
可変ケース深さの粉末金属歯車及びその製造方法
本発明は、複数の歯及び複数の歯に鍛造された可変ケース深さ分布を備える歯車、及び、その製造方法を提供する。複数の歯の各々は、第一表面部及び歯元を有している。可変ケース深さ分布は、複数の歯の各々に形成されており、第一表面部上に大きな耐磨耗性及び歯元内に大きな耐衝撃性を示す。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鍛造粉末金属部に関し、一層好適には、可変ケース深さの粉末金属部に関し、及び、その製造方法を含む。
【背景技術】
【0002】
部品製造での費用、時間又は工程を低減する製造プロセスに対する要望は継続している。しばしば、顧客の要求は、第一の結果として、製造プロセスの向上に関する利点として、生産物の開発及び改良で優れた寸法、機械的及び/又は性能特性を持たせることである。例えば、典型的なディファレンシャルサイドギヤは、寸法精度、高剪断強度及び耐圧痕が要求される溝付領域、寸法精度、表面仕上げ及びケース適合性が要求されるハブ及びスラスト面、及び、寸法精度、表面仕上げ及び最適化形状が要求される歯車形状、等の性能要求の幾つか又は全てが要求されている。歯及び芯強度は、耐衝撃性、耐摩耗性、耐損傷性及び異なる表面及び芯の冶金技術を必要とする。異なる適合しない製造プロセス(例えば、鋳造、鋼鍛造又は粉末金属鍛造)は、有利又は不利としても、同一部分に対し異なる性能要求を得る。
【0003】
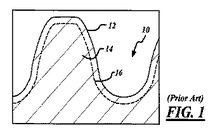
図1にはこれらの性能要求に適合する歯車10を示している。歯車10は、粉末金属14を鍛造し、ほぼ一定の有効ケース深さ16を得るために歯車をケース浸炭させている。図1は、歯車の各歯12の一定有効ケース深さ16を部分断面で示している。特定硬度の十分に密な部分、ケース深さ及び炭素勾配のほぼ一定の浸炭を得る制御の変数は一般的には知られている。しかし、ほぼ一定のケース深さは、強化した歯の磨耗及び疲労強度等の所望の機械的性質を必ずしも達成しない。時間、プロセス又は経費で製造プロセスが妥協されないで、性能要求の一層制御されたバランスを、最終生産物で実施するのが有利である。
【0004】
"sint-carb"として今日知られているプロセスでの粉末金属部の性能要求を改良する製造プロセスが、"Method of Making Powdered Metal Parts"の名称で米国発明3,992,763に開示されている。プロセスは、鍛造前に、焼結中又は焼結後による浸炭で最終鍛造生産物の重要な壁部でのケース深さを強化し、ケース硬度を得る次の熱処理プロセスの必要性を除去している。米国特許4,002,471(名称:Method of Making a Through-Hardened Scale-Free Forged Powdered Metal Article Without Heat Treatment After Forging)は、機械加工、表面処理又は焼入れ後の熱処理を必要とせず、高Rc硬度の鍛造粉末鉄基金属製品の製造方法を開示している。
【0005】
しかし、上記特許は、最終鍛造生産物に可変ケース深さを与えて性能特性を高める処理を教示又は示唆していない。例えば、性能特性は、歯車の歯側面上での改良された耐荷重、一方で、歯元上に耐衝撃性及び耐曲げ疲労を与える。
【発明の概要】
【発明が解決しようとする課題】
【0006】
従って、歯側面の表面部に改良された歯の耐摩耗性及び耐荷重、及び、歯元内に改良された耐衝撃性及び曲げ疲労を示す可変ケース深さの粉末金属歯車に対する要望がある。同様に、可変ケース深さの粉末金属歯車の製造方法に対する要望もある。
【課題を解決するための手段】
【0007】
上記記載に従って、複数の歯及びそれらの歯に鍛造された可変ケース深さ分布を備えた歯車及び鍛造粉末金属歯車の製造方法を開示している。複数の歯の各々は、第一表面部及び歯元を備えている。可変ケース深さ分布は、複数の歯の各々に形成され、可変ケース深さ分布は、歯の第一表面部上に改良された耐磨耗性又は耐荷重、そして、歯元内又は芯内に改良された耐衝撃性及び曲げ疲労を示す。本発明の一層完全な理解には、添付する図面及び下記に記載する特徴を参照して頂きたい。
【図面の簡単な説明】
【0008】
【図1】ケース浸炭歯車の部分断面図を示す。
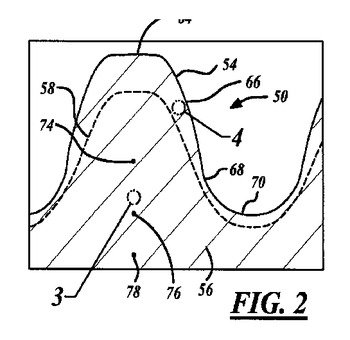
【図2】本発明の実施形態による可変ケース深さ分布を有する第一ディファレンシャルサイドギヤの部分断面図を示す。
【図3】図2に示す本発明の歯車での有効ケース深さ下の微細構造を示す。
【図4】図2に示す本発明の歯車での有効ケース深さ内の微細構造を示す。
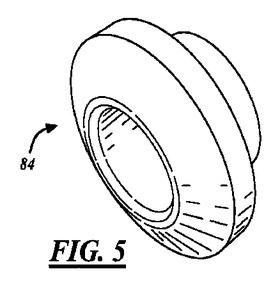
【図5】鍛造後の生産物を得るための焼結後の予備成形物の等尺図を示す。
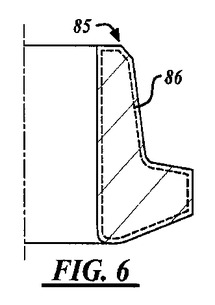
【図6】浸炭処理後の図5の予備成形物の部分断面図を示す。
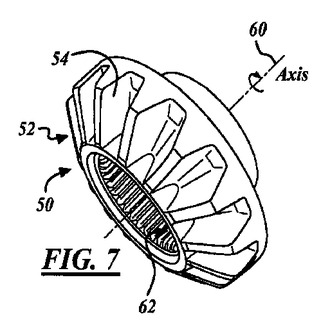
