
可撓性ホース
【課題】可塑剤を含まずに柔軟であり、しかも、押出加工性、耐熱性、衛生性に優れた可撓性ホースを提供する。
【解決手段】ホース本体の外表面または内部に硬質樹脂から成る線状のコア材が螺旋状に設けられた可撓性ホースであって、ホース本体がJIS K 7215によるA硬度が90以下のポリオレフィンをシラン架橋させて得られたシラン架橋ポリオレフィンにて構成されている可撓性ホース。
【解決手段】ホース本体の外表面または内部に硬質樹脂から成る線状のコア材が螺旋状に設けられた可撓性ホースであって、ホース本体がJIS K 7215によるA硬度が90以下のポリオレフィンをシラン架橋させて得られたシラン架橋ポリオレフィンにて構成されている可撓性ホース。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、可撓性ホースに関し、詳しくは、ホース本体の外表面または内部に硬質樹脂から成る線状のコア材が螺旋状に設けられた可撓性ホースでの改良に関する。
【背景技術】
【0002】
従来、ホース本体の外表面または内部に硬質樹脂から成る線状のコア材が螺旋状に設けられた可撓性ホースとして、ホース本体の材料に軟質ポリ塩化ビニル、コア材の材料に硬質ポリ塩化ビニルを使用したものが知られている。また、ホース本体の軟質樹脂にスチレン系熱可塑性エラストマー又はオレフィン系熱可塑性エラストマーを使用し、コア材の硬質樹脂にポリプロピレンを使用した可撓性ホースも開発されている。
【0003】
しかしながら、上記の可撓性ホースの場合、長期間に使用により、ホース本体の軟質樹脂に含まれる可塑剤がホース内面にブリードするため衛生上の問題があり、例えば食品用途には適さず、また、可塑剤のブリードによりホース本体が硬化して脆くなり、可撓性ホースとしての耐久性に乏しいという問題がある。斯かる問題を解決するため、ホース本体の軟質樹脂として、可塑剤を含まないエチレン・酢酸ビニル共重合体(EVA)を使用した可撓性ホースが提案されているが、EVAは、臭気があり、耐熱性が劣る等の問題がある。
【0004】
そこで、可撓性ホースの衛生性や耐熱性を改善すべく、ホース内面に、中低圧法ポリエチレン、高圧法ポリエチレン、架橋ポリエチレン、直鎖状低分子ポリエチレン、ポリブデン、ポリプロピレン、ポリメチルペンテン等の耐熱性などに優れた硬質樹脂を設けた可撓性ホースが提案されている(例えば特許文献1参照)。しかしながら、斯かる可撓性ホースは、煩雑な複層化工程を必要とし、しかも、ホース内面に硬質樹脂を使用するため、可撓性ホースとしての柔軟性に乏しく、曲げに対してキンク(ねじれ)し易いという問題がある。
【特許文献1】特許3600956号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、上記実情に鑑みなされたものであり、その目的は、前記の従来技術の問題点を克服した可撓性ホースを提供することにある。
【課題を解決するための手段】
【0006】
本発明者らは、鋭意検討を重ねた結果、特定の材料でホース本体を構成することにより、上記の目的を容易に達成し得るとの知見を得、本発明の完成に至った。
【0007】
すなわち、本発明の要旨は、ホース本体の外表面または内部に硬質樹脂から成る線状のコア材が螺旋状に設けられた可撓性ホースであって、ホース本体がJIS K 7215によるA硬度が90以下のポリオレフィンをシラン架橋させて得られたシラン架橋ポリオレフィンにて構成されていることを特徴とする可撓性ホースに存する。
【発明の効果】
【0008】
本発明によれば、可塑剤を含まずに柔軟であり、しかも、押出加工性、耐熱性、衛生性に優れた可撓性ホースが提供される。
【発明を実施するための最良の形態】
【0009】
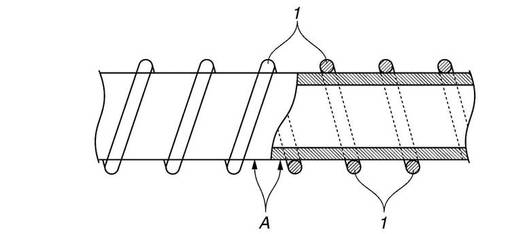
以下、本発明を詳細に説明する。図1は本発明の可撓性ホースの一例の一部破断の側面図であり、符号(A)はホース本体、(1)はコア材を示す。図示した可撓性ホースは、ホース本体(A)の外表面に線状のコア材(1)が螺旋状に巻き付けられた構造を有する。本発明においては、図示を省略したが、ホース本体(A)の内部にコア材(1)を埋設して設けてもよい。斯かる構造の可撓性ホースそれ自体は何れも前述の公知文献などに記載されて公知である。
【0010】
本発明の可撓性ホースの特徴はホース本体の構成材料にあり、本発明においては、JIS K 7215によるA硬度が90以下のポリオレフィンをシラン架橋させて得られたシラン架橋ポリオレフィンにてホース本体を構成する。
【0011】
上記のポリオレフィンとしては、メタロセン系触媒を使用して製造され且つエチレンと少なくとも1種以上の炭素数4〜12のα―オレフィンから成る実質的に線状であるオレフィン共重合体(i)、または、当該オレフィン共重合体(i)と他のポリオレフィン樹脂(ii)とから成りオレフィン共重合体(i)の含有量が50重量%以上であるポリオレフィン樹脂組成物が好適に使用される。因に、メタロセン系触媒を使用して製造された上記のオレフィン系重合体(i)は次のような特徴を有する。
【0012】
1.重合触媒が超高活性であるため、コモノマーのα−オレフィンの組成を従来より大幅に高めることが可能となり、可塑剤を含まない状態でも柔軟性に富むエラストマー状の重合体である。
【0013】
