
可変径ロールベーラ

【課題】所定量の被成形物を確実にロールベール成形室に供給して、所望の給餌頭数に応じた重量のロールベールを効率よく成形する。
【解決手段】被成形材料を貯留するホッパ2と、ホッパ2から供給される被成形材料を、ベルト6、7、8を用いてロールベールR1、R2に圧縮成形するロールベール成形室4と、ホッパ2に貯留された被成形材料の重量を計量する計量部1A、1B、1Cと、計量部1A、1B、1Cの計量結果が設定された重量であることを検出する設定重量検出部1Dと、設定重量検出部1Dの検出結果に基づいてホッパ2の被成形材料の供給動作を停止させる供給停止制御部1Eとを備えた。
【解決手段】被成形材料を貯留するホッパ2と、ホッパ2から供給される被成形材料を、ベルト6、7、8を用いてロールベールR1、R2に圧縮成形するロールベール成形室4と、ホッパ2に貯留された被成形材料の重量を計量する計量部1A、1B、1Cと、計量部1A、1B、1Cの計量結果が設定された重量であることを検出する設定重量検出部1Dと、設定重量検出部1Dの検出結果に基づいてホッパ2の被成形材料の供給動作を停止させる供給停止制御部1Eとを備えた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、可変径ロールベーラに関する。
【背景技術】
【0002】
固定径式のロールベーラは、被成形材料が成形室に満了となった時点でロールベールの成形が完了になるため、成形したロールベールの径がロールベーラの成形室のサイズに対応した径となり、且つ成形したロールベールの重量が満了まで投入した被成形材料の量に対応した重量となる。
【0003】
また、被成形材料の種類によって、同じ量を成形室に投入しても成形されるロールベールの密度が異なるため、所定密度となるように成形するには、被成形材料の投入量を増減する必要がある。そのため、所望の給餌頭数に応じた量のロールベールを所定密度で成形するには、1種類のロールベーラでは対応できないものであった。
【0004】
前述の固定径式のロールベーラに対し、成形室に投入された被成形材料を円柱状のロールベールに成形する際に、このロールベールの径の拡大に伴って、成形室の径を拡大するようにした可変径ロールベーラが知られている。
【0005】
下記特許文献1に記載の可変径ロールベーラの成形室は、投入口が被成形材料のピックアップ部と連続するように下向きに開口され、ピックアップ部から投入口を経て成形室に投入された被成形材料が、相互に対面して反対方向に動くベルトによって、円柱状のロールベールに成形するようになっている。そして、このロールベールの径の拡大に伴う圧力がベルトに作用し、このベルトに作用する圧力でローラを投入口の開口方向と対向する上方に変位させることによって、成形室を拡大するようになっている。
【0006】
この特許文献1の可変径ロールベーラの成形室は、この成形室の径が拡大すると同時に、径を縮小させる方向(ロールベールを圧縮する方向)に力が作用するようになっており、この径を縮小させる方向の力によって、ロールベールを圧縮しながら所定密度で成形できるようになっている。
【0007】
また、下記特許文献2に記載のように、貯蔵した被成形材料の重量を計量する計量部を備えた貯蔵槽と、貯蔵槽から排出される被成形材料が投入されるホッパと、ホッパから排出される被成形材料が供給されてロールベールを成形する成形室とを備え、計量部で被成形材料の重量を計量することによって所定量の被成形材料をホッパに投入でき、このホッパから成形室に所定量の被成形材料を供給できるようにしたロールベーラが知られている。
【0008】
この特許文献2のロールベーラは、ホッパに落下投入された被成形材料が所定量に到達したことを検知し、その検知信号によって、貯蔵槽からホッパへの被成形材料の投入動作及び貯蔵槽の動作を停止させるようになっており、被成形材料のホッパへの過投入を防ぐようになっている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開昭60−188013号公報
【特許文献2】特開2009−219485号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
特許文献1の従来技術によると、成形室がロールベールの径及び形状に伴って拡大し、この拡大と同時に生じる成形室を縮小する方向の力によって、ロールベールを圧縮しながら所定密度で成形するようにしているので、設定重量のロールベールに対応する量の被成形材料を成形室に投入することによって、被成形材料の種類にかかわらず、被成形材料の投入量に応じた径で、かつ所定密度のロールベールを成形することができる。したがって、所望の給餌頭数に応じた重量のロールベールを1種類のロールベーラで成形することができる。
【0011】
特許文献2の従来技術によると、貯蔵槽に貯蔵された被成形材料の重量を計量部で計量することで、所定量の被成形材料をホッパに落下投入することができ、ホッパ内の被成形材料が所定量に到達したことを検知することで、貯蔵槽からホッパへの被成形材料の投入動作及び貯蔵槽の動作を停止させて被成形材料のホッパへの過投入を防ぐことができるので、所望の給餌頭数に応じた重量のロールベールを成形することができる。
【0012】
しかしながら、特許文献1及び特許文献2の従来技術では、所望重量のロールベールに対応する量の被成形材料をロールベール成形室に投入する際、ロールベールの成形毎に、被成形材料が所定量となるように計量し、計量された被成形材料をホッパに供給し、更に、ホッパに供給された被成形材料の全量を投入するようになっているため、連続的なロールベールの成形作業の効率性が低いものであった。
【0013】
特許文献2の従来技術では、ホッパに投入された被成形材料が所定量に到達したことを検知するまでは、貯蔵槽から被成形材料の排出動作、排出した被成形材料のホッパへの搬送・供給動作等が継続するため、連続して排出される被成形材料同士の間に正確な時間差を設定しないと、所定量の被成形材料がホッパに完全に落下投入される以前に、連続して排出される所定量の被成形材料がホッパに落下投入されてしまい、ホッパ内の被成形材料の重量が所定量を超えてしまうおそれがある。
【0014】
また、前述の時間差を設定するには、搬送経路の距離を調整して時間差を設定する方法又は搬送経路の搬送速度を調整して時間差を設定する方法、或いは制御により調整して時間差を設定する方法等が考えられるが、被成形材料の種類によって、同じ重量であっても体積が異なるため、いずれの方法にしても、被成形材料の種類に対応して再調整が必要であり、この再調整によりロールベールの成形作業準備に時間がかかってしまい、結局連続的なロールベールの成形作業の効率性が低くなるという問題があった。
【0015】
本発明は、このような問題に対処することを課題とするものである。すなわち、連続的なロールベールの成形作業の効率性の向上ができること、所定量の被成形物を確実にロールベール成形室に供給できること、所定量の被成形物を確実にロールベール成形室に供給することで、所望の給餌頭数に応じた重量のロールベールを成形できること、等が本発明の目的である。
【課題を解決するための手段】
【0016】
このような目的を達成するために、本発明による可変径ロールベーラ及び可変径ロールベーラの被成形材料の供給停止方法は、以下の構成を少なくとも具備するものである。
【0017】
被成形材料を貯留するホッパと、前記ホッパから供給される前記被成形材料を、ベルトを用いてロールベールに圧縮成形するロールベール成形室と、前記ホッパに貯留された被成形材料の重量を計量する計量部と、前記計量部の計量結果を検出する設定重量検出部と、前記設定重量検出部の検出結果が設定された重量であるときに、前記ホッパの前記被成形材料の供給動作を停止させる供給停止制御部とを備えたことを特徴とする。
【0018】
被成形材料を貯留するホッパと、前記ホッパから供給される前記被成形材料を、ベルトを用いてロールベールに圧縮成形するロールベール成形室と、前記ホッパに貯留された被成形材料の重量を計量する計量部と、前記計量部の計量結果を検出する設定重量検出部と、前記設定重量検出部の検出結果が設定された重量であるときに、前記ホッパの前記被成形材料の供給動作を停止させるタイミングを報知する報知部と、前記設定重量検出部の検出結果に基づいて前記報知部に報知動作を開始させる報知動作制御部とを備えたことを特徴とする。
【0019】
少なくとも、前記ホッパの前記被成形材料の供給動作を手動によって停止操作する操作部を備えたことを特徴とする。
【0020】
前記ロールベール成形室がロールベール排出状態からロールベール成形状態へ復帰したことを検出する復帰動作検出部と、前記復帰検出部の検出結果に基づいて前記ホッパの前記被成形材料の供給動作を再開させる供給動作再開制御部とを備えたことを特徴とする。
【0021】
被成形材料を貯留するホッパと、前記ホッパから供給される前記被成形材料をベルトを用いてロールベールに圧縮成形するロールベール成形室と、前記ホッパに貯留された被成形材料の重量を計量する計量部と、前記ホッパの供給停止動作を制御する供給停止制御部とを備えた可変径ロールベーラの被成形材料の供給停止方法であって、前記計量部の計量結果を検出するステップと、前記設定重量検出工程の検出結果が設定された重量であるときに、この設定重量検出結果に基づいて前記ホッパの前記被成形材料の供給動作を停止させるステップとを備えたことを特徴とする。
【0022】
被成形材料を貯留するホッパと、前記ホッパから供給される前記被成形材料を、ベルトを用いてロールベールに圧縮成形するロールベール成形室と、前記ホッパに貯留された被成形材料の重量を計量する計量部と、前記ホッパの前記被成形材料の供給動作を停止させるタイミングを報知する報知部と、前記報知部の報知動作を制御する報知動作制御部とを備えた可変径ロールベーラの被成形材料の供給停止方法であって、前記計量部の計量結果を検出するステップと、前記設定重量検出工程の検出結果が設定された重量であるときに、この設定重量検出結果に基づいて、前記報知部に報知動作を開始させるステップとを備えたことを特徴とする。
【発明の効果】
【0023】
このような特徴を有することで本発明は以下の効果を奏する。すなわち、ホッパに貯留された被成形材料の重量が設定された重量であることが検出されたときに、ホッパの被成形材料の供給動作を停止させる、或いは、報知するようにしたので、連続的なロールベールの成形作業の効率性の向上ができるとともに、所定量の被成形物を確実にロールベール成形室に供給でき、しかも、所定量の被成形物を確実にロールベール成形室に供給することで、所望の給餌頭数に応じた重量のロールベールを成形できる。
【図面の簡単な説明】
【0024】
【図1】本発明の第1実施形態に係る可変径ロールベーラの概略構成図である。
【図2】本発明の第1実施形態に係る可変径ロールベーラの制御構成を示すブロック図である。
