
可逆変色性吸液シート及びその製造方法
【課題】 吸液性の高い目付量の大きい不織布を用いた場合であっても、不織布の吸液性を低下させることなく不織布表面に多孔質層を均等な厚みで設けることが可能な、優れた検知性と吸液性を兼ね備えた可逆変色性吸液シートとその製造方法を提供する。
【解決手段】 低屈折率顔料をバインダー樹脂に分散状態に固着させた非吸液状態で不透明であり吸液状態で透明化する多孔質層3を表面に設けてなる第一不織布2と、前記第一不織布2よりも目付量の大きい第二不織布4とからなり、前記第一不織布2の裏面と第二不織布4表面を接触させた状態でニードルパンチ法により一体化してなる可逆変色性吸液シート1。
【解決手段】 低屈折率顔料をバインダー樹脂に分散状態に固着させた非吸液状態で不透明であり吸液状態で透明化する多孔質層3を表面に設けてなる第一不織布2と、前記第一不織布2よりも目付量の大きい第二不織布4とからなり、前記第一不織布2の裏面と第二不織布4表面を接触させた状態でニードルパンチ法により一体化してなる可逆変色性吸液シート1。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は可逆変色性吸液シートとその製造方法に関する。更には結露等の液体が付着した際に変色する可逆変色性吸液シートとその製造方法に関する。
【背景技術】
【0002】
従来、室内で発生する不要な水滴を吸収する吸液シートが広く用いられており、例えば、窓ガラスや壁の内側で発生する結露を吸収する結露吸収シートや、浴室用のバスマット等の形態で使用されている(例えば、特許文献1参照)。
特許文献1の結露吸収シートは、水分吸収材の裏面に粘着層が設けられたものであり、窓ガラス等の結露が発生する場所に貼着して結露を吸収するものであるが、前記結露吸収シートは結露を吸収した状態であるか否かを確認し難いため、検知性に乏しく換気の必要性等を判断し難いものであった。
そこで検知性を付与することで、結露を吸収した状態を簡易に判別可能としたものが開示されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平1−250843号公報
【特許文献2】特開2008−46005号公報
【0004】
前記特許文献2の結露吸収シートは、水分吸収材の表面に多孔質層を直接印刷し、裏面に粘着層を設けた貼着シートであり、優れた吸液性と吸液状態での検知性を発現するものである。
しかしながら、前記結露吸収シートでは、高い吸液性を要するために水分吸収材として目付量の大きい不織布を用いる必要があるので、多孔質層が印刷される不織布表面の凹凸が大きいものを用いることとなる。そのため、多孔質層を印刷した際に均一な厚みの層が得られ難く、吸液時に鮮明な変色を発現できないことや、乾燥状態での隠蔽性が阻害されることがあった。また、多孔質層の厚みを均一にするために、厚塗りを試みた場合には、不織布内部に浸透する多孔質材の量が増加してしまうため、不織布の吸液性を損なうことがあった。
更に、不織布と多孔質層の間に着色層を介在させた際には、不織布側で吸液した液体が多孔質層側へ移動する速度が低下するため、変色に時間がかかったり、吸収する水分量が少ない場合には変色しない等の不具合を生じることがあった。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、吸液性の高い目付量の大きい不織布を用いた場合であっても、不織布の吸液性を低下させることなく不織布表面に多孔質層を均等な厚みで設けることが可能な、優れた検知性と吸液性を兼ね備えた可逆変色性吸液シートとその製造方法を提供するものである。
【課題を解決するための手段】
【0006】
本発明は、低屈折率顔料をバインダー樹脂に分散状態に固着させた非吸液状態で不透明であり吸液状態で透明化する多孔質層を表面に設けてなる第一不織布と、前記第一不織布よりも目付量の大きい第二不織布とからなり、前記第一不織布の裏面と第二不織布表面を接触させた状態でニードルパンチ法により一体化してなる可逆変色性吸液シートを要件とする。
更に、前記多孔質層と第一不織布の間に着色層を設けてなること、前記第二不織布の裏面に、多孔質層を表面に積層する第三不織布の裏面を接触させた状態でニードルパンチ法により一体化してなること、前記多孔質層と第三不織布の間に着色層を設けてなることを要件とする。
また、低屈折率顔料をバインダー樹脂に分散状態に固着させた非吸液状態で不透明であり吸液状態で透明化する多孔質層を裏面に設けてなる第一不織布と、前記第一不織布よりも目付量の大きい第二不織布とからなり、前記第一不織布の裏面と第二不織布表面を接触させた状態でニードルパンチ法により一体化してなる可逆変色性吸液シートを要件とする。
更に、前記多孔質層と第二不織布の間に着色層を設けてなること、前記第二不織布の裏面に、多孔質層を表面に積層する第三不織布の表面を接触させた状態でニードルパンチ法により一体化してなること、前記多孔質層(第一不織布裏面の多孔質層及び第三不織布表面の多孔質層)と第二不織布の間に着色層を設けてなることを要件とする。
更に、前記可逆変色性吸液シートの第二不織布面に酸化チタンを含有する粘着層を設けてなること、前記可逆変色性吸液シートの第二不織布面に光遮蔽層と粘着層を順に積層してなることを要件とする。
更には、前記第二不織布の目付量が101g/m2〜1000g/m2の範囲にあること、前記第一不織布と第三不織布の目付量がそれぞれ30g/m2〜100g/m2の範囲にあることを要件とする。
更に、第一不織布表面に多孔質層を設ける第一工程と、前記第一工程の後に第一不織布裏面と第二不織布表面を接触させてニードルパンチ法により多孔質層側からニードルを貫通させて両不織布を一体化する第二工程とからなる可逆変色性吸液シートの製造方法を要件とし、前記第一工程において、第一不織布表面に着色層を形成した後に多孔質層を設けてなることを要件とする。
更には、第一不織布表面に多孔質層を設ける第一工程と、前記第一工程の後に第一不織布表面と第二不織布表面を接触させてニードルパンチ法により第一不織布側からニードルを貫通させて両不織布を一体化する第二工程とからなる可逆変色性吸液シートの製造方法を要件とし、前記第一工程において、多孔質層表面に着色層を形成してなることを要件とする。
【発明の効果】
【0007】
本発明により、不織布の吸液性を低下させることなく不織布表面に多孔質層を均等な厚みで設けることが可能となり、優れた吸液性と高い検知性とを兼ね備えた質感の高い可逆変色性吸液シートを提供できる。
また、ニードルパンチ法により多孔質層から各不織布にかけて微細孔を形成できるため、特に着色層を介在した場合であっても、第二不織布側から吸収した液体を瞬時に多孔質側へ誘導して即座に変色させることが可能となる。
更に、第一不織布の裏面に多孔質層を設けた構成においては、多孔質表面を擦過等から保護できると共に、表面に多孔質層が存在しないために不織布本来の質感を損なうことがなくなり、風合いの良い可逆変色性吸液シートとなる。
更には、第一不織布に多孔質層(更には着色層)を設ける第一工程と、該第一工程で得られた不織布を目付量のより大きい第二不織布をニードルパンチ法により一体化する第二工程とからなる製造方法を適用することにより、前述の優れた吸液性と高い検知性とを兼ね備えた質感の高い可逆変色性吸液シートを容易に製造できる。
【図面の簡単な説明】
【0008】
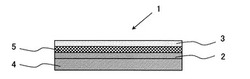
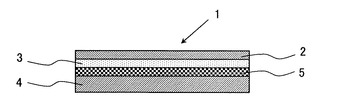
【図1】本発明の可逆変色性吸液シートの実施例の縦断面図である。
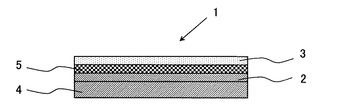
【図2】本発明の可逆変色性吸液シートの他の実施例の縦断面図である。
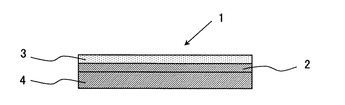
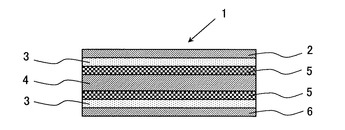
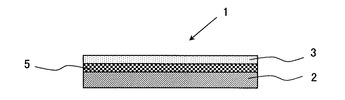
【図3】本発明の可逆変色性吸液シートの他の実施例の縦断面図である。
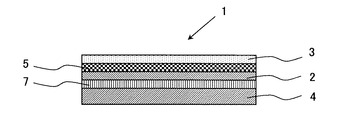
【図4】本発明の可逆変色性吸液シートの他の実施例の縦断面図である。
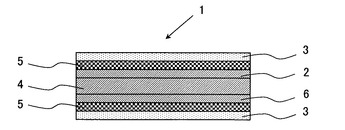
【図5】本発明の可逆変色性吸液シートの他の実施例の縦断面図である。
【図6】本発明の可逆変色性吸液シートの比較例の縦断面図である。
【図7】本発明の可逆変色性吸液シートの他の比較例の縦断面図である。
【発明を実施するための形態】
【0009】
前記第一から第三までの不織布は、水分吸収性と蒸発性(乾燥性)を有する平面状水分吸収材であり、綿、麻、絹、ウール、パルプ、レーヨン、ナイロン、ビニロン、アクリル、ポリエステル、ポリプロピレン、ポリエチレン等の繊維を、一種又は二種以上組み合わせて適用され、それぞれ所望の色調で用いられる。
【0010】
前記第一不織布と第三不織布は、表面に多孔質層や着色層を形成するための不織布であるので、表面凹凸が小さい目付量の低いものが用いられる。前記目付量としては30g/m2〜100g/m2、好ましくは40g/m2〜80g/m2の範囲のものが適用される。目付量が30g/m2より小さいと多孔質層や着色層を印刷塗工で形成する際に印刷塗工用インキが裏面に抜けてしまい充分な厚みの層が形成できない。100g/m2より大きいと不織布表面の凹凸が大きくなり均等な厚みの多孔質層を形成し難くなる。
また、第一、第三不織布の裏面に多孔質層を設けた構成においても、前記目付量であれば吸液によって不織布自体が透過性を発現して下層が視認可能となるため、吸液時の色調変化の視認を妨げることなく、多孔質層表面を保護することができると共に、触れた際の風合いも良いものとなる。
【0011】
前記第二不織布は、本願の吸液シートの吸液保持部分となるため、吸液保持力の高い不織布が用いられる。第二不織布の目付量としては101g/m2〜1000g/m2、好ましくは120g/m2〜500g/m2の範囲のものが適用され、更に好ましくは150g/m2〜300g/m2の範囲のものが適用される。目付量が101g/m2より小さいと充分な吸液性能を得ることができず、1000g/m2より大きいとニードルパンチ法による製造が困難となる。
