
可逆性感熱記録媒体
【課題】3IPS以上の高速で画像消去及び記録を行っても、電子情報記録シート周囲領域、電子情報記録素子領域、アンテナ回路領域、及び導通部材領域における白抜け及びカスレの生じない記録、並びに消し残りのない消去が可能な印字品質に優れた質な可逆性感熱記録媒体を提供すること。
【解決手段】本発明の可逆性感熱記録媒体は、可逆性感熱記録層と、該可逆性感熱記録層に隣接して配される基材シートと、回路基板上に凸状の電子情報記録素子とアンテナ回路とを有する電子情報記録部と、前記基材シートと前記電子情報記録部とを接着する接着剤層とを含み、前記基材シートは、前記可逆性感熱記録層が配される面と反対の面に凹部を有し、前記電子情報記録部は、前記基材シートの凹部に対し前記電子情報記録素子が挿入されて配される。
【解決手段】本発明の可逆性感熱記録媒体は、可逆性感熱記録層と、該可逆性感熱記録層に隣接して配される基材シートと、回路基板上に凸状の電子情報記録素子とアンテナ回路とを有する電子情報記録部と、前記基材シートと前記電子情報記録部とを接着する接着剤層とを含み、前記基材シートは、前記可逆性感熱記録層が配される面と反対の面に凹部を有し、前記電子情報記録部は、前記基材シートの凹部に対し前記電子情報記録素子が挿入されて配される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子情報記録部を有する可逆性感熱記録媒体に関する。
【背景技術】
【0002】
ICカードは、キャッシュカード、クレジットカード、プリペイドカード;鉄道、バス、ETC等の交通機関;デジタル放送、第三世代携帯電話等の加入者カード;図書館の窓口サービス、学生証、社員証、住民基本台帳カードなどの幅広い業界に導入され、利用者の身近な生活からビジネスまで様々な分野で利用が始まっているが、現在の経済社会活動の高度化に伴い、廃棄物の発生量は増大している。
そこで、従来の大量生産、大量消費、大量廃棄等の経済社会やライフスタイルを見直し、物資の効率的な利用やリサイクルを進めることにより、資源の消費を抑え、環境への負荷が少ない循環型社会を形成することが急務になっている。
【0003】
例えば、電子情報記録素子(以下、「ICチップモジュール」、「ICチップ」と称することもある)を組み込んだ可逆性感熱記録媒体は、ICチップの内部情報を書き換えると共に、記録されている情報を可視画像として可逆性感熱記録媒体に表示できるため、廃棄物の発生量を減らすことが可能である。
このようなICチップモジュールを組み込んだ可逆性感熱記録媒体は、製造業分野における作業書、部品管理票、工程管理票等の指示書として用いられてきている。具体的には、指示書を丸棒状部品に巻き付けたり、カードケースに入れて使用したのち、指示書を書き換えることが繰り返し行われている。
前記指示書に画像を形成する場合、及び指示書に形成された画像を消去する場合は、該指示書をプリンターのサーマルヘッド、消去バー、消去ローラ、消去板等の加熱装置に押し当てる。このため、指示書を書き換える際に、ICチップモジュールが破損しないようにすると共に、ICチップモジュールと可逆性感熱記録媒体の接着部から接着剤が流出しないようにする必要がある。更に、指示書は、可とう性を有すると共に、画像の品質が良好であることが望まれている。
また、テーブル面上に置いてある状態のタグや、BOX外枠のタグホルダー内に入っている状態からの抜き取り操作時にタグを人手でピックアップ動作する際、把持する形状へ一部の集中的屈曲、折れなく柔軟かつしなやかにタグ形状が対応してハンドリングが容易にできることも望まれている。
更に、その把持後すぐにプリンタへ挿入され、印字・消去されることを前提に把持時の変形形状からフラット形状への形状復元速度が速く時間が掛からないことでプリンタ内でのカール、波うちによるジャム、搬送不良を低減した構成の両立を求められている。
また、できるだけ積載枚数を多くすることでプリンタへのアクセス回数・時間短縮も現場での作業工数低減のために求められている。
【0004】
例えば、従来、図15に示すように、一方のオーバーシートとして、通常は無色ないし淡色のロイコ染料と加熱により該ロイコ染料を発色させ、かつ再加熱により消色させる可逆顕色剤を含有する可逆性感熱層114cを少なくとも1層有する可逆性感熱記録シート114を使用し、ICチップモジュール(電子情報記録素子)112を組み込んだICカード、及び、該ICカードを組み込む他方のオーバーシート(フィルム基材111)と可逆性感熱記録シート114との間にコア材113を射出成形により設け、両シートをコア材113を介して熱接着させてなるICカードが提案されている(特許文献1〜5参照)。
なお、図15中、符号「114a」は、保護層を示し、符号「114b」は、中間層を示す。
【0005】
しかし、これらの提案のICカードでは、ICチップモジュール112が、可逆性感熱記録シート114側の面に設けられているため、ICチップモジュール112の存在により可逆性感熱記録媒体が不均一に加圧され、凹凸部が形成されてしまう。その結果、可逆性感熱記録媒体を加熱装置によって均一に加熱することができなくなり、記録時には、可逆性感熱記録媒体における熱伝導を均一に保てず、可逆性感熱記録媒体に記録した画像にムラが生じてしまう。また、情報の消去時には可逆性感熱記録媒体における加熱装置の接する部分にムラが生じるため、消去不良が発生してしまう。更に、可逆性感熱記録媒体におけるICチップモジュール112が設けられた部分には凸部が生じるので、ICチップモジュール112が可逆性感熱記録媒体を介して加熱装置で加圧されて、ICチップモジュール112が可逆性感熱記録媒体から剥がれたり、傷付いてしまうという問題がある。
【0006】
これらの問題の解決方法する手法が種々提案されている(例えば、特許文献6〜10参照)。しかしながら、これらの手法の場合には、ICチップモジュール付き可逆性感熱記録媒体が厚く硬いカードとなるので、剛性が高くなり可撓性を有さなくなるという問題がある。
このため、ICチップモジュールをICチップ基板を介して可逆性感熱記録シートと反対側になるように設ける構成が提案されている(例えば、特許文献11、12参照)。
しかし、電子情報記録素子、アンテナ回路、及び導通部材を有する電子情報記録部(以下、「インレット」と称することもある)の表面の凹凸は、電子情報記録素子だけが原因ではなく、アンテナ回路、及び導通部材も表面の凹凸を発生させている。このアンテナ回路は、アンテナ回路基板のアンテナ回路側と裏面側でジャンピング回路を形成して導通部材により接続している。この際、裏面側の導通部材、アンテナ回路側と裏面側をレーザー等により貫通させて導通させる際にカシメ部と呼ばれる箇所が発生する。この裏面側の導通部材及びカシメ部においても表面を凹凸にさせるため、ICチップだけを該ICチップ基板を介して可逆性感熱記録シートと反対側になるように設けても、可逆性感熱記録シート側の凹凸は解決されていない。特に、特許文献12に開示の発明は、アンテナ回路基板の裏面上に電気的に短絡するジャンパー線を備えているが、このようなジャンパー線が可逆性感熱記録シート側に存在することによっても、可逆性感熱記録媒体の記録不良及び消去不良が発生するという問題がある。
【0007】
前記問題点を解決するため、本願出願人は、先に、特許文献13及び特許文献14に開示の可逆性感熱記録媒体を提案している。これらの提案は、電子情報記録素子をシートの貫通孔中に突出させ、シートの厚み以上に突出させないようにすると共に、可逆性感熱記録シートの可逆性感熱記録層を有さない側の面が、電子情報記録シートの、アンテナ回路基板、電子情報記録素子、アンテナ回路、及び導通部材を有さない側の面と対向させることで解決を図っており、プリンターの搬送速度が2IPSの場合には記録不良及び消去不良を改善できる。
しかし、これらの提案においても、高速(3IPS以上)で画像消去及び記録を行うと、電子情報記録シート(ICチップ領域、アンテナ回路領域、及び導通部材領域を含む)におけるリライト画像品質(カスレのない印字、消し残りない消去)の改善効果が得られず、発色不良が発生するという問題がある。
したがって、従来は、プリンタの搬送速度2IPSで電子情報記録シートにおけるリライト画像品質の改善を行ってきたが、高速の搬送速度3IPSで画像消去及び記録において、リライト画像品質の改善効果が得られていない状況である。
これは、高速になるほど、プリンタの消去ヘッドからの熱量が可逆性感熱記録媒体表面に伝わりにくくなるためである。これを改善するため、消去性を向上させるために、消去温度を上げると、消去ヘッドからの高い熱量で可逆性感熱記録媒体が過熱状態となり、その状態で可逆性感熱記録媒体に記録を行うと、発色に必要な急冷効果が得られず、即ち、消去モードに入ることで発色しにくくなる。そのため、電子情報記録部表面のICチップ、アンテナ回路、アンテナ回路とICチップを結ぶカシメなどの凹凸(基材部と50μm程度の凹凸が生じる)及び段差があると、サーマルヘッドとの接触不良による空気の断熱効果により、熱が伝わらないため、急冷効果が得られず、発色しなくなってしまう、という問題がある。
なお、前記可逆性感熱記録媒体は、物流分野などでも用いられており、作業時間の短縮などのコスト削減のためには、高速(プリンターの搬送速度が、3IPS以上)での画像消去及び記録を行うことが求められている。
【0008】
したがって、3IPS以上の高速で画像消去及び記録を行っても、電子情報記録シート周囲領域、電子情報記録素子領域、アンテナ回路領域、及び導通部材領域における白抜け及びカスレの生じない記録、並びに消し残りのない消去が可能となり、高品質な電子情報記録素子付き可逆性感熱記録媒体の提供が望まれているのが現状である。
【0009】
また、テーブル面上に置いてある状態のタグや、BOX外枠のタグホルダー内に入っている状態からの抜き取り操作時にタグを人手でピックアップ動作する際、把持する形状へ一部の集中的屈曲、折れなく柔軟かつしなやかにタグ形状が対応してハンドリングが容易にできることも望まれている。更に、その把持後すぐにプリンタへ挿入され、印字・消去されることを前提に把持時の変形形状からフラット形状への形状復元速度が速く時間が掛からないことでプリンタ内でのカール、波うちによるジャム、搬送不良を低減した構成の両立を求められている。また、可逆性感熱記録媒体を重ねて一挙的にプリントする際、できるだけ積載枚数を多くすることで、プリンタへのアクセス回数の低下、及びアクセス時間の短縮も現場での作業工数を低減可能とすること求められている。
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、前記従来における諸問題を解決し、以下の目的を達成することを課題とする。即ち、本発明は、3IPS以上の高速で画像消去及び記録を行っても、電子情報記録シート周囲領域、電子情報記録素子領域、アンテナ回路領域、及び導通部材領域における白抜け及びカスレの生じない記録、並びに消し残りのない消去が可能な印字品質に優れた質な可逆性感熱記録媒体を提供することを目的とする。
【課題を解決するための手段】
【0011】
前記課題を解決するため、本発明者らは鋭意検討を行い、以下の知見を得た。
ICカード、RFタグ等の可逆性感熱記録プリンタの加熱部材(サーマルヘッド)は、一般的に巾方向にフラット、進行方向にRの付いた接触面を有している。また、ロール形状の加熱部材の加圧押し当てにより感熱部材に均一に接触させることで温度分布を均一にして印加することができるようICカード、RFタグメディア基材には、できるだけカール、表面凹凸の少ないフラット性が求められる。フラット性の実現のため、剛性を高め、メディア強度によりカール、波うちを抑える製品形態がこれまで多く製品化されている。
本発明者らは、これまでの剛性を付与することとは逆の思想から、高速でのプリント、サーマルヘッドの形状精度によらず発色、消去品質を損なわない構成を知見した。
即ち、可逆性感熱記録媒体の総厚を半減させ、メディア総厚を薄膜化することで、可逆性感熱媒体全体を柔軟化させ、可逆性感熱媒体の可逆性感熱記録のサーマルヘッドとの摺接面を柔軟化させることにより、サーマルヘッド下での高速な印字・消去搬送移動でも均一な面接地を容易とする構成を知見した。
【0012】
また、更なる検討において、以下の知見を得た。
即ち、印字・消去品質に影響を与えない110μm以下の表面凹凸や波うちでも、バックライトを斜め奥に設置して凹凸影を見易くする方向からの目視では、硬質の基材間に挟まった接着剤層の凹凸が反映され可逆性感熱記録層側表面に見えることがある。
