持構造体32の下に延びており、研磨対象であるウェハ又はその他の半導体基板36の取り付け面34を構成している。ベース部28と支持構造体32との間に位置された膜チャンバ24加圧により可撓性膜30は下方向に押し下げられ、研磨パッドに基板が押し付けられる。湾曲部38が支持構造体32をベース部28に柔軟に連結していることで、膜チャンバ24の拡張と収縮が可能となる。
【0017】
別の弾性かつ可撓性である膜40を締め付けリング又はその他の適切な固締具を用いてベース部28の下面に取り付けることで、内管チャンバ22を規定してもよい。空気等の加圧された流体を内管チャンバ22の内外に指向させることで、支持構造体32及び可撓性膜30への下方向の圧力を調節することができる。
【0018】
筐体26は研磨システムの支軸44に接続されて、研磨中、この支軸を用いてヘッド16を回転軸46を中心に回転させる。回転軸は、研磨中、研磨パッドの表面に対して実質的に垂直である。3本の圧力線50、52、54が空気又は窒素等の流体を周囲圧力より高い圧力(加圧)又はそれより低い圧力で(減圧)各チャンバ20、22及び24に指向する。
【0019】
図1に図示されるように、ヘッド試験ステーションのヘッド位置制御システム14は電気的に制御されたリニアアクチュエータ60を含み、アクチュエータはパーソナルコンピュータ等のプログラムされた汎用コンピュータであってもよい制御装置62(図9)によって制御される。或いは、制御装置62はプログラムドロジックアレイ、分散論理回路又はその他のデジタル及びアナログ回路を備えていてもよい。リニアアクチュエータ60は取付アーム部66の一端にある取付台64に取り付けられたヘッド16を制御装置62で選択した精密位置に位置決めすることが可能である。図示した実施形態において、制御された精密位置とは、試験ステーション10の台座部19の試験表面又は試験ウェハ支持表面68(図2)に相対してのヘッド16の縦方向の移動である。この縦方向の移動はZ軸に沿って測定され、Z軸は研磨ヘッドで試験するための試験ウェハを支持する試験表面68に直交している。この実施形態において、Z軸はヘッドの回転軸46に平行である。当然ながら、制御してその他の移動方向を選択することもできる。
【0020】
ヘッド取付アクチュエータ60はサーボモータアセンブリ70を含み、これは適切な駆動回路を介して制御装置62によって制御される。当然のことながら、特定の用途に応じて、その他のタイプのモータを用いて研磨ヘッドを様々な垂直方向位置へと作動させてもよい。
【0021】
サーボモータアセンブリ70の出力は、取付アーム66を誘導し、取付アームとそれに伴うヘッド16の動きをZ軸に沿った線形の非回転運動へと制限する垂直キャリッジアセンブリ78へと結合される。キャリッジアセンブリ78はキャリッジ80を含み、このキャリッジ80に取付アーム66が一対の補強材81によって取り付けられている。キャリッジ80は一対のガイドバー82を有しており、垂直支持板90に取り付けられたガイドレール86に沿って摺動し、キャリッジ80とそれに伴ってヘッド16をZ軸に沿って非枢動かつ直線的な運動を垂直方向に上下するように誘導する。支持板90は補強材92によりプラットフォーム12の水平支持板94に取り付けられている。当然ながら、その他の機械的配置を選択して研磨ヘッドを1つ以上の選択した運動軸に沿って誘導してもよい。
【0022】
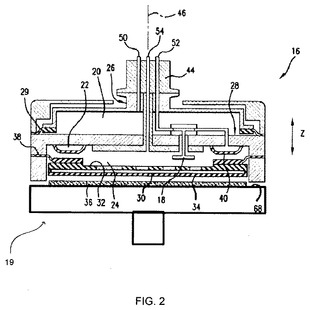
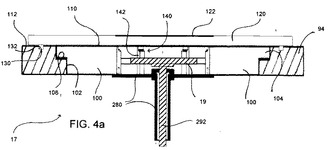
図3は試験ウェハ保持・搬送システム17の一実施形態の上面概略図である。図3の線4a−4aに沿って見た場合の試験ウェハ保持・搬送システム17の概略部分断面図は図4aに示す。試験ウェハ保持・搬送システム17は支持板100を含み、支持板100はフレーム又はプラットフォーム12の支持板94によって規定された空洞部102(図4bに最もわかりやすく図示)内に収容されている。支持板100はフランジ104を有し、フランジは支持板収容用の空洞部102の段部106に嵌め込まれている。このようにして、試験ウェハ保持・搬送システム17の支持板100はフレーム12の支持板94に支持されている。
【0023】
本明細書の別の態様において、フレーム12の支持板94の空洞部102は、支持板100の上面110が支持板94の上面112に対して同一平面状又は凹状となるような寸法と形状に構成されている。このような配置により、任意のカバープレート120を支持板94上に配置して試験ウェハ保持・搬送システム17を滞りなく覆うことが可能となる。従来のシステムには、研磨ヘッドの試験を目的として、カバープレート120と類似したカバープレートを用いて表面122に似た試験ウェハ支持表面とすることがよくあった。
【0024】
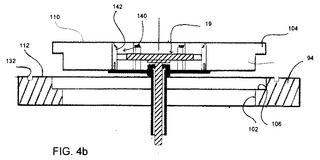
従って、図4aに図示されるように、研磨ヘッド16等の研磨ヘッドをカバープレート120の試験ウェハ支持表面122を用いて試験してもよい。或いは、カバープレート120を取り外して試験ウェハ保持・搬送システム17を露出させ、カバープレート120の代わりに試験ウェハ保持・搬送システム17を用いて研磨ヘッドの更なる試験を促進してもよい。カバープレート120はフレーム12の支持板94上にカバープレート120の位置決めピン130を用いて正確に位置することができ、位置決めピンは支持板94の対応する位置決め穴部又は開口部132(図4b)に嵌め込まれる。当然のことながら、特定の用途に応じて、その他の機構及び装置を用いて着脱式のカバープレート120を位置決めしてもよい。
【0025】
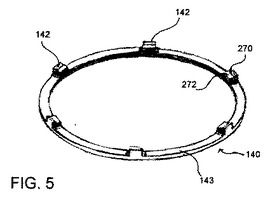
試験ウェハ保持・搬送システム17は更に試験ウェハポジショナ140を含み、ポジショナ140はリング部材143(図5)によって担持され、リング部材143の円周に沿って分散して配置された複数の試験ウェハ係合部材142を有する。図3で最もわかりやすく図示されるように、ウェハポジショナ140の試験ウェハ係合部材142は台座部19の中央ウェハ支持表面144(図3)の周囲に沿って位置されている。試験ウェハ係合部材142は、台座部19が試験ウェハ36を受け取って研磨ヘッド16へと搬送する前に、台座部中央ウェハ支持表面144に対して試験ウェハ36に係合して(図6a)位置決定を行うように用いられる。
【0026】
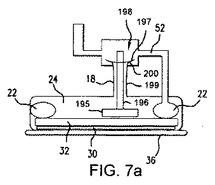
上述したように、試験ステーション10を用いて研磨ヘッドの各種センサ、チャンバ及びその他の構造体を試験してもよい。図7a及び7bは、ヘッドがウェハを保持していないことを知らせる典型的な「ウェハ喪失」センサ18の操作を概略的に描いている。図7aに図示されるように、ウェハ喪失センサ18は軸196によって弁198の弁部材197に接続されたセンサディスク195を含む。軸196は導管199内を移動し、導管は膜チャンバ24を内管チャンバ22の圧力線52へと接続している。ウェハ36をヘッド16で保持した場合、ウェハ36は膜30を周囲圧力から遮断する。加えて、支持構造体32はウェハ喪失センサディスク195から離れる。内管チャンバ22を例えば周辺圧力より1psi(1平方インチあたりのポンド)より高い圧力で加圧した場合、又、例えば膜チャンバが周囲圧力より5psi低い減圧下にある場合、センサ軸196に取り付けられた弁部材197は導管52の弁座200に気密に着座する。この結果、弁198は密封され、膜チャンバ24と内管チャンバ22の圧力は一定に保たれ、これはウェハが「喪失」していないことを表す。
【0027】
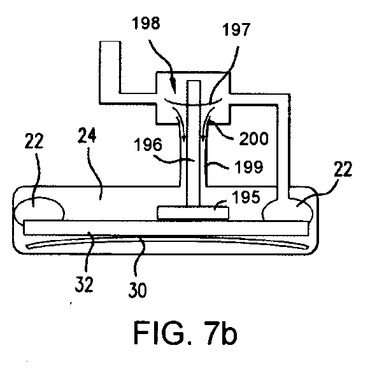
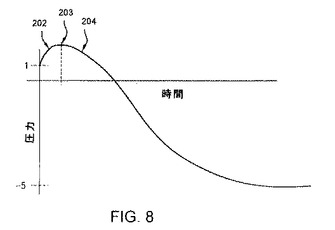
しかしながら、ウェハがヘッド16から落下した場合、図7bに示されるように、膜30に作用している周囲圧力は膜30と支持構造体を膜チャンバ内へと上方向に押し出す。支持構造体32は内管チャンバ22と係合し、かつ圧迫しているため、内管チャンバ22内の圧力が図8に図示されるように上昇し始める。膜30と支持構造体が膜チャンバ24に向かって上方向に押し付けられるにつれ、図7bに図示されるように、支持構造体はウェハ喪失センサ18のディスク195にも係合する。この係合によりセンサ18の軸196に接続された弁部材197は弁座200から外れる。この結果、203で示されるように弁が開放され、内管チャンバ22内の圧力が図8の204で示されるように下降し始め、最終的には膜チャンバ20と同じとなり、ウェハの喪失を示す。
【0028】
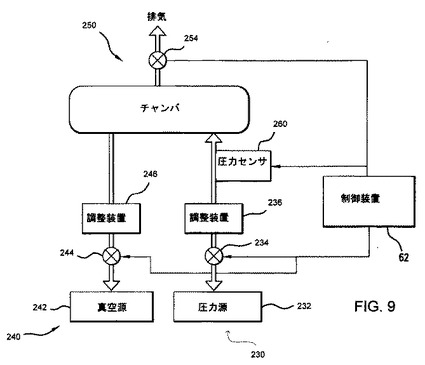
図9は研磨ヘッドの各チャンバに関連した空気圧回路の概略図である。図示した実施形態において、各チャンバは圧力回路230を有し、回路は弁234と調整装置236によってチャンバに連結された加圧流体源232を含む。各チャンバは更に真空回路240を有し、真空回路240は弁244と調整装置246によってチャンバに連結された真空圧源242(真空エジェクタ弁と呼ばれることが多い)を含む。通気回路250は弁254を含み、関連するチャンバを周囲空気へと開放する。
【0029】
弁234、244及び254は制御装置62によって制御される。特定のチャンバ内の圧力を保つためには、通気弁254、圧力弁234及び真空弁254を閉鎖する。これらの弁を閉じることで、チャンバは更なる加圧、減圧又は通気から隔離される。チャンバ内の圧力は、関連するチャンバに流体的に連結されたトランスデューサ等の圧力センサ260を通して制御装置62により監視してもよい。制御弁234、244及び254を閉じた後にチャンバ圧が降下する場合は漏れが生じていることを意味する。前述したように、内管チャンバ22内の圧力が図8に示されるような曲線を描くならば、研磨ヘッドによって保持されていた試験ウェハが喪失したことを意味する。
