
可塑剤の移動に対するバリアを有するシーリング・メンブレン
本発明は、以下の層構造体、すなわち、a)ポリ塩化ビニルを含有するフィルム(F1)(2)と、b)第1の接着剤(K1)(3)と、c)ポリエチレンテレフタレート・フィルム(F2)(4)と、d)第2の接着剤(K2)(5)とを備え、層がa)、b)、c)、及びd)の順に配置される、シーリング・メンブレン(1)に関する。前述のシーリング・メンブレンは、PVCフィルムから接着剤への可塑剤の移動から生じる問題なしに、又は前述の問題が少なくともかなり低減するという点で、大面積にわたってPVCメンブレンの接着を実施することを可能にする。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、特に屋根構えのためのPVCシーリング・メンブレンの分野に関する。
【背景技術】
【0002】
PVCシーリング・メンブレンは古くから知られている。それらはまた、屋根の及び屋根構造体のシーリングのために古くから用いられている。伝統的に、屋根上にメンブレンが敷かれ、互いに溶接される。以前は、こうしたメンブレンを締結するために主として機械的取付具、例えば釘が用いられた。緊密性の保証が、ここでは当然大きな問題である。
【0003】
PVCシーリング・メンブレンは、長期にわたってもシーリング・メンブレンの可撓性を保証するために、大量の可塑剤を含有する。
【0004】
しかしながら、ベースへのこうしたPVCシーリング・メンブレンの接着は、こうした接着のために必要とされる接着剤がPVCシーリング・メンブレンからの可塑剤を取り込み(takes up)、その結果として、特に短時間での接着であっても、接着剤がその力学において及び他の技術的特性において大きく負の影響を受け、接着剤結合が非常に短時間で失われることが判っているため、これまで実際には上手く行われなかった。この変化は、長期の屋根の接着を保証するのに容認できるものではない。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の課題は、したがって、PVCフィルムからの接着剤による可塑剤の取り込みを完全には無くさない場合であっても少なくともかなり減少させるPVCシーリング・メンブレン及びシーリングするための方法を利用できるようにすることである。
【課題を解決するための手段】
【0006】
驚くことに、請求項1に記載のシーリング・メンブレンがこの課題を解決することができることが見出された。特に、これは、このフィルムが長期の所望の要望を簡単な様態で達成すること、すなわち、PVCメンブレンのその全表面にわたって基体への、特に屋根又は屋根構造体への長期の接着を達成すること、及びこのように最適なシールを達成することを可能にする。驚くことに、PETの層は、PVC、特に可塑化されたPVCに習慣的に用いられるような可塑剤に対する非常に効率的な障壁効果を有することが見出された。
【0007】
本明細書で開示されるシーリング・メンブレンは、容易に生産することができ、或る程度長期間にわたって貯蔵し且つ輸送することが可能であり、極めて簡単な様態で敷く及び接着することができる。特に、敷設及び固定のために釘などのような機械的締結手段は必要とされない。これは、フィルムの損傷のしやすさを低減させる。ゆえに、多孔性の発生源が大いに減少される。
【0008】
本発明は、第1の態様においてシーリング・メンブレンに関係する。このシーリング・メンブレンは以下の層構造体、すなわち、
a)ポリ塩化ビニルを含有するフィルム(F1)と、
b)第1の接着剤(K1)と、
c)ポリエチレンフタレート・フィルム(F2)と、
d)第2の接着剤(K2)と、
を有する。
【0009】
これらの層は、a)、b)、c)、及びd)の順に配置される。
【0010】
「フィルム」という用語は、本明細書では、特に、巻くことができる0.05ミリメートル〜5ミリメートルの厚さを有する可撓性の平面プラスチックを意味する。したがって、厳密な意味で1mm以下の厚さのフィルムに加えて、さらに好ましくはシーリング・メンブレンは、典型的にトンネル、屋根、又はスイミングプールのシーリングに典型的に1〜3mmの厚さで用いられ、特別な場合には最大5mmまでの厚さでさえも当たり前である。こうしたフィルムは、普通は、塗装すること、注ぐこと、カレンダ加工すること、又は押出し成形することによって生産され、典型的に市販されており、又はその場で生産される。それらは、単層に又は多層に堆積させることができる。フィルムはまた、フィラー、UV安定剤及び熱安定剤、可塑剤、潤滑剤、殺生物剤、難燃剤、酸化防止剤、顔料、例えば二酸化チタン又はカーボン・ブラックなど、及び着色剤のような他の添加剤及び加工剤を含有することもできることが当業者には明らかである。すなわち、本明細書では、こうしたフィルムは、100%のPVC若しくは可塑化されたPVC又はPETを含有しないPVCフィルム、可塑化されたPVCフィルム、及びポリエチレンテレフタレート・フィルムとして表わされる場合もある。
【0011】
以下では短縮して単純にPVCフィルムとも呼ばれる、ポリ塩化ビニルを含有するフィルム(F1)は、特に、建築物のシーリングの分野では慣例的なPVCフィルム、特に可塑化されたPVCフィルムである。こうしたPVCフィルムは、特に可塑剤、典型的にフタレート可塑剤を含有する。特に適するPVCフィルムは、スイスのSila Sarnafil AGのものであるSikaplan(登録商標)−12、Sikaplan(登録商標)−15G、Trocal(登録商標)12、Trocal(登録商標)15SGとして提供される製品、並びにSarnafil(登録商標)G410及びSarnafil(登録商標)S327の製品ラインの下で販売される製品である。
【0012】
以下では短縮して単純にPETフィルムとも呼ばれる、ポリエチレンテレフタレート・フィルム(F2)は、ポリエチレンテレフタレート(PET)に基づくものである。こうしたPETフィルムは、例えばパッケージ産業では慣例的なものである。それらの厚さは少なくとも3マイクロメートルであることが好ましい。厚さが3マイクロメートル未満である場合、可塑剤に対する移動障壁効果は不十分である。ポリエチレンテレフタレート・フィルムは、最適には5〜50マイクロメートル、好ましくは10〜40マイクロメートルの厚さを有することが判っている。PETフィルムは、好ましくは僅かな可塑剤を有し、好ましくは可塑剤を有さない。
【0013】
PETフィルムは可塑剤に対する優れたバリア作用を有することが判明した。
【0014】
バリア作用をより一層増加させるために、PETフィルムに加えてアルミニウムの層を、すなわち、特に蒸着された形態のアルミニウム(F3)の層b’)が第1の接着剤(K1)の層b)とポリエチレンテレフタレート・フィルム(F2)の層c)との間に配置されるような状態で用いることもできる。アルミニウム層の層厚さは、好ましくは20マイクロメートルよりも薄く、好ましくは1から15マイクロメートルまでの間である。加えて、こうしたアルミニウム層を用いるときに、PETフィルム(F2)の厚さを減少させることができる。これは、PETフィルム(F2)の厚さが少なくとも0.5マイクロメートルである、特に1マイクロメートルから50マイクロメートルまでの間である場合に特に適している。アルミニウム層は、例えば真空コーティング技術によってPETフィルムに貼り付けることができ、又はPETフィルム上に溶着すること若しくはPETフィルム上で燃やすことによってアルミニウム・フィルム上に貼り付けることができる。
【0015】
PVCフィルム(F1)は、第1の接着剤(K1)と接触している。この接着剤は、PVCフィルムとポリエチレンテレフタレート・フィルム(F2)との良好な結合をもたらす。特に、(メタ)アクリレートに基づく接着剤は、それら自体がこうした第1の接着剤であることが判っている。この接着剤は熱によって活性化できるのが特に有利であることが判っている。さらに、第1の接着剤が可塑剤を少しだけ含有する、好ましくは可塑剤を含有しないのがシーリング・メンブレンの構築に有利である。加えて、接着剤の接着作用は、接触した状態にあるPVCフィルムからの可塑剤によって負の影響を受けるべきではない。
【0016】
シーリング・メンブレンの生産では、PVCフィルム又はPETフィルム、好ましくはPETフィルムが第1の接着剤(K1)でコーティングされるのが特に好ましい。PETフィルムとPVCフィルムとの接触後に、介在して位置する第1の接着剤を介して信頼できる結合が達成される。この接触は、好ましくは高温で行われる。第1の接着剤(K1)として熱によって活性化させることができる接着剤が用いられる場合、接触後の温度は、接触の直後に接着剤が固まり、結果として接着剤結合がすぐに起こるように、特に接着剤の活性化温度を上回るように選択される。2つのフィルムは、好ましくは、接触のために、ローラ、特に加熱されたローラによって案内され、互いにプレスされる。
【0017】
このように生産された複合フィルム(PVC/接着剤/PET又はPVC/接着剤/Al/PET)は、その後、PETの外側に第2の接着剤(K2)がコーティングされる。
【0018】
第2の接着剤(K2)は、好ましくは感圧形(contact−bonding)接着剤、特に熱可塑性ゴムに基づく、好ましくはSBS−/SISバリアコポリマー(SBS=スチレン/ブタジエン/スチレンバリアコポリマー、SIS=スチレン/イソプレン/スチレンバリアコポリマー)に基づく感圧形接着剤である。さらに可能性のある感圧形接着剤は、あまり好ましくないものではあるが、ブチルゴム、ビチューメン、ポリマー改質ビチューメンに基づく感圧形接着剤である。