可逆性感熱記録媒体の基材層を剥がすことで裏面側に形状ストレスが開放され、可逆性感熱記録層側表面の凹凸は基材のフラット性に準ずることとなり目視上、不必要な凹凸像を消滅させることができる。
また、多層フィルムや剥離ライナーと貼り合わせたフィルムでは成型後の各材料に残留した応力や熱収縮の差異でカールが生じやすい。表裏基材を貼合せる時点の表裏基材へ与えるテンション差、温度・湿度影響による基材膨張・収縮の差を原因として生じるが、これらを予防するには製造時の張力(テンション)を調整やキャスティング機の温度設定でカールの極性を変化させる等の対応が必要となる。
しかし、可逆性感熱記録媒体の総厚を半減させ、メディア総厚を薄膜化することで、可逆性感熱媒体全体を柔軟化させ、可逆性感熱媒体の可逆性感熱記録のサーマルヘッドとの摺接面を柔軟化させることにより、表裏基材のバランスの均衡が崩れてカールが発生していても、剥離紙を剥がした瞬間に一基材のフラット性に準ずることとなり、カールなくフラットに形状が落ち着く。また、単体でも吸湿などによりカールが生じることがあるが、通気性の良い裏面への接着材層を使用することにより表裏への湿度影響を均等にすることでカールを防止しフラット性を容易に得ることができることを知見した。
柔軟性の向上により、屈曲に対しても基材が可撓性を有し、ICカシメ部分の集中的、鋭角的な折れ屈曲の発生を抑える様な曲率を持ったしなりを作る役目をするため、ICカシメ部分への低負荷化を可能とすることができることを知見した。
また、柔軟性の向上は、面上に置いてあるタグ、BOXのタグホルダーからの抜き取り操作時において、タグを人手で取り扱う際、把持する形状へ柔軟にタグ形状が対応するため、優れたハンドリング性を付与することができることを知見した。
【0013】
本発明は、本発明者らの前記知見に基づくものであり、前記課題を解決するための手段としては以下の通りである。即ち、
<1> 可逆性感熱記録層と、該可逆性感熱記録層に隣接して配される基材シートと、回路基板上に凸状の電子情報記録素子とアンテナ回路とを有する電子情報記録部と、前記基材シートと前記電子情報記録部とを接着する接着剤層とを含み、前記基材シートは、前記可逆性感熱記録層が配される面と反対の面に凹部を有し、前記電子情報記録部は、前記基材シートの凹部に対し前記電子情報記録素子が挿入されて配されることを特徴とする可逆性感熱記録媒体である。
<2> 凹部の幅方向において、前記凹部の側面と電子情報記録素子の側面との間隔が、6.0mm以下である前記<1>に記載の可逆性感熱記録媒体である。
<3> 凹部の深さ方向において、前記凹部の底面と電子情報記録素子の頂部との間隔が、0μm〜50μmである前記<1>から<2>のいずれかに記載の可逆性感熱記録媒体である。
<4> 凹部と電子情報記録素子との間の空隙を接着剤層で満たした前記<1>から<3>のいずれかに記載の可逆性感熱記録媒体である。
<5> 接着剤層が、電子情報記録部の電子情報記録素子が配された面と反対の面側の全体を覆うように配され、かつ、可逆性感熱記録媒体の厚みが均一である前記<1>から<4>のいずれかに記載の可逆性感熱記録媒体である。
<6> 更に、基材シート及び接着剤層を介して可逆性感熱記録層の反対側に一層以上の機能層が配される前記<1>から<5>のいずれかに記載の可逆性感熱記録媒体である。
<7> 接着剤層が、塗布、接着時の加工温度が60℃〜90℃であり、粘度が1×105CPS以下である前記<1>から<6>のいずれかに記載の可逆性感熱記録媒体である。
<8> 基材シートを介して可逆性感熱記録層と反対側に配される露出層に帯電防止剤を含む前記<1>から<7>のいずれかに記載の可逆性感熱記録媒体である。
<9> 接着剤層中に帯電防止用導電性フィラーを含む前記<1>から<7>のいずれかに記載の可逆性感熱記録媒体である。
<10> 凹部における深さが150μm以下であり、かつ、前記凹部の幅方向において、前記凹部の側面と電子情報記録素子の側面との間隔が1.5mm以下である前記<1>から<9>に記載の可逆性感熱記録媒体である。
<11> 凹部における深さが110μm以下であり、かつ、前記凹部の幅方向において、前記凹部の側面と電子情報記録素子の側面との間隔が6.0mm以下である前記<1>から<9>に記載の可逆性感熱記録媒体である。
<12> 面内における最大高さRmaxを面粗さとしたとき、基材シートを介して可逆性感熱記録層と反対側に配される露出層の露出面における前記面粗さが、7μm〜70μmである前記<1>から<11>のいずれかに記載の可逆性感熱記録媒体である。
<13> 総厚みが500μm以下である前記<1>から<12>のいずれかに記載の可逆性感熱記録媒体である。
<14> 柔軟性を表す曲げ変形荷重が28gf以下である前記<1>から<13>のいずれかに記載の可逆性感熱記録媒体である。
【発明の効果】
【0014】
本発明によれば、前記従来における諸問題を解決し、前記目的を達成することができ、3IPS以上の高速で画像消去及び記録を行っても、電子情報記録シート周囲領域、電子情報記録素子領域、アンテナ回路領域、及び導通部材領域における白抜け及びカスレの生じない記録、並びに消し残りのない消去が可能な印字品質に優れた可逆性感熱記録媒体を提供することができる。
【図面の簡単な説明】
【0015】
【図1A】図1Aは、電子情報記録部の一例を示す平面図である。
【図1B】図1Bは、電子情報記録部の一例を示す側面図である。
【図2】図2は、本発明の一の実施形態に係る可逆性感熱記録媒体100の概略構成を示す断面図である。
【図3】図3は、本発明の他の実施形態に係る可逆性感熱記録媒体200の概略構成を示す断面図である。
【図4】図4は、可逆性感熱記録媒体100の製造過程の一例を示す概略断面図である。
【図5】図5は、電子情報記録素子(ICチップ部)と凹部との高精度位置出し貼り合わせの一例を示す装置構成図である。
【図6】図6は、可逆性感熱記録媒体に対して、画像の形成及び消去を行うプリンターの一例を示す概略図である。
【図7】図7は、可逆性感熱記録媒体に対して、画像の形成及び消去を行うプリンターの他の例を示す概略図である。
【図8】図8は、可逆性感熱記録部1の搬送速度3IPSにおける印字状態の撮像データである。
【図9】図9は、可逆性感熱記録部3の搬送速度3IPSにおける印字状態の撮像データである。
【図10】図10は、可逆性感熱記録部2の搬送速度3IPSにおける印字状態の撮像データである。
【図11】図11は、可逆性感熱記録部4の搬送速度3IPSにおける印字状態の撮像データである。
【図12】図12は、復元した状態の実施例1における可逆性感熱記録媒体の撮像データである。
【図13】図13は、復元した状態の比較例1における可逆性感熱記録媒体の撮像データである。
【図14】図14は、図13における半折りさせた部分を拡大した撮像データである。
【図15】図15は、従来の可逆性感熱記録媒体の一例を示す断面図である。
【図16】図16は、従来の可逆性感熱記録媒体の他の例を示す断面図である。
【図17A】図17Aは、実施例1における可逆性感熱記録媒体の全ベタ(黒ベタ)画像の印字状態を示す撮像データである。
【図17B】図17Bは、実施例1における可逆性感熱記録媒体のハーフトーン画像の印字状態を示す撮像データである。
【図18A】図18Aは、比較例1における可逆性感熱記録媒体の全ベタ(黒ベタ)画像の印字状態を示す撮像データである。
【図18B】図18Bは、比較例1における可逆性感熱記録媒体のハーフトーン画像の印字状態を示す撮像データである。
【図19】図19は、接着剤の塗工温度と、カール量との関係を示すグラフである。
【図20】図20は、時間の経過に基づく温度の下降を示すグラフである。
【図21】図21は、荷重測定装置を用いて、可逆性感熱記録媒体の柔軟性の測定する方法を説明する説明図である。
【発明を実施するための形態】
【0016】
本発明の可逆性感熱記録媒体は、可逆性感熱記録層と、基材シートと、電子情報記録部と、接着剤層とを少なくとも含み、更に、目的に応じて配される、任意の機能を有する機能層、その他の層を含むこととしてなる。
【0017】
−可逆性感熱記録層−
前記可逆性感熱記録層は、色調が可逆的に変化する感熱記録層であり、温度変化によって色の状態が可逆的に変化する可逆性感熱記録材料を含有する。可逆性感熱記録材料は透過率、反射率、吸収波長、散乱度等の変化の組み合わせにより、色の状態が変化する。
【0018】
前記可逆性感熱記録材料としては、熱により透明度や色調が可逆的に変化する材料であれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、常温より高い第一の温度で第一の色の状態となり、第一の温度よりも高い第二の温度で加熱し、その後冷却することにより第二の色の状態となる材料が挙げられる。これらの中でも、第一の温度と第二の温度で色の状態が変化する材料が特に好ましい。
具体的には、第一の温度で透明状態となり、第二の温度で白濁状態となる材料(特開昭55−154198号公報参照)、第二の温度で発色し、第一の温度で消色する材料(特開平4−224996号公報、特開平4−247985号公報、特開平4−267190号公報参照)、第一の温度で白濁状態となり、第二の温度で透明状態となる材料(特開平3−169590号公報参照)、第一の温度で黒色、赤色、青色等に発色し、第二の温度で消色する材料(特開平2−188293号公報、特開平2−188294号公報参照)等が挙げられる。これらの中でも、樹脂母材中に高級脂肪酸等の有機低分子物質を分散した系や、ロイコ染料と顕色剤を用いた系が特に好ましい。
【0019】
前記ロイコ染料としては、特に制限はなく、目的に応じて適宜選択することができ、例えばフタリド化合物、アザフタリド化合物、フルオラン化合物、などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記顕色剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、特開平5−124360号公報、特開平6−210954号公報、特開平10−95175号公報等に開示されているものなどが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記顕色剤は、分子内に、ロイコ染料を発色させる顕色能を持つ構造(例えば、フェノール性水酸基、カルボン酸基、リン酸基等)と、分子間の凝集力を制御する構造(例えば、長鎖炭化水素基が連結した構造)を1つ以上有する化合物である。これらの構造は、ヘテロ原子を有する2価以上の連結基を介して連結されていてもよい。また、長鎖炭化水素基は、同様の連結基及び/又は芳香族基を有していてもよい。
【0020】
このような顕色剤としては、例えば特開平9−290563号公報及び特開平11−188969号公報に開示されているものが挙げられる。これらの中でも、下記一般式(1)及び(2)で表される化合物の少なくとも1種が好ましい。これらの顕色剤は、感度が非常に高いため、同じ画像濃度を出力する場合、従来の顕色剤と比べて、与える印加エネルギーを10%〜30%程度削減することができる。与える印加エネルギーが少なければ、顕色剤の熱分解が緩和されると共に、可逆性感熱記録媒体の表面及び媒体自身に与えるダメージも緩和され、これにより繰り返し耐久性の劣化も緩和されるので、画像の品質を向上させることができる。
【0021】
【化1】

ただし、前記一般式(1)中、X及びYは、それぞれ独立に、ヘテロ原子を有する2価の有機基を表す。R1は、置換又は無置換の2価の炭化水素基を表す。R2は、置換又は無置換の1価の炭化水素基を表す。aは、1以上3以下の整数を表し、bは、1以上20以下の整数を表し、cは、0以上3以下の整数を表す。
【化2】
ただし、前記一般式(2)中、Zは、ヘテロ原子を有する2価の有機基を表す。R3は、置換又は無置換の2価の炭化水素基を表す。R4は、置換又は無置換の1価の炭化水素基を表す。dは、1以上3以下の整数を表す。
【0022】
前記一般式(1)及び(2)において、X、Y、及びZは、それぞれ独立に、ヘテロ原子を有する2価の有機基を表し、特に窒素原子又は酸素原子を含む2価の有機基が好ましく、例えば、下記構造式で表される基を少なくとも1つ有する2価の有機基などが挙げられる。
【化3】
【0023】
前記ヘテロ原子を有する2価の有機基としては、具体的には、下記構造式で表される基が好適に挙げられる。
【化4】
【0024】
これらの中でも、下記構造式で表される基が特に好適に挙げられる。
【化5】
【0025】
前記一般式(1)及び(2)において、R1及びR3は、置換基により置換されていてもよい炭素数1〜20の2価の炭化水素基を表す。
前記R1及びR3としては、以下の構造式で表されるものが好適に挙げられる。
