
可塑性グラウト材の製造方法

【課題】 あらゆる部位、特に覆工厚さが薄い覆工コンクリートの背面空洞に用いることが可能でかつ導入空気量を容易にコントロールする。
【解決手段】本発明に係る製造方法に沿って可塑性グラウト材を製造するには、まず、水、砂及びセメントを混練して水硬性混練物を作製する(101)。一方、増粘材スラリーを以下の手順で作製する。すなわち、まず起泡剤を水に添加して攪拌混合することで、起泡剤添加溶液を作製する(102)。起泡剤は、例えばアルキルサルフェート系界面活性剤を用いることができる。次に、攪拌混合によって生成された起泡剤添加溶液に無機系増粘材であるベントナイトを添加し、次いで、これを攪拌混合して増粘材スラリーを作製する(103)。次に、水硬性混練物及び増粘材スラリーを混合して可塑性グラウト材を製造する(104)。
【解決手段】本発明に係る製造方法に沿って可塑性グラウト材を製造するには、まず、水、砂及びセメントを混練して水硬性混練物を作製する(101)。一方、増粘材スラリーを以下の手順で作製する。すなわち、まず起泡剤を水に添加して攪拌混合することで、起泡剤添加溶液を作製する(102)。起泡剤は、例えばアルキルサルフェート系界面活性剤を用いることができる。次に、攪拌混合によって生成された起泡剤添加溶液に無機系増粘材であるベントナイトを添加し、次いで、これを攪拌混合して増粘材スラリーを作製する(103)。次に、水硬性混練物及び増粘材スラリーを混合して可塑性グラウト材を製造する(104)。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主として裏込め材あるいは充填材として利用する可塑性グラウト材の製造方法に関する。
【背景技術】
【0002】
山岳トンネル工法でトンネルを掘削する際、覆工コンクリートの背面に生じた空洞をそのまま放置すると、覆工コンクリートに作用する地山からの圧力が偏る原因となり、地山の崩落を招くおそれもある。
【0003】
そのため、覆工コンクリートの背面に生じた空洞に裏込め材を充填することにより、地山崩落といった事態を未然に防止しなければならない。
【0004】
かかるグラウト材(裏込め材、充填材)としては、地山への散逸がなく湧水下でも分離せずに確実な充填が可能であることが要求されるが、本出願人は、「スペースパック」(登録商標)の名称であらたな可塑性グラウト材を開発した。
【0005】
この可塑性グラウト材は、モルタルに特殊増粘材スラリーを混合したものであって、1液性ゆえ、品質確保が容易で長距離ポンプ圧送が可能であるのみならず、高い水中不分離性とチキソトロピー性(チクソトロピー性ともいう)とを有しているため、覆工コンクリートの背面に限定注入する裏込め材としてきわめて有用である。
【0006】
【特許文献1】特開2004−75846号公報
【特許文献2】特開2004−190273号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
ここで、可塑性グラウト材をはじめとした各種グラウト材を覆工コンクリート背面空洞に充填する場合、グラウト材の自重が覆工コンクリートに悪影響を及ぼさぬよう、できるだけ軽量化を図ることが望ましい。
【0008】
かかる状況下、軽量なグラウト材の研究開発が別途進められており、エアモルタルやエアミルクといった軽量グラウト材が盛土材や埋戻し材として広く使用されている。
【0009】
しかしながら、エアモルタルやエアミルクを用いたグラウト材は、湧水下においてエアが消失する、水中分離を引き起こす、発泡装置が別途必要となる、導入される空気量をコントロールできないなどの報告がなされており、覆工コンクリートの背面空洞へのグラウト材としてそのまま利用することは難しい。
【0010】
さらに、従来のグラウト材では、軽量化が十分ではなくかつ品質の安定性が欠けるという問題を生じており、覆工コンクリートの背面空洞、特に覆工厚さが薄い箇所の背面空洞については、自重の影響が懸念され、採用が困難であるという問題を生じていた。
【課題を解決するための手段】
【0011】
本発明は、上述した事情を考慮してなされたもので、あらゆる部位、特に覆工厚さが薄い覆工コンクリートの背面空洞に用いることが可能でかつ導入空気量を容易にコントロールすることが可能な可塑性グラウト材の製造方法を提供することを目的とする。
【0012】