【図3】本発明の第1実施形態に係る可変径ロールベーラの被成形材料の供給動作を停止させる方法のコンピュータプログラムのフローチャートである。
【図4】本発明の第2実施形態に係る可変径ロールベーラの被成形材料の供給動作を停止させる制御構成を示すブロック図である。
【図5】本発明の第2実施形態に係る可変径ロールベーラの被成形材料の供給動作を停止させる方法のコンピュータプログラムのフローチャートである。
【図6】成形室の一例を示す概略構成図である。
【発明を実施するための形態】
【0025】
以下で説明する被成形材料は、可変径ロールベーラがロールベールを成形することが可能なものであればよく、例えば、青刈りトウモロコシや牧草等の飼料作物、食品加工後の食品残渣、粗飼料や濃厚飼料等を混合調整した混合飼料等の家畜用飼料に用いる各種材料、籾殻、麦殻、木屑、おがくず、敷料、家畜糞等の肥料に用いる各種材料等である。
【0026】
以下で説明する可変径ロールベーラは、特に、前述の各種材料を細断してなる被成形材料をロールベールに成形するのに効果的な細断型のものであるが、本発明では、この細断型の可変径ロールベーラに限らない。
【0027】
前述の可変径ロールベーラは、トラクター等の走行車に牽引される牽引式、自走式、据置式を含む。また、この可変径ロールベーラは、成形したロールベールにネット、トワイン(ロープ)、シート等の結束資材や梱包資材を巻回して圃場に排出するもの、この結束資材や梱包資材が巻回されたロールベールをラップするラッピングマシンを備えた複合型のものを含む。
【0028】
以下、第1実施形態に係る可変径ロールベーラ(以下、ロールベーラという)1を図1及び図2に基づいて説明する。ロールベーラ1は、青刈りトウモロコシや牧草等の飼料作物を細断した被成形材料(図示せず)をロールベールに成形するのに適した細断型のロールベーラ1である。
【0029】
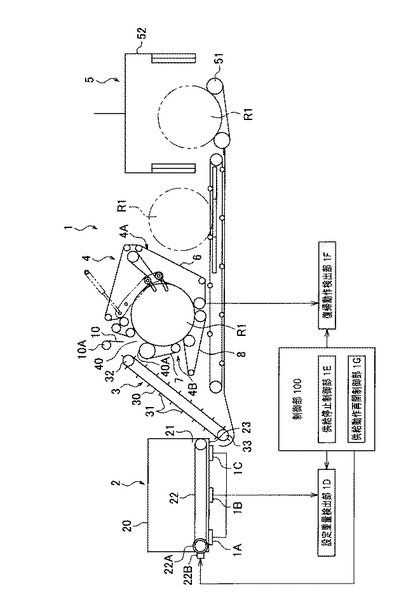
図1は、ロールベーラ1の概略構成図である。ロールベーラ1の基本構成は、ホッパ2、投入コンベア3、ロールベール成形室(以下、成形室という)4、ラッピングマシン5を備えており、ホッパ2に貯留された被成形材料を、投入コンベア3を介して成形室4に投入し、この成形室4の成形駆動によってロールベールR1を成形するようになっている。
【0030】
ロールベールR1が成形されると、ネット10をネット供給部10Aから成形室4に供給し、この成形室4の成形駆動によってロールベールR1に巻付け、このネット10の巻付け終了後に、成形室4の開閉側半部4Aを開いて(図示せず)ロールベールR1を成形室4から排出するようになっている。ネット10は、成形室4に確保された投入口40から供給されるようになっている。
【0031】
成形室4から排出されたロールベールR1は、ラッピングマシン5によってラップされ、ラップ後にラッピングマシン5から機外に排出されるようになっている。
【0032】
尚、以下の説明では、ホッパ2側(図1において左側)を上流側とし、ラッピングマシン5側(図1において右側)を下流側として説明する。また、以下の説明では、ロールベールR1に対してネット10を巻付ける形態を例示するが、このロールベーラ1は、ネット10に換えてロールベールR1に対してトワインを巻付ける形態も含まれ、この場合、ネット供給部10Aに換えてトワイン供給部が設置される(図示せず)。
【0033】
ホッパ2は、被成形材料を貯留するホッパ本体部20と、ホッパ本体部20の底部の排出口21を塞ぐようにホッパ本体部20と一体に配置された排出コンベア22とを備えている。このホッパ2は、ホッパ本体部20に貯留された被成形材料を、その下側から排出コンベア22によって連続して排出するとともに、投入コンベア3に移送するようになっており、ホッパ本体部20に貯留された被成形材料を、排出コンベア22の排出動作によって徐々に減少させるようになっている。
【0034】
投入コンベア3は、ホッパ2の最下部23よりも下側の位置から投入口40にわたって傾斜状に設置されている。投入コンベア3のコンベアベルト30の表面には、被成形材料を支持する複数の支持突起31が突設されており、この支持突起31が運搬される被成形材料を支持することによって、この被成形材料を投入コンベア3の傾斜に沿って滑り落ちるのを防止できるようになっている。また、投入コンベア3の下流側端部32を、投入口40の下端部40Aと上下方向で重畳するように配置して、被成形材料の投入口40への投入時に、この被成形材料のこぼれ落ちを抑制している。また、投入コンベア3の上流側端部33をホッパ2の最下部23の直下に配置している。尚、投入コンベア3は、ネット10の巻き付け動作中の所定時間経過後に投入動作を停止させるようにしてもよいし、ロールベーラ1の起動中において投入動作を継続するようにしてもよい。
【0035】
成形室4は、投入された被成形材料を複数のベルト6、7、8を用いてロールベールR1に圧縮成形するようになっており、ベルト6、7、8をロールベールの周方向に沿うように配置することにより構成されている。
【0036】
ラッピングマシン5は、梱包されたロールベールR1を回転させるとともに、このロールベールを排出する載置台51と、ラップフィルムに適宜な張力を与えながらこのラップフィルムを回転するロールベールR1に巻き付けるフィルム繰出装置52とが備えられており、載置台51上で回転するロールベールR1の外周に、フィルム繰出装置52が回転しながらラップフィルムを繰り出して巻き付けるようになっている。このラップフィルムの巻付け後、載置台51が傾斜することによって、ロールベールR1を機外に排出できるようになっている。
【0037】
このロールベーラ1は、ホッパ2内に貯留された被成形材料の重量を計量する3個の計量部1A、1B、1Cと、計量された被成形材料の重量を検出する設定重量検出部1Dと、成形室4がロールベール排出状態からロールベール成形状態へ復帰したことを検出する復帰動作検出部1Fと、設定重量検出部1Dの検出結果に基づいてホッパ2の被成形材料の供給動作を停止させる供給停止制御部1E、復帰動作検出部1Fの検出結果に基づいてホッパ2の被成形材料の供給動作を再開させる供給動作再開制御部1Gを有する制御部100とを備えている。
【0038】
計量部1A、1B、1Cは、ロードセルを用いており、夫々ホッパ2の下方に配置されている。計量部1A、1B、1Cは、ホッパ2に被成形材料が貯留されていない状態を「0kg」として初期設定され、排出コンベア22を含むホッパ2全体の重量を計量することで、被成形材料の重量を計量するように、供給停止制御部1Eによって制御されている。
【0039】
尚、計量部1A、1B、1Cは、ロードセルに限らない。また、計量部1A、1B、1Cの個数は、3個に限らない。
【0040】
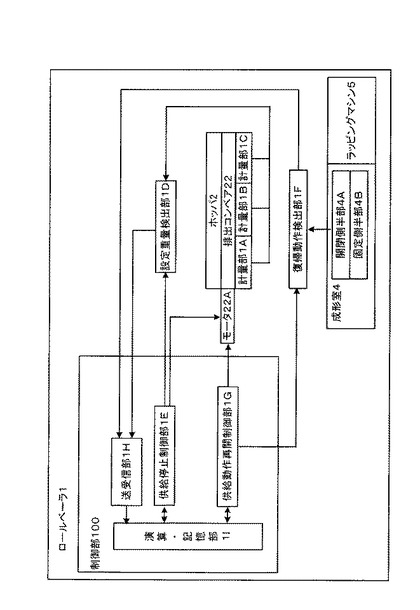
図2は、制御部100の構成を具体的に示すロールベーラ1のブロック図である。制御部100は、前述の供給停止制御部1E及び供給動作再開制御部1Gを備え、更に、送受信部1H及び演算・記憶部1I、並びにCPU(図示せず)を備えている。このCPUは、装置全体の制御を司るものである。
【0041】
設定重量検出部1Dは、計量部1A、1B、1Cによる計量結果を逐次検出し、この検出結果を演算・記憶部1Iに逐次送信するように供給停止制御部1Eによって制御されている。すなわち、この設定重量検出部1Dは、排出コンベア22の排出動作によって減少する被成形材料に伴って刻々と変化する重量を検出し、検出した重量を演算・記憶部1Iに逐次送信するようにされている。
【0042】
供給停止制御部1Eは、設定重量検出部1Dの検出結果が設定された重量という結果であるときに、この設定重量検出情報に基づいて、設定重量に至ったと判定し、排出コンベア22を排出動作させるモータ22Aのスイッチ部22BをOFFさせてモータ22Aを停止させる制御をするようになっている。この制御によって、設定重量検出部1Dによって検出された重量が設定重量であるときに、モータ22Aが停止して排出コンベア22の排出動作を停止させることができる。
【0043】
設定重量の判定制御は、例えば、演算・記憶部1Iに、被成形材料が貯留された状態のホッパ2の重量を貯留重量として設定するとともに、この貯留重量から排出コンベア22の排出動作によって被成形材料が減少することで、刻々と変化する重量を現在重量として設定するようにし、記憶された貯留重量と現在重量との差を演算・記憶部1Iで演算することによって、排出された被成形材料の重量を算出し、算出結果が設定重量に至ったときに設定重量であると判定する制御が挙げられる。そして、設定重量が検出され、排出コンベアの排出動作が停止した時点での現在重量を貯留重量として再設定する制御することによって、次のロールベール成形時において設定重量の被成形材料が排出されたときに、排出コンベア22の排出動作を停止させる制御を行うことができる。尚、設定重量の判定制御は、例示した制御に限らない。
【0044】
復帰動作検出部1Fは、成形室4の開閉側半部4Aの閉動作における位置を検出しており、ロールベール成形後に成形室4の開閉側半部4Aが開いてロールベール排出状態になり、成形されたロールベールR1が排出された後の、成形室4の開閉側半部4Aの閉動作開始時点から検出動作が開始されるように供給動作再開制御部1Gによって制御されている。
【0045】
復帰動作検出部1Fは、例えば、閉動作する開閉側半部4Aの位置が固定側半部4Bを塞ぐ位置(ロールベール成形可能状態)に至ったことを検出する位置センサ、或いは、開閉側半部4Aが閉じて固定側半部4Bを塞ぐ位置(ロールベール成形可能状態)に至ったときにONされるリミットスイッチ、更には、開閉側半部4Aの角度を検出する角度センサ等によって達成できる。
【0046】
供給動作再開制御部1Gは、復帰動作検出部1Fの検出結果が、閉動作する開閉側半部4Aの位置が固定側半部4Bを塞ぐ位置(ロールベール成形可能状態)に至ったという結果であるときに、この復帰動作検出情報に基づいて、スイッチ部22BをONさせてモータ22Aを作動させる制御をするようになっている。この制御によって、復帰動作検出部1Fが、成形室4がロールベール成形状態に復帰したことを検出すると、モータ22Aが作動して排出コンベア22の排出動作を再開させることができる。
【0047】
供給動作再開制御部1Gは、復帰動作検出部1Fが、成形室4がロールベール成形可能状態に復帰したことを検出したとき、設定重量検出部1Dの検出結果が所定重量未満である場合においては、供給動作再開制御を行わないようになっている。
【0048】
この供給動作再開制御部1Gの供給動作再開制御が行われない場合、ロールベーラ1の動作及び各種制御並びに各種検出動作等が停止するようにしてもよい。この場合、ホッパ2に被成形材料を補充するとともに、ロールベーラ1を再起動した際に、ロールベーラ1の動作及び各種制御並びに各種検出動作等が再開されるようにするとよい。
【0049】
ここで前述の所定重量とは、少なくとも目的の設定重量のロールベールを成形できる被成形材料の重量である。