【0012】
前記第一不織布と第三不織布の表面に設けられる多孔質層は、低屈折率顔料をバインダー樹脂と共に分散状態に固着させた層であり、乾燥状態と結露を吸収した吸液状態で透明性が異なる層である。
前記低屈折率顔料としては、珪酸及びその塩、バライト粉、硫酸バリウム、炭酸バリウム、炭酸カルシウム、石膏、クレー、タルク、アルミナホワイト、炭酸マグネシウム等が挙げられ、これらは屈折率が1.4〜1.8の範囲にあり、水を吸液すると良好な透明性を示すものである。
尚、前記珪酸の塩としては、珪酸アルミニウム、珪酸アルミニウムカリウム、珪酸アルミニウムナトリウム、珪酸アルミニウムカルシウム、珪酸カリウム、珪酸カルシウム、珪酸カルシウムナトリウム、珪酸ナトリウム、珪酸マグネシウム、珪酸マグネシウムカリウム等が挙げられる。
また、前記低屈折率顔料は二種以上を併用することもできる。
【0013】
前記低屈折率顔料はバインダー樹脂を結合剤として含むビヒクル中に分散され、透光性支持体に塗布した後、揮発分を乾燥させて多孔質層を形成する。
前記バインダー樹脂としては、ウレタン系樹脂、ナイロン樹脂、酢酸ビニル樹脂、アクリル酸エステル樹脂、アクリル酸エステル共重合樹脂、アクリルポリオール樹脂、塩化ビニル−酢酸ビニル共重合樹脂、マレイン酸樹脂、ポリエステル樹脂、スチレン樹脂、スチレン共重合樹脂、ポリエチレン樹脂、ポリカーボネート樹脂、エポキシ樹脂、スチレン−ブタジエン共重合樹脂、アクリロニトリル−ブタジエン共重合樹脂、メタクリル酸メチル−ブタジエン共重合樹脂、ブタジエン樹脂、クロロプレン樹脂、メラミン樹脂、及び前記各樹脂エマルジョン、カゼイン、澱粉、セルロース誘導体、ポリビニルアルコール、尿素樹脂、フェノール樹脂等が挙げられる。
前記多孔質層は、一般的な塗膜と比較して着色剤に対するバインダー樹脂の混合比率が小さいため、十分な皮膜強度が得られ難い。そこで、耐擦過強度を高めるために、前記のバインダー樹脂のうち、ナイロン樹脂又はウレタン系樹脂を用いると効果的である。
前記バインダー樹脂において、架橋性のものは任意の架橋剤を添加して架橋させることにより、さらに皮膜強度を向上させることができる。
前記バインダー樹脂には、水との親和性に大小が存在するが、これらを組み合わせることにより、多孔質層中への浸透時間、浸透度合い、浸透後の乾燥の遅速を調整することができる。更には、適宜分散剤や界面活性剤を添加して前記調整をコントロールすることができる。
【0014】
前記多孔質層は、スクリーン印刷、オフセット印刷、グラビヤ印刷、コーター、タンポ印刷、転写等の印刷手段、刷毛塗り、スプレー塗装、静電塗装、電着塗装、流し塗り、ローラー塗り、浸漬塗装等により不織布表面の全面又は部分的(像形態等)に形成される。
【0015】
更に、前記多孔質層と各不織布の間には、印刷や貼着等により着色層を介在させることができる。これにより多孔質層が吸液状態となった際に視認される色調を多様化することができ、図柄や模様等の形態(像)で着色層を形成することも可能となるため、より付加価値を高めることができる。
尚、第一不織布の裏面に多孔質層を設けた構成においては、該多孔質層に着色層を設ける(即ち、第一不織布に多孔質層を形成した後に着色層を形成する)ことが好ましい。前記構成では、第二不織布上に着色層を設けた構成と比較して、第一不織布の平滑性が高く印刷適性に優れることから、より微細で鮮明な図柄模様を得ることが可能となる。
【0016】
多孔質層(必要により着色層を設けたものを含む)を設けた第一不織布(更には第三不織布)と第二不織布は、ニードルパンチ法により一体化(積層固着)される。前記ニードルパンチ法では、複数のニードルを繰り返し突き刺すことで複数枚の不織布間で繊維同士を絡合させて固着するため、固着と同時に多孔質層や着色層を貫通する微細孔が複数形成される。
そのため、前記微細孔によって多孔質層、着色層、不織布間での液体誘導がよりスムーズになり、特に液体誘導性の悪い着色層を設けた場合には、不織布側から吸収した液体であっても着色層(微細孔)を介して瞬時に多孔質層側へ誘導されるため、多孔質層を即座に透明化することが可能となるので、より有利なものとなる。
また、多孔質面をニードルで繰り返し突き刺すことで、多孔質表面に下層にある不織布(多孔質が塗布されていない不織布)が僅かに現れると共に、多孔質層自体も無数のニードル痕によって軟化することから、柔軟な風合いを得ることができる。
【0017】
更に、前記第二不織布の裏面(第一不織布が存在しない面)や、第二不織布と接触していない第一不織布裏面には、粘着層を設けることができる。それにより、窓ガラス等の垂直物への保持が容易となる。尚、前記接着層を部分的に設けて点接着可能とした場合には、種々構成の可逆変色性吸液シートのいずれの面であっても接着層を設けることが可能となる。
前記粘着層を形成する粘着剤は、耐水性(水不溶性)を有すると共に、貼着後必要により容易に剥離できることが好ましいため、再剥離性を有するアクリル系粘着剤等が好適である。
特に、粘着層を吸液シートの第二不織布面(好ましくは全面)に形成する場合、前記粘着剤に酸化チタンを混合し、遮光性を付与することが好ましい。前記遮光性により、可逆変色性吸液シートを窓ガラスに貼着した場合であっても、吸液時に視認される色調や像が光透過によって乾燥状態で視覚されることを防止できるため、より変色効果(検知性)の高いものとなる。
【0018】
また、前記粘着層を吸液シートの第二不織布面(特に全面)に設ける際、該粘着層と吸液シートとの間に遮光層を介在させることもできる。
前記遮光層としては、濃色層や酸化チタンを含む隠蔽層が適用できるが、吸液時に現出する像が鮮明に視覚できることから、酸化チタンを含むインキを印刷することで形成される淡色の隠蔽層が好ましい。尚、前記隠蔽層はインキ中に着色剤を添加して着色することもできるが、白色で適用することが好ましい。
前記遮光層によって、吸液シートを窓ガラスに貼着した場合であっても、吸液時に視認される色調や像が光透過によって乾燥状態であっても視覚されることを防止できるため、より変色効果(検知性)の高いものとなる。
【0019】
また、所望により防黴剤を不織布、多孔質層、着色層のいずれか一層以上に含有させることができる。
【0020】
前記各構成の可逆変色性吸液シートは、第一不織布表面に多孔質層を設ける第一工程(または第一不織布表面に着色層を形成した後に多孔質層を設ける)と、前記第一工程後に第一不織布裏面と第二不織布表面を接触させてニードルパンチ法により多孔質層側からニードルを貫通させて両不織布を一体化する第二工程とからなる製造方法、または、第一不織布表面に多孔質層を設ける第一工程(更には多孔質層表面に着色層を形成する)と、前記第一工程後に第一不織布表面(多孔質層側)と第二不織布表面を接触させてニードルパンチ法により第一不織布側からニードルを貫通させて両不織布を一体化する第二工程とからなる製造方法のいずれかを用いて製造される。
【0021】
更に、可逆変色性吸液シートの表裏両面に検知手段を設ける場合、前記各製造方法に加え、前記第一工程において、第三不織布表面に多孔質層を設ける(更には着色層を形成した後に多孔質層を形成する)と共に、第二工程において、前記第三不織布裏面と第二不織布裏面を接触させてニードルパンチ法により一体化する製造方法、または、前記第一工程において、第三不織布表面に多孔質層を設ける(更には多孔質層表面に着色層を形成する)と共に、第二工程において、前記第三不織布表面と第二不織布裏面を接触させてニードルパンチ法により一体化する製造方法が適用される。
前記三種類の不織布を一体化する場合、第一不織布と第二不織布を一体化した後に第三不織布と一体化させる二工程であってもよいが、三種類の不織布すべてを積層してニードルパンチ法により一体化する一工程での製造方法を適用することが好ましい。
【0022】
前記製造方法によって、不織布表面に均等な厚みで多孔質層を設けることができ、更にニードルパンチ法による不織布絡合時に形成される微細孔が液体誘導をよりスムーズにすることから、優れた吸液性と高い検知性とを兼ね備えた質感の高い可逆変色性吸液シートを容易に製造できる。
【実施例】
【0023】
以下に実施例と比較例を示すが、本発明は実施例に限定されない。尚、実施例中の部は重量部を示す。本実施例及び比較例を説明する図面において、各不織布の表面とは上側の面を示し、裏面とは下側の面を示す。
実施例1(図1参照)
レーヨン60%とポリエチレンテレフタレート40%からなる目付量60g/m2の不織布(第一不織布2)表面に、青色水性スクリーン印刷用インキを用いてベタ状印刷を施すことで着色層5を形成した後、該着色層5上にシリカ微粉末とアクリル樹脂エマルジョンを含む白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させて白色の多孔質層3を形成した(第一工程)。
更に、親水性ポリエチレンテレフタレート70%とポリエチレン/ポリエチレンテレフタレート樹脂30%からなる目付量180g/m2の不織布(第二不織布4)に、前記第一不織布2の裏面(多孔質層等が印刷されていない面)を重ねて、多孔質層3側からニードルパンチ法により二種の不織布を一体化することで可逆変色性吸液シート1を得た(第二工程)。
【0024】
前記可逆変色性吸液シート1は、常態(非吸液状態)では白色表面(多孔質表面)が視覚されるが、多孔質層3に水を吹きつけると吸液により多孔質層3が瞬時に透明化し、全面に青色の様相が視認された。吸液状態では前記状態を保持していたが、乾燥するに従って徐々に元の白色状態に戻った。尚、前記様相変化は繰り返し再現することができた。
また、裏面(第二不織布4側)から吸水(吸液)させた際にも上層の多孔質層3が即座に透明化し、吸水部分全面に青色の様相が視認された。
更に、前記可逆変色性吸液シート1の裏面に粘着層を設けてシール形態とし、貼着時に上方となる長手方向の一辺を波形状に切断することで結露吸収シートを得た。
得られた結露吸収シートを部屋側のガラス窓に貼着して使用した際には、窓ガラスに発生した結露を吸収することで青色表面が視認され、換気の合図となった。前記結露吸収シートが青色に変色したところで窓を開けて空気の入れ換えを行ないその状態で放置したところ、もとの状態に戻った。