2.チーグラー系ポリマーと比較してコモノマーの分布が均一である。
【0014】
3.チーグラー系ポリマーと比較して分子量分布が極めてシャープであり、低分子量成分が極めて少なく、低臭気、耐塩素水性、易架橋性、耐磨耗性、機械的強度、加工性などに優れ、高品質である。
【0015】
4.分子量分布がシャープであるにも拘わらず、長鎖分岐を導入した場合はASTMD1238により規定される190℃/10kgfにおけるメルトインデックス(I10)と、190℃/2.16kgfにおけるメルトインデックス(I2)との比(I10/I2)の値が大きく、加工性に優れる。
【0016】
5.耐候性に優れる。
【0017】
本発明において、炭素数4〜12のα−オレフィンとしては、例えば、ブテン−1、ペンテン−1、ヘキセン−1、4−メチルペンテン−1、ヘプテンー1、オクテン−1、ノネン−1、デセンー1、ウンデセン−1、ドデセン−1等が使用される。これらの中では、機械的強度の観点から、1−オクテンが好ましい。
【0018】
本発明において、メタロセン系触媒としては、チタン、ジルコニウム等の族金属のシクロペンタジエニル誘導体と助触媒から成る公知の触媒が使用される。斯かるメタロセン系触媒は、重合触媒として超高活性であるだけでなく、従来の触媒、例えばチーグラー系触媒と比較し、得られる重合体の分子量分布が狭く、共重合体中のコモノマーである炭素数4〜12のα−オレフィンの分布が均一であり、触媒種が均一であるという特徴を有する。
【0019】
また、チーグラー触媒による、エチレンとα−オレフィンの共重合体であるオレフィン系重合体では、前記のメルトインデックス比(I10/I2)と分子量分布は、ほぼ直線的な比例関係を示し、メルトインデックス比の増加と共に分子量分布も増大する傾向を示し、分子量分布は3〜10程度である。これに対しメタロセン系触媒によるオレフィン系重合体ではメルトインデックス比の値の如何に拘わらず、分子量分布は3.0未満のシャープな値となり、低分子量成分が極めて少ない。このため、本発明で使用するオレフィン系共重合体(i)は、低臭気性、耐塩素水性、易架橋性、機械的強度、耐磨耗性および加工性の点で優れている。
【0020】
上記のオレフィン系共重合体(i)の分子量分布の測定はゲルパーミエーションクロマトグラフィー(以下GPC)により行うことが出来る。使用し得るGPC装置および測定条件の一例は次の表1に示す通りである。
【0021】
【表1】

【0022】
本発明において、オレフィン系共重合体(i)が「実質的に線状である」とは、このポリマーのバックボーンが炭素1000個当たり0.01個の長鎖分岐から炭素1000個当たり3個の長鎖分岐で置換されていることを意味し、上記のメルトインデックス比(I10/I2)が5以上であることを意味する。
【0023】
上記の置換状態の測定は、例えば、少なくとも約6個の炭素から成る鎖長として長鎖分岐を定義し、13C核磁気共鳴(NMR)分光法を使用して長鎖分岐を測定し、そして、Randallの方法(Rev.Macromol.Chem.Phys.、C29(2&3)、285−297貢)を使用して行うことが出来る。因に、「線状」オレフィン系共重合体という用語は、このオレフィンコポリマーが長鎖分岐を含んでいないことを意味している。
【0024】
上記のオレフィン系共重合体(i)は、重合時にメタロセン系触媒のうち適切な拘束幾何触媒(constrainedgeometrycatalysts)を使用して製造するのが好ましい。また、例えば、米国特許第5,026,798号明細書中に教示されているモノシクロペンタジエニル遷移金属のオレフィン重合触媒も所定の条件下に使用し得る。
【0025】
また、共触媒としては、例えば、ポリマー状またオリゴマー状のアルミノキサン類、特にメチルアルミノキサンの他、不活性で且つ適合性を示し、配位しないイオンを生じる化合物などが挙げられる。特に配位しない不活性なホウ素化合物が好ましい。
【0026】
上記のオレフィン系共重合体(i)の製造法としては、一般的には溶液重合方法が採用されるが、適当な触媒および重合条件の下ではスラリー重合方法および気相重合方法も採用し得る。また、多重反応槽重合法、例えば米国特許第3,914,342号明細書中に開示されている重合方法なども使用可能である。この多重反応槽の1つの中で少なくとも1種の拘束幾何触媒を使用し、これらの反応槽を直列または並列に運転することが出来る。
【0027】
本発明において、他のポリオレフィン樹脂(ii)としては、例えば、高圧重合法により重合された低密度ポリエチレン(LDPE)、中密度ポリエチレン(MDPE)、マルチサイト触媒で重合された極低密度ポリエチレン(VLDPE)、直鎖状低密度ポリエチレン(LLDPE)、高密度ポリエチレン(HDPE)等のホモポリマー、過半を占めるエチレンに対してプロピレン、酢酸ビニル、エチルアクリレート等コモノマを共重合させた各種のエチレン共重合体などの1種または2種以上が挙げられる。
【0028】
前記のオレフィン共重合体(i)と上記の他のポリオレフィン樹脂(ii)とから成るポリオレフィン樹脂組成物において、オレフィン共重合体(i)の含有量は50重量%以上であるが、好ましくは60重量%以上である。
【0029】
オレフィン共重合体(i)又は当該オレフィン共重合体(i)と他のポリオレフィン樹脂(ii)とから成るポリオレフィン樹脂組成物の、JIS K 7215によるA硬度は90以下とする。A硬度が90を超えると所望の柔軟性が得られない。A硬度は好ましくは80以下である。