【化6】
ただし、前記構造式中のq、q’、q’’、及びq’’’は、それぞれ前記R1及びR3の炭素数を満足する整数を表す。これらの中でも、−(CH2)q−が特に好ましい。
【0026】
前記一般式(1)及び(2)において、R2及びR4は、置換基により置換されていてもよい炭素数1〜24の脂肪族炭化水素基を表し、炭素数は8〜18が好ましい。
前記脂肪族炭化水素基は、直鎖でも分枝していてもよく、不飽和結合を有していてもよい。炭化水素基に結合している置換基としては、水酸基、ハロゲン原子、アルコキシ基等がある。なお、R1及びR2、R3及びR4の炭素の和が7以下では発色の安定性や消色性が低下するため、炭素数は8以上が好ましく、11以上がより好ましい。
前記R2及びR4としては、以下に示すものが好適に挙げられる。
【化7】
ただし、前記式中のq、q’、q’’、及びq’’’は、それぞれ前記R2及びR4の炭素数を満足する整数を表す。これらの中でも、−(CH2)q−CH3が特に好ましい。
【0027】
前記可逆性感熱記録層は、更に必要に応じて、塗布特性や発色消色特性を改善したり、制御したりするための添加剤を添加することができる。添加剤としては、界面活性剤、導電剤、充填剤、酸化防止剤、発色安定化剤、消色促進剤等が挙げられる。
前記可逆性感熱記録層は、ロイコ染料、顕色剤及び添加剤をバインダー樹脂と共に含有することが好ましい。前記バインダー樹脂としては、基材シート上に、これらの材料を結着できさえすれば特に限定されない。これらの中でも、繰り返し時の耐久性を向上させるため、熱、紫外線(UV)、電子線(EB)等を用いて硬化させた樹脂が好ましく、硬化剤を用いて熱硬化させた樹脂が特に好ましい。これにより、ゲル分率を向上させることができる。
前記熱硬化させることが可能な樹脂としては、特に制限はなく、目的に応じて適宜選択することができ、例えばアクリルポリオール樹脂、ポリエステルポリオール樹脂、ポリウレタンポリオール樹脂、ポリビニルブチラール樹脂、セルロースアセテートプロピオネート、セルロースアセテートブチレート、などが挙げられる。
【0028】
前記硬化剤としては、特に制限はなく、目的に応じて適宜選択することができるが、イソシアネートが好ましい。前記イソシアネートとしては、例えばヘキサメチレンジイソシアネート(HDI)、トリレンジイソシアネート(TDI)、キシリレンジイソシアネート(XDI)、イソホロンジイソシアネート(IPDI);これらのイソシアネートのトリメチロールプロパン等によるアダクトタイプ、ビュレットタイプ、イソシアヌレートタイプ、ブロック化イソシネート、などが挙げられる。これらの中でも、ヘキサメチレンジイソシアネート、そのアダクトタイプ、ビュレットタイプ、イソシアヌレートタイプが好ましい。ただし、硬化剤は、全量が硬化反応しなくてもよい。即ち、前記可逆性感熱記録層に未反応の硬化剤が存在していてもよい。このとき、硬化反応を促進させるために、硬化触媒を用いてもよい。
【0029】
前記可逆性感熱記録層は、ゲル分率が30%以上であることが好ましく、50%以上がより好ましく、70%以上が更に好ましい。前記ゲル分率が30%未満であると、繰り返し耐久性が低下することがある。
ここで、前記ゲル分率は、塗膜を溶解性の高い溶媒中に浸すことにより測定することができる。具体的には、基材シートから可逆性感熱記録層を剥離して、可逆性感熱記録層の初期質量を測定する。次に、可逆性感熱記録層を400メッシュの金網に挾んで、未硬化のバインダー樹脂が可溶な溶剤中に24時間浸した後、真空乾燥して、乾燥後の質量を測定する。これにより、ゲル分率は下記数式1から求めることができる。
【0030】
<数式1>
ゲル分率(%)=(乾燥後の質量)/(初期質量)×100
このとき、前記可逆性感熱記録層中の、バインダー樹脂以外の成分(有機低分子物質粒子等)の質量を除いて計算を行う。なお、予め有機低分子物質粒子の質量が分からないときは、透過型電子顕微鏡(TEM)、走査型電子顕微鏡(SEM)等の断面観察により、単位面積当たりに占める面積比と、バインダー樹脂と有機低分子物質粒子の比重から質量比を求めて、有機低分子物質粒子の質量を算出すればよい。
【0031】
前記可逆性感熱記録層は、発色成分に対するバインダー樹脂の質量比が0.1〜10であることが好ましい。前記質量比が、0.1より小さいと、前記可逆性感熱記録層の熱強度が不足することがあり、10より大きいと、発色濃度が低下することがある。
前記可逆性感熱記録層は、ロイコ染料、顕色剤、添加剤、バインダー樹脂、及び溶媒を均一に分散させた塗布液を塗布して形成することができる。
前記溶媒としては、例えばアルコール類、ケトン類、エーテル類、グリコールエーテル類、エステル類、芳香族炭化水素類、脂肪族炭化水素類、などが挙げられる。
塗布液は、例えばペイントシェーカー、ボールミル、アトライター、三本ロールミル、ケディーミル、サンドミル、ダイノミル、コロイドミル等の分散装置を用いて調製することができる。このとき、分散装置を用いて各材料を溶媒中に分散させてもよいし、各材料を分散させたものを混合してもよい。更に、各材料を加熱溶解させて急冷又は徐冷することによって析出させてもよい。
塗布方法としては、ブレード塗工法、ワイヤーバー塗工法、スプレー塗工法、エアナイフ塗工法、ビード塗工法、カーテン塗工法、グラビア塗工法、キス塗工法、リバースロール塗工法、ディップ塗工法、ダイ塗工法等が挙げられる。
【0032】
前記可逆性感熱記録層の厚みは、特に制限はなく、目的に応じて適宜選択することができ、1μm〜20μmが好ましく、3μm〜15μmがより好ましい。前記厚みが1μm未満であると、発色濃度が低下して画像のコントラストが低下することがあり、20μmを超えると、可逆性感熱記録層の熱分布が大きくなって、発色温度に達せず発色しない部分が発生し、目的とする発色濃度が得られなくなることがある。
【0033】
−基材シート−
前記基材シートは、前記可逆性感熱記録媒体に隣接して配され、前記可逆性感熱記録層が配される面と反対の面に凹部が形成される。該凹部は、前記電子情報記録部(インレット)上に配される凸状の電子情報記録部を挿入可能に形成される。
【0034】
前記基材シートとしては、形状、構造、大きさ等については、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記形状としては、膜状、シート状などが挙げられ、また、その平面形状としては、四角形、円形などが挙げられ、前記構造としては、単層構造、積層構造などが挙げられ、前記大きさとしては、用途等に応じて適宜選択することができる。
【0035】
前記基材シートとしては、例えば樹脂シート、ゴムシート、合成紙、金属シート、ガラスシート又はこれらの複合体を用いることができる。これらの中でも、樹脂シートが特に好ましい。
前記樹脂シートとしては、例えば、ポリエチレンテレフタレートシート、ポリカーボネートシート、ポリスチレンシート、ポリメチルメタクリレートシート、などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。これらの中でも、ポリエチレンテレフタレートシートが特に好ましい。
【0036】
前記基材シートは、適宜合成したものであってもよいし、市販品を使用してもよい。
前記基材シートの厚みとしては、凸状の電子情報記録部を挿入可能に形成される凹部が形成されるため、該凹部の深さを考慮して選択され、20μm〜300μmが好ましく、50μm〜188μmがより好ましい。
【0037】
−−凹部−−
前記凹部の形状としては、特に制限はなく、目的に応じて適宜選択することができるが、深さが20μm〜260μmが好ましい。
前記凹部がこのような形状を有すると、白抜けやカスレがなく、極めて優れた印字品質を得ることができる。
【0038】
また、前記凹部と前記電子情報記録素子との間の前記凹部の幅方向における間隔としては、特に制限はないが、凹部の深さが150μmのとき、前記凹部の側面と前記電子情報記録素子の側面との間隔は、0mm〜1.5mmが好ましく、0mm〜1.0mmがより好ましく、0mm〜0.5mmが特に好ましい。
1.5mmを超えると、徐々に白抜け、カスレが発生する確率が増えてくる。
また、他の好ましい態様として、凹部の深さが110μmのとき、前記凹部の側面と前記電子情報記録素子の側面との間隔は、0mm〜6.0mmが好ましく、0mm〜4.0mmがより好ましく、0mm〜2.0mmが特に好ましい。
6mmを超えると、徐々に白抜け、カスレが発生する確率が増えてくる。
なお、前記凹部と前記電子情報記録素子との間の前記凹部の幅方向における間隔は、該凹部に前記電子情報記録素子を挿入した状態で空隙となる部分の幅寸法を意味する。
【0039】
前記凹部と前記電子情報記録素子との間の前記凹部の深さ方向における間隔としては、特に制限はないが、前記凹部の底面と前記電子情報記録素子の頂部との間隔が、0μm〜50μmが好ましく、0μm〜20μmがより好ましい。この範囲において、画像抜けを改善することができる。
前記間隔が0μm未満であると、電子情報記録素子が基材シート側に突出して、記録時に電子情報記録素子の周囲領域が発色不良となることがある。50μmを超えると、電子情報記録素子が裏面側に凹となり、記録時に電子情報記録素子領域が発色不良となることがある。
【0040】
前記凹部と電子情報記録素子との間に空隙が存在する場合、該空隙は、接着剤層で満たされることが好ましい。
このような構成であると、空隙、即ち、メディア内に内在する凹凸を完全に埋めメディア表面のサーマルヘッドへの均一な密着を確保することができるため、接着剤で満たす充填を行なえば前記凹部の形状が、深さ260μm、幅が6mmの形状であっても同じく白抜けやカスレがなく、優れた印字品質を得ることが可能である。
但し、加熱後に急冷される箇所では黒発色が濃く出るという可逆性感熱記録層の発色原理により、成分内に二酸化チタンを含むPET基材層に比較して、金属物の含まれない、即ち、熱伝導の鈍い成分である接着剤部を可逆性感熱記録層直下に広く面積を取らない構成、ザグリの面積がIC部に対し狭く取られている構成の方がより根本的に印字品質劣化要因が少なく印字品質の良い構成である。
【0041】
前記凹部の形成方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、レーザー加工等が挙げられる。
【0042】
−電子情報記録部−
前記電子情報記録部(「インレット」と称することもある)は、回路基板上に凸状の電子情報記録素子(ICチップ)と、アンテナ回路を有し、カシメ部、更に必要に応じて、その他の部材を有してなる。
【0043】
ここで、図1A及び図1Bは、本発明で用いられる電子情報記録部の一例を示し、図1Aは平面図、図1Bは側面図である。
この電子情報記録部(インレット)10は、プラスチックフィルム等の回路基板10a上に、コイル状のアンテナ回路10cを形成し、該コイルと容量素子とによりLC共振回路を形成して一定周波数の電波を受信すると共に、電子情報記録素子10bの情報を発信源に送信して返すことができる。交信周波数としては、一般的には125kHz、13.56MHz、2.45GHz、5.8GHz(マイクロ波)及びUHF帯などの周波数帯から適宜選択して使用される。10dはカシメ部である。
【0044】
アンテナ回路10cは、回路基板10a上に積層された金属膜をエッチングすることにより形成可能であるが、これに限られるものではなく、例えば、被覆された電線(エナメル線など)を同一面上に巻きなおしてもよく、回路基板10a上にいわゆる導電性ペーストを印刷したり、アンテナ回路基板に埋め込んだり等することで、アンテナ回路10cを形成してもよい。
前記回路基板10aに使用する基材としては、特に制限はなく、目的に応じて適宜選択することができ、例えば紙フェノール、ガラスエポキシ、コンポジット等のリジッドタイプ、ポリイミド、ポリエステル、ポリプロピレン、ポリエチレン、ポリスチレン、ナイロン、PET(ポリエチレンテレフタレート)、紙、合成紙等のフレキシブルタイプ及び両者の複合タイプを用いることができる。
前記回路基板の厚みとしては、特に制限はないが、15μm〜360μmが好ましく、前記可逆性感熱記録媒体を薄くして柔軟性を向上させる目的で、電子情報記録素子10bの高さが低いものの方が可逆性感熱記録媒体を薄くでき、インレット基材部、アンテナ部が薄いものの方が覆ってコーティングする接着剤層を薄くできるため、また、その他、加工作業性、コスト等の点から15μm〜100μmがより好ましい。
【0045】