【0019】
他の適切な感圧形接着剤はポリウレタン感圧形接着剤である。
【0020】
感圧形接着剤は、典型的に、感圧形接着剤を基体に接着できるようにする増粘樹脂を含む。
【0021】
第2の接着剤(K2)が既にシーリング・フィルムの構成材であるという事実は、層に接着剤を塗布する必要なしに並びに接着剤の混合及び塗布中の失敗なしに、シーリング・フィルムを絆創膏のように容易に敷くことができるので、敷設中の大きな利点である。
【0022】
シーリング・メンブレンの力学を最適化するために、シーリング・メンブレンが繊維によって強化されるのが有利である。PVCフィルム(F1)が繊維によって強化されるのが特に有利である。繊維による強化は、緩い繊維の形態又は好ましくは平面繊維構造によって行うことができる。繊維による強化は、好ましくはPVCフィルムが繊維マット、繊維の織物、又は繊維組織で強化されるような状態で起こる。適切な繊維は、特にガラス繊維又はポリエステル繊維である。
【0023】
シーリング・メンブレンを貯蔵し及び輸送することができるようにするために、第2の接着剤(K2)の層を、ポリエチレンテレフタレート・フィルム(F2)とは反対側で分離フィルム(F4)と接触させることが好ましい。結果として、接着性感圧形接着剤は、誤った接着から保護される。シーリング・メンブレンは、このとき、こうしたロールの個々の層が互いに接着することなく巻くことができる。必要であれば、分離フィルムは、シーリング・メンブレンを露出された接着剤によって基体に接着できるようにシーリング・メンブレンから除去することができる。特に、分離フィルムは、好ましくは接着プロセス中に除去される。適切な分離フィルムは、特に、それらの化学構造により第2の接着剤(K2)へのほんの僅かな接着を有するシリコーン処理された紙又はシリコーンベースのポリマー・フィルムであり、接着剤がそれらに付着したまま残ることなく再び容易に除去することができる。
【0024】
別の態様では、本発明は、前述したシーリング・フィルムとシーリング・フィルムの第2の接着剤(K2)を介してこれに接着された基体(S1)とからなる複合材本体に関する。
【0025】
基本的に、任意の適切な材料が基体(S1)として役立つことができる。特に適した基体(S1)は、コンクリート、石膏、石、レンガ、モルタル、石綿セメント、及び花崗岩又は大理石のような天然石;アルミニウム、鋼、非鉄金属、亜鉛めっき金属のような金属又は合金;木材、断熱発泡体、ポリイソシアヌレート樹脂(PIR);コーティングされた金属又は合金のようなコーティングされた基体;並びに塗料及びワニスのような建設材料である。屋根基体に用いられる材料のような材料が特に好ましい。
【0026】
基体は、接着剤の又はシーラントの塗布の前に必要な場合に前処理することができる。こうした前処理は、特に物理的及び/又は化学クリーニング・プロセス、例えば、研削、サンドブラスト、ブラッシングなど、若しくはクリーナ又は溶媒での処理、若しくは接着促進剤、接着促進剤溶液、又はプライマの塗布を含む。
【0027】
しかしながら、接着は、好ましくはプライマなしに行われる。
【0028】
シーリング・フィルムは好ましくは屋根構造体をシールするのに用いられるので、複合材本体は好ましくはシールされた屋根である。
【0029】
別の態様では、本発明は、基体(S1)をシーリングするための方法に関する。この方法は、
α)前述したシーリング・メンブレンの分離フィルム(F4)を除去するステップと、
β)シーリング・メンブレンの第2の接着剤(K2)をシールされるべき基体(S1)と接触させるステップ、
又は、
α’)前述したシーリング・メンブレンを利用可能にするステップと、
β)シーリング・メンブレンの第2の接着剤(K2)をシールされるべき基体(S1)と接触させるステップ、
のいずれかを含む。
【0030】
接触させるステップβ)の前に、シーリング・メンブレンを接着されるべき位置にもっていくことができる。接着は、好ましくはシーリング・メンブレンを接着されるべき基体(S1)の上に転がすことによって行われる。平面シールを達成するために、大面積の場合には個々のシーリング・メンブレンの縁領域が互いに重なり合うことが好ましい。これらの場合であっても最良の可能なシールを達成するために、重なり合うシーリング・メンブレンの間の最良の可能な結合が必要である。これは、特に、上側の重なり合うシーリング・メンブレンの縁領域上に第2の接着剤(K2)は存在しないが、重なり合う(すなわち)上側のシーリング・メンブレンのPVCフィルムが重ね合わされた(すなわち下側の)シーリング・メンブレンのPVCフィルムと好ましくは直接接触する状態で敷かれるときに、及びこれらの2つのPVC層が、その後、適切な接着剤によって互いに接続され又は好ましくは溶接装置によって互いに緊密に溶接されるときに達成される。この使用では、シーリング・メンブレンは、長手方向の側部のうちの1つと随意的にシーリング・メンブレンの広い側部のうちの1つが、縁領域上の縁の上に突き出るPVCフィルムを有し、そこには第2の接着剤(K2)が存在しないような状態に設計されるのが有利である。
【0031】
したがって、シーリング・メンブレンは、シーリング・メンブレンの縁領域に、特に長手方向の側部上に、突き出るPVCストリップを有することが好ましい。さらに、この突き出るPVCストリップ上に第2の接着剤(K2)は存在しないことが好ましい。
【0032】
代替的に、2つのシーリング・メンブレンは、それらが互いに前側で接触する又は狭い介在スペース(典型的には1cm未満)だけを有するような状態で互いに隣接して敷かれることも可能である。個々のシーリング・メンブレンの間のギャップは、例えば、このギャップの上に敷かれるPVCフィルムによって覆い、適切な接着剤によって本発明に係るシーリング・メンブレンのPVC表面に接続することができ、又は好ましくは、それらは溶接装置によって互いに緊密に接続することができる。
【0033】
これらの2つのいま説明した方法を一緒に組み合わせることももちろん可能である。したがって、屋根板の様態での重ね合わせによって及びその下に位置するシーリング・メンブレンへの突き出るPVCフラップの溶接によって説明されるように、2つの隣接するメンブレンをシールすることができるようにシーリング・メンブレンを長手方向の側部上に突き出るPVCストリップを有するような状態で製造するのが特に適切であり、一方、シーリング・メンブレンの広い側部上では、前述のようにシーリング・メンブレン上の別個に配置されたPVCストリップを介して、互いに後続して順次に前側で(最適には互いに前側で接触する)溶接が行われる。
【0034】
したがって、一実施形態では、ステップβ)に続くステップγ)で、第2の前述したシーリング・メンブレンが、存在する任意の分離フィルム(F4)の除去後に、ステップα)又はステップα’)及びステップβ)の後に既に貼り付けられているシーリング・メンブレンに隣接して取り付けられ、この場合、第2のシーリング・メンブレンの第2の接着剤(K2)は、突き出るPVCストリップがステップα)又はステップα’)及びステップβ)の後に既に貼り付けられているシーリング・ストリップと重なり合い、且つポリ塩化ビニルを含有するそのフィルム(F1)に接続されるような状態でシールされるべき基体(S1)に接触させられることが好ましい。接続は、ここでは、特に接着剤によって、好ましくは第1の接着剤(K1)によって、又は最も好ましくは溶接によって行われる。
【0035】
したがって、別の実施形態では、ステップβ)に続くステップγ)で、第2の前述したシーリング・メンブレンが、存在する任意の分離フィルム(F4)の除去後に、ステップα)又はステップα’)及びステップβ)の後に既に貼り付けられているシーリング・メンブレンに隣接して取り付けられ、この場合、第2のシーリング・メンブレンの第2の接着剤(K2)がシーリング基体(S1)に接触させられ、それらは後続するステップε)でPVCストリップを介して互いに隣接して敷かれるシーリング・メンブレンのポリ塩化ビニルを含有するフィルム(F1)上に互いに接続され、これによりシーリング・メンブレンの間に如何なる場合にも存在するギャップがシールされることが好ましい。接続は、ここでは、特に接着剤によって、好ましくは第1の接着剤(K1)によって、又は最も好ましくは溶接によって行われる。
【0036】
詳細に前述したシーリング・フィルムは、好ましくは特に屋根の基体(S1)をシールするのに用いられる。
【0037】
これらは、特に、シールされるべき平らな屋根、駐車場のフロア、又はランドスケープ(landscaped)屋根である。
【0038】
使用の目的以外に、前述したシーリング・メンブレンはまた、地下構造体及び地上構造体の他の分野で用いられる。
【0039】
したがって、本発明はまた、接着のために溶媒ベースの接着剤が必要とされないので特に有利である。
【0040】
本発明の中心をなす態様は、可塑剤を含有するプラスチック・フィルムの間及び接着剤の間の可塑剤バリアとしてのポリエチレンテレフタレート・フィルムの使用である。
【0041】
本発明は、図面の助けと共に好ましい例示的な実施形態を用いて以下で詳細に説明され、そこでは、本発明の直接の理解のために不可欠な要素だけが示されていることが指摘される。異なる図中の同じ要素は、同じ参照番号で特徴付けられる。さらに、ここで示される図面は、サイズへの言及を伴わない概略的な表現であることが指摘される。
【図面の簡単な説明】
【0042】
【図1】シーリング・メンブレンを通る略断面を示す図である。
【図2】シーリング・メンブレンの別の実施形態を通る略断面を示す図である。