【0030】
本発明において、A硬度が90以下の上記のポリオレフィンは、耐熱性を向上させる観点から、シラン架橋させてシラン架橋ポリオレフィンとしてホース本体を構成する。なお、シラン架橋法は、有機過酸化物や放射線による架橋法に比し、耐塩素水性や生産性の観点で優れる。
【0031】
ホース本体を構成するシラン架橋ポリオレフィンの形成(シラン架橋法)は、例えば、次のように行うことが出来る。
【0032】
(1)特公昭48−1711号公報や特開昭57−49109号公報に記載されているように、第1の溶融押出工程(ペレット成形工程)において、遊離ラジカル発生剤の存在下、ポリオレフィンに有機不飽和シランをグラフト反応させてシラングラフト化したペレットを形成し、第2の溶融押出工程(ホース成形工程)において、ホース本体の材料に上記のペレットを使用し、コア材の材料に適当な硬質樹脂を使用し、ホース本体の外表面に線状のコア材が螺旋状に設けられた可撓性ホースの前駆体を押出成形する。その後、得られた前駆体を水分と接触させて架橋反応を行い、本発明の可撓性ホースを得る。
【0033】
(2)特許3375871公報に記載されているように、溶融押出工程において、オレフィン系ベースポリマー(P)と、シランマスターバッチとして、オレフィン系ベースポリマーに、有機不飽和シラン、遊離ラジカル発生剤などを高濃度に含有させたキャリアポリマー(P1)と、架橋触媒マスターバッチとして、オレフィン系ベースポリマーにシラノール縮合触媒などを含有させたキャリアポリマー(P2)とを溶融混合し、得られた溶融混合物をホース本体の材料に使用し、コア材の材料に適当な硬質樹脂を使用し、ホース本体の外表面に線状のコア材が螺旋状に設けられた可撓性ホースの前駆体を押出成形する。その後、得られた前駆体を水分と接触させて架橋反応を行い、本発明の可撓性ホースを得る。
【0034】
上記の各方法の溶融押出工程における押出機としては、例えば、単軸溶融押出機が好適に使用され、また、上記(2)の方法におけるキャリアポリマーP1としてはアプコ(株)社製「新モルデックスQMB151」、キャリアポリマーP2としてはアプコ(株)社製「新モルデックスQCMT20」が好適に使用される。
【0035】
本発明において、シラン架橋ポリオレフィン(ホース本体)のJIS K 6796による架橋度は、通常60%以上、好ましくは65%以上である。架橋度が60%より低いと十分な耐熱性が得られない。なお、斯かる架橋処理によってもホース本体を構成するシラン架橋ポリオレフィンの前述のA硬度は大きく変化することはない。
【0036】
本発明において、コア材に使用する硬質樹脂としては、特に制限されず、例えばポリプロピレン等の従来公知の各種の硬質樹脂が挙げられる。なお、前記のホース本体の構成材料には、所望により、通常に使用される添加剤、例えば、中和剤、滑剤、紫外線吸収剤、帯電防止剤、顔料、分散剤、増粘剤、金属劣化防止剤、防カビ剤、流動調節剤、その他の無機質充填剤などを含有させることも出来る。
【実施例】
【0037】
以下、本発明を実施例により更に詳細に説明するが、本発明は、その要旨を超えない限り、以下の実施例に限定されるものではない。使用した原材料および評価方法は以下の通りである。
【0038】
<原材料>
【0039】
(1)EOR(1):
拘束幾何触媒を使用して連続重合法で製造した実質的に線状であるエチレン/1−オクテンコポリマー(密度:0.868g/cm3、MI:0.5g/10min、Mw/Mn:約2、A硬度:75)
【0040】
(2)EOR(2):
拘束幾何触媒を使用して連続重合法で製造した実質的に線状であるエチレン/1−オクテンコポリマー(密度:0.910g/cm3、MI:3.5g/10min、Mw/Mn:約2、A硬度:95)
【0041】
(3)EOR(3):
拘束幾何触媒を使用して連続重合法で製造した実質的に線状であるエチレン/1−オクテンコポリマー(密度:0.880g/cm3、MI:18g/10min、Mw/Mn:約2、A硬度:76)
【0042】
(4)EOR(1)/LLDPE:
拘束幾何触媒を使用して連続重合法で製造した実質的に線状であるエチレン/1−オクテンコポリマー(密度:0.868g/cm3、MI:0.5g/10min、Mw/Mn:約2、A硬度:75)75重量部と、直鎖状低密度ポリエチレン(密度:0.922g/cm3、MI:1g/10min)25重量部との混合物
【0043】
(5)キャリアポリマーP1:
オレフィン系ベースポリマーに、主として、有機不飽和シランと遊離ラジカル発生剤を高濃度に含有させたシランマスターバッチ[アプコ(株)社製の「新モルデックスQMB151」)]
【0044】
(6)キャリアポリマーP2:
オレフィン系ベースポリマーに主としてシラノール縮合触媒を含有させた架橋触媒マスターバッチ[アプコ(株)社製の「新モルデックスQCMT20」]
【0045】
(7)EVA:
エチレン・酢酸ビニル共重合体(A硬度:75、VA含有率:23重量%)
【0046】
(8)TPO:
熱可塑性オレフィン系エラストマー(エーイーエスジャパン社製「サントプレン101−73」)
【0047】
(9)TPS:
熱可塑性スチレン系エラストマー(クラレプラスチックス社製「セプトンCE003」)