電子情報記録部の基材にアンテナ回路としての金属箔をラミネートするが、その金属箔としては、銅箔、アルミニウム箔、鉄箔などを使用できるが、コスト、加工性からアルミニウム箔が好ましく、その厚みは6μm〜50μmが好ましい。形状は、特に制限はなく、正方形、長方形、円形、楕円形の何れでもよい。
前記電子情報記録素子10bの厚み(高さ)は、特に制限はないが、200μm以下が好ましく、25μm〜140μmがより好ましい。また、電子情報記録素子10bを保護するために、ポリイミドフィルム、ポリエステルフィルム、紙等の保護膜を接着させることもできる。前記保護膜の厚みは、特に制限はないが、10μm〜60μmが好ましい。
【0046】
このような電子情報記録部10としては、特に制限はなく、目的に応じて適宜選択することができ、例えばUPM社製、オムロン社製、エイリアンテクノロジー社製、ソニー株式会社製、富士通株式会社製、日立製作所製、テキサス・インスツルメンツ社製、藤井社製、DNP製、凸版社製等のインレットを用いることができる。
【0047】
−接着剤層−
前記接着剤層は、前記基材シートと前記電子情報記録部(インレット)とを接着する層としてなる。
前記接着剤層に用いられる接着剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ユリア樹脂、メラミン樹脂、フェノール樹脂、エポキシ樹脂、酢酸ビニル系樹脂、酢酸ビニル−アクリル系共重合体、エチレン−酢酸ビニル共重合体、アクリル系樹脂、ポリビニルエーテル系樹脂、塩化ビニル−酢酸ビニル系共重合体、ポリスチレン系樹脂、ポリエステル系樹脂、ポリウレタン系樹脂、ポリアミド系樹脂、塩素化ポリオレフィン系樹脂、ポリビニルブチラール系樹脂、アクリル酸エステル系共重合体、メタクリル酸エステル系共重合体、天然ゴム、合成ゴム、シアノアクリレート系樹脂、シリコーン系樹脂、スチレン−イソプレン−スチレンブロック共重合体、EVA系樹脂、などが挙げられる。
これらの中でも、天然ゴム、合成ゴム、アクリル系樹脂、シリコーン系樹脂、ポリウレタン系樹脂、スチレン−イソプレン−スチレンブロック共重合体、EVA系樹脂が好ましく、アクリル系樹脂が特に好ましい。
【0048】
前記接着剤層の厚みとしては、特に制限はないが、電子情報記録部の基材底面からアンテナ回路の平面に至る厚み(アンテナ部の厚み)と同等の厚みを+0μmとして、+0μm〜+150μmが好ましく、+0μm〜+100μmがより好ましく、+0μm〜60μmが特に好ましい。
前記厚みが、アンテナ部の厚み未満であると、可逆性感熱記録媒体の厚みの均一性が十分でなく、印字品質が低下する。
また、前記厚みの上限に関し、一例として、アンテナ部の厚み100μmに対し、+150μmを超える厚みを取り、総厚250μmを超える様に接着剤層に厚みを持たせると、加熱装置を用いて可逆性感熱記録媒体を印字や消去する際に、サーマルヘッドからの熱圧力により接着剤層が溶けて、はみ出しが発生することがある。
【0049】
前記接着剤層の加工方法としては、特に制限はないが、前記接着剤を含む組成物溶液を塗布した後、加熱して接着させる加工方法が挙げられる。
前記加工方法にて加工を行う場合、前記接着剤層としては、塗布、接着時の加工温度が60℃〜90℃であり、粘度が1×105CPS以下であることが好ましい。
即ち、接着剤層の塗工温度と粘度とを低くすることで、得られる可逆性感熱記録媒体におけるカール量を低く抑えることができ、また、次工程の可逆性感熱記録媒体を所望の大きさに裁断する工程における裁断可能な温度(60℃程度)にまで、逸早く接着剤層の温度を下げることができ、生産効率を大幅に向上させることができる。
このような接着剤層を形成する接着剤としては、例えば、ヘンケルテクノロジーズジャパン(株)製 PUR HM接着剤 パーフェクトロック MR900RI(以下、単にPURと称することがある)が挙げられる。
なお、前記加工温度の下限値としては、65℃程度であり、また、前記粘度の下限値としては、1×105CPS程度であり、これらの値よりも高い値であると、十分な加工ができないことがある。
【0050】
前記接着剤層としては、前記基材シートと前記電子情報記録部とを接着し、更に、前記電子情報記録部の電子情報記録素子が配された面と反対の面側の全体を覆うように配されることが好ましい。また、この場合、電子情報記録部の形状が表れないように均一な層として形成し、可逆性感熱記録媒体の厚みが均一に保たれることが好ましい。
前記接着剤層が前記電子情報記録部の電子情報記録素子が配された面と反対の面側の全体を覆うように配されると、基材を片側にすることで柔軟性を出した構成に対して、更に、流動性の高い接着剤で電子情報記録部を覆うことで印字品質の良好な泡なく均一な層であって、電子情報記録部の保護を兼ね備えた層であるメディア構成とすることができる。
【0051】
前記接着剤層が、露出層とされる場合、前記接着剤層中には、帯電防止用導電性フィラーを含むことが好ましい。
帯電防止用導電性フィラーを含むと、張り付きによるプリンタ内での重送防止、重ねたタグのさばき性の向上につながる。
前記帯電防止用導電性フィラーとしては、特に制限はなく、無機フィラー、有機フィラーを挙げられる。
前記無機フィラーとしては、例えば、炭酸塩、ケイ酸塩、金属酸化物、硫酸化合物等が挙げられる。
前記有機フィラーとしては、例えば、シリコーン樹脂、セルロース樹脂、エポキシ樹脂、ナイロン樹脂、フェノール樹脂、ポリウレタン樹脂、ユリア樹脂、メラミン樹脂、ポリエステル、ポリカーボネート、スチレン系樹脂、アクリル系樹脂、ポリエチレン、ホルムアルデヒド系樹脂、ポリメタクリル酸メチル等が挙げられる。
【0052】
−機能層−
前記機能層は、必要に応じて、前記基材シート及び前記接着剤層を介して可逆性感熱記録層の反対側に一層以上配される。
前記機能層としては、特に制限はなく、カールバランスの維持、装飾、電子情報記録部(IC部)へのいたずら防止、電子情報記録部領域の強度向上等、任意の目的に応じて、必要に応じた機能を奏する層を適宜選択することができる。
また、前記機能層としては、バック層が挙げられる。
【0053】
−−バック層−−
前記バック層としては、カールを防止する目的で配される。
前記バック層の構成材料としては、熱、紫外線、電子線等、好ましくは、紫外線を用いて硬化させた樹脂が挙げられる。また、熱、紫外線、電子線等を用いて硬化させることが可能なものとしては、前記可逆性感熱記録層と同様のものを用いることができ、同様に硬化させることができる。
前記バック層の形成方法としては、前記可逆性感熱記録層と同様であるが、このとき、前記可逆性感熱記録層が設けられている側と、前記バック層が設けられている側の収縮のバランスが取れるように塗布することが好ましい。これにより、全ての層が塗布された後に、前記可逆性感熱記録媒体を平坦にすることができる。
【0054】
また、前記バック層には、前記樹脂の他に、有機フィラー、無機フィラー、滑剤、着色顔料、帯電防止剤、紫外線吸収剤等を含有させることもできる。
前記無機フィラーとしては、例えば炭酸塩、ケイ酸塩、金属酸化物、硫酸化合物等が挙げられる。
前記有機フィラーとしては、例えばシリコーン樹脂、セルロース樹脂、エポキシ樹脂、ナイロン樹脂、フェノール樹脂、ポリウレタン樹脂、ユリア樹脂、メラミン樹脂、ポリエステル、ポリカーボネート、スチレン系樹脂、アクリル系樹脂、ポリエチレン、ホルムアルデヒド系樹脂、ポリメタクリル酸メチル等が挙げられる。
前記紫外線吸収剤としては、例えば、サリシレート構造、シアノアクリレート構造、ベンゾトリアゾール構造、ベンゾフェノン構造等を有する化合物が挙げられる。
前記滑剤としては、例えば合成ワックス類、植物性ワックス類、動物性ワックス類、高級アルコール類、高級脂肪酸類、高級脂肪酸エステル類、アミド類等が挙げられる。
前記バック層の厚みとしては、0.1μm〜10μmであることが好ましい。
【0055】
このように構成される前記可逆性感熱記録媒体においては、前記基材シートを介して可逆性感熱記録層と反対側に配される露出層を、接着剤層、バック層等とすることができる。
前記露出層の露出面における、面内における最大高さをRmaxを面粗さとしたとき、前記面粗さとしては、特に制限はないが、7μm〜70μmが好ましい。
このような面粗さであると、使用環境により、前記露出面に水分が付着しても、水貼り付きによる二重送りを防止することができる。
即ち、前記可逆性感熱記録媒体を重ねて一挙的にプリントする際、できるだけ積載枚数を多くすることで、プリンタへのアクセス回数の低下、及びアクセス時間の短縮、作業工数を低減することが求められ、この際、前記面粗さとすることで、前記露出面に水分が付着しても、水貼り付きによる二重送りを防止して、プリンタへのアクセス回数の低下、及びアクセス時間の短縮、作業工数をプリンタへのアクセス回数の低下、及びアクセス時間の短縮、作業工数の低減可能とされる。
【0056】
前記可逆性感熱記録媒体間の張り付き力は、以下のように測定することができる。
即ち、2枚の前記可逆性感熱記録媒体を水で濡らした後、ロールに通し、密着させる。前記2枚の可逆性感熱記録媒体のそれぞれを引っ張り試験機(株式会社イマダ社製、デジタルフォースゲージ MAX 5Kgf)のクランプに保持させた状態で、300mm/minの引き抜き速度で引き抜いたときの最大荷重として測定することができる。
このときの前記可逆性感熱記録媒体間の張り付き力としては、5N以下が好ましい。
5Nを超えると、水貼り付きによる二重送りが生じるおそれがある。
【0057】
−その他の層−
前記その他の層としては、特に制限はないが、前記可逆性感熱記録層の前記基材シートが配される面と反対の面に設けてもよい保護層が挙げられる。該保護層と可逆性感熱記録層との間には、中間層が配されていてもよい。
【0058】
−−保護層−−
前記保護層の構成材料としては、特に制限はなく、熱、紫外線、電子線、などを用いて硬化させた樹脂が挙げられるが、中でも、紫外線又は電子線を用いて硬化させた樹脂が特に好ましい。
前記紫外線(電子線)を用いて硬化させることが可能な樹脂としては、例えばウレタンアクリレート系、エポキシアクリレート系、ポリエステルアクリレート系、ポリエーテルアクリレート系、ビニル系、不飽和ポリエステル系等のオリゴマー;各種単官能、多官能のアクリレート、メタクリレート、ビニルエステル、エチレン誘導体、アリル化合物等のモノマーが挙げられる。
なお、紫外線を用いて架橋させる際には、光重合開始剤、光重合促進剤を用いることが好ましい。また、熱硬化させることが可能な樹脂としては、前記可逆性感熱記録層と同様の樹脂を用いることができ、同様に硬化させることができる。
前記保護層の厚みとしては、0.1μm〜10μmであることが好ましい。
【0059】
−−中間層−−
前記中間層は、前記可逆性感熱記録層に対する保護層の接着性向上、保護層の塗布液の塗布による可逆性感熱記録層の変質防止、保護層中の添加剤の可逆性感熱記録層への移行防止のために設ける。これにより、画像の保存性を改善することができる。
前記中間層の構成材料としては、特に制限はなく、熱、紫外線、電子線等を用いて硬化させた樹脂、熱可塑性樹脂が挙げられる。
前記熱硬化性樹脂、又は熱可塑性樹脂としては、特に制限はなく、例えば、ポリエチレン、ポリプロピレン、ポリスチレン、ポリビニルアルコール、ポリビニルブチラール、ポリウレタン、飽和ポリエステル、不飽和ポリエステル、エポキシ樹脂、フェノール樹脂、ポリカーボネート、ポリアミド等が挙げられる。
また、前記熱、紫外線、電子線等を用いて硬化させた樹脂としては、特に制限はなく、前記可逆性感熱記録層と同様のものを用いることができ、同様に硬化させることができる。
なお、前記中間層の形成方法としては、前記可逆性感熱記録層と同様の形成方法を挙げることができる。
【0060】
更に、前記中間層としては、必要に応じて、フィラー、紫外線吸収剤等を含有してもよい。
前記中間層中のフィラーの含有量としては、1体積%〜95体積%が好ましく、5体積%〜75体積%がより好ましい。
また、前記中間層中の紫外線吸収剤の含有量としては、前記樹脂に対して、0.5質量%〜10質量%であることが好ましい。
また、前記中間層の厚みとしては、0.1μm〜20μmが好ましく、0.3μm〜3μmがより好ましい。
【0061】
前記可逆性感熱記録層上に積層される前記中間層と保護層の各層においては、酸素透過性の低い樹脂を含有することが好ましい。これにより、前記可逆性感熱記録層中のロイコ染料及び顕色剤の酸化を抑制することが可能になる。
なお、前記可逆性感熱記録層と基材シートの間にアンダー層を設けてもよい。これにより、前記可逆性感熱記録層の発色感度及び前記可逆性感熱記録層と前記基材シートの接着性を向上させることができる。
また、レーザー光を用いて、前記可逆性感熱記録層を発色させるためのレーザー光を吸収して光を熱に変換する光熱変換層を設けてもよい。