【図3】基体をシーリングするためのプロセスにおける異なるステップを概略的に示す図である。
【図3a】分離フィルムを有するシーリング・メンブレンを通る略断面を示す図である。
【図3b】分離フィルムの除去中のシーリング・メンブレンを通る略断面を示す図である。
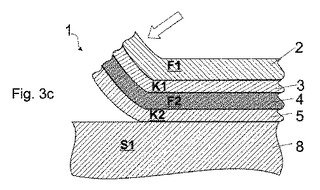
【図3c】シーリング・メンブレンと接着されるべき基体との接触中のシーリング・メンブレンを通る略断面を示す図である。
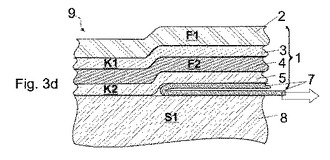
【図3d】図3b及び図3cに代替する接着プロセスでのシーリング・メンブレンと接着されるべき基体との接触後のシーリング・メンブレンを通る略断面を示す図である。
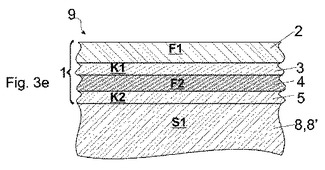
【図3e】形成された複合材本体を通る略断面を示す図である。
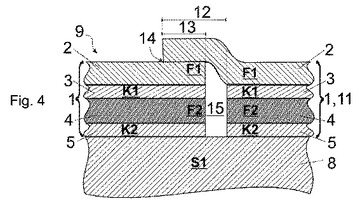
【図4】2つの重なり合うシーリング・メンブレンを有する複合材本体を通る略断面を示す図である。
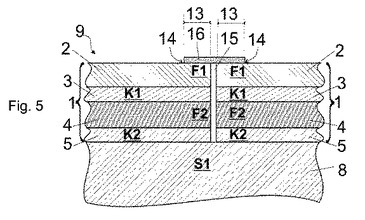
【図5】2つのシールされたシーリング・メンブレンを有する複合材本体を通る略断面を示す図である。
【発明を実施するための形態】
【0043】
図面は概略的なものである。本発明の直接の理解のために不可欠な要素だけが示されている。移動の方向は矢印で示される。
【0044】
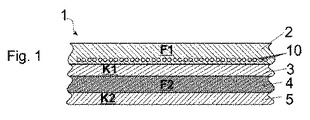
図1は、
a)ポリ塩化ビニルを含有するフィルム(F1)2と、
b)第1の接着剤(K1)3と、
c)ポリエチレンテレフタレート・フィルム(F2)4と、
d)第2の接着剤(K2)5と、
の層構成を有するシーリング・メンブレン1を通る略断面を示す。
【0045】
PVCフィルム(F1)2、第1の接着剤(K1)3、PETフィルム(F2)4、及び第2の接着剤(K2)5の層は、ここで選択された提示でのこの順に上から下まで配置される。ここで選択される実施形態では、PVCフィルム2は、繊維で、特にガラス繊維組織10で強化される。PVCフィルム(F1)2及びPETフィルム(F2)4と直接接触する状態にある第1の接着剤(K1)3は、特に(メタ)アクリレートに基づく接着剤であり、熱によって活性化させることができる。第2の接着剤(K2)は、特に感圧形接着剤、とりわけ熱可塑性ゴムに基づく、好ましくはSBS−/SISバリアコポリマーに基づく感圧形接着剤であり、PETフィルム(F2)4の、PVCフィルムとは反対側に位置する部位に塗布される。こうしたシーリング・メンブレンは、PVCフィルム(F1)2からの可塑剤の流出に対する優れたバリア機能を有し、これらの可塑剤が第2の接着剤(K2)5の中に移動するのを防ぐ。
【0046】
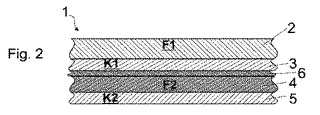
図2は、シーリング・メンブレン1の別の実施形態を通る略断面を示す。これは、アルミニウム(F3)6の層b’)が第1の接着剤(K1)3の層b)とポリエチレンテレフタレート・フィルム(F2)の層c)との間に配置されること以外は図1で上述したのと同じ層構成を示す。こうしたシーリング・メンブレンは、可塑剤に対するより一層大きいバリア作用を有する。
【0047】
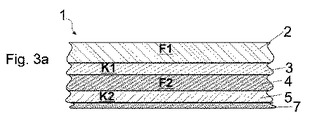
図3a、図3b、図3c、及び図3dからなる図3は、基体をシーリングするための方法における異なるステップを概略的に示す。
【0048】
図3aは、PVCフィルム(F1)2、第1の接着剤(K1)3、PETフィルム(F2)4、及び第2の接着剤(K2)5の層を有するシーリング・メンブレン1を通る略断面を示す。加えて、第2の接着剤(K2)5の層は、ポリエチレンテレフタレート・フィルム(F2)4とは反対側に位置する部位で分離フィルム(F4)7と接触している。第2の接着剤(K2)として選択された感圧形接着剤は、したがって、シーリング・メンブレンをつかむ、貯蔵する、輸送する、特に接着を伴わずに巻くことができるように、分離フィルムによって完全に覆われる。
【0049】
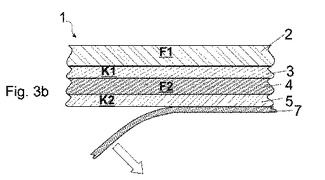
図3bは、分離フィルム(F4)7の除去中の、図3aで説明されるようにシーリング・メンブレン1を通る略断面を示す。
【0050】
図3cは略断面を示す。ここでは、シーリング・メンブレン1は、図3bに示すように分離フィルム(F4)7が除去された後で基体(S1)8上に貼り付けられ、この場合、シーリング・メンブレン1の第2の接着剤(K2)5が、シールされるべき基体(S1)8と接触させられる。
【0051】
図3dは、複合材9の形成を概略的に示す。シーリング・メンブレン1は、分離フィルム(F4)7が依然として貼り付けられている状態で、シールされるべき基体(S1)8上に置かれ、形成するために切断され、及び適正な位置に置かれる。このときシーリング・メンブレン1の一方の端は持ち上がっており、分離フィルム7がこの領域で引き剥がされ、シーリング・メンブレンがこのとき露出された接着剤(K2)5を介してシールされるべき基体(S1)8とこのとき接触し、且つ接着される。分離フィルム7の引き剥がし(除去)の直後にシーリング・メンブレン1の第2の接着剤(K2)5がシールされるべき基体と接触し、且つそれらが互いに接着されるように、分離フィルムは、シーリング・フィルム1とシールされるべき基体8との間でこのとき連続的に引き剥がされる。このようにして接着及びシーリングの正確な位置合わせをより容易に達成することができるため、このタイプの接着は大面積の接着に特に好ましい。
【0052】
図3eは、図3a、図3b、図3c、及び図3dによって示される基体をシーリングするための方法の結果として生じる複合材本体9を通る略断面を示す。複合材本体9は、したがって、シーリング・フィルム1と、シーリング・フィルム1の第2の接着剤(K2)5を介してこれに接着される基体(S1)8とからなる。シールされるべき基体(S1)8として特に屋根8’が好ましいので、こうした複合材本体9は、特にシールされた屋根である。
【0053】
図4は、2つの重なり合うシーリング・メンブレンを有する複合材本体を通る略断面を示す。図面の左側の領域では、シーリング・メンブレン1の端は、図3eに示すように接着された状態で示されている。重なり合う領域12においてもシールを保証するために、重なり合うシーリング・フィルム11は、ここで示された実施形態の縁領域12には第2の接着剤(K2)5が存在しないが、むしろ、重なり合う(すなわち上側の)シーリング・メンブレン11のPVCフィルムが、好ましくは重ね合わされた(すなわち下側の)シーリング・メンブレン1のPVCフィルムと直接接触し、その後、これらの2つのPVC層が溶接装置によって重なり合う領域13で互いに緊密に溶接されるような様態に形状設定される。溶接14は、2つの重なり合うシーリング・メンブレンが異議のないシールを保証するという結果をもたらし、特に外部からシーリング・メンブレン1、11の間のギャップ15の中に、したがってシールされるべき基体(S1)8に水が浸透することが防がれる。
【0054】
図5は、2つのシールされたシーリング・メンブレンを有する複合材本体9を通る略断面を示す。ここで示されるこの可能な形態は、シーリング・メンブレンの縁領域でのシーリングの図4に示された可能な形態の変形である。ここでは、2つのシーリング・メンブレン1が互いに隣接して配置され、シーリング・メンブレン1の間にギャップ15が生じない又はほんの僅かなギャップ15が生じるような様態で接着される。このギャップ15は、前側でPVCフィルム・ストリップ16によってシールされ、この場合、このPVCフィルム・ストリップ16は、ギャップ15の上に置かれ、それらは溶接装置によって互いに緊密にシールされる。
【0055】
実施例
以下の例は、本発明を例証する役目をする。
以下のシーリング・メンブレンを以下のように生産した。
【0056】
Ref.(参照):
スイスのSika Sarnafil AGから市販されている(ガラスマットで強化された厚さ1.5mmの)PVCシーリング・フィルムであるSarnafil(登録商標)G410−15ELの片面に、ドイツのSika Automotive GmbHから市販されている感圧形接着剤であるSikaMelt(登録商標)−9209HTを150g/m2の量でコーティングした。次いで、誤った接着を防ぐためにコーティングされた感圧形接着剤上に分離フィルムとしてシリコーン処理された紙を置いた。このシーリング・メンブレンは、参照の目的を果たし、以下ではRef.で表わされる。
【0057】
1:
スイスのSika Sarnafil AGから市販されている(ガラスマットで強化された厚さ1.5mmの)PVCシーリング・フィルムであるSarnafil(登録商標)G410−15ELを、熱で活性化可能なメタクリレート接着剤が片面にコーティングされた厚さ30マイクロメートルのPETフィルムに150〜165℃で接合し、それらを2つのローラによってプレスし、互いに接着させた。接着剤でコーティングされたPETフィルムの配向は、接着剤でコーティングされた側がPVCフィルムと接触するような配向であった。2つのフィルムの間には、それらが圧力ローラを出た直後に接着剤の熱による活性化によって調整される良好な接着剤結合が存在した。
【0058】
