
可撓性の袋および製造方法
本発明は、三角形の閉じた可撓性の袋(100)に関し、また、物質を保持する三角形の閉じた可撓性の袋を製造する方法は、少なくとも単一の可撓性シート(200)をそれ自体の上に折り重ねて三角形の内部空間を形成する工程と、三角形の内部空間に物質を充填する工程と、少なくとも単一の折り重ねたシートを複数の溶着ラインに沿って溶着して、物質を内部空間内に捕える工程と、閉じた可撓性の袋(100)をシールする工程とを備える。また、本発明は、連続袋を折り重ね、陳列し、および/または保管する方法、ならびに連続袋のための吊下げ器具に関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、閉じた袋に関し、特に、ユーザが袋の内容物を取り出すために提供される個々に小分けされた形態を成す閉じた可撓性の袋または閉じた可撓性の連続袋(chain of sachets)、および、それらの製造方法に関する。また、本発明は、袋の使用方法、袋または連続袋の陳列・保管方法に関する。
【背景技術】
【0002】
本発明は、複数の使用が意図される、少なくとも1つの物質を収容する閉じた可撓性の袋または閉じた可撓性の連続袋に関する。特に、袋の内容物を飲料の調製用の粉末として提供することが想定される。
【0003】
例えばコーヒー飲料の調製のために意図される事前に計量されまたは包装されて小分けされたインスタントコーヒーの使用は、結果として得られる製品の品質を比較的一定に保ちつつコーヒー調製作業を容易にするという利点を有する。
【0004】
これらの小分け品は、現在、様々な形態で提供される。
【0005】
第1の形態によれば、事前に包装された小分け品は、スイス特許第636311号明細書、米国特許第5,012,629号明細書、および、欧州特許公開第272432号明細書に開示されるように提示される。袋は、それらの外周にわたってシールされる2つの濾紙シートにより形成され、挽いたコーヒーが充填される。この提示および解決策は、保管中に製品の酸化を防止するために他の酸素バリア外装を設ける必要があり、そのため、更なる製造コストを伴うとともに、消費者が所望のコーヒーを抽出する前に他の外装を除去するための追加の工程を少なくとも伴うという欠点を有する。
【0006】
例えば米国特許第6,347,725号明細書に開示される第2の形態によれば、飲料成分を包む閉じた可撓性の袋が少なくとも1つの可撓性シートによって形成され、該シートは、飲料成分を収容する内部空間を画定するためにその外周でシールラインに沿ってシールされる。シートは、重なり縁部と、抽出流体を内部空間に導くように形成されるチャンネルとを備え、チャンネルは、重なり縁部間に形成されかつ内部空間から反対側のシールラインへ向かって延びる外側チャンネル部を有する。この場合、可撓性シートは酸素および水蒸気を通さない。米国特許第6,347,725号明細書に係る袋は、正方形、長方形、楕円形、または他の形状を成してもよい。袋が長方形状を成す場合、袋は、約2cm〜約15cm、好ましくは約4cm〜約6cmの幅と、約5cm〜約30cm、好ましくは約6cm〜約20cmの長さとを有する。
【0007】
例えば米国特許第7,207,719号明細書に開示される第3の形態によれば、包装体は、平坦な袋、シールエッジ袋、キャビティー袋、自立キャビティー袋、もしくはホース袋などの袋、または、溶着した平坦なバッグもしくは折り曲げたバッグなどのバッグであってもよい。同様に、包装体は、少なくとも1つのシール継ぎ目、例えば、熱間もしくは冷間シール継ぎ目、溶着継ぎ目、または接着継ぎ目などのシール継ぎ目を側縁に有することができる。製造方法に応じて、平坦な袋は、例えば、3つまたは4つのシール継ぎ目を3つまたは4つの側縁に有することができ、ホース袋は、上側および下側横継ぎ目、または、上側および下側および後側の継ぎ目、例えば重なり合うもしくは折り曲げた後側継ぎ目を有することができる。包装ユニットは、例えば平面視で多角形、特に長方形で提供される。断面では、包装ユニットは、円形または多角形、特に長方形となり得る。
【発明の概要】
【発明が解決しようとする課題】
【0008】
先の形態の全ては、それらが大きな保管空間を必要とし、特にユーザの手による取り出しに関してそれらの使用の利便性および便宜性が最適でなく、製造のための材料のそれらの使用があまり最適でないという欠点を伴う。従来の長方形状の袋と比べて、本発明にしたがって提案される新規な袋は、ラミネート消費が少なく、特に袋が連続袋として陳列される際に消費者の方に向く寸法に関して妥協せずに、シール面積を減少させる。
【課題を解決するための手段】
【0009】
本発明は、ユーザによる袋の内容物の取り出しのために提供される個々に小分けされた形態を成す、物質の供給、使用、および保管のための閉じた袋もしくは閉じた可撓性の連続袋を提供することにより、また、袋もしくは連続袋それぞれの製造方法を提供することにより、少なくとも先に挙げられた問題を解決する。また、本発明は、袋の使用方法、および袋もしくは連続袋を陳列して保管する方法を更に提供する。
【0010】
また、本発明は、複数の閉じた可撓性の袋を備える可撓性の連続袋に関し、連続袋は、各袋の先端のうちの1つでまたは溶着ラインに沿って互いに結合される三角形の閉じた可撓性の複数の袋によって形成される。
【0011】
また、本発明は、物質を保持する三角形の閉じた可撓性の袋を製造する方法であって、少なくとも単一の可撓性シートをそれ自体の上に折り重ねて三角形の内部空間を形成する工程と、三角形の内部空間に物質を充填する工程と、少なくとも単一の折り重ねたシートを複数の溶着ラインに沿って溶着して、物質を内部空間内に捕える工程と、閉じた可撓性の袋をシールする工程とを備える方法に関する。
【0012】
物質を保持する三角形の閉じた可撓性の連続袋を製造する方法は、複数の溶着ラインが2つもしくは3つの溶着ラインを備えることを想定し、また、直角二等辺三角形形状の閉じた可撓性の袋を形成するために2つの対向するシートをシールする工程を更に備えてもよい。複数の溶着ラインは、充填チューブの方向に沿う少なくとも1つのシールラインと、充填チューブの垂直方向に対して45°の角度を成すシールラインとを備える。
【0013】
更に、本発明は、閉じた可撓性の袋を、飲料を調製する過程でユーザが手で使用する方法であって、可撓性の閉じた袋を事前に定められた分割ラインに沿って引き裂く工程と、引き裂いた袋を容器に隣接して保持する工程と、引き裂いた袋の内容物を飲料が調製される容器内に注ぐ工程とを備え、閉じた可撓性の袋が三角形形状を成す方法に関する。
【0014】
また、本発明は、三角形形状の閉じた可撓性の連続袋の保管方法であって、閉じた可撓性の連続袋を、円を描くようにそれ自体の上に折り重ねる工程と、袋の折り重ねた連続体を平行六面体形状にコンパクト化する工程と、コンパクト化された連続袋を提供のために箱に包み込むまたは保管のために外側包装材に包み込む工程とを備える保管方法を提供する。
【0015】
更にまた、本発明は、閉じた可撓性の連続袋を陳列する方法であって、複数の三角形形状の袋を備える可撓性の閉じた連続袋の包装を解く工程と、連続袋を展開する工程と、連続袋を吊り下げる工程であって、吊下げを容易にするために吊下げ器具が使用される工程と、可撓性の連続袋を陳列する工程とを備える方法を提供する。
【0016】
本発明との関連では、三角形の閉じた可撓性の各袋を連続袋に関連付けることが想定され、連続袋は、各袋の先端でまたは溶着ラインに沿って互いに結合される三角形の閉じた可撓性の複数の袋によって形成される。閉じた可撓性の袋は、多角形形状の閉じた可撓性の袋である。閉じた可撓性の袋は、直角二等辺三角形に形成されることが好ましい。
【0017】
閉じた可撓性の袋は、特に、アルミニウム、ポリエステル、ポリエチレン、ポリプロピレン、ポリアミド、ポリスチレン、紙、エチレンとビニルアルコールとの共重合体、ポリ塩化ビニリデン、ポリビニルアセテート、または、これらの混合物から形成される可撓性材料の素材片(blank)を備える。単一の可撓性材料の素材片または材料の複数の素材片が準備されてそれ自体/それら自体の上に折り重ねられ、それにより、内部空間が形成される。
【0018】
閉じた可撓性の袋の内部空間は、1つ以上の区画室を備える。閉じた可撓性の袋内に包まれる物質は、個々に小分けされた粉末飲料であり、挽いて炒ったコーヒー、茶、インスタントコーヒー、インスタントコーヒーと挽いたコーヒーとの混合物、チョコレート製品、粉ミルク、および粉クリームからなる群から選択されてもよい。粉末飲料は約5g〜約50gの重量で存在する。
【0019】
閉じた可撓性の袋は、シールラインの周りで略対称であり、また、複数の分割ラインがその三角形形状の定められた角部に配置される。
【0020】
物質を保持する閉じた可撓性の袋の複数の溶着ラインは、2つの溶着ラインまたは3つの溶着ラインのうちの一方を備える。
【0021】
本発明の更なる他の目的および利点は、以下の詳細な説明から当業者にとって容易に明らかとなり、以下の詳細な説明では、本発明を実施するのに最良の形態と考えられる単なる例示として、本発明の好ましい実施形態のみが図示されて記載される。当業者であれば分かるように、本発明は他の異なる実施形態が可能であり、その幾つかの詳細は、本発明から全く逸脱することなく、様々な明らかな態様で変形できる。
【0022】
したがって、図面および明細書本文は、本質的に例示と見なされるべきであり、限定的なものと見なされるべきではない。
【図面の簡単な説明】
【0023】
【図1A】本発明にしたがって提案される袋の全体図である。
【図1B】本発明の一実施形態に係る袋の概略平面図である。
【図1C】本発明の他の実施形態に係る袋の概略平面図である。
【図1D】本発明の更に他の実施形態に係る袋の概略平面図である。
【図1E】本発明の更に他の実施形態に係る袋の概略平面図である。
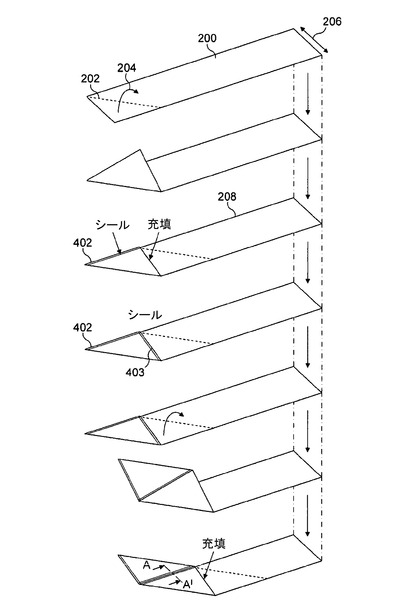
【図2】本発明に係る閉じた三角形の袋を製造する異なる段階における素材片の平面図である。
【図3】本発明の方法にしたがって製造される三角形の閉じた袋の連続体の平面図、および三角形の閉じた袋の連続体の断面図である。
【図4】本発明の製造方法の一実施形態に係る連続袋の製造方法の詳細図である。
【図5】本発明に係る製造方法の更なる段階的な図である。
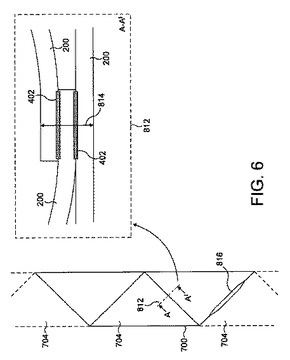
【図6】本発明の方法にしたがって製造される三角形の閉じた袋の連続体の平面図、および三角形の閉じた袋の連続体の断面図である。
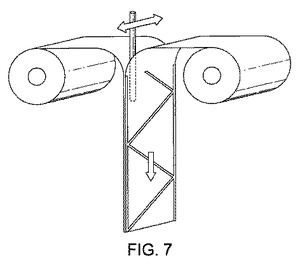
【図7】本発明の製造方法の一実施形態に係る連続袋の製造方法の概略図である。