【0025】
実施例2(図2参照)
ポリエチレンテレフタレート100%からなるピンク色に着色された目付量80g/m2の不織布(第一不織布2)表面に、シリカ微粉末とアクリル樹脂エマルジョンを含む白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させることで白色の多孔質層3を形成した(第一工程)。
更に、親水性ポリエチレンテレフタレート100%からなる目付量600g/m2の不織布(第二不織布4)上に、前記第一不織布2の裏面(多孔質層3が印刷されていない面)を重ねて、多孔質層3側からニードルパンチ法により二種の不織布を一体化することで可逆変色性吸液シート1を得た(第二工程)。
【0026】
前記可逆変色性吸液シート1は、常態(非吸液状態)では白色表面(多孔質表面)が視覚されるが、多孔質層3に水を吹きつけると吸液により多孔質層3が瞬時に透明化し、全面に第一不織布2のピンク色が視認された。吸液状態では前記状態を保持していたが、乾燥するに従って徐々に元の白色状態に戻った。尚、前記様相変化は繰り返し再現することができた。
また、第二不織布4から吸液させた際にも上層の多孔質層3が即座に透明化し、吸液部分全面にピンク色の様相が視認された。
そのため、前記可逆変色性吸液シート1をバスマット形態で使用した際には、風呂上りの濡れた状態で白色のバスマットに乗ることで、多孔質層3が水滴を吸収して足型のピンク色表面が視認された。前記ピンク色に変色したバスマットを通気性のよいところに干して放置したところ、もとの白色状態に戻った。
【0027】
実施例3(図3参照)
ポリエチレンテレフタレート90%とレーヨン10%からなる目付量60g/m2の不織布(第一不織布2)表面に、赤色水性スクリーン印刷用インキを用いて花柄印刷を施すことで着色層5を形成した後、該赤色着色層5上にシリカ微粉末とウレタン樹脂エマルジョンを含む白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させて白色の多孔質層3を形成した。
また、前記第一不織布2と同素材の不織布(第三不織布6)表面に、青色水性スクリーン印刷用インキを用いて雪柄印刷を施すことで着色層5を形成した後、該青色着色層5上にシリカ微粉末とウレタン樹脂エマルジョンを含む白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させて白色の多孔質層3を形成した(第一工程)。
前記第一不織布2と第三不織布6の裏面間に、親水性ポリエチレンテレフタレート90%とレーヨン10%からなる目付量180g/m2の不織布(第二不織布4)が重なるように三枚を積層して、ニードルパンチ法により三種の不織布を一体化することで可逆変色性吸液シート1を得た(第二工程)。
【0028】
前記可逆変色性吸液シート1の両面は、常態(非吸液状態)では多孔質層の白地に淡桃色又は淡青色の図柄がわずかに視覚されるが、各多孔質層3に水を吹きつけると吸液により多孔質層3が瞬時に透明化し、片面に赤色の花柄、片面に青色の雪柄が鮮明に視認される。吸液状態では前記状態を保持していたが、乾燥するに従って徐々に元の状態に戻った。尚、前記様相変化は繰り返し再現することができた。
また、内部の不織布から吸液させた際にも表面の各多孔質層3が即座に透明化し、吸液部分に赤色又は青色の図柄が視認された。
次いで、前記可逆変色性吸液シート1をガラス窓の部屋側に貼着(第三不織布6側がガラス面と接触するような粘着層を用いた部分貼着)して結露吸収シート形態で使用した際には、ガラス窓に発生した結露を吸収することで、室内では赤色花柄が、室外からは青色雪柄が視認され、換気の合図となると共に装飾性に優れたものとなった。前記結露吸収シートが着色(像の現出)したところで窓を開けて空気の入れ換えを行ないその状態で放置したところ、もとの状態に戻った。
【0029】
実施例4(図4参照)
レーヨン60%とポリエチレンテレフタレート40%からなる目付量60g/m2の不織布(第一不織布2)裏面に、シリカ微粉末とウレタン樹脂エマルジョンを含む白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させて白色の多孔質層3を形成した。 次いで前記多孔質層上に、青色水性スクリーン印刷用インキを用いて雪の町並みの絵柄のスクリーン版にて印刷し、着色層5を形成した(第一工程)。
更に、親水性ポリエチレンテレフタレート70%とポリエチレン/ポリエチレンテレフタレート樹脂30%からなる目付量180g/m2の不織布(第二不織布4)と、前記第一不織布2の裏面(多孔質層3と着色層5が印刷された面)を重ねて、第一不織布2側からニードルパンチ法により二種の不織布を一体化することで可逆変色性吸液シート1を得た(第二工程)。
【0030】
前記可逆変色性吸液シート1は、常態(非吸液状態)では白地に淡青色の雪の町並みの絵柄が極僅かに視覚されるが、第一不織布2側に水を吹きつけると吸液により第一不織布2の透過性が増して下層が視認可能となると共に、多孔質層3が瞬時に透明化して青色の雪の町並みの絵柄が視認された。吸液状態では前記状態を保持していたが、乾燥するに従って徐々に元の状態に戻った。尚、前記様相変化は繰り返し再現することができた。
また、第二不織布4から吸液させた際にも同様の視覚効果を発現することができた。
更に、前記可逆変色性吸液シート1の裏面に粘着層を設けてシール形態とし、貼着時に上方となる長手方向の一辺を波形状に切断することで結露吸収シートを得た。
得られた結露吸収シートを部屋側のガラス窓に貼着して使用した際には、窓ガラスに発生した結露を吸収することで青色像が視認され、換気の合図となった。前記結露吸収シートに青色像が出現したところで窓を開けて空気の入れ換えを行ないその状態で放置したところ、もとの状態に戻った。
前記構成の可逆変色性吸液シート1では、第一不織布2によって多孔質層3を保護できると共に、多孔質層3側からの着色層5の隠蔽性を高めることができるため、より利便性の高いものとなった。
【0031】
実施例5(図5参照)
親水性ポリエチレンテレフタレート100%からなる目付量60g/m2の不織布(第一不織布2)裏面に、シリカ微粉末とアクリル樹脂エマルジョンを含む白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させて白色の多孔質層3を形成した。次いで前記多孔質層上に、ピンク色と緑色の水性スクリーン印刷用インキを用いて花柄のスクリーン版にて印刷し、着色層5を形成した。
また、前記不織布と同一素材のもの(第三不織布6)の裏面に、前記白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させて白色の多孔質層3を形成した。次いで前記多孔質層上に、黄色と橙色の水性スクリーン印刷用インキを用いて星柄のスクリーン版にて印刷し、着色層5を形成した(第一工程)。
前記二種類の積層不織布の間に、親水性ポリエチレンテレフタレート70%とポリエチレン/ポリエチレンテレフタレート樹脂30%からなる目付量260g/m2の不織布(第二不織布4)を介在させて一体化した。その際、第一不織布2の裏面(多孔質層と着色層が印刷された面)と第二不織布4の表面を接触させると共に、第二不織布4の裏面と第三不織布6の裏面(多孔質層3と着色層5が印刷された面)を接触させた状態で積層した後、第一不織布2側からニードルパンチ法により三種の不織布を一体化することで可逆変色性吸液シート1を得た(第二工程)。
【0032】
前記可逆変色性吸液シート1は、常態(非吸液状態)では白地に淡色の図柄が極僅かに視覚されるが、各不織布2、6側に水を吹きつけると吸液により第一不織布2、第三不織布6の透過性が増して下層が視認可能となると共に、各多孔質層3が瞬時に透明化し、一方の面でピンク色と緑色の花柄が、他方の面では黄色と橙色の星柄が鮮明に視認された。吸液状態では前記状態を保持していたが、乾燥するに従って徐々に元の状態に戻った。尚、前記様相変化は繰り返し再現することができた。
また、内部の第二不織布4から吸液させた際にも同様の視覚効果を発現することができた。
更に、片側の不織布(第一不織布2又は第三不織布6)から吸液させた際には、吸液側の不織布の下層が視認可能となると共に、一方の多孔質層3が即座に透明化して吸液部分に二色の像が視認された。その際、吸液量が増してくると、反対側の多孔質層3が透明化すると共に、該多孔質層と接触する他方の不織布(第三不織布6又は第一不織布2)の透過性が増すため、両面で異なる色調の像が鮮明に視認できた。
前記像はいずれも、可逆変色性吸液シート1が乾燥することで殆ど視認されなくなり、吸液すると再び像が現出するものであった。
前記構成の可逆変色性吸液シート1では、第一不織布2と第三不織布6によってそれぞれの多孔質層3を保護できると共に、着色層5の隠蔽性を高めることができるため、より利便性の高いものとなった。
【0033】
実施例6(図4参照)
レーヨン60%とポリエチレンテレフタレート40%からなり、ピンク色に着色された目付量80g/m2の不織布(第一不織布2)裏面に、シリカ粉とアクリル樹脂エマルジョンを含む白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させることで白色の多孔質層3を形成した。その後多孔質層3上に、青色水性スクリーン印刷用インキを用いて花柄のスクリーン版にて印刷し、着色層5を形成した(第一工程)。
更に、親水性ポリエチレンテレフタレート70%とポリエチレン/ポリエチレンテレフタレート樹脂30%からなる目付量400g/m2の不織布(第二不織布4)と、前記第一不織布2の裏面(多孔質層3と着色層5が印刷された面)を重ねて、第一不織布2側からニードルパンチ法により二種の不織布を一体化することで可逆変色性吸液シート1を得た(第二工程)。
【0034】
前記可逆変色性吸液シート1は、常態(非吸液状態)ではピンク色表面(第一不織布2の色調)が視覚されるが、不織布表面に水を吹きつけると吸液により第一不織布2の下層が視認可能となると共に多孔質層3が瞬時に透明化し、ピンク色背景に紫色の花柄像が視認される。吸液状態では前記状態を保持していたが、乾燥するに従って徐々に元の状態に戻るものであり、前記様相変化は繰り返し再現することができた。