このように生産された複合フィルムPVC/接着剤/PETの表面のPET側の片面に、ドイツのSika Automotive GmbHから市販されているSikaMelt(登録商標)9209HT感圧形接着剤を150g/m2の量でコーティングした。次いで、誤った接着を防ぐために、コーティングされた感圧形接着剤上に分離フィルムとしてシリコーン処理された紙を置いた。このシーリング・メンブレンは以下では1で表わされる。
【0059】
2:
厚さ12マイクロメートルの、片面にアルミニウムが蒸着されたPETフィルムのアルミニウム側に、熱で活性化可能なメタクリレート接着剤をコーティングした。この接着剤をコーティングしたAl/PETフィルムを、スイスのSika Sarnafil AGから市販されている(ガラスマットで強化された厚さ1.5mmの)PVCシーリング・フィルムであるSarnafil(登録商標)G410−15にダブリング装置によって150〜170℃で接合し、それらを互いに接着させた。ここで、Al/PETフィルムとPVCシーリング・フィルムは、それぞれ、蒸気浴加熱シリンダを介して加熱され、その後、2つの圧力ローラの間でプレスされ、互いに接着される。接着剤でコーティングされたPETフィルムの配向は、接着剤でコーティングされた側がPVCフィルムと接触するような配向であった。2つのフィルムの間には、それらが圧力ローラを出た直後に接着剤の熱活性化によって調整される良好な接着剤結合が存在した。
【0060】
このように生産された複合フィルムPVC/接着剤/Al/PETの表面のPET側の片面に、ドイツのSika Automotive GmbHから市販されているSikaMelt(登録商標)−9209HT感圧形接着剤を150g/m2の量でコーティングした。次いで、誤った接着を防ぐために、コーティングされた感圧形接着剤上に分離フィルムとしてシリコーン処理された紙を置いた。このシーリング・メンブレンは以下では2で表わされる。
【0061】
試験
試験のために、このシーリング・メンブレンをカッターで5cm×20cm(亜鉛シートに対して)及び5cm×25cm(Duraguardに対して)の寸法を有するストリップに切断し、シーリング・メンブレンの分離フィルムを除去し、4つのこうしたストリップを20cm×25cmの寸法を有する0.6mm厚の(表面が電解亜鉛めっきされた)亜鉛シート上に、及び25cm×25cmの寸法を有する米国Georgia−Pacific Building Products companyの8.5mm厚のDens Deck Duraguardプレート(ガラス−マット−改質石膏プレート)上に互いに隣接して接着し、5kgの圧力のローラでプレスし、23℃/50%の相対空気湿度に調整された状態で7日間おいた。
【0062】
このように形成されたこれらの複合材本体を、23℃/50%の相対空気湿度(「RT」)で、50℃(「50℃」)の強制空気オーブンの中で、及び70℃(「70℃」)の強制空気オーブンの中で、全部で4週間の貯蔵時間にわたって貯蔵し、1、2、3、及び4週間後に剥離抵抗を試験した。4つのストリップのうちの1つを各週に試験した。
【0063】
剥離抵抗(「SF」)をEN1372に従って測定し、測定値を表1及び表2にSF(N/50mm)として示す。90°の引き剥がし角度ではDuraguardプレートが破壊されたことが判っているので、亜鉛シートに対する90°の引き剥がし角度は選択されなかったが、30°が選択された。
【0064】
【表1】
【0065】
【表2】
【0066】
表1及び表2の結果から、長期の貯蔵後に、特に高温での貯蔵後に、本発明に係る実施例1及び実施例2の可塑剤の移動によって引き起こされる接着剤強度の低下を参照実施例Refと比較して大いに減少させることができたことが分かる。PETに加えてバリア層としてアルミニウムも付加的に備える実施例2のシーリング・メンブレンの改善が特に顕著である。実施例1と実施例2は、特に参照実施例Ref.1と比較して大いに高められた熱安定性(50℃)によって区別される。実施例2は、可塑剤の影響に対して極めて耐久性のあるものであった。
【符号の説明】
【0067】
1 シーリング・メンブレン
2 ポリ塩化ビニルを含有するフィルム(F1)
3 第1の接着剤(K1)
4 ポリエチレンテレフタレート・フィルム(F2)
5 第2の接着剤(K2)
6 アルミニウム(F3)
7 分離フィルム(F4)
8 基体(S1)
8’ 屋根
9 複合材本体
10 繊維、繊維組織
11 重なり合うシーリング・メンブレン1
12 シーリング・メンブレン11の縁領域
13 重なり合う領域
14 溶接
15 シーリング・メンブレンの間の封止されたギャップ
16 PVCフィルム・ストリップ
【技術分野】
【0001】
本発明は、特に屋根構えのためのPVCシーリング・メンブレンの分野に関する。
【背景技術】
【0002】
PVCシーリング・メンブレンは古くから知られている。それらはまた、屋根の及び屋根構造体のシーリングのために古くから用いられている。伝統的に、屋根上にメンブレンが敷かれ、互いに溶接される。以前は、こうしたメンブレンを締結するために主として機械的取付具、例えば釘が用いられた。緊密性の保証が、ここでは当然大きな問題である。
【0003】
PVCシーリング・メンブレンは、長期にわたってもシーリング・メンブレンの可撓性を保証するために、大量の可塑剤を含有する。
【0004】
しかしながら、ベースへのこうしたPVCシーリング・メンブレンの接着は、こうした接着のために必要とされる接着剤がPVCシーリング・メンブレンからの可塑剤を取り込み(takes up)、その結果として、特に短時間での接着であっても、接着剤がその力学において及び他の技術的特性において大きく負の影響を受け、接着剤結合が非常に短時間で失われることが判っているため、これまで実際には上手く行われなかった。この変化は、長期の屋根の接着を保証するのに容認できるものではない。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の課題は、したがって、PVCフィルムからの接着剤による可塑剤の取り込みを完全には無くさない場合であっても少なくともかなり減少させるPVCシーリング・メンブレン及びシーリングするための方法を利用できるようにすることである。
【課題を解決するための手段】
【0006】
驚くことに、請求項1に記載のシーリング・メンブレンがこの課題を解決することができることが見出された。特に、これは、このフィルムが長期の所望の要望を簡単な様態で達成すること、すなわち、PVCメンブレンのその全表面にわたって基体への、特に屋根又は屋根構造体への長期の接着を達成すること、及びこのように最適なシールを達成することを可能にする。驚くことに、PETの層は、PVC、特に可塑化されたPVCに習慣的に用いられるような可塑剤に対する非常に効率的な障壁効果を有することが見出された。
【0007】
本明細書で開示されるシーリング・メンブレンは、容易に生産することができ、或る程度長期間にわたって貯蔵し且つ輸送することが可能であり、極めて簡単な様態で敷く及び接着することができる。特に、敷設及び固定のために釘などのような機械的締結手段は必要とされない。これは、フィルムの損傷のしやすさを低減させる。ゆえに、多孔性の発生源が大いに減少される。
【0008】
本発明は、第1の態様においてシーリング・メンブレンに関係する。このシーリング・メンブレンは以下の層構造体、すなわち、
a)ポリ塩化ビニルを含有するフィルム(F1)と、
b)第1の接着剤(K1)と、
c)ポリエチレンフタレート・フィルム(F2)と、
d)第2の接着剤(K2)と、
を有する。
【0009】
これらの層は、a)、b)、c)、及びd)の順に配置される。
【0010】
「フィルム」という用語は、本明細書では、特に、巻くことができる0.05ミリメートル〜5ミリメートルの厚さを有する可撓性の平面プラスチックを意味する。したがって、厳密な意味で1mm以下の厚さのフィルムに加えて、さらに好ましくはシーリング・メンブレンは、典型的にトンネル、屋根、又はスイミングプールのシーリングに典型的に1〜3mmの厚さで用いられ、特別な場合には最大5mmまでの厚さでさえも当たり前である。こうしたフィルムは、普通は、塗装すること、注ぐこと、カレンダ加工すること、又は押出し成形することによって生産され、典型的に市販されており、又はその場で生産される。それらは、単層に又は多層に堆積させることができる。フィルムはまた、フィラー、UV安定剤及び熱安定剤、可塑剤、潤滑剤、殺生物剤、難燃剤、酸化防止剤、顔料、例えば二酸化チタン又はカーボン・ブラックなど、及び着色剤のような他の添加剤及び加工剤を含有することもできることが当業者には明らかである。すなわち、本明細書では、こうしたフィルムは、100%のPVC若しくは可塑化されたPVC又はPETを含有しないPVCフィルム、可塑化されたPVCフィルム、及びポリエチレンテレフタレート・フィルムとして表わされる場合もある。
【0011】
以下では短縮して単純にPVCフィルムとも呼ばれる、ポリ塩化ビニルを含有するフィルム(F1)は、特に、建築物のシーリングの分野では慣例的なPVCフィルム、特に可塑化されたPVCフィルムである。こうしたPVCフィルムは、特に可塑剤、典型的にフタレート可塑剤を含有する。特に適するPVCフィルムは、スイスのSila Sarnafil AGのものであるSikaplan(登録商標)−12、Sikaplan(登録商標)−15G、Trocal(登録商標)12、Trocal(登録商標)15SGとして提供される製品、並びにSarnafil(登録商標)G410及びSarnafil(登録商標)S327の製品ラインの下で販売される製品である。
【0012】