上記目的を達成するため、本発明に係る可塑性グラウト材の製造方法は請求項1に記載したように、水、細骨材及び水硬性材料を混練して水硬性混練物を作製するとともに、水及び無機系増粘材を混練して増粘材スラリーを作製し、しかる後、前記水硬性混練物及び前記増粘材スラリーを混合して可塑性グラウト材を製造する方法において、前記増粘材スラリーを作製する際、所定の起泡剤を前記水に添加して攪拌混合し、次いで、該攪拌混合によって生成された起泡剤添加溶液に前記無機系増粘材を添加して攪拌混合することで前記増粘材スラリーを作製するものである。
【0013】
また、本発明に係る可塑性グラウト材の製造方法は、前記可塑性グラウト材に導入すべき所要の空気量を定め、次いで、該空気量を、予め作成された空気量―起泡剤添加量相関曲線に適用することによって、前記起泡剤の添加量を定めるものである。
【0014】
また、本発明に係る可塑性グラウト材の製造方法は、前記無機系増粘材をベントナイトとするものである。
【0015】
覆工コンクリートの背面空洞に充填材あるいは裏込め材として使用される可塑性グラウト材には、流動性、材料分離抵抗性、チキソトロピー性といった性能がフレッシュ性状として本来的に要求されるほか、硬化後においては所定の圧縮強度が要求される。
【0016】
本出願人は、このようなさまざまな要求性能を満たしつつ、さらに軽量化を行うためには、どのようなプロセスで可塑性グラウト材を製造すればよいかという点に着眼し、数多くの実験を積み重ねた結果、無機系増粘材を水と混練する前に、所定の起泡剤を予め水に添加して攪拌混合し、この起泡剤添加溶液に無機系増粘材を添加して攪拌混合するようにすれば、可塑性グラウト材としての要求性能を満たしつつ、空気量を十分に大きくして大幅に軽量化することができるとともに、導入される空気量が起泡剤添加溶液を生成するときの起泡剤の添加量にほぼ比例するというきわめて有用な知見を得るに至ったものである。
【0017】
すなわち、本発明に係る可塑性グラウト材の製造方法においては、まず、水、細骨材及び水硬性材料を混練して水硬性混練物を作製するとともに、水及び無機系増粘材を混練して増粘材スラリーを作製するが、増粘材スラリーを作製する際、所定の起泡剤を水に添加して攪拌混合し、次いで、該攪拌混合によって生成された起泡剤添加溶液に無機系増粘材を添加して攪拌混合する。
【0018】
次に、水硬性混練物及び増粘材スラリーを混合して可塑性グラウト材を製造する。
【0019】
このようにすると、流動性、材料分離抵抗性、チキソトロピー性及び圧縮強度といった物性において十分な性能を有しつつ、比重約0.97〜1.12の軽量な可塑性グラウト材を製造することが可能となる。
【0020】
加えて、導入される空気量が起泡剤添加溶液を生成するときの起泡剤の添加量にほぼ比例するため、可塑性グラウト材の品質管理を施工現場で簡易に行うことが可能となる。
【0021】
水硬性材料には、各種セメントのほか、フライアッシュ、膨張材、高炉スラグ微粉末、シリカフューム等の水硬性又は潜在水硬性を持つ無機質粉末が含まれる。
【0022】
無機系増粘材には、主としてベントナイトが含まれるが、ベントナイトと同様にチキソトロピー性を高める作用を有する無機材料であれば、どのような材料でもかまわない。
【0023】
起泡剤は、エアモルタルやエアミルクで使用されている公知の起泡剤から適宜選択することが可能であり、例えばアルキルサルフェート系界面活性剤を用いることができる。
【0024】
ここで、上述したように、導入される空気量は、起泡剤添加溶液を生成するときの起泡剤の添加量にほぼ比例する。そのため、可塑性グラウト材に導入すべき所要の空気量を定め、次いで、該空気量を、予め作成された空気量―起泡剤添加量相関曲線に適用することで起泡剤の添加量を定めるようにすれば、空気量の管理ひいては軽量化に関する品質管理を精度よく行うことが可能となる。
【発明を実施するための最良の形態】
【0025】
以下、本発明に係る可塑性グラウト材の製造方法の実施の形態について、添付図面を参照して説明する。なお、従来技術と実質的に同一の部品等については同一の符号を付してその説明を省略する。
【0026】
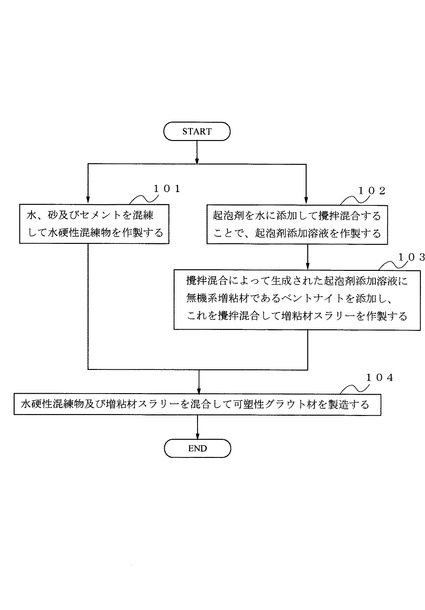
図1は、本実施形態に係る可塑性グラウト材の製造方法を示したフローチャートである。同図でわかるように、本実施形態に係る製造方法に沿って可塑性グラウト材を製造するには、まず、水、細骨材である砂及び水硬性材料としてのセメントを混練して水硬性混練物を作製する(ステップ101)。水硬性混練物については、コンクリート製造プラントで製造したものをミキサー車で現場に搬入するようにしてもよいし、現場に設置されたモルタル製作ヤードで作製するようにしてもよい。
【0027】