【図7】本発明の実施形態による図6の予備成形物から作製した図2の第一ディファレンシャルサイドギヤの等尺図を示す。
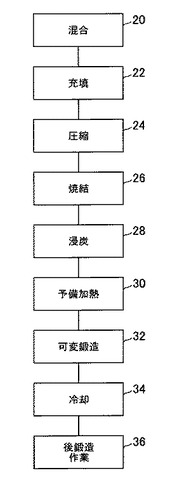
【図8】可変ケース深さの粉末金属歯車を得る本発明の処理の実施形態の模式図を示す。
【発明を実施するための形態】
【0009】
全ての図において、同等部分には同参照符号を使用している。従って、種々の図に同時参照ができるが、場合により、異なる図面で同等部分に異なる番号を使用している場合もある。
【0010】
図2は、本発明の実施形態による可変ケース深さ分布58を具有する第一ディファレンシャルサイドギヤ50の部分断面図を示す。図7は、本発明の実施形態による図6の予備成形物85から作製された図2の第一ディファレンシャルサイドギヤ50の等尺図を示す。
【0011】
第一ディファレンシャルサイドギヤ50は、複数の歯52及び可変ケース深さ分布58を備えている。複数の歯52の各々は、第一表面部54、及び、歯の芯又は歯元56を備えている。第一ディファレンシャルサイドギヤ50は、回転軸60を備え、歯52は、回転軸に対し傾斜して放射状に延在している。第一ディファレンシャルサイドギヤ50は、回転軸60の軸方向に揃った軸方向に細い溝を持つ内部分62を更に備えている。
【0012】
可変ケース深さ分布58は、複数の歯52に形成されている。可変ケース深さ分布58は、第一表面部54上に優れた歯の耐磨耗性、及び、歯元56内に大きな耐衝撃性を有する歯車をもたらす。可変ケース深さ分布58は、歯車の鍛造前の炭素拡散と続く鍛造で得られる有効ケース深さ分布を代表する。鍛造処理で実質的に得られる可変ケース深さ分布58を下記に記載する。
【0013】
ディファレンシャルサイドギヤ50に関する処理を記載しているが、可変ケース深さ分布58は、他の部品又は歯車(傘歯車、ディファレンシャルギヤ又はピニオン歯車等)に実行でき、限定するものではない。
【0014】
ディファレンシャルサイドギヤ50は、低合金で完全圧縮した鉄の粉末金属材料から作製される。言うまでもなく、歯車を種々の他の鍛造した粉末金属鋼から作製しても良い。
【0015】
図2に戻るが、ディファレンシャルサイドギヤ50の各歯の第一表面部54は、先端表面部64、ピッチ線表面部66、歯面表面部68、及び、歯元直径又はランド表面部70を備えている。可変ケース深さ分布58は、実質的には、先端表面部64で2.4mm、ピッチ線表面部66で1.9mm、歯面表面部68で0.4mm、及び歯元ランド表面部70で0.8mmの有効ケース深さで表わされる。これは予備成形物の炭素拡散及び後に続く鍛造から起因する。実施形態では特定の数字を表示しているが、可変ケース深さは、何れの一定の有効深さ分布でもなく、表示している特定の分布に限定するものでないのは明白である。
【0016】
可変ケース深さ分布58は、ケース深さ比でも表示される。有効ケース深さ比は。下記表面部で測定される深さ比で与えられる。先端表面部64/歯面表面部68、ピッチ線表面部66/歯面表面部68、又は、歯元ランド表面部70/歯面表面部68の深さ比である。例えば、可変ケース深さ比は、先端表面部64/歯面表面部68が6/1、ピッチ線表面部66/歯面表面部68が19/4、及び、根のランド表面部70/歯面表面部68が2/1である。略1/1のケース深さ比は、図1に示す歯車10の一定ケース深さ16の有効範囲内と考えられる。
【0017】
可変ケース深さ分布58で、ケース深さ比は、有効なケース硬さで、最大の深さ/より浅い深=6/1が好ましい。この比が、歯の摩耗性及び耐衝撃性などの機械的性質を向上させる。
【0018】
歯車50の歯元56は、中間歯部74(硬度、約43HRC)、 歯元部76(硬度、約31HRC)、及び、芯部78(硬度、約32HRC)を備えている。これらの硬度数は、改良された機械的性質を有する歯車の代表的なもので、芯の硬度比は、中間歯部74から歯元部又は芯部76、78で約4から3となる。高い芯の硬度比は、高い耐衝撃性(例、靭性)を有する歯車の代表となる。一方、図1に示す歯車は、1対1の芯硬度比を備え、靭性に劣る。
【0019】
図3は、図2に示す本発明での歯車の有効ケース深さ下の微細構造を示す。図4は、図2に示す本発明での歯車の有効ケース深さ内の微細構造を示す。深さの境界は、材料の有効炭素量がほぼ一定となり、実質的な可変ケース深さ分布58を表示している。
【0020】
可変ケース深さの粉末金属歯車の製造方法に関しては、図8に処理を示している。処理は、混合20の工程で始まり、続いて下記の幾つかの工程から成る。充填22、圧縮24、焼結26、浸炭28、予備加熱30、可変鍛造32、及び、冷却34工程から成る。後鍛造作業36は、更なる歯車の強化に使用しても良い。簡潔のため及び粉末金属の鍛造技術の周知技術から、発明の工程では特定の状況のみを以下に記載する。この観点から、材料選択、温度処理、及び、圧縮圧力も簡潔に記載している。
【0021】