【0030】
試験ステーション10は、各種チャンバに亘っての漏れを含む(クロストーク)圧力及び真空の漏れについて、研磨ヘッドのチャンバを試験することが可能である。試験には弁及びセンサ試験同様に上昇の高さ及び時間が含まれる。
【0031】
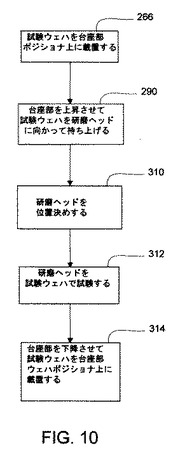
図10は本明細書の一実施形態による試験ステーションを利用しての研磨ヘッド試験を表している。このような試験の一例がウェハ喪失センサ試験である。当然ながら、特定の用途に応じて、本明細書による試験ステーションを用いて多様な試験を行ってもよい。
【0032】
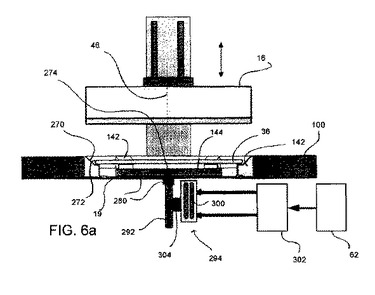
第1の操作において、試験ウェハをウェハポジショナ140等のウェハポジショナ上に配置する(ブロック266)。図示の実施形態において、ウェハポジショナ140の試験ウェハ係合部材142は一般的にはフィンガータイプであり、それぞれは角度を成した傾斜面270(図6a)を含み、試験ウェハ36の縁部に係合し、試験ウェハを傾斜面270間の各試験ウェハ係合部材142の概して水平な支持表面272によって支持された整列位置に方向付け、重力の影響下でもって定置する。この整列位置において、台座部19の中央ウェハ支持表面144の中心274は実質的に試験ウェハ36の中心と同軸で揃っている。又、図示の実施形態において、研磨ヘッド16の中心軸46(図2)は試験ウェハの中心と実質的に揃っている。このような整列により研磨ヘッド16の試験が円滑となる。当然ながら、ウェハポジショナは別の配列の試験ウェハと台座部19又は研磨ヘッド16を達成するように設計してもよい。更に、当然ながら、特定の用途に応じて、試験ウェハ係合部材142は多様な形状及び係合面を有したものであってもよい。
【0033】
図示の実施形態において、台座部19及び試験ウェハポジショナ140は試験ウェハ保持・搬送システム17の支持板100に取り付けられた台座部筐体280によって支持されている。台座部19及び試験ウェハポジショナ140は試験ステーション10内に支持され、台座部19及び試験ウェハポジショナ140の中心は研磨ヘッド16の中心軸46(図2)と同軸的に整列している。当然のことながら、特定の用途に応じて、その他の配列を選択してもよい。
【0034】
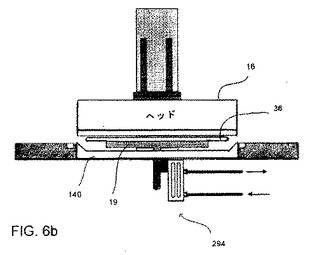
一旦、ウェハポジショナ140により試験ウェハが位置決めされたら、台座部19を上昇させ(ブロック290)その台座部支持表面144を試験ウェハの底面と係合させる。台座部19を続けて上方向に運動させることで試験ウェハがウェハポジショナ140から持ち上げられ、例えば図6bに図示されるように試験ウェハを垂直方向上に研磨ヘッド16に向かって動かす。この位置で、試験ウェハの中心は依然として研磨ヘッド16の中心と同軸的に整列している。
【0035】
図示の実施形態において、台座部19は中央連接棒292を有し、台座部筐体280内での摺動垂直運動用に軸支されている。台座部連接棒292に連結された台座部アクチュエータ294は台座部19を図6aに図示の第1の下降位置と図6bに図示の第2の上昇位置との間を垂直方向に作動させる。当然のことながら、台座部19の形状及び部材をその他のものにして垂直運動を促進してもよい。
【0036】
図示の実施形態において、台座部アクチュエータ294は試験ステーション制御装置62によって制御される空気圧回路302によって駆動される空気圧シリンダ300を含む。空気圧シリンダ300は駆動部材304によって台座部19の連接棒に接続されている。適切な空気圧を空気圧シリンダ300に印加すると、駆動部材304及びそれに伴って台座部19が上方又は下方運動へと選択的に駆動される。垂直運動の範囲は、特定の用途に応じて、適切な止め子又は制御装置62により制限することができる。当然のことながら、その他のタイプのアクチュエータを用いて台座部19の昇降を行ってもよい。このようなその他のアクチュエータには、電気モータ及びサーボが含まれる。
【0037】
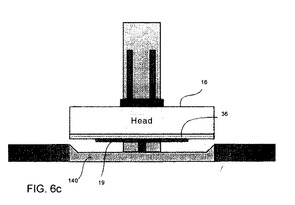
研磨ヘッド16の試験の開始に先立って、図6cに図示されるように、制御装置62はリニアアクチュエータ60(図1)を制御してヘッド16を台座部16と試験ウェハ36の上方の選択した高さに位置決めすることが可能である(ブロック310)。選択した高さは、実施する特定の試験に応じて異なる。当然のことながら、一部の研磨ヘッド試験においては、研磨ヘッド16の位置決めを省略してもよい。研磨ヘッド16が一旦、台座部16上方の適当な高さに位置されたら、研磨ヘッドの試験を開始してもよい(ブロック312)。
【0038】
例えば、ウェハ喪失センサ試験においては、試験ウェハのローディングに先立って、研磨ヘッドを試験ウェハの上面から例えば1.5mm等の距離で離す。この高さで制御装置62はヘッド16による試験ウェハの研磨ヘッドへのローディング工程を開始することが可能である。実際にウェハをローディングする前に、膜チャンバ24(図2)に加圧して、ヘッド膜30を膨張させてもよい。ヘッド膜30が膨張するにつれ、試験ウェハの上面に係合し、そのままでは膜30とウェハ上面との間に捕捉されてしまうエアポケットを追い出される。
【0039】
試験ウェハをローディングするためには、内管チャンバ24にも加圧して、膜30の周縁部を試験ウェハの周縁部に押し付けるよう圧力を加える。内管チャンバ内の圧力を次にその圧力で保ち、前述したように内管チャンバ内での漏れを試験する。内管チャンバ内の圧力が既定の加圧レベルで安定しているならば、内管チャンバが適切にシールされていることを意味する。図示の実施形態においては、ウェハ喪失センサ試験用に内管チャンバを周囲圧力より1psi高いレベルにまで加圧することが好ましい。0〜3psiの範囲のその他の圧力も用いることができる。具体的な値は特定の用途に応じて変動する。
【0040】
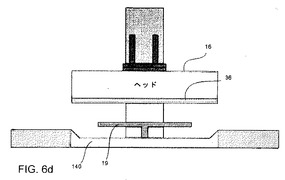
一旦、内管チャンバ22内の圧力の既定値での維持が確認され、膜30とウェハ上面との間のエアポケットが追い出されたなら、膜チャンバ24を減圧して試験ウェハのローディングを終了する。図6dに図示されるように、試験ウェハをローディングした研磨ヘッドを次に台座部19より上の別の高さにまで台座部19から引き上げる。図示の実施形態においては、ウェハ喪失センサ試験に向けて、膜チャンバを周囲圧力より5psi低いレベルまで減圧することが好ましい。周囲圧力から2〜7psi低い範囲のその他の圧力を用いることもできる。具体的な値は特定の用途に応じて変動する。
【0041】
ウェハが図7aに図示のものと同様のやり方で適切にローディングされ、ウェハ喪失センサが適切に設置、稼動している場合、ウェハ喪失センサは作動せず、内管チャンバ22内の圧力は制御装置62によって監視されるように実質的に一定に維持される。一方、ウェハが適切に持ち上げられない又は落下した場合、膜30は膜チャンバ24内に引き込まれ、図7bに図示されるように支持構造体32は内管チャンバ及びウェハ喪失センサ18と係合する。この結果、図8に図示されるように、内管チャンバ22内の圧力は支持構造体が内管チャンバ22と係合するにつれて最初は上昇し、次にウェハ喪失センサが内管チャンバ22と膜チャンバ24との間の弁86を開放するにつれ内管チャンバ内の圧力は低下し、ウェハを喪失したことを制御装置62に示す。
【0042】
図示の実施形態においては、米国特許第7089782号に記載のように、ヘッド試験ステーション10が研磨ヘッドを精密で電気的に制御された位置に正確に位置決めし、研磨ヘッドの試験を円滑に行えることが好ましい。例えば、上述したような試験ウェハを用いたウェハ喪失センサ試験において、もしウェハのローディングに先立って研磨ヘッドが試験ウェハに近すぎた状態で位置されてしまうと、膜30と支持構造体32が膜チャンバ24へと引きつけられ、ウェハ喪失センサ18が正しく作動しないと考えられる。反対に、ウェハのローディングに先立って試験ウェハから遠すぎた状態で研磨ヘッドが位置されると、試験ウェハが適切に持ち上げられない。このため、ウェハを持ち上げるために膜チャンバ24に加えた真空圧が代わりに膜30と支持構造体32を膜チャンバ24内へと引き込み、同じくウェハ喪失センサ18が正しく作動しない。試験表面から上に1〜2mmの範囲で間隔を空けた垂直位置の研磨ヘッドが、このような多くの用途で適当であると思われる。その他の距離も用いることができる。具体的な値は、特定の用途に応じて異なる。
【0043】
ヘッドには多くの移動位置をプログラムすることができることから、事実上、ヘッド試験ステーションは上昇させた台座部19に対してのヘッドの動きを連続的に制御することができる。ヘッドの試験位置及びローディング位置は、多様なタイプのヘッドごとに、上昇させた台座部19に相対して規定することができる。厚さにおける差を含むヘッドの寸法における違いは、特定のヘッドタイプについて最適な位置へとヘッドを移動させるようにアクチュエータ制御をプログラムすることで容易に対応することができる。
【0044】
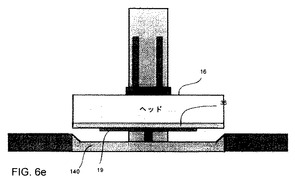
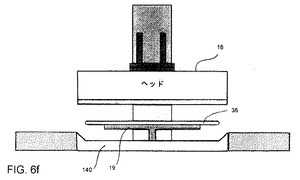
試験ウェハを用いての研磨ヘッド16の試験又は試験の一部の終了時に、研磨ヘッド16は試験ウェハを台座部19に戻すことができる。従って、制御装置62はリニアアクチュエータ60を制御して研磨ヘッド16を図6eに図示されるように台座部19に隣接した垂直位置へと位置決めする。研磨ヘッド16の空気圧回路を更に制御装置62で制御して、図6fに図示されるように、研磨ヘッド16による試験ウェハの解放と台座部19上への試験ウェハの載置を行ってもよい。加えて、制御装置62は、図6fに図示されるように別の高さへと研磨ヘッドを引き上げることが可能である。