尚、前記紫色の花柄像は第二不織布4から吸液させた際にも即座に現れ視認できた。
そのため、前記可逆変色性吸液シート1をバスマット形態で使用した際には、風呂上りの濡れた状態でピンク色のバスマットに乗ることで、第一不織布2から水滴を吸収して紫色の花柄像が視認された。また、前記変色後のバスマットを通気性のよいところに干して放置したところ、もとの状態に戻った。
前記構成の可逆変色性吸液シート1では、第一不織布2によって多孔質層3を保護できると共に、多孔質層3側からの着色層5の隠蔽性を高めることができるため、より利便性の高いものとなった。
【0035】
実施例7(図1参照)
レーヨン60%とポリエチレンテレフタレート40%からなる目付量60g/m2の不織布(第一不織布2)表面に、青色水性スクリーン印刷用インキを用いて雪の町並みの絵柄のスクリーン版にて印刷し着色層5を形成した後、該着色層5上にシリカ微粉末とアクリル樹脂エマルジョンを含む白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させて白色の多孔質層3を形成した(第一工程)。
更に、親水性ポリエチレンテレフタレート70%とポリエチレン/ポリエチレンテレフタレート樹脂30%からなる目付量180g/m2の不織布(第二不織布4)に、前記第一不織布2の裏面(多孔質層等が印刷されていない面)を重ねて、多孔質層3側からニードルパンチ法により二種の不織布を一体化することで可逆変色性吸液シート1を得た(第二工程)。
【0036】
前記可逆変色性吸液シート1は、常態(非吸液状態)では白色表面(多孔質表面)が視覚されるが、多孔質層3に水を吹きつけると吸液により多孔質層3が瞬時に透明化し、青色の雪の町並みの絵柄が視認された。吸液状態では前記状態を保持していたが、乾燥するに従って徐々に元の白色状態に戻った。尚、前記様相変化は繰り返し再現することができた。
また、裏面(第二不織布4側)から吸水(吸液)させた際にも上層の多孔質層3が即座に透明化し、同様の視覚効果を発現することができた。
更に、前記可逆変色性吸液シート1の裏面に粘着層を設けてシール形態とし、貼着時に上方となる長手方向の一辺を波形状に切断することで結露吸収シートを得た。
得られた結露吸収シートを部屋側のガラス窓に貼着して使用した際には、窓ガラスに発生した結露を吸収することで青色像が視認され、換気の合図となった。前記結露吸収シートに青色像が出現したところで窓を開けて空気の入れ換えを行ないその状態で放置したところ、もとの状態に戻った。
【0037】
実施例8
実施例7で作製した可逆変色性吸液シート1を用いて、裏面に酸化チタンを混合したアクリル系粘着剤を塗布することで粘着層を形成してシール形態とした後、貼着時に上方となる長手方向の一辺を波形状に切断することで結露吸収シート1を得た。
得られた結露吸収シート1を部屋側のガラス窓に貼着して使用した際、太陽光が遮光されることで、非吸液状態では着色像5が透けて視覚されることなく白色表面(多孔質表面3)が視覚されるのみであった。また、前記結露吸収シート1が窓ガラスに発生した結露を吸収することで青色像5が鮮明に視認され、換気の合図となった。前記結露吸収シート1に青色像が出現したところで窓を開けて空気の入れ換えを行ないその状態で放置したところ、もとの白色状態に戻った。その際も着色像5が太陽光によって透けて視覚されることはなく、窓ガラスに貼着しても吸液状態と非吸液状態との差を明瞭に判別することができた。
【0038】
実施例9
実施例4で作製した可逆変色性吸液シート1を用いて、裏面(第二不織布4側)に酸化チタンを混合したアクリル系粘着剤を塗布することで粘着層を形成してシール形態とした後、貼着時に上方となる長手方向の一辺を波形状に切断することで結露吸収シート1を得た。
得られた結露吸収シート1を部屋側のガラス窓に貼着して使用した際、太陽光が遮光されることで、非吸液状態では着色像5が透けて視覚されることなく白色表面(第一不織布2)が視覚されるのみであった。また、前記結露吸収シートが窓ガラスに発生した結露を吸収することで青色像5が鮮明に視認され、換気の合図となった。前記結露吸収シート1に青色像が出現したところで窓を開けて空気の入れ換えを行ないその状態で放置したところ、もとの白色状態に戻った。その際も着色像5が太陽光によって透けて視覚されることはなく、窓ガラスに貼着しても吸液状態と非吸液状態との差を明瞭に判別することができた。
【0039】
実施例10
実施例4で作製した可逆変色性吸液シート1を用いて、裏面(第二不織布4側)に、バインダー樹脂となるウレタン樹脂と酸化チタンを混合した白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させて白色の遮光層を形成した。
更に、前記遮光層上にアクリル系粘着剤を塗布することで粘着層を形成してシール形態とした後、貼着時に上方となる長手方向の一辺を波形状に切断することで結露吸収シート1を得た。
得られた結露吸収シート1を部屋側のガラス窓に貼着して使用した際、太陽光が遮光されることで、非吸液状態では着色像5が透けて視覚されることなく白色表面(第一不織布2)が視覚されるのみであった。また、前記結露吸収シート1が窓ガラスに発生した結露を吸収することで青色像5が鮮明に視認され、換気の合図となった。前記結露吸収シート1に青色像が出現したところで窓を開けて空気の入れ換えを行ないその状態で放置したところ、もとの白色状態に戻った。その際も着色像5が太陽光によって透けて視覚されることはなく、窓ガラスに貼着しても吸液状態と非吸液状態との差を明瞭に判別することができた。
【0040】
比較例1(図6参照)
実施例1で用いた第二不織布と同様の材質の不織布2表面に、青色水性スクリーン印刷用インキを用いてベタ状印刷を施すことで着色層5を形成した後、該着色層5上にシリカ微粉末とアクリル樹脂エマルジョンを含む白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させて白色の多孔質層3を形成することで可逆変色性吸液シート1を得た。
【0041】
前記可逆変色性吸液シート1は多孔質層3が均一に積層されていないため、常態(非吸液状態)で印刷ムラ(白色表面に青色部分が点在する状態)が視認されるものであった。
また、不織布側から吸液させた際の変色速度が、実施例1の吸液シートよりも遅いため、色調変化が生じ難いものであった。
【0042】
比較例2(図7参照)
実施例1で作製した第一不織布2(多孔質層3と着色層5を積層してなる)と、第二不織布4とを一体化する際、第二不織布4表面にアクリル樹脂からなる接着剤を塗布して接着層7を形成し、第一不織布2裏面(多孔質層3等を積層していない面)を貼着することで可逆変色性吸液シート1を得た。
【0043】
前記可逆変色性吸液シート1は、常態(非吸液状態)では白色(多孔質表面)が視覚されるものであり、第一不織布2側に水を吹きつけると多孔質層が透明化して青色の様相(像)が視認された。しかし、第二不織布4への液体移動速度が遅いため、液量を増すと水を吸収することなく漏れ出してしまった。
また、第二不織布4から吸液させた際には多孔質層3が透明化するのに時間がかかると共に、吸水部分全体が変色しないため、部分的に青色に変色した状態が視認された。
【符号の説明】
【0044】
1 可逆変色性吸液シート
2 第一不織布
3 多孔質層
4 第二不織布
5 着色層
6 第三不織布
7 接着層
【技術分野】
【0001】
本発明は可逆変色性吸液シートとその製造方法に関する。更には結露等の液体が付着した際に変色する可逆変色性吸液シートとその製造方法に関する。
【背景技術】
【0002】
従来、室内で発生する不要な水滴を吸収する吸液シートが広く用いられており、例えば、窓ガラスや壁の内側で発生する結露を吸収する結露吸収シートや、浴室用のバスマット等の形態で使用されている(例えば、特許文献1参照)。
特許文献1の結露吸収シートは、水分吸収材の裏面に粘着層が設けられたものであり、窓ガラス等の結露が発生する場所に貼着して結露を吸収するものであるが、前記結露吸収シートは結露を吸収した状態であるか否かを確認し難いため、検知性に乏しく換気の必要性等を判断し難いものであった。
そこで検知性を付与することで、結露を吸収した状態を簡易に判別可能としたものが開示されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平1−250843号公報
【特許文献2】特開2008−46005号公報
【0004】
前記特許文献2の結露吸収シートは、水分吸収材の表面に多孔質層を直接印刷し、裏面に粘着層を設けた貼着シートであり、優れた吸液性と吸液状態での検知性を発現するものである。
しかしながら、前記結露吸収シートでは、高い吸液性を要するために水分吸収材として目付量の大きい不織布を用いる必要があるので、多孔質層が印刷される不織布表面の凹凸が大きいものを用いることとなる。そのため、多孔質層を印刷した際に均一な厚みの層が得られ難く、吸液時に鮮明な変色を発現できないことや、乾燥状態での隠蔽性が阻害されることがあった。また、多孔質層の厚みを均一にするために、厚塗りを試みた場合には、不織布内部に浸透する多孔質材の量が増加してしまうため、不織布の吸液性を損なうことがあった。
更に、不織布と多孔質層の間に着色層を介在させた際には、不織布側で吸液した液体が多孔質層側へ移動する速度が低下するため、変色に時間がかかったり、吸収する水分量が少ない場合には変色しない等の不具合を生じることがあった。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、吸液性の高い目付量の大きい不織布を用いた場合であっても、不織布の吸液性を低下させることなく不織布表面に多孔質層を均等な厚みで設けることが可能な、優れた検知性と吸液性を兼ね備えた可逆変色性吸液シートとその製造方法を提供するものである。
【課題を解決するための手段】
【0006】