混合工程20は、必要とする結合剤又は潤滑剤を含む金属粉末を準備し、充填工程22で圧縮成形に充填できる略均一な混合物が得られるまで混合する。圧縮工程24は、金属粉末を略均一の初期炭素量を全体に有する予備成形物に圧縮することから成る。金属粉末を必要な結合剤又は潤滑剤と共に構成量の黒鉛と混合し、予備成形物の初期炭素量にする。予備成形物は、記載したように、最終鍛造部が結果的に可変ケース深さ分布58を有する少なくとも一つの断面表面部を備えている。
【0022】
焼結及び浸炭工程26、28を同時に実施しても良いが、浸炭工程を予備成形物の焼結後に完了しても良い。予備成形物の焼結は、金属粉末を結合する。予備成形物の浸炭は、初期炭素量を増加させ、予備成形物の表面から芯に向けて炭素勾配を展開する。炭素勾配は、予備成形物に制御した炭素雰囲気を与え、その雰囲気に所定時間維持することで形成される。後鍛造部内に所望の可変ケース深さ分布を得るために、鍛造中の金属の重要な流動を高めるために、予備成形物に略一定のケース深さを得ることが必要である。勿論、密度勾配、部品形状、及び、浸炭条件は、浸炭処理の均一性を支配する。予備成形物に要する炭素のケース深さは、予備成形物の形状及び所望領域での鍛造中の重要な金属の流動で決定される。示した比で測定される上記記載の歯車50での可変ケース深さ分布を得るには、予備成形物を歯高の1/4のケース深さに浸炭、しかし1/20又は7/8の比での浸炭でも十分である。予備成形物の過小なケース深さは、無浸炭領域に至るのは明白で、過剰なケース深さは、略一定のケース深さ分布になるのも明白である。図6は、図5の代表的な予備成形物84を浸炭処理した予備成形物85の部分断面を示す。予備成形物85は、焼結及び浸炭後の成形物で、略一定の炭素ケース深さを備えている。
【0023】
可変鍛造工程32は、浸炭した予備成形物を、鍛造温度及び鍛造圧力で鍛造し、十分な密度の純正形状の部分を得る。歯車の可変ケース深さ分布は、鍛造金型及び浸炭予備成形物の対称的な性質から、各歯に略対称的分布をもたらす。しかし、異なる浸炭構成及び鍛造工程で、複数の可変ケース深さ分布が得られることも認識すべきである。
【0024】
可変ケース深さ分布は、一式の鍛造金型を使用し、鍛造処理中に浸炭処理した金属部分の重要な流動を可変に高めて実現される。必然的に、浸炭粉末金属予備成形物の一定ケース深さは、十分に配慮して金型部分に押し込まれる。予備成形物の一部分は、鍛造中に引き伸ばされて薄くなり、予備成形物の他の部分は、浸炭粉末金属で厚くなり深くなる。反復するが、鍛造前の浸炭粉末金属の予備成形物での浅すぎる又は深すぎるケース深さは、最終生産物に可変ケース深さ分布を形成しない。
【0025】
冷却工程34は、所望の可変ケース深さ分布を有する歯車となる特有の冶金を得る鍛造部を与える。鍛造部の冷却は、粉末金属鍛造処理に適切な油、水、空気での焼入れ又は他の方法で良い。
【0026】
冷却前に、鍛造部に保圧期間中の保圧工程を含み、鍛造部材の温度の安定化を与え、強化した性質を得ることも可能である。
【0027】
鍛造前に予備成形物を予備鍛造温度に予備加熱する随意の工程は、鍛造処理中に、所望の金属流動を高める。
【0028】
随意の後鍛造作業工程36は、最終仕様条件に依存する生産物の旋削、面削り、表面研磨、溝切り、及び、ブローチ削りを含み、洗浄、梱包又は出荷状態にする。
【0029】
粉末金属、圧縮金型、処理時間、処理温度、処理圧力、鍛造金型、及び、冷却方法の適切な選択と組合せで、略純正の十分に密な生産物が、可変ケース深さ分布を備え、経費節約及び性能改良を促す機械作業を最小限にする。
【0030】
種々の処理工程を提示したが、発明の請求項に示される範囲又は順序に限定されるものではない。幾つかの実施形態を記載したが、発明はこれらの実施形態に限定されるものではない。従って、本発明の変更、改良及び等価物は、本発明の精神及び範囲内に含まれる。
【符号の説明】
【0031】
10 歯車
12 歯
14 粉末金属
16 一定有効ケース深さ
50 第一ディファレンシャルサイドギヤ
52 歯
54 第一表面部
56 歯元
58 可変ケース深さ分布
64 先端表面部
66 ピッチ線表面部
68 歯面表面部
70 ランド表面部
84 予備成形物
85 浸炭予備成形物
86 一定炭素ケース深さ
【技術分野】
【0001】
本発明は、鍛造粉末金属部に関し、一層好適には、可変ケース深さの粉末金属部に関し、及び、その製造方法を含む。
【背景技術】
【0002】
部品製造での費用、時間又は工程を低減する製造プロセスに対する要望は継続している。しばしば、顧客の要求は、第一の結果として、製造プロセスの向上に関する利点として、生産物の開発及び改良で優れた寸法、機械的及び/又は性能特性を持たせることである。例えば、典型的なディファレンシャルサイドギヤは、寸法精度、高剪断強度及び耐圧痕が要求される溝付領域、寸法精度、表面仕上げ及びケース適合性が要求されるハブ及びスラスト面、及び、寸法精度、表面仕上げ及び最適化形状が要求される歯車形状、等の性能要求の幾つか又は全てが要求されている。歯及び芯強度は、耐衝撃性、耐摩耗性、耐損傷性及び異なる表面及び芯の冶金技術を必要とする。異なる適合しない製造プロセス(例えば、鋳造、鋼鍛造又は粉末金属鍛造)は、有利又は不利としても、同一部分に対し異なる性能要求を得る。