【0050】
このような制御によると、設定重量検出部1Dの検出結果が所定重量未満である場合においては、供給動作再開制御を行わないようにすることができるので、設定重量未満のロールベールR1が成形されてしまうことを防止することができる。
【0051】
供給動作再開制御部1Gの供給動作再開制御は、開閉側半部4Aが前述のロールベール成形可能状態に至る以前の状態を復帰動作検出部1Fが検出したときに、被成形材料の排出を再開する制御としてもよい。
【0052】
ここで、前述のロールベール成形可能状態に至る以前の状態とは、遅くとも、被成形材料が成形室4に投入されるときに開閉側半部4Aが全閉となる状態であり、成形室4に投入された被成形材料が、開閉側半部4Aと固定側半部4Bの間から漏れ出さないようにできる状態である。
【0053】
このような制御によると、開閉側半部4Aの位置が全閉以前にあるときに、被成形材料を成形室に投入するようにしているので、連続的なロールベール成形作業における時間短縮を達成することができる。
【0054】
送受信部1Hは、設定重量検出部1Dからの重量検出情報及び設定重量情報、復帰動作検出部1Fからの復帰動作検出情報、ホッパ2の被成形材料排出動作情報等の各種情報を受信するとともに、受信した各種情報を演算・記憶部1Iに送信するように制御されている。この送受信部1Hから送信される前述の各種情報は、演算・記憶部1Iにおいて更新(上書き)されるように制御されている。
【0055】
演算・記憶部1Iは、前述のCPUが実行する各種プログラムや、各種アプリケーションプログラム、及び各種情報等を記憶したROMを備えている。また、被成形材料の設定重量検出情報、成形室4の復帰検出情報、ホッパ2の被成形材料排出動作情報、演算結果等を一時的に記憶するRAMを備えている。そして、このROM及びRAMから、供給停止制御部1E及び供給動作再開制御部1Gの各種要求に基づく各種プログラムや各種データの出し入れ、更には、前述の設定重量の判定を含む各種演算処理が行われる。
【0056】
このようなロールベーラ1によると、設定重量検出部1Dの検出結果が設定重量であるという結果であるときに、排出コンベア22の排出動作を自動的に停止させることができる。また、復帰動作検出部1Fの検出結果がロールベール成形可能状態へ復帰したという結果であるときに、排出コンベア22の被成形材料の排出動作を自動的に再開させることができる。したがって、設定重量の被成形材料を確実に成形室4に供給できるとともに、連続的なロールベールR1の成形を効率的に行うことができる。
【0057】
尚、復帰動作検出部1F及び供給動作再開制御部1Gをなくして、ロールベールR1の成形後から排出コンベア22の排出動作までの各種動作をオペレータが手動によって行うようにしてもよい(図示せず)。
【0058】
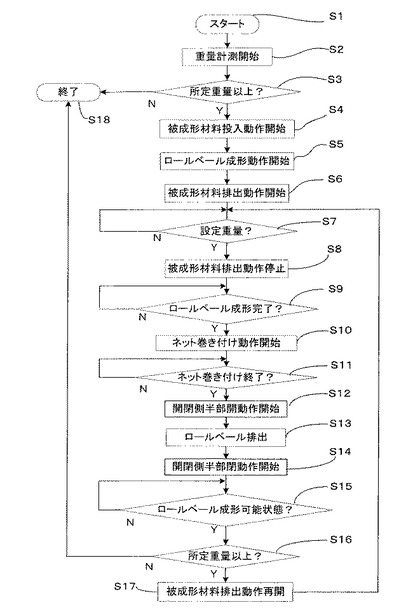
図3は、供給停止制御部1Eがホッパ2からの肥料供給を停止させる方法及び供給動作再開制御部1Gがホッパ2からの肥料供給を再開させる方法を含むコンピュータプログラムのフローチャートである。このプログラムは、ロールベーラ1を起動(ロールベーラ1の動力源を始動及び/又は電源ON等)することにより起動するプログラムである(ステップS1)。
【0059】
ロールベーラ1の起動後、計量部1A、1B、1Cの重量計測が開始され(ステップS2)、現在の重量が所定重量以上であるか否かが判定される(ステップS3)。現在の重量が所定重量以上である場合、成形室4への投入コンベア3の被成形材料の投入動作が開始されるとともに(ステップS4)、排出コンベア22が被成形材料の排出動作が開始され(ステップS5)、更に、成形室4のロールベール成形動作が開始される(ステップS6)。
【0060】
設定重量検出部1Dは、排出コンベア22の排出動作中、計量部1A、1B、1Cの重量計測結果を検出しており、この重量計測結果が設定重量であると検出したときに(ステップS7)、排出コンベア22の排出動作が停止する(ステップS8)。
【0061】
ロールベールR1が成形されると(ステップS9)、ネット10の巻き付け動作が開始され(ステップS10)、このネット10の巻き付け終了後(ステップS11)、開閉側半部4Aが開動作してロールベール排出状態となって(ステップS12)、ロールベールR1が排出される(ステップS13)。ロールベールR1が排出されると開閉側半部4Aの閉動作が開始される(ステップS14)。
【0062】
尚、成形室4の成形動作停止及び開閉側半部4Aの開閉動作開始は、制御によって自動的に行われるようにしてもよいし、オペレータが手動によって行ってもよい。
【0063】
開閉側半部4Aの閉動作中、この開閉側半部4Aの位置を検出しており、この開閉側半部4Aがロールベール成形可能状態に復帰したことを検出すると(ステップS15)、ステップS3と同様に現在の重量が所定重量以上であるか否かが判定され(ステップS16)、現在の重量が所定重量以上である場合、排出コンベア22の排出動作が再開されて(ステップS17)、ステップS7以下の動作が再開される。
【0064】
このプログラムにおけるステップS2からステップS17は、ホッパ2内の被成形材料の重量が所定重量未満に至るまで繰り返し行われ、ステップS3及びステップS16において現在の重量が所定重量未満である場合、排出コンベア22の排出動作を含むロールベール1の動作が行われないようにプログラムを終了する(ステップS18)。
【0065】
また、ロールベールR1の成形後から排出コンベア22の排出動作再開までの動作はオペレータが手動によって行ってもよい。
【0066】
このように、ホッパ2の重量が設定重量になると、この設定重量検出情報に基づいて排出コンベア22の排出動作を自動的に停止させることができる。また、成形室4がロールベール成形状態へ復帰すると、この復帰検出情報に基づいて排出コンベア22の排出動作を自動的に再開させることができる。また、ホッパ2内の被成形材料の重量が所定重量未満である場合には、排出コンベア22の排出動作を含むロールベール1の動作が行われないようにすることができる。
【0067】
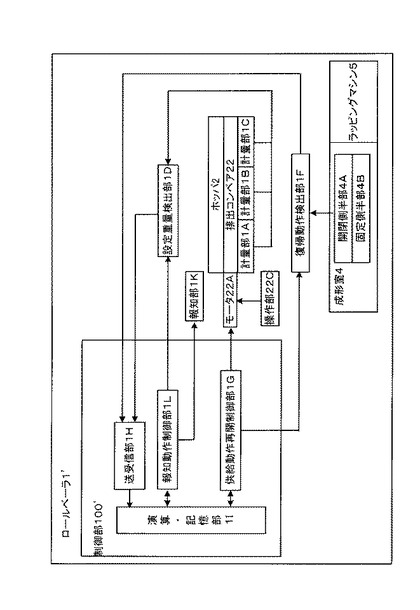
次に、第2実施形態のロールベーラ1’を図4に基づいて説明する。図4は、制御部100’の構成を具体的に示すロールベーラ1’のブロック図である。尚、図2に示すロールベーラ1と重複する部位についても説明は、同符号を付すことにより省略する。
【0068】
ロールベーラ1’は、ホッパ2の被成形材料の供給動作を停止させるタイミングを報知する報知部1Kと、計量部1A、1B、1Cによる計量結果が設定重量であることを設定重量検出部1Dが検出したときに、この設定重量検出情報に基づいて、報知部1Kに報知動作を開始させるように制御する報知動作制御部ILと、排出コンベア22のモータ22Aの停止を手動で操作する操作部22Cとを備えている。
【0069】
報知部1Kは、ブザー等の音声又はランプ等の光の点灯・点滅、これら音声や光の点灯・点滅の組み合わせ等によって報知するものが例示できる。また、報知部1Kは、モータ22Aに対するOFF操作後に、報知動作が停止するものであってもよいし、一定時間報知するものであってもよい。
【0070】
この報知部1Kは、オペレータがこの報知を確認しやすい場所に設けるとよく、例えば、報知部1Kを操作部22Cに設けることで、報知の確認がしやすい上に、報知の確認後、即座にモータ22Aに対する停止操作をすることができる。
【0071】
報知動作制御部1Lは、設定重量検出部1Dに対して、計量部1A、1B、1Cによる計量結果を演算・記憶部1Iに出力させるように制御するとともに、計量部1A、1B、1Cによって計量された計量結果を検出させるように制御している。そして、検出結果が設定された重量であるときに、この設定重量検出情報に基づいて報知部1Kに報知動作させる制御をするようにされている。
【0072】
操作部22Cは、モータ22Aを遠隔操作するリモートコントローラ(有線・無線)としてもよいし(図示せず)、ロールベーラ1’のオペレータが操作しやすい場所に配してもよい(図示せず)。
【0073】
このようなロールベーラ1’によると、設定重量検出部1Dの検出結果が設定重量であるという結果であるときに、排出コンベア22の排出動作を停止させるタイミングをオペレータに報知することができる。そして、オペレータは、この報知によって設定重量の被成形材料が排出され、排出コンベア22の排出動作を停止させるときであると認識することができ、この報知に基づいて操作部22Cを停止操作することで排出コンベア22の排出動作を停止させることができる。
【0074】
尚、このロールベーラ1’では、復帰動作検出部1F及び供給動作再開制御部1Gをなくして、ロールベールR1の成形後から排出コンベア22の排出動作までの各種動作をオペレータが手動によって行うようにしてもよい(図示せず)。
【0075】
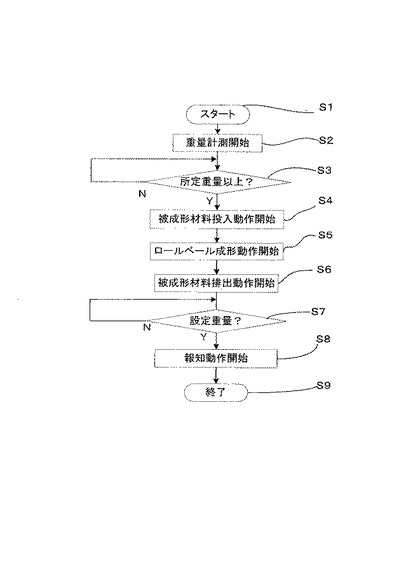
図5は、報知動作制御部ILが報知部1Kに報知させる方法のコンピュータプログラムのフローチャートである。このプログラムは、ロールベーラ1を起動(ロールベーラ1の動力源を始動及び/又は電源ON等)することにより起動するプログラムである(ステップS1)。
【0076】
ロールベーラ1の起動後、計量部1A、1B、1Cの重量計測が開始され(ステップS2)、現在の重量が所定重量以上であるか否かが判定される(ステップS3)。現在の重量が所定重量以上である場合、成形室4への投入コンベア3の被成形材料の投入動作が開始されるとともに(ステップS4)、排出コンベア22が被成形材料の排出動作が開始され(ステップS5)、更に、成形室4のロールベール成形動作が開始される(ステップS6)。
【0077】
設定重量検出部1Dは、排出コンベア22の排出動作中、計量部1A、1B、1Cの重量計測結果を検出しており、この重量計測結果が設定重量であると検出したときに(ステップS7)、報知部1Kの報知動作が開始されて(ステップS8)、このプログラムが終了する(ステップS9)。
【0078】
ロールベールR1の成形後から排出コンベア22の排出動作再開までのプログラムについては、図3に示すフローチャートのステップS9〜ステップS17によって達成できる。
【0079】
また、ロールベールR1の成形後から排出コンベア22の排出動作再開までの動作はオペレータが手動によって行ってもよい。
【0080】
このように、設定重量検出情報に基づいて、排出コンベア22の排出動作を停止させるタイミングを報知することができる。
【0081】
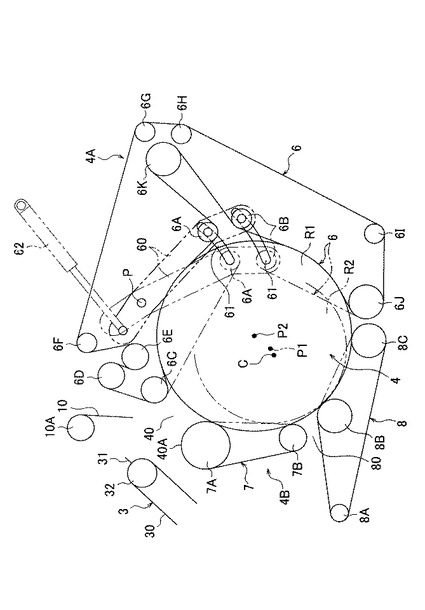
ここで、成形室4の一例を図6に基づいて説明する。この成形室4は、最大径のロールベールR1から最小径のロールベールR2まで、その径に応じて、ベルト6の成形室4の中心Cからの位置を可変に設けた構成のものである。