本発明は、低屈折率顔料をバインダー樹脂に分散状態に固着させた非吸液状態で不透明であり吸液状態で透明化する多孔質層を表面に設けてなる第一不織布と、前記第一不織布よりも目付量の大きい第二不織布とからなり、前記第一不織布の裏面と第二不織布表面を接触させた状態でニードルパンチ法により一体化してなる可逆変色性吸液シートを要件とする。
更に、前記多孔質層と第一不織布の間に着色層を設けてなること、前記第二不織布の裏面に、多孔質層を表面に積層する第三不織布の裏面を接触させた状態でニードルパンチ法により一体化してなること、前記多孔質層と第三不織布の間に着色層を設けてなることを要件とする。
また、低屈折率顔料をバインダー樹脂に分散状態に固着させた非吸液状態で不透明であり吸液状態で透明化する多孔質層を裏面に設けてなる第一不織布と、前記第一不織布よりも目付量の大きい第二不織布とからなり、前記第一不織布の裏面と第二不織布表面を接触させた状態でニードルパンチ法により一体化してなる可逆変色性吸液シートを要件とする。
更に、前記多孔質層と第二不織布の間に着色層を設けてなること、前記第二不織布の裏面に、多孔質層を表面に積層する第三不織布の表面を接触させた状態でニードルパンチ法により一体化してなること、前記多孔質層(第一不織布裏面の多孔質層及び第三不織布表面の多孔質層)と第二不織布の間に着色層を設けてなることを要件とする。
更に、前記可逆変色性吸液シートの第二不織布面に酸化チタンを含有する粘着層を設けてなること、前記可逆変色性吸液シートの第二不織布面に光遮蔽層と粘着層を順に積層してなることを要件とする。
更には、前記第二不織布の目付量が101g/m2〜1000g/m2の範囲にあること、前記第一不織布と第三不織布の目付量がそれぞれ30g/m2〜100g/m2の範囲にあることを要件とする。
更に、第一不織布表面に多孔質層を設ける第一工程と、前記第一工程の後に第一不織布裏面と第二不織布表面を接触させてニードルパンチ法により多孔質層側からニードルを貫通させて両不織布を一体化する第二工程とからなる可逆変色性吸液シートの製造方法を要件とし、前記第一工程において、第一不織布表面に着色層を形成した後に多孔質層を設けてなることを要件とする。
更には、第一不織布表面に多孔質層を設ける第一工程と、前記第一工程の後に第一不織布表面と第二不織布表面を接触させてニードルパンチ法により第一不織布側からニードルを貫通させて両不織布を一体化する第二工程とからなる可逆変色性吸液シートの製造方法を要件とし、前記第一工程において、多孔質層表面に着色層を形成してなることを要件とする。
【発明の効果】
【0007】
本発明により、不織布の吸液性を低下させることなく不織布表面に多孔質層を均等な厚みで設けることが可能となり、優れた吸液性と高い検知性とを兼ね備えた質感の高い可逆変色性吸液シートを提供できる。
また、ニードルパンチ法により多孔質層から各不織布にかけて微細孔を形成できるため、特に着色層を介在した場合であっても、第二不織布側から吸収した液体を瞬時に多孔質側へ誘導して即座に変色させることが可能となる。
更に、第一不織布の裏面に多孔質層を設けた構成においては、多孔質表面を擦過等から保護できると共に、表面に多孔質層が存在しないために不織布本来の質感を損なうことがなくなり、風合いの良い可逆変色性吸液シートとなる。
更には、第一不織布に多孔質層(更には着色層)を設ける第一工程と、該第一工程で得られた不織布を目付量のより大きい第二不織布をニードルパンチ法により一体化する第二工程とからなる製造方法を適用することにより、前述の優れた吸液性と高い検知性とを兼ね備えた質感の高い可逆変色性吸液シートを容易に製造できる。
【図面の簡単な説明】
【0008】
【図1】本発明の可逆変色性吸液シートの実施例の縦断面図である。
【図2】本発明の可逆変色性吸液シートの他の実施例の縦断面図である。
【図3】本発明の可逆変色性吸液シートの他の実施例の縦断面図である。
【図4】本発明の可逆変色性吸液シートの他の実施例の縦断面図である。
【図5】本発明の可逆変色性吸液シートの他の実施例の縦断面図である。
【図6】本発明の可逆変色性吸液シートの比較例の縦断面図である。
【図7】本発明の可逆変色性吸液シートの他の比較例の縦断面図である。
【発明を実施するための形態】
【0009】
前記第一から第三までの不織布は、水分吸収性と蒸発性(乾燥性)を有する平面状水分吸収材であり、綿、麻、絹、ウール、パルプ、レーヨン、ナイロン、ビニロン、アクリル、ポリエステル、ポリプロピレン、ポリエチレン等の繊維を、一種又は二種以上組み合わせて適用され、それぞれ所望の色調で用いられる。
【0010】
前記第一不織布と第三不織布は、表面に多孔質層や着色層を形成するための不織布であるので、表面凹凸が小さい目付量の低いものが用いられる。前記目付量としては30g/m2〜100g/m2、好ましくは40g/m2〜80g/m2の範囲のものが適用される。目付量が30g/m2より小さいと多孔質層や着色層を印刷塗工で形成する際に印刷塗工用インキが裏面に抜けてしまい充分な厚みの層が形成できない。100g/m2より大きいと不織布表面の凹凸が大きくなり均等な厚みの多孔質層を形成し難くなる。
また、第一、第三不織布の裏面に多孔質層を設けた構成においても、前記目付量であれば吸液によって不織布自体が透過性を発現して下層が視認可能となるため、吸液時の色調変化の視認を妨げることなく、多孔質層表面を保護することができると共に、触れた際の風合いも良いものとなる。
【0011】
前記第二不織布は、本願の吸液シートの吸液保持部分となるため、吸液保持力の高い不織布が用いられる。第二不織布の目付量としては101g/m2〜1000g/m2、好ましくは120g/m2〜500g/m2の範囲のものが適用され、更に好ましくは150g/m2〜300g/m2の範囲のものが適用される。目付量が101g/m2より小さいと充分な吸液性能を得ることができず、1000g/m2より大きいとニードルパンチ法による製造が困難となる。
【0012】
前記第一不織布と第三不織布の表面に設けられる多孔質層は、低屈折率顔料をバインダー樹脂と共に分散状態に固着させた層であり、乾燥状態と結露を吸収した吸液状態で透明性が異なる層である。
前記低屈折率顔料としては、珪酸及びその塩、バライト粉、硫酸バリウム、炭酸バリウム、炭酸カルシウム、石膏、クレー、タルク、アルミナホワイト、炭酸マグネシウム等が挙げられ、これらは屈折率が1.4〜1.8の範囲にあり、水を吸液すると良好な透明性を示すものである。
尚、前記珪酸の塩としては、珪酸アルミニウム、珪酸アルミニウムカリウム、珪酸アルミニウムナトリウム、珪酸アルミニウムカルシウム、珪酸カリウム、珪酸カルシウム、珪酸カルシウムナトリウム、珪酸ナトリウム、珪酸マグネシウム、珪酸マグネシウムカリウム等が挙げられる。
また、前記低屈折率顔料は二種以上を併用することもできる。
【0013】
前記低屈折率顔料はバインダー樹脂を結合剤として含むビヒクル中に分散され、透光性支持体に塗布した後、揮発分を乾燥させて多孔質層を形成する。
前記バインダー樹脂としては、ウレタン系樹脂、ナイロン樹脂、酢酸ビニル樹脂、アクリル酸エステル樹脂、アクリル酸エステル共重合樹脂、アクリルポリオール樹脂、塩化ビニル−酢酸ビニル共重合樹脂、マレイン酸樹脂、ポリエステル樹脂、スチレン樹脂、スチレン共重合樹脂、ポリエチレン樹脂、ポリカーボネート樹脂、エポキシ樹脂、スチレン−ブタジエン共重合樹脂、アクリロニトリル−ブタジエン共重合樹脂、メタクリル酸メチル−ブタジエン共重合樹脂、ブタジエン樹脂、クロロプレン樹脂、メラミン樹脂、及び前記各樹脂エマルジョン、カゼイン、澱粉、セルロース誘導体、ポリビニルアルコール、尿素樹脂、フェノール樹脂等が挙げられる。
前記多孔質層は、一般的な塗膜と比較して着色剤に対するバインダー樹脂の混合比率が小さいため、十分な皮膜強度が得られ難い。そこで、耐擦過強度を高めるために、前記のバインダー樹脂のうち、ナイロン樹脂又はウレタン系樹脂を用いると効果的である。
前記バインダー樹脂において、架橋性のものは任意の架橋剤を添加して架橋させることにより、さらに皮膜強度を向上させることができる。
前記バインダー樹脂には、水との親和性に大小が存在するが、これらを組み合わせることにより、多孔質層中への浸透時間、浸透度合い、浸透後の乾燥の遅速を調整することができる。更には、適宜分散剤や界面活性剤を添加して前記調整をコントロールすることができる。
【0014】
前記多孔質層は、スクリーン印刷、オフセット印刷、グラビヤ印刷、コーター、タンポ印刷、転写等の印刷手段、刷毛塗り、スプレー塗装、静電塗装、電着塗装、流し塗り、ローラー塗り、浸漬塗装等により不織布表面の全面又は部分的(像形態等)に形成される。
【0015】
更に、前記多孔質層と各不織布の間には、印刷や貼着等により着色層を介在させることができる。これにより多孔質層が吸液状態となった際に視認される色調を多様化することができ、図柄や模様等の形態(像)で着色層を形成することも可能となるため、より付加価値を高めることができる。
尚、第一不織布の裏面に多孔質層を設けた構成においては、該多孔質層に着色層を設ける(即ち、第一不織布に多孔質層を形成した後に着色層を形成する)ことが好ましい。前記構成では、第二不織布上に着色層を設けた構成と比較して、第一不織布の平滑性が高く印刷適性に優れることから、より微細で鮮明な図柄模様を得ることが可能となる。
【0016】
多孔質層(必要により着色層を設けたものを含む)を設けた第一不織布(更には第三不織布)と第二不織布は、ニードルパンチ法により一体化(積層固着)される。前記ニードルパンチ法では、複数のニードルを繰り返し突き刺すことで複数枚の不織布間で繊維同士を絡合させて固着するため、固着と同時に多孔質層や着色層を貫通する微細孔が複数形成される。
そのため、前記微細孔によって多孔質層、着色層、不織布間での液体誘導がよりスムーズになり、特に液体誘導性の悪い着色層を設けた場合には、不織布側から吸収した液体であっても着色層(微細孔)を介して瞬時に多孔質層側へ誘導されるため、多孔質層を即座に透明化することが可能となるので、より有利なものとなる。
また、多孔質面をニードルで繰り返し突き刺すことで、多孔質表面に下層にある不織布(多孔質が塗布されていない不織布)が僅かに現れると共に、多孔質層自体も無数のニードル痕によって軟化することから、柔軟な風合いを得ることができる。