【0048】
(10)HDPE:
高密度ポリエチレン(密度:0.955g/cm3、MI:1.0g/10min)
【0049】
(11)硬質樹脂:
ポリプロピレン(密度:0.91g/cm3、MI:0.8g/10min)
【0050】
(12)酸化防止剤:
テトラキス[メチレン−3−(3’,5)ジ−t−ブチル−4’−ヒドロキシフェニル)プロピオネート]メタン(チバスペシャリティケミカルズ社製「イルガノックス1010」)
【0051】
<評価方法>
【0052】
(1)押出成形性:
ホース本体の外観(押出表面)を目視で確認し、○>△>×の順の3段階評価を行い、○のレベルを合格とした。
【0053】
(2)架橋特性:
JIS K 6796に従ってホース本体の架橋度の測定を行った。
【0054】
(3)柔軟性:
ホースの屈曲試験を手で行い、その感触について、「3:柔らかい、2:普通、1:硬い」の3段階で評価した。
【0055】
(4)衛生性:
ホース内面からのブリードアウト(耐熱老化試験)を試験した。具体的には、100℃の恒温槽に可撓ホースを1ヶ月放置した後、ホース内面に油分の漏出(ブリード)が発生している否かを調べた。
【0056】
(5)耐熱性:
80℃の恒温槽中において、可撓性ホースの内部を1.5MPaに昇圧し、破壊の有無を調べた。破壊が無い場合を合格、破壊が有る場合を不合格とした。
【0057】
実施例1及び2並びに比較例1及び2:
ホース本体の材料は、EOR(1):100重量部に対し、キャリアポリマーP1:5重量部、キャリアポリマーP2:2重量部を混合したものを使用した。また、コア材料は、硬質樹脂100部に対し、酸化防止剤0.1重量部を混合したものを使用した。そして、共押出機を使用し、上記の各材料を夫々約150℃〜240℃の温度に設定して溶融混練し、ホース本体の外周に外径1mmの線状に押出したコア材料が螺旋状に形成されるように共押出させた後、約15℃の水で冷却し、引取巻取りを行って可撓性ホースの前駆体を得た。ホース本体の内径は38mm、外径は40mmであった。得られた前駆体を80℃温水中に7時間浸漬してシラン架橋処理を行い、可撓性ホースとした。評価結果を表2に示す。なお、表2中の「硬度A」及び「硬度D」は、何れも、「JIS K 7215によるデューロメータ硬さ」の硬度AおよびDを意味する。
【0058】
比較例3〜5:
ホース本体の材料は、所定の原料100重量部に対して酸化防止剤0.1重量部を混合したものを使用した。ここで、所定の原料としては、比較例3ではEVA、比較例4ではTPS、比較例5ではTPOを使用した。また、コア材料は、硬質樹脂100部に対して酸化防止剤0.1重量部を混合したものを使用した。そして、共押出機を使用し、各材料を夫々約150℃〜240℃の温度に設定して溶融混練し、ホース本体の外周に外径1mmの線状に押出したコア材が螺旋状に形成されるように共押出させた後、約15℃の水で冷却し、引取巻取りを行って可撓性ホースを得た。ホース本体の内径は38mm、外径は40mmであった。評価結果を表2に示す。
【0059】
比較例6及び7:
ホース本体の材料は、所定の原料100重量部に対して酸化防止剤0.1重量部を混合したものを使用した。ここで、所定の原料としては、比較例6ではTPS、比較例7ではTPOを使用した。また、コア材料は、硬質樹脂100重量部に対して酸化防止剤0.1重量部を混合したものを使用した。更に、ホース内層材料としてHDPE100重量部に酸化防止剤0.1重量部を混合したものを使用した。そして、共押出機を使用し、上記の各材料を夫々約150℃〜240℃の温度に設定して溶融混練し、ホース本体の外周に外径1mmの線状に押出したコア材が螺旋状に形成され、ホース本体の内層にHDPEが厚み0.1mmで積層されるように共押出させた後、約15℃の水で冷却し、引取巻取りを行って可撓性ホースを得た。ホース本体の内径は38mm、外径は40mmであった。評価結果を表2に示す。
【0060】
【表2】
【0061】
表2から明らかなように、実施例1及び2に示す材料は押出加工性が良好であり、優れた架橋特性、柔軟性、耐熱性、衛生性を示している。これに対し、比較例は、全て、押出加工性、架橋特性、柔軟性、耐熱性、衛生性のバランスが取れていない。
【図面の簡単な説明】
【0062】
【図1】は本発明の可撓性ホースの一例の一部破断の側面図
【符号の説明】
【0063】
A:ホース本体
1:コア材
【技術分野】
【0001】
本発明は、可撓性ホースに関し、詳しくは、ホース本体の外表面または内部に硬質樹脂から成る線状のコア材が螺旋状に設けられた可撓性ホースでの改良に関する。
【背景技術】
【0002】
従来、ホース本体の外表面または内部に硬質樹脂から成る線状のコア材が螺旋状に設けられた可撓性ホースとして、ホース本体の材料に軟質ポリ塩化ビニル、コア材の材料に硬質ポリ塩化ビニルを使用したものが知られている。また、ホース本体の軟質樹脂にスチレン系熱可塑性エラストマー又はオレフィン系熱可塑性エラストマーを使用し、コア材の硬質樹脂にポリプロピレンを使用した可撓性ホースも開発されている。
【0003】