【0082】
ベルト6は、投入口40を境として成形室4の開閉側半部4Aを構成するものであり、可変ローラの一例である第1可動ローラ6A及び第2可動ローラ6Bと、8個の固定ローラ6C〜6E及び固定ローラ6G〜6Kと1個の可動テンションローラ6Fとにわたりエンドレス状に巻回して張設されている。可動ローラ6A、第2可動ローラ6B及び固定ローラ6C〜6Kは、その軸線をロールベールR1、R2の軸線と平行として回転可能に軸支されている。
【0083】
第1可動ローラ6A、第2可動ローラ6Bは、一端側が、軸線をロールベールR1、R2の軸線と平行とする回転軸Pに軸支された可動アーム60に軸支され、他端側が、前述の側板に開孔された長孔61、61に軸支されている。この第1可動ローラ6A、第2可動ローラ6Bは、成形中のロールベールR1、R2のベルト6に対する押圧力が、このベルト6を介して作用するようになっており、この押圧力により、長孔61、61に沿って、成形室4の中心Cから下流側へ移動するようになっている。この第1可動ローラ6A、第2可動ローラ6Bの下流側への移動によって、ベルト6の成形室4の中心Cからの位置を可変にすることができる。
【0084】
この長孔61、61は、長手方向が可動アーム60の回転軸Pと同心とする円弧となるように形成されている。可動アーム60は、第1可動ローラ6A、第2可動ローラ6Bの移動に伴って、回転軸Pを回転中心として回転するようになっている。
【0085】
可動アーム60の回転軸Pを境とする上側の端部には、油圧シリンダ62が連結されている。油圧シリンダ62は、収縮する方向に圧力が作用しており、第1可動ローラ6A、第2可動ローラ6Bの移動に伴う可動アーム60の回転に伴って、前述の圧力に抗して伸長するようになっている。この油圧シリンダ62は、可動アーム60の回転位置にかかわらず、一定の圧力となるように制御されている。また、可動アーム60の回転軸Pには、角度計が設置されており、設定した角度に達すると、投入コンベア3の運搬駆動が停止するとともに、ネット10の供給が開始されるように制御されている。
【0086】
すなわち、ロールベールが目的の径に至ったときに投入コンベア3の運搬駆動が停止するように制御されているので、目的の径のロールベールを確実に成形することができる。また、ベルト6の位置が成形室4の中心から外側へ変化する際に、油圧シリンダ62の収縮方向への圧力が可動アーム60を介してベルト6に作用し、このベルト6に作用する収縮方向への圧力をロールベールに作用させることによって、形状良く締まった状態のロールベールを成形することができる。
【0087】
また、長孔61、61は、その長手方向が投入口40の開口方向とほぼ直角に交差するように開孔されており、この長孔61、61に沿って移動する第1可動ローラ6A、第2可動ローラ6Bの移動方向を投入口40の開口方向と正対させないようになっている。すなわち、可動アーム60を介して油圧シリンダ62の圧力が第1可動ローラ6A、第2可動ローラ6Bに作用したとき、成形室4で成形されるロールベールR1、R2に対する第1可動ローラ6A、第2可動ローラ6Bの成形室4の中心C方向への圧力が、投入口40の開口方向と交差する方向に作用して、ロールベールR1、R2を投入口40の開口方向と正対しない方向から圧縮するため、ロールベールR1、R2の最も崩れ易い投入口40付近の崩れを抑制することができ、しかも、被成形材料が成形室4に入らなくなる現象を防止することができる。
【0088】
尚、成形されたロールベールR1、R2に対してネット10が所定量で巻付けられたとき、駆動源の駆動を停止させるように制御してもよいし、駆動源の駆動停止がされたときに、この駆動停止をランプ等の点灯又は点滅によって知らせたり、ブザー等の音声によって知らせたりするように制御してもよい(図示せず)。また、駆動源が駆動停止したときに、成形室4が自動的に開くように制御してもよいし、前述のランプ等やブザー等で駆動源の駆動停止を知らされたときに、手動操作によって開閉側半部4Aを開くようにしてもよい。
【0089】
ベルト7は、投入口40を境として成形室4の固定側半部4Bの投入口40側を構成するものであり、2個の固定ローラ7A、7Bにわたって巻回して張設されている。固定ローラ7A、7Bは、その軸線を固定ローラ6C〜6Kの軸線と平行にされている。
【0090】
固定ローラ7Aは、投入口40の下端部40Aを構成するとともに、固定ローラ7Bの上側の位置にあって、ロールベーラ1が成形できる最小径のロールベールR2の中心位置P2から最大径のロールベールR1の中心位置P1よりも上部に配置されている。すなわち、このような位置に固定ローラ7Aを配置したことにより、投入口40を成形されるロールベールR1、R2の中心位置P1、P2よりも上部に配置することができる。このような位置に投入口40を配置したので、前述したような第1可動ローラ6A、第2可動ローラ6Bの投入口40の開口方向と交差する方向への圧縮による、被成形材料の崩れ防止効果及び湧き出し現象防止効果をより確実なものとすることができる。
【0091】
ベルト8は、成形室4の固定側半部の下側を構成するものであり、固定ローラ7Bの下側から固定ローラ6Jと隣接する位置に配置されている。ベルト8は、3個の固定ローラ8A〜8Cにわたって巻回して張設されている。固定ローラ8A〜8Cは、その軸線を固定ローラ6C〜6Kの軸線と平行にされている。
【0092】
固定ローラ8Aは、投入コンベア3の下側で、且つ固定ローラ7A、7Bよりも下流側に位置するように配置されている。固定ローラ8Bは、固定ローラ7Bの下方に離間して、ベルト8とベルト7との間に隙間80が確保できる位置に配置されている。固定ローラ8Cは、固定ローラ6Jとその下流側で隣接する位置に配置されている。本実施形態では、固定ローラ6Jと固定ローラ8Cの間が、成形室4の固定側半部4Bと開閉側半部4Aの境部であり、この境部で開閉側半部4A上方に開くことにより、成形されてネット10が巻き付けられたロールベールR1、R2が排出されるようになっている。
【0093】
すなわち、このように配置されたベルト8によると、投入コンベア3が被成形材料を投入口40から投入するときに、この被成形材料が成形室4外にこぼれた場合に、こぼれた被成形材料を受け止めることができる。また、各ベルト6、7、8は、成形室4内においてロールベールを反時計方向に回転させる方向に駆動するようになっているため、ベルト8上の被成形材料は、このベルト8により隙間80を介して成形室4内に投入され、各ベルト6、7、8の回転により、ロールベールR1、R2に成形される。したがって、被成形材料のロールベーラ1外へのこぼれやロールベーラ1内の滞留を防止することができるので、被成形材料を無駄なく有効に使用することができる。
【0094】
尚、各ベルト6、7、8は、固定ローラ6C〜6E及び固定ローラ6G〜6Kのいずれか一つ以上、固定ローラ7A、7Bのいずれか一つ以上、固定ローラ8A〜8Cのいずれか一つ以上を、モータ等の駆動源(図示せず)からチェーン等の回転伝達機構(図示せず)を介して伝達される駆動力によって駆動回転させることで、夫々に巻回されたベルト6、7、8を駆動回転させるようになっている。また、成形室4は、実際には、ホッパ2から成形室4にわたって設けられた側板(図示せず)を含んで成形室4が構成されている。また、成形室4の形態は、図示した形態に限らず、成形されるロールベールR1、R2の径に応じてベルト6の成形室4の中心Cからの位置を可変とした形態であればよい。
【0095】
このようなロールベーラ1によると、成形中における被成形材料の投入口40からの湧き出し現象を抑制し、投入動作中の投入コンベア3や投入されるときに投入口40からこぼれ落ちる被成形材料を、ベルト8によって成形室4に投入するようにしているので、被成形材料を無駄なく有効に使用できるようにした上で、形状の良い締まったロールベールの成形、効率よいロールベールの成形をすることができる。
【符号の説明】
【0096】
1:ロールベーラ(可変径ロールベーラ)
1’:ロールベーラ(可変径ロールベーラ)
2:ホッパ
4:成形室(ロールベール成形室)
R1:ロールベール
R2:ロールベール
6:ベルト
7:ベルト
8:ベルト
1A:計量部
1B:計量部
1C;計量部
1D:設定重量検出部
1E:供給停止制御部
1F:復帰動作検出部
1G:供給動作再開制御部
1K:報知部
1L:報知動作制御部
22C:操作部
【技術分野】
【0001】
本発明は、可変径ロールベーラに関する。
【背景技術】
【0002】
固定径式のロールベーラは、被成形材料が成形室に満了となった時点でロールベールの成形が完了になるため、成形したロールベールの径がロールベーラの成形室のサイズに対応した径となり、且つ成形したロールベールの重量が満了まで投入した被成形材料の量に対応した重量となる。
【0003】
また、被成形材料の種類によって、同じ量を成形室に投入しても成形されるロールベールの密度が異なるため、所定密度となるように成形するには、被成形材料の投入量を増減する必要がある。そのため、所望の給餌頭数に応じた量のロールベールを所定密度で成形するには、1種類のロールベーラでは対応できないものであった。
【0004】
前述の固定径式のロールベーラに対し、成形室に投入された被成形材料を円柱状のロールベールに成形する際に、このロールベールの径の拡大に伴って、成形室の径を拡大するようにした可変径ロールベーラが知られている。
【0005】
下記特許文献1に記載の可変径ロールベーラの成形室は、投入口が被成形材料のピックアップ部と連続するように下向きに開口され、ピックアップ部から投入口を経て成形室に投入された被成形材料が、相互に対面して反対方向に動くベルトによって、円柱状のロールベールに成形するようになっている。そして、このロールベールの径の拡大に伴う圧力がベルトに作用し、このベルトに作用する圧力でローラを投入口の開口方向と対向する上方に変位させることによって、成形室を拡大するようになっている。
【0006】
この特許文献1の可変径ロールベーラの成形室は、この成形室の径が拡大すると同時に、径を縮小させる方向(ロールベールを圧縮する方向)に力が作用するようになっており、この径を縮小させる方向の力によって、ロールベールを圧縮しながら所定密度で成形できるようになっている。
【0007】
また、下記特許文献2に記載のように、貯蔵した被成形材料の重量を計量する計量部を備えた貯蔵槽と、貯蔵槽から排出される被成形材料が投入されるホッパと、ホッパから排出される被成形材料が供給されてロールベールを成形する成形室とを備え、計量部で被成形材料の重量を計量することによって所定量の被成形材料をホッパに投入でき、このホッパから成形室に所定量の被成形材料を供給できるようにしたロールベーラが知られている。
【0008】