以下では短縮して単純にPETフィルムとも呼ばれる、ポリエチレンテレフタレート・フィルム(F2)は、ポリエチレンテレフタレート(PET)に基づくものである。こうしたPETフィルムは、例えばパッケージ産業では慣例的なものである。それらの厚さは少なくとも3マイクロメートルであることが好ましい。厚さが3マイクロメートル未満である場合、可塑剤に対する移動障壁効果は不十分である。ポリエチレンテレフタレート・フィルムは、最適には5〜50マイクロメートル、好ましくは10〜40マイクロメートルの厚さを有することが判っている。PETフィルムは、好ましくは僅かな可塑剤を有し、好ましくは可塑剤を有さない。
【0013】
PETフィルムは可塑剤に対する優れたバリア作用を有することが判明した。
【0014】
バリア作用をより一層増加させるために、PETフィルムに加えてアルミニウムの層を、すなわち、特に蒸着された形態のアルミニウム(F3)の層b’)が第1の接着剤(K1)の層b)とポリエチレンテレフタレート・フィルム(F2)の層c)との間に配置されるような状態で用いることもできる。アルミニウム層の層厚さは、好ましくは20マイクロメートルよりも薄く、好ましくは1から15マイクロメートルまでの間である。加えて、こうしたアルミニウム層を用いるときに、PETフィルム(F2)の厚さを減少させることができる。これは、PETフィルム(F2)の厚さが少なくとも0.5マイクロメートルである、特に1マイクロメートルから50マイクロメートルまでの間である場合に特に適している。アルミニウム層は、例えば真空コーティング技術によってPETフィルムに貼り付けることができ、又はPETフィルム上に溶着すること若しくはPETフィルム上で燃やすことによってアルミニウム・フィルム上に貼り付けることができる。
【0015】
PVCフィルム(F1)は、第1の接着剤(K1)と接触している。この接着剤は、PVCフィルムとポリエチレンテレフタレート・フィルム(F2)との良好な結合をもたらす。特に、(メタ)アクリレートに基づく接着剤は、それら自体がこうした第1の接着剤であることが判っている。この接着剤は熱によって活性化できるのが特に有利であることが判っている。さらに、第1の接着剤が可塑剤を少しだけ含有する、好ましくは可塑剤を含有しないのがシーリング・メンブレンの構築に有利である。加えて、接着剤の接着作用は、接触した状態にあるPVCフィルムからの可塑剤によって負の影響を受けるべきではない。
【0016】
シーリング・メンブレンの生産では、PVCフィルム又はPETフィルム、好ましくはPETフィルムが第1の接着剤(K1)でコーティングされるのが特に好ましい。PETフィルムとPVCフィルムとの接触後に、介在して位置する第1の接着剤を介して信頼できる結合が達成される。この接触は、好ましくは高温で行われる。第1の接着剤(K1)として熱によって活性化させることができる接着剤が用いられる場合、接触後の温度は、接触の直後に接着剤が固まり、結果として接着剤結合がすぐに起こるように、特に接着剤の活性化温度を上回るように選択される。2つのフィルムは、好ましくは、接触のために、ローラ、特に加熱されたローラによって案内され、互いにプレスされる。
【0017】
このように生産された複合フィルム(PVC/接着剤/PET又はPVC/接着剤/Al/PET)は、その後、PETの外側に第2の接着剤(K2)がコーティングされる。
【0018】
第2の接着剤(K2)は、好ましくは感圧形(contact−bonding)接着剤、特に熱可塑性ゴムに基づく、好ましくはSBS−/SISバリアコポリマー(SBS=スチレン/ブタジエン/スチレンバリアコポリマー、SIS=スチレン/イソプレン/スチレンバリアコポリマー)に基づく感圧形接着剤である。さらに可能性のある感圧形接着剤は、あまり好ましくないものではあるが、ブチルゴム、ビチューメン、ポリマー改質ビチューメンに基づく感圧形接着剤である。
【0019】
他の適切な感圧形接着剤はポリウレタン感圧形接着剤である。
【0020】
感圧形接着剤は、典型的に、感圧形接着剤を基体に接着できるようにする増粘樹脂を含む。
【0021】
第2の接着剤(K2)が既にシーリング・フィルムの構成材であるという事実は、層に接着剤を塗布する必要なしに並びに接着剤の混合及び塗布中の失敗なしに、シーリング・フィルムを絆創膏のように容易に敷くことができるので、敷設中の大きな利点である。
【0022】
シーリング・メンブレンの力学を最適化するために、シーリング・メンブレンが繊維によって強化されるのが有利である。PVCフィルム(F1)が繊維によって強化されるのが特に有利である。繊維による強化は、緩い繊維の形態又は好ましくは平面繊維構造によって行うことができる。繊維による強化は、好ましくはPVCフィルムが繊維マット、繊維の織物、又は繊維組織で強化されるような状態で起こる。適切な繊維は、特にガラス繊維又はポリエステル繊維である。
【0023】
シーリング・メンブレンを貯蔵し及び輸送することができるようにするために、第2の接着剤(K2)の層を、ポリエチレンテレフタレート・フィルム(F2)とは反対側で分離フィルム(F4)と接触させることが好ましい。結果として、接着性感圧形接着剤は、誤った接着から保護される。シーリング・メンブレンは、このとき、こうしたロールの個々の層が互いに接着することなく巻くことができる。必要であれば、分離フィルムは、シーリング・メンブレンを露出された接着剤によって基体に接着できるようにシーリング・メンブレンから除去することができる。特に、分離フィルムは、好ましくは接着プロセス中に除去される。適切な分離フィルムは、特に、それらの化学構造により第2の接着剤(K2)へのほんの僅かな接着を有するシリコーン処理された紙又はシリコーンベースのポリマー・フィルムであり、接着剤がそれらに付着したまま残ることなく再び容易に除去することができる。
【0024】
別の態様では、本発明は、前述したシーリング・フィルムとシーリング・フィルムの第2の接着剤(K2)を介してこれに接着された基体(S1)とからなる複合材本体に関する。
【0025】
基本的に、任意の適切な材料が基体(S1)として役立つことができる。特に適した基体(S1)は、コンクリート、石膏、石、レンガ、モルタル、石綿セメント、及び花崗岩又は大理石のような天然石;アルミニウム、鋼、非鉄金属、亜鉛めっき金属のような金属又は合金;木材、断熱発泡体、ポリイソシアヌレート樹脂(PIR);コーティングされた金属又は合金のようなコーティングされた基体;並びに塗料及びワニスのような建設材料である。屋根基体に用いられる材料のような材料が特に好ましい。
【0026】
基体は、接着剤の又はシーラントの塗布の前に必要な場合に前処理することができる。こうした前処理は、特に物理的及び/又は化学クリーニング・プロセス、例えば、研削、サンドブラスト、ブラッシングなど、若しくはクリーナ又は溶媒での処理、若しくは接着促進剤、接着促進剤溶液、又はプライマの塗布を含む。
【0027】
しかしながら、接着は、好ましくはプライマなしに行われる。
【0028】
シーリング・フィルムは好ましくは屋根構造体をシールするのに用いられるので、複合材本体は好ましくはシールされた屋根である。
【0029】
別の態様では、本発明は、基体(S1)をシーリングするための方法に関する。この方法は、
α)前述したシーリング・メンブレンの分離フィルム(F4)を除去するステップと、
β)シーリング・メンブレンの第2の接着剤(K2)をシールされるべき基体(S1)と接触させるステップ、
又は、
α’)前述したシーリング・メンブレンを利用可能にするステップと、
β)シーリング・メンブレンの第2の接着剤(K2)をシールされるべき基体(S1)と接触させるステップ、
のいずれかを含む。
【0030】
接触させるステップβ)の前に、シーリング・メンブレンを接着されるべき位置にもっていくことができる。接着は、好ましくはシーリング・メンブレンを接着されるべき基体(S1)の上に転がすことによって行われる。平面シールを達成するために、大面積の場合には個々のシーリング・メンブレンの縁領域が互いに重なり合うことが好ましい。これらの場合であっても最良の可能なシールを達成するために、重なり合うシーリング・メンブレンの間の最良の可能な結合が必要である。これは、特に、上側の重なり合うシーリング・メンブレンの縁領域上に第2の接着剤(K2)は存在しないが、重なり合う(すなわち)上側のシーリング・メンブレンのPVCフィルムが重ね合わされた(すなわち下側の)シーリング・メンブレンのPVCフィルムと好ましくは直接接触する状態で敷かれるときに、及びこれらの2つのPVC層が、その後、適切な接着剤によって互いに接続され又は好ましくは溶接装置によって互いに緊密に溶接されるときに達成される。この使用では、シーリング・メンブレンは、長手方向の側部のうちの1つと随意的にシーリング・メンブレンの広い側部のうちの1つが、縁領域上の縁の上に突き出るPVCフィルムを有し、そこには第2の接着剤(K2)が存在しないような状態に設計されるのが有利である。
【0031】
したがって、シーリング・メンブレンは、シーリング・メンブレンの縁領域に、特に長手方向の側部上に、突き出るPVCストリップを有することが好ましい。さらに、この突き出るPVCストリップ上に第2の接着剤(K2)は存在しないことが好ましい。
【0032】
代替的に、2つのシーリング・メンブレンは、それらが互いに前側で接触する又は狭い介在スペース(典型的には1cm未満)だけを有するような状態で互いに隣接して敷かれることも可能である。個々のシーリング・メンブレンの間のギャップは、例えば、このギャップの上に敷かれるPVCフィルムによって覆い、適切な接着剤によって本発明に係るシーリング・メンブレンのPVC表面に接続することができ、又は好ましくは、それらは溶接装置によって互いに緊密に接続することができる。