更に、放熱を防止するために、空気層等の断熱層を設けてもよい。
【0062】
こうして形成される本発明の前記可逆性感熱記録媒体の総厚みとしては、150μm〜500μmが好ましく、250μm〜400μmがより好ましく、270μm〜300μmが特に好ましい。
前記総厚みが、500μmを超えると、柔軟性が損なわれヘッド密着性向上効果が発揮出来ない。さらに、580μm以上となると、プリンターの搬送系で詰まりが発生する。
前記総厚みが、150μm未満であると、薄くなりすぎることでサーマルヘッドへの押し付けが足りず、印字不良が発生する。
【0063】
前記可逆性感熱記録媒体の柔軟性を表す曲げ変形荷重としては、特に制限はなく、目的に応じて適宜選択することができるが、45gf未満が好ましく、28gf以下がより好ましい。
前記柔軟性を表す曲げ変形荷重は、以下のようにして測定することができる。
長さ200mm×巾85mmのサイズのタグサンプルを、まず長方形台座間を平行に100mmスパンで開けた所に無加重で平らに橋掛けして置く。一般的なばね秤(Max 500gf、押しプローブ直径Φ3mm棒)にて、平らに橋掛けしたタグ中央(スパン100mm間の50mm位置、巾85mmの中央端から42.5mm位置)を上方から下方へ押圧し、高さ方向で10mm下方へ変形時の荷重を測定する(図21参照)。
【0064】
−第1の実施形態−
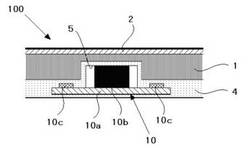
第1の実施形態に係る可逆性感熱記録媒体100は、図2に示すように、可逆性感熱記録層2と、可逆性感熱記録層2に隣接して配される基材シート1と、回路基板10a上に凸状の電子情報記録素子10bとアンテナ回路10cとを有する電子情報記録部10と、基材シート1と前記電子情報記録部10とを接着する接着剤層4と、により構成される。
ここで、基材シート1は、可逆性感熱記録層2が配される面と反対の面に凹部5が形成されている。また、電子情報記録部10は、基材シート1の凹部5に対し電子情報記録素子10bが挿入されるように配されている。また、接着剤層4は、電子情報記録部10の電子情報記録素子10bが配された面と反対の面側の全体を覆うように配され、露出面が均一な層となるように形成されている。
このような可逆性感熱記録媒体100によれば、可逆性感熱記録媒体100が薄膜化され、可逆性感熱記録媒体100が柔軟化されることにより、印字消去を行なう際のサーマルヘッドや消去バー、消去ローラー、消去板への押し当て時の密着接地が容易となる。この結果、サーマルヘッド又はイレーズバーによる上面からの接触ムラ、及びプラテンローラによる下面からの接触ムラをなくすことができ、接触不良による発色、消去ムラを発生させずヘッドの面精度も許容して印字品質が安定化される。
したがって、3IPS以上の高速で画像消去及び記録を行っても、電子情報記録部10の周囲領域、電子情報記録素子10bの周囲領域、アンテナ回路10cの周囲領域、及び導通部材領域といった各凹凸領域における白抜け及びカスレの生じない記録、並びに消し残りのない消去が可能となり、優れた印字品質が得られることとなる。
更に、柔軟化により、屈曲に対してもICカシメ部分の集中的屈曲負荷が抑えられ、また、局部的屈曲が抑えられ、その結果、ICカシメ部において断線不良の少ないフレキシブルな形状復元性が得られる。また、作業等における把持の際に、手になじみやすく、ハンドリング性が向上される。
加えて、電子情報記録素子10bが基材シート1の凹部5に挿入されており、電子情報記録部10bによる段差及び凹凸をなくすことができ、可逆性感熱記録媒体全体が平坦化される。これによっても、3IPS以上の高速で画像消去及び記録品質を高めることが可能である。
【0065】
この第1の実施形態に係る可逆性感熱記録媒体100の製造方法は、以下の通りである。
まず、可逆性感熱記録層2を一面側に設けた基材シート1の他面側に対して、後に挿入する電子情報記録部10上の電子情報記録素子10bが納まる大きさでレーザーにより凹部5を形成する。
凹部5は、電子情報記録素子10bの縦横寸法、高さに応じて、電子情報記録素子10bの大きさよりも、縦横寸法が各々1.5mm以下で大きく、より好ましくは1.0mm以下で大きく、凹部10bの深さは、電子情報記録素子の高さよりも50μm以下で深く、より好ましくは20μm以下深く形成する。
次に、基材シート1の他面側の電子情報記録部10が装着される位置全体に接着剤層4を予め塗布しておき、凹部5に電子情報記録素子10bを挿入し、接着剤層4を介して、電子情報記録部10を装着する。
一方、紙厚の均一な剥離紙の上に接着剤層4を塗工し、基材シート1の電子情報記録部10を装着した面側に接着剤層4の面側を向けて重ねるようにして、ローラーに挿入して、ローラー間ギャップの精度と表面性により接着剤を流動させて接着を行なう。図4がローラーに通し、総厚均一化した後の構成を示している。
このとき、ローラにより、電子情報記録部10を破損しない程度に加圧する。これにより流動化され、電子情報記録部10を覆うように充填された接着剤層4により電子情報記録部10の厚みを吸収し、且つ電子情報記録部10周囲の空隙部位をなくすことができる。次に、剥離紙30を取り去り、最適なサイズに切断することにより、表面凹凸のない総厚が均一な可逆的感熱記録媒体100が製造される。
【0066】
−第2の実施形態−
第2の実施形態における可逆性感熱記録媒体200においては、接着剤層4により、電子情報記録部10の全体を覆わず、電子情報記録部10と接着剤層4とで、可逆性感熱記録媒体200の面を構成するように形成されている。
このような第2の実施形態における可逆性感熱記録媒体200においては、電子情報記録部10と接着剤層4とで構成される面に、任意の機能層を配することが可能とされる。
【0067】
この第2の実施形態に係る可逆性感熱記録媒体200の製造方法は、以下の通りである。
まず、可逆性感熱記録層2を一面側に設けた基材シート1の他面側に対して、後に挿入する電子情報記録部10上の電子記録素子10bが納まる大きさでレーザーにより凹部5を形成する。
次に、基材シート1の他面側の電子情報記録部10が装着される位置全体に接着剤層4を予め厚めに塗布しておき、凹部5に電子情報記録素子10bを挿入して接着剤層4を介し電子情報記録部10を装着する。
一方、基材シート1の電子情報記録部10を装着した面側に、紙厚の均一な剥離紙を重ねるようにしてローラーに挿入して、ローラー間により可逆性感熱記録媒体200を押し付け、厚めに塗布した電子情報記録部10底部の接着剤層4の面レベルが電子情報記録部10の面と同じレベルとなるまで接着剤層4を押し広げて接着を行なう。このとき、ローラにより、電子情報記録素子10bを破損しない程度に加圧する。
これにより流動化され電子情報記録部10の厚さと同レベルで周囲に充填された接着剤層4により、電子情報記録部10の厚みを吸収し、かつ電子情報記録シート周囲の空隙部位をなくすことができる。
次に、剥離紙30を取り去り、電子情報記録部10の表面を接着剤層4で覆わず、最適なサイズに切断することにより、表面凹凸のない総厚が均一な可逆的感熱記録媒体200が製造される。
【0068】
−連続稼動による製造方法−
更に、図5を参照しつつ、電子情報記録部(インレット)10上の電子情報記録素子10b(IC部)を高精度に位置決めを行い、基材シート1裏面の凹部5への挿入を間欠動作での位置決めではなく、連続稼動にて行なう製造方法について説明する。
連続したインレットシート160を円筒状で回転する真空ドラム150面上に直進させて移載する。ここで真空ドラム150は常時吸着をONにしており、インレットシート160を前進進入させた瞬間吸着が始まる。
吸着の直前にインレット上の合いマーク156(又はIC部)をインレット合いマークの位置検出センサ151aで位置検出した後、検出結果に基づき一定の距離だけ進入させて真空ドラム150の定角度位置に配置させ、真空ドラム150の回転でインレット位置が進行するに従い、真空ドラム150と同速度で、ニップロール157でのシート送りを行ない、インレットへのインフィード側(ニップロール157側)からの引っ張りをなくし、こうしてインレット位置のズレが防止される。
【0069】
次に、回転進行中のインレットシート160を枚葉に切り分けるため、CO2レーザーマーカ152を使用して高速で一直線に走査して短冊形状に切断する。真空ドラム150の曲面上のインレットシート160は、こうして真空ドラム150上で切断され、インレット10が形成される。前記シート送りの機構により、カット時間中に発生する切断残りが発生している状態においてもインレットのズレを発生させない。
インレットシートを0.2sで横断してカットすると仮定した場合、切り始めて0.1s後の瞬間は、半分切れた部分はフリーになっているが、残った半分は切れておらず、元シートと一体であるので元シート側の搬送送り速度がドラムの回転速度と同一でない場合、例えば、送りが遅い場合、切断残部に元シート側方向へ引張りの力が働いて真空ドラム上で位置だししておいたインレットが回転して位置ズレしてしまう。ここでは、このような状態を切断残りと称している。
また、製品上、切断面が直線(真空ドラム150の軸方向)になるように、回転中での切断を行なうため、真空ドラム150の回転速度をエンコーダで入力してレーザーマーカ152を自動速度追従させ、斜め移動させる。
また、真空ドラム150上に配される、インレットは曲面を形成しているため、Z軸方向にもレーザー内のガルバノレンズ機構にて自動速度追従させるか、あるいは、曲率の大きい真空ドラム150上にてZ軸の位置差、つまり、焦点高低差を10mm以下、好ましくは5mm以下に低減し、Z軸追従無しとして、平均Z軸位置でのカットを行なう。
【0070】
位置ズレなくカットした後のインレット10の位置を、インレットの位置検出センサ151bで確認すると同時に、真空ドラム150の下で流動しているベース基材153に対して凹部5を設け、真空ドラム150下直前で凹部5又は凹部5に対応したベース基材153上の合いマーク155を合いマークの位置検出センサ151cで確認することで、IC部10bと凹部5の両方の位置差を貼り合せ直前に確認することが可能となる。
その位置差分を真空ドラム150上で補正回転させる。この際、IC部10bの位置の補正回転中に真空ドラムに入ってくる新たなインレットに対しては、この補正分パルスを±調整して移載し定角度位置に載せる条件が崩れないようにする。
位置補正されたインレット10に対し、ベース基材153をゴム製のプレスローラで真空ドラム150側に押し付け、ドラム−ロール間プレスでR面上インレイ端部から徐々に押し付け気泡を追い出しながら高精度にIC部10bを凹部5に挿入し、インレット貼合せを行なう。
【0071】
位置ズレとしては、ベース基材153側とインレット10b側との巾方向のズレを抑えておく必要があるが、まずベース基材153側に関して説明する。
1.基本的搬送精度だし:ロール平行度出し/Sラップ通し及びロール面粗し巾ズレ防止グリップ
これにより、ロールからの基材シート巻き出しの直進性を出して蛇行を防止する。Sラップとは、2本のローラーへSの字にシート経路を通す(同じ高さの2本のローラーが有るとすると、1本目を上から2本目を下から巻いて通すこと)ことによってシートにテンションが与えられた際、ローラーに対しグリップ力を発生させる。また、ロール面を単純に粗らすことでも同様にクリップ力を発生させることができ、それらにより横ズレ、蛇行の防止となる。
2.高速追従:テンションピック制御によるテンション変動起因のたるみ、蛇行の防止
テンションを緩ませるということは、基材をフリーにしてしまうため、容易に横ズレの原因となる。そのため、基材の挙動に対して機微な反応をするテンションピック制御により、安定した巾方向位置と基材との直進性を保つこととする。
3.レーザーザグリ工程〜アタッチ工程間を1m以内と最短設計して根本的にズレ発生量低減
4.レーザーザグリ工程〜アタッチ工程をガイドレール又は、ロール上巾位置決めリングにて端部位置決め
これらガイドレール、ロール上のリングガイドは、基材の端部を規定して横ズレを防止する機能を有する。
5.IC挿入用のため、例えば188μm〜250μm厚等の基材剛性のある厚基材を常にベース基材として使用することでガイドレールに対する位置決め効果を向上させる。
図5中の貼付けピッチは、製品となる可逆性感熱記録媒体の長さと、可逆性感熱記録媒体間に必要な耳部分(打ち抜き代部分)の長さによって任意に可変設計可能である。
【0072】
次に、インレット10b側についての説明を行う。