この特許文献2のロールベーラは、ホッパに落下投入された被成形材料が所定量に到達したことを検知し、その検知信号によって、貯蔵槽からホッパへの被成形材料の投入動作及び貯蔵槽の動作を停止させるようになっており、被成形材料のホッパへの過投入を防ぐようになっている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開昭60−188013号公報
【特許文献2】特開2009−219485号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
特許文献1の従来技術によると、成形室がロールベールの径及び形状に伴って拡大し、この拡大と同時に生じる成形室を縮小する方向の力によって、ロールベールを圧縮しながら所定密度で成形するようにしているので、設定重量のロールベールに対応する量の被成形材料を成形室に投入することによって、被成形材料の種類にかかわらず、被成形材料の投入量に応じた径で、かつ所定密度のロールベールを成形することができる。したがって、所望の給餌頭数に応じた重量のロールベールを1種類のロールベーラで成形することができる。
【0011】
特許文献2の従来技術によると、貯蔵槽に貯蔵された被成形材料の重量を計量部で計量することで、所定量の被成形材料をホッパに落下投入することができ、ホッパ内の被成形材料が所定量に到達したことを検知することで、貯蔵槽からホッパへの被成形材料の投入動作及び貯蔵槽の動作を停止させて被成形材料のホッパへの過投入を防ぐことができるので、所望の給餌頭数に応じた重量のロールベールを成形することができる。
【0012】
しかしながら、特許文献1及び特許文献2の従来技術では、所望重量のロールベールに対応する量の被成形材料をロールベール成形室に投入する際、ロールベールの成形毎に、被成形材料が所定量となるように計量し、計量された被成形材料をホッパに供給し、更に、ホッパに供給された被成形材料の全量を投入するようになっているため、連続的なロールベールの成形作業の効率性が低いものであった。
【0013】
特許文献2の従来技術では、ホッパに投入された被成形材料が所定量に到達したことを検知するまでは、貯蔵槽から被成形材料の排出動作、排出した被成形材料のホッパへの搬送・供給動作等が継続するため、連続して排出される被成形材料同士の間に正確な時間差を設定しないと、所定量の被成形材料がホッパに完全に落下投入される以前に、連続して排出される所定量の被成形材料がホッパに落下投入されてしまい、ホッパ内の被成形材料の重量が所定量を超えてしまうおそれがある。
【0014】
また、前述の時間差を設定するには、搬送経路の距離を調整して時間差を設定する方法又は搬送経路の搬送速度を調整して時間差を設定する方法、或いは制御により調整して時間差を設定する方法等が考えられるが、被成形材料の種類によって、同じ重量であっても体積が異なるため、いずれの方法にしても、被成形材料の種類に対応して再調整が必要であり、この再調整によりロールベールの成形作業準備に時間がかかってしまい、結局連続的なロールベールの成形作業の効率性が低くなるという問題があった。
【0015】
本発明は、このような問題に対処することを課題とするものである。すなわち、連続的なロールベールの成形作業の効率性の向上ができること、所定量の被成形物を確実にロールベール成形室に供給できること、所定量の被成形物を確実にロールベール成形室に供給することで、所望の給餌頭数に応じた重量のロールベールを成形できること、等が本発明の目的である。
【課題を解決するための手段】
【0016】
このような目的を達成するために、本発明による可変径ロールベーラ及び可変径ロールベーラの被成形材料の供給停止方法は、以下の構成を少なくとも具備するものである。
【0017】
被成形材料を貯留するホッパと、前記ホッパから供給される前記被成形材料を、ベルトを用いてロールベールに圧縮成形するロールベール成形室と、前記ホッパに貯留された被成形材料の重量を計量する計量部と、前記計量部の計量結果を検出する設定重量検出部と、前記設定重量検出部の検出結果が設定された重量であるときに、前記ホッパの前記被成形材料の供給動作を停止させる供給停止制御部とを備えたことを特徴とする。
【0018】
被成形材料を貯留するホッパと、前記ホッパから供給される前記被成形材料を、ベルトを用いてロールベールに圧縮成形するロールベール成形室と、前記ホッパに貯留された被成形材料の重量を計量する計量部と、前記計量部の計量結果を検出する設定重量検出部と、前記設定重量検出部の検出結果が設定された重量であるときに、前記ホッパの前記被成形材料の供給動作を停止させるタイミングを報知する報知部と、前記設定重量検出部の検出結果に基づいて前記報知部に報知動作を開始させる報知動作制御部とを備えたことを特徴とする。
【0019】
少なくとも、前記ホッパの前記被成形材料の供給動作を手動によって停止操作する操作部を備えたことを特徴とする。
【0020】
前記ロールベール成形室がロールベール排出状態からロールベール成形状態へ復帰したことを検出する復帰動作検出部と、前記復帰検出部の検出結果に基づいて前記ホッパの前記被成形材料の供給動作を再開させる供給動作再開制御部とを備えたことを特徴とする。
【0021】
被成形材料を貯留するホッパと、前記ホッパから供給される前記被成形材料をベルトを用いてロールベールに圧縮成形するロールベール成形室と、前記ホッパに貯留された被成形材料の重量を計量する計量部と、前記ホッパの供給停止動作を制御する供給停止制御部とを備えた可変径ロールベーラの被成形材料の供給停止方法であって、前記計量部の計量結果を検出するステップと、前記設定重量検出工程の検出結果が設定された重量であるときに、この設定重量検出結果に基づいて前記ホッパの前記被成形材料の供給動作を停止させるステップとを備えたことを特徴とする。
【0022】
被成形材料を貯留するホッパと、前記ホッパから供給される前記被成形材料を、ベルトを用いてロールベールに圧縮成形するロールベール成形室と、前記ホッパに貯留された被成形材料の重量を計量する計量部と、前記ホッパの前記被成形材料の供給動作を停止させるタイミングを報知する報知部と、前記報知部の報知動作を制御する報知動作制御部とを備えた可変径ロールベーラの被成形材料の供給停止方法であって、前記計量部の計量結果を検出するステップと、前記設定重量検出工程の検出結果が設定された重量であるときに、この設定重量検出結果に基づいて、前記報知部に報知動作を開始させるステップとを備えたことを特徴とする。
【発明の効果】
【0023】
このような特徴を有することで本発明は以下の効果を奏する。すなわち、ホッパに貯留された被成形材料の重量が設定された重量であることが検出されたときに、ホッパの被成形材料の供給動作を停止させる、或いは、報知するようにしたので、連続的なロールベールの成形作業の効率性の向上ができるとともに、所定量の被成形物を確実にロールベール成形室に供給でき、しかも、所定量の被成形物を確実にロールベール成形室に供給することで、所望の給餌頭数に応じた重量のロールベールを成形できる。
【図面の簡単な説明】
【0024】
【図1】本発明の第1実施形態に係る可変径ロールベーラの概略構成図である。
【図2】本発明の第1実施形態に係る可変径ロールベーラの制御構成を示すブロック図である。
【図3】本発明の第1実施形態に係る可変径ロールベーラの被成形材料の供給動作を停止させる方法のコンピュータプログラムのフローチャートである。
【図4】本発明の第2実施形態に係る可変径ロールベーラの被成形材料の供給動作を停止させる制御構成を示すブロック図である。
【図5】本発明の第2実施形態に係る可変径ロールベーラの被成形材料の供給動作を停止させる方法のコンピュータプログラムのフローチャートである。
【図6】成形室の一例を示す概略構成図である。
【発明を実施するための形態】
【0025】
以下で説明する被成形材料は、可変径ロールベーラがロールベールを成形することが可能なものであればよく、例えば、青刈りトウモロコシや牧草等の飼料作物、食品加工後の食品残渣、粗飼料や濃厚飼料等を混合調整した混合飼料等の家畜用飼料に用いる各種材料、籾殻、麦殻、木屑、おがくず、敷料、家畜糞等の肥料に用いる各種材料等である。
【0026】
以下で説明する可変径ロールベーラは、特に、前述の各種材料を細断してなる被成形材料をロールベールに成形するのに効果的な細断型のものであるが、本発明では、この細断型の可変径ロールベーラに限らない。
【0027】
前述の可変径ロールベーラは、トラクター等の走行車に牽引される牽引式、自走式、据置式を含む。また、この可変径ロールベーラは、成形したロールベールにネット、トワイン(ロープ)、シート等の結束資材や梱包資材を巻回して圃場に排出するもの、この結束資材や梱包資材が巻回されたロールベールをラップするラッピングマシンを備えた複合型のものを含む。
【0028】
以下、第1実施形態に係る可変径ロールベーラ(以下、ロールベーラという)1を図1及び図2に基づいて説明する。ロールベーラ1は、青刈りトウモロコシや牧草等の飼料作物を細断した被成形材料(図示せず)をロールベールに成形するのに適した細断型のロールベーラ1である。
【0029】
図1は、ロールベーラ1の概略構成図である。ロールベーラ1の基本構成は、ホッパ2、投入コンベア3、ロールベール成形室(以下、成形室という)4、ラッピングマシン5を備えており、ホッパ2に貯留された被成形材料を、投入コンベア3を介して成形室4に投入し、この成形室4の成形駆動によってロールベールR1を成形するようになっている。
【0030】
ロールベールR1が成形されると、ネット10をネット供給部10Aから成形室4に供給し、この成形室4の成形駆動によってロールベールR1に巻付け、このネット10の巻付け終了後に、成形室4の開閉側半部4Aを開いて(図示せず)ロールベールR1を成形室4から排出するようになっている。ネット10は、成形室4に確保された投入口40から供給されるようになっている。
【0031】
成形室4から排出されたロールベールR1は、ラッピングマシン5によってラップされ、ラップ後にラッピングマシン5から機外に排出されるようになっている。
【0032】
尚、以下の説明では、ホッパ2側(図1において左側)を上流側とし、ラッピングマシン5側(図1において右側)を下流側として説明する。また、以下の説明では、ロールベールR1に対してネット10を巻付ける形態を例示するが、このロールベーラ1は、ネット10に換えてロールベールR1に対してトワインを巻付ける形態も含まれ、この場合、ネット供給部10Aに換えてトワイン供給部が設置される(図示せず)。
【0033】
ホッパ2は、被成形材料を貯留するホッパ本体部20と、ホッパ本体部20の底部の排出口21を塞ぐようにホッパ本体部20と一体に配置された排出コンベア22とを備えている。このホッパ2は、ホッパ本体部20に貯留された被成形材料を、その下側から排出コンベア22によって連続して排出するとともに、投入コンベア3に移送するようになっており、ホッパ本体部20に貯留された被成形材料を、排出コンベア22の排出動作によって徐々に減少させるようになっている。
【0034】