しかしながら、上記の可撓性ホースの場合、長期間に使用により、ホース本体の軟質樹脂に含まれる可塑剤がホース内面にブリードするため衛生上の問題があり、例えば食品用途には適さず、また、可塑剤のブリードによりホース本体が硬化して脆くなり、可撓性ホースとしての耐久性に乏しいという問題がある。斯かる問題を解決するため、ホース本体の軟質樹脂として、可塑剤を含まないエチレン・酢酸ビニル共重合体(EVA)を使用した可撓性ホースが提案されているが、EVAは、臭気があり、耐熱性が劣る等の問題がある。
【0004】
そこで、可撓性ホースの衛生性や耐熱性を改善すべく、ホース内面に、中低圧法ポリエチレン、高圧法ポリエチレン、架橋ポリエチレン、直鎖状低分子ポリエチレン、ポリブデン、ポリプロピレン、ポリメチルペンテン等の耐熱性などに優れた硬質樹脂を設けた可撓性ホースが提案されている(例えば特許文献1参照)。しかしながら、斯かる可撓性ホースは、煩雑な複層化工程を必要とし、しかも、ホース内面に硬質樹脂を使用するため、可撓性ホースとしての柔軟性に乏しく、曲げに対してキンク(ねじれ)し易いという問題がある。
【特許文献1】特許3600956号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、上記実情に鑑みなされたものであり、その目的は、前記の従来技術の問題点を克服した可撓性ホースを提供することにある。
【課題を解決するための手段】
【0006】
本発明者らは、鋭意検討を重ねた結果、特定の材料でホース本体を構成することにより、上記の目的を容易に達成し得るとの知見を得、本発明の完成に至った。
【0007】
すなわち、本発明の要旨は、ホース本体の外表面または内部に硬質樹脂から成る線状のコア材が螺旋状に設けられた可撓性ホースであって、ホース本体がJIS K 7215によるA硬度が90以下のポリオレフィンをシラン架橋させて得られたシラン架橋ポリオレフィンにて構成されていることを特徴とする可撓性ホースに存する。
【発明の効果】
【0008】
本発明によれば、可塑剤を含まずに柔軟であり、しかも、押出加工性、耐熱性、衛生性に優れた可撓性ホースが提供される。
【発明を実施するための最良の形態】
【0009】
以下、本発明を詳細に説明する。図1は本発明の可撓性ホースの一例の一部破断の側面図であり、符号(A)はホース本体、(1)はコア材を示す。図示した可撓性ホースは、ホース本体(A)の外表面に線状のコア材(1)が螺旋状に巻き付けられた構造を有する。本発明においては、図示を省略したが、ホース本体(A)の内部にコア材(1)を埋設して設けてもよい。斯かる構造の可撓性ホースそれ自体は何れも前述の公知文献などに記載されて公知である。
【0010】
本発明の可撓性ホースの特徴はホース本体の構成材料にあり、本発明においては、JIS K 7215によるA硬度が90以下のポリオレフィンをシラン架橋させて得られたシラン架橋ポリオレフィンにてホース本体を構成する。
【0011】
上記のポリオレフィンとしては、メタロセン系触媒を使用して製造され且つエチレンと少なくとも1種以上の炭素数4〜12のα―オレフィンから成る実質的に線状であるオレフィン共重合体(i)、または、当該オレフィン共重合体(i)と他のポリオレフィン樹脂(ii)とから成りオレフィン共重合体(i)の含有量が50重量%以上であるポリオレフィン樹脂組成物が好適に使用される。因に、メタロセン系触媒を使用して製造された上記のオレフィン系重合体(i)は次のような特徴を有する。
【0012】
1.重合触媒が超高活性であるため、コモノマーのα−オレフィンの組成を従来より大幅に高めることが可能となり、可塑剤を含まない状態でも柔軟性に富むエラストマー状の重合体である。
【0013】
2.チーグラー系ポリマーと比較してコモノマーの分布が均一である。
【0014】
3.チーグラー系ポリマーと比較して分子量分布が極めてシャープであり、低分子量成分が極めて少なく、低臭気、耐塩素水性、易架橋性、耐磨耗性、機械的強度、加工性などに優れ、高品質である。
【0015】
4.分子量分布がシャープであるにも拘わらず、長鎖分岐を導入した場合はASTMD1238により規定される190℃/10kgfにおけるメルトインデックス(I10)と、190℃/2.16kgfにおけるメルトインデックス(I2)との比(I10/I2)の値が大きく、加工性に優れる。
【0016】
5.耐候性に優れる。
【0017】
本発明において、炭素数4〜12のα−オレフィンとしては、例えば、ブテン−1、ペンテン−1、ヘキセン−1、4−メチルペンテン−1、ヘプテンー1、オクテン−1、ノネン−1、デセンー1、ウンデセン−1、ドデセン−1等が使用される。これらの中では、機械的強度の観点から、1−オクテンが好ましい。
【0018】
本発明において、メタロセン系触媒としては、チタン、ジルコニウム等の族金属のシクロペンタジエニル誘導体と助触媒から成る公知の触媒が使用される。斯かるメタロセン系触媒は、重合触媒として超高活性であるだけでなく、従来の触媒、例えばチーグラー系触媒と比較し、得られる重合体の分子量分布が狭く、共重合体中のコモノマーである炭素数4〜12のα−オレフィンの分布が均一であり、触媒種が均一であるという特徴を有する。
【0019】
また、チーグラー触媒による、エチレンとα−オレフィンの共重合体であるオレフィン系重合体では、前記のメルトインデックス比(I10/I2)と分子量分布は、ほぼ直線的な比例関係を示し、メルトインデックス比の増加と共に分子量分布も増大する傾向を示し、分子量分布は3〜10程度である。これに対しメタロセン系触媒によるオレフィン系重合体ではメルトインデックス比の値の如何に拘わらず、分子量分布は3.0未満のシャープな値となり、低分子量成分が極めて少ない。このため、本発明で使用するオレフィン系共重合体(i)は、低臭気性、耐塩素水性、易架橋性、機械的強度、耐磨耗性および加工性の点で優れている。