【0045】
一旦、試験ウェハが研磨ヘッド60によって台座部19へと戻されたなら、台座部19をウェハポジショナ140へと降下させてもよい(ブロック314)。台座部19を続いて下方向に運動させることで試験ウェハはウェハポジショナ140上に載置され、必要に応じて試験ウェハの中心が研磨ヘッド16の中心と再度整列させられる。次に試験を終了しても、或いは研磨ヘッドの追加試験を必要ならば続いて行ってもよい。このような追加試験には、特定の用途に応じて、試験ウェハ36の使用又は台座部19の運動が含まれる又は含まれない。
【0046】
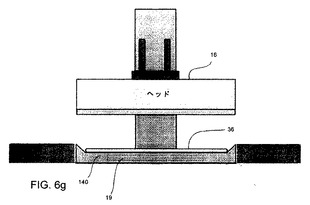
図示の実施形態において、台座部19の下方向の垂直運動は図6gに図示されるようにウェハポジショナ140の下部位置で停止する。台座部連接棒292に連結された台座部アクチュエータ294が台座部19を図6fに図示の上昇位置から図6gに図示の下降位置へと垂直方向に作動させる。当然のことながら、特定の用途に応じて、その他の停止位置を選択することができる。
【0047】
試験ウェハをローディングするための研磨ヘッド16の準備にむけて試験ウェハをウェハポジショナ140で整列し、研磨ヘッド16まで持ち上げる研磨ヘッド試験の一例を挙げた。当然のことながら、本明細書による試験ステーションを用いた研磨ヘッド試験によっては試験ウェハローディング操作、又は試験ウェハ整列操作、又は試験ウェハ持ち上げ操作を特定の用途に応じて省略してもよい。
【0048】
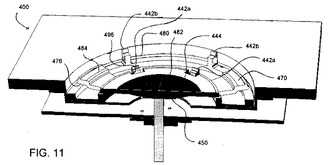
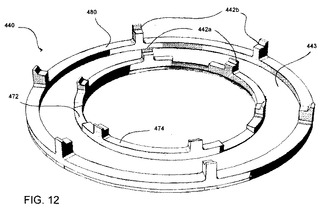
図11は本明細書の別の態様による試験ウェハ保持・搬送システム400の別の実施形態を示す。図12で最もよく見て取れるように、試験ウェハ保持・搬送システム400は試験ウェハポジショナ440を含み、ポジショナはリング部材443によって担持され、かつリング部材443の内周に沿って分散された第1の複数の試験ウェハ係合部材442aを有する。試験ウェハポジショナ440は更にリング部材443に担持され、かつリング部材443の外周に沿って分散された第2の複数の試験ウェハ係合部材442bを有する。
【0049】
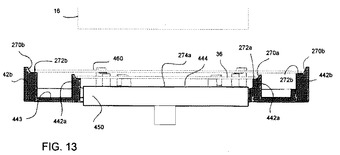
図13で最もよく見て取れるように、ウェハポジショナ440の試験ウェハ係合部材442aは台座部450の中央ウェハ支持表面444の周囲に位置決めされる。試験ウェハ係合部材442aは、台座部450が試験ウェハ36を受け取り研磨ヘッド16に搬送するに先立って、台座部中央ウェハ支持表面444に対して試験ウェハ36を係合、位置決めするように用いられる(図13)。
【0050】
図示の実施形態において、部材142等の試験ウェハ係合部材442aは通常フィンガータイプであり、各自は角度を成した傾斜面270aを含む(図13)。傾斜面は試験ウェハ36の縁部と係合し、試験ウェハを傾斜面270a間の各試験ウェハ係合部材142の概して水平な支持表面272aによって支持された整列位置に方向付け、重力の影響下でもって定置する。この整列位置において、台座部450の中央ウェハ支持表面444の中心274aは、試験ウェハ36の中心とヘッド16の中心軸と同軸的に整列している。
【0051】
ウェハポジショナ440の試験ウェハ係合部材442bも同様に台座部450の中央ウェハ支持表面444に沿って位置されるが、ウェハ係合部材442aの円周よりも広きに亘る。試験ウェハ係合部材442bは、台座部450が試験ウェハ460を受け取り研磨ヘッドに搬送するに先立って、台座部中央ウェハ支持表面444に対して試験ウェハ460を係合、位置決めするように用いられる。図13で明らかなように、試験ウェハ460は試験ウェハ36より広い直径を有していてもよい。従って、試験ウェハ保持・搬送システム400は例えば150mm、200mm及び300mm等の異なる寸法の研磨ヘッド及び試験ウェハに容易に対応することが可能である。
【0052】
部材442a等の試験ウェハ係合部材442bは通常フィンガータイプであり、各自は角度を成した傾斜面270bを含む(図13)。傾斜面は試験ウェハ460の縁部に係合し、試験ウェハを傾斜面270b間の各試験ウェハ係合部材442bの概して水平な支持表面272bによって支持された整列位置に方向付け、重力の影響下でもって定置する。この整列位置において、台座部450の中央ウェハ支持表面444の中心274aは、試験ウェハ460と研磨ヘッドの中心と同軸的に整列している。
【0053】
図示の実施形態において、台座部450は複数のフランジ470を含み(図11)、フランジはウェハポジショナ440のリング部材443の内側リング壁部474の凹部472に納まる(図12)。各フランジ470の外側段部476はリング部材443の外側リング壁部480と係合している。中央ウェハ支持表面444は試験ウェハへの損傷を防止するためのクッション482を有していてもよい。
【0054】
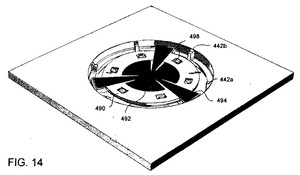
一実施形態において、台座部450等の台座部は試験ウェハ36又は試験ウェハ460等の特定の寸法の試験ウェハ専用であってもよい。或いは、台座部450は異なる寸法の試験ウェハに対応可能であってもよい。例えば、台座部フランジ470の上面484を用いて台座部外側ウェハ支持表面として試験ウェハ460等のより大きな試験ウェハと係合、支持させてもよい。別の例において、試験ウェハ保持・搬送システム400は台座部中央ウェハ支持表面492と台座部外側ウェハ支持表面494の双方を有する台座部アダプタプレート490(図14)を含んでいてもよい。台座部アダプタプレート490は台座部フランジ470に担持され、試験ウェハ460等のより大きい試験ウェハ専用であっても、或いは異なる寸法の試験ウェハに対応できるものであってもよい。図示の実施形態において、台座部アダプタプレート490は試験ウェハクッションを台座部中央ウェハ支持表面492と台座部外側ウェハ支持表面494の双方上に担持している。
【0055】
図11に図示されるように、台座部450の中央ウェハ支持表面444は複数の凹部496を規定し、各開口部は台座部中央ウェハ支持表面444が下降垂直位置にある場合に試験ウェハ係合部材442aを収容するように用いられる。同様に、台座部アダプタプレート490の中央ウェハ支持表面492は、凹部496と整列され、かつ台座部アダプタプレートが下降垂直位置にある場合に試験ウェハ係合部材442aを収容するように用いられる複数の凹部498(図14)を規定している。試験ウェハ係合部材442bのウェハ係合表面470b、472bは試験ウェハ係合部材442aの対応するウェハ係合表面470a、472aよりも研磨ヘッド16に近い垂直位置にあることから、試験ウェハ460等のより大きな直径の試験ウェハを試験ウェハ係合部材442bにより図22に図示されるように試験ウェハ係合部材442aの最上部より高く整列・支持してもよい。従って、試験ウェハ係合部材442bを、より小さい試験ウェハ用の試験ウェハ係合部材442aでより大きい試験ウェハを阻害することなく、より大きい試験ウェハ460と共に用いることが可能である。
【0056】
再度図1を参照するが、プラットフォーム12は試験ステーションを研磨ヘッド試験用の製造設備内のある場所から別の場所へと迅速に転がすことを可能とする車輪又はローラ一式を有している。これは、設備が異なる寸法のヘッドを利用した複数の研磨システムを有する場合に特に有用である。
【0057】
米国特許第7089782号により詳しく記載されるように、試験ステーション10は試験に向けた研磨ヘッド16の試験ステーションへのローディング及び搭載を円滑に行うための側部キャリッジアセンブリを含んでいてもよい。当然のことながら、特定の用途に応じて、このような側部キャリッジアセンブリの細部及び詳細は異なる。更に、試験ステーション10は試験ウェハを研磨ヘッド試験用に正しい位置にチャックするためのウェハチャックを含んでいてもよい。ここでもまた、このようなウェハチャックについての細かい点は特定の用途ごとに異なる。
【0058】
当然のことながら、図示の実施形態、その多様な態様においての改変は当業者に明白であり、一部は調査後初めて明らかとなるものであるが、その他は決まりきった機械的、電子工学的設計上の問題である。その他の実施形態も可能であり、その具体的な設計は特定の用途に依存する。このように、本明細書の範囲は記載された特定の実施形態によって限定されるものではなく、特許請求の範囲及びその均等物によって定められるべきである。
【図面の簡単な説明】
【0059】
【図1】本明細書の一実施形態による試験ウェハ保持・搬送システムを有する研磨ヘッド試験ステーションの、カバープレートを外した状態での斜視図である。
【図2】試験ウェハ保持・搬送システムの一実施形態の台座部上に配置された一般的な研磨ヘッドの概略断面図である。
【図3】図1の試験ステーションの試験ウェハ保持・搬送システムの、カバープレートを外した状態での上面図である。
【図4a】カバープレートを取り付けた状態での、試験ウェハ保持・搬送システムの概略部分側部断面図である。
【図4b】試験ウェハ保持・搬送システムの、カバープレートを外した状態での概略部分側部分解断面図である。
【図5】図1の試験ウェハ保持・搬送システムのウェハポジショナの斜視図である。
【図6a】〜
【図6g】研磨ヘッドを試験するための試験ウェハ保持・搬送システムの操作の一例を示す図である。
【図7a】〜
【図7b】図2の研磨ヘッドのウェハ喪失センサの操作を図示した概略図である。
【図8】図7a及び7bに示したウェハ喪失センサ操作中における研磨ヘッドの内管チャンバにおける圧力変化を表したグラフである。