1.基本的搬送精度だし:ロール平行度出し/Sラップ通し及びロール面粗し巾ズレ防止グリップ
前記ベース基材153側と同様に、これにより、ロールからの基材シート巻き出しの直進性を出して蛇行を防止する。Sラップとは、2本のローラーへSの字にシート経路を通す(同じ高さの2本のローラーが有るとすると、1本目を上から2本目を下から巻いて通すこと)ことによってシートにテンションが与えられた際、ローラーに対しグリップ力を発生させる。また、ロール面を単純に粗らすことでも同様にクリップ力を発生させることができ、それらにより横ズレ、蛇行の防止となる。
2.高速追従:テンションピック制御によるテンション変動起因のたるみ、蛇行の防止
前記ベース基材153側と同様に、テンションを緩ませるということは、基材をフリーにしてしまうため、容易に横ズレの原因となる。そのため、基材の挙動に対して機微な反応をするテンションピック制御により、安定した巾方向位置と基材との直進性を保つこととする。
3.レーザーザグリ工程〜アタッチ工程をガイドレール又は、ロール上巾位置決めリングにて端部位置決め
4.アンワインダー巻き出し巾位置設定・微調整治具による品種、LOT間でのインレイ幅差への随時センターリング対応を行なう。
インレット材料毎のスリットバラツキによりインレット基材端部から、ICチップ位置が異なる場合があり、アンワインダーへインレット材料を取り付ける前にインレット基材端部−ICチップ位置の寸法を確認して、それを反映微調整して寸法設定した治具をアンワインダー上巾位置出しに使用する。
【0073】
これらを行なっての凹部〜IC部10b間での進行方向位置ズレ、巾方向ズレは、貼り合せ後の位置に設置したCCDカメラを利用してXYズレ量を確認検出する。このXYズレ修正は、CO2レーザーマーカー152のレーザーマーク位置プログラムに基づくXYズレ量自動フィ−ドバック転送を基に、微調することにて容易に対応することが可能である。
このような高精度位置出しにより、挿入するIC部(電子情報記録素子)10bと凹部5との間の凹部5の幅方向における間隔、例えば、縦横寸法に対し、縦、横それぞれ1.0mm〜1.5mm以下ずつ大きいという、小さな凹部寸法であっても問題なく位置出し挿入が可能となる。
また、レーザー加工、マイクロミル加工を使用した貫通穴でない凹部5の形成によって、凹部の深さを任意に設定条件調整のみで可能とする。これにより、凹部5に挿入するIC部(電子情報記録素子)10bの挿入高さと、凹部5の深さの差(凹部5と電子情報記録素子10bとの間の前記凹部5の深さ方向における間隔)が0μm〜50μm、好ましくは0μm〜20μmの差であることに対応可能となる。
【0074】
本発明の可逆性感熱記録媒体を用いて画像を形成するには、一旦発色温度以上に加熱した後、急冷すればよい。
具体的には、サーマルヘッドやレーザー光で短時間加熱すると、可逆性感熱記録層が局部的に昇温するため、直ちに熱が拡散し、急激な冷却が起こり発色状態となる。
一方、画像を消去するためには、熱源を用いて長時間加熱して冷却するか、発色温度よりやや低い温度に一時的に加熱すればよい。長時間加熱すると、可逆性感熱記録層の広い範囲で昇温するため、その後の冷却が遅くなり、消色状態となる。
この場合、熱源としては、熱ローラ、熱スタンプ、熱風等を用いてもよい。また、サーマルヘッドへの印加電圧やパルス幅を調節することによって、印加エネルギーを画像形成時よりやや低下させてもよい。この方法を用いれば、サーマルヘッドだけで画像の形成及び消去ができ、いわゆるオーバーライトが可能になる。
【0075】
図6に、本発明の可逆性感熱記録媒体に画像の形成及び消去を行うプリンターの一例を示す。
このプリンターでは、可逆性感熱記録媒体50が矢印の向きに搬送され、セラミックバー51、搬送ローラ52、サーマルヘッド53、及びプラテンロール54を通って系外に排出される。この場合、セラミックバー51により画像の消去が行われ、サーマルヘッド53とプラテンロール54により画像の形成が行われる。
また、図7に、本発明の可逆性感熱記録媒体に画像の形成及び消去を行うプリンターの他の一例を示す。このプリンターでは、可逆性感熱記録媒体60が矢印の向きに搬送され、熱ロール61、サーマルヘッド62、プラテンロール63、及び搬送ローラ64を通って系外に排出される。この場合、熱ロール61により画像の消去が行われ、サーマルヘッド62とプラテンロール63により画像の形成が行われる。
【0076】
可逆性感熱記録媒体50の搬送速度は、特に制限はなく、目的に応じて適宜選択することができるが、本発明においては、3IPS以上の高速で画像消去及び記録を行っても、電子情報記録シート周囲領域、電子情報記録素子領域、アンテナ回路領域、及び導通部材領域における白抜け及びカスレの生じない記録、並びに消し残りのない消去が可能である。
また、加熱処理により画像の形成及び消去が正確に行われるように、可逆性感熱記録媒体及びプリンターが構成されている。また、プリンターが小型である場合には、画像の形成及び消去が連続して行われるため、加熱処理時の加熱エネルギーを調整することにより、画像の形成及び消去が正確に行われるように構成されている。
【0077】
本発明の前記可逆性感熱記録媒体は、可逆性感熱記録層と電子情報記録素子(ICチップ)の両方を有するため、ICチップに書き込まれた情報を可逆性感熱記録層に表示することにより情報を容易に確認することができ、利便性が向上する。本発明の前記可逆性感熱記録媒体は、入出チケット、冷凍食品用容器、工業製品、各種薬品容器等のステッカー、物流管理用途、製造工程管理、文書管理用途等の一般文書サイズに加工されたシートとして広く用いることができる。
【実施例】
【0078】
以下、本発明の実施例を説明するが、本発明は、これらの実施例に何ら限定されるものではない。
【0079】
(可逆性感熱記録部1)
可逆性感熱記録層を一面側に設けた基材シート(可逆性感熱記録シートA:株式会社リコー製(CRフィルム630BD)、厚み188μm)において、可逆性感熱記録層(厚み30μm)の他面側に対して、後に挿入する電子情報記録部上の凸状電子情報記録素子が納まる大きさでレーザーにより凹部を形成した(凹部の縦横□mm寸法;1.0mm、凹部の深さ;110μm)。
柔軟性のあるタグと剛性のあるタグの印字性の比較という目的のため、また、数mm以上の空隙部があると印字不良が発生するという印字良品条件を把握するため、前記凹部に対して、電子情報記録部を装着せず、且つ、接着剤の充填も行なっていない。
一方、紙厚の均一な剥離紙の上に厚み80μm〜85μmの接着剤を塗工し、基材シートの凹部を形成した側に対して、前記剥離紙の接着剤面側を向け、前記剥離紙を重ねるようにしてローラに挿入して、ローラ間ギャップの精度と表面性により接着剤を流動させて接着を行なった。なお、図4の構成から、電子情報記録部と凹部内の接着剤を省いた形態のものをローラに通し、総厚均一化して作製した。ローラーでの潰し代はなく、凹部への接着剤流入がない条件で貼り合せを行なった。
次に、剥離紙を取り去った後、最適なサイズに切断して、総厚が300μmで均一である可逆的感熱記録部1を製造した。
【0080】
なお、可逆性感熱記録部1の製造に用いた可逆性感熱記録シートA(可逆性感熱記録層付き基材シート):株式会社リコー製(CRフィルム630BD)の詳細については以下の通りである。
【0081】
−可逆性感熱記録層の作製−
下記組成を、ボールミルを用いて平均粒径が0.1μm〜1.0μmになるように粉砕分散した。
・2−アニリノ−3−メチル−6ジブチルアミノフルオラン(ロイコ染料)・・・1質量部
・下記構造式で表される電子受容性化合物(顕色剤)・・・4質量部
【化12】
・ジアルキル尿素(日本化成株式会社製、ハルリーンSB)・・・1質量部
・アクリルポリオール樹脂40質量%溶液(三菱レイヨン株式会社製、LR327)・・・10質量部
・メチルエチルケトン・・・80質量部
得られた分散液にイソシアネート(日本ポリウレタン株式会社製、コロネートHL)4質量部を加え、よく撹拌して、可逆性感熱記録層塗布液を調製した。次に、得られた可逆性感熱記録層塗布液を、厚み100μmの白濁ポリエステルフィルム(東レ株式会社製、E28G)上にワイヤーバーを用いて塗布し、100℃にて2分間乾燥した後、60℃にて24時間加熱して、厚み12μm〜13μmの可逆性感熱記録層(可逆性感熱記録層のみ単層(保護層、中間層抜き))を設けた。
【0082】
−保護層の作製−
下記組成をボールミルを用いて平均粒径が2μm〜3μmになるように粉砕分散し、保護層塗布液を調製した。
・下記構造式(1)で表される化合物
(日本化薬株式会社製、KAYARAD DPHA(固形分100質量%))・・・4質量部
・下記構造式(2)で表される化合物
(日本化薬株式会社製、KAYARAD DPCA−60)・・・21質量部
前記構造式(1)の化合物/前記構造式(2)の化合物=1.6/8.4
【化13】
【化14】
ただし、前記構造式(1)及び(2)中、Xは、ペンタエリスリトール基又はジペンタエリスリトール基を表す。Yは−CH2O−、−CH2CH2O−、−CH2CH2CH2O−、−CH2CH2CH2CH2O−、−CH2CH2CH2CH2CH2O−、−CH2CH(CH3)O−、−CO−CH2CH2CH2CH2CH2O−結合を表し、Zは−H、―CO−CH=CH2を表す。aは1〜5、bは1〜5、cは1〜12を表す。
・シリカ(水澤化学工業株式会社製、P−526)・・・2質量部
・光重合開始剤(日本チバガイギー株式会社製、イルガキュア184)・・・1質量部
・イソプロピルアルコール・・・60質量部
・トルエン・・・10質量部
得られた保護層塗布液を前記感熱記録層上にワイヤーバーにて塗布し、90℃にて1分間加熱乾燥した後、照射エネルギー80W/cmの紫外線ランプ下で架橋させて、厚み3μmの保護層を設けた。以上により、可逆性感熱記録シートA〔株式会社リコー製(CRフィルム630BD)〕を作製した。
【0083】
(可逆性感熱記録部2)
可逆性感熱記録部1において、凹部の縦横□mm寸法を1.0mmから1.5mmに変え、凹部の深さを110μmから150μmに変えたこと以外は、可逆性感熱記録部1と同様にして、可逆性感熱記録部2を製造した。
【0084】
(可逆性感熱記録部3)
可逆性感熱記録層を一面側に設けた基材シート(可逆性感熱記録シートA:株式会社リコー製(CRフィルム630BD)、厚み188μm)において、感熱記録層(厚み30μm)の他面側に対して、後に挿入する電子情報記録部上の凸状電子情報記録素子が納まる大きさでレーザーにより凹部を形成した(凹部の縦横□mm寸法;1.0mm、凹部の深さ;110μm)。
柔軟性のあるタグと剛性のあるタグの印字性の比較という目的のため、また、数mm以上の空隙部があると印字不良が発生するという印字良品条件を把握するため、凹部に対して、電子情報記録部を装着せず、且つ、接着剤の充填も行なっていない。
一方、厚さ250μmのPET基材の上に厚み130μm〜135μmの接着剤を塗工し、基材シートの凹部を形成した面側に対して、前記PET基材の接着剤面側を向け、前記PET基材を重ねるようにしてローラに挿入して、ローラ間ギャップの精度と表面性により接着剤を流動させて接着を行なった。なお、図4の構成から、電子情報記録部と凹部内の接着剤を省いた形態のものをローラに通し、総厚均一化して作製した。ローラーでの潰し代はなく、凹部への接着剤流入がない条件で貼り合せを行なった。
次に、最適なサイズに切断して、総厚が600μmで均一である可逆性感熱記録部3を製造した。
【0085】
(可逆性感熱記録部4)
可逆性感熱記録部3において、凹部の縦横□mm寸法を1.0mmから1.5mmに変え、凹部の深さを110μmから150μmに変えたこと以外は、可逆性感熱記録部3と同様にして、可逆性感熱記録部4を製造した。
【0086】
(評価)
可逆性感熱記録部1〜4について、以下の評価を行った。
【0087】
<印字品質の評価>
−可逆性感熱記録部1と可逆性感熱記録部3との比較−
神鋼電機株式会社製のRP−K8520HF−5A1プリンターを用い、搬送速度3IPS又は2IPS、消去温度170℃の条件で、全ベタ画像の消去及び印字を行った。
評価は、可逆性感熱記録部1については、基材シートの凹部縦横□mm寸法を0.7mmから、1.0mm、1.5mm、2.0mm、2.5mm、3.0mm、3.5mm、4.0mm、5.0mm、6.0mmに順次変更して行った。
また、可逆性感熱記録部3については、基材シートの凹部縦横□mm寸法を0.7mmから、1.0mm、1.5mm、2.0mm、2.5mm、3.0mm、3.5mm、4.0mm、5.0mm、6.0mmに順次変更して行った。