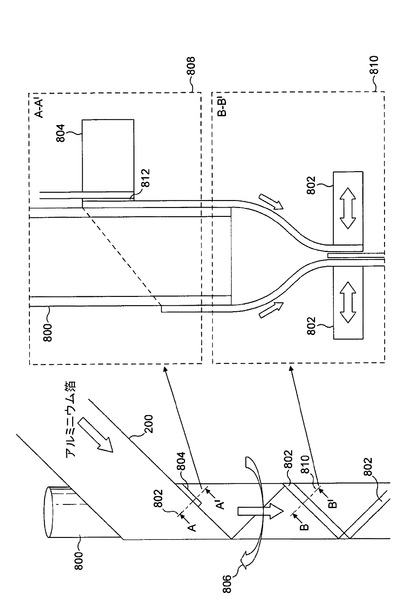
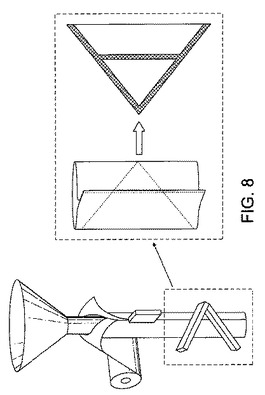
【図8】本発明の製造方法の一実施形態に係る連続袋の製造方法の概略図である。
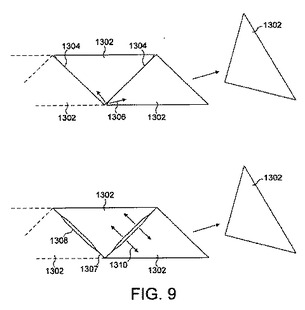
【図9】使用前に連続袋から個々の袋を分離することを示す概略図である。
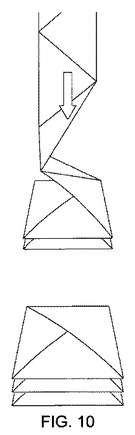
【図10】本発明の方法にしたがって折り重なる連続袋の図である。
【図11】陳列された連続袋の例図である。
【図12a】連続袋を保管するおよび/または陳列するための吊下げ器具である。
【図12b】側方から見た図12aに示される吊下げ器具である。
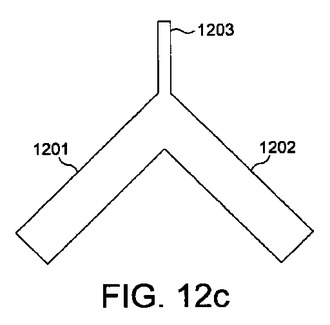
【図12c】連続袋を保管するおよび/または陳列するための吊下げ器具の他の実施形態である。
【図12d】側方から見た図12cに示される吊下げ器具である。
【図12e】本発明の吊下げ器具に吊り下がっている連続袋を示している。
【図13】本発明の方法にしたがって折り重なる連続袋の図である。
【図14a】本発明の方法にしたがって折り重ねた連続袋の図である。
【図14b】本発明の方法にしたがって折り重ねた連続袋の図である。
【発明を実施するための形態】
【0024】
本発明は多くの異なる実施形態が可能であるが、本開示が本発明の原理の例示と見なされるべきであって本発明の広範な態様を図示の実施形態に限定しようとするものでないという理解の下で、本発明の好ましい実施形態が図面に示されかつ本明細書中で詳しく説明される。
【0025】
以下の説明は、特にインスタントコーヒーに関して記載されるが、限定的ではなく、一例として提示される。これは、茶、水溶きコーヒー、チョコレート、または、液体、ペースト、ゲル、顆粒もしくは様々な他の固形物など様々な体裁を伴って浸出形態で飲料もしくは食品を供給するようになっている乾燥食品、または、薬品、化粧品、香料、および個人使用物品などの他の製品または製品の混合物を保持するために本発明の閉じた可撓性の袋が使用されてもよいからである。本明細書本文を読む包装分野の当業者は、先に列挙されたもの以外の別のものを想定し得る。先に与えられた例は、限定しようとするものではなく、様々な他の物質を包含するように意図されている。それらが粉末、液体、ペースト、および固形物の任意の変形として与えられることが想定される。
【0026】
本発明によって提示されかつ本発明に係る方法の実施によって製造される袋は、本発明の1つの典型的な実施形態では、材料の単一のシートから形成されるシールされた可撓性バッグである。バッグは、単一のシートを長手方向に沿って折り曲げて、側縁を接合して45°の角度でシールすることにより、単一のシートをそれ自体の上に45°で折り重ねてシールし、再び折り重ねる等することにより、または、2つの対向するシートをシールして直角二等辺三角形を形成することにより形成されてもよい。少なくともそのようにして、容積部を提供するべく材料が形成され、それにより、蓄えられることを意図される物質を収容することが可能になり、バッグは、それが意図される取り出し状態にあるときに使用されるようになっており、少なくとも1つの直線状の溶着を含む。以下、バッグという用語および袋という用語は、置き換え可能に使用され、同じ意味が割り当てられる。
【0027】
シールされるとは、バッグが閉じられてバック内に収容される物質を通さないまたは実質的に通さないことを意味する。バッグは、バッグ内に蓄えられる製品が酸素および/または水による劣化に敏感な場合には、酸素および水蒸気も通さないことが好ましい。そのまま使用できるとは、そのようなバッグが直ちにいつでも使用できる状態にあってそれを手で使用する前にまたはそれを機械に入れる前に事前の準備を必要としないことを意味する。
【0028】
その利点は、とりわけ、保管期間中に、一定量の物質を包装しおよび/または例えば酸素または水から保護するという機能をもたらすなど、それがその使用の様々な工程で多くの機能をもたらすという事実にある。
【0029】
その新規性は、少なくとも、その形状、体裁、サイズ、中身、その材料の性質およびそれが充填される程度、その製造方法、その使用方法、ならびに、その陳列・保管方法にある。
【0030】
本発明に係る袋は、平面視で多角形の形状を成す。特に、袋は、以下の形状、すなわち、直角二等辺型、斜三角形、鋭角三角形、鈍角三角形、または、当業者に明らかな任意の他の三角形形状のうちの少なくとも1つを有してもよい。
【0031】
本発明の袋は、望ましい量の物質を蓄えるのに適した任意のサイズを有してもよい。袋が直角二等辺型である本発明の典型的な実施形態では、その対辺長が約2cm〜約20cm、好ましくは約4cm〜約6cm、および、その斜辺長が約2.5cm〜約25cmであってもよいと想定される。袋は、充填された時点で、その中心の厚さが例えば約1mm〜約20mm、好ましくは約5mm〜約10mmであってもよい。収容される粉末物質の量は、その用途にしたがって、好ましくは約1gから約100gまで、より好ましくは約8gから約30gまで様々であってもよい。袋が液体を包むべく使用される場合には、袋が例えば1cl〜100clを保持してもよいと想定される。
【0032】
想定される物質によるバッグの容積の有効充填レベルは、任意の適したレベル、例えば10〜70%であってもよいが、袋が完全に充填されてもよい。この有効充填レベルは、収容される物質それ自体が非常に多孔質でかつその粒子間の空隙率が大きい場合には、見掛けの充填レベルよりも著しく低い場合がある。
【0033】
バッグが高い内圧を有する場合には、バッグの低い有効充填レベルも想定される。バッグが真空シールされた場合には、充填レベルは非常に高い。
【0034】
袋内に包まれる物質が酸化し易い場合には、無酸素不活性ガスの流れの保護の下で、例えば窒素下で製造作業が行なわれてもよい。
【0035】
素材片は、5ミクロン〜40ミクロンの厚さを有するアルミニウムなどの可撓性材料からまたはポリエステル(PET)などのプラスチックから形成されるシートまたは折畳みシートから成ってもよい。
【0036】
シートは、通常の方法での溶着に適するが同時に酸素および水蒸気から製品を十分に保護するのに適する可撓性多層材料から成ることが好ましい。
【0037】
以下の材料の組合せが好ましい。
外層:約1ミクロン〜約20ミクロン、好ましくは約5ミクロン〜約15ミクロンの厚さを有するPET(通常、織、不織)、ポリエチレン(PE)、ポリプロピレン(PP)、ポリアミド(PA)、ポリスチレン(PS)、または紙。
高度バリア中心層:約3ミクロン〜約25ミクロン、好ましくは約5ミクロン〜約20ミクロンの厚さを有するアルミニウム、エチレンとビニルアルコールとの共重合体(EVOH)、ポリビニリデン(PVDC)、PET、またはポリビニルアセテート(PVA)。
内層:溶着ラッカを伴う約1ミクロン〜約20ミクロン、好ましくは約5ミクロン〜約15ミクロンの厚さを有するプラスチック、好ましくはPEもしくはPP、または配向ポリプロピレン。
【0038】
これらの層の全体の厚さは一般に5ミクロン〜40ミクロンである。または、材料が単層金属箔またはBOPPを備えてもよい。
【0039】
シールは、例えば180℃〜250℃の温度で成されてもよい。または、シールが超音波手段または任意の他の適した手段によって行なわれてもよい。
【0040】
例えば、以下の多層組合せ、すなわち、PET−EVOH−PE、またはPET−アルミニウム−PEを想定することができる。生分解性材料または水溶性材料の使用も単層としてまたは他の材料と組み合わせて可能である。
【0041】
本発明にしたがって想定される製造手順のうちの少なくとも1つの結果として、袋を製造するためのラミネート消費量が減少される。また、少なくとも本発明の1つの実施形態では、シールされた縁を三角形に2つだけ設けることが想定されるため、シール領域の必要性が減少され、したがって、同様に、シールのために必要とされるエネルギー消費量およびラミネート消費量も減少される。更にまた、それ自体の上に折り重ねるこの方法にしたがって三角形の袋が製造される場合には、多層シールが必要にならない。
【0042】
二等辺三角形の袋の連続体の特定の実施形態では、45°の角度のシール領域に起因して、本発明に係る閉じた可撓性の連続袋を、それ自体の上で回転することによりそれ自体の上に正方形形状をなすように折り重ねてもよい。したがって、折り重ねると、その寸法を最適化することができ、折り重ねた連続袋を二次包装で包装するのが容易となる。連続袋を形成する個々の閉じた三角形形状の袋を正方形の箱から分配することが可能になる。
【0043】
個々の袋は、それらの三角形形状に起因して、直観的な開口を有しており、また、それらの内容物を注ぐのが容易である。袋の開口は、三角形の角部のうちの1つに直観的に配置されてもよく、そのため、袋の内容物を注ぐことがさらに容易となる。これは、袋の内容物が開口に形成される漏斗内で外側へ容易に滑るからである。また、角部の開口に起因して、粉末または液体がこぼれるおそれが減るとともに、ヘッドスペースが更に小さくて済む。
【0044】
閉じた可撓性の連続袋が陳列に利用できる場合には、三角形の袋によって形成される連続袋が長方形状の従来技術の袋によって形成される連続袋よりも大きい正面を見せることが人目を引く。
【0045】
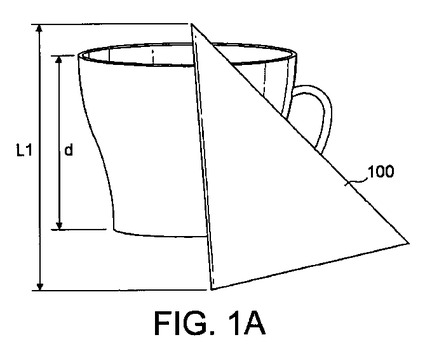
図1Aは本発明に係る袋の全体図である。図1Aには、本発明の一実施形態にしたがって実施される袋100がカップと対比して斜視図で示されている。この場合、袋の内容物は、飲料を調製するために消費者により手で使用されるようになっている。
【0046】
図1Aに示される袋100は、本質的には単なる典型であり、特に、この限りにおいては、ロゴおよび他の装飾的なまたは機能的な印が袋上にあり、また、ユーザと対向する袋の面およびこの図ではユーザから隠される袋の面の両方に印刷された印が存在する。
【0047】
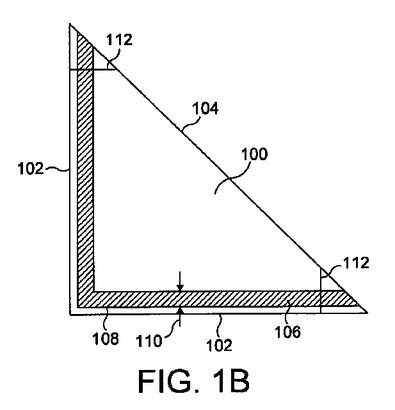
図1Bは、本発明の一実施形態に係る袋の概略平面図である。図1Bの袋100は、隣り合う対辺102の長さL1が互いに等しい直角二等辺三角形の形状を成す。袋の斜辺が104で示されており、該斜辺は長さL2を有する。袋は2つまたは3つのシールされた辺を備えてもよく、図1Bの袋100は2つのシール領域106を伴う例を示している。特に大量の材料または高質量の材料を袋に蓄えることが想定される場合には、切れ目108を設けてもよい。袋には、三角形の直角でない内角の2つの角部など、定められた分割ラインに配置される、1つまたは2つの角部開口スプリット112が設けられる。