【図9】図2の研磨ヘッドの各圧力チャンバに関連した試験ステーション空気圧回路の一例の概略図である。
【図10】研磨ヘッドを試験するための、試験ウェハ保持・搬送システムの操作の一例を表したフロー図である。
【図11】別の実施形態による試験ウェハ保持・搬送システムの概略部分断面斜視図である。
【図12】図11の試験ウェハ保持・搬送システム用のウェハポジショナの一例の斜視図である。
【図13】図12のウェハポジショナの概略部分断面斜視図であり、異なる寸法の試験ウェハの位置決定を図示している。
【図14】更に別の実施形態による台座部を有する試験ウェハ保持・搬送システムの上部斜視図である。
【発明の背景】
【0001】
集積回路は、典型的には基板、特にはシリコンウェハ上に導電層、半導体層又は絶縁層を順次堆積することで形成する。各層を堆積後、堆積層をエッチングし、回路特徴部を形成することが多い。一連の層を順次堆積してエッチングするにつれ、基板の外側の外側又は最上部表面、つまり基板の露出面が徐々に非平面となる可能性がある。この非平面の表面は集積回路製造工程におけるフォトリソグラフィ段階において問題となる場合がある。従って、定期的な基板表面の平坦化を必要とすることが多い。
【0002】
化学機械研磨(CMP)は一般的に認められた平坦化法である。この平坦化法は、典型的にはロードカップアセンブリを用いて基板をキャリア又は研磨ヘッド上に載せることを含む。基板の露出面を回転する研磨パッドに当てる。研磨パッドは「標準」又は固定研磨パッドのいずれであってもよい。標準的な研磨パッドは耐久性のある粗面を有しており、固定研磨パッドは一般的には封入媒体内に保持された研磨粒子を有する。研磨ヘッドにより制御可能な負荷、つまり圧力が基板上に加わり、基板が研磨パッドに押し当てられる。標準的なパッドを使用する場合は、少なくとも1つの化学反応性の薬剤及び研磨粒子を含む研磨スラリーを研磨パッド表面に供給する。
【0003】
研磨ヘッドは定期的にメンテナンスし、ヘッドを分解して、磨耗した部品を交換し再度組み立てる。ヘッドを戻して更にウェハの研磨を行う前に、調整したヘッドが適切に稼動するか否かを高価なウェハ又はその他の半導体基板上で使用する前に試験ステーションで試験することが可能である。
【概要】
【0004】
本明細書に記載一態様においては、試験ウェハを支持するための台座部と、台座部中央ウェハ支持表面と試験ウェハを研磨ヘッドに向かって移動させるための制御式台座部アクチュエータとを有する試験ステーションで研磨ヘッドを試験する。台座部を研磨ヘッドから垂直方向にずらした第1垂直位置と、研磨ヘッドにより近い垂直方向の第2垂直位置との間で動かすことで、研磨ヘッド試験を促進することができる。
【0005】
一実施形態において、試験にはヘッドのウェハ喪失センサの試験を含む。ウェハ喪失センサ試験又はその他の研磨ヘッド試験には、ヘッドの膜チャンバに真空圧を加えて台座部中央ウェハ支持表面上に配置された第1試験ウェハを拾い上げることが含まれる。試験は膜チャンバに真空圧を印加するに先立ってヘッドの内管チャンバを加圧し、真空圧を膜チャンバに印加しながら内管チャンバ内の圧力を監視することも含む。
【0006】
本明細書の別の態様においては、台座部中央ウェハ支持表面の周囲に沿って位置された、第1の複数の試験ウェハ係合部材を有するポジショナを用いて試験ウェハを位置決めする。試験ウェハ係合部材は試験ウェハに係合して、試験ウェハを台座部中央ウェハ支持表面に対して位置させる。一実施形態において、ウェハポジショナはリング部材を備えており、リング部材はその第1円周に沿って分散されている第1の複数の試験ウェハ係合部材を担持するように用いられる。
【0007】
更に別の態様において、研磨ヘッド試験は第1直径よりも広い第2直径を有する試験ウェハをポジショナを用いて位置決定することを含み、ポジショナは第2の複数の試験ウェハ係合部材を有し、部材は台座部中央ウェハ支持表面の周囲に配置された外側ウェハ支持表面周囲に位置され、試験ウェハを支持するように用いられる。第2の複数の試験ウェハ係合部材はリング部材の第2の円周に沿って分散されており、第2の円周の直径は第1の円周よりも広い。
【0008】
更に別の態様においては、試験ステーションは独自のウェハ支持表面を有する着脱式のカバープレートを有する。カバープレートを取外して台座部と試験ウェハポジショナを露出させることができる。
【0009】
本発明には更に別の態様がある。従って、上記は本発明の実施形態と態様の一部の簡単な概要に過ぎないことを理解すべきである。追加の実施形態及び態様についても記載され、権利請求される。従って、前述の概要は本明細書の範囲を限定することを意図しない。
【詳細な説明】
【0010】
本発明の一実施形態による試験ステーションは、概して図1の10で示される。試験ステーション10はフレーム又はプラットフォーム12を含み、プラットフォーム12はその上に化学機械研磨ヘッド16を位置決めするヘッド位置決定制御システム14を支持している。米国特許第7089782号により詳しく記載されているように、ヘッド位置制御システム14は、プラットフォーム12上の電気的に制御された多くの位置の1つにヘッド16を正確に位置決めし、ヘッド16の様々な試験手順を円滑にすることが可能である。当然のことながら、特定の用途に応じて、研磨ヘッド16を固定の高さに取り付ける又は異なる高さ間を手動で移動させても、或いはその他の機構を用いて作動させてもよい。
【0011】
本明細書の一態様により、試験ステーション10は更に試験ウェハ保持・搬送システム17を含み、システム17は可動式台座部19を含む。以下でより詳細に説明するように、試験ウェハ保持・搬送システム17は試験ウェハを研磨ヘッド16に相対的に位置させることで、研磨ヘッド16の試験を円滑にしている。例えば、試験ウェハ保持・搬送システム17は、CMPツールのロードカップアセンブリによるウェハのローディングを模することが可能である。
【0012】
図2は、試験ウェハ保持・搬送システム17の可動式台座部19上に位置された典型的な化学機械研磨ヘッド16の概略断面図である。当然のことながら、本明細書の態様による試験ステーションを150mm、200mm又は300mmのウェハの研磨用ヘッドを含む多種多様なタイプのウェハ又は基板研磨ヘッドの試験に用いてもよい。
【0013】
米国特許第7089782号により詳しく記載されているように、図2のヘッド16等の研磨ヘッドはセンサを幾つか有していてもよく、これらは好ましくは試験ステーション10によって試験される。このようなセンサの例は、概して18で示され、ウェハが喪失したか否かを感知する。センサの数及びタイプは研磨ヘッドのタイプごとに異なる。その他の一般的なタイプのヘッドセンサにはウェハ存在検出センサ及びウェハ圧力センサが含まれる。
【0014】
研磨ヘッド16は3つの圧力シールされたチャンバ、つまり止め輪チャンバ20、内管チャンバ22、及び膜チャンバ24をも有する。試験ステーション10はチャンバに各種の試験を行って、確実に適切なシールと操作がなされるようにすることが可能である。当然ながら、チャンバの数とタイプはヘッドのタイプごとに異なる。例えば、ヘッドは3〜8個のチャンバを有していてもよい。
【0015】
図示の実施形態のヘッド16において、止め輪チャンバ20はヘッド16の筐体26とベース部28との間に設置されている。ウェハ研磨操作中、止め輪チャンバ20を加圧して負荷、つまり下向きの圧力をベース部28に印加する。転動ダイヤフラム29が筐体とベース部28とを柔軟に連結しているため、止め輪チャンバ20の拡張と収縮が可能となる。このようにして、研磨パッドに相対してのベース28の垂直方向位置は、止め輪チャンバ20内の圧力によって制御される。
【0016】
可撓性膜30が支持構造体32の下に延びており、研磨対象であるウェハ又はその他の半導体基板36の取り付け面34を構成している。ベース部28と支持構造体32との間に位置された膜チャンバ24加圧により可撓性膜30は下方向に押し下げられ、研磨パッドに基板が押し付けられる。湾曲部38が支持構造体32をベース部28に柔軟に連結していることで、膜チャンバ24の拡張と収縮が可能となる。
【0017】
別の弾性かつ可撓性である膜40を締め付けリング又はその他の適切な固締具を用いてベース部28の下面に取り付けることで、内管チャンバ22を規定してもよい。空気等の加圧された流体を内管チャンバ22の内外に指向させることで、支持構造体32及び可撓性膜30への下方向の圧力を調節することができる。
【0018】
筐体26は研磨システムの支軸44に接続されて、研磨中、この支軸を用いてヘッド16を回転軸46を中心に回転させる。回転軸は、研磨中、研磨パッドの表面に対して実質的に垂直である。3本の圧力線50、52、54が空気又は窒素等の流体を周囲圧力より高い圧力(加圧)又はそれより低い圧力で(減圧)各チャンバ20、22及び24に指向する。
【0019】
図1に図示されるように、ヘッド試験ステーションのヘッド位置制御システム14は電気的に制御されたリニアアクチュエータ60を含み、アクチュエータはパーソナルコンピュータ等のプログラムされた汎用コンピュータであってもよい制御装置62(図9)によって制御される。或いは、制御装置62はプログラムドロジックアレイ、分散論理回路又はその他のデジタル及びアナログ回路を備えていてもよい。リニアアクチュエータ60は取付アーム部66の一端にある取付台64に取り付けられたヘッド16を制御装置62で選択した精密位置に位置決めすることが可能である。図示した実施形態において、制御された精密位置とは、試験ステーション10の台座部19の試験表面又は試験ウェハ支持表面68(図2)に相対してのヘッド16の縦方向の移動である。この縦方向の移動はZ軸に沿って測定され、Z軸は研磨ヘッドで試験するための試験ウェハを支持する試験表面68に直交している。この実施形態において、Z軸はヘッドの回転軸46に平行である。当然ながら、制御してその他の移動方向を選択することもできる。