【0017】
更に、前記第二不織布の裏面(第一不織布が存在しない面)や、第二不織布と接触していない第一不織布裏面には、粘着層を設けることができる。それにより、窓ガラス等の垂直物への保持が容易となる。尚、前記接着層を部分的に設けて点接着可能とした場合には、種々構成の可逆変色性吸液シートのいずれの面であっても接着層を設けることが可能となる。
前記粘着層を形成する粘着剤は、耐水性(水不溶性)を有すると共に、貼着後必要により容易に剥離できることが好ましいため、再剥離性を有するアクリル系粘着剤等が好適である。
特に、粘着層を吸液シートの第二不織布面(好ましくは全面)に形成する場合、前記粘着剤に酸化チタンを混合し、遮光性を付与することが好ましい。前記遮光性により、可逆変色性吸液シートを窓ガラスに貼着した場合であっても、吸液時に視認される色調や像が光透過によって乾燥状態で視覚されることを防止できるため、より変色効果(検知性)の高いものとなる。
【0018】
また、前記粘着層を吸液シートの第二不織布面(特に全面)に設ける際、該粘着層と吸液シートとの間に遮光層を介在させることもできる。
前記遮光層としては、濃色層や酸化チタンを含む隠蔽層が適用できるが、吸液時に現出する像が鮮明に視覚できることから、酸化チタンを含むインキを印刷することで形成される淡色の隠蔽層が好ましい。尚、前記隠蔽層はインキ中に着色剤を添加して着色することもできるが、白色で適用することが好ましい。
前記遮光層によって、吸液シートを窓ガラスに貼着した場合であっても、吸液時に視認される色調や像が光透過によって乾燥状態であっても視覚されることを防止できるため、より変色効果(検知性)の高いものとなる。
【0019】
また、所望により防黴剤を不織布、多孔質層、着色層のいずれか一層以上に含有させることができる。
【0020】
前記各構成の可逆変色性吸液シートは、第一不織布表面に多孔質層を設ける第一工程(または第一不織布表面に着色層を形成した後に多孔質層を設ける)と、前記第一工程後に第一不織布裏面と第二不織布表面を接触させてニードルパンチ法により多孔質層側からニードルを貫通させて両不織布を一体化する第二工程とからなる製造方法、または、第一不織布表面に多孔質層を設ける第一工程(更には多孔質層表面に着色層を形成する)と、前記第一工程後に第一不織布表面(多孔質層側)と第二不織布表面を接触させてニードルパンチ法により第一不織布側からニードルを貫通させて両不織布を一体化する第二工程とからなる製造方法のいずれかを用いて製造される。
【0021】
更に、可逆変色性吸液シートの表裏両面に検知手段を設ける場合、前記各製造方法に加え、前記第一工程において、第三不織布表面に多孔質層を設ける(更には着色層を形成した後に多孔質層を形成する)と共に、第二工程において、前記第三不織布裏面と第二不織布裏面を接触させてニードルパンチ法により一体化する製造方法、または、前記第一工程において、第三不織布表面に多孔質層を設ける(更には多孔質層表面に着色層を形成する)と共に、第二工程において、前記第三不織布表面と第二不織布裏面を接触させてニードルパンチ法により一体化する製造方法が適用される。
前記三種類の不織布を一体化する場合、第一不織布と第二不織布を一体化した後に第三不織布と一体化させる二工程であってもよいが、三種類の不織布すべてを積層してニードルパンチ法により一体化する一工程での製造方法を適用することが好ましい。
【0022】
前記製造方法によって、不織布表面に均等な厚みで多孔質層を設けることができ、更にニードルパンチ法による不織布絡合時に形成される微細孔が液体誘導をよりスムーズにすることから、優れた吸液性と高い検知性とを兼ね備えた質感の高い可逆変色性吸液シートを容易に製造できる。
【実施例】
【0023】
以下に実施例と比較例を示すが、本発明は実施例に限定されない。尚、実施例中の部は重量部を示す。本実施例及び比較例を説明する図面において、各不織布の表面とは上側の面を示し、裏面とは下側の面を示す。
実施例1(図1参照)
レーヨン60%とポリエチレンテレフタレート40%からなる目付量60g/m2の不織布(第一不織布2)表面に、青色水性スクリーン印刷用インキを用いてベタ状印刷を施すことで着色層5を形成した後、該着色層5上にシリカ微粉末とアクリル樹脂エマルジョンを含む白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させて白色の多孔質層3を形成した(第一工程)。
更に、親水性ポリエチレンテレフタレート70%とポリエチレン/ポリエチレンテレフタレート樹脂30%からなる目付量180g/m2の不織布(第二不織布4)に、前記第一不織布2の裏面(多孔質層等が印刷されていない面)を重ねて、多孔質層3側からニードルパンチ法により二種の不織布を一体化することで可逆変色性吸液シート1を得た(第二工程)。
【0024】
前記可逆変色性吸液シート1は、常態(非吸液状態)では白色表面(多孔質表面)が視覚されるが、多孔質層3に水を吹きつけると吸液により多孔質層3が瞬時に透明化し、全面に青色の様相が視認された。吸液状態では前記状態を保持していたが、乾燥するに従って徐々に元の白色状態に戻った。尚、前記様相変化は繰り返し再現することができた。
また、裏面(第二不織布4側)から吸水(吸液)させた際にも上層の多孔質層3が即座に透明化し、吸水部分全面に青色の様相が視認された。
更に、前記可逆変色性吸液シート1の裏面に粘着層を設けてシール形態とし、貼着時に上方となる長手方向の一辺を波形状に切断することで結露吸収シートを得た。
得られた結露吸収シートを部屋側のガラス窓に貼着して使用した際には、窓ガラスに発生した結露を吸収することで青色表面が視認され、換気の合図となった。前記結露吸収シートが青色に変色したところで窓を開けて空気の入れ換えを行ないその状態で放置したところ、もとの状態に戻った。
【0025】
実施例2(図2参照)
ポリエチレンテレフタレート100%からなるピンク色に着色された目付量80g/m2の不織布(第一不織布2)表面に、シリカ微粉末とアクリル樹脂エマルジョンを含む白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させることで白色の多孔質層3を形成した(第一工程)。
更に、親水性ポリエチレンテレフタレート100%からなる目付量600g/m2の不織布(第二不織布4)上に、前記第一不織布2の裏面(多孔質層3が印刷されていない面)を重ねて、多孔質層3側からニードルパンチ法により二種の不織布を一体化することで可逆変色性吸液シート1を得た(第二工程)。
【0026】
前記可逆変色性吸液シート1は、常態(非吸液状態)では白色表面(多孔質表面)が視覚されるが、多孔質層3に水を吹きつけると吸液により多孔質層3が瞬時に透明化し、全面に第一不織布2のピンク色が視認された。吸液状態では前記状態を保持していたが、乾燥するに従って徐々に元の白色状態に戻った。尚、前記様相変化は繰り返し再現することができた。
また、第二不織布4から吸液させた際にも上層の多孔質層3が即座に透明化し、吸液部分全面にピンク色の様相が視認された。
そのため、前記可逆変色性吸液シート1をバスマット形態で使用した際には、風呂上りの濡れた状態で白色のバスマットに乗ることで、多孔質層3が水滴を吸収して足型のピンク色表面が視認された。前記ピンク色に変色したバスマットを通気性のよいところに干して放置したところ、もとの白色状態に戻った。
【0027】
実施例3(図3参照)
ポリエチレンテレフタレート90%とレーヨン10%からなる目付量60g/m2の不織布(第一不織布2)表面に、赤色水性スクリーン印刷用インキを用いて花柄印刷を施すことで着色層5を形成した後、該赤色着色層5上にシリカ微粉末とウレタン樹脂エマルジョンを含む白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させて白色の多孔質層3を形成した。
また、前記第一不織布2と同素材の不織布(第三不織布6)表面に、青色水性スクリーン印刷用インキを用いて雪柄印刷を施すことで着色層5を形成した後、該青色着色層5上にシリカ微粉末とウレタン樹脂エマルジョンを含む白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させて白色の多孔質層3を形成した(第一工程)。
前記第一不織布2と第三不織布6の裏面間に、親水性ポリエチレンテレフタレート90%とレーヨン10%からなる目付量180g/m2の不織布(第二不織布4)が重なるように三枚を積層して、ニードルパンチ法により三種の不織布を一体化することで可逆変色性吸液シート1を得た(第二工程)。
【0028】
前記可逆変色性吸液シート1の両面は、常態(非吸液状態)では多孔質層の白地に淡桃色又は淡青色の図柄がわずかに視覚されるが、各多孔質層3に水を吹きつけると吸液により多孔質層3が瞬時に透明化し、片面に赤色の花柄、片面に青色の雪柄が鮮明に視認される。吸液状態では前記状態を保持していたが、乾燥するに従って徐々に元の状態に戻った。尚、前記様相変化は繰り返し再現することができた。
また、内部の不織布から吸液させた際にも表面の各多孔質層3が即座に透明化し、吸液部分に赤色又は青色の図柄が視認された。
次いで、前記可逆変色性吸液シート1をガラス窓の部屋側に貼着(第三不織布6側がガラス面と接触するような粘着層を用いた部分貼着)して結露吸収シート形態で使用した際には、ガラス窓に発生した結露を吸収することで、室内では赤色花柄が、室外からは青色雪柄が視認され、換気の合図となると共に装飾性に優れたものとなった。前記結露吸収シートが着色(像の現出)したところで窓を開けて空気の入れ換えを行ないその状態で放置したところ、もとの状態に戻った。
【0029】
実施例4(図4参照)
レーヨン60%とポリエチレンテレフタレート40%からなる目付量60g/m2の不織布(第一不織布2)裏面に、シリカ微粉末とウレタン樹脂エマルジョンを含む白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させて白色の多孔質層3を形成した。 次いで前記多孔質層上に、青色水性スクリーン印刷用インキを用いて雪の町並みの絵柄のスクリーン版にて印刷し、着色層5を形成した(第一工程)。