【0033】
これらの2つのいま説明した方法を一緒に組み合わせることももちろん可能である。したがって、屋根板の様態での重ね合わせによって及びその下に位置するシーリング・メンブレンへの突き出るPVCフラップの溶接によって説明されるように、2つの隣接するメンブレンをシールすることができるようにシーリング・メンブレンを長手方向の側部上に突き出るPVCストリップを有するような状態で製造するのが特に適切であり、一方、シーリング・メンブレンの広い側部上では、前述のようにシーリング・メンブレン上の別個に配置されたPVCストリップを介して、互いに後続して順次に前側で(最適には互いに前側で接触する)溶接が行われる。
【0034】
したがって、一実施形態では、ステップβ)に続くステップγ)で、第2の前述したシーリング・メンブレンが、存在する任意の分離フィルム(F4)の除去後に、ステップα)又はステップα’)及びステップβ)の後に既に貼り付けられているシーリング・メンブレンに隣接して取り付けられ、この場合、第2のシーリング・メンブレンの第2の接着剤(K2)は、突き出るPVCストリップがステップα)又はステップα’)及びステップβ)の後に既に貼り付けられているシーリング・ストリップと重なり合い、且つポリ塩化ビニルを含有するそのフィルム(F1)に接続されるような状態でシールされるべき基体(S1)に接触させられることが好ましい。接続は、ここでは、特に接着剤によって、好ましくは第1の接着剤(K1)によって、又は最も好ましくは溶接によって行われる。
【0035】
したがって、別の実施形態では、ステップβ)に続くステップγ)で、第2の前述したシーリング・メンブレンが、存在する任意の分離フィルム(F4)の除去後に、ステップα)又はステップα’)及びステップβ)の後に既に貼り付けられているシーリング・メンブレンに隣接して取り付けられ、この場合、第2のシーリング・メンブレンの第2の接着剤(K2)がシーリング基体(S1)に接触させられ、それらは後続するステップε)でPVCストリップを介して互いに隣接して敷かれるシーリング・メンブレンのポリ塩化ビニルを含有するフィルム(F1)上に互いに接続され、これによりシーリング・メンブレンの間に如何なる場合にも存在するギャップがシールされることが好ましい。接続は、ここでは、特に接着剤によって、好ましくは第1の接着剤(K1)によって、又は最も好ましくは溶接によって行われる。
【0036】
詳細に前述したシーリング・フィルムは、好ましくは特に屋根の基体(S1)をシールするのに用いられる。
【0037】
これらは、特に、シールされるべき平らな屋根、駐車場のフロア、又はランドスケープ(landscaped)屋根である。
【0038】
使用の目的以外に、前述したシーリング・メンブレンはまた、地下構造体及び地上構造体の他の分野で用いられる。
【0039】
したがって、本発明はまた、接着のために溶媒ベースの接着剤が必要とされないので特に有利である。
【0040】
本発明の中心をなす態様は、可塑剤を含有するプラスチック・フィルムの間及び接着剤の間の可塑剤バリアとしてのポリエチレンテレフタレート・フィルムの使用である。
【0041】
本発明は、図面の助けと共に好ましい例示的な実施形態を用いて以下で詳細に説明され、そこでは、本発明の直接の理解のために不可欠な要素だけが示されていることが指摘される。異なる図中の同じ要素は、同じ参照番号で特徴付けられる。さらに、ここで示される図面は、サイズへの言及を伴わない概略的な表現であることが指摘される。
【図面の簡単な説明】
【0042】
【図1】シーリング・メンブレンを通る略断面を示す図である。
【図2】シーリング・メンブレンの別の実施形態を通る略断面を示す図である。
【図3】基体をシーリングするためのプロセスにおける異なるステップを概略的に示す図である。
【図3a】分離フィルムを有するシーリング・メンブレンを通る略断面を示す図である。
【図3b】分離フィルムの除去中のシーリング・メンブレンを通る略断面を示す図である。
【図3c】シーリング・メンブレンと接着されるべき基体との接触中のシーリング・メンブレンを通る略断面を示す図である。
【図3d】図3b及び図3cに代替する接着プロセスでのシーリング・メンブレンと接着されるべき基体との接触後のシーリング・メンブレンを通る略断面を示す図である。
【図3e】形成された複合材本体を通る略断面を示す図である。
【図4】2つの重なり合うシーリング・メンブレンを有する複合材本体を通る略断面を示す図である。
【図5】2つのシールされたシーリング・メンブレンを有する複合材本体を通る略断面を示す図である。
【発明を実施するための形態】
【0043】
図面は概略的なものである。本発明の直接の理解のために不可欠な要素だけが示されている。移動の方向は矢印で示される。
【0044】
図1は、
a)ポリ塩化ビニルを含有するフィルム(F1)2と、
b)第1の接着剤(K1)3と、
c)ポリエチレンテレフタレート・フィルム(F2)4と、
d)第2の接着剤(K2)5と、
の層構成を有するシーリング・メンブレン1を通る略断面を示す。
【0045】
PVCフィルム(F1)2、第1の接着剤(K1)3、PETフィルム(F2)4、及び第2の接着剤(K2)5の層は、ここで選択された提示でのこの順に上から下まで配置される。ここで選択される実施形態では、PVCフィルム2は、繊維で、特にガラス繊維組織10で強化される。PVCフィルム(F1)2及びPETフィルム(F2)4と直接接触する状態にある第1の接着剤(K1)3は、特に(メタ)アクリレートに基づく接着剤であり、熱によって活性化させることができる。第2の接着剤(K2)は、特に感圧形接着剤、とりわけ熱可塑性ゴムに基づく、好ましくはSBS−/SISバリアコポリマーに基づく感圧形接着剤であり、PETフィルム(F2)4の、PVCフィルムとは反対側に位置する部位に塗布される。こうしたシーリング・メンブレンは、PVCフィルム(F1)2からの可塑剤の流出に対する優れたバリア機能を有し、これらの可塑剤が第2の接着剤(K2)5の中に移動するのを防ぐ。
【0046】
図2は、シーリング・メンブレン1の別の実施形態を通る略断面を示す。これは、アルミニウム(F3)6の層b’)が第1の接着剤(K1)3の層b)とポリエチレンテレフタレート・フィルム(F2)の層c)との間に配置されること以外は図1で上述したのと同じ層構成を示す。こうしたシーリング・メンブレンは、可塑剤に対するより一層大きいバリア作用を有する。
【0047】
図3a、図3b、図3c、及び図3dからなる図3は、基体をシーリングするための方法における異なるステップを概略的に示す。
【0048】
図3aは、PVCフィルム(F1)2、第1の接着剤(K1)3、PETフィルム(F2)4、及び第2の接着剤(K2)5の層を有するシーリング・メンブレン1を通る略断面を示す。加えて、第2の接着剤(K2)5の層は、ポリエチレンテレフタレート・フィルム(F2)4とは反対側に位置する部位で分離フィルム(F4)7と接触している。第2の接着剤(K2)として選択された感圧形接着剤は、したがって、シーリング・メンブレンをつかむ、貯蔵する、輸送する、特に接着を伴わずに巻くことができるように、分離フィルムによって完全に覆われる。
【0049】
図3bは、分離フィルム(F4)7の除去中の、図3aで説明されるようにシーリング・メンブレン1を通る略断面を示す。
【0050】
図3cは略断面を示す。ここでは、シーリング・メンブレン1は、図3bに示すように分離フィルム(F4)7が除去された後で基体(S1)8上に貼り付けられ、この場合、シーリング・メンブレン1の第2の接着剤(K2)5が、シールされるべき基体(S1)8と接触させられる。
【0051】
図3dは、複合材9の形成を概略的に示す。シーリング・メンブレン1は、分離フィルム(F4)7が依然として貼り付けられている状態で、シールされるべき基体(S1)8上に置かれ、形成するために切断され、及び適正な位置に置かれる。このときシーリング・メンブレン1の一方の端は持ち上がっており、分離フィルム7がこの領域で引き剥がされ、シーリング・メンブレンがこのとき露出された接着剤(K2)5を介してシールされるべき基体(S1)8とこのとき接触し、且つ接着される。分離フィルム7の引き剥がし(除去)の直後にシーリング・メンブレン1の第2の接着剤(K2)5がシールされるべき基体と接触し、且つそれらが互いに接着されるように、分離フィルムは、シーリング・フィルム1とシールされるべき基体8との間でこのとき連続的に引き剥がされる。このようにして接着及びシーリングの正確な位置合わせをより容易に達成することができるため、このタイプの接着は大面積の接着に特に好ましい。
【0052】
図3eは、図3a、図3b、図3c、及び図3dによって示される基体をシーリングするための方法の結果として生じる複合材本体9を通る略断面を示す。複合材本体9は、したがって、シーリング・フィルム1と、シーリング・フィルム1の第2の接着剤(K2)5を介してこれに接着される基体(S1)8とからなる。シールされるべき基体(S1)8として特に屋根8’が好ましいので、こうした複合材本体9は、特にシールされた屋根である。
【0053】