【0003】
図1にはこれらの性能要求に適合する歯車10を示している。歯車10は、粉末金属14を鍛造し、ほぼ一定の有効ケース深さ16を得るために歯車をケース浸炭させている。図1は、歯車の各歯12の一定有効ケース深さ16を部分断面で示している。特定硬度の十分に密な部分、ケース深さ及び炭素勾配のほぼ一定の浸炭を得る制御の変数は一般的には知られている。しかし、ほぼ一定のケース深さは、強化した歯の磨耗及び疲労強度等の所望の機械的性質を必ずしも達成しない。時間、プロセス又は経費で製造プロセスが妥協されないで、性能要求の一層制御されたバランスを、最終生産物で実施するのが有利である。
【0004】
"sint-carb"として今日知られているプロセスでの粉末金属部の性能要求を改良する製造プロセスが、"Method of Making Powdered Metal Parts"の名称で米国発明3,992,763に開示されている。プロセスは、鍛造前に、焼結中又は焼結後による浸炭で最終鍛造生産物の重要な壁部でのケース深さを強化し、ケース硬度を得る次の熱処理プロセスの必要性を除去している。米国特許4,002,471(名称:Method of Making a Through-Hardened Scale-Free Forged Powdered Metal Article Without Heat Treatment After Forging)は、機械加工、表面処理又は焼入れ後の熱処理を必要とせず、高Rc硬度の鍛造粉末鉄基金属製品の製造方法を開示している。
【0005】
しかし、上記特許は、最終鍛造生産物に可変ケース深さを与えて性能特性を高める処理を教示又は示唆していない。例えば、性能特性は、歯車の歯側面上での改良された耐荷重、一方で、歯元上に耐衝撃性及び耐曲げ疲労を与える。
【発明の概要】
【発明が解決しようとする課題】
【0006】
従って、歯側面の表面部に改良された歯の耐摩耗性及び耐荷重、及び、歯元内に改良された耐衝撃性及び曲げ疲労を示す可変ケース深さの粉末金属歯車に対する要望がある。同様に、可変ケース深さの粉末金属歯車の製造方法に対する要望もある。
【課題を解決するための手段】
【0007】
上記記載に従って、複数の歯及びそれらの歯に鍛造された可変ケース深さ分布を備えた歯車及び鍛造粉末金属歯車の製造方法を開示している。複数の歯の各々は、第一表面部及び歯元を備えている。可変ケース深さ分布は、複数の歯の各々に形成され、可変ケース深さ分布は、歯の第一表面部上に改良された耐磨耗性又は耐荷重、そして、歯元内又は芯内に改良された耐衝撃性及び曲げ疲労を示す。本発明の一層完全な理解には、添付する図面及び下記に記載する特徴を参照して頂きたい。
【図面の簡単な説明】
【0008】
【図1】ケース浸炭歯車の部分断面図を示す。
【図2】本発明の実施形態による可変ケース深さ分布を有する第一ディファレンシャルサイドギヤの部分断面図を示す。
【図3】図2に示す本発明の歯車での有効ケース深さ下の微細構造を示す。
【図4】図2に示す本発明の歯車での有効ケース深さ内の微細構造を示す。
【図5】鍛造後の生産物を得るための焼結後の予備成形物の等尺図を示す。
【図6】浸炭処理後の図5の予備成形物の部分断面図を示す。
【図7】本発明の実施形態による図6の予備成形物から作製した図2の第一ディファレンシャルサイドギヤの等尺図を示す。
【図8】可変ケース深さの粉末金属歯車を得る本発明の処理の実施形態の模式図を示す。
【発明を実施するための形態】
【0009】
全ての図において、同等部分には同参照符号を使用している。従って、種々の図に同時参照ができるが、場合により、異なる図面で同等部分に異なる番号を使用している場合もある。
【0010】
図2は、本発明の実施形態による可変ケース深さ分布58を具有する第一ディファレンシャルサイドギヤ50の部分断面図を示す。図7は、本発明の実施形態による図6の予備成形物85から作製された図2の第一ディファレンシャルサイドギヤ50の等尺図を示す。
【0011】
第一ディファレンシャルサイドギヤ50は、複数の歯52及び可変ケース深さ分布58を備えている。複数の歯52の各々は、第一表面部54、及び、歯の芯又は歯元56を備えている。第一ディファレンシャルサイドギヤ50は、回転軸60を備え、歯52は、回転軸に対し傾斜して放射状に延在している。第一ディファレンシャルサイドギヤ50は、回転軸60の軸方向に揃った軸方向に細い溝を持つ内部分62を更に備えている。
【0012】
可変ケース深さ分布58は、複数の歯52に形成されている。可変ケース深さ分布58は、第一表面部54上に優れた歯の耐磨耗性、及び、歯元56内に大きな耐衝撃性を有する歯車をもたらす。可変ケース深さ分布58は、歯車の鍛造前の炭素拡散と続く鍛造で得られる有効ケース深さ分布を代表する。鍛造処理で実質的に得られる可変ケース深さ分布58を下記に記載する。
【0013】
ディファレンシャルサイドギヤ50に関する処理を記載しているが、可変ケース深さ分布58は、他の部品又は歯車(傘歯車、ディファレンシャルギヤ又はピニオン歯車等)に実行でき、限定するものではない。
【0014】