これら可逆性感熱記録部1及び可逆性感熱記録部3の印字状態を目視観察し、下記基準で評価した。結果を下記表1−1に示す。また、可逆性感熱記録部1の搬送速度3IPSにおける印字状態の撮像データを図8に示し、可逆性感熱記録部3の搬送速度3IPSにおける印字状態の撮像データを図9に示す。
【0088】
〔評価基準〕
○:印字できない領域や印字カスレが無く、良好な画像であった。
△:うっすらと印字できない領域や印字カスレが観察された。
×:明瞭に印字できない領域や印字カスレが観察された。
【0089】
−可逆性感熱記録部2と可逆性感熱記録部4との比較−
評価の対象を下記のように変更したこと以外は、前記可逆性感熱記録部1と可逆性感熱記録部3との比較方法と同様にして、可逆性感熱記録部2と可逆性感熱記録部4との白抜けの評価を行った。
即ち、可逆性感熱記録部2については、基材シートの凹部縦横□mm寸法を1.0mmから、1.5mm、2.0mm、2.5mm、3.5mm、4.0mm、5.0mm、6.0mmに順次変更して行った。
また、可逆性感熱記録部4については、基材シートの凹部縦横□mm寸法を1.0mmから、1.5mm、2.0mm、2.5mm、3.5mm、4.0mm、5.0mm、6.0mmに順次変更して行った。
結果を下記表1−2に示す。また、可逆性感熱記録部2の搬送速度3IPSにおける印字状態の撮像データを図10に示し、可逆性感熱記録部4の搬送速度3IPSにおける印字状態の撮像データを図11に示す。
【0090】
【表1−1】
【0091】
【表1−2】
【0092】
上記表1−1から理解されるように、可逆性感熱記録部1と可逆性感熱記録部3とでは、可逆性感熱記録部1の方が優れた印字品質が得られている。
また、可逆性感熱記録部1については、図8に示す通り、凹部縦横□mm寸法、0.7mm〜6mmのすべての条件において、はっきりと黒印字できている。
また、可逆性感熱記録部3については、図9に示す通り、凹部縦横□mm寸法が小さい0.7mm及び1.0mmでは、黒印字できているが、これよりも寸法が大きい場合、黒印字ができておらず、印字不良が生じている。
【0093】
上記表1−2から理解されるように、可逆性感熱記録部2と可逆性感熱記録部4とでは、可逆性感熱記録部2の方が優れた印字品質が得られている。
また、可逆性感熱記録部2については、図10に示す通り、凹部縦横□mm寸法、1.0mm〜6mmのすべての条件において、黒印字できており、特に、1.0mmと1.5mmの条件において、はっきりと黒印字できている。
また、可逆性感熱記録部4については、図11に示す通り、凹部縦横□mm寸法、1.0mm〜6mmのすべての条件において、黒印字できておらず、印字不良が生じている。
【0094】
また、上記表1−1、表1−2に示す通り、模擬的に凹部における深さが110μm以下であり、かつ、該凹部にICチップ(電子情報記録素子)を挿入した状態で空隙となる部分の幅寸法(前記凹部の側面と前記電子情報記録素子の側面との間隔)が6.0mm以下である可逆性感熱記録媒体、及び、凹部における深さが150μm以下であり、かつ、該凹部にICチップ(電子情報記録素子)を挿入した状態で空隙となる部分の幅寸法(前記凹部の側面と前記電子情報記録素子の側面との間隔)が1.5mm以下である可逆性感熱記録媒体において、特に優れた印字品質が得られることを表す結果が得られた。
また、上記表1−1、表1−2の結果から、搬送速度が2IPSでは、可逆性感熱記録部1〜4のいずれも印字品質に問題がないものの、搬送速度を3IPSでは、可逆性感熱記録部1及び2の場合に印字品質が優れることがわかった。
【0095】
(実施例1)
−可逆性感熱記録媒体の作製−
可逆性感熱記録部1及び2の構成に基づき、以下のように実施例1における可逆性感熱記録媒体を作製した。
可逆性感熱記録層(厚み30μm)を一面側に設けた基材シート(可逆性感熱記録シートA:株式会社リコー製(CRフィルム630BD):厚み188μm)の他面側に対して、後に挿入する電子情報記録部上の凸状電子情報記録素子が納まる大きさで、レーザーにより凹部を形成した(凹部の縦横□mm寸法;2.7mm、凹部の深さ;150μm)。
この凹部は、電子情報記録素子の縦横寸法、高さに応じて、電子情報記録素子の大きさよりも大きく形成し(凹部の幅方向において、凹部の側面と電子情報記録素子の側面との間隔;0.75mm〜1.5mm)、凹部深さは、電子情報記録素子の高さ以下に深く形成した(凹部の深さ方向において、凹部の底面と電子情報記録素子の頂部との間隔;0μm)。
次に、前記凹部が形成された基材シートの他面側において、電子情報記録部が装着される位置全体に接着剤を予め塗布しておき、前記凹部に前記電子記録素子を挿入し、接着剤層を介して、電子情報記録部を装着した。ここで凹部内壁側へは接着剤の充填は行なっていない。
一方、紙厚の均一な剥離紙の上に、厚み80μm〜85μmの接着剤を塗工し、基材シートの電子情報記録部を装着した面側に対して、前記剥離紙の接着剤面側を向け、前記剥離紙を重ねるようにしてローラに挿入して、ローラ間ギャップの精度と表面性により接着剤を流動させて接着を行なった。なお、ローラに通し、総厚均一化して図4の構成のものを作製している。
次に、剥離紙を取り去った後、最適なサイズに切断して、総厚が300μmで均一である実施例1における可逆的感熱記録媒体を製造した。
実施例1における可逆的感熱記録媒体の裏面は、剥離紙を取り去った後の剥離紙面の粗さが転写された接着剤表面であり、使用する剥離紙に表面粗さ7μm以上の選定条件から表面粗さRmax約13μmのものを選定したため、裏面粗さは、Rmax13μm〜15μmとなった(下記表7参照)。
【0096】
(比較例1)
次に、比較例1として、特開2008−229911号公報に記載の条件で製造した可逆的感熱記録媒体300(図16参照)を説明する。この可逆性感熱記録媒体300は、ICチップが、コアシートの貫通孔内を可逆性感熱記録層の方向に突き出したものである。
まず、接着剤層40を有するコアシート310(東洋紡製 クリスパーPET K1212)は、接着剤層41を有する電子情報記録シートのICチップ10bが納まる大きさに貫通孔350が形成され準備されている。また、シート320(東洋紡製 クリスパーPET K1212)が電子情報記録シート10全体が収納されるように、くり貫かれた状態で接着剤層41中に配されている。次に、層構成として最下部のベース基材となる接着剤層41を介して媒体用基材シート330(東レ製 白色PET E−28G が供給され、ローラにより、媒体用基材シート330と、シート320とを貼り合せ、電子情報記録シート10のICチップ10bがコアシート310の貫通孔350に収まるように、貼り合わせる。
更に、最表層となる可逆性感熱記録層2(厚み30μm)を一面側に設けた基材シート1(可逆性感熱記録シートA:株式会社リコー製(CRフィルム630BD):厚み130μm)を供給して、貫通孔350が形成されたコアシート310上に、接着剤層40を介して順次接着される。このとき、ローラにより、ICチップが破損しない程度に加圧される。なお、5枚のシートが接着された後、総厚は、ほぼ600μmとなり、最適なサイズに切断することにより、比較例1における可逆的感熱記録媒体を作製した。
また、比較例1における可逆的感熱記録媒体の裏面は、PET製の媒体用基材シートであり、基材そのものの平滑な表面であり、裏面粗さは、Rmax3.5μmであった。
なお、以下の条件は、実施例1との比較のため、同一の条件とした。
・貫通穴凹部の縦横□mm寸法;2.7mm、貫通穴凹部の深さ;150μm
・凹部の幅方向において、凹部の側面と電子情報記録素子の側面との間隔;0.75mm〜1.5mm、及び、凹部の深さ方向において、凹部の底面と電子情報記録素子の頂部と間隔;0μm
【0097】
(白ヌケの評価)
実施例1と比較例1について
神鋼電機株式会社製のRP−K8520HF−5A1プリンターを用い、搬送速度3IPS、消去温度170℃の条件で、色階調設定255値入力で全ベタ画像の消去及び印字を行い、並びに、色階調設定123値入力でハーフトーン画像の消去及び印字を行い、可逆性感熱記録媒体のICチップ領域、インレットの周囲領域、アンテナ回路領域、及び導通部材領域での印字状態を目視観察し、下記基準で評価した。結果を下記表2に示す。
〔評価基準〕
○:印字できない領域や印字カスレが無く、良好な画像であった。
△:うっすらと印字できない領域や印字カスレが観察された。
×:明瞭に印字できない領域や印字カスレが観察された。
【0098】
【表2】
ただし、かっこ内の評価は、ハーフトーン画像における印字状態の評価を示す。
【0099】
(形状復元時間の評価)
実施例1及び比較例1における可逆性感熱記録媒体に対し、形状復元時間を測定し、評価を行った。
前記形状復元時間の測定は、可逆性感熱記録媒体における初期のカールを測定しておき、可逆性感熱記録媒体の両片を指で摘んで折り曲げ、曲げ部が初期のカールに戻るまでの時間を測定することにより行った。結果を下記表3に示す。
【0100】
【表3】
【0101】
上記表3に示す通り、実施例1と比較例1とでは、実施例1の方が、形状復元に要する時間が短く、優れた形状復元性が得られている。
したがって、プリンターに挿入して、印字・消去動作を行う際に、可逆性感熱記録媒体を把持してカールや波うちが生じても、形状が復元された状態で印字・消去動作に供することができるため、印字不良、搬送不良、ジャム等の問題を解消することができる。
【0102】
(ハンドリング性及び折り曲げ耐久性の評価)
実施例1及び比較例1における可逆性感熱記録媒体を、一般的に用いられる、長さ200mm×巾105mmの大きさに調整し、折曲げ耐久性及びハンドリング性を評価した。
具体的には、200mmの長手を半折りしカールさせて、半折り部分、長手100mm×巾105mmの中央部分の面と面が密着するまで押し付けクランプ力測定器にて、押力(gf)測定した。また、R(mm)定規を使用して、半折りさせたカール部分の最小曲率測定し、評価を行った。結果を下記表4に示す。
また、上記測定後、復元した状態の実施例1における可逆性感熱記録媒体の撮像データを図12に示す。また、測定後、復元した状態の比較例1における可逆性感熱記録媒体の撮像データを図13に示す。また、図13における半折りさせた部分を拡大した撮像データを図14に示す。
【表4】
【0103】
上記表4から理解されるように、実施例1と比較例1とでは、実施例1の方が押力(gf)が低く、形状変化に優れることから、可逆性感熱記録媒体を把持した際に手になじみやすく、優れたハンドリング性が得られている。
また、実施例1と比較例1とでは、実施例1の方が半折りさせたカール部分の最小曲率が大きく、しなやかに丸いカールが得られている。また、図12に示すように、実施例1の可逆性感熱記録媒体においては、復元後、くせが残らず、フラットな形状に戻るのに対して、図13及び図14に示すように、比較例1の可逆性感熱記録媒体においては、復元後、折れ(キンクスジ、折れ高さ10mm)が残り、使用ができない状態となった。
このように、実施例1の可逆性感熱記録媒体においては、フラット面置き、BOX面のタグホルダーからの可逆性感熱記録媒体を抜き取り、など動作に際し、可逆性感熱記録媒体を把持しても局所屈曲、折れ、割れがなく、形状が柔軟に把持形状に対応することでカシメ部分への力集中による品質劣化無く、かつ、ハンドリング性の向上を両立可能としている。
【0104】
(反り、打ち抜きの評価)
60℃〜90℃にて粘度10万cps以下が保たれる接着剤(前出のヘンケルテクノロジーズジャパン(株)製 PUR HM接着剤 パーフェクトロック MR900RI)を使用し、接着剤層塗布及び、貼り合せ時加工温度を60℃〜90℃とすることによって、低温加工により、加工時の熱付与による基材のカール、波うちを防止し、同時に接着剤の収縮量を低減して同様にカールを低減した。
表5は、実施例1の可逆性感熱記録媒体において、基材シートに東洋紡製 クリスパー多孔質PET K2323 188μm厚を用い、該基材シートにおける、可逆性感熱記録層を塗布した面と反対側の面に対して、70℃、80℃、100℃、130℃の各温度条件下でヘンケルテクノロジーズジャパン(株)製 PUR HM接着剤 パーフェクトロック MR900RIを厚み80μmで塗布し、総厚300μmを得た後、200×85mmサイズの反り測定を行なった結果を示すものである。
また図19は、接着剤の塗工温度と、カール量との関係を示すグラフを示すものであり、上記結果は、可逆性感熱記録シート220μm+PUR 80μmで示すラインとなる。塗工温度が低い方が反り値が低く良好な値を示している。