一方、増粘材スラリーを以下の手順で作製する。すなわち、まず、起泡剤を水に添加して攪拌混合することで、起泡剤添加溶液を作製する(ステップ102)。起泡剤は、例えばアルキルサルフェート系界面活性剤を用いることができる。
【0028】
起泡剤の添加量は、例えば以下の手順で定めればよい。
まず、可塑性グラウト材に要求される密度(比重)から、導入すべき空気量を決定する。要求される比重を1.15とすると、導入すべき空気量は18%であるので、起泡剤の添加量は0.83kg/m3となる。
【0029】
一方、可塑性グラウト材に要求される圧縮強度から水セメント比を決定する。空気量18%で設計基準強度1.5N/mm2とすると、水セメント比W/Cは308%となり、空気量18%で設計基準強度1.5N/mm2×1.25とすると、水セメント比W/Cは265%となる。
【0030】
すなわち、起泡剤添加量に応じた混入空気量と水セメント比W/Cとの間には後述するように相関関係がほとんどなく、空気量の増加(密度の低下)によって圧縮強度は低下するけれども、その低下分は水セメント比を小さくすることで調整することが可能であり、圧縮強度と密度とを概ね個別に設定することができる。
【0031】
起泡剤添加溶液を作製したならば、次に、起泡剤添加溶液に無機系増粘材であるベントナイトを添加し、次いで、これを攪拌混合して増粘材スラリーを作製する(ステップ103)。
【0032】
次に、水硬性混練物及び増粘材スラリーを混合して可塑性グラウト材を製造する(ステップ104)。増粘材スラリーについては、例えば現場に設置された増粘材スラリー製作ヤードで作製するとともに、所定のミキサーで水硬性混練物と混合されてなる可塑性グラウト材については、充填箇所までポンプで圧送するようにすればよい。
【0033】
以上説明したように、本実施形態に係る可塑性グラウト材の製造方法によれば、流動性、材料分離抵抗性、チキソトロピー性及び圧縮強度といった物性において十分な性能を有しつつ、従来であれば、1.4g/cm3程度の密度を、約0.97g/cm3〜1.12g/cm3程度にまで軽量化することが可能となる。
【0034】
加えて、後述する試験結果で明らかなように、導入される空気量が起泡剤添加溶液を生成するときの起泡剤の添加量にほぼ比例するため、空気量を容易にコントロールすることが可能となり、可塑性グラウト材の品質管理を施工現場で簡易に行うことができる。
【0035】
したがって、覆工厚さが薄い覆工コンクリートの背面空洞に対しても、高い品質管理の下、自重の影響を懸念することなく充填材として用いることができる。
【0036】
なお、本発明に係る製造方法に沿って可塑性グラウト材を製造した場合、導入される空気量は、上述したように起泡剤添加溶液を生成するときの起泡剤の添加量にほぼ比例する。そのため、可塑性グラウト材に導入すべき所要の空気量を定め、次いで、該空気量を、予め作成された空気量―起泡剤添加量相関曲線に適用することで起泡剤の添加量を定めるようにすれば、空気量の管理ひいては軽量化に関する品質管理を精度よく行うことが可能となる。
【0037】
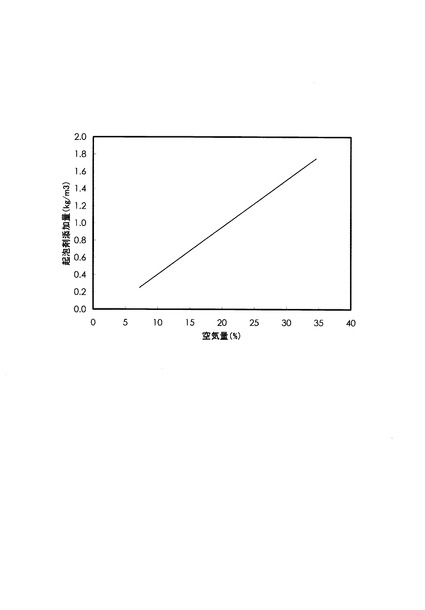
図2は、空気量―起泡剤添加量相関曲線の一例を示したものである。同図で説明すると、例えば製造後における可塑性グラウト材の比重を1.1〜1.2程度にしたいのであれば、20%程度の空気量が導入されるように、起泡剤の添加量を1kg/m3程度に設定し、可塑性グラウト材の比重を0.95〜1程度にしたいのであれば、30%〜35%程度の空気量が導入されるように、起泡剤の添加量を1.6kg/m3程度に設定すればよい。
【実施例1】
【0038】
本発明に係る可塑性グラウト材の材料性能試験及び圧送試験を行ったので、以下にその概要と結果を説明する。
【0039】
(a)品質安定性
上述した手順で可塑性グラウト材を製造してから90分を経過した後も、初期の空気量が維持されることを確認した。また、フロー値も遅延剤量の調整により安定させることが可能で、従来タイプの可塑性グラウト材と同様の流動性保持特性が確認できた。また、沈下量(φ30cm×H100cm試験体、空気量20%)も1%程度と、従来タイプの可塑性グラウト材と同等であり、気泡導入による影響は認められなかった。
【0040】
(b)強度特性
圧縮強度は、水セメント比により調整可能である。なお、後述するように、水セメント比W/Cと、起泡剤添加量に応じた混入空気量との間に相関関係はなく、設計の際は、圧縮強度と密度とを概ね個別に設定することが可能となる。
【0041】
(c)水中分離抵抗性
JHSフロー試験の容器を水中で引き上げたところ、空気量を30%導入した場合(密度0.97kg/cm3)でも水中で分離することはなく、懸濁も生じなかった。水のpHや透過率についても、少なくとも90分経過するまで変化は認められなかった。