投入コンベア3は、ホッパ2の最下部23よりも下側の位置から投入口40にわたって傾斜状に設置されている。投入コンベア3のコンベアベルト30の表面には、被成形材料を支持する複数の支持突起31が突設されており、この支持突起31が運搬される被成形材料を支持することによって、この被成形材料を投入コンベア3の傾斜に沿って滑り落ちるのを防止できるようになっている。また、投入コンベア3の下流側端部32を、投入口40の下端部40Aと上下方向で重畳するように配置して、被成形材料の投入口40への投入時に、この被成形材料のこぼれ落ちを抑制している。また、投入コンベア3の上流側端部33をホッパ2の最下部23の直下に配置している。尚、投入コンベア3は、ネット10の巻き付け動作中の所定時間経過後に投入動作を停止させるようにしてもよいし、ロールベーラ1の起動中において投入動作を継続するようにしてもよい。
【0035】
成形室4は、投入された被成形材料を複数のベルト6、7、8を用いてロールベールR1に圧縮成形するようになっており、ベルト6、7、8をロールベールの周方向に沿うように配置することにより構成されている。
【0036】
ラッピングマシン5は、梱包されたロールベールR1を回転させるとともに、このロールベールを排出する載置台51と、ラップフィルムに適宜な張力を与えながらこのラップフィルムを回転するロールベールR1に巻き付けるフィルム繰出装置52とが備えられており、載置台51上で回転するロールベールR1の外周に、フィルム繰出装置52が回転しながらラップフィルムを繰り出して巻き付けるようになっている。このラップフィルムの巻付け後、載置台51が傾斜することによって、ロールベールR1を機外に排出できるようになっている。
【0037】
このロールベーラ1は、ホッパ2内に貯留された被成形材料の重量を計量する3個の計量部1A、1B、1Cと、計量された被成形材料の重量を検出する設定重量検出部1Dと、成形室4がロールベール排出状態からロールベール成形状態へ復帰したことを検出する復帰動作検出部1Fと、設定重量検出部1Dの検出結果に基づいてホッパ2の被成形材料の供給動作を停止させる供給停止制御部1E、復帰動作検出部1Fの検出結果に基づいてホッパ2の被成形材料の供給動作を再開させる供給動作再開制御部1Gを有する制御部100とを備えている。
【0038】
計量部1A、1B、1Cは、ロードセルを用いており、夫々ホッパ2の下方に配置されている。計量部1A、1B、1Cは、ホッパ2に被成形材料が貯留されていない状態を「0kg」として初期設定され、排出コンベア22を含むホッパ2全体の重量を計量することで、被成形材料の重量を計量するように、供給停止制御部1Eによって制御されている。
【0039】
尚、計量部1A、1B、1Cは、ロードセルに限らない。また、計量部1A、1B、1Cの個数は、3個に限らない。
【0040】
図2は、制御部100の構成を具体的に示すロールベーラ1のブロック図である。制御部100は、前述の供給停止制御部1E及び供給動作再開制御部1Gを備え、更に、送受信部1H及び演算・記憶部1I、並びにCPU(図示せず)を備えている。このCPUは、装置全体の制御を司るものである。
【0041】
設定重量検出部1Dは、計量部1A、1B、1Cによる計量結果を逐次検出し、この検出結果を演算・記憶部1Iに逐次送信するように供給停止制御部1Eによって制御されている。すなわち、この設定重量検出部1Dは、排出コンベア22の排出動作によって減少する被成形材料に伴って刻々と変化する重量を検出し、検出した重量を演算・記憶部1Iに逐次送信するようにされている。
【0042】
供給停止制御部1Eは、設定重量検出部1Dの検出結果が設定された重量という結果であるときに、この設定重量検出情報に基づいて、設定重量に至ったと判定し、排出コンベア22を排出動作させるモータ22Aのスイッチ部22BをOFFさせてモータ22Aを停止させる制御をするようになっている。この制御によって、設定重量検出部1Dによって検出された重量が設定重量であるときに、モータ22Aが停止して排出コンベア22の排出動作を停止させることができる。
【0043】
設定重量の判定制御は、例えば、演算・記憶部1Iに、被成形材料が貯留された状態のホッパ2の重量を貯留重量として設定するとともに、この貯留重量から排出コンベア22の排出動作によって被成形材料が減少することで、刻々と変化する重量を現在重量として設定するようにし、記憶された貯留重量と現在重量との差を演算・記憶部1Iで演算することによって、排出された被成形材料の重量を算出し、算出結果が設定重量に至ったときに設定重量であると判定する制御が挙げられる。そして、設定重量が検出され、排出コンベアの排出動作が停止した時点での現在重量を貯留重量として再設定する制御することによって、次のロールベール成形時において設定重量の被成形材料が排出されたときに、排出コンベア22の排出動作を停止させる制御を行うことができる。尚、設定重量の判定制御は、例示した制御に限らない。
【0044】
復帰動作検出部1Fは、成形室4の開閉側半部4Aの閉動作における位置を検出しており、ロールベール成形後に成形室4の開閉側半部4Aが開いてロールベール排出状態になり、成形されたロールベールR1が排出された後の、成形室4の開閉側半部4Aの閉動作開始時点から検出動作が開始されるように供給動作再開制御部1Gによって制御されている。
【0045】
復帰動作検出部1Fは、例えば、閉動作する開閉側半部4Aの位置が固定側半部4Bを塞ぐ位置(ロールベール成形可能状態)に至ったことを検出する位置センサ、或いは、開閉側半部4Aが閉じて固定側半部4Bを塞ぐ位置(ロールベール成形可能状態)に至ったときにONされるリミットスイッチ、更には、開閉側半部4Aの角度を検出する角度センサ等によって達成できる。
【0046】
供給動作再開制御部1Gは、復帰動作検出部1Fの検出結果が、閉動作する開閉側半部4Aの位置が固定側半部4Bを塞ぐ位置(ロールベール成形可能状態)に至ったという結果であるときに、この復帰動作検出情報に基づいて、スイッチ部22BをONさせてモータ22Aを作動させる制御をするようになっている。この制御によって、復帰動作検出部1Fが、成形室4がロールベール成形状態に復帰したことを検出すると、モータ22Aが作動して排出コンベア22の排出動作を再開させることができる。
【0047】
供給動作再開制御部1Gは、復帰動作検出部1Fが、成形室4がロールベール成形可能状態に復帰したことを検出したとき、設定重量検出部1Dの検出結果が所定重量未満である場合においては、供給動作再開制御を行わないようになっている。
【0048】
この供給動作再開制御部1Gの供給動作再開制御が行われない場合、ロールベーラ1の動作及び各種制御並びに各種検出動作等が停止するようにしてもよい。この場合、ホッパ2に被成形材料を補充するとともに、ロールベーラ1を再起動した際に、ロールベーラ1の動作及び各種制御並びに各種検出動作等が再開されるようにするとよい。
【0049】
ここで前述の所定重量とは、少なくとも目的の設定重量のロールベールを成形できる被成形材料の重量である。
【0050】
このような制御によると、設定重量検出部1Dの検出結果が所定重量未満である場合においては、供給動作再開制御を行わないようにすることができるので、設定重量未満のロールベールR1が成形されてしまうことを防止することができる。
【0051】
供給動作再開制御部1Gの供給動作再開制御は、開閉側半部4Aが前述のロールベール成形可能状態に至る以前の状態を復帰動作検出部1Fが検出したときに、被成形材料の排出を再開する制御としてもよい。
【0052】
ここで、前述のロールベール成形可能状態に至る以前の状態とは、遅くとも、被成形材料が成形室4に投入されるときに開閉側半部4Aが全閉となる状態であり、成形室4に投入された被成形材料が、開閉側半部4Aと固定側半部4Bの間から漏れ出さないようにできる状態である。
【0053】
このような制御によると、開閉側半部4Aの位置が全閉以前にあるときに、被成形材料を成形室に投入するようにしているので、連続的なロールベール成形作業における時間短縮を達成することができる。
【0054】
送受信部1Hは、設定重量検出部1Dからの重量検出情報及び設定重量情報、復帰動作検出部1Fからの復帰動作検出情報、ホッパ2の被成形材料排出動作情報等の各種情報を受信するとともに、受信した各種情報を演算・記憶部1Iに送信するように制御されている。この送受信部1Hから送信される前述の各種情報は、演算・記憶部1Iにおいて更新(上書き)されるように制御されている。
【0055】
演算・記憶部1Iは、前述のCPUが実行する各種プログラムや、各種アプリケーションプログラム、及び各種情報等を記憶したROMを備えている。また、被成形材料の設定重量検出情報、成形室4の復帰検出情報、ホッパ2の被成形材料排出動作情報、演算結果等を一時的に記憶するRAMを備えている。そして、このROM及びRAMから、供給停止制御部1E及び供給動作再開制御部1Gの各種要求に基づく各種プログラムや各種データの出し入れ、更には、前述の設定重量の判定を含む各種演算処理が行われる。
【0056】
このようなロールベーラ1によると、設定重量検出部1Dの検出結果が設定重量であるという結果であるときに、排出コンベア22の排出動作を自動的に停止させることができる。また、復帰動作検出部1Fの検出結果がロールベール成形可能状態へ復帰したという結果であるときに、排出コンベア22の被成形材料の排出動作を自動的に再開させることができる。したがって、設定重量の被成形材料を確実に成形室4に供給できるとともに、連続的なロールベールR1の成形を効率的に行うことができる。
【0057】
尚、復帰動作検出部1F及び供給動作再開制御部1Gをなくして、ロールベールR1の成形後から排出コンベア22の排出動作までの各種動作をオペレータが手動によって行うようにしてもよい(図示せず)。
【0058】
図3は、供給停止制御部1Eがホッパ2からの肥料供給を停止させる方法及び供給動作再開制御部1Gがホッパ2からの肥料供給を再開させる方法を含むコンピュータプログラムのフローチャートである。このプログラムは、ロールベーラ1を起動(ロールベーラ1の動力源を始動及び/又は電源ON等)することにより起動するプログラムである(ステップS1)。
【0059】
ロールベーラ1の起動後、計量部1A、1B、1Cの重量計測が開始され(ステップS2)、現在の重量が所定重量以上であるか否かが判定される(ステップS3)。現在の重量が所定重量以上である場合、成形室4への投入コンベア3の被成形材料の投入動作が開始されるとともに(ステップS4)、排出コンベア22が被成形材料の排出動作が開始され(ステップS5)、更に、成形室4のロールベール成形動作が開始される(ステップS6)。
【0060】
設定重量検出部1Dは、排出コンベア22の排出動作中、計量部1A、1B、1Cの重量計測結果を検出しており、この重量計測結果が設定重量であると検出したときに(ステップS7)、排出コンベア22の排出動作が停止する(ステップS8)。