【0020】
ヘッド取付アクチュエータ60はサーボモータアセンブリ70を含み、これは適切な駆動回路を介して制御装置62によって制御される。当然のことながら、特定の用途に応じて、その他のタイプのモータを用いて研磨ヘッドを様々な垂直方向位置へと作動させてもよい。
【0021】
サーボモータアセンブリ70の出力は、取付アーム66を誘導し、取付アームとそれに伴うヘッド16の動きをZ軸に沿った線形の非回転運動へと制限する垂直キャリッジアセンブリ78へと結合される。キャリッジアセンブリ78はキャリッジ80を含み、このキャリッジ80に取付アーム66が一対の補強材81によって取り付けられている。キャリッジ80は一対のガイドバー82を有しており、垂直支持板90に取り付けられたガイドレール86に沿って摺動し、キャリッジ80とそれに伴ってヘッド16をZ軸に沿って非枢動かつ直線的な運動を垂直方向に上下するように誘導する。支持板90は補強材92によりプラットフォーム12の水平支持板94に取り付けられている。当然ながら、その他の機械的配置を選択して研磨ヘッドを1つ以上の選択した運動軸に沿って誘導してもよい。
【0022】
図3は試験ウェハ保持・搬送システム17の一実施形態の上面概略図である。図3の線4a−4aに沿って見た場合の試験ウェハ保持・搬送システム17の概略部分断面図は図4aに示す。試験ウェハ保持・搬送システム17は支持板100を含み、支持板100はフレーム又はプラットフォーム12の支持板94によって規定された空洞部102(図4bに最もわかりやすく図示)内に収容されている。支持板100はフランジ104を有し、フランジは支持板収容用の空洞部102の段部106に嵌め込まれている。このようにして、試験ウェハ保持・搬送システム17の支持板100はフレーム12の支持板94に支持されている。
【0023】
本明細書の別の態様において、フレーム12の支持板94の空洞部102は、支持板100の上面110が支持板94の上面112に対して同一平面状又は凹状となるような寸法と形状に構成されている。このような配置により、任意のカバープレート120を支持板94上に配置して試験ウェハ保持・搬送システム17を滞りなく覆うことが可能となる。従来のシステムには、研磨ヘッドの試験を目的として、カバープレート120と類似したカバープレートを用いて表面122に似た試験ウェハ支持表面とすることがよくあった。
【0024】
従って、図4aに図示されるように、研磨ヘッド16等の研磨ヘッドをカバープレート120の試験ウェハ支持表面122を用いて試験してもよい。或いは、カバープレート120を取り外して試験ウェハ保持・搬送システム17を露出させ、カバープレート120の代わりに試験ウェハ保持・搬送システム17を用いて研磨ヘッドの更なる試験を促進してもよい。カバープレート120はフレーム12の支持板94上にカバープレート120の位置決めピン130を用いて正確に位置することができ、位置決めピンは支持板94の対応する位置決め穴部又は開口部132(図4b)に嵌め込まれる。当然のことながら、特定の用途に応じて、その他の機構及び装置を用いて着脱式のカバープレート120を位置決めしてもよい。
【0025】
試験ウェハ保持・搬送システム17は更に試験ウェハポジショナ140を含み、ポジショナ140はリング部材143(図5)によって担持され、リング部材143の円周に沿って分散して配置された複数の試験ウェハ係合部材142を有する。図3で最もわかりやすく図示されるように、ウェハポジショナ140の試験ウェハ係合部材142は台座部19の中央ウェハ支持表面144(図3)の周囲に沿って位置されている。試験ウェハ係合部材142は、台座部19が試験ウェハ36を受け取って研磨ヘッド16へと搬送する前に、台座部中央ウェハ支持表面144に対して試験ウェハ36に係合して(図6a)位置決定を行うように用いられる。
【0026】
上述したように、試験ステーション10を用いて研磨ヘッドの各種センサ、チャンバ及びその他の構造体を試験してもよい。図7a及び7bは、ヘッドがウェハを保持していないことを知らせる典型的な「ウェハ喪失」センサ18の操作を概略的に描いている。図7aに図示されるように、ウェハ喪失センサ18は軸196によって弁198の弁部材197に接続されたセンサディスク195を含む。軸196は導管199内を移動し、導管は膜チャンバ24を内管チャンバ22の圧力線52へと接続している。ウェハ36をヘッド16で保持した場合、ウェハ36は膜30を周囲圧力から遮断する。加えて、支持構造体32はウェハ喪失センサディスク195から離れる。内管チャンバ22を例えば周辺圧力より1psi(1平方インチあたりのポンド)より高い圧力で加圧した場合、又、例えば膜チャンバが周囲圧力より5psi低い減圧下にある場合、センサ軸196に取り付けられた弁部材197は導管52の弁座200に気密に着座する。この結果、弁198は密封され、膜チャンバ24と内管チャンバ22の圧力は一定に保たれ、これはウェハが「喪失」していないことを表す。
【0027】
しかしながら、ウェハがヘッド16から落下した場合、図7bに示されるように、膜30に作用している周囲圧力は膜30と支持構造体を膜チャンバ内へと上方向に押し出す。支持構造体32は内管チャンバ22と係合し、かつ圧迫しているため、内管チャンバ22内の圧力が図8に図示されるように上昇し始める。膜30と支持構造体が膜チャンバ24に向かって上方向に押し付けられるにつれ、図7bに図示されるように、支持構造体はウェハ喪失センサ18のディスク195にも係合する。この係合によりセンサ18の軸196に接続された弁部材197は弁座200から外れる。この結果、203で示されるように弁が開放され、内管チャンバ22内の圧力が図8の204で示されるように下降し始め、最終的には膜チャンバ20と同じとなり、ウェハの喪失を示す。
【0028】
図9は研磨ヘッドの各チャンバに関連した空気圧回路の概略図である。図示した実施形態において、各チャンバは圧力回路230を有し、回路は弁234と調整装置236によってチャンバに連結された加圧流体源232を含む。各チャンバは更に真空回路240を有し、真空回路240は弁244と調整装置246によってチャンバに連結された真空圧源242(真空エジェクタ弁と呼ばれることが多い)を含む。通気回路250は弁254を含み、関連するチャンバを周囲空気へと開放する。
【0029】
弁234、244及び254は制御装置62によって制御される。特定のチャンバ内の圧力を保つためには、通気弁254、圧力弁234及び真空弁254を閉鎖する。これらの弁を閉じることで、チャンバは更なる加圧、減圧又は通気から隔離される。チャンバ内の圧力は、関連するチャンバに流体的に連結されたトランスデューサ等の圧力センサ260を通して制御装置62により監視してもよい。制御弁234、244及び254を閉じた後にチャンバ圧が降下する場合は漏れが生じていることを意味する。前述したように、内管チャンバ22内の圧力が図8に示されるような曲線を描くならば、研磨ヘッドによって保持されていた試験ウェハが喪失したことを意味する。
【0030】
試験ステーション10は、各種チャンバに亘っての漏れを含む(クロストーク)圧力及び真空の漏れについて、研磨ヘッドのチャンバを試験することが可能である。試験には弁及びセンサ試験同様に上昇の高さ及び時間が含まれる。
【0031】
図10は本明細書の一実施形態による試験ステーションを利用しての研磨ヘッド試験を表している。このような試験の一例がウェハ喪失センサ試験である。当然ながら、特定の用途に応じて、本明細書による試験ステーションを用いて多様な試験を行ってもよい。
【0032】
第1の操作において、試験ウェハをウェハポジショナ140等のウェハポジショナ上に配置する(ブロック266)。図示の実施形態において、ウェハポジショナ140の試験ウェハ係合部材142は一般的にはフィンガータイプであり、それぞれは角度を成した傾斜面270(図6a)を含み、試験ウェハ36の縁部に係合し、試験ウェハを傾斜面270間の各試験ウェハ係合部材142の概して水平な支持表面272によって支持された整列位置に方向付け、重力の影響下でもって定置する。この整列位置において、台座部19の中央ウェハ支持表面144の中心274は実質的に試験ウェハ36の中心と同軸で揃っている。又、図示の実施形態において、研磨ヘッド16の中心軸46(図2)は試験ウェハの中心と実質的に揃っている。このような整列により研磨ヘッド16の試験が円滑となる。当然ながら、ウェハポジショナは別の配列の試験ウェハと台座部19又は研磨ヘッド16を達成するように設計してもよい。更に、当然ながら、特定の用途に応じて、試験ウェハ係合部材142は多様な形状及び係合面を有したものであってもよい。
【0033】
図示の実施形態において、台座部19及び試験ウェハポジショナ140は試験ウェハ保持・搬送システム17の支持板100に取り付けられた台座部筐体280によって支持されている。台座部19及び試験ウェハポジショナ140は試験ステーション10内に支持され、台座部19及び試験ウェハポジショナ140の中心は研磨ヘッド16の中心軸46(図2)と同軸的に整列している。当然のことながら、特定の用途に応じて、その他の配列を選択してもよい。
【0034】
一旦、ウェハポジショナ140により試験ウェハが位置決めされたら、台座部19を上昇させ(ブロック290)その台座部支持表面144を試験ウェハの底面と係合させる。台座部19を続けて上方向に運動させることで試験ウェハがウェハポジショナ140から持ち上げられ、例えば図6bに図示されるように試験ウェハを垂直方向上に研磨ヘッド16に向かって動かす。この位置で、試験ウェハの中心は依然として研磨ヘッド16の中心と同軸的に整列している。
【0035】
図示の実施形態において、台座部19は中央連接棒292を有し、台座部筐体280内での摺動垂直運動用に軸支されている。台座部連接棒292に連結された台座部アクチュエータ294は台座部19を図6aに図示の第1の下降位置と図6bに図示の第2の上昇位置との間を垂直方向に作動させる。当然のことながら、台座部19の形状及び部材をその他のものにして垂直運動を促進してもよい。