ディファレンシャルサイドギヤ50は、低合金で完全圧縮した鉄の粉末金属材料から作製される。言うまでもなく、歯車を種々の他の鍛造した粉末金属鋼から作製しても良い。
【0015】
図2に戻るが、ディファレンシャルサイドギヤ50の各歯の第一表面部54は、先端表面部64、ピッチ線表面部66、歯面表面部68、及び、歯元直径又はランド表面部70を備えている。可変ケース深さ分布58は、実質的には、先端表面部64で2.4mm、ピッチ線表面部66で1.9mm、歯面表面部68で0.4mm、及び歯元ランド表面部70で0.8mmの有効ケース深さで表わされる。これは予備成形物の炭素拡散及び後に続く鍛造から起因する。実施形態では特定の数字を表示しているが、可変ケース深さは、何れの一定の有効深さ分布でもなく、表示している特定の分布に限定するものでないのは明白である。
【0016】
可変ケース深さ分布58は、ケース深さ比でも表示される。有効ケース深さ比は。下記表面部で測定される深さ比で与えられる。先端表面部64/歯面表面部68、ピッチ線表面部66/歯面表面部68、又は、歯元ランド表面部70/歯面表面部68の深さ比である。例えば、可変ケース深さ比は、先端表面部64/歯面表面部68が6/1、ピッチ線表面部66/歯面表面部68が19/4、及び、根のランド表面部70/歯面表面部68が2/1である。略1/1のケース深さ比は、図1に示す歯車10の一定ケース深さ16の有効範囲内と考えられる。
【0017】
可変ケース深さ分布58で、ケース深さ比は、有効なケース硬さで、最大の深さ/より浅い深=6/1が好ましい。この比が、歯の摩耗性及び耐衝撃性などの機械的性質を向上させる。
【0018】
歯車50の歯元56は、中間歯部74(硬度、約43HRC)、 歯元部76(硬度、約31HRC)、及び、芯部78(硬度、約32HRC)を備えている。これらの硬度数は、改良された機械的性質を有する歯車の代表的なもので、芯の硬度比は、中間歯部74から歯元部又は芯部76、78で約4から3となる。高い芯の硬度比は、高い耐衝撃性(例、靭性)を有する歯車の代表となる。一方、図1に示す歯車は、1対1の芯硬度比を備え、靭性に劣る。
【0019】
図3は、図2に示す本発明での歯車の有効ケース深さ下の微細構造を示す。図4は、図2に示す本発明での歯車の有効ケース深さ内の微細構造を示す。深さの境界は、材料の有効炭素量がほぼ一定となり、実質的な可変ケース深さ分布58を表示している。
【0020】
可変ケース深さの粉末金属歯車の製造方法に関しては、図8に処理を示している。処理は、混合20の工程で始まり、続いて下記の幾つかの工程から成る。充填22、圧縮24、焼結26、浸炭28、予備加熱30、可変鍛造32、及び、冷却34工程から成る。後鍛造作業36は、更なる歯車の強化に使用しても良い。簡潔のため及び粉末金属の鍛造技術の周知技術から、発明の工程では特定の状況のみを以下に記載する。この観点から、材料選択、温度処理、及び、圧縮圧力も簡潔に記載している。
【0021】
混合工程20は、必要とする結合剤又は潤滑剤を含む金属粉末を準備し、充填工程22で圧縮成形に充填できる略均一な混合物が得られるまで混合する。圧縮工程24は、金属粉末を略均一の初期炭素量を全体に有する予備成形物に圧縮することから成る。金属粉末を必要な結合剤又は潤滑剤と共に構成量の黒鉛と混合し、予備成形物の初期炭素量にする。予備成形物は、記載したように、最終鍛造部が結果的に可変ケース深さ分布58を有する少なくとも一つの断面表面部を備えている。
【0022】
焼結及び浸炭工程26、28を同時に実施しても良いが、浸炭工程を予備成形物の焼結後に完了しても良い。予備成形物の焼結は、金属粉末を結合する。予備成形物の浸炭は、初期炭素量を増加させ、予備成形物の表面から芯に向けて炭素勾配を展開する。炭素勾配は、予備成形物に制御した炭素雰囲気を与え、その雰囲気に所定時間維持することで形成される。後鍛造部内に所望の可変ケース深さ分布を得るために、鍛造中の金属の重要な流動を高めるために、予備成形物に略一定のケース深さを得ることが必要である。勿論、密度勾配、部品形状、及び、浸炭条件は、浸炭処理の均一性を支配する。予備成形物に要する炭素のケース深さは、予備成形物の形状及び所望領域での鍛造中の重要な金属の流動で決定される。示した比で測定される上記記載の歯車50での可変ケース深さ分布を得るには、予備成形物を歯高の1/4のケース深さに浸炭、しかし1/20又は7/8の比での浸炭でも十分である。予備成形物の過小なケース深さは、無浸炭領域に至るのは明白で、過剰なケース深さは、略一定のケース深さ分布になるのも明白である。図6は、図5の代表的な予備成形物84を浸炭処理した予備成形物85の部分断面を示す。予備成形物85は、焼結及び浸炭後の成形物で、略一定の炭素ケース深さを備えている。
【0023】
可変鍛造工程32は、浸炭した予備成形物を、鍛造温度及び鍛造圧力で鍛造し、十分な密度の純正形状の部分を得る。歯車の可変ケース深さ分布は、鍛造金型及び浸炭予備成形物の対称的な性質から、各歯に略対称的分布をもたらす。しかし、異なる浸炭構成及び鍛造工程で、複数の可変ケース深さ分布が得られることも認識すべきである。
【0024】