【0042】
(d)長距離圧送実験
3B配管を使用した500mのポンプ圧送実験を行ったところ(空気量20%、圧送量5m3/h)、空気量は圧送後もほとんど変化せず、気泡導入によるポンプ圧送性への影響がないことが確認された。
【実施例2】
【0043】
次に、起泡剤を添加するタイミングの違いによる影響を検討すべく、気泡導入試験を行った。表1に配合を示す。同表でわかるように、起泡剤は、1.3kg/m3で一定である。また、起泡剤を添加するタイミングによって空気量がどのように変わるかを表2に示した。
【0044】
【表1】

【0045】
【表2】
【0046】
ここで、ケース1は、水、砂及びセメントを混練して水硬性混練物とするとともに、ベントナイト及び水を混練して増粘材スラリーとし、次いでこれらを混合攪拌した後、起泡剤を添加した場合(比較例1)、ケース2は、水、砂及びセメントを混練して水硬性混練物とするとともに、ベントナイト及び水を混練して増粘材スラリーとし、次いで該増粘材スラリーに起泡剤を添加した後、これらを混合攪拌した場合(比較例2)、ケース3は、水、砂及びセメントを混練して水硬性混練物とするとともに起泡剤を水に添加して起泡剤添加溶液を作製し、該起泡剤添加溶液にベントナイトを添加して増粘材スラリーを作製した後、水硬性混練物と増粘材スラリーとを攪拌混合した場合(本発明)である。なお、各ケースにおける製造プロセスを図3〜図4に示す。
【0047】
同表からわかるように、気泡導入効果に最も優れいているのは、スラリー作製時の水に予め起泡剤を添加しておくケース3(本発明)であり、増粘材スラリーに起泡剤を添加するケース2や、可塑性グラウト材(起泡剤未添加)に起泡剤を添加するケース1では、導入可能な空気量は、ケース1の約60%にすぎない。
各ケースにおける単位練混ぜ時間当たりの空気量を表3に示す。
【表3】
【0048】
同表からわかるように、全練混ぜ時間から算出した単位練混ぜ時間当たりの空気量は、ケース1で1.9%、ケース2で2.1%、ケース3で4.2%となり、より短時間で気泡を導入する効率という点においても、本発明が最も優れていることがわかる。
【実施例3】
【0049】
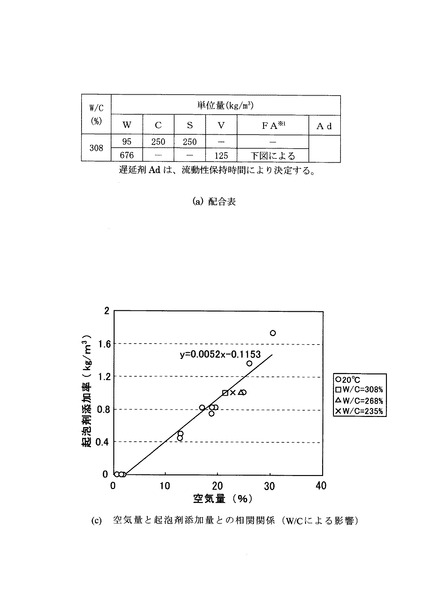
次に、室内試験における起泡剤添加量と空気量との相関関係を調べた。そのときに用いた配合表及び相関関係のグラフを図5に示す。ここで、室内試験は20゜Cで行い、得られた値に対する近似曲線(1次曲線)を併せて示してある。
【0050】
同図でわかるように、起泡剤添加量と空気量とはほぼ比例関係にあり、所望の空気量を定めれば、同図を用いて必要な起泡剤の添加量を容易に知ることができる。
【0051】
また、同図には、水セメント比W/Cを変化させた場合も併せて示してあるが、水セメント比W/Cの変化に対する相関関係の変動は小さく、圧縮強度を上げるべく、水セメント比W/Cを小さくしても、1kg/m3の起泡剤で約20%の空気量が導入される点に大差はないことがわかる。
【0052】
これは、水セメント比W/Cと起泡剤添加量に応じた混入空気量との間に相関関係がないことを示すものであり、設計の際、圧縮強度と密度とを概ね個別に設定することが可能となる。
【0053】
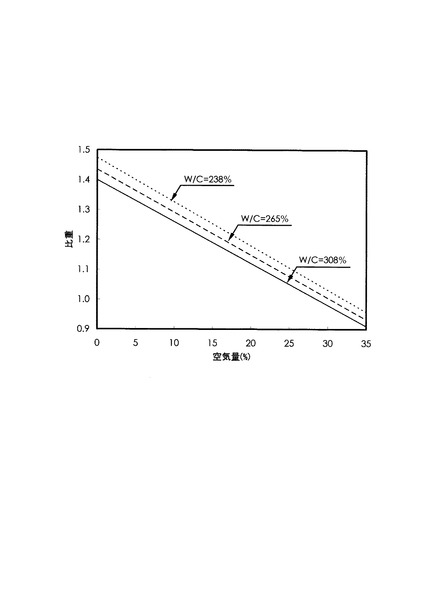
図6は、水セメント比ごとの空気量と比重との関係を示したグラフである。同図でわかるように、例えば水セメント比W/Cが308%の場合、空気量20%で比重が1.12、空気量30%で比重が0.97となる。
【図面の簡単な説明】
【0054】
【図1】本実施形態に係る可塑性グラウト材の製造方法を示したフローチャート。
【図2】空気量と起泡剤添加量との相対関係を示したグラフ。
【図3】起泡剤の添加タイミングの違いによる影響を調べるための手順を示したフローチャート。
【図4】同じく起泡剤の添加タイミングの違いによる影響を調べるための手順を示したフローチャート。
【図5】空気量と起泡剤添加量との相対関係を調べたものであり、(a)は配合表、(b)はその結果を示したグラフ。
【図6】空気量と比重との関係を示したグラフ。
【技術分野】
【0001】
本発明は、主として裏込め材あるいは充填材として利用する可塑性グラウト材の製造方法に関する。
【背景技術】
【0002】
山岳トンネル工法でトンネルを掘削する際、覆工コンクリートの背面に生じた空洞をそのまま放置すると、覆工コンクリートに作用する地山からの圧力が偏る原因となり、地山の崩落を招くおそれもある。