【0036】
図示の実施形態において、台座部アクチュエータ294は試験ステーション制御装置62によって制御される空気圧回路302によって駆動される空気圧シリンダ300を含む。空気圧シリンダ300は駆動部材304によって台座部19の連接棒に接続されている。適切な空気圧を空気圧シリンダ300に印加すると、駆動部材304及びそれに伴って台座部19が上方又は下方運動へと選択的に駆動される。垂直運動の範囲は、特定の用途に応じて、適切な止め子又は制御装置62により制限することができる。当然のことながら、その他のタイプのアクチュエータを用いて台座部19の昇降を行ってもよい。このようなその他のアクチュエータには、電気モータ及びサーボが含まれる。
【0037】
研磨ヘッド16の試験の開始に先立って、図6cに図示されるように、制御装置62はリニアアクチュエータ60(図1)を制御してヘッド16を台座部16と試験ウェハ36の上方の選択した高さに位置決めすることが可能である(ブロック310)。選択した高さは、実施する特定の試験に応じて異なる。当然のことながら、一部の研磨ヘッド試験においては、研磨ヘッド16の位置決めを省略してもよい。研磨ヘッド16が一旦、台座部16上方の適当な高さに位置されたら、研磨ヘッドの試験を開始してもよい(ブロック312)。
【0038】
例えば、ウェハ喪失センサ試験においては、試験ウェハのローディングに先立って、研磨ヘッドを試験ウェハの上面から例えば1.5mm等の距離で離す。この高さで制御装置62はヘッド16による試験ウェハの研磨ヘッドへのローディング工程を開始することが可能である。実際にウェハをローディングする前に、膜チャンバ24(図2)に加圧して、ヘッド膜30を膨張させてもよい。ヘッド膜30が膨張するにつれ、試験ウェハの上面に係合し、そのままでは膜30とウェハ上面との間に捕捉されてしまうエアポケットを追い出される。
【0039】
試験ウェハをローディングするためには、内管チャンバ24にも加圧して、膜30の周縁部を試験ウェハの周縁部に押し付けるよう圧力を加える。内管チャンバ内の圧力を次にその圧力で保ち、前述したように内管チャンバ内での漏れを試験する。内管チャンバ内の圧力が既定の加圧レベルで安定しているならば、内管チャンバが適切にシールされていることを意味する。図示の実施形態においては、ウェハ喪失センサ試験用に内管チャンバを周囲圧力より1psi高いレベルにまで加圧することが好ましい。0〜3psiの範囲のその他の圧力も用いることができる。具体的な値は特定の用途に応じて変動する。
【0040】
一旦、内管チャンバ22内の圧力の既定値での維持が確認され、膜30とウェハ上面との間のエアポケットが追い出されたなら、膜チャンバ24を減圧して試験ウェハのローディングを終了する。図6dに図示されるように、試験ウェハをローディングした研磨ヘッドを次に台座部19より上の別の高さにまで台座部19から引き上げる。図示の実施形態においては、ウェハ喪失センサ試験に向けて、膜チャンバを周囲圧力より5psi低いレベルまで減圧することが好ましい。周囲圧力から2〜7psi低い範囲のその他の圧力を用いることもできる。具体的な値は特定の用途に応じて変動する。
【0041】
ウェハが図7aに図示のものと同様のやり方で適切にローディングされ、ウェハ喪失センサが適切に設置、稼動している場合、ウェハ喪失センサは作動せず、内管チャンバ22内の圧力は制御装置62によって監視されるように実質的に一定に維持される。一方、ウェハが適切に持ち上げられない又は落下した場合、膜30は膜チャンバ24内に引き込まれ、図7bに図示されるように支持構造体32は内管チャンバ及びウェハ喪失センサ18と係合する。この結果、図8に図示されるように、内管チャンバ22内の圧力は支持構造体が内管チャンバ22と係合するにつれて最初は上昇し、次にウェハ喪失センサが内管チャンバ22と膜チャンバ24との間の弁86を開放するにつれ内管チャンバ内の圧力は低下し、ウェハを喪失したことを制御装置62に示す。
【0042】
図示の実施形態においては、米国特許第7089782号に記載のように、ヘッド試験ステーション10が研磨ヘッドを精密で電気的に制御された位置に正確に位置決めし、研磨ヘッドの試験を円滑に行えることが好ましい。例えば、上述したような試験ウェハを用いたウェハ喪失センサ試験において、もしウェハのローディングに先立って研磨ヘッドが試験ウェハに近すぎた状態で位置されてしまうと、膜30と支持構造体32が膜チャンバ24へと引きつけられ、ウェハ喪失センサ18が正しく作動しないと考えられる。反対に、ウェハのローディングに先立って試験ウェハから遠すぎた状態で研磨ヘッドが位置されると、試験ウェハが適切に持ち上げられない。このため、ウェハを持ち上げるために膜チャンバ24に加えた真空圧が代わりに膜30と支持構造体32を膜チャンバ24内へと引き込み、同じくウェハ喪失センサ18が正しく作動しない。試験表面から上に1〜2mmの範囲で間隔を空けた垂直位置の研磨ヘッドが、このような多くの用途で適当であると思われる。その他の距離も用いることができる。具体的な値は、特定の用途に応じて異なる。
【0043】
ヘッドには多くの移動位置をプログラムすることができることから、事実上、ヘッド試験ステーションは上昇させた台座部19に対してのヘッドの動きを連続的に制御することができる。ヘッドの試験位置及びローディング位置は、多様なタイプのヘッドごとに、上昇させた台座部19に相対して規定することができる。厚さにおける差を含むヘッドの寸法における違いは、特定のヘッドタイプについて最適な位置へとヘッドを移動させるようにアクチュエータ制御をプログラムすることで容易に対応することができる。
【0044】
試験ウェハを用いての研磨ヘッド16の試験又は試験の一部の終了時に、研磨ヘッド16は試験ウェハを台座部19に戻すことができる。従って、制御装置62はリニアアクチュエータ60を制御して研磨ヘッド16を図6eに図示されるように台座部19に隣接した垂直位置へと位置決めする。研磨ヘッド16の空気圧回路を更に制御装置62で制御して、図6fに図示されるように、研磨ヘッド16による試験ウェハの解放と台座部19上への試験ウェハの載置を行ってもよい。加えて、制御装置62は、図6fに図示されるように別の高さへと研磨ヘッドを引き上げることが可能である。
【0045】
一旦、試験ウェハが研磨ヘッド60によって台座部19へと戻されたなら、台座部19をウェハポジショナ140へと降下させてもよい(ブロック314)。台座部19を続いて下方向に運動させることで試験ウェハはウェハポジショナ140上に載置され、必要に応じて試験ウェハの中心が研磨ヘッド16の中心と再度整列させられる。次に試験を終了しても、或いは研磨ヘッドの追加試験を必要ならば続いて行ってもよい。このような追加試験には、特定の用途に応じて、試験ウェハ36の使用又は台座部19の運動が含まれる又は含まれない。
【0046】
図示の実施形態において、台座部19の下方向の垂直運動は図6gに図示されるようにウェハポジショナ140の下部位置で停止する。台座部連接棒292に連結された台座部アクチュエータ294が台座部19を図6fに図示の上昇位置から図6gに図示の下降位置へと垂直方向に作動させる。当然のことながら、特定の用途に応じて、その他の停止位置を選択することができる。
【0047】
試験ウェハをローディングするための研磨ヘッド16の準備にむけて試験ウェハをウェハポジショナ140で整列し、研磨ヘッド16まで持ち上げる研磨ヘッド試験の一例を挙げた。当然のことながら、本明細書による試験ステーションを用いた研磨ヘッド試験によっては試験ウェハローディング操作、又は試験ウェハ整列操作、又は試験ウェハ持ち上げ操作を特定の用途に応じて省略してもよい。
【0048】
図11は本明細書の別の態様による試験ウェハ保持・搬送システム400の別の実施形態を示す。図12で最もよく見て取れるように、試験ウェハ保持・搬送システム400は試験ウェハポジショナ440を含み、ポジショナはリング部材443によって担持され、かつリング部材443の内周に沿って分散された第1の複数の試験ウェハ係合部材442aを有する。試験ウェハポジショナ440は更にリング部材443に担持され、かつリング部材443の外周に沿って分散された第2の複数の試験ウェハ係合部材442bを有する。
【0049】
図13で最もよく見て取れるように、ウェハポジショナ440の試験ウェハ係合部材442aは台座部450の中央ウェハ支持表面444の周囲に位置決めされる。試験ウェハ係合部材442aは、台座部450が試験ウェハ36を受け取り研磨ヘッド16に搬送するに先立って、台座部中央ウェハ支持表面444に対して試験ウェハ36を係合、位置決めするように用いられる(図13)。
【0050】
図示の実施形態において、部材142等の試験ウェハ係合部材442aは通常フィンガータイプであり、各自は角度を成した傾斜面270aを含む(図13)。傾斜面は試験ウェハ36の縁部と係合し、試験ウェハを傾斜面270a間の各試験ウェハ係合部材142の概して水平な支持表面272aによって支持された整列位置に方向付け、重力の影響下でもって定置する。この整列位置において、台座部450の中央ウェハ支持表面444の中心274aは、試験ウェハ36の中心とヘッド16の中心軸と同軸的に整列している。
【0051】
ウェハポジショナ440の試験ウェハ係合部材442bも同様に台座部450の中央ウェハ支持表面444に沿って位置されるが、ウェハ係合部材442aの円周よりも広きに亘る。試験ウェハ係合部材442bは、台座部450が試験ウェハ460を受け取り研磨ヘッドに搬送するに先立って、台座部中央ウェハ支持表面444に対して試験ウェハ460を係合、位置決めするように用いられる。図13で明らかなように、試験ウェハ460は試験ウェハ36より広い直径を有していてもよい。従って、試験ウェハ保持・搬送システム400は例えば150mm、200mm及び300mm等の異なる寸法の研磨ヘッド及び試験ウェハに容易に対応することが可能である。