【0048】
または、袋が2つのシールラインのみに沿ってシールされる本発明の実施形態では、袋には、例えば、斜辺に沿って分割フィラメントが設けられてもよい。この実施形態は、特に、袋が個々に小分けされた固形食を包む場合のように、袋の内容物の形状を損なうことなく袋の内容物を取り出すことが重要である場合に適する。
【0049】
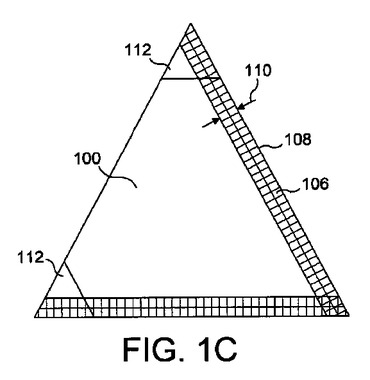
図1Cは、本発明の他の実施形態に係る袋の概略平面図である。図1Cの袋100は、辺108が互いに等しい正三角形の形状を成している。また、図1Cに示される袋は、三角形の2つの辺だけがシールされて補強される場合を表わしている。
【0050】
2つまたは3つの辺における形状および補強の様々な組合せが本発明の範囲内で想定され、また、先に与えられた例はこの点において限定していない。例えば、液体、更に重いまたは大きい内容物等の収容に関連して使用される袋に関しては、3辺の補強が想定されてもよい。
【0051】
図1Dは、本発明の更に他の実施形態に係る袋の概略平面図である。図1Dに表わされる袋100は、直角二等辺三角形に形成される閉じた可撓性の三角形袋であり、この場合、袋は、3辺の溶着によって取り囲まれる1つの内部区画室を備える。
【0052】
図1Eに表わされる袋100は本発明の更に他の実施形態であり、この実施形態にしたがって、閉じた可撓性の三角形の袋が直角二等辺三角形に形成される。この場合、袋は2つの内部区画室を備えており、一方の区画室が3辺の溶着によって取り囲まれ、第2の区画室は、溶着を伴わない1つの辺と、補強された残りの辺とを有する。各区画室は、ユーザによる開放を容易にするために角部に直観的に配置される少なくとも1つの分割ライン112を備えることが想定される。2つの区画室は、同じ物質または2つの異なる物質を包んでもよい。
【0053】
また、本発明は、物質を保持する三角形の閉じた可撓性の袋の連続体を製造する方法にも関し、該方法は、可撓性シートをそれ自体の上に折り重ねて三角形の内部空間を形成する工程と、三角形の内部空間に物質を充填する工程と、少なくとも1つの折り重ねたシートを複数の溶着ラインに沿ってシールして、物質を内部空間内に捕える工程と、これらの工程を1回以上繰り返す工程とを備える。
【0054】
図2は、本発明の1つの方法にしたがって袋を製造する異なる段階における素材片の平面図を示している。図2において、素材片200は、内部に蓄えられるべき物質を受容することができる内部空間を形成するために折り曲げライン202に沿って折り曲げ方向204に折り曲げることができる多層可撓性シートである。
【0055】
製造しようとするものが図1Bに示される閉じた可撓性の直角二等辺三角形の袋100であると想定すると、折り曲げラインの長さは三角形の斜辺104と等しい。この場合、素材片200の幅206は、袋100の所望のサイズの斜辺と等しい長さの折り曲げライン202を斜めに横切って受け入れるために製造プロセスの初めに都合良く選択される。
【0056】
可撓性シートは、その後、折り曲げ方向204に45°の角度で配置されるライン202に沿ってそれ自体の周りに折り曲げられる。三角形の1つの辺が素材片200の縁208と位置合わせされて、他の辺が縁208に対して垂直になると、折り曲げが達成されて、望ましい取り囲まれた直角三角形状の内部空間が形成される。
【0057】
図2に示されるように、内部空間は、物質が充填されると、ライン402および403に沿ってシールされ、その内容物を内側に捕える。ライン402に沿うシールは、内部空間の充填前に都合良く行なわれてもよい。
【0058】
その後の工程では、可撓性の素材片シートが45°の角度でそれ自体の上に再び折り重ねられて、次の取り囲まれた内部空間または容積部が形成される。連続状の望ましい数の三角形の袋が形成されるまでまたは素材片シートが長手方向で使い果たされるまで作業が1回以上、必要に応じて何度も繰り返される。
【0059】
図2に示されるような本発明の方法にしたがって製造され、個々の直角二等辺三角形形状の袋704を備える閉じた三角形の袋の連続体700が図3に示されている。断面線602(A−A’)が、隣り合う個々の閉じた三角形の袋の溶着ラインを横切る。断面線602の断面図604では、望ましい袋を形成するためにそれ自体の上に折り重ねることによって重ね合された単層の素材片200を所望の内部空間を取り囲むのに役立つ溶融シール層402によってシールできるのが分かる。
【0060】
三角形の袋が素材片ラミネートの単一層によって互いに結合される前述した解決策にしたがって設けられる連続袋は、ここでは単一層のみを有してもよい分離領域の低い剛性に起因して、ユーザが1つの袋を他の袋から分離したいときに良好な分離を可能にする。また、単一層は、例えば穿孔によって更に脆弱化されてもよい。
【0061】
図4および図5は、本発明の製造方法の更なる実施形態を示している。この実施形態において、物質を保持する三角形の閉じた可撓性の袋の連続体は、可撓性材料の素材片シートを該素材片の縁が素材片自体と一体になるまでそれ自体の周囲でまたはチューブの周囲で丸めることにより円筒状の容積部を取り囲むとともに素材片の縁と素材片自体との重なり部分を形成する工程と、重なり部分で素材片の2つの層をシールにより接合して管状構造を形成する工程と、物質を管状構造へ供給する工程と、管状構造を平坦化するとともに、既に形成されたシールを平坦化された管状構造(tube)の対向する面に接合して、物質を取り囲む三角形の内部空間を取り囲む3つの層のシールを形成する工程とを備える方法によって製造される。
【0062】
これらの実施形態において、材料の素材片シートは、素材片の縁が素材片自体と一体になるまでそれ自体の上で丸められ(図5)またはチューブの周囲で丸められ(図4)、その結果、所定の周長を有する円筒状の容積部が取り囲まれる。素材片の丸め付けは、例えば、第2の完全なロール部が形成されるまで続けられてもよい。第1のロール部と第2のロール部との間には材料の小さい重なり部分が存在し、この重なり部分では2つの層がシールや溶着等によって接合されてもよく、それにより、管状構造が形成される。断面線A−A’に沿う断面図で見られるように、2つの素材片の重なり領域が断面線に沿って存在し、この領域は例えば溶融シール層によってシールされる。断面図808で見られるように、素材片シートが、45°の角度で袋溶着機に入り、矢印により示される方向に例えば充填チューブ800の周囲で丸められる。丸める際、重なり部分(812)に箔のシールが形成され、それにより、例えば充填チューブの周囲に管状構造が形成される。図4の実施形態では、充填チューブが都合良く選択された深さで管状構造に入り、それにより、袋内に包装されるようになっている物質を供給できる。
【0063】
断面図810で更に分かるように、充填チューブは、矢印により示される方向で、袋内に包装されるようになっている物質を、チューブの端部を閉じる二次シール(802)によって画定される空間内に供給できる。二次シールは、管状構造を平坦化するとともに、既に形成された一次シールを平坦化された管状構造の対向する面に接合して3つの層のシールを形成することにより作られる。物質を供給した後、物質を包む管状構造が矢印の方向に更に移動されて、二次シール(802)が再び形成され、それにより、三角形の閉じた袋が形成される。作業は、必要に応じて何度も繰り返される。断面線B−B’に沿う断面図で分かるように、二次シールは、例えば溶融シール層によって接合される3つの素材片の重なり領域を形成する。図4の実施形態で分かるように、個別に形成される三角形の袋は垂直チューブによって充填され、該垂直チューブを通じて、個々の三角形の袋によって包まれるようになっている内容物が、前述した工程でそれぞれの袋が形成されるにつれて徐々に供給される。結果として、2つの辺でシールされ/溶着される直角二等辺三角形の袋の連続体が得られる。この場合、第3の辺である三角形の斜辺は、可撓性の素材片の折り曲げラインを構成し、シールされた辺で互いに接続される。
【0064】
直角二等辺三角形を形成する過程で、袋には、袋の開放を容易にするために、例えば45°の2つの角度付近で角度のうちの一方のみにまたは両方に都合良く配置される分割ラインが設けられてもよい。分割ラインは、脆弱な引裂きラインをもたらすために選択された位置で機械加工されてもよく、引裂きラインに沿ってユーザは袋を手で引き裂いて袋の内容物に到達できる。
【0065】
図6は、個々の直角二等辺三角形形状の袋704を備える、例えば図4に示されるように、三角形の袋が3つのラミネート層によって互いに結合される場合における、前述した本発明の方法にしたがって製造される閉じた三角形の袋の連続体700を示している。断面線812(A−A’)は隣り合う個々の閉じた三角形の袋の溶着ラインを横切っており、これらの隣り合う袋はそれらの辺でのみ一体化される。断面線812の断面図812において分かるように、所望の袋を形成するためにそれ自体の上に折り重ねることにより重ね合された単一層の素材片200は、例えば溶融シール層402によってシールされ、溶融シール層402は、所望の内部空間を取り囲むのに役立つとともに、本発明の製造方法の折り重ねの特異性に起因してここでは重なり合う3つのラミネート層を成す。上端に配置される素材片シートは次のラミネート層と接触し、この次の層は、更に、それを下側のラミネート層から分離する他の層との間で挟まれる。分離ライン814は、袋の分離を容易にするための開口816を形成するために都合良く穿孔されてもよい。開口816は、三角形の袋の先端間に形成され、例えば、ユーザの指を開口内に容易に導けるように十分に大きいが次の袋を他の袋から完全に引き離すほど十分に大きくないサイズを有する。
【0066】
閉じた三角形の袋を連続袋から引き離そうとするユーザは、袋が3つのラミネート層によって結合されかつ連続袋が開口816を備える場合には、例えば、自分の指を開口内に入れて下向きの圧力を加えることにより開口を更に広げるとともに、そのプロセスにおいて、袋をそれらの先端で一体化する結合部を引き裂いてもよい。
【0067】
図7は、本発明の製造方法の更なる実施形態に係る連続袋の製造方法の概略図である。複数の可撓性材料の素材片、好ましくはそれらのうちの2つが包装機内に導入され、包装機は、素材片を、材料の素材片を切断して溶着するための予備成形手段を備える装置へ供給する。モールドが二等辺三角形状を成すように都合良く選択される場合には、2つの素材片は、包装機を通過する際に、所望の形状へ切断されるとともに、3つの全ての辺で互いに溶着され、それにより、3辺がシールされた直角二等辺三角形の袋が形成される。素材片の長さおよび幅が複数の袋の同時形成を許容するので、袋は、硬化および溶着の際に互いから引き離されてもよく、本発明に係る袋の鎖を形成するために互いに接続されて維持されてもよい。