可変ケース深さ分布は、一式の鍛造金型を使用し、鍛造処理中に浸炭処理した金属部分の重要な流動を可変に高めて実現される。必然的に、浸炭粉末金属予備成形物の一定ケース深さは、十分に配慮して金型部分に押し込まれる。予備成形物の一部分は、鍛造中に引き伸ばされて薄くなり、予備成形物の他の部分は、浸炭粉末金属で厚くなり深くなる。反復するが、鍛造前の浸炭粉末金属の予備成形物での浅すぎる又は深すぎるケース深さは、最終生産物に可変ケース深さ分布を形成しない。
【0025】
冷却工程34は、所望の可変ケース深さ分布を有する歯車となる特有の冶金を得る鍛造部を与える。鍛造部の冷却は、粉末金属鍛造処理に適切な油、水、空気での焼入れ又は他の方法で良い。
【0026】
冷却前に、鍛造部に保圧期間中の保圧工程を含み、鍛造部材の温度の安定化を与え、強化した性質を得ることも可能である。
【0027】
鍛造前に予備成形物を予備鍛造温度に予備加熱する随意の工程は、鍛造処理中に、所望の金属流動を高める。
【0028】
随意の後鍛造作業工程36は、最終仕様条件に依存する生産物の旋削、面削り、表面研磨、溝切り、及び、ブローチ削りを含み、洗浄、梱包又は出荷状態にする。
【0029】
粉末金属、圧縮金型、処理時間、処理温度、処理圧力、鍛造金型、及び、冷却方法の適切な選択と組合せで、略純正の十分に密な生産物が、可変ケース深さ分布を備え、経費節約及び性能改良を促す機械作業を最小限にする。
【0030】
種々の処理工程を提示したが、発明の請求項に示される範囲又は順序に限定されるものではない。幾つかの実施形態を記載したが、発明はこれらの実施形態に限定されるものではない。従って、本発明の変更、改良及び等価物は、本発明の精神及び範囲内に含まれる。
【符号の説明】
【0031】
10 歯車
12 歯
14 粉末金属
16 一定有効ケース深さ
50 第一ディファレンシャルサイドギヤ
52 歯
54 第一表面部
56 歯元
58 可変ケース深さ分布
64 先端表面部
66 ピッチ線表面部
68 歯面表面部
70 ランド表面部
84 予備成形物
85 浸炭予備成形物
86 一定炭素ケース深さ
【特許請求の範囲】
【請求項1】
第一表面部及び歯元を各々が備える複数の歯と、前記複数の歯に形成されている可変ケース深さ分布とを備えている歯車であって、前記可変ケース深さ分布が、前記第一表面部上に改良された歯の荷重及び前記歯元内に改良された曲げ疲労を有していることを特徴とする歯車。
【請求項2】
前記歯車が、回転軸を備えている傘歯車で、該傘歯車の歯が、前記回転軸に対し傾斜して放射状に延在していることを特徴とする請求項1記載の歯車。
【請求項3】
前記傘歯車が、軸方向に溝の付いた内部分を有しているディファレンシャルサイドギヤであることを特徴とする請求項2記載の歯車。
【請求項4】
前記歯車が、低合金の鉄金属歯車であることを特徴とする請求項1記載の歯車。
【請求項5】
前記各々の歯の第一表面部が、先端表面部、ピッチ線表面部、歯面表面部、及び、歯元ランド表面部で構成されていることを特徴とする請求項1記載の歯車。
【請求項6】
前記可変ケース深さ分布が、前記先端表面部で約2.4mm、前記ピッチ線表面部で約1.9mm、前記歯面表面部で約0.4mm、及び、前記歯元ランド表面部で約0.8mmの有効ケース深さで表されることを特徴とする請求項5記載の歯車。
【請求項7】
前記可変ケース深さ分布が、(前記歯元ランド表面部)/(前記歯面表面部)= 約2/1のケース深さ比で表されることを特徴とする請求項5記載の歯車。
【請求項8】
前記可変ケース深さ分布が、(前記先端表面部)/(前記歯面表面部)= 約6/1の有効ケース深さ比で表されることを特徴とする請求項5記載の歯車。
【請求項9】
前記歯元が、約43HRCの硬度を有する中間歯部、約31HRCの硬度を有する歯元部、及び、約32HRCの硬度を有する芯部から構成されていることを特徴とする請求項1記載の歯車。
【請求項10】
前記歯元が、中間歯部、歯元部及び芯部とを備え、(前記中間歯部の硬度)/(前記歯元部又は芯部の硬度)= 約4/3であることを特徴とする請求項1記載の歯車。
【請求項11】
複数の歯に形成されている可変ケース深さ分布を備える粉末金属製歯車を得る方法が、
金属粉末を、ほぼ均一な初期炭素量を有し、少なくとも一つの断面表面部に所望の可変ケース深さ分布を与える予備成形物に圧縮する工程と、
所望温度で順次又は同時に、焼結と、制御された炭素雰囲気を与えて初期炭素量を増加させ、かつ、ほぼ一定の炭素ケース深さを得るべく前記制御された雰囲気に所定時間維持して予備成形物を浸炭する工程と、
前記可変ケース深さ分布が前記複数の歯に対し対称的で、略密で純正形状の鍛造部を得るべく前記予備成形物を鍛造温度及び鍛造圧力で鍛造する工程と、
前記鍛造部を冷却する工程とを備えている歯車の製造方法であって、
金属の重要な流動を可変に高める一式の鍛造金型を用いて前記可変ケース深さ分布を得て、鍛造中に前記複数の鍛造部の歯を形成することを特徴とする歯車の製造方法。
【請求項12】
鍛造前に前記予備成形物を予備鍛造温度に予備加熱し、焼入れで前記鍛造部を冷却する工程を更に備えていることを特徴とする請求項11記載の歯車の製造方法。
【請求項13】