【0003】
そのため、覆工コンクリートの背面に生じた空洞に裏込め材を充填することにより、地山崩落といった事態を未然に防止しなければならない。
【0004】
かかるグラウト材(裏込め材、充填材)としては、地山への散逸がなく湧水下でも分離せずに確実な充填が可能であることが要求されるが、本出願人は、「スペースパック」(登録商標)の名称であらたな可塑性グラウト材を開発した。
【0005】
この可塑性グラウト材は、モルタルに特殊増粘材スラリーを混合したものであって、1液性ゆえ、品質確保が容易で長距離ポンプ圧送が可能であるのみならず、高い水中不分離性とチキソトロピー性(チクソトロピー性ともいう)とを有しているため、覆工コンクリートの背面に限定注入する裏込め材としてきわめて有用である。
【0006】
【特許文献1】特開2004−75846号公報
【特許文献2】特開2004−190273号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
ここで、可塑性グラウト材をはじめとした各種グラウト材を覆工コンクリート背面空洞に充填する場合、グラウト材の自重が覆工コンクリートに悪影響を及ぼさぬよう、できるだけ軽量化を図ることが望ましい。
【0008】
かかる状況下、軽量なグラウト材の研究開発が別途進められており、エアモルタルやエアミルクといった軽量グラウト材が盛土材や埋戻し材として広く使用されている。
【0009】
しかしながら、エアモルタルやエアミルクを用いたグラウト材は、湧水下においてエアが消失する、水中分離を引き起こす、発泡装置が別途必要となる、導入される空気量をコントロールできないなどの報告がなされており、覆工コンクリートの背面空洞へのグラウト材としてそのまま利用することは難しい。
【0010】
さらに、従来のグラウト材では、軽量化が十分ではなくかつ品質の安定性が欠けるという問題を生じており、覆工コンクリートの背面空洞、特に覆工厚さが薄い箇所の背面空洞については、自重の影響が懸念され、採用が困難であるという問題を生じていた。
【課題を解決するための手段】
【0011】
本発明は、上述した事情を考慮してなされたもので、あらゆる部位、特に覆工厚さが薄い覆工コンクリートの背面空洞に用いることが可能でかつ導入空気量を容易にコントロールすることが可能な可塑性グラウト材の製造方法を提供することを目的とする。
【0012】
上記目的を達成するため、本発明に係る可塑性グラウト材の製造方法は請求項1に記載したように、水、細骨材及び水硬性材料を混練して水硬性混練物を作製するとともに、水及び無機系増粘材を混練して増粘材スラリーを作製し、しかる後、前記水硬性混練物及び前記増粘材スラリーを混合して可塑性グラウト材を製造する方法において、前記増粘材スラリーを作製する際、所定の起泡剤を前記水に添加して攪拌混合し、次いで、該攪拌混合によって生成された起泡剤添加溶液に前記無機系増粘材を添加して攪拌混合することで前記増粘材スラリーを作製するものである。
【0013】
また、本発明に係る可塑性グラウト材の製造方法は、前記可塑性グラウト材に導入すべき所要の空気量を定め、次いで、該空気量を、予め作成された空気量―起泡剤添加量相関曲線に適用することによって、前記起泡剤の添加量を定めるものである。
【0014】
また、本発明に係る可塑性グラウト材の製造方法は、前記無機系増粘材をベントナイトとするものである。
【0015】
覆工コンクリートの背面空洞に充填材あるいは裏込め材として使用される可塑性グラウト材には、流動性、材料分離抵抗性、チキソトロピー性といった性能がフレッシュ性状として本来的に要求されるほか、硬化後においては所定の圧縮強度が要求される。
【0016】
本出願人は、このようなさまざまな要求性能を満たしつつ、さらに軽量化を行うためには、どのようなプロセスで可塑性グラウト材を製造すればよいかという点に着眼し、数多くの実験を積み重ねた結果、無機系増粘材を水と混練する前に、所定の起泡剤を予め水に添加して攪拌混合し、この起泡剤添加溶液に無機系増粘材を添加して攪拌混合するようにすれば、可塑性グラウト材としての要求性能を満たしつつ、空気量を十分に大きくして大幅に軽量化することができるとともに、導入される空気量が起泡剤添加溶液を生成するときの起泡剤の添加量にほぼ比例するというきわめて有用な知見を得るに至ったものである。
【0017】
すなわち、本発明に係る可塑性グラウト材の製造方法においては、まず、水、細骨材及び水硬性材料を混練して水硬性混練物を作製するとともに、水及び無機系増粘材を混練して増粘材スラリーを作製するが、増粘材スラリーを作製する際、所定の起泡剤を水に添加して攪拌混合し、次いで、該攪拌混合によって生成された起泡剤添加溶液に無機系増粘材を添加して攪拌混合する。