【0068】
本発明によって提案される方法の他の実施形態によれば、可撓性の素材片シートが、その中央に沿って対称的に折り曲げられて、その重なり合う自由縁に沿ってシールされる。結果として得られる管状の素材片には所望の物質が充填され、また、所望の形状および傾きの溶着ヘッドが、管状の素材片を打ち込んで、2つの溶着された辺を有する袋または3つの溶着された辺を有する袋である三角形の袋の連続体を形成する。袋は、連続袋の状態で維持されてもよく、あるいは、溶着時と同時もしくはその後の個々の袋間の打ち込みもしくは脆弱ラインによって、または溶着時に袋を切り離すことよって個々の袋に引き離されてもよい。
【0069】
本発明に係る袋および連続袋を形成するための更なる方法が図8に示されている。この実施形態では、可撓性の素材片シートが、チューブ、例えば充填チューブの周りでその長手方向に沿って折り曲げられ、また、管状構造を形成するために縁がシールされる。その後、管状構造を平坦化するとともに、二等辺三角形の袋を形成するために管状構造の長手方向に対して所定の角度、例えば45°の角度で傾いたラインで対向する面をシールすることにより、三角形の袋が形成されてもよい。袋の形成中、袋には、本発明の方法の他の実施形態に関して前述したのと同様の方法で、蓄えられるべき物質が充填チューブを介して内部に充填されてもよい。
【0070】
図9は、使用前に連続袋から個々の袋を引き離すことを示す概略図である。連続袋の製造のために本発明に係るいずれの方法が使用されるかにかかわらず、袋が2つの袋同士の間に脆弱領域を備えているか否かにかかわらず、または、2つの袋同士の間に開口を備えているか否かにかかわらず、本発明にしたがって製造される袋は、それらを販売のためまたは直接に使用する目的で連続袋から容易に引き離すことができるため、使用の便宜をユーザに与える。
【0071】
図9の上部に示される例において、閉じた直角二等辺三角形の袋1302の連続体は、2つの隣り合う袋同士の間の共通領域1304で単一のラミネート層により互いに結合される連続袋である。領域1304が穿孔によって更に脆弱化されてもよい。2つの袋1302を連続袋から引き離すため、ユーザは、ライン1306に沿って圧力を加えて、領域1304に沿って最初の裂け目を形成する必要がある。領域1304の剛性が周囲の領域と比べて低いことに起因して、ユーザは容易な分離プロセスを体験する。
【0072】
図9の下部に示される例において、閉じた直角二等辺三角形の袋1302の連続体は、2つの袋同士の間の共通領域で3つのラミネート層により互いに結合される連続袋である。共通領域は、2つの袋をそれらの角部の領域で結合する領域1307と、袋が既に引き離されている開口1308とから成る。連続袋から個々の袋を引き離したいユーザは、例えば開口を通じて指を入れることにより、ライン1310の向きに圧力を加える。
【0073】
少なくとも工程1006に関連してこの文書で前述したように袋のシールを行ないつつ、随意的に、シールヘッドは、製造された三角形の袋の連続体において三角形の袋を互いから引き離してもよくまたは引き離さなくてもよい。
【0074】
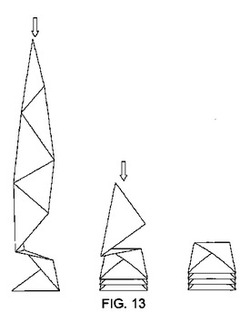
連続袋は、多角形形状へ折り重ねられてもよく、例えば二等辺三角形形状の袋の場合には、連続袋の長軸線に対するシールラインの45°の角度に起因して図10、図13、および図14に示されるように正方形形状に折り重ねられてもよい。このように、折り重ねた連続袋は、その後の保管にとって最適な寸法を有し、二次包装で包装するのが容易であり、また、個々の袋を正方形の箱から容易に分配できる。
【0075】
したがって、本発明によって提案される閉じた可撓性の連続袋の保管方法は、閉じた可撓性の連続袋を、円を描くようにそれ自体の上に折り重ねる工程と、袋の折り重ねた連続袋を多角形形状にコンパクト化する工程とを備える。更なる工程では、コンパクト化された連続袋が、提供のために箱に包み込まれてもよく、または、保管のために任意の他の形態の外側包装材もしくは構造体に包み込まれてもよい。多角形形状は正方形であることが好ましい。
【0076】
図11は、陳列された従来の長方形袋(左)と比べた本発明の連続袋(右)の図である。図11から分かるように、三角形の閉じた可撓性の袋の連続体は、商業的環境においてまたは保管環境においてユーザのために陳列することができる。三角形の袋の連続体は、長方形の袋の従来の連続袋よりも大きい幅をもって提供して陳列することができるが、同時に、陳列空間のその最適な使用に起因して、同じ陳列空間内に多数の個々の袋部分を陳列することもできる。陳列は、三角形の袋の連続体に取り付けられるハンガ(図示せず)によって容易にされてもよい。
【0077】
したがって、閉じた可撓性の連続袋を陳列する本発明に係る方法は、連続袋を少なくとも展開する工程と、連続袋を吊り下げる工程であって、吊下げを容易にするために吊下げ器具が使用されてもよい工程と、可撓性の連続袋を陳列する工程とを備える。
【0078】
また、本発明は、本発明の連続袋を保管しおよび/または陳列するための吊下げ器具に関し、吊下げ器具は、垂直面内で互いに対して直角を成す上向きの2つの面(1201、1202)と、吊下げ器具を固体構造体に固定するための手段(1203)とを備える。そのような吊下げ器具が図12に示されている。保管されおよび/または陳列されるべき連続袋は、図12eに示されるように吊下げ器具の上に折り重ねられ、それにより、上端の袋を除く全ての袋は、正面側が同じ方向を向くように方向付けられる。吊下げ器具は、任意の適した固体構造体、例えば壁や水平バーに固定することができる。吊下げ器具を固体構造体に固定するための手段は、例えばフックまたはリングなどの任意の適した手段であってもよい。また、本発明は、先に開示された吊下げ器具と、本発明に係る連続袋とを備える部品キットに関する。
【技術分野】
【0001】
本発明は、閉じた袋に関し、特に、ユーザが袋の内容物を取り出すために提供される個々に小分けされた形態を成す閉じた可撓性の袋または閉じた可撓性の連続袋(chain of sachets)、および、それらの製造方法に関する。また、本発明は、袋の使用方法、袋または連続袋の陳列・保管方法に関する。
【背景技術】
【0002】
本発明は、複数の使用が意図される、少なくとも1つの物質を収容する閉じた可撓性の袋または閉じた可撓性の連続袋に関する。特に、袋の内容物を飲料の調製用の粉末として提供することが想定される。
【0003】
例えばコーヒー飲料の調製のために意図される事前に計量されまたは包装されて小分けされたインスタントコーヒーの使用は、結果として得られる製品の品質を比較的一定に保ちつつコーヒー調製作業を容易にするという利点を有する。
【0004】
これらの小分け品は、現在、様々な形態で提供される。
【0005】
第1の形態によれば、事前に包装された小分け品は、スイス特許第636311号明細書、米国特許第5,012,629号明細書、および、欧州特許公開第272432号明細書に開示されるように提示される。袋は、それらの外周にわたってシールされる2つの濾紙シートにより形成され、挽いたコーヒーが充填される。この提示および解決策は、保管中に製品の酸化を防止するために他の酸素バリア外装を設ける必要があり、そのため、更なる製造コストを伴うとともに、消費者が所望のコーヒーを抽出する前に他の外装を除去するための追加の工程を少なくとも伴うという欠点を有する。
【0006】
例えば米国特許第6,347,725号明細書に開示される第2の形態によれば、飲料成分を包む閉じた可撓性の袋が少なくとも1つの可撓性シートによって形成され、該シートは、飲料成分を収容する内部空間を画定するためにその外周でシールラインに沿ってシールされる。シートは、重なり縁部と、抽出流体を内部空間に導くように形成されるチャンネルとを備え、チャンネルは、重なり縁部間に形成されかつ内部空間から反対側のシールラインへ向かって延びる外側チャンネル部を有する。この場合、可撓性シートは酸素および水蒸気を通さない。米国特許第6,347,725号明細書に係る袋は、正方形、長方形、楕円形、または他の形状を成してもよい。袋が長方形状を成す場合、袋は、約2cm〜約15cm、好ましくは約4cm〜約6cmの幅と、約5cm〜約30cm、好ましくは約6cm〜約20cmの長さとを有する。
【0007】
例えば米国特許第7,207,719号明細書に開示される第3の形態によれば、包装体は、平坦な袋、シールエッジ袋、キャビティー袋、自立キャビティー袋、もしくはホース袋などの袋、または、溶着した平坦なバッグもしくは折り曲げたバッグなどのバッグであってもよい。同様に、包装体は、少なくとも1つのシール継ぎ目、例えば、熱間もしくは冷間シール継ぎ目、溶着継ぎ目、または接着継ぎ目などのシール継ぎ目を側縁に有することができる。製造方法に応じて、平坦な袋は、例えば、3つまたは4つのシール継ぎ目を3つまたは4つの側縁に有することができ、ホース袋は、上側および下側横継ぎ目、または、上側および下側および後側の継ぎ目、例えば重なり合うもしくは折り曲げた後側継ぎ目を有することができる。包装ユニットは、例えば平面視で多角形、特に長方形で提供される。断面では、包装ユニットは、円形または多角形、特に長方形となり得る。
【発明の概要】
【発明が解決しようとする課題】
【0008】
先の形態の全ては、それらが大きな保管空間を必要とし、特にユーザの手による取り出しに関してそれらの使用の利便性および便宜性が最適でなく、製造のための材料のそれらの使用があまり最適でないという欠点を伴う。従来の長方形状の袋と比べて、本発明にしたがって提案される新規な袋は、ラミネート消費が少なく、特に袋が連続袋として陳列される際に消費者の方に向く寸法に関して妥協せずに、シール面積を減少させる。
【課題を解決するための手段】
【0009】
本発明は、ユーザによる袋の内容物の取り出しのために提供される個々に小分けされた形態を成す、物質の供給、使用、および保管のための閉じた袋もしくは閉じた可撓性の連続袋を提供することにより、また、袋もしくは連続袋それぞれの製造方法を提供することにより、少なくとも先に挙げられた問題を解決する。また、本発明は、袋の使用方法、および袋もしくは連続袋を陳列して保管する方法を更に提供する。
【0010】
また、本発明は、複数の閉じた可撓性の袋を備える可撓性の連続袋に関し、連続袋は、各袋の先端のうちの1つでまたは溶着ラインに沿って互いに結合される三角形の閉じた可撓性の複数の袋によって形成される。
【0011】
また、本発明は、物質を保持する三角形の閉じた可撓性の袋を製造する方法であって、少なくとも単一の可撓性シートをそれ自体の上に折り重ねて三角形の内部空間を形成する工程と、三角形の内部空間に物質を充填する工程と、少なくとも単一の折り重ねたシートを複数の溶着ラインに沿って溶着して、物質を内部空間内に捕える工程と、閉じた可撓性の袋をシールする工程とを備える方法に関する。