鍛造後及び焼入れ前に温度を安定化させるべく前記鍛造部を保圧期間保圧する工程を更に備えていることを特徴とする請求項11記載の歯車の製造方法。
【請求項14】
冷却後、前記歯車に細い溝を形成する工程を更に備えていることを特徴とする請求項11記載の歯車の製造方法。
【請求項15】
冷却後、表面削り、表面仕上げ、旋削、又は、ショットピーニングの工程を備えていることを特徴とする請求項11記載の歯車の製造方法。
【請求項16】
前記金属粉末が、低合金鉄金属粉末であることを特徴とする請求項11記載の歯車の製造方法。
【請求項17】
請求項11記載の製造方法で製造される傘歯車において、該傘歯車が回転軸を備え、前記傘歯車の複数の歯が、前記回転軸に対し傾斜して放射状に延在していることを特徴とする傘歯車。
【請求項18】
前記傘歯車が、溝付きディファレンシャルサイドギヤであることを特徴とする請求項17記載の傘歯車。
【請求項19】
前記歯車が、鍛造及び冷却後で純正形状に近いものであることを特徴とする請求項11記載の歯車の製造方法。
【請求項20】
複数の歯で略対称的な可変ケース深さ分布を備える粉末金属部を得る処理で形成される歯車が、
金属粉末を、ほぼ均一な初期炭素量を有し、少なくとも一つの断面表面部に所望の前記可変ケース深さ分布を与える予備成形物に圧縮する工程と、
所望温度で順次又は同時に、焼結と、制御された炭素雰囲気を与えて初期炭素量を増加させ、かつ、ほぼ一定の炭素ケース深さを得るべく前記制御された雰囲気に所定時間維持して予備成形物を浸炭する工程と、
前記可変ケース深さ分布が複数の歯に対し対称的な鍛造部を得るべく前記予備成形物を所望の鍛造温度で所望密度に鍛造する工程と、
前記鍛造部を冷却する工程とから成る製造工程を備え、
金属の重要な流動を可変に高めるように設計した一式の鍛造金型を用いて前記可変ケース深さ分布を得て、鍛造中に前記複数の鍛造部の歯を形成していることを特徴とする歯車。
【請求項21】
前記可変ケース深さ分布が、少なくとも一つの歯元ランド表面部/歯面表面部=約2/1、先端表面部/前記歯面表面部=約6/1、又は、ピッチ線表面部/前記歯面表面部=約19/4で満たされるケース深さ比で表されることを特徴とする請求項20記載の歯車。
【請求項22】
各々が歯の先端表面部及び歯元表面部とを有する第一表面部を備えている複数の歯と、前記複数の歯の前記第一表面部に形成されている可変ケース深さ分布とを備えている粉末鍛造歯車において、
前記各第一表面部の前記可変ケース深さ分布において、前記歯の先端表面部が、前記歯元表面部よりも深いケース深さを有し、鍛造前に、鍛造で前記歯車の前記第一表面部となる前記歯車粉末金属予備成形物の表面部の浸炭で前記可変ケース深さ分布を略一定深さに形成し、前記歯の先端表面部と前記歯元表面部との間の前記浸炭表面部の前記ケース深さを減少させるように前記浸炭予備成形物を鍛造して、前記歯の先端表面部と前記歯元表面部との間に異なる摩耗、疲労強度、及び、耐衝撃特性を与えるようにしていることを特徴とする粉末鍛造歯車。
【請求項1】
第一表面部及び歯元を各々が備える複数の歯と、前記複数の歯に形成されている可変ケース深さ分布とを備えている歯車であって、前記可変ケース深さ分布が、前記第一表面部上に改良された歯の荷重及び前記歯元内に改良された曲げ疲労を有していることを特徴とする歯車。
【請求項2】
前記歯車が、回転軸を備えている傘歯車で、該傘歯車の歯が、前記回転軸に対し傾斜して放射状に延在していることを特徴とする請求項1記載の歯車。
【請求項3】
前記傘歯車が、軸方向に溝の付いた内部分を有しているディファレンシャルサイドギヤであることを特徴とする請求項2記載の歯車。
【請求項4】
前記歯車が、低合金の鉄金属歯車であることを特徴とする請求項1記載の歯車。
【請求項5】
前記各々の歯の第一表面部が、先端表面部、ピッチ線表面部、歯面表面部、及び、歯元ランド表面部で構成されていることを特徴とする請求項1記載の歯車。
【請求項6】
前記可変ケース深さ分布が、前記先端表面部で約2.4mm、前記ピッチ線表面部で約1.9mm、前記歯面表面部で約0.4mm、及び、前記歯元ランド表面部で約0.8mmの有効ケース深さで表されることを特徴とする請求項5記載の歯車。
【請求項7】
前記可変ケース深さ分布が、(前記歯元ランド表面部)/(前記歯面表面部)= 約2/1のケース深さ比で表されることを特徴とする請求項5記載の歯車。
【請求項8】
前記可変ケース深さ分布が、(前記先端表面部)/(前記歯面表面部)= 約6/1の有効ケース深さ比で表されることを特徴とする請求項5記載の歯車。
【請求項9】
前記歯元が、約43HRCの硬度を有する中間歯部、約31HRCの硬度を有する歯元部、及び、約32HRCの硬度を有する芯部から構成されていることを特徴とする請求項1記載の歯車。
【請求項10】
前記歯元が、中間歯部、歯元部及び芯部とを備え、(前記中間歯部の硬度)/(前記歯元部又は芯部の硬度)= 約4/3であることを特徴とする請求項1記載の歯車。
【請求項11】
複数の歯に形成されている可変ケース深さ分布を備える粉末金属製歯車を得る方法が、