【0018】
次に、水硬性混練物及び増粘材スラリーを混合して可塑性グラウト材を製造する。
【0019】
このようにすると、流動性、材料分離抵抗性、チキソトロピー性及び圧縮強度といった物性において十分な性能を有しつつ、比重約0.97〜1.12の軽量な可塑性グラウト材を製造することが可能となる。
【0020】
加えて、導入される空気量が起泡剤添加溶液を生成するときの起泡剤の添加量にほぼ比例するため、可塑性グラウト材の品質管理を施工現場で簡易に行うことが可能となる。
【0021】
水硬性材料には、各種セメントのほか、フライアッシュ、膨張材、高炉スラグ微粉末、シリカフューム等の水硬性又は潜在水硬性を持つ無機質粉末が含まれる。
【0022】
無機系増粘材には、主としてベントナイトが含まれるが、ベントナイトと同様にチキソトロピー性を高める作用を有する無機材料であれば、どのような材料でもかまわない。
【0023】
起泡剤は、エアモルタルやエアミルクで使用されている公知の起泡剤から適宜選択することが可能であり、例えばアルキルサルフェート系界面活性剤を用いることができる。
【0024】
ここで、上述したように、導入される空気量は、起泡剤添加溶液を生成するときの起泡剤の添加量にほぼ比例する。そのため、可塑性グラウト材に導入すべき所要の空気量を定め、次いで、該空気量を、予め作成された空気量―起泡剤添加量相関曲線に適用することで起泡剤の添加量を定めるようにすれば、空気量の管理ひいては軽量化に関する品質管理を精度よく行うことが可能となる。
【発明を実施するための最良の形態】
【0025】
以下、本発明に係る可塑性グラウト材の製造方法の実施の形態について、添付図面を参照して説明する。なお、従来技術と実質的に同一の部品等については同一の符号を付してその説明を省略する。
【0026】
図1は、本実施形態に係る可塑性グラウト材の製造方法を示したフローチャートである。同図でわかるように、本実施形態に係る製造方法に沿って可塑性グラウト材を製造するには、まず、水、細骨材である砂及び水硬性材料としてのセメントを混練して水硬性混練物を作製する(ステップ101)。水硬性混練物については、コンクリート製造プラントで製造したものをミキサー車で現場に搬入するようにしてもよいし、現場に設置されたモルタル製作ヤードで作製するようにしてもよい。
【0027】
一方、増粘材スラリーを以下の手順で作製する。すなわち、まず、起泡剤を水に添加して攪拌混合することで、起泡剤添加溶液を作製する(ステップ102)。起泡剤は、例えばアルキルサルフェート系界面活性剤を用いることができる。
【0028】
起泡剤の添加量は、例えば以下の手順で定めればよい。
まず、可塑性グラウト材に要求される密度(比重)から、導入すべき空気量を決定する。要求される比重を1.15とすると、導入すべき空気量は18%であるので、起泡剤の添加量は0.83kg/m3となる。
【0029】
一方、可塑性グラウト材に要求される圧縮強度から水セメント比を決定する。空気量18%で設計基準強度1.5N/mm2とすると、水セメント比W/Cは308%となり、空気量18%で設計基準強度1.5N/mm2×1.25とすると、水セメント比W/Cは265%となる。
【0030】
すなわち、起泡剤添加量に応じた混入空気量と水セメント比W/Cとの間には後述するように相関関係がほとんどなく、空気量の増加(密度の低下)によって圧縮強度は低下するけれども、その低下分は水セメント比を小さくすることで調整することが可能であり、圧縮強度と密度とを概ね個別に設定することができる。
【0031】
起泡剤添加溶液を作製したならば、次に、起泡剤添加溶液に無機系増粘材であるベントナイトを添加し、次いで、これを攪拌混合して増粘材スラリーを作製する(ステップ103)。
【0032】
次に、水硬性混練物及び増粘材スラリーを混合して可塑性グラウト材を製造する(ステップ104)。増粘材スラリーについては、例えば現場に設置された増粘材スラリー製作ヤードで作製するとともに、所定のミキサーで水硬性混練物と混合されてなる可塑性グラウト材については、充填箇所までポンプで圧送するようにすればよい。
【0033】
以上説明したように、本実施形態に係る可塑性グラウト材の製造方法によれば、流動性、材料分離抵抗性、チキソトロピー性及び圧縮強度といった物性において十分な性能を有しつつ、従来であれば、1.4g/cm3程度の密度を、約0.97g/cm3〜1.12g/cm3程度にまで軽量化することが可能となる。
【0034】