【0012】
物質を保持する三角形の閉じた可撓性の連続袋を製造する方法は、複数の溶着ラインが2つもしくは3つの溶着ラインを備えることを想定し、また、直角二等辺三角形形状の閉じた可撓性の袋を形成するために2つの対向するシートをシールする工程を更に備えてもよい。複数の溶着ラインは、充填チューブの方向に沿う少なくとも1つのシールラインと、充填チューブの垂直方向に対して45°の角度を成すシールラインとを備える。
【0013】
更に、本発明は、閉じた可撓性の袋を、飲料を調製する過程でユーザが手で使用する方法であって、可撓性の閉じた袋を事前に定められた分割ラインに沿って引き裂く工程と、引き裂いた袋を容器に隣接して保持する工程と、引き裂いた袋の内容物を飲料が調製される容器内に注ぐ工程とを備え、閉じた可撓性の袋が三角形形状を成す方法に関する。
【0014】
また、本発明は、三角形形状の閉じた可撓性の連続袋の保管方法であって、閉じた可撓性の連続袋を、円を描くようにそれ自体の上に折り重ねる工程と、袋の折り重ねた連続体を平行六面体形状にコンパクト化する工程と、コンパクト化された連続袋を提供のために箱に包み込むまたは保管のために外側包装材に包み込む工程とを備える保管方法を提供する。
【0015】
更にまた、本発明は、閉じた可撓性の連続袋を陳列する方法であって、複数の三角形形状の袋を備える可撓性の閉じた連続袋の包装を解く工程と、連続袋を展開する工程と、連続袋を吊り下げる工程であって、吊下げを容易にするために吊下げ器具が使用される工程と、可撓性の連続袋を陳列する工程とを備える方法を提供する。
【0016】
本発明との関連では、三角形の閉じた可撓性の各袋を連続袋に関連付けることが想定され、連続袋は、各袋の先端でまたは溶着ラインに沿って互いに結合される三角形の閉じた可撓性の複数の袋によって形成される。閉じた可撓性の袋は、多角形形状の閉じた可撓性の袋である。閉じた可撓性の袋は、直角二等辺三角形に形成されることが好ましい。
【0017】
閉じた可撓性の袋は、特に、アルミニウム、ポリエステル、ポリエチレン、ポリプロピレン、ポリアミド、ポリスチレン、紙、エチレンとビニルアルコールとの共重合体、ポリ塩化ビニリデン、ポリビニルアセテート、または、これらの混合物から形成される可撓性材料の素材片(blank)を備える。単一の可撓性材料の素材片または材料の複数の素材片が準備されてそれ自体/それら自体の上に折り重ねられ、それにより、内部空間が形成される。
【0018】
閉じた可撓性の袋の内部空間は、1つ以上の区画室を備える。閉じた可撓性の袋内に包まれる物質は、個々に小分けされた粉末飲料であり、挽いて炒ったコーヒー、茶、インスタントコーヒー、インスタントコーヒーと挽いたコーヒーとの混合物、チョコレート製品、粉ミルク、および粉クリームからなる群から選択されてもよい。粉末飲料は約5g〜約50gの重量で存在する。
【0019】
閉じた可撓性の袋は、シールラインの周りで略対称であり、また、複数の分割ラインがその三角形形状の定められた角部に配置される。
【0020】
物質を保持する閉じた可撓性の袋の複数の溶着ラインは、2つの溶着ラインまたは3つの溶着ラインのうちの一方を備える。
【0021】
本発明の更なる他の目的および利点は、以下の詳細な説明から当業者にとって容易に明らかとなり、以下の詳細な説明では、本発明を実施するのに最良の形態と考えられる単なる例示として、本発明の好ましい実施形態のみが図示されて記載される。当業者であれば分かるように、本発明は他の異なる実施形態が可能であり、その幾つかの詳細は、本発明から全く逸脱することなく、様々な明らかな態様で変形できる。
【0022】
したがって、図面および明細書本文は、本質的に例示と見なされるべきであり、限定的なものと見なされるべきではない。
【図面の簡単な説明】
【0023】
【図1A】本発明にしたがって提案される袋の全体図である。
【図1B】本発明の一実施形態に係る袋の概略平面図である。
【図1C】本発明の他の実施形態に係る袋の概略平面図である。
【図1D】本発明の更に他の実施形態に係る袋の概略平面図である。
【図1E】本発明の更に他の実施形態に係る袋の概略平面図である。
【図2】本発明に係る閉じた三角形の袋を製造する異なる段階における素材片の平面図である。
【図3】本発明の方法にしたがって製造される三角形の閉じた袋の連続体の平面図、および三角形の閉じた袋の連続体の断面図である。
【図4】本発明の製造方法の一実施形態に係る連続袋の製造方法の詳細図である。
【図5】本発明に係る製造方法の更なる段階的な図である。
【図6】本発明の方法にしたがって製造される三角形の閉じた袋の連続体の平面図、および三角形の閉じた袋の連続体の断面図である。
【図7】本発明の製造方法の一実施形態に係る連続袋の製造方法の概略図である。
【図8】本発明の製造方法の一実施形態に係る連続袋の製造方法の概略図である。
【図9】使用前に連続袋から個々の袋を分離することを示す概略図である。
【図10】本発明の方法にしたがって折り重なる連続袋の図である。
【図11】陳列された連続袋の例図である。
【図12a】連続袋を保管するおよび/または陳列するための吊下げ器具である。
【図12b】側方から見た図12aに示される吊下げ器具である。
【図12c】連続袋を保管するおよび/または陳列するための吊下げ器具の他の実施形態である。
【図12d】側方から見た図12cに示される吊下げ器具である。
【図12e】本発明の吊下げ器具に吊り下がっている連続袋を示している。
【図13】本発明の方法にしたがって折り重なる連続袋の図である。
【図14a】本発明の方法にしたがって折り重ねた連続袋の図である。
【図14b】本発明の方法にしたがって折り重ねた連続袋の図である。
【発明を実施するための形態】
【0024】
本発明は多くの異なる実施形態が可能であるが、本開示が本発明の原理の例示と見なされるべきであって本発明の広範な態様を図示の実施形態に限定しようとするものでないという理解の下で、本発明の好ましい実施形態が図面に示されかつ本明細書中で詳しく説明される。
【0025】
以下の説明は、特にインスタントコーヒーに関して記載されるが、限定的ではなく、一例として提示される。これは、茶、水溶きコーヒー、チョコレート、または、液体、ペースト、ゲル、顆粒もしくは様々な他の固形物など様々な体裁を伴って浸出形態で飲料もしくは食品を供給するようになっている乾燥食品、または、薬品、化粧品、香料、および個人使用物品などの他の製品または製品の混合物を保持するために本発明の閉じた可撓性の袋が使用されてもよいからである。本明細書本文を読む包装分野の当業者は、先に列挙されたもの以外の別のものを想定し得る。先に与えられた例は、限定しようとするものではなく、様々な他の物質を包含するように意図されている。それらが粉末、液体、ペースト、および固形物の任意の変形として与えられることが想定される。
【0026】
本発明によって提示されかつ本発明に係る方法の実施によって製造される袋は、本発明の1つの典型的な実施形態では、材料の単一のシートから形成されるシールされた可撓性バッグである。バッグは、単一のシートを長手方向に沿って折り曲げて、側縁を接合して45°の角度でシールすることにより、単一のシートをそれ自体の上に45°で折り重ねてシールし、再び折り重ねる等することにより、または、2つの対向するシートをシールして直角二等辺三角形を形成することにより形成されてもよい。少なくともそのようにして、容積部を提供するべく材料が形成され、それにより、蓄えられることを意図される物質を収容することが可能になり、バッグは、それが意図される取り出し状態にあるときに使用されるようになっており、少なくとも1つの直線状の溶着を含む。以下、バッグという用語および袋という用語は、置き換え可能に使用され、同じ意味が割り当てられる。
【0027】
シールされるとは、バッグが閉じられてバック内に収容される物質を通さないまたは実質的に通さないことを意味する。バッグは、バッグ内に蓄えられる製品が酸素および/または水による劣化に敏感な場合には、酸素および水蒸気も通さないことが好ましい。そのまま使用できるとは、そのようなバッグが直ちにいつでも使用できる状態にあってそれを手で使用する前にまたはそれを機械に入れる前に事前の準備を必要としないことを意味する。
【0028】
その利点は、とりわけ、保管期間中に、一定量の物質を包装しおよび/または例えば酸素または水から保護するという機能をもたらすなど、それがその使用の様々な工程で多くの機能をもたらすという事実にある。
【0029】
その新規性は、少なくとも、その形状、体裁、サイズ、中身、その材料の性質およびそれが充填される程度、その製造方法、その使用方法、ならびに、その陳列・保管方法にある。
【0030】
本発明に係る袋は、平面視で多角形の形状を成す。特に、袋は、以下の形状、すなわち、直角二等辺型、斜三角形、鋭角三角形、鈍角三角形、または、当業者に明らかな任意の他の三角形形状のうちの少なくとも1つを有してもよい。
【0031】
本発明の袋は、望ましい量の物質を蓄えるのに適した任意のサイズを有してもよい。袋が直角二等辺型である本発明の典型的な実施形態では、その対辺長が約2cm〜約20cm、好ましくは約4cm〜約6cm、および、その斜辺長が約2.5cm〜約25cmであってもよいと想定される。袋は、充填された時点で、その中心の厚さが例えば約1mm〜約20mm、好ましくは約5mm〜約10mmであってもよい。収容される粉末物質の量は、その用途にしたがって、好ましくは約1gから約100gまで、より好ましくは約8gから約30gまで様々であってもよい。袋が液体を包むべく使用される場合には、袋が例えば1cl〜100clを保持してもよいと想定される。
【0032】
想定される物質によるバッグの容積の有効充填レベルは、任意の適したレベル、例えば10〜70%であってもよいが、袋が完全に充填されてもよい。この有効充填レベルは、収容される物質それ自体が非常に多孔質でかつその粒子間の空隙率が大きい場合には、見掛けの充填レベルよりも著しく低い場合がある。
【0033】
バッグが高い内圧を有する場合には、バッグの低い有効充填レベルも想定される。バッグが真空シールされた場合には、充填レベルは非常に高い。
【0034】
袋内に包まれる物質が酸化し易い場合には、無酸素不活性ガスの流れの保護の下で、例えば窒素下で製造作業が行なわれてもよい。
【0035】
素材片は、5ミクロン〜40ミクロンの厚さを有するアルミニウムなどの可撓性材料からまたはポリエステル(PET)などのプラスチックから形成されるシートまたは折畳みシートから成ってもよい。
【0036】
シートは、通常の方法での溶着に適するが同時に酸素および水蒸気から製品を十分に保護するのに適する可撓性多層材料から成ることが好ましい。