更に、親水性ポリエチレンテレフタレート70%とポリエチレン/ポリエチレンテレフタレート樹脂30%からなる目付量180g/m2の不織布(第二不織布4)と、前記第一不織布2の裏面(多孔質層3と着色層5が印刷された面)を重ねて、第一不織布2側からニードルパンチ法により二種の不織布を一体化することで可逆変色性吸液シート1を得た(第二工程)。
【0030】
前記可逆変色性吸液シート1は、常態(非吸液状態)では白地に淡青色の雪の町並みの絵柄が極僅かに視覚されるが、第一不織布2側に水を吹きつけると吸液により第一不織布2の透過性が増して下層が視認可能となると共に、多孔質層3が瞬時に透明化して青色の雪の町並みの絵柄が視認された。吸液状態では前記状態を保持していたが、乾燥するに従って徐々に元の状態に戻った。尚、前記様相変化は繰り返し再現することができた。
また、第二不織布4から吸液させた際にも同様の視覚効果を発現することができた。
更に、前記可逆変色性吸液シート1の裏面に粘着層を設けてシール形態とし、貼着時に上方となる長手方向の一辺を波形状に切断することで結露吸収シートを得た。
得られた結露吸収シートを部屋側のガラス窓に貼着して使用した際には、窓ガラスに発生した結露を吸収することで青色像が視認され、換気の合図となった。前記結露吸収シートに青色像が出現したところで窓を開けて空気の入れ換えを行ないその状態で放置したところ、もとの状態に戻った。
前記構成の可逆変色性吸液シート1では、第一不織布2によって多孔質層3を保護できると共に、多孔質層3側からの着色層5の隠蔽性を高めることができるため、より利便性の高いものとなった。
【0031】
実施例5(図5参照)
親水性ポリエチレンテレフタレート100%からなる目付量60g/m2の不織布(第一不織布2)裏面に、シリカ微粉末とアクリル樹脂エマルジョンを含む白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させて白色の多孔質層3を形成した。次いで前記多孔質層上に、ピンク色と緑色の水性スクリーン印刷用インキを用いて花柄のスクリーン版にて印刷し、着色層5を形成した。
また、前記不織布と同一素材のもの(第三不織布6)の裏面に、前記白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させて白色の多孔質層3を形成した。次いで前記多孔質層上に、黄色と橙色の水性スクリーン印刷用インキを用いて星柄のスクリーン版にて印刷し、着色層5を形成した(第一工程)。
前記二種類の積層不織布の間に、親水性ポリエチレンテレフタレート70%とポリエチレン/ポリエチレンテレフタレート樹脂30%からなる目付量260g/m2の不織布(第二不織布4)を介在させて一体化した。その際、第一不織布2の裏面(多孔質層と着色層が印刷された面)と第二不織布4の表面を接触させると共に、第二不織布4の裏面と第三不織布6の裏面(多孔質層3と着色層5が印刷された面)を接触させた状態で積層した後、第一不織布2側からニードルパンチ法により三種の不織布を一体化することで可逆変色性吸液シート1を得た(第二工程)。
【0032】
前記可逆変色性吸液シート1は、常態(非吸液状態)では白地に淡色の図柄が極僅かに視覚されるが、各不織布2、6側に水を吹きつけると吸液により第一不織布2、第三不織布6の透過性が増して下層が視認可能となると共に、各多孔質層3が瞬時に透明化し、一方の面でピンク色と緑色の花柄が、他方の面では黄色と橙色の星柄が鮮明に視認された。吸液状態では前記状態を保持していたが、乾燥するに従って徐々に元の状態に戻った。尚、前記様相変化は繰り返し再現することができた。
また、内部の第二不織布4から吸液させた際にも同様の視覚効果を発現することができた。
更に、片側の不織布(第一不織布2又は第三不織布6)から吸液させた際には、吸液側の不織布の下層が視認可能となると共に、一方の多孔質層3が即座に透明化して吸液部分に二色の像が視認された。その際、吸液量が増してくると、反対側の多孔質層3が透明化すると共に、該多孔質層と接触する他方の不織布(第三不織布6又は第一不織布2)の透過性が増すため、両面で異なる色調の像が鮮明に視認できた。
前記像はいずれも、可逆変色性吸液シート1が乾燥することで殆ど視認されなくなり、吸液すると再び像が現出するものであった。
前記構成の可逆変色性吸液シート1では、第一不織布2と第三不織布6によってそれぞれの多孔質層3を保護できると共に、着色層5の隠蔽性を高めることができるため、より利便性の高いものとなった。
【0033】
実施例6(図4参照)
レーヨン60%とポリエチレンテレフタレート40%からなり、ピンク色に着色された目付量80g/m2の不織布(第一不織布2)裏面に、シリカ粉とアクリル樹脂エマルジョンを含む白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させることで白色の多孔質層3を形成した。その後多孔質層3上に、青色水性スクリーン印刷用インキを用いて花柄のスクリーン版にて印刷し、着色層5を形成した(第一工程)。
更に、親水性ポリエチレンテレフタレート70%とポリエチレン/ポリエチレンテレフタレート樹脂30%からなる目付量400g/m2の不織布(第二不織布4)と、前記第一不織布2の裏面(多孔質層3と着色層5が印刷された面)を重ねて、第一不織布2側からニードルパンチ法により二種の不織布を一体化することで可逆変色性吸液シート1を得た(第二工程)。
【0034】
前記可逆変色性吸液シート1は、常態(非吸液状態)ではピンク色表面(第一不織布2の色調)が視覚されるが、不織布表面に水を吹きつけると吸液により第一不織布2の下層が視認可能となると共に多孔質層3が瞬時に透明化し、ピンク色背景に紫色の花柄像が視認される。吸液状態では前記状態を保持していたが、乾燥するに従って徐々に元の状態に戻るものであり、前記様相変化は繰り返し再現することができた。
尚、前記紫色の花柄像は第二不織布4から吸液させた際にも即座に現れ視認できた。
そのため、前記可逆変色性吸液シート1をバスマット形態で使用した際には、風呂上りの濡れた状態でピンク色のバスマットに乗ることで、第一不織布2から水滴を吸収して紫色の花柄像が視認された。また、前記変色後のバスマットを通気性のよいところに干して放置したところ、もとの状態に戻った。
前記構成の可逆変色性吸液シート1では、第一不織布2によって多孔質層3を保護できると共に、多孔質層3側からの着色層5の隠蔽性を高めることができるため、より利便性の高いものとなった。
【0035】
実施例7(図1参照)
レーヨン60%とポリエチレンテレフタレート40%からなる目付量60g/m2の不織布(第一不織布2)表面に、青色水性スクリーン印刷用インキを用いて雪の町並みの絵柄のスクリーン版にて印刷し着色層5を形成した後、該着色層5上にシリカ微粉末とアクリル樹脂エマルジョンを含む白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させて白色の多孔質層3を形成した(第一工程)。
更に、親水性ポリエチレンテレフタレート70%とポリエチレン/ポリエチレンテレフタレート樹脂30%からなる目付量180g/m2の不織布(第二不織布4)に、前記第一不織布2の裏面(多孔質層等が印刷されていない面)を重ねて、多孔質層3側からニードルパンチ法により二種の不織布を一体化することで可逆変色性吸液シート1を得た(第二工程)。
【0036】
前記可逆変色性吸液シート1は、常態(非吸液状態)では白色表面(多孔質表面)が視覚されるが、多孔質層3に水を吹きつけると吸液により多孔質層3が瞬時に透明化し、青色の雪の町並みの絵柄が視認された。吸液状態では前記状態を保持していたが、乾燥するに従って徐々に元の白色状態に戻った。尚、前記様相変化は繰り返し再現することができた。
また、裏面(第二不織布4側)から吸水(吸液)させた際にも上層の多孔質層3が即座に透明化し、同様の視覚効果を発現することができた。
更に、前記可逆変色性吸液シート1の裏面に粘着層を設けてシール形態とし、貼着時に上方となる長手方向の一辺を波形状に切断することで結露吸収シートを得た。
得られた結露吸収シートを部屋側のガラス窓に貼着して使用した際には、窓ガラスに発生した結露を吸収することで青色像が視認され、換気の合図となった。前記結露吸収シートに青色像が出現したところで窓を開けて空気の入れ換えを行ないその状態で放置したところ、もとの状態に戻った。
【0037】
実施例8
実施例7で作製した可逆変色性吸液シート1を用いて、裏面に酸化チタンを混合したアクリル系粘着剤を塗布することで粘着層を形成してシール形態とした後、貼着時に上方となる長手方向の一辺を波形状に切断することで結露吸収シート1を得た。
得られた結露吸収シート1を部屋側のガラス窓に貼着して使用した際、太陽光が遮光されることで、非吸液状態では着色像5が透けて視覚されることなく白色表面(多孔質表面3)が視覚されるのみであった。また、前記結露吸収シート1が窓ガラスに発生した結露を吸収することで青色像5が鮮明に視認され、換気の合図となった。前記結露吸収シート1に青色像が出現したところで窓を開けて空気の入れ換えを行ないその状態で放置したところ、もとの白色状態に戻った。その際も着色像5が太陽光によって透けて視覚されることはなく、窓ガラスに貼着しても吸液状態と非吸液状態との差を明瞭に判別することができた。
【0038】
実施例9
実施例4で作製した可逆変色性吸液シート1を用いて、裏面(第二不織布4側)に酸化チタンを混合したアクリル系粘着剤を塗布することで粘着層を形成してシール形態とした後、貼着時に上方となる長手方向の一辺を波形状に切断することで結露吸収シート1を得た。
得られた結露吸収シート1を部屋側のガラス窓に貼着して使用した際、太陽光が遮光されることで、非吸液状態では着色像5が透けて視覚されることなく白色表面(第一不織布2)が視覚されるのみであった。また、前記結露吸収シートが窓ガラスに発生した結露を吸収することで青色像5が鮮明に視認され、換気の合図となった。前記結露吸収シート1に青色像が出現したところで窓を開けて空気の入れ換えを行ないその状態で放置したところ、もとの白色状態に戻った。その際も着色像5が太陽光によって透けて視覚されることはなく、窓ガラスに貼着しても吸液状態と非吸液状態との差を明瞭に判別することができた。