【0052】
部材442a等の試験ウェハ係合部材442bは通常フィンガータイプであり、各自は角度を成した傾斜面270bを含む(図13)。傾斜面は試験ウェハ460の縁部に係合し、試験ウェハを傾斜面270b間の各試験ウェハ係合部材442bの概して水平な支持表面272bによって支持された整列位置に方向付け、重力の影響下でもって定置する。この整列位置において、台座部450の中央ウェハ支持表面444の中心274aは、試験ウェハ460と研磨ヘッドの中心と同軸的に整列している。
【0053】
図示の実施形態において、台座部450は複数のフランジ470を含み(図11)、フランジはウェハポジショナ440のリング部材443の内側リング壁部474の凹部472に納まる(図12)。各フランジ470の外側段部476はリング部材443の外側リング壁部480と係合している。中央ウェハ支持表面444は試験ウェハへの損傷を防止するためのクッション482を有していてもよい。
【0054】
一実施形態において、台座部450等の台座部は試験ウェハ36又は試験ウェハ460等の特定の寸法の試験ウェハ専用であってもよい。或いは、台座部450は異なる寸法の試験ウェハに対応可能であってもよい。例えば、台座部フランジ470の上面484を用いて台座部外側ウェハ支持表面として試験ウェハ460等のより大きな試験ウェハと係合、支持させてもよい。別の例において、試験ウェハ保持・搬送システム400は台座部中央ウェハ支持表面492と台座部外側ウェハ支持表面494の双方を有する台座部アダプタプレート490(図14)を含んでいてもよい。台座部アダプタプレート490は台座部フランジ470に担持され、試験ウェハ460等のより大きい試験ウェハ専用であっても、或いは異なる寸法の試験ウェハに対応できるものであってもよい。図示の実施形態において、台座部アダプタプレート490は試験ウェハクッションを台座部中央ウェハ支持表面492と台座部外側ウェハ支持表面494の双方上に担持している。
【0055】
図11に図示されるように、台座部450の中央ウェハ支持表面444は複数の凹部496を規定し、各開口部は台座部中央ウェハ支持表面444が下降垂直位置にある場合に試験ウェハ係合部材442aを収容するように用いられる。同様に、台座部アダプタプレート490の中央ウェハ支持表面492は、凹部496と整列され、かつ台座部アダプタプレートが下降垂直位置にある場合に試験ウェハ係合部材442aを収容するように用いられる複数の凹部498(図14)を規定している。試験ウェハ係合部材442bのウェハ係合表面470b、472bは試験ウェハ係合部材442aの対応するウェハ係合表面470a、472aよりも研磨ヘッド16に近い垂直位置にあることから、試験ウェハ460等のより大きな直径の試験ウェハを試験ウェハ係合部材442bにより図22に図示されるように試験ウェハ係合部材442aの最上部より高く整列・支持してもよい。従って、試験ウェハ係合部材442bを、より小さい試験ウェハ用の試験ウェハ係合部材442aでより大きい試験ウェハを阻害することなく、より大きい試験ウェハ460と共に用いることが可能である。
【0056】
再度図1を参照するが、プラットフォーム12は試験ステーションを研磨ヘッド試験用の製造設備内のある場所から別の場所へと迅速に転がすことを可能とする車輪又はローラ一式を有している。これは、設備が異なる寸法のヘッドを利用した複数の研磨システムを有する場合に特に有用である。
【0057】
米国特許第7089782号により詳しく記載されるように、試験ステーション10は試験に向けた研磨ヘッド16の試験ステーションへのローディング及び搭載を円滑に行うための側部キャリッジアセンブリを含んでいてもよい。当然のことながら、特定の用途に応じて、このような側部キャリッジアセンブリの細部及び詳細は異なる。更に、試験ステーション10は試験ウェハを研磨ヘッド試験用に正しい位置にチャックするためのウェハチャックを含んでいてもよい。ここでもまた、このようなウェハチャックについての細かい点は特定の用途ごとに異なる。
【0058】
当然のことながら、図示の実施形態、その多様な態様においての改変は当業者に明白であり、一部は調査後初めて明らかとなるものであるが、その他は決まりきった機械的、電子工学的設計上の問題である。その他の実施形態も可能であり、その具体的な設計は特定の用途に依存する。このように、本明細書の範囲は記載された特定の実施形態によって限定されるものではなく、特許請求の範囲及びその均等物によって定められるべきである。
【図面の簡単な説明】
【0059】
【図1】本明細書の一実施形態による試験ウェハ保持・搬送システムを有する研磨ヘッド試験ステーションの、カバープレートを外した状態での斜視図である。
【図2】試験ウェハ保持・搬送システムの一実施形態の台座部上に配置された一般的な研磨ヘッドの概略断面図である。
【図3】図1の試験ステーションの試験ウェハ保持・搬送システムの、カバープレートを外した状態での上面図である。
【図4a】カバープレートを取り付けた状態での、試験ウェハ保持・搬送システムの概略部分側部断面図である。
【図4b】試験ウェハ保持・搬送システムの、カバープレートを外した状態での概略部分側部分解断面図である。
【図5】図1の試験ウェハ保持・搬送システムのウェハポジショナの斜視図である。
【図6a】〜
【図6g】研磨ヘッドを試験するための試験ウェハ保持・搬送システムの操作の一例を示す図である。
【図7a】〜
【図7b】図2の研磨ヘッドのウェハ喪失センサの操作を図示した概略図である。
【図8】図7a及び7bに示したウェハ喪失センサ操作中における研磨ヘッドの内管チャンバにおける圧力変化を表したグラフである。
【図9】図2の研磨ヘッドの各圧力チャンバに関連した試験ステーション空気圧回路の一例の概略図である。
【図10】研磨ヘッドを試験するための、試験ウェハ保持・搬送システムの操作の一例を表したフロー図である。
【図11】別の実施形態による試験ウェハ保持・搬送システムの概略部分断面斜視図である。
【図12】図11の試験ウェハ保持・搬送システム用のウェハポジショナの一例の斜視図である。
【図13】図12のウェハポジショナの概略部分断面斜視図であり、異なる寸法の試験ウェハの位置決定を図示している。
【図14】更に別の実施形態による台座部を有する試験ウェハ保持・搬送システムの上部斜視図である。
【特許請求の範囲】
【請求項1】
試験ウェハを用いて半導体ウェハの平坦化用の研磨ヘッドを試験するための試験ステーションであり、
フレームと、
試験ウェハを支持するように用いられる中央ウェハ支持表面を有する台座部と、
前記研磨ヘッドを前記中央ウェハ支持表面上に取り付けるように用いられる研磨ヘッド取付台と、
前記研磨ヘッドに連結され、前記ヘッドに加圧試験を行うように用いられる空気圧回路と、
前記フレームと前記取付台に連結され、前記研磨ヘッドを前記台座部中央ウェハ支持表面に相対して垂直方向に移動するように用いられるヘッド取付アクチュエータと、
前記フレームと前記台座部に連結され、前記台座部中央ウェハ支持表面を前記フレームに相対して垂直方向に、前記取付台の前記ヘッドから垂直方向にずらした第1垂直位置と前記取付台の前記ヘッドに垂直方向により近い第2垂直位置との間で移動するように用いられる台座部アクチュエータ備えた試験ステーション。
【請求項2】
前記台座部中央ウェハ支持表面に沿って位置され、かつ前記試験ウェハを前記台座部中央ウェハ支持表面に対して係合及び位置決めするように用いられる第1の複数の試験ウェハ係合部材を有する試験ウェハポジショナを更に備える請求項1記載の試験ステーション。
【請求項3】
前記ウェハポジショナがリング部材を備え、リング部材がその第1の円周に沿って分散された前記第1の複数の試験ウェハ係合部材を担持するように用いられる請求項2記載の試験ステーション。
【請求項4】
前記台座部中央ウェハ支持表面により複数の開口部が規定され、前記台座部中央ウェハ支持表面が前記第1垂直位置にある場合に各開口部が前記第1の複数の試験ウェハ係合部材の各試験ウェハ係合部材を収容するように用いられる請求項3記載の試験ステーション。
【請求項5】
前記台座部が前記台座部中央ウェハ支持表面に沿って配置され、かつ試験ウェハを支持するように用いられる外側ウェハ支持表面を有し、前記ポジショナが前記リングによって担持され、前記台座部外側ウェハ支持表面に沿って位置され、前記リング部材の第2の円周に沿って分散された第2の複数の試験ウェハ係合部材を備え、前記第2の円周が前記第1の円周より広い直径を有している請求項3記載の試験ステーション。
【請求項6】
前記第1及び第2の複数の試験ウェハ係合部材の各試験ウェハ係合部材が試験ウェハ係合表面を有し、前記第2の複数の試験ウェハ係合部材の各試験ウェハ係合表面が前記第1の複数の試験ウェハ係合部材の試験ウェハ係合表面よりも前記研磨ヘッドに近い垂直位置にある請求項5記載の試験ステーション。
【請求項7】
前記フレームが上面を有する支持板を含み、支持板が前記台座部及び前記試験ウェハポジショナを前記上面より下に収容するように用いられる空洞部を規定しており、前記フレームが前記上面上に配置され、かつ前記台座部と試験ウェハポジショナを覆うように用いられる着脱式カバープレートを更に備えており、前記カバープレートが試験ウェハ支持表面を有している請求項2記載の試験ステーション。
【請求項8】
半導体ウェハの平坦化用に研磨ヘッドを試験するための方法であり、
研磨ヘッドを試験ステーションの研磨ヘッド取付台に取り付け、
制御式ヘッド取付アクチュエータを制御して前記研磨ヘッドを台座部の中央ウェハ支持表面に相対して垂直方向に移動させ、