【0061】
ロールベールR1が成形されると(ステップS9)、ネット10の巻き付け動作が開始され(ステップS10)、このネット10の巻き付け終了後(ステップS11)、開閉側半部4Aが開動作してロールベール排出状態となって(ステップS12)、ロールベールR1が排出される(ステップS13)。ロールベールR1が排出されると開閉側半部4Aの閉動作が開始される(ステップS14)。
【0062】
尚、成形室4の成形動作停止及び開閉側半部4Aの開閉動作開始は、制御によって自動的に行われるようにしてもよいし、オペレータが手動によって行ってもよい。
【0063】
開閉側半部4Aの閉動作中、この開閉側半部4Aの位置を検出しており、この開閉側半部4Aがロールベール成形可能状態に復帰したことを検出すると(ステップS15)、ステップS3と同様に現在の重量が所定重量以上であるか否かが判定され(ステップS16)、現在の重量が所定重量以上である場合、排出コンベア22の排出動作が再開されて(ステップS17)、ステップS7以下の動作が再開される。
【0064】
このプログラムにおけるステップS2からステップS17は、ホッパ2内の被成形材料の重量が所定重量未満に至るまで繰り返し行われ、ステップS3及びステップS16において現在の重量が所定重量未満である場合、排出コンベア22の排出動作を含むロールベール1の動作が行われないようにプログラムを終了する(ステップS18)。
【0065】
また、ロールベールR1の成形後から排出コンベア22の排出動作再開までの動作はオペレータが手動によって行ってもよい。
【0066】
このように、ホッパ2の重量が設定重量になると、この設定重量検出情報に基づいて排出コンベア22の排出動作を自動的に停止させることができる。また、成形室4がロールベール成形状態へ復帰すると、この復帰検出情報に基づいて排出コンベア22の排出動作を自動的に再開させることができる。また、ホッパ2内の被成形材料の重量が所定重量未満である場合には、排出コンベア22の排出動作を含むロールベール1の動作が行われないようにすることができる。
【0067】
次に、第2実施形態のロールベーラ1’を図4に基づいて説明する。図4は、制御部100’の構成を具体的に示すロールベーラ1’のブロック図である。尚、図2に示すロールベーラ1と重複する部位についても説明は、同符号を付すことにより省略する。
【0068】
ロールベーラ1’は、ホッパ2の被成形材料の供給動作を停止させるタイミングを報知する報知部1Kと、計量部1A、1B、1Cによる計量結果が設定重量であることを設定重量検出部1Dが検出したときに、この設定重量検出情報に基づいて、報知部1Kに報知動作を開始させるように制御する報知動作制御部ILと、排出コンベア22のモータ22Aの停止を手動で操作する操作部22Cとを備えている。
【0069】
報知部1Kは、ブザー等の音声又はランプ等の光の点灯・点滅、これら音声や光の点灯・点滅の組み合わせ等によって報知するものが例示できる。また、報知部1Kは、モータ22Aに対するOFF操作後に、報知動作が停止するものであってもよいし、一定時間報知するものであってもよい。
【0070】
この報知部1Kは、オペレータがこの報知を確認しやすい場所に設けるとよく、例えば、報知部1Kを操作部22Cに設けることで、報知の確認がしやすい上に、報知の確認後、即座にモータ22Aに対する停止操作をすることができる。
【0071】
報知動作制御部1Lは、設定重量検出部1Dに対して、計量部1A、1B、1Cによる計量結果を演算・記憶部1Iに出力させるように制御するとともに、計量部1A、1B、1Cによって計量された計量結果を検出させるように制御している。そして、検出結果が設定された重量であるときに、この設定重量検出情報に基づいて報知部1Kに報知動作させる制御をするようにされている。
【0072】
操作部22Cは、モータ22Aを遠隔操作するリモートコントローラ(有線・無線)としてもよいし(図示せず)、ロールベーラ1’のオペレータが操作しやすい場所に配してもよい(図示せず)。
【0073】
このようなロールベーラ1’によると、設定重量検出部1Dの検出結果が設定重量であるという結果であるときに、排出コンベア22の排出動作を停止させるタイミングをオペレータに報知することができる。そして、オペレータは、この報知によって設定重量の被成形材料が排出され、排出コンベア22の排出動作を停止させるときであると認識することができ、この報知に基づいて操作部22Cを停止操作することで排出コンベア22の排出動作を停止させることができる。
【0074】
尚、このロールベーラ1’では、復帰動作検出部1F及び供給動作再開制御部1Gをなくして、ロールベールR1の成形後から排出コンベア22の排出動作までの各種動作をオペレータが手動によって行うようにしてもよい(図示せず)。
【0075】
図5は、報知動作制御部ILが報知部1Kに報知させる方法のコンピュータプログラムのフローチャートである。このプログラムは、ロールベーラ1を起動(ロールベーラ1の動力源を始動及び/又は電源ON等)することにより起動するプログラムである(ステップS1)。
【0076】
ロールベーラ1の起動後、計量部1A、1B、1Cの重量計測が開始され(ステップS2)、現在の重量が所定重量以上であるか否かが判定される(ステップS3)。現在の重量が所定重量以上である場合、成形室4への投入コンベア3の被成形材料の投入動作が開始されるとともに(ステップS4)、排出コンベア22が被成形材料の排出動作が開始され(ステップS5)、更に、成形室4のロールベール成形動作が開始される(ステップS6)。
【0077】
設定重量検出部1Dは、排出コンベア22の排出動作中、計量部1A、1B、1Cの重量計測結果を検出しており、この重量計測結果が設定重量であると検出したときに(ステップS7)、報知部1Kの報知動作が開始されて(ステップS8)、このプログラムが終了する(ステップS9)。
【0078】
ロールベールR1の成形後から排出コンベア22の排出動作再開までのプログラムについては、図3に示すフローチャートのステップS9〜ステップS17によって達成できる。
【0079】
また、ロールベールR1の成形後から排出コンベア22の排出動作再開までの動作はオペレータが手動によって行ってもよい。
【0080】
このように、設定重量検出情報に基づいて、排出コンベア22の排出動作を停止させるタイミングを報知することができる。
【0081】
ここで、成形室4の一例を図6に基づいて説明する。この成形室4は、最大径のロールベールR1から最小径のロールベールR2まで、その径に応じて、ベルト6の成形室4の中心Cからの位置を可変に設けた構成のものである。
【0082】
ベルト6は、投入口40を境として成形室4の開閉側半部4Aを構成するものであり、可変ローラの一例である第1可動ローラ6A及び第2可動ローラ6Bと、8個の固定ローラ6C〜6E及び固定ローラ6G〜6Kと1個の可動テンションローラ6Fとにわたりエンドレス状に巻回して張設されている。可動ローラ6A、第2可動ローラ6B及び固定ローラ6C〜6Kは、その軸線をロールベールR1、R2の軸線と平行として回転可能に軸支されている。
【0083】
第1可動ローラ6A、第2可動ローラ6Bは、一端側が、軸線をロールベールR1、R2の軸線と平行とする回転軸Pに軸支された可動アーム60に軸支され、他端側が、前述の側板に開孔された長孔61、61に軸支されている。この第1可動ローラ6A、第2可動ローラ6Bは、成形中のロールベールR1、R2のベルト6に対する押圧力が、このベルト6を介して作用するようになっており、この押圧力により、長孔61、61に沿って、成形室4の中心Cから下流側へ移動するようになっている。この第1可動ローラ6A、第2可動ローラ6Bの下流側への移動によって、ベルト6の成形室4の中心Cからの位置を可変にすることができる。
【0084】
この長孔61、61は、長手方向が可動アーム60の回転軸Pと同心とする円弧となるように形成されている。可動アーム60は、第1可動ローラ6A、第2可動ローラ6Bの移動に伴って、回転軸Pを回転中心として回転するようになっている。
【0085】
可動アーム60の回転軸Pを境とする上側の端部には、油圧シリンダ62が連結されている。油圧シリンダ62は、収縮する方向に圧力が作用しており、第1可動ローラ6A、第2可動ローラ6Bの移動に伴う可動アーム60の回転に伴って、前述の圧力に抗して伸長するようになっている。この油圧シリンダ62は、可動アーム60の回転位置にかかわらず、一定の圧力となるように制御されている。また、可動アーム60の回転軸Pには、角度計が設置されており、設定した角度に達すると、投入コンベア3の運搬駆動が停止するとともに、ネット10の供給が開始されるように制御されている。
【0086】
すなわち、ロールベールが目的の径に至ったときに投入コンベア3の運搬駆動が停止するように制御されているので、目的の径のロールベールを確実に成形することができる。また、ベルト6の位置が成形室4の中心から外側へ変化する際に、油圧シリンダ62の収縮方向への圧力が可動アーム60を介してベルト6に作用し、このベルト6に作用する収縮方向への圧力をロールベールに作用させることによって、形状良く締まった状態のロールベールを成形することができる。
【0087】
また、長孔61、61は、その長手方向が投入口40の開口方向とほぼ直角に交差するように開孔されており、この長孔61、61に沿って移動する第1可動ローラ6A、第2可動ローラ6Bの移動方向を投入口40の開口方向と正対させないようになっている。すなわち、可動アーム60を介して油圧シリンダ62の圧力が第1可動ローラ6A、第2可動ローラ6Bに作用したとき、成形室4で成形されるロールベールR1、R2に対する第1可動ローラ6A、第2可動ローラ6Bの成形室4の中心C方向への圧力が、投入口40の開口方向と交差する方向に作用して、ロールベールR1、R2を投入口40の開口方向と正対しない方向から圧縮するため、ロールベールR1、R2の最も崩れ易い投入口40付近の崩れを抑制することができ、しかも、被成形材料が成形室4に入らなくなる現象を防止することができる。
【0088】
尚、成形されたロールベールR1、R2に対してネット10が所定量で巻付けられたとき、駆動源の駆動を停止させるように制御してもよいし、駆動源の駆動停止がされたときに、この駆動停止をランプ等の点灯又は点滅によって知らせたり、ブザー等の音声によって知らせたりするように制御してもよい(図示せず)。また、駆動源が駆動停止したときに、成形室4が自動的に開くように制御してもよいし、前述のランプ等やブザー等で駆動源の駆動停止を知らされたときに、手動操作によって開閉側半部4Aを開くようにしてもよい。
【0089】
ベルト7は、投入口40を境として成形室4の固定側半部4Bの投入口40側を構成するものであり、2個の固定ローラ7A、7Bにわたって巻回して張設されている。固定ローラ7A、7Bは、その軸線を固定ローラ6C〜6Kの軸線と平行にされている。
【0090】