加えて、後述する試験結果で明らかなように、導入される空気量が起泡剤添加溶液を生成するときの起泡剤の添加量にほぼ比例するため、空気量を容易にコントロールすることが可能となり、可塑性グラウト材の品質管理を施工現場で簡易に行うことができる。
【0035】
したがって、覆工厚さが薄い覆工コンクリートの背面空洞に対しても、高い品質管理の下、自重の影響を懸念することなく充填材として用いることができる。
【0036】
なお、本発明に係る製造方法に沿って可塑性グラウト材を製造した場合、導入される空気量は、上述したように起泡剤添加溶液を生成するときの起泡剤の添加量にほぼ比例する。そのため、可塑性グラウト材に導入すべき所要の空気量を定め、次いで、該空気量を、予め作成された空気量―起泡剤添加量相関曲線に適用することで起泡剤の添加量を定めるようにすれば、空気量の管理ひいては軽量化に関する品質管理を精度よく行うことが可能となる。
【0037】
図2は、空気量―起泡剤添加量相関曲線の一例を示したものである。同図で説明すると、例えば製造後における可塑性グラウト材の比重を1.1〜1.2程度にしたいのであれば、20%程度の空気量が導入されるように、起泡剤の添加量を1kg/m3程度に設定し、可塑性グラウト材の比重を0.95〜1程度にしたいのであれば、30%〜35%程度の空気量が導入されるように、起泡剤の添加量を1.6kg/m3程度に設定すればよい。
【実施例1】
【0038】
本発明に係る可塑性グラウト材の材料性能試験及び圧送試験を行ったので、以下にその概要と結果を説明する。
【0039】
(a)品質安定性
上述した手順で可塑性グラウト材を製造してから90分を経過した後も、初期の空気量が維持されることを確認した。また、フロー値も遅延剤量の調整により安定させることが可能で、従来タイプの可塑性グラウト材と同様の流動性保持特性が確認できた。また、沈下量(φ30cm×H100cm試験体、空気量20%)も1%程度と、従来タイプの可塑性グラウト材と同等であり、気泡導入による影響は認められなかった。
【0040】
(b)強度特性
圧縮強度は、水セメント比により調整可能である。なお、後述するように、水セメント比W/Cと、起泡剤添加量に応じた混入空気量との間に相関関係はなく、設計の際は、圧縮強度と密度とを概ね個別に設定することが可能となる。
【0041】
(c)水中分離抵抗性
JHSフロー試験の容器を水中で引き上げたところ、空気量を30%導入した場合(密度0.97kg/cm3)でも水中で分離することはなく、懸濁も生じなかった。水のpHや透過率についても、少なくとも90分経過するまで変化は認められなかった。
【0042】
(d)長距離圧送実験
3B配管を使用した500mのポンプ圧送実験を行ったところ(空気量20%、圧送量5m3/h)、空気量は圧送後もほとんど変化せず、気泡導入によるポンプ圧送性への影響がないことが確認された。
【実施例2】
【0043】
次に、起泡剤を添加するタイミングの違いによる影響を検討すべく、気泡導入試験を行った。表1に配合を示す。同表でわかるように、起泡剤は、1.3kg/m3で一定である。また、起泡剤を添加するタイミングによって空気量がどのように変わるかを表2に示した。
【0044】
【表1】
【0045】
【表2】
【0046】
ここで、ケース1は、水、砂及びセメントを混練して水硬性混練物とするとともに、ベントナイト及び水を混練して増粘材スラリーとし、次いでこれらを混合攪拌した後、起泡剤を添加した場合(比較例1)、ケース2は、水、砂及びセメントを混練して水硬性混練物とするとともに、ベントナイト及び水を混練して増粘材スラリーとし、次いで該増粘材スラリーに起泡剤を添加した後、これらを混合攪拌した場合(比較例2)、ケース3は、水、砂及びセメントを混練して水硬性混練物とするとともに起泡剤を水に添加して起泡剤添加溶液を作製し、該起泡剤添加溶液にベントナイトを添加して増粘材スラリーを作製した後、水硬性混練物と増粘材スラリーとを攪拌混合した場合(本発明)である。なお、各ケースにおける製造プロセスを図3〜図4に示す。
【0047】
同表からわかるように、気泡導入効果に最も優れいているのは、スラリー作製時の水に予め起泡剤を添加しておくケース3(本発明)であり、増粘材スラリーに起泡剤を添加するケース2や、可塑性グラウト材(起泡剤未添加)に起泡剤を添加するケース1では、導入可能な空気量は、ケース1の約60%にすぎない。
各ケースにおける単位練混ぜ時間当たりの空気量を表3に示す。
【表3】
【0048】