金属粉末を、ほぼ均一な初期炭素量を有し、少なくとも一つの断面表面部に所望の可変ケース深さ分布を与える予備成形物に圧縮する工程と、
所望温度で順次又は同時に、焼結と、制御された炭素雰囲気を与えて初期炭素量を増加させ、かつ、ほぼ一定の炭素ケース深さを得るべく前記制御された雰囲気に所定時間維持して予備成形物を浸炭する工程と、
前記可変ケース深さ分布が前記複数の歯に対し対称的で、略密で純正形状の鍛造部を得るべく前記予備成形物を鍛造温度及び鍛造圧力で鍛造する工程と、
前記鍛造部を冷却する工程とを備えている歯車の製造方法であって、
金属の重要な流動を可変に高める一式の鍛造金型を用いて前記可変ケース深さ分布を得て、鍛造中に前記複数の鍛造部の歯を形成することを特徴とする歯車の製造方法。
【請求項12】
鍛造前に前記予備成形物を予備鍛造温度に予備加熱し、焼入れで前記鍛造部を冷却する工程を更に備えていることを特徴とする請求項11記載の歯車の製造方法。
【請求項13】
鍛造後及び焼入れ前に温度を安定化させるべく前記鍛造部を保圧期間保圧する工程を更に備えていることを特徴とする請求項11記載の歯車の製造方法。
【請求項14】
冷却後、前記歯車に細い溝を形成する工程を更に備えていることを特徴とする請求項11記載の歯車の製造方法。
【請求項15】
冷却後、表面削り、表面仕上げ、旋削、又は、ショットピーニングの工程を備えていることを特徴とする請求項11記載の歯車の製造方法。
【請求項16】
前記金属粉末が、低合金鉄金属粉末であることを特徴とする請求項11記載の歯車の製造方法。
【請求項17】
請求項11記載の製造方法で製造される傘歯車において、該傘歯車が回転軸を備え、前記傘歯車の複数の歯が、前記回転軸に対し傾斜して放射状に延在していることを特徴とする傘歯車。
【請求項18】
前記傘歯車が、溝付きディファレンシャルサイドギヤであることを特徴とする請求項17記載の傘歯車。
【請求項19】
前記歯車が、鍛造及び冷却後で純正形状に近いものであることを特徴とする請求項11記載の歯車の製造方法。
【請求項20】
複数の歯で略対称的な可変ケース深さ分布を備える粉末金属部を得る処理で形成される歯車が、
金属粉末を、ほぼ均一な初期炭素量を有し、少なくとも一つの断面表面部に所望の前記可変ケース深さ分布を与える予備成形物に圧縮する工程と、
所望温度で順次又は同時に、焼結と、制御された炭素雰囲気を与えて初期炭素量を増加させ、かつ、ほぼ一定の炭素ケース深さを得るべく前記制御された雰囲気に所定時間維持して予備成形物を浸炭する工程と、
前記可変ケース深さ分布が複数の歯に対し対称的な鍛造部を得るべく前記予備成形物を所望の鍛造温度で所望密度に鍛造する工程と、
前記鍛造部を冷却する工程とから成る製造工程を備え、
金属の重要な流動を可変に高めるように設計した一式の鍛造金型を用いて前記可変ケース深さ分布を得て、鍛造中に前記複数の鍛造部の歯を形成していることを特徴とする歯車。
【請求項21】
前記可変ケース深さ分布が、少なくとも一つの歯元ランド表面部/歯面表面部=約2/1、先端表面部/前記歯面表面部=約6/1、又は、ピッチ線表面部/前記歯面表面部=約19/4で満たされるケース深さ比で表されることを特徴とする請求項20記載の歯車。
【請求項22】
各々が歯の先端表面部及び歯元表面部とを有する第一表面部を備えている複数の歯と、前記複数の歯の前記第一表面部に形成されている可変ケース深さ分布とを備えている粉末鍛造歯車において、
前記各第一表面部の前記可変ケース深さ分布において、前記歯の先端表面部が、前記歯元表面部よりも深いケース深さを有し、鍛造前に、鍛造で前記歯車の前記第一表面部となる前記歯車粉末金属予備成形物の表面部の浸炭で前記可変ケース深さ分布を略一定深さに形成し、前記歯の先端表面部と前記歯元表面部との間の前記浸炭表面部の前記ケース深さを減少させるように前記浸炭予備成形物を鍛造して、前記歯の先端表面部と前記歯元表面部との間に異なる摩耗、疲労強度、及び、耐衝撃特性を与えるようにしていることを特徴とする粉末鍛造歯車。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公表番号】特表2010−537047(P2010−537047A)
【公表日】平成22年12月2日(2010.12.2)
【国際特許分類】
【出願番号】特願2010−521824(P2010−521824)
【出願日】平成19年8月17日(2007.8.17)
【国際出願番号】PCT/US2007/076170
【国際公開番号】WO2009/025659
【国際公開日】平成21年2月26日(2009.2.26)
【出願人】(507341356)ジーケーエヌ シンター メタルズ、エル・エル・シー (20)
【Fターム(参考)】
【公表日】平成22年12月2日(2010.12.2)
【国際特許分類】
【出願日】平成19年8月17日(2007.8.17)
【国際出願番号】PCT/US2007/076170
【国際公開番号】WO2009/025659
【国際公開日】平成21年2月26日(2009.2.26)
【出願人】(507341356)ジーケーエヌ シンター メタルズ、エル・エル・シー (20)
【Fターム(参考)】
[ Back to top ]