【0037】
以下の材料の組合せが好ましい。
外層:約1ミクロン〜約20ミクロン、好ましくは約5ミクロン〜約15ミクロンの厚さを有するPET(通常、織、不織)、ポリエチレン(PE)、ポリプロピレン(PP)、ポリアミド(PA)、ポリスチレン(PS)、または紙。
高度バリア中心層:約3ミクロン〜約25ミクロン、好ましくは約5ミクロン〜約20ミクロンの厚さを有するアルミニウム、エチレンとビニルアルコールとの共重合体(EVOH)、ポリビニリデン(PVDC)、PET、またはポリビニルアセテート(PVA)。
内層:溶着ラッカを伴う約1ミクロン〜約20ミクロン、好ましくは約5ミクロン〜約15ミクロンの厚さを有するプラスチック、好ましくはPEもしくはPP、または配向ポリプロピレン。
【0038】
これらの層の全体の厚さは一般に5ミクロン〜40ミクロンである。または、材料が単層金属箔またはBOPPを備えてもよい。
【0039】
シールは、例えば180℃〜250℃の温度で成されてもよい。または、シールが超音波手段または任意の他の適した手段によって行なわれてもよい。
【0040】
例えば、以下の多層組合せ、すなわち、PET−EVOH−PE、またはPET−アルミニウム−PEを想定することができる。生分解性材料または水溶性材料の使用も単層としてまたは他の材料と組み合わせて可能である。
【0041】
本発明にしたがって想定される製造手順のうちの少なくとも1つの結果として、袋を製造するためのラミネート消費量が減少される。また、少なくとも本発明の1つの実施形態では、シールされた縁を三角形に2つだけ設けることが想定されるため、シール領域の必要性が減少され、したがって、同様に、シールのために必要とされるエネルギー消費量およびラミネート消費量も減少される。更にまた、それ自体の上に折り重ねるこの方法にしたがって三角形の袋が製造される場合には、多層シールが必要にならない。
【0042】
二等辺三角形の袋の連続体の特定の実施形態では、45°の角度のシール領域に起因して、本発明に係る閉じた可撓性の連続袋を、それ自体の上で回転することによりそれ自体の上に正方形形状をなすように折り重ねてもよい。したがって、折り重ねると、その寸法を最適化することができ、折り重ねた連続袋を二次包装で包装するのが容易となる。連続袋を形成する個々の閉じた三角形形状の袋を正方形の箱から分配することが可能になる。
【0043】
個々の袋は、それらの三角形形状に起因して、直観的な開口を有しており、また、それらの内容物を注ぐのが容易である。袋の開口は、三角形の角部のうちの1つに直観的に配置されてもよく、そのため、袋の内容物を注ぐことがさらに容易となる。これは、袋の内容物が開口に形成される漏斗内で外側へ容易に滑るからである。また、角部の開口に起因して、粉末または液体がこぼれるおそれが減るとともに、ヘッドスペースが更に小さくて済む。
【0044】
閉じた可撓性の連続袋が陳列に利用できる場合には、三角形の袋によって形成される連続袋が長方形状の従来技術の袋によって形成される連続袋よりも大きい正面を見せることが人目を引く。
【0045】
図1Aは本発明に係る袋の全体図である。図1Aには、本発明の一実施形態にしたがって実施される袋100がカップと対比して斜視図で示されている。この場合、袋の内容物は、飲料を調製するために消費者により手で使用されるようになっている。
【0046】
図1Aに示される袋100は、本質的には単なる典型であり、特に、この限りにおいては、ロゴおよび他の装飾的なまたは機能的な印が袋上にあり、また、ユーザと対向する袋の面およびこの図ではユーザから隠される袋の面の両方に印刷された印が存在する。
【0047】
図1Bは、本発明の一実施形態に係る袋の概略平面図である。図1Bの袋100は、隣り合う対辺102の長さL1が互いに等しい直角二等辺三角形の形状を成す。袋の斜辺が104で示されており、該斜辺は長さL2を有する。袋は2つまたは3つのシールされた辺を備えてもよく、図1Bの袋100は2つのシール領域106を伴う例を示している。特に大量の材料または高質量の材料を袋に蓄えることが想定される場合には、切れ目108を設けてもよい。袋には、三角形の直角でない内角の2つの角部など、定められた分割ラインに配置される、1つまたは2つの角部開口スプリット112が設けられる。
【0048】
または、袋が2つのシールラインのみに沿ってシールされる本発明の実施形態では、袋には、例えば、斜辺に沿って分割フィラメントが設けられてもよい。この実施形態は、特に、袋が個々に小分けされた固形食を包む場合のように、袋の内容物の形状を損なうことなく袋の内容物を取り出すことが重要である場合に適する。
【0049】
図1Cは、本発明の他の実施形態に係る袋の概略平面図である。図1Cの袋100は、辺108が互いに等しい正三角形の形状を成している。また、図1Cに示される袋は、三角形の2つの辺だけがシールされて補強される場合を表わしている。
【0050】
2つまたは3つの辺における形状および補強の様々な組合せが本発明の範囲内で想定され、また、先に与えられた例はこの点において限定していない。例えば、液体、更に重いまたは大きい内容物等の収容に関連して使用される袋に関しては、3辺の補強が想定されてもよい。
【0051】
図1Dは、本発明の更に他の実施形態に係る袋の概略平面図である。図1Dに表わされる袋100は、直角二等辺三角形に形成される閉じた可撓性の三角形袋であり、この場合、袋は、3辺の溶着によって取り囲まれる1つの内部区画室を備える。
【0052】
図1Eに表わされる袋100は本発明の更に他の実施形態であり、この実施形態にしたがって、閉じた可撓性の三角形の袋が直角二等辺三角形に形成される。この場合、袋は2つの内部区画室を備えており、一方の区画室が3辺の溶着によって取り囲まれ、第2の区画室は、溶着を伴わない1つの辺と、補強された残りの辺とを有する。各区画室は、ユーザによる開放を容易にするために角部に直観的に配置される少なくとも1つの分割ライン112を備えることが想定される。2つの区画室は、同じ物質または2つの異なる物質を包んでもよい。
【0053】
また、本発明は、物質を保持する三角形の閉じた可撓性の袋の連続体を製造する方法にも関し、該方法は、可撓性シートをそれ自体の上に折り重ねて三角形の内部空間を形成する工程と、三角形の内部空間に物質を充填する工程と、少なくとも1つの折り重ねたシートを複数の溶着ラインに沿ってシールして、物質を内部空間内に捕える工程と、これらの工程を1回以上繰り返す工程とを備える。
【0054】
図2は、本発明の1つの方法にしたがって袋を製造する異なる段階における素材片の平面図を示している。図2において、素材片200は、内部に蓄えられるべき物質を受容することができる内部空間を形成するために折り曲げライン202に沿って折り曲げ方向204に折り曲げることができる多層可撓性シートである。
【0055】
製造しようとするものが図1Bに示される閉じた可撓性の直角二等辺三角形の袋100であると想定すると、折り曲げラインの長さは三角形の斜辺104と等しい。この場合、素材片200の幅206は、袋100の所望のサイズの斜辺と等しい長さの折り曲げライン202を斜めに横切って受け入れるために製造プロセスの初めに都合良く選択される。
【0056】
可撓性シートは、その後、折り曲げ方向204に45°の角度で配置されるライン202に沿ってそれ自体の周りに折り曲げられる。三角形の1つの辺が素材片200の縁208と位置合わせされて、他の辺が縁208に対して垂直になると、折り曲げが達成されて、望ましい取り囲まれた直角三角形状の内部空間が形成される。
【0057】
図2に示されるように、内部空間は、物質が充填されると、ライン402および403に沿ってシールされ、その内容物を内側に捕える。ライン402に沿うシールは、内部空間の充填前に都合良く行なわれてもよい。
【0058】
その後の工程では、可撓性の素材片シートが45°の角度でそれ自体の上に再び折り重ねられて、次の取り囲まれた内部空間または容積部が形成される。連続状の望ましい数の三角形の袋が形成されるまでまたは素材片シートが長手方向で使い果たされるまで作業が1回以上、必要に応じて何度も繰り返される。
【0059】
図2に示されるような本発明の方法にしたがって製造され、個々の直角二等辺三角形形状の袋704を備える閉じた三角形の袋の連続体700が図3に示されている。断面線602(A−A’)が、隣り合う個々の閉じた三角形の袋の溶着ラインを横切る。断面線602の断面図604では、望ましい袋を形成するためにそれ自体の上に折り重ねることによって重ね合された単層の素材片200を所望の内部空間を取り囲むのに役立つ溶融シール層402によってシールできるのが分かる。
【0060】
三角形の袋が素材片ラミネートの単一層によって互いに結合される前述した解決策にしたがって設けられる連続袋は、ここでは単一層のみを有してもよい分離領域の低い剛性に起因して、ユーザが1つの袋を他の袋から分離したいときに良好な分離を可能にする。また、単一層は、例えば穿孔によって更に脆弱化されてもよい。
【0061】
図4および図5は、本発明の製造方法の更なる実施形態を示している。この実施形態において、物質を保持する三角形の閉じた可撓性の袋の連続体は、可撓性材料の素材片シートを該素材片の縁が素材片自体と一体になるまでそれ自体の周囲でまたはチューブの周囲で丸めることにより円筒状の容積部を取り囲むとともに素材片の縁と素材片自体との重なり部分を形成する工程と、重なり部分で素材片の2つの層をシールにより接合して管状構造を形成する工程と、物質を管状構造へ供給する工程と、管状構造を平坦化するとともに、既に形成されたシールを平坦化された管状構造(tube)の対向する面に接合して、物質を取り囲む三角形の内部空間を取り囲む3つの層のシールを形成する工程とを備える方法によって製造される。
【0062】
これらの実施形態において、材料の素材片シートは、素材片の縁が素材片自体と一体になるまでそれ自体の上で丸められ(図5)またはチューブの周囲で丸められ(図4)、その結果、所定の周長を有する円筒状の容積部が取り囲まれる。素材片の丸め付けは、例えば、第2の完全なロール部が形成されるまで続けられてもよい。第1のロール部と第2のロール部との間には材料の小さい重なり部分が存在し、この重なり部分では2つの層がシールや溶着等によって接合されてもよく、それにより、管状構造が形成される。断面線A−A’に沿う断面図で見られるように、2つの素材片の重なり領域が断面線に沿って存在し、この領域は例えば溶融シール層によってシールされる。断面図808で見られるように、素材片シートが、45°の角度で袋溶着機に入り、矢印により示される方向に例えば充填チューブ800の周囲で丸められる。丸める際、重なり部分(812)に箔のシールが形成され、それにより、例えば充填チューブの周囲に管状構造が形成される。図4の実施形態では、充填チューブが都合良く選択された深さで管状構造に入り、それにより、袋内に包装されるようになっている物質を供給できる。