【0039】
実施例10
実施例4で作製した可逆変色性吸液シート1を用いて、裏面(第二不織布4側)に、バインダー樹脂となるウレタン樹脂と酸化チタンを混合した白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させて白色の遮光層を形成した。
更に、前記遮光層上にアクリル系粘着剤を塗布することで粘着層を形成してシール形態とした後、貼着時に上方となる長手方向の一辺を波形状に切断することで結露吸収シート1を得た。
得られた結露吸収シート1を部屋側のガラス窓に貼着して使用した際、太陽光が遮光されることで、非吸液状態では着色像5が透けて視覚されることなく白色表面(第一不織布2)が視覚されるのみであった。また、前記結露吸収シート1が窓ガラスに発生した結露を吸収することで青色像5が鮮明に視認され、換気の合図となった。前記結露吸収シート1に青色像が出現したところで窓を開けて空気の入れ換えを行ないその状態で放置したところ、もとの白色状態に戻った。その際も着色像5が太陽光によって透けて視覚されることはなく、窓ガラスに貼着しても吸液状態と非吸液状態との差を明瞭に判別することができた。
【0040】
比較例1(図6参照)
実施例1で用いた第二不織布と同様の材質の不織布2表面に、青色水性スクリーン印刷用インキを用いてベタ状印刷を施すことで着色層5を形成した後、該着色層5上にシリカ微粉末とアクリル樹脂エマルジョンを含む白色スクリーン印刷用インキを用いてベタ状印刷し、乾燥硬化させて白色の多孔質層3を形成することで可逆変色性吸液シート1を得た。
【0041】
前記可逆変色性吸液シート1は多孔質層3が均一に積層されていないため、常態(非吸液状態)で印刷ムラ(白色表面に青色部分が点在する状態)が視認されるものであった。
また、不織布側から吸液させた際の変色速度が、実施例1の吸液シートよりも遅いため、色調変化が生じ難いものであった。
【0042】
比較例2(図7参照)
実施例1で作製した第一不織布2(多孔質層3と着色層5を積層してなる)と、第二不織布4とを一体化する際、第二不織布4表面にアクリル樹脂からなる接着剤を塗布して接着層7を形成し、第一不織布2裏面(多孔質層3等を積層していない面)を貼着することで可逆変色性吸液シート1を得た。
【0043】
前記可逆変色性吸液シート1は、常態(非吸液状態)では白色(多孔質表面)が視覚されるものであり、第一不織布2側に水を吹きつけると多孔質層が透明化して青色の様相(像)が視認された。しかし、第二不織布4への液体移動速度が遅いため、液量を増すと水を吸収することなく漏れ出してしまった。
また、第二不織布4から吸液させた際には多孔質層3が透明化するのに時間がかかると共に、吸水部分全体が変色しないため、部分的に青色に変色した状態が視認された。
【符号の説明】
【0044】
1 可逆変色性吸液シート
2 第一不織布
3 多孔質層
4 第二不織布
5 着色層
6 第三不織布
7 接着層
【特許請求の範囲】
【請求項1】
低屈折率顔料をバインダー樹脂に分散状態に固着させた非吸水状態で不透明であり吸水状態で透明化する多孔質層を表面に設けてなる第一不織布と、前記第一不織布よりも目付量の大きい第二不織布とからなり、前記第一不織布の裏面と第二不織布表面を接触させた状態でニードルパンチ法により一体化してなる可逆変色性吸液シート。
【請求項2】
前記多孔質層と第一不織布の間に着色層を設けてなる請求項1記載の可逆変色性吸液シート。
【請求項3】
前記第二不織布の裏面に、多孔質層を表面に積層する第三不織布の裏面を接触させた状態でニードルパンチ法により一体化してなる請求項1又は2記載の可逆変色性吸液シート。
【請求項4】
前記多孔質層と第三不織布の間に着色層を設けてなる請求項3記載の可逆変色性吸液シート。
【請求項5】
低屈折率顔料をバインダー樹脂に分散状態に固着させた非吸水状態で不透明であり吸水状態で透明化する多孔質層を裏面に設けてなる第一不織布と、前記第一不織布よりも目付量の大きい第二不織布とからなり、前記第一不織布の裏面と第二不織布表面を接触させた状態でニードルパンチ法により一体化してなる可逆変色性吸液シート。
【請求項6】
前記多孔質層と第二不織布の間に着色層を設けてなる請求項5記載の可逆変色性吸液シート。
【請求項7】
前記第二不織布の裏面に、多孔質層を表面に積層する第三不織布の表面を接触させた状態でニードルパンチ法により一体化してなる請求項5又は6記載の可逆変色性吸液シート。
【請求項8】
前記多孔質層と第二不織布の間に着色層を設けてなる請求項7記載の可逆変色性吸液シート。
【請求項9】
前記可逆変色性吸液シートの第二不織布面に酸化チタンを含有する粘着層を設けてなる請求項1、2、5、6のいずれかに記載の可逆変色性吸液シート。
【請求項10】
前記可逆変色性吸液シートの第二不織布面に遮光層と粘着層を順に積層してなる請求項1、2、5、6のいずれかに記載の可逆変色性吸液シート。
【請求項11】
前記第二不織布の目付量が100g/m2〜1000g/m2の範囲にある請求項1乃至10のいずれかに記載の可逆変色性吸液シート。
【請求項12】
前記第一不織布と第三不織布の目付量がそれぞれ30g/m2〜100g/m2の範囲にある請求項1乃至11のいずれかに記載の可逆変色性吸液シート。
【請求項13】
第一不織布表面に多孔質層を設ける第一工程と、前記第一工程の後に第一不織布裏面と第二不織布表面を接触させてニードルパンチ法により多孔質層側からニードルを貫通させて両不織布を一体化する第二工程とからなる請求項1記載の可逆変色性吸液シートの製造方法。
【請求項14】
前記第一工程において、第一不織布表面に着色層を形成した後に多孔質層を設けてなる請求項13記載の可逆変色性吸液シートの製造方法。
【請求項15】
第一不織布表面に多孔質層を設ける第一工程と、前記第一工程の後に第一不織布表面と第二不織布表面を接触させてニードルパンチ法により第一不織布側からニードルを貫通させて両不織布を一体化する第二工程とからなる請求項5記載の可逆変色性吸液シートの製造方法。
【請求項16】
前記第一工程において、多孔質層表面に着色層を形成してなる請求項15記載の可逆変色性吸液シートの製造方法。
【請求項1】
低屈折率顔料をバインダー樹脂に分散状態に固着させた非吸水状態で不透明であり吸水状態で透明化する多孔質層を表面に設けてなる第一不織布と、前記第一不織布よりも目付量の大きい第二不織布とからなり、前記第一不織布の裏面と第二不織布表面を接触させた状態でニードルパンチ法により一体化してなる可逆変色性吸液シート。
【請求項2】
前記多孔質層と第一不織布の間に着色層を設けてなる請求項1記載の可逆変色性吸液シート。
【請求項3】
前記第二不織布の裏面に、多孔質層を表面に積層する第三不織布の裏面を接触させた状態でニードルパンチ法により一体化してなる請求項1又は2記載の可逆変色性吸液シート。
【請求項4】
前記多孔質層と第三不織布の間に着色層を設けてなる請求項3記載の可逆変色性吸液シート。
【請求項5】
低屈折率顔料をバインダー樹脂に分散状態に固着させた非吸水状態で不透明であり吸水状態で透明化する多孔質層を裏面に設けてなる第一不織布と、前記第一不織布よりも目付量の大きい第二不織布とからなり、前記第一不織布の裏面と第二不織布表面を接触させた状態でニードルパンチ法により一体化してなる可逆変色性吸液シート。
【請求項6】
前記多孔質層と第二不織布の間に着色層を設けてなる請求項5記載の可逆変色性吸液シート。
【請求項7】
前記第二不織布の裏面に、多孔質層を表面に積層する第三不織布の表面を接触させた状態でニードルパンチ法により一体化してなる請求項5又は6記載の可逆変色性吸液シート。
【請求項8】
前記多孔質層と第二不織布の間に着色層を設けてなる請求項7記載の可逆変色性吸液シート。
【請求項9】
前記可逆変色性吸液シートの第二不織布面に酸化チタンを含有する粘着層を設けてなる請求項1、2、5、6のいずれかに記載の可逆変色性吸液シート。
【請求項10】
前記可逆変色性吸液シートの第二不織布面に遮光層と粘着層を順に積層してなる請求項1、2、5、6のいずれかに記載の可逆変色性吸液シート。
【請求項11】
前記第二不織布の目付量が100g/m2〜1000g/m2の範囲にある請求項1乃至10のいずれかに記載の可逆変色性吸液シート。
【請求項12】
前記第一不織布と第三不織布の目付量がそれぞれ30g/m2〜100g/m2の範囲にある請求項1乃至11のいずれかに記載の可逆変色性吸液シート。
【請求項13】
第一不織布表面に多孔質層を設ける第一工程と、前記第一工程の後に第一不織布裏面と第二不織布表面を接触させてニードルパンチ法により多孔質層側からニードルを貫通させて両不織布を一体化する第二工程とからなる請求項1記載の可逆変色性吸液シートの製造方法。
【請求項14】
前記第一工程において、第一不織布表面に着色層を形成した後に多孔質層を設けてなる請求項13記載の可逆変色性吸液シートの製造方法。
【請求項15】
第一不織布表面に多孔質層を設ける第一工程と、前記第一工程の後に第一不織布表面と第二不織布表面を接触させてニードルパンチ法により第一不織布側からニードルを貫通させて両不織布を一体化する第二工程とからなる請求項5記載の可逆変色性吸液シートの製造方法。
【請求項16】
前記第一工程において、多孔質層表面に着色層を形成してなる請求項15記載の可逆変色性吸液シートの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−7769(P2011−7769A)
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願番号】特願2009−266173(P2009−266173)
【出願日】平成21年11月24日(2009.11.24)
【出願人】(000111890)パイロットインキ株式会社 (832)
【Fターム(参考)】
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願日】平成21年11月24日(2009.11.24)
【出願人】(000111890)パイロットインキ株式会社 (832)
【Fターム(参考)】
[ Back to top ]