同表からわかるように、全練混ぜ時間から算出した単位練混ぜ時間当たりの空気量は、ケース1で1.9%、ケース2で2.1%、ケース3で4.2%となり、より短時間で気泡を導入する効率という点においても、本発明が最も優れていることがわかる。
【実施例3】
【0049】
次に、室内試験における起泡剤添加量と空気量との相関関係を調べた。そのときに用いた配合表及び相関関係のグラフを図5に示す。ここで、室内試験は20゜Cで行い、得られた値に対する近似曲線(1次曲線)を併せて示してある。
【0050】
同図でわかるように、起泡剤添加量と空気量とはほぼ比例関係にあり、所望の空気量を定めれば、同図を用いて必要な起泡剤の添加量を容易に知ることができる。
【0051】
また、同図には、水セメント比W/Cを変化させた場合も併せて示してあるが、水セメント比W/Cの変化に対する相関関係の変動は小さく、圧縮強度を上げるべく、水セメント比W/Cを小さくしても、1kg/m3の起泡剤で約20%の空気量が導入される点に大差はないことがわかる。
【0052】
これは、水セメント比W/Cと起泡剤添加量に応じた混入空気量との間に相関関係がないことを示すものであり、設計の際、圧縮強度と密度とを概ね個別に設定することが可能となる。
【0053】
図6は、水セメント比ごとの空気量と比重との関係を示したグラフである。同図でわかるように、例えば水セメント比W/Cが308%の場合、空気量20%で比重が1.12、空気量30%で比重が0.97となる。
【図面の簡単な説明】
【0054】
【図1】本実施形態に係る可塑性グラウト材の製造方法を示したフローチャート。
【図2】空気量と起泡剤添加量との相対関係を示したグラフ。
【図3】起泡剤の添加タイミングの違いによる影響を調べるための手順を示したフローチャート。
【図4】同じく起泡剤の添加タイミングの違いによる影響を調べるための手順を示したフローチャート。
【図5】空気量と起泡剤添加量との相対関係を調べたものであり、(a)は配合表、(b)はその結果を示したグラフ。
【図6】空気量と比重との関係を示したグラフ。
【特許請求の範囲】
【請求項1】
水、細骨材及び水硬性材料を混練して水硬性混練物を作製するとともに、水及び無機系増粘材を混練して増粘材スラリーを作製し、しかる後、前記水硬性混練物及び前記増粘材スラリーを混合して可塑性グラウト材を製造する方法において、
前記増粘材スラリーを作製する際、所定の起泡剤を前記水に添加して攪拌混合し、次いで、該攪拌混合によって生成された起泡剤添加溶液に前記無機系増粘材を添加して攪拌混合することで前記増粘材スラリーを作製することを特徴とする可塑性グラウト材の製造方法。
【請求項2】
前記可塑性グラウト材に導入すべき所要の空気量を定め、次いで、該空気量を、予め作成された空気量―起泡剤添加量相関曲線に適用することによって、前記起泡剤の添加量を定める請求項1記載の可塑性グラウト材の製造方法。
【請求項3】
前記無機系増粘材をベントナイトとする請求項1又は請求項2記載の可塑性グラウト材の製造方法。
【請求項1】
水、細骨材及び水硬性材料を混練して水硬性混練物を作製するとともに、水及び無機系増粘材を混練して増粘材スラリーを作製し、しかる後、前記水硬性混練物及び前記増粘材スラリーを混合して可塑性グラウト材を製造する方法において、
前記増粘材スラリーを作製する際、所定の起泡剤を前記水に添加して攪拌混合し、次いで、該攪拌混合によって生成された起泡剤添加溶液に前記無機系増粘材を添加して攪拌混合することで前記増粘材スラリーを作製することを特徴とする可塑性グラウト材の製造方法。
【請求項2】
前記可塑性グラウト材に導入すべき所要の空気量を定め、次いで、該空気量を、予め作成された空気量―起泡剤添加量相関曲線に適用することによって、前記起泡剤の添加量を定める請求項1記載の可塑性グラウト材の製造方法。
【請求項3】
前記無機系増粘材をベントナイトとする請求項1又は請求項2記載の可塑性グラウト材の製造方法。
【図1】

【図2】
【図3】

【図4】

【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−983(P2009−983A)
【公開日】平成21年1月8日(2009.1.8)
【国際特許分類】
【出願番号】特願2007−166776(P2007−166776)
【出願日】平成19年6月25日(2007.6.25)
【出願人】(000000549)株式会社大林組 (1,758)
【Fターム(参考)】
【公開日】平成21年1月8日(2009.1.8)
【国際特許分類】
【出願日】平成19年6月25日(2007.6.25)
【出願人】(000000549)株式会社大林組 (1,758)
【Fターム(参考)】
[ Back to top ]