【0063】
断面図810で更に分かるように、充填チューブは、矢印により示される方向で、袋内に包装されるようになっている物質を、チューブの端部を閉じる二次シール(802)によって画定される空間内に供給できる。二次シールは、管状構造を平坦化するとともに、既に形成された一次シールを平坦化された管状構造の対向する面に接合して3つの層のシールを形成することにより作られる。物質を供給した後、物質を包む管状構造が矢印の方向に更に移動されて、二次シール(802)が再び形成され、それにより、三角形の閉じた袋が形成される。作業は、必要に応じて何度も繰り返される。断面線B−B’に沿う断面図で分かるように、二次シールは、例えば溶融シール層によって接合される3つの素材片の重なり領域を形成する。図4の実施形態で分かるように、個別に形成される三角形の袋は垂直チューブによって充填され、該垂直チューブを通じて、個々の三角形の袋によって包まれるようになっている内容物が、前述した工程でそれぞれの袋が形成されるにつれて徐々に供給される。結果として、2つの辺でシールされ/溶着される直角二等辺三角形の袋の連続体が得られる。この場合、第3の辺である三角形の斜辺は、可撓性の素材片の折り曲げラインを構成し、シールされた辺で互いに接続される。
【0064】
直角二等辺三角形を形成する過程で、袋には、袋の開放を容易にするために、例えば45°の2つの角度付近で角度のうちの一方のみにまたは両方に都合良く配置される分割ラインが設けられてもよい。分割ラインは、脆弱な引裂きラインをもたらすために選択された位置で機械加工されてもよく、引裂きラインに沿ってユーザは袋を手で引き裂いて袋の内容物に到達できる。
【0065】
図6は、個々の直角二等辺三角形形状の袋704を備える、例えば図4に示されるように、三角形の袋が3つのラミネート層によって互いに結合される場合における、前述した本発明の方法にしたがって製造される閉じた三角形の袋の連続体700を示している。断面線812(A−A’)は隣り合う個々の閉じた三角形の袋の溶着ラインを横切っており、これらの隣り合う袋はそれらの辺でのみ一体化される。断面線812の断面図812において分かるように、所望の袋を形成するためにそれ自体の上に折り重ねることにより重ね合された単一層の素材片200は、例えば溶融シール層402によってシールされ、溶融シール層402は、所望の内部空間を取り囲むのに役立つとともに、本発明の製造方法の折り重ねの特異性に起因してここでは重なり合う3つのラミネート層を成す。上端に配置される素材片シートは次のラミネート層と接触し、この次の層は、更に、それを下側のラミネート層から分離する他の層との間で挟まれる。分離ライン814は、袋の分離を容易にするための開口816を形成するために都合良く穿孔されてもよい。開口816は、三角形の袋の先端間に形成され、例えば、ユーザの指を開口内に容易に導けるように十分に大きいが次の袋を他の袋から完全に引き離すほど十分に大きくないサイズを有する。
【0066】
閉じた三角形の袋を連続袋から引き離そうとするユーザは、袋が3つのラミネート層によって結合されかつ連続袋が開口816を備える場合には、例えば、自分の指を開口内に入れて下向きの圧力を加えることにより開口を更に広げるとともに、そのプロセスにおいて、袋をそれらの先端で一体化する結合部を引き裂いてもよい。
【0067】
図7は、本発明の製造方法の更なる実施形態に係る連続袋の製造方法の概略図である。複数の可撓性材料の素材片、好ましくはそれらのうちの2つが包装機内に導入され、包装機は、素材片を、材料の素材片を切断して溶着するための予備成形手段を備える装置へ供給する。モールドが二等辺三角形状を成すように都合良く選択される場合には、2つの素材片は、包装機を通過する際に、所望の形状へ切断されるとともに、3つの全ての辺で互いに溶着され、それにより、3辺がシールされた直角二等辺三角形の袋が形成される。素材片の長さおよび幅が複数の袋の同時形成を許容するので、袋は、硬化および溶着の際に互いから引き離されてもよく、本発明に係る袋の鎖を形成するために互いに接続されて維持されてもよい。
【0068】
本発明によって提案される方法の他の実施形態によれば、可撓性の素材片シートが、その中央に沿って対称的に折り曲げられて、その重なり合う自由縁に沿ってシールされる。結果として得られる管状の素材片には所望の物質が充填され、また、所望の形状および傾きの溶着ヘッドが、管状の素材片を打ち込んで、2つの溶着された辺を有する袋または3つの溶着された辺を有する袋である三角形の袋の連続体を形成する。袋は、連続袋の状態で維持されてもよく、あるいは、溶着時と同時もしくはその後の個々の袋間の打ち込みもしくは脆弱ラインによって、または溶着時に袋を切り離すことよって個々の袋に引き離されてもよい。
【0069】
本発明に係る袋および連続袋を形成するための更なる方法が図8に示されている。この実施形態では、可撓性の素材片シートが、チューブ、例えば充填チューブの周りでその長手方向に沿って折り曲げられ、また、管状構造を形成するために縁がシールされる。その後、管状構造を平坦化するとともに、二等辺三角形の袋を形成するために管状構造の長手方向に対して所定の角度、例えば45°の角度で傾いたラインで対向する面をシールすることにより、三角形の袋が形成されてもよい。袋の形成中、袋には、本発明の方法の他の実施形態に関して前述したのと同様の方法で、蓄えられるべき物質が充填チューブを介して内部に充填されてもよい。
【0070】
図9は、使用前に連続袋から個々の袋を引き離すことを示す概略図である。連続袋の製造のために本発明に係るいずれの方法が使用されるかにかかわらず、袋が2つの袋同士の間に脆弱領域を備えているか否かにかかわらず、または、2つの袋同士の間に開口を備えているか否かにかかわらず、本発明にしたがって製造される袋は、それらを販売のためまたは直接に使用する目的で連続袋から容易に引き離すことができるため、使用の便宜をユーザに与える。
【0071】
図9の上部に示される例において、閉じた直角二等辺三角形の袋1302の連続体は、2つの隣り合う袋同士の間の共通領域1304で単一のラミネート層により互いに結合される連続袋である。領域1304が穿孔によって更に脆弱化されてもよい。2つの袋1302を連続袋から引き離すため、ユーザは、ライン1306に沿って圧力を加えて、領域1304に沿って最初の裂け目を形成する必要がある。領域1304の剛性が周囲の領域と比べて低いことに起因して、ユーザは容易な分離プロセスを体験する。
【0072】
図9の下部に示される例において、閉じた直角二等辺三角形の袋1302の連続体は、2つの袋同士の間の共通領域で3つのラミネート層により互いに結合される連続袋である。共通領域は、2つの袋をそれらの角部の領域で結合する領域1307と、袋が既に引き離されている開口1308とから成る。連続袋から個々の袋を引き離したいユーザは、例えば開口を通じて指を入れることにより、ライン1310の向きに圧力を加える。
【0073】
少なくとも工程1006に関連してこの文書で前述したように袋のシールを行ないつつ、随意的に、シールヘッドは、製造された三角形の袋の連続体において三角形の袋を互いから引き離してもよくまたは引き離さなくてもよい。
【0074】
連続袋は、多角形形状へ折り重ねられてもよく、例えば二等辺三角形形状の袋の場合には、連続袋の長軸線に対するシールラインの45°の角度に起因して図10、図13、および図14に示されるように正方形形状に折り重ねられてもよい。このように、折り重ねた連続袋は、その後の保管にとって最適な寸法を有し、二次包装で包装するのが容易であり、また、個々の袋を正方形の箱から容易に分配できる。
【0075】
したがって、本発明によって提案される閉じた可撓性の連続袋の保管方法は、閉じた可撓性の連続袋を、円を描くようにそれ自体の上に折り重ねる工程と、袋の折り重ねた連続袋を多角形形状にコンパクト化する工程とを備える。更なる工程では、コンパクト化された連続袋が、提供のために箱に包み込まれてもよく、または、保管のために任意の他の形態の外側包装材もしくは構造体に包み込まれてもよい。多角形形状は正方形であることが好ましい。
【0076】
図11は、陳列された従来の長方形袋(左)と比べた本発明の連続袋(右)の図である。図11から分かるように、三角形の閉じた可撓性の袋の連続体は、商業的環境においてまたは保管環境においてユーザのために陳列することができる。三角形の袋の連続体は、長方形の袋の従来の連続袋よりも大きい幅をもって提供して陳列することができるが、同時に、陳列空間のその最適な使用に起因して、同じ陳列空間内に多数の個々の袋部分を陳列することもできる。陳列は、三角形の袋の連続体に取り付けられるハンガ(図示せず)によって容易にされてもよい。
【0077】
したがって、閉じた可撓性の連続袋を陳列する本発明に係る方法は、連続袋を少なくとも展開する工程と、連続袋を吊り下げる工程であって、吊下げを容易にするために吊下げ器具が使用されてもよい工程と、可撓性の連続袋を陳列する工程とを備える。
【0078】
また、本発明は、本発明の連続袋を保管しおよび/または陳列するための吊下げ器具に関し、吊下げ器具は、垂直面内で互いに対して直角を成す上向きの2つの面(1201、1202)と、吊下げ器具を固体構造体に固定するための手段(1203)とを備える。そのような吊下げ器具が図12に示されている。保管されおよび/または陳列されるべき連続袋は、図12eに示されるように吊下げ器具の上に折り重ねられ、それにより、上端の袋を除く全ての袋は、正面側が同じ方向を向くように方向付けられる。吊下げ器具は、任意の適した固体構造体、例えば壁や水平バーに固定することができる。吊下げ器具を固体構造体に固定するための手段は、例えばフックまたはリングなどの任意の適した手段であってもよい。また、本発明は、先に開示された吊下げ器具と、本発明に係る連続袋とを備える部品キットに関する。
【特許請求の範囲】
【請求項1】
三角形の閉じた可撓性の複数の袋によって形成される連続袋であって、前記複数の袋が各袋の先端のうちの1つでまたは溶着ラインに沿って互いに結合される連続袋であって、
前記三角形の閉じた可撓性の各袋が、可撓性材料の素材片の1つのシートによって取り囲まれる内部空間を備え、前記可撓性材料の前記素材片シートが、前記内部空間を画定するために前記三角形の閉じた可撓性の各袋の2つの辺のみに沿って溶着される、連続袋。
【請求項2】
前記三角形の閉じた可撓性の各袋が直角二等辺三角形に形成される、請求項1に記載の連続袋。
【請求項3】
前記可撓性材料の素材片が酸素および水蒸気を通さない、請求項1または2に記載の連続袋。
【請求項4】