固定ローラ7Aは、投入口40の下端部40Aを構成するとともに、固定ローラ7Bの上側の位置にあって、ロールベーラ1が成形できる最小径のロールベールR2の中心位置P2から最大径のロールベールR1の中心位置P1よりも上部に配置されている。すなわち、このような位置に固定ローラ7Aを配置したことにより、投入口40を成形されるロールベールR1、R2の中心位置P1、P2よりも上部に配置することができる。このような位置に投入口40を配置したので、前述したような第1可動ローラ6A、第2可動ローラ6Bの投入口40の開口方向と交差する方向への圧縮による、被成形材料の崩れ防止効果及び湧き出し現象防止効果をより確実なものとすることができる。
【0091】
ベルト8は、成形室4の固定側半部の下側を構成するものであり、固定ローラ7Bの下側から固定ローラ6Jと隣接する位置に配置されている。ベルト8は、3個の固定ローラ8A〜8Cにわたって巻回して張設されている。固定ローラ8A〜8Cは、その軸線を固定ローラ6C〜6Kの軸線と平行にされている。
【0092】
固定ローラ8Aは、投入コンベア3の下側で、且つ固定ローラ7A、7Bよりも下流側に位置するように配置されている。固定ローラ8Bは、固定ローラ7Bの下方に離間して、ベルト8とベルト7との間に隙間80が確保できる位置に配置されている。固定ローラ8Cは、固定ローラ6Jとその下流側で隣接する位置に配置されている。本実施形態では、固定ローラ6Jと固定ローラ8Cの間が、成形室4の固定側半部4Bと開閉側半部4Aの境部であり、この境部で開閉側半部4A上方に開くことにより、成形されてネット10が巻き付けられたロールベールR1、R2が排出されるようになっている。
【0093】
すなわち、このように配置されたベルト8によると、投入コンベア3が被成形材料を投入口40から投入するときに、この被成形材料が成形室4外にこぼれた場合に、こぼれた被成形材料を受け止めることができる。また、各ベルト6、7、8は、成形室4内においてロールベールを反時計方向に回転させる方向に駆動するようになっているため、ベルト8上の被成形材料は、このベルト8により隙間80を介して成形室4内に投入され、各ベルト6、7、8の回転により、ロールベールR1、R2に成形される。したがって、被成形材料のロールベーラ1外へのこぼれやロールベーラ1内の滞留を防止することができるので、被成形材料を無駄なく有効に使用することができる。
【0094】
尚、各ベルト6、7、8は、固定ローラ6C〜6E及び固定ローラ6G〜6Kのいずれか一つ以上、固定ローラ7A、7Bのいずれか一つ以上、固定ローラ8A〜8Cのいずれか一つ以上を、モータ等の駆動源(図示せず)からチェーン等の回転伝達機構(図示せず)を介して伝達される駆動力によって駆動回転させることで、夫々に巻回されたベルト6、7、8を駆動回転させるようになっている。また、成形室4は、実際には、ホッパ2から成形室4にわたって設けられた側板(図示せず)を含んで成形室4が構成されている。また、成形室4の形態は、図示した形態に限らず、成形されるロールベールR1、R2の径に応じてベルト6の成形室4の中心Cからの位置を可変とした形態であればよい。
【0095】
このようなロールベーラ1によると、成形中における被成形材料の投入口40からの湧き出し現象を抑制し、投入動作中の投入コンベア3や投入されるときに投入口40からこぼれ落ちる被成形材料を、ベルト8によって成形室4に投入するようにしているので、被成形材料を無駄なく有効に使用できるようにした上で、形状の良い締まったロールベールの成形、効率よいロールベールの成形をすることができる。
【符号の説明】
【0096】
1:ロールベーラ(可変径ロールベーラ)
1’:ロールベーラ(可変径ロールベーラ)
2:ホッパ
4:成形室(ロールベール成形室)
R1:ロールベール
R2:ロールベール
6:ベルト
7:ベルト
8:ベルト
1A:計量部
1B:計量部
1C;計量部
1D:設定重量検出部
1E:供給停止制御部
1F:復帰動作検出部
1G:供給動作再開制御部
1K:報知部
1L:報知動作制御部
22C:操作部
【特許請求の範囲】
【請求項1】
被成形材料を貯留するホッパと、前記ホッパから供給される前記被成形材料を、ベルトを用いてロールベールに圧縮成形するロールベール成形室と、前記ホッパに貯留された被成形材料の重量を計量する計量部と、前記計量部の計量結果を検出する設定重量検出部と、前記設定重量検出部の検出結果が設定された重量であるときに、前記ホッパの前記被成形材料の供給動作を停止させる供給停止制御部とを備えたことを特徴とする可変径ロールベーラ。
【請求項2】
被成形材料を貯留するホッパと、前記ホッパから供給される前記被成形材料を、ベルトを用いてロールベールに圧縮成形するロールベール成形室と、前記ホッパに貯留された被成形材料の重量を計量する計量部と、前記計量部の計量結果を検出する設定重量検出部と、前記設定重量検出部の検出結果が設定された重量であるときに、前記ホッパの前記被成形材料の供給動作を停止させるタイミングを報知する報知部と、前記設定重量検出部の検出結果に基づいて前記報知部に報知動作を開始させる報知動作制御部とを備えたことを特徴とする可変径ロールベーラ。
【請求項3】
少なくとも、前記ホッパの前記被成形材料の供給動作を手動によって停止操作する操作部を備えたことを特徴とする請求項2記載の可変径ロールベーラ。
【請求項4】
前記ロールベール成形室がロールベール排出状態からロールベール成形可能状態へ復帰したことを検出する復帰動作検出部と、前記復帰検出部の検出結果に基づいて前記ホッパの前記被成形材料の供給動作を再開させる供給動作再開制御部とを備えたことを特徴とする請求項1乃至3いずれか1項記載の可変径ロールベーラ。
【請求項5】
被成形材料を貯留するホッパと、前記ホッパから供給される前記被成形材料を、ベルトを用いてロールベールに圧縮成形するロールベール成形室と、前記ホッパに貯留された被成形材料の重量を計量する計量部と、前記ホッパの供給停止動作を制御する供給停止制御部とを備えた可変径ロールベーラの被成形材料の供給停止方法であって、前記計量部の計量結果を検出するステップと、前記設定重量検出工程の検出結果が設定された重量であるときに、この設定重量検出結果に基づいて前記ホッパの前記被成形材料の供給動作を停止させるステップとを備えたことを特徴とする可変径ロールベーラの被成形材料の供給停止方法。
【請求項6】
被成形材料を貯留するホッパと、前記ホッパから供給される前記被成形材料を、ベルトを用いてロールベールに圧縮成形するロールベール成形室と、前記ホッパに貯留された被成形材料の重量を計量する計量部と、前記ホッパの前記被成形材料の供給動作を停止させるタイミングを報知する報知部と、前記報知部の報知動作を制御する報知動作制御部とを備えた可変径ロールベーラの被成形材料の供給停止方法であって、前記計量部の計量結果を検出するステップと、前記設定重量検出工程の検出結果が設定された重量であるときに、この設定重量検出結果に基づいて、前記報知部に報知動作を開始させるステップとを備えたことを特徴とする可変径ロールベーラの被成形材料の供給停止方法。
【請求項1】
被成形材料を貯留するホッパと、前記ホッパから供給される前記被成形材料を、ベルトを用いてロールベールに圧縮成形するロールベール成形室と、前記ホッパに貯留された被成形材料の重量を計量する計量部と、前記計量部の計量結果を検出する設定重量検出部と、前記設定重量検出部の検出結果が設定された重量であるときに、前記ホッパの前記被成形材料の供給動作を停止させる供給停止制御部とを備えたことを特徴とする可変径ロールベーラ。
【請求項2】
被成形材料を貯留するホッパと、前記ホッパから供給される前記被成形材料を、ベルトを用いてロールベールに圧縮成形するロールベール成形室と、前記ホッパに貯留された被成形材料の重量を計量する計量部と、前記計量部の計量結果を検出する設定重量検出部と、前記設定重量検出部の検出結果が設定された重量であるときに、前記ホッパの前記被成形材料の供給動作を停止させるタイミングを報知する報知部と、前記設定重量検出部の検出結果に基づいて前記報知部に報知動作を開始させる報知動作制御部とを備えたことを特徴とする可変径ロールベーラ。
【請求項3】
少なくとも、前記ホッパの前記被成形材料の供給動作を手動によって停止操作する操作部を備えたことを特徴とする請求項2記載の可変径ロールベーラ。
【請求項4】
前記ロールベール成形室がロールベール排出状態からロールベール成形可能状態へ復帰したことを検出する復帰動作検出部と、前記復帰検出部の検出結果に基づいて前記ホッパの前記被成形材料の供給動作を再開させる供給動作再開制御部とを備えたことを特徴とする請求項1乃至3いずれか1項記載の可変径ロールベーラ。
【請求項5】
被成形材料を貯留するホッパと、前記ホッパから供給される前記被成形材料を、ベルトを用いてロールベールに圧縮成形するロールベール成形室と、前記ホッパに貯留された被成形材料の重量を計量する計量部と、前記ホッパの供給停止動作を制御する供給停止制御部とを備えた可変径ロールベーラの被成形材料の供給停止方法であって、前記計量部の計量結果を検出するステップと、前記設定重量検出工程の検出結果が設定された重量であるときに、この設定重量検出結果に基づいて前記ホッパの前記被成形材料の供給動作を停止させるステップとを備えたことを特徴とする可変径ロールベーラの被成形材料の供給停止方法。
【請求項6】
被成形材料を貯留するホッパと、前記ホッパから供給される前記被成形材料を、ベルトを用いてロールベールに圧縮成形するロールベール成形室と、前記ホッパに貯留された被成形材料の重量を計量する計量部と、前記ホッパの前記被成形材料の供給動作を停止させるタイミングを報知する報知部と、前記報知部の報知動作を制御する報知動作制御部とを備えた可変径ロールベーラの被成形材料の供給停止方法であって、前記計量部の計量結果を検出するステップと、前記設定重量検出工程の検出結果が設定された重量であるときに、この設定重量検出結果に基づいて、前記報知部に報知動作を開始させるステップとを備えたことを特徴とする可変径ロールベーラの被成形材料の供給停止方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−46593(P2013−46593A)
【公開日】平成25年3月7日(2013.3.7)
【国際特許分類】
【出願番号】特願2011−186514(P2011−186514)
【出願日】平成23年8月29日(2011.8.29)
【出願人】(501203344)独立行政法人農業・食品産業技術総合研究機構 (827)
【出願人】(000107653)株式会社IHIスター (36)
【公開日】平成25年3月7日(2013.3.7)
【国際特許分類】
【出願日】平成23年8月29日(2011.8.29)
【出願人】(501203344)独立行政法人農業・食品産業技術総合研究機構 (827)
【出願人】(000107653)株式会社IHIスター (36)
[ Back to top ]