図4は、2つの重なり合うシーリング・メンブレンを有する複合材本体を通る略断面を示す。図面の左側の領域では、シーリング・メンブレン1の端は、図3eに示すように接着された状態で示されている。重なり合う領域12においてもシールを保証するために、重なり合うシーリング・フィルム11は、ここで示された実施形態の縁領域12には第2の接着剤(K2)5が存在しないが、むしろ、重なり合う(すなわち上側の)シーリング・メンブレン11のPVCフィルムが、好ましくは重ね合わされた(すなわち下側の)シーリング・メンブレン1のPVCフィルムと直接接触し、その後、これらの2つのPVC層が溶接装置によって重なり合う領域13で互いに緊密に溶接されるような様態に形状設定される。溶接14は、2つの重なり合うシーリング・メンブレンが異議のないシールを保証するという結果をもたらし、特に外部からシーリング・メンブレン1、11の間のギャップ15の中に、したがってシールされるべき基体(S1)8に水が浸透することが防がれる。
【0054】
図5は、2つのシールされたシーリング・メンブレンを有する複合材本体9を通る略断面を示す。ここで示されるこの可能な形態は、シーリング・メンブレンの縁領域でのシーリングの図4に示された可能な形態の変形である。ここでは、2つのシーリング・メンブレン1が互いに隣接して配置され、シーリング・メンブレン1の間にギャップ15が生じない又はほんの僅かなギャップ15が生じるような様態で接着される。このギャップ15は、前側でPVCフィルム・ストリップ16によってシールされ、この場合、このPVCフィルム・ストリップ16は、ギャップ15の上に置かれ、それらは溶接装置によって互いに緊密にシールされる。
【0055】
実施例
以下の例は、本発明を例証する役目をする。
以下のシーリング・メンブレンを以下のように生産した。
【0056】
Ref.(参照):
スイスのSika Sarnafil AGから市販されている(ガラスマットで強化された厚さ1.5mmの)PVCシーリング・フィルムであるSarnafil(登録商標)G410−15ELの片面に、ドイツのSika Automotive GmbHから市販されている感圧形接着剤であるSikaMelt(登録商標)−9209HTを150g/m2の量でコーティングした。次いで、誤った接着を防ぐためにコーティングされた感圧形接着剤上に分離フィルムとしてシリコーン処理された紙を置いた。このシーリング・メンブレンは、参照の目的を果たし、以下ではRef.で表わされる。
【0057】
1:
スイスのSika Sarnafil AGから市販されている(ガラスマットで強化された厚さ1.5mmの)PVCシーリング・フィルムであるSarnafil(登録商標)G410−15ELを、熱で活性化可能なメタクリレート接着剤が片面にコーティングされた厚さ30マイクロメートルのPETフィルムに150〜165℃で接合し、それらを2つのローラによってプレスし、互いに接着させた。接着剤でコーティングされたPETフィルムの配向は、接着剤でコーティングされた側がPVCフィルムと接触するような配向であった。2つのフィルムの間には、それらが圧力ローラを出た直後に接着剤の熱による活性化によって調整される良好な接着剤結合が存在した。
【0058】
このように生産された複合フィルムPVC/接着剤/PETの表面のPET側の片面に、ドイツのSika Automotive GmbHから市販されているSikaMelt(登録商標)9209HT感圧形接着剤を150g/m2の量でコーティングした。次いで、誤った接着を防ぐために、コーティングされた感圧形接着剤上に分離フィルムとしてシリコーン処理された紙を置いた。このシーリング・メンブレンは以下では1で表わされる。
【0059】
2:
厚さ12マイクロメートルの、片面にアルミニウムが蒸着されたPETフィルムのアルミニウム側に、熱で活性化可能なメタクリレート接着剤をコーティングした。この接着剤をコーティングしたAl/PETフィルムを、スイスのSika Sarnafil AGから市販されている(ガラスマットで強化された厚さ1.5mmの)PVCシーリング・フィルムであるSarnafil(登録商標)G410−15にダブリング装置によって150〜170℃で接合し、それらを互いに接着させた。ここで、Al/PETフィルムとPVCシーリング・フィルムは、それぞれ、蒸気浴加熱シリンダを介して加熱され、その後、2つの圧力ローラの間でプレスされ、互いに接着される。接着剤でコーティングされたPETフィルムの配向は、接着剤でコーティングされた側がPVCフィルムと接触するような配向であった。2つのフィルムの間には、それらが圧力ローラを出た直後に接着剤の熱活性化によって調整される良好な接着剤結合が存在した。
【0060】
このように生産された複合フィルムPVC/接着剤/Al/PETの表面のPET側の片面に、ドイツのSika Automotive GmbHから市販されているSikaMelt(登録商標)−9209HT感圧形接着剤を150g/m2の量でコーティングした。次いで、誤った接着を防ぐために、コーティングされた感圧形接着剤上に分離フィルムとしてシリコーン処理された紙を置いた。このシーリング・メンブレンは以下では2で表わされる。
【0061】
試験
試験のために、このシーリング・メンブレンをカッターで5cm×20cm(亜鉛シートに対して)及び5cm×25cm(Duraguardに対して)の寸法を有するストリップに切断し、シーリング・メンブレンの分離フィルムを除去し、4つのこうしたストリップを20cm×25cmの寸法を有する0.6mm厚の(表面が電解亜鉛めっきされた)亜鉛シート上に、及び25cm×25cmの寸法を有する米国Georgia−Pacific Building Products companyの8.5mm厚のDens Deck Duraguardプレート(ガラス−マット−改質石膏プレート)上に互いに隣接して接着し、5kgの圧力のローラでプレスし、23℃/50%の相対空気湿度に調整された状態で7日間おいた。
【0062】
このように形成されたこれらの複合材本体を、23℃/50%の相対空気湿度(「RT」)で、50℃(「50℃」)の強制空気オーブンの中で、及び70℃(「70℃」)の強制空気オーブンの中で、全部で4週間の貯蔵時間にわたって貯蔵し、1、2、3、及び4週間後に剥離抵抗を試験した。4つのストリップのうちの1つを各週に試験した。
【0063】
剥離抵抗(「SF」)をEN1372に従って測定し、測定値を表1及び表2にSF(N/50mm)として示す。90°の引き剥がし角度ではDuraguardプレートが破壊されたことが判っているので、亜鉛シートに対する90°の引き剥がし角度は選択されなかったが、30°が選択された。
【0064】
【表1】
【0065】
【表2】
【0066】
表1及び表2の結果から、長期の貯蔵後に、特に高温での貯蔵後に、本発明に係る実施例1及び実施例2の可塑剤の移動によって引き起こされる接着剤強度の低下を参照実施例Refと比較して大いに減少させることができたことが分かる。PETに加えてバリア層としてアルミニウムも付加的に備える実施例2のシーリング・メンブレンの改善が特に顕著である。実施例1と実施例2は、特に参照実施例Ref.1と比較して大いに高められた熱安定性(50℃)によって区別される。実施例2は、可塑剤の影響に対して極めて耐久性のあるものであった。
【符号の説明】
【0067】
1 シーリング・メンブレン
2 ポリ塩化ビニルを含有するフィルム(F1)
3 第1の接着剤(K1)
4 ポリエチレンテレフタレート・フィルム(F2)
5 第2の接着剤(K2)
6 アルミニウム(F3)
7 分離フィルム(F4)
8 基体(S1)
8’ 屋根
9 複合材本体
10 繊維、繊維組織
11 重なり合うシーリング・メンブレン1
12 シーリング・メンブレン11の縁領域
13 重なり合う領域
14 溶接
15 シーリング・メンブレンの間の封止されたギャップ
16 PVCフィルム・ストリップ
【特許請求の範囲】
【請求項1】
シーリング・メンブレン(1)であって、以下の層構造体、すなわち、
a)ポリ塩化ビニルを含有するフィルム(F1)(2)と、
b)第1の接着剤(K1)(3)と、
c)ポリエチレンテレフタレート・フィルム(F2)(4))と、
d)第2の接着剤(K2)(5))と、
を備え、前記層がa)、b)、c)、及びd)の順に配置される、
シーリング・メンブレン。
【請求項2】
前記第1の接着剤(K1)(3)が(メタ)アクリレートに基づく接着剤であることを特徴とする請求項1に記載のシーリング・メンブレン。
【請求項3】
前記第1の接着剤(K1)(3)を熱によって活性化させることができることを特徴とする請求項2に記載のシーリング・メンブレン。
【請求項4】
前記第2の接着剤(K2)(5)がコンタクト接着剤であることを特徴とする請求項1から3のいずれか1項に記載のシーリング・メンブレン。
【請求項5】
前記ポリエチレンテレフタレート・フィルム(F2)(4)が、5〜50マイクロメートル、好ましくは10〜40マイクロメートルの厚さを有することを特徴とする請求項1から4のいずれか1項に記載のシーリング・メンブレン。
【請求項6】
アルミニウム(F3)(6)で作製された層b’)が、前記第1の接着剤(K1)(3)の層b)と前記ポリエチレンテレフタレート・フィルムの層c)との間に配置されることを特徴とする請求項1から5のいずれか1項に記載のシーリング・メンブレン。
【請求項7】
前記シーリング・メンブレンが繊維(10)によって強化されることを特徴とする請求項1から6のいずれか1項に記載のシーリング・メンブレン。
【請求項8】
前記シーリング・メンブレンが、前記シーリング・メンブレンの前記縁領域(12)に、特に長手方向の側部上に突き出るPVCストリップ(2)を有することを特徴とする請求項1から7のいずれか1項に記載のシーリング・メンブレン。
【請求項9】
前記突き出るPVCストリップ(2)上に第2の接着剤(K2)が存在しないことを特徴とする請求項8に記載のシーリング・メンブレン。
【請求項10】