【0020】
上記のオレフィン系共重合体(i)の分子量分布の測定はゲルパーミエーションクロマトグラフィー(以下GPC)により行うことが出来る。使用し得るGPC装置および測定条件の一例は次の表1に示す通りである。
【0021】
【表1】
【0022】
本発明において、オレフィン系共重合体(i)が「実質的に線状である」とは、このポリマーのバックボーンが炭素1000個当たり0.01個の長鎖分岐から炭素1000個当たり3個の長鎖分岐で置換されていることを意味し、上記のメルトインデックス比(I10/I2)が5以上であることを意味する。
【0023】
上記の置換状態の測定は、例えば、少なくとも約6個の炭素から成る鎖長として長鎖分岐を定義し、13C核磁気共鳴(NMR)分光法を使用して長鎖分岐を測定し、そして、Randallの方法(Rev.Macromol.Chem.Phys.、C29(2&3)、285−297貢)を使用して行うことが出来る。因に、「線状」オレフィン系共重合体という用語は、このオレフィンコポリマーが長鎖分岐を含んでいないことを意味している。
【0024】
上記のオレフィン系共重合体(i)は、重合時にメタロセン系触媒のうち適切な拘束幾何触媒(constrainedgeometrycatalysts)を使用して製造するのが好ましい。また、例えば、米国特許第5,026,798号明細書中に教示されているモノシクロペンタジエニル遷移金属のオレフィン重合触媒も所定の条件下に使用し得る。
【0025】
また、共触媒としては、例えば、ポリマー状またオリゴマー状のアルミノキサン類、特にメチルアルミノキサンの他、不活性で且つ適合性を示し、配位しないイオンを生じる化合物などが挙げられる。特に配位しない不活性なホウ素化合物が好ましい。
【0026】
上記のオレフィン系共重合体(i)の製造法としては、一般的には溶液重合方法が採用されるが、適当な触媒および重合条件の下ではスラリー重合方法および気相重合方法も採用し得る。また、多重反応槽重合法、例えば米国特許第3,914,342号明細書中に開示されている重合方法なども使用可能である。この多重反応槽の1つの中で少なくとも1種の拘束幾何触媒を使用し、これらの反応槽を直列または並列に運転することが出来る。
【0027】
本発明において、他のポリオレフィン樹脂(ii)としては、例えば、高圧重合法により重合された低密度ポリエチレン(LDPE)、中密度ポリエチレン(MDPE)、マルチサイト触媒で重合された極低密度ポリエチレン(VLDPE)、直鎖状低密度ポリエチレン(LLDPE)、高密度ポリエチレン(HDPE)等のホモポリマー、過半を占めるエチレンに対してプロピレン、酢酸ビニル、エチルアクリレート等コモノマを共重合させた各種のエチレン共重合体などの1種または2種以上が挙げられる。
【0028】
前記のオレフィン共重合体(i)と上記の他のポリオレフィン樹脂(ii)とから成るポリオレフィン樹脂組成物において、オレフィン共重合体(i)の含有量は50重量%以上であるが、好ましくは60重量%以上である。
【0029】
オレフィン共重合体(i)又は当該オレフィン共重合体(i)と他のポリオレフィン樹脂(ii)とから成るポリオレフィン樹脂組成物の、JIS K 7215によるA硬度は90以下とする。A硬度が90を超えると所望の柔軟性が得られない。A硬度は好ましくは80以下である。
【0030】
本発明において、A硬度が90以下の上記のポリオレフィンは、耐熱性を向上させる観点から、シラン架橋させてシラン架橋ポリオレフィンとしてホース本体を構成する。なお、シラン架橋法は、有機過酸化物や放射線による架橋法に比し、耐塩素水性や生産性の観点で優れる。
【0031】
ホース本体を構成するシラン架橋ポリオレフィンの形成(シラン架橋法)は、例えば、次のように行うことが出来る。
【0032】
(1)特公昭48−1711号公報や特開昭57−49109号公報に記載されているように、第1の溶融押出工程(ペレット成形工程)において、遊離ラジカル発生剤の存在下、ポリオレフィンに有機不飽和シランをグラフト反応させてシラングラフト化したペレットを形成し、第2の溶融押出工程(ホース成形工程)において、ホース本体の材料に上記のペレットを使用し、コア材の材料に適当な硬質樹脂を使用し、ホース本体の外表面に線状のコア材が螺旋状に設けられた可撓性ホースの前駆体を押出成形する。その後、得られた前駆体を水分と接触させて架橋反応を行い、本発明の可撓性ホースを得る。
【0033】
(2)特許3375871公報に記載されているように、溶融押出工程において、オレフィン系ベースポリマー(P)と、シランマスターバッチとして、オレフィン系ベースポリマーに、有機不飽和シラン、遊離ラジカル発生剤などを高濃度に含有させたキャリアポリマー(P1)と、架橋触媒マスターバッチとして、オレフィン系ベースポリマーにシラノール縮合触媒などを含有させたキャリアポリマー(P2)とを溶融混合し、得られた溶融混合物をホース本体の材料に使用し、コア材の材料に適当な硬質樹脂を使用し、ホース本体の外表面に線状のコア材が螺旋状に設けられた可撓性ホースの前駆体を押出成形する。その後、得られた前駆体を水分と接触させて架橋反応を行い、本発明の可撓性ホースを得る。