前記可撓性材料の素材片が、アルミニウム、ポリエステル、ポリエチレン、ポリプロピレン、ポリアミド、ポリスチレン、紙、エチレンとビニルアルコールとの共重合体、ポリ塩化ビニリデン、ポリビニルアセテート、バイオプラスチック、または、これらの混合物から形成される、請求項1〜3のいずれか一項に記載の連続袋。
【請求項5】
前記内部空間のそれぞれが、小分けされた粉末飲料を包む、請求項1〜4のいずれか一項に記載の連続袋。
【請求項6】
前記粉末飲料が、挽いて炒ったコーヒー、茶、インスタントコーヒー、インスタントコーヒーと挽いたコーヒーとの混合物、チョコレート製品、麦芽入り飲料製品、粉ミルク、および粉クリームからなる群から選択される、請求項5に記載の連続袋。
【請求項7】
前記各袋がシールラインの周りで略対称である、請求項1〜6のいずれか一項に記載の連続袋。
【請求項8】
前記各袋が、前記三角形形状の定められた角部に配置される複数の分割ラインを更に備える、請求項1〜7のいずれか一項に記載の連続袋。
【請求項9】
物質を保持する三角形の閉じた可撓性の袋の連続体を製造する方法であって、
可撓性シートをそれ自体の上に折り重ねて三角形の内部空間を形成する工程と、
前記三角形の内部空間に前記物質を充填する工程と、
前記少なくとも1つの折り重ねたシートを複数の溶着ラインに沿ってシールして、前記物質を前記内部空間内に捕える工程と、
前記3つの工程を1回以上繰り返す工程と、
を備える方法。
【請求項10】
前記複数の溶着ラインが2つまたは3つの溶着ラインを備える、物質を保持する三角形の閉じた可撓性の袋の連続体を製造する請求項9に記載の方法。
【請求項11】
前記可撓性シートを長手方向に対して45°の角度でそれ自体の上に折り重ねて、直角三角形形状の内部空間を形成する工程と、
前記内部空間に前記物質を充填する工程と、
直角三角形の前記内部空間を2つの開放する辺に沿ってシールする工程と、
を備える、請求項9または10に記載の方法。
【請求項12】
直角三角形の前記内部空間の2つの開放する辺のうちの一方が、前記内部空間に前記物質を充填する前にシールされる、請求項11に記載の方法。
【請求項13】
前記複数の溶着ラインが、充填チューブの方向に沿うシールラインおよび前記充填チューブの方向に対して45°の角度を成すシールラインのうちの少なくとも一方を備える、物質を保持する三角形の閉じた可撓性の袋の連続体を製造する請求項9に記載の方法。
【請求項14】
三角形の袋の前記連続体を引き離して、三角形の複数の袋を形成する工程を更に備える、請求項9〜13のいずれか一項に記載の方法。
【請求項15】
物質を保持する三角形の閉じた可撓性の袋の連続体を製造する方法であって、
可撓性材料の素材片シートを前記素材片の縁が前記素材片自体と一体になるまでそれ自体の周囲でまたはチューブの周囲で丸めることにより、円筒状の容積部を取り囲むとともに前記素材片の縁と前記素材片自体との重なり部分を形成する工程と、
前記重なり部分で前記素材片の2つの層をシールにより接合して管状構造を形成する工程と、
前記物質を前記管状構造へ供給する工程と、
前記管状構造を平坦化するとともに、既に形成された前記シールを平坦化された前記管状構造の対向する面に接合して、前記物質を取り囲む三角形の内部空間を取り囲む3つの層のシールを形成する工程と、
を備える方法。
【請求項16】
閉じた可撓性の連続袋の保管方法であって、
三角形の閉じた可撓性の袋の前記連続袋を、円を描くようにそれ自体の上に折り重ねる工程と、
袋の前記折り重ねた連続袋を多角形形状にコンパクト化する工程と、
を備える方法。
【請求項17】
三角形の閉じた可撓性の袋の連続体を陳列する方法であって、
三角形形状の複数の袋を備える可撓性の閉じた袋の連続体を展開する工程と、
陳列されるべき袋の前記連続体を吊り下げる工程と、
を備える方法。
【請求項18】
請求項1〜8のいずれか一項に記載の連続袋を保管しおよび/または陳列するための吊下げ器具であって、垂直面内で互いに対して直角を成す2つの上向き面と、前記吊下げ器具を固体構造体に固定するための手段とを備える、吊下げ器具。
【請求項19】
請求項18に記載の吊下げ器具と、請求項1〜8のいずれか一項に記載の連続袋とを備える部品キット。
【請求項1】
三角形の閉じた可撓性の複数の袋によって形成される連続袋であって、前記複数の袋が各袋の先端のうちの1つでまたは溶着ラインに沿って互いに結合される連続袋であって、
前記三角形の閉じた可撓性の各袋が、可撓性材料の素材片の1つのシートによって取り囲まれる内部空間を備え、前記可撓性材料の前記素材片シートが、前記内部空間を画定するために前記三角形の閉じた可撓性の各袋の2つの辺のみに沿って溶着される、連続袋。
【請求項2】
前記三角形の閉じた可撓性の各袋が直角二等辺三角形に形成される、請求項1に記載の連続袋。
【請求項3】
前記可撓性材料の素材片が酸素および水蒸気を通さない、請求項1または2に記載の連続袋。
【請求項4】
前記可撓性材料の素材片が、アルミニウム、ポリエステル、ポリエチレン、ポリプロピレン、ポリアミド、ポリスチレン、紙、エチレンとビニルアルコールとの共重合体、ポリ塩化ビニリデン、ポリビニルアセテート、バイオプラスチック、または、これらの混合物から形成される、請求項1〜3のいずれか一項に記載の連続袋。
【請求項5】
前記内部空間のそれぞれが、小分けされた粉末飲料を包む、請求項1〜4のいずれか一項に記載の連続袋。
【請求項6】
前記粉末飲料が、挽いて炒ったコーヒー、茶、インスタントコーヒー、インスタントコーヒーと挽いたコーヒーとの混合物、チョコレート製品、麦芽入り飲料製品、粉ミルク、および粉クリームからなる群から選択される、請求項5に記載の連続袋。
【請求項7】
前記各袋がシールラインの周りで略対称である、請求項1〜6のいずれか一項に記載の連続袋。
【請求項8】
前記各袋が、前記三角形形状の定められた角部に配置される複数の分割ラインを更に備える、請求項1〜7のいずれか一項に記載の連続袋。
【請求項9】
物質を保持する三角形の閉じた可撓性の袋の連続体を製造する方法であって、
可撓性シートをそれ自体の上に折り重ねて三角形の内部空間を形成する工程と、
前記三角形の内部空間に前記物質を充填する工程と、
前記少なくとも1つの折り重ねたシートを複数の溶着ラインに沿ってシールして、前記物質を前記内部空間内に捕える工程と、
前記3つの工程を1回以上繰り返す工程と、
を備える方法。
【請求項10】
前記複数の溶着ラインが2つまたは3つの溶着ラインを備える、物質を保持する三角形の閉じた可撓性の袋の連続体を製造する請求項9に記載の方法。
【請求項11】
前記可撓性シートを長手方向に対して45°の角度でそれ自体の上に折り重ねて、直角三角形形状の内部空間を形成する工程と、
前記内部空間に前記物質を充填する工程と、
直角三角形の前記内部空間を2つの開放する辺に沿ってシールする工程と、
を備える、請求項9または10に記載の方法。
【請求項12】
直角三角形の前記内部空間の2つの開放する辺のうちの一方が、前記内部空間に前記物質を充填する前にシールされる、請求項11に記載の方法。
【請求項13】
前記複数の溶着ラインが、充填チューブの方向に沿うシールラインおよび前記充填チューブの方向に対して45°の角度を成すシールラインのうちの少なくとも一方を備える、物質を保持する三角形の閉じた可撓性の袋の連続体を製造する請求項9に記載の方法。
【請求項14】
三角形の袋の前記連続体を引き離して、三角形の複数の袋を形成する工程を更に備える、請求項9〜13のいずれか一項に記載の方法。
【請求項15】
物質を保持する三角形の閉じた可撓性の袋の連続体を製造する方法であって、
可撓性材料の素材片シートを前記素材片の縁が前記素材片自体と一体になるまでそれ自体の周囲でまたはチューブの周囲で丸めることにより、円筒状の容積部を取り囲むとともに前記素材片の縁と前記素材片自体との重なり部分を形成する工程と、
前記重なり部分で前記素材片の2つの層をシールにより接合して管状構造を形成する工程と、
前記物質を前記管状構造へ供給する工程と、
前記管状構造を平坦化するとともに、既に形成された前記シールを平坦化された前記管状構造の対向する面に接合して、前記物質を取り囲む三角形の内部空間を取り囲む3つの層のシールを形成する工程と、
を備える方法。
【請求項16】
閉じた可撓性の連続袋の保管方法であって、
三角形の閉じた可撓性の袋の前記連続袋を、円を描くようにそれ自体の上に折り重ねる工程と、
袋の前記折り重ねた連続袋を多角形形状にコンパクト化する工程と、
を備える方法。
【請求項17】
三角形の閉じた可撓性の袋の連続体を陳列する方法であって、
三角形形状の複数の袋を備える可撓性の閉じた袋の連続体を展開する工程と、
陳列されるべき袋の前記連続体を吊り下げる工程と、
を備える方法。
【請求項18】
請求項1〜8のいずれか一項に記載の連続袋を保管しおよび/または陳列するための吊下げ器具であって、垂直面内で互いに対して直角を成す2つの上向き面と、前記吊下げ器具を固体構造体に固定するための手段とを備える、吊下げ器具。
【請求項19】
請求項18に記載の吊下げ器具と、請求項1〜8のいずれか一項に記載の連続袋とを備える部品キット。
【図1A】


【図1B】
【図1C】
【図1D】
【図1E】

【図2】
【図3】

【図4】
【図5】

【図6】
【図7】
【図8】
【図9】
【図10】
【図11】

【図12a】

【図12b】
【図12c】
【図12d】
【図12e】

【図13】

【図14a】

【図14b】

【図1B】
【図1C】
【図1D】
【図1E】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12a】
【図12b】
【図12c】
【図12d】
【図12e】
【図13】
【図14a】
【図14b】
【公表番号】特表2012−532799(P2012−532799A)
【公表日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2012−518881(P2012−518881)
【出願日】平成22年6月28日(2010.6.28)
【国際出願番号】PCT/EP2010/059109
【国際公開番号】WO2011/003757
【国際公開日】平成23年1月13日(2011.1.13)
【出願人】(599132904)ネステク ソシエテ アノニム (637)
【Fターム(参考)】
【公表日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成22年6月28日(2010.6.28)
【国際出願番号】PCT/EP2010/059109
【国際公開番号】WO2011/003757
【国際公開日】平成23年1月13日(2011.1.13)
【出願人】(599132904)ネステク ソシエテ アノニム (637)
【Fターム(参考)】
[ Back to top ]