前記第2の接着剤(K2)(5)の前記層が、前記ポリエチレンテレフタレート・フィルム(F2)(4)とは反対側の前記側部上で分離フィルム(F4)(7)と接触していることを特徴とする請求項1から9のいずれか1項に記載のシーリング・メンブレン。
【請求項11】
請求項1から請求項9のいずれか1項に記載のシーリング・フィルム(1)と前記シーリング・フィルムの前記第2の接着剤(K2)(5)によってそれに取り付けられた基体(S1)とからなる複合材本体(9)。
【請求項12】
前記複合材本体がシールされた屋根であることを特徴とする請求項11に記載の複合材本体。
【請求項13】
基体(S1)(8)をシーリングするための方法であって、以下のステップ、すなわち、
α)請求項10に記載のシーリング・メンブレンの前記分離フィルム(F4)(7)を除去するステップ、
又は、
α’)請求項1から請求項9のいずれか1項に記載のシーリング・メンブレン(1)を提供するステップと、
β)前記シーリング・メンブレン(1)の前記第2の接着剤(K2)(5)をシールされるべき前記基体(S1)(8)と接触させるステップと、
を含む方法。
【請求項14】
前記ステップβ)に続くステップγ)で、請求項8から請求項10のいずれか1項に記載の第2のシーリング・メンブレン(1)が、存在する可能性がある分離フィルム(F4)(7)が除去された後で、ステップα)又はステップα’)及びステップβ)に従って既に貼り付けられている前記シーリング・メンブレンに隣接して貼り付けられ、前記第2のシーリング・メンブレン(1)の前記第2の接着剤(K2)(5)がシールされるべき前記基体(S1)(8)と接触させられ、これにより前記突き出るPVCストリップがステップα)又はステップα’)及びステップβ)に従って既に貼り付けられている前記シーリング・メンブレンに重なり、且つこのメンブレンの前記ポリ塩化ビニルを含有するフィルム(F1)(2)に接続されることを特徴とする請求項13に記載の方法。
【請求項15】
前記ステップβ)に続くステップγ)で、請求項1から請求項10のいずれか1項に記載の第2のシーリング・メンブレンが、存在する可能性がある分離フィルム(F4)(7)が除去された後で、ステップα)又はステップα’)及びステップβ)に従って既に貼り付けられている前記シーリング・メンブレンに隣接して貼り付けられ、前記第2のシーリング・メンブレン(1)の前記第2の接着剤(K2)(5)がシールされるべき前記基体(S1)(8)と接触させられ、後続するステップε)で、互いに隣接して位置付けられる前記シーリング・メンブレンの前記ポリ塩化ビニルを含有するフィルム(F1)(2)がPVCストリップ(16)によって互いに接続され、これにより前記シーリング・メンブレンの間に存在する可能性があるギャップ(15)がシールされることを特徴とする請求項13に記載の方法。
【請求項16】
基体(S1)(8)、特に屋根(8’)をシーリングするための請求項1から請求項10のいずれか1項に記載のシーリング・フィルム(1)の使用。
【請求項17】
可塑剤を含有するプラスチック・フィルムと接着剤との間の可塑剤障壁としてのポリエチレンテレフタレート・フィルムの使用。
【請求項1】
シーリング・メンブレン(1)であって、以下の層構造体、すなわち、
a)ポリ塩化ビニルを含有するフィルム(F1)(2)と、
b)第1の接着剤(K1)(3)と、
c)ポリエチレンテレフタレート・フィルム(F2)(4))と、
d)第2の接着剤(K2)(5))と、
を備え、前記層がa)、b)、c)、及びd)の順に配置される、
シーリング・メンブレン。
【請求項2】
前記第1の接着剤(K1)(3)が(メタ)アクリレートに基づく接着剤であることを特徴とする請求項1に記載のシーリング・メンブレン。
【請求項3】
前記第1の接着剤(K1)(3)を熱によって活性化させることができることを特徴とする請求項2に記載のシーリング・メンブレン。
【請求項4】
前記第2の接着剤(K2)(5)がコンタクト接着剤であることを特徴とする請求項1から3のいずれか1項に記載のシーリング・メンブレン。
【請求項5】
前記ポリエチレンテレフタレート・フィルム(F2)(4)が、5〜50マイクロメートル、好ましくは10〜40マイクロメートルの厚さを有することを特徴とする請求項1から4のいずれか1項に記載のシーリング・メンブレン。
【請求項6】
アルミニウム(F3)(6)で作製された層b’)が、前記第1の接着剤(K1)(3)の層b)と前記ポリエチレンテレフタレート・フィルムの層c)との間に配置されることを特徴とする請求項1から5のいずれか1項に記載のシーリング・メンブレン。
【請求項7】
前記シーリング・メンブレンが繊維(10)によって強化されることを特徴とする請求項1から6のいずれか1項に記載のシーリング・メンブレン。
【請求項8】
前記シーリング・メンブレンが、前記シーリング・メンブレンの前記縁領域(12)に、特に長手方向の側部上に突き出るPVCストリップ(2)を有することを特徴とする請求項1から7のいずれか1項に記載のシーリング・メンブレン。
【請求項9】
前記突き出るPVCストリップ(2)上に第2の接着剤(K2)が存在しないことを特徴とする請求項8に記載のシーリング・メンブレン。
【請求項10】
前記第2の接着剤(K2)(5)の前記層が、前記ポリエチレンテレフタレート・フィルム(F2)(4)とは反対側の前記側部上で分離フィルム(F4)(7)と接触していることを特徴とする請求項1から9のいずれか1項に記載のシーリング・メンブレン。
【請求項11】
請求項1から請求項9のいずれか1項に記載のシーリング・フィルム(1)と前記シーリング・フィルムの前記第2の接着剤(K2)(5)によってそれに取り付けられた基体(S1)とからなる複合材本体(9)。
【請求項12】
前記複合材本体がシールされた屋根であることを特徴とする請求項11に記載の複合材本体。
【請求項13】
基体(S1)(8)をシーリングするための方法であって、以下のステップ、すなわち、
α)請求項10に記載のシーリング・メンブレンの前記分離フィルム(F4)(7)を除去するステップ、
又は、
α’)請求項1から請求項9のいずれか1項に記載のシーリング・メンブレン(1)を提供するステップと、
β)前記シーリング・メンブレン(1)の前記第2の接着剤(K2)(5)をシールされるべき前記基体(S1)(8)と接触させるステップと、
を含む方法。
【請求項14】
前記ステップβ)に続くステップγ)で、請求項8から請求項10のいずれか1項に記載の第2のシーリング・メンブレン(1)が、存在する可能性がある分離フィルム(F4)(7)が除去された後で、ステップα)又はステップα’)及びステップβ)に従って既に貼り付けられている前記シーリング・メンブレンに隣接して貼り付けられ、前記第2のシーリング・メンブレン(1)の前記第2の接着剤(K2)(5)がシールされるべき前記基体(S1)(8)と接触させられ、これにより前記突き出るPVCストリップがステップα)又はステップα’)及びステップβ)に従って既に貼り付けられている前記シーリング・メンブレンに重なり、且つこのメンブレンの前記ポリ塩化ビニルを含有するフィルム(F1)(2)に接続されることを特徴とする請求項13に記載の方法。
【請求項15】
前記ステップβ)に続くステップγ)で、請求項1から請求項10のいずれか1項に記載の第2のシーリング・メンブレンが、存在する可能性がある分離フィルム(F4)(7)が除去された後で、ステップα)又はステップα’)及びステップβ)に従って既に貼り付けられている前記シーリング・メンブレンに隣接して貼り付けられ、前記第2のシーリング・メンブレン(1)の前記第2の接着剤(K2)(5)がシールされるべき前記基体(S1)(8)と接触させられ、後続するステップε)で、互いに隣接して位置付けられる前記シーリング・メンブレンの前記ポリ塩化ビニルを含有するフィルム(F1)(2)がPVCストリップ(16)によって互いに接続され、これにより前記シーリング・メンブレンの間に存在する可能性があるギャップ(15)がシールされることを特徴とする請求項13に記載の方法。
【請求項16】
基体(S1)(8)、特に屋根(8’)をシーリングするための請求項1から請求項10のいずれか1項に記載のシーリング・フィルム(1)の使用。
【請求項17】
可塑剤を含有するプラスチック・フィルムと接着剤との間の可塑剤障壁としてのポリエチレンテレフタレート・フィルムの使用。
【図1】

【図2】
【図3a】
【図3b】
【図3c】
【図3d】
【図3e】
【図4】
【図5】
【図2】
【図3a】
【図3b】
【図3c】
【図3d】
【図3e】
【図4】
【図5】
【公表番号】特表2013−512369(P2013−512369A)
【公表日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2012−541416(P2012−541416)
【出願日】平成22年11月26日(2010.11.26)
【国際出願番号】PCT/EP2010/068266
【国際公開番号】WO2011/067167
【国際公開日】平成23年6月9日(2011.6.9)
【出願人】(504274505)シーカ・テクノロジー・アーゲー (227)
【Fターム(参考)】
【公表日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成22年11月26日(2010.11.26)
【国際出願番号】PCT/EP2010/068266
【国際公開番号】WO2011/067167
【国際公開日】平成23年6月9日(2011.6.9)
【出願人】(504274505)シーカ・テクノロジー・アーゲー (227)
【Fターム(参考)】
[ Back to top ]