【0034】
上記の各方法の溶融押出工程における押出機としては、例えば、単軸溶融押出機が好適に使用され、また、上記(2)の方法におけるキャリアポリマーP1としてはアプコ(株)社製「新モルデックスQMB151」、キャリアポリマーP2としてはアプコ(株)社製「新モルデックスQCMT20」が好適に使用される。
【0035】
本発明において、シラン架橋ポリオレフィン(ホース本体)のJIS K 6796による架橋度は、通常60%以上、好ましくは65%以上である。架橋度が60%より低いと十分な耐熱性が得られない。なお、斯かる架橋処理によってもホース本体を構成するシラン架橋ポリオレフィンの前述のA硬度は大きく変化することはない。
【0036】
本発明において、コア材に使用する硬質樹脂としては、特に制限されず、例えばポリプロピレン等の従来公知の各種の硬質樹脂が挙げられる。なお、前記のホース本体の構成材料には、所望により、通常に使用される添加剤、例えば、中和剤、滑剤、紫外線吸収剤、帯電防止剤、顔料、分散剤、増粘剤、金属劣化防止剤、防カビ剤、流動調節剤、その他の無機質充填剤などを含有させることも出来る。
【実施例】
【0037】
以下、本発明を実施例により更に詳細に説明するが、本発明は、その要旨を超えない限り、以下の実施例に限定されるものではない。使用した原材料および評価方法は以下の通りである。
【0038】
<原材料>
【0039】
(1)EOR(1):
拘束幾何触媒を使用して連続重合法で製造した実質的に線状であるエチレン/1−オクテンコポリマー(密度:0.868g/cm3、MI:0.5g/10min、Mw/Mn:約2、A硬度:75)
【0040】
(2)EOR(2):
拘束幾何触媒を使用して連続重合法で製造した実質的に線状であるエチレン/1−オクテンコポリマー(密度:0.910g/cm3、MI:3.5g/10min、Mw/Mn:約2、A硬度:95)
【0041】
(3)EOR(3):
拘束幾何触媒を使用して連続重合法で製造した実質的に線状であるエチレン/1−オクテンコポリマー(密度:0.880g/cm3、MI:18g/10min、Mw/Mn:約2、A硬度:76)
【0042】
(4)EOR(1)/LLDPE:
拘束幾何触媒を使用して連続重合法で製造した実質的に線状であるエチレン/1−オクテンコポリマー(密度:0.868g/cm3、MI:0.5g/10min、Mw/Mn:約2、A硬度:75)75重量部と、直鎖状低密度ポリエチレン(密度:0.922g/cm3、MI:1g/10min)25重量部との混合物
【0043】
(5)キャリアポリマーP1:
オレフィン系ベースポリマーに、主として、有機不飽和シランと遊離ラジカル発生剤を高濃度に含有させたシランマスターバッチ[アプコ(株)社製の「新モルデックスQMB151」)]
【0044】
(6)キャリアポリマーP2:
オレフィン系ベースポリマーに主としてシラノール縮合触媒を含有させた架橋触媒マスターバッチ[アプコ(株)社製の「新モルデックスQCMT20」]
【0045】
(7)EVA:
エチレン・酢酸ビニル共重合体(A硬度:75、VA含有率:23重量%)
【0046】
(8)TPO:
熱可塑性オレフィン系エラストマー(エーイーエスジャパン社製「サントプレン101−73」)
【0047】
(9)TPS:
熱可塑性スチレン系エラストマー(クラレプラスチックス社製「セプトンCE003」)
【0048】
(10)HDPE:
高密度ポリエチレン(密度:0.955g/cm3、MI:1.0g/10min)
【0049】
(11)硬質樹脂:
ポリプロピレン(密度:0.91g/cm3、MI:0.8g/10min)
【0050】
(12)酸化防止剤:
テトラキス[メチレン−3−(3’,5)ジ−t−ブチル−4’−ヒドロキシフェニル)プロピオネート]メタン(チバスペシャリティケミカルズ社製「イルガノックス1010」)
【0051】
<評価方法>
【0052】
(1)押出成形性:
ホース本体の外観(押出表面)を目視で確認し、○>△>×の順の3段階評価を行い、○のレベルを合格とした。
【0053】
(2)架橋特性:
JIS K 6796に従ってホース本体の架橋度の測定を行った。
【0054】
(3)柔軟性:
ホースの屈曲試験を手で行い、その感触について、「3:柔らかい、2:普通、1:硬い」の3段階で評価した。
【0055】
(4)衛生性:
ホース内面からのブリードアウト(耐熱老化試験)を試験した。具体的には、100℃の恒温槽に可撓ホースを1ヶ月放置した後、ホース内面に油分の漏出(ブリード)が発生している否かを調べた。
【0056】
(5)耐熱性:
80℃の恒温槽中において、可撓性ホースの内部を1.5MPaに昇圧し、破壊の有無を調べた。破壊が無い場合を合格、破壊が有る場合を不合格とした。
【0057】
実施例1及び2並びに比較例1及び2:
ホース本体の材料は、EOR(1):100重量部に対し、キャリアポリマーP1:5重量部、キャリアポリマーP2:2重量部を混合したものを使用した。また、コア材料は、硬質樹脂100部に対し、酸化防止剤0.1重量部を混合したものを使用した。そして、共押出機を使用し、上記の各材料を夫々約150℃〜240℃の温度に設定して溶融混練し、ホース本体の外周に外径1mmの線状に押出したコア材料が螺旋状に形成されるように共押出させた後、約15℃の水で冷却し、引取巻取りを行って可撓性ホースの前駆体を得た。ホース本体の内径は38mm、外径は40mmであった。得られた前駆体を80℃温水中に7時間浸漬してシラン架橋処理を行い、可撓性ホースとした。評価結果を表2に示す。なお、表2中の「硬度A」及び「硬度D」は、何れも、「JIS K 7215によるデューロメータ硬さ」の硬度AおよびDを意味する。
【0058】
比較例3〜5:
ホース本体の材料は、所定の原料100重量部に対して酸化防止剤0.1重量部を混合したものを使用した。ここで、所定の原料としては、比較例3ではEVA、比較例4ではTPS、比較例5ではTPOを使用した。また、コア材料は、硬質樹脂100部に対して酸化防止剤0.1重量部を混合したものを使用した。そして、共押出機を使用し、各材料を夫々約150℃〜240℃の温度に設定して溶融混練し、ホース本体の外周に外径1mmの線状に押出したコア材が螺旋状に形成されるように共押出させた後、約15℃の水で冷却し、引取巻取りを行って可撓性ホースを得た。ホース本体の内径は38mm、外径は40mmであった。評価結果を表2に示す。
【0059】
比較例6及び7:
ホース本体の材料は、所定の原料100重量部に対して酸化防止剤0.1重量部を混合したものを使用した。ここで、所定の原料としては、比較例6ではTPS、比較例7ではTPOを使用した。また、コア材料は、硬質樹脂100重量部に対して酸化防止剤0.1重量部を混合したものを使用した。更に、ホース内層材料としてHDPE100重量部に酸化防止剤0.1重量部を混合したものを使用した。そして、共押出機を使用し、上記の各材料を夫々約150℃〜240℃の温度に設定して溶融混練し、ホース本体の外周に外径1mmの線状に押出したコア材が螺旋状に形成され、ホース本体の内層にHDPEが厚み0.1mmで積層されるように共押出させた後、約15℃の水で冷却し、引取巻取りを行って可撓性ホースを得た。ホース本体の内径は38mm、外径は40mmであった。評価結果を表2に示す。
【0060】
【表2】
【0061】
表2から明らかなように、実施例1及び2に示す材料は押出加工性が良好であり、優れた架橋特性、柔軟性、耐熱性、衛生性を示している。これに対し、比較例は、全て、押出加工性、架橋特性、柔軟性、耐熱性、衛生性のバランスが取れていない。
【図面の簡単な説明】
【0062】
【図1】は本発明の可撓性ホースの一例の一部破断の側面図
【符号の説明】
【0063】
A:ホース本体
1:コア材
【特許請求の範囲】
【請求項1】
ホース本体の外表面または内部に硬質樹脂から成る線状のコア材が螺旋状に設けられた可撓性ホースであって、ホース本体がJIS K 7215によるA硬度が90以下のポリオレフィンをシラン架橋させて得られたシラン架橋ポリオレフィンにて構成されていることを特徴とする可撓性ホース。
【請求項2】
ポリオレフィンが、メタロセン系触媒を使用して製造され且つエチレンと少なくとも1種以上の炭素数4〜12のα―オレフィンから成る実質的に線状であるオレフィン共重合体(i)、または、当該オレフィン共重合体(i)と他のポリオレフィン樹脂(ii)とから成りオレフィン共重合体(i)の含有量が50重量%以上であるポリオレフィン樹脂組成物である請求項1に記載の可撓性ホース。
【請求項3】
オレフィン共重合体(i)中のα−オレフィンの少なくとも1つが1−オクテンである請求項1又は請求項2に記載の可撓性ホース。
【請求項4】
シラン架橋ポリオレフィンのJIS K 6796による架橋度が60%以上である請求項1〜3の何れかに記載の可撓性ホース。
【請求項1】
ホース本体の外表面または内部に硬質樹脂から成る線状のコア材が螺旋状に設けられた可撓性ホースであって、ホース本体がJIS K 7215によるA硬度が90以下のポリオレフィンをシラン架橋させて得られたシラン架橋ポリオレフィンにて構成されていることを特徴とする可撓性ホース。
【請求項2】
ポリオレフィンが、メタロセン系触媒を使用して製造され且つエチレンと少なくとも1種以上の炭素数4〜12のα―オレフィンから成る実質的に線状であるオレフィン共重合体(i)、または、当該オレフィン共重合体(i)と他のポリオレフィン樹脂(ii)とから成りオレフィン共重合体(i)の含有量が50重量%以上であるポリオレフィン樹脂組成物である請求項1に記載の可撓性ホース。
【請求項3】
オレフィン共重合体(i)中のα−オレフィンの少なくとも1つが1−オクテンである請求項1又は請求項2に記載の可撓性ホース。
【請求項4】
シラン架橋ポリオレフィンのJIS K 6796による架橋度が60%以上である請求項1〜3の何れかに記載の可撓性ホース。
【図1】

【公開番号】特開2008−128337(P2008−128337A)
【公開日】平成20年6月5日(2008.6.5)
【国際特許分類】
【出願番号】特願2006−313325(P2006−313325)
【出願日】平成18年11月20日(2006.11.20)
【出願人】(500587920)アプコ株式会社 (12)
【Fターム(参考)】
【公開日】平成20年6月5日(2008.6.5)
【国際特許分類】
【出願日】平成18年11月20日(2006.11.20)
【出願人】(500587920)アプコ株式会社 (12)
【Fターム(参考)】
[ Back to top ]