制御式台座部アクチュエータを制御して前記台座部中央ウェハ支持表面と、前記台座部中央ウェハ支持表面上に配置された第1直径を有する試験ウェハとを、前記研磨ヘッドから垂直方向にずらした第1垂直位置と、前記研磨ヘッドに垂直方向により近い第2垂直位置との間で垂直方向に移動させ、
前記研磨ヘッドを試験することを含む研磨ヘッドの試験方法。
【請求項9】
前記試験がヘッドのウェハ喪失センサの試験を含む請求項8記載の方法。
【請求項10】
前記試験が前記ヘッドの膜チャンバを減圧して前記台座部中央ウェハ支持表面上に配置された第1試験ウェハを拾い上げることを含む請求項9記載の方法。
【請求項11】
前記試験が前記膜チャンバに対する前記減圧に先立って前記ヘッドの内管チャンバに加圧することを含む請求項10記載の方法。
【請求項12】
前記試験が前記膜チャンバへの前記減圧を行いながら前記内管チャンバ内の圧力の監視を行うことを含む請求項11記載の方法。
【請求項13】
前記台座部中央ウェハ支持表面に沿って位置された第1の複数の試験ウェハ係合部材を有するポジショナを用いて前記試験ウェハを位置決めすることを更に含み、前記位置決めが前記試験ウェハを前記第1の複数の試験ウェハ係合部材の各試験ウェハ係合部材の係合表面と係合させ、前記試験ウェハを前記台座部中央ウェハ支持表面に対して位置決めすることを含む請求項8記載の方法。
【請求項14】
前記ウェハポジショナがリング部材を備え、リング部材がその第1の円周に沿って分散された前記第1の試験ウェハ係合部材を担持するように用いられる請求項13記載の方法。
【請求項15】
制御式台座部アクチュエータの前記制御が、前記台座部を移動させることで、前記台座部中央ウェハ支持表面が前記第1垂直位置にある場合に各試験ウェハ係合部材が前記台座部中央ウェハ支持表面によって規定された複数の開口部のそれぞれに収容されることを含む請求項14記載の方法。
【請求項16】
前記第1直径よりも広い第2直径を有する試験ウェハを、前記台座部中央ウェハ支持表面に沿って配置された外側ウェハ支持表面に沿って位置され、かつ試験ウェハを支持するように用いられる第2の複数の試験ウェハ係合部材を有するポジショナを用いて位置決めすることを更に含み、前記第2の複数の試験ウェハ係合部材が前記リング部材の第2の円周に沿って分散されており、前記第2の円周が前記第1の円周よりも広い直径を有する請求項14記載の方法。
【請求項17】
カバープレートを取り外して前記台座部と試験ウェハポジショナを露出させ、前記カバープレートが試験ウェハ支持表面を有する請求項13記載の方法。
【請求項1】
試験ウェハを用いて半導体ウェハの平坦化用の研磨ヘッドを試験するための試験ステーションであり、
フレームと、
試験ウェハを支持するように用いられる中央ウェハ支持表面を有する台座部と、
前記研磨ヘッドを前記中央ウェハ支持表面上に取り付けるように用いられる研磨ヘッド取付台と、
前記研磨ヘッドに連結され、前記ヘッドに加圧試験を行うように用いられる空気圧回路と、
前記フレームと前記取付台に連結され、前記研磨ヘッドを前記台座部中央ウェハ支持表面に相対して垂直方向に移動するように用いられるヘッド取付アクチュエータと、
前記フレームと前記台座部に連結され、前記台座部中央ウェハ支持表面を前記フレームに相対して垂直方向に、前記取付台の前記ヘッドから垂直方向にずらした第1垂直位置と前記取付台の前記ヘッドに垂直方向により近い第2垂直位置との間で移動するように用いられる台座部アクチュエータ備えた試験ステーション。
【請求項2】
前記台座部中央ウェハ支持表面に沿って位置され、かつ前記試験ウェハを前記台座部中央ウェハ支持表面に対して係合及び位置決めするように用いられる第1の複数の試験ウェハ係合部材を有する試験ウェハポジショナを更に備える請求項1記載の試験ステーション。
【請求項3】
前記ウェハポジショナがリング部材を備え、リング部材がその第1の円周に沿って分散された前記第1の複数の試験ウェハ係合部材を担持するように用いられる請求項2記載の試験ステーション。
【請求項4】
前記台座部中央ウェハ支持表面により複数の開口部が規定され、前記台座部中央ウェハ支持表面が前記第1垂直位置にある場合に各開口部が前記第1の複数の試験ウェハ係合部材の各試験ウェハ係合部材を収容するように用いられる請求項3記載の試験ステーション。
【請求項5】
前記台座部が前記台座部中央ウェハ支持表面に沿って配置され、かつ試験ウェハを支持するように用いられる外側ウェハ支持表面を有し、前記ポジショナが前記リングによって担持され、前記台座部外側ウェハ支持表面に沿って位置され、前記リング部材の第2の円周に沿って分散された第2の複数の試験ウェハ係合部材を備え、前記第2の円周が前記第1の円周より広い直径を有している請求項3記載の試験ステーション。
【請求項6】
前記第1及び第2の複数の試験ウェハ係合部材の各試験ウェハ係合部材が試験ウェハ係合表面を有し、前記第2の複数の試験ウェハ係合部材の各試験ウェハ係合表面が前記第1の複数の試験ウェハ係合部材の試験ウェハ係合表面よりも前記研磨ヘッドに近い垂直位置にある請求項5記載の試験ステーション。
【請求項7】
前記フレームが上面を有する支持板を含み、支持板が前記台座部及び前記試験ウェハポジショナを前記上面より下に収容するように用いられる空洞部を規定しており、前記フレームが前記上面上に配置され、かつ前記台座部と試験ウェハポジショナを覆うように用いられる着脱式カバープレートを更に備えており、前記カバープレートが試験ウェハ支持表面を有している請求項2記載の試験ステーション。
【請求項8】
半導体ウェハの平坦化用に研磨ヘッドを試験するための方法であり、
研磨ヘッドを試験ステーションの研磨ヘッド取付台に取り付け、
制御式ヘッド取付アクチュエータを制御して前記研磨ヘッドを台座部の中央ウェハ支持表面に相対して垂直方向に移動させ、
制御式台座部アクチュエータを制御して前記台座部中央ウェハ支持表面と、前記台座部中央ウェハ支持表面上に配置された第1直径を有する試験ウェハとを、前記研磨ヘッドから垂直方向にずらした第1垂直位置と、前記研磨ヘッドに垂直方向により近い第2垂直位置との間で垂直方向に移動させ、
前記研磨ヘッドを試験することを含む研磨ヘッドの試験方法。
【請求項9】
前記試験がヘッドのウェハ喪失センサの試験を含む請求項8記載の方法。
【請求項10】
前記試験が前記ヘッドの膜チャンバを減圧して前記台座部中央ウェハ支持表面上に配置された第1試験ウェハを拾い上げることを含む請求項9記載の方法。
【請求項11】
前記試験が前記膜チャンバに対する前記減圧に先立って前記ヘッドの内管チャンバに加圧することを含む請求項10記載の方法。
【請求項12】
前記試験が前記膜チャンバへの前記減圧を行いながら前記内管チャンバ内の圧力の監視を行うことを含む請求項11記載の方法。
【請求項13】
前記台座部中央ウェハ支持表面に沿って位置された第1の複数の試験ウェハ係合部材を有するポジショナを用いて前記試験ウェハを位置決めすることを更に含み、前記位置決めが前記試験ウェハを前記第1の複数の試験ウェハ係合部材の各試験ウェハ係合部材の係合表面と係合させ、前記試験ウェハを前記台座部中央ウェハ支持表面に対して位置決めすることを含む請求項8記載の方法。
【請求項14】
前記ウェハポジショナがリング部材を備え、リング部材がその第1の円周に沿って分散された前記第1の試験ウェハ係合部材を担持するように用いられる請求項13記載の方法。
【請求項15】
制御式台座部アクチュエータの前記制御が、前記台座部を移動させることで、前記台座部中央ウェハ支持表面が前記第1垂直位置にある場合に各試験ウェハ係合部材が前記台座部中央ウェハ支持表面によって規定された複数の開口部のそれぞれに収容されることを含む請求項14記載の方法。
【請求項16】
前記第1直径よりも広い第2直径を有する試験ウェハを、前記台座部中央ウェハ支持表面に沿って配置された外側ウェハ支持表面に沿って位置され、かつ試験ウェハを支持するように用いられる第2の複数の試験ウェハ係合部材を有するポジショナを用いて位置決めすることを更に含み、前記第2の複数の試験ウェハ係合部材が前記リング部材の第2の円周に沿って分散されており、前記第2の円周が前記第1の円周よりも広い直径を有する請求項14記載の方法。
【請求項17】
カバープレートを取り外して前記台座部と試験ウェハポジショナを露出させ、前記カバープレートが試験ウェハ支持表面を有する請求項13記載の方法。
【図1】


【図2】
【図3】
【図4a】
【図4b】
【図5】
【図6a】
【図6b】
【図6c】
【図6d】
【図6e】
【図6f】
【図6g】
【図7a】
【図7b】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4a】
【図4b】
【図5】
【図6a】
【図6b】
【図6c】
【図6d】
【図6e】
【図6f】
【図6g】
【図7a】
【図7b】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2008−227510(P2008−227510A)
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【外国語出願】
【出願番号】特願2008−65885(P2008−65885)
【出願日】平成20年3月14日(2008.3.14)
【出願人】(390040660)アプライド マテリアルズ インコーポレイテッド (1,346)
【氏名又は名称原語表記】APPLIED MATERIALS,INCORPORATED
【Fターム(参考)】
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願番号】特願2008−65885(P2008−65885)
【出願日】平成20年3月14日(2008.3.14)
【出願人】(390040660)アプライド マテリアルズ インコーポレイテッド (1,346)
【氏名又は名称原語表記】APPLIED MATERIALS,INCORPORATED
【Fターム(参考)】
[ Back to top ]