なお、PET(東レ製 白色PET E−28G)100μmとPUR20μmとの組み合わせ、クリスパー多孔質PET基材250μmとPUR150μmとの組み合わせにおいても、同じ反り確認テストを実施してみたが、表6、図19に示す通り、塗工温度が低い方が反り値が低く良好な値を示す結果が得られた。
【0105】
反りの評価方法:
レーザー変位計 キーエンス LK−G155を使用し、タグサンプルを平らな台の上に置き、まず平面に押し付けた状態でタグそのものの厚さを0mm高さと変位計に認識させた後、荷重無しにしてタグサンプルの長さ200mm方向3点、巾85mmの両端2点で、タグ形状周囲を計6点位置測ることで反りを評価する。6点の最大値を反り値として取る。
打ち抜きの評価:
ホットメルト接着剤(前出のヘンケルテクノロジーズジャパン(株)製 PUR HM接着剤 パーフェクトロック MR900RI)を使用し貼り合わせた実施例1の構成サンプルをホットメルト接着剤の塗布温度のみを変えて塗布後から打ち抜き可能な時間の評価を実施した。
打ち抜きまでの時間を、タグ表面温度を塗布温度から下降させ、温度低下と共に固化したときの打ち抜き切断可能温度58℃以下を下回るまでの時間で比較を行った。
従来の構成では、130℃塗布から打ち抜くまで、所要48秒であったが、本発明の構成では、80℃塗布から打ち抜くまで18秒以下に短縮することができた。これにより、装置の行程短縮、設置スペース縮小、装置コスト低減を実現した。
【0106】
【表5】
【表6】
【0107】
(裏面粗さRmax及び密着引張り力)
実施例1、比較例1における可逆性感熱記録媒体、及び参考品として、帯電防止コートを有する一般的なPET製シートについて、裏面粗さRmax及び密着引張り力を測定した。結果を下記表7に示す。なお、測定は、長さ200mm×巾85mmのサイズのタグサンプルについて行い、実施例1における可逆性感熱記録媒体については、2度(A、B)測定を行った。
【表7】
この表7に示すように実施例1については、好ましい裏面粗さ(7μm〜70μm)の範囲で可逆性感熱記録媒体が得られている。また、実施例1については、比較例1、参考品に対して、密着張り力を低減することができている。
【0108】
(柔軟性の評価)
可逆性感熱記録部1〜4、並びに、実施例1及び比較例1の可逆性感熱記録媒体について、以下のように柔軟性を評価した。
柔軟性の測定方法:
長さ200mm×巾85mmのサイズのタグサンプルを、まず長方形台座間を平行に100mmスパンで開けた所に無加重で平らに橋掛けして置く。一般的なばね秤(Max 500gf、押しプローブ直径Φ3mm棒)にて、平らに橋掛けしたタグ中央(スパン100mm間の50mm位置、巾85mmの中央端から42.5mm位置)を上方から下方へ押圧し、高さ方向で10mm下方へ変形時の荷重を測定する(図21参照)。
−測定結果−
実施例1 19gf
比較例1 167gf
可逆性感熱記録部1 19gf
可逆性感熱記録部2 18gf
可逆性感熱記録部3 165gf
可逆性感熱記録部4 163gf
このことから理解されるように、本発明の基材シートに凹部を設けた構造の方が、優れた柔軟性を得られている。
【産業上の利用可能性】
【0109】
本発明の可逆性感熱記録媒体は、印字品質が良好で、形状復元速度が速く、また、折り曲げ耐久性とハンドリング性とに優れることから、広く電子情報記録部(ICチップ)付きの可逆性感熱記録媒体として、例えば入出チケット、冷凍食品用容器、工業製品、各種薬品容器等のステッカー、物流管理用途、製造工程管理用途などの多様な用途に幅広く用いることができる。
【符号の説明】
【0110】
1 基材シート
2 記録層
4、40、41 接着剤層
5 凹部
10 電子情報記録部
10a 回路基板
10b 電子情報記録素子(ICチップ)
10c アンテナ回路
10d カシメ部
50、60、100、200、300 可逆性感熱記録媒体
51 セラミックバー
52、64 搬送ローラ
53、62 サーマルヘッド
54、63 プラテンロール
61 熱ロール
111 フィルム基材
112 ICチップモジュール
113 コア材
114 可逆性感熱記録シート
114a 保護層
114b 中間層
114c 可逆性感熱層
150 真空ドラム
151a、151b、151c 位置検出センサ
152 レーザーマーカ
153 ベース基材
155 合いマーク
156 インレット合いマーク
157 ニップロール
160 インレットシート
310 コアシート
320 シート
330 媒体用基材シート
350 貫通孔
【先行技術文献】
【特許文献】
【0111】
【特許文献1】特開平11−154210号公報
【特許文献2】特開2000−94866号公報
【特許文献3】特開2000−251042号公報
【特許文献4】特開2001−63228号公報
【特許文献5】特開2002−103654号公報
【特許文献6】特開平11−91274号公報
【特許文献7】特開平11−59037号公報
【特許文献8】特開平11−85938号公報
【特許文献9】特開2003−141486号公報
【特許文献10】特開2003−141494号公報
【特許文献11】特開2005−250578号公報
【特許文献12】特開2006−344207号公報
【特許文献13】特開2008−162077号公報
【特許文献14】特開2008−229911号公報
【技術分野】
【0001】
本発明は、電子情報記録部を有する可逆性感熱記録媒体に関する。
【背景技術】
【0002】
ICカードは、キャッシュカード、クレジットカード、プリペイドカード;鉄道、バス、ETC等の交通機関;デジタル放送、第三世代携帯電話等の加入者カード;図書館の窓口サービス、学生証、社員証、住民基本台帳カードなどの幅広い業界に導入され、利用者の身近な生活からビジネスまで様々な分野で利用が始まっているが、現在の経済社会活動の高度化に伴い、廃棄物の発生量は増大している。
そこで、従来の大量生産、大量消費、大量廃棄等の経済社会やライフスタイルを見直し、物資の効率的な利用やリサイクルを進めることにより、資源の消費を抑え、環境への負荷が少ない循環型社会を形成することが急務になっている。
【0003】
例えば、電子情報記録素子(以下、「ICチップモジュール」、「ICチップ」と称することもある)を組み込んだ可逆性感熱記録媒体は、ICチップの内部情報を書き換えると共に、記録されている情報を可視画像として可逆性感熱記録媒体に表示できるため、廃棄物の発生量を減らすことが可能である。
このようなICチップモジュールを組み込んだ可逆性感熱記録媒体は、製造業分野における作業書、部品管理票、工程管理票等の指示書として用いられてきている。具体的には、指示書を丸棒状部品に巻き付けたり、カードケースに入れて使用したのち、指示書を書き換えることが繰り返し行われている。
前記指示書に画像を形成する場合、及び指示書に形成された画像を消去する場合は、該指示書をプリンターのサーマルヘッド、消去バー、消去ローラ、消去板等の加熱装置に押し当てる。このため、指示書を書き換える際に、ICチップモジュールが破損しないようにすると共に、ICチップモジュールと可逆性感熱記録媒体の接着部から接着剤が流出しないようにする必要がある。更に、指示書は、可とう性を有すると共に、画像の品質が良好であることが望まれている。
また、テーブル面上に置いてある状態のタグや、BOX外枠のタグホルダー内に入っている状態からの抜き取り操作時にタグを人手でピックアップ動作する際、把持する形状へ一部の集中的屈曲、折れなく柔軟かつしなやかにタグ形状が対応してハンドリングが容易にできることも望まれている。
更に、その把持後すぐにプリンタへ挿入され、印字・消去されることを前提に把持時の変形形状からフラット形状への形状復元速度が速く時間が掛からないことでプリンタ内でのカール、波うちによるジャム、搬送不良を低減した構成の両立を求められている。
また、できるだけ積載枚数を多くすることでプリンタへのアクセス回数・時間短縮も現場での作業工数低減のために求められている。
【0004】
例えば、従来、図15に示すように、一方のオーバーシートとして、通常は無色ないし淡色のロイコ染料と加熱により該ロイコ染料を発色させ、かつ再加熱により消色させる可逆顕色剤を含有する可逆性感熱層114cを少なくとも1層有する可逆性感熱記録シート114を使用し、ICチップモジュール(電子情報記録素子)112を組み込んだICカード、及び、該ICカードを組み込む他方のオーバーシート(フィルム基材111)と可逆性感熱記録シート114との間にコア材113を射出成形により設け、両シートをコア材113を介して熱接着させてなるICカードが提案されている(特許文献1〜5参照)。
なお、図15中、符号「114a」は、保護層を示し、符号「114b」は、中間層を示す。
【0005】
しかし、これらの提案のICカードでは、ICチップモジュール112が、可逆性感熱記録シート114側の面に設けられているため、ICチップモジュール112の存在により可逆性感熱記録媒体が不均一に加圧され、凹凸部が形成されてしまう。その結果、可逆性感熱記録媒体を加熱装置によって均一に加熱することができなくなり、記録時には、可逆性感熱記録媒体における熱伝導を均一に保てず、可逆性感熱記録媒体に記録した画像にムラが生じてしまう。また、情報の消去時には可逆性感熱記録媒体における加熱装置の接する部分にムラが生じるため、消去不良が発生してしまう。更に、可逆性感熱記録媒体におけるICチップモジュール112が設けられた部分には凸部が生じるので、ICチップモジュール112が可逆性感熱記録媒体を介して加熱装置で加圧されて、ICチップモジュール112が可逆性感熱記録媒体から剥がれたり、傷付いてしまうという問題がある。
【0006】
これらの問題の解決方法する手法が種々提案されている(例えば、特許文献6〜10参照)。しかしながら、これらの手法の場合には、ICチップモジュール付き可逆性感熱記録媒体が厚く硬いカードとなるので、剛性が高くなり可撓性を有さなくなるという問題がある。
このため、ICチップモジュールをICチップ基板を介して可逆性感熱記録シートと反対側になるように設ける構成が提案されている(例えば、特許文献11、12参照)。
しかし、電子情報記録素子、アンテナ回路、及び導通部材を有する電子情報記録部(以下、「インレット」と称することもある)の表面の凹凸は、電子情報記録素子だけが原因ではなく、アンテナ回路、及び導通部材も表面の凹凸を発生させている。このアンテナ回路は、アンテナ回路基板のアンテナ回路側と裏面側でジャンピング回路を形成して導通部材により接続している。この際、裏面側の導通部材、アンテナ回路側と裏面側をレーザー等により貫通させて導通させる際にカシメ部と呼ばれる箇所が発生する。この裏面側の導通部材及びカシメ部においても表面を凹凸にさせるため、ICチップだけを該ICチップ基板を介して可逆性感熱記録シートと反対側になるように設けても、可逆性感熱記録シート側の凹凸は解決されていない。特に、特許文献12に開示の発明は、アンテナ回路基板の裏面上に電気的に短絡するジャンパー線を備えているが、このようなジャンパー線が可逆性感熱記録シート側に存在することによっても、可逆性感熱記録媒体の記録不良及び消去不良が発生するという問題がある。
【0007】
前記問題点を解決するため、本願出願人は、先に、特許文献13及び特許文献14に開示の可逆性感熱記録媒体を提案している。これらの提案は、電子情報記録素子をシートの貫通孔中に突出させ、シートの厚み以上に突出させないようにすると共に、可逆性感熱記録シートの可逆性感熱記録層を有さない側の面が、電子情報記録シートの、アンテナ回路基板、電子情報記録素子、アンテナ回路、及び導通部材を有さない側の面と対向させることで解決を図っており、プリンターの搬送速度が2IPSの場合には記録不良及び消去不良を改善できる。
しかし、これらの提案においても、高速(3IPS以上)で画像消去及び記録を行うと、電子情報記録シート(ICチップ領域、アンテナ回路領域、及び導通部材領域を含む)におけるリライト画像品質(カスレのない印字、消し残りない消去)の改善効果が得られず、発色不良が発生するという問題がある。
したがって、従来は、プリンタの搬送速度2IPSで電子情報記録シートにおけるリライト画像品質の改善を行ってきたが、高速の搬送速度3IPSで画像消去及び記録において、リライト画像品質の改善効果が得られていない状況である。
これは、高速になるほど、プリンタの消去ヘッドからの熱量が可逆性感熱記録媒体表面に伝わりにくくなるためである。これを改善するため、消去性を向上させるために、消去温度を上げると、消去ヘッドからの高い熱量で可逆性感熱記録媒体が過熱状態となり、その状態で可逆性感熱記録媒体に記録を行うと、発色に必要な急冷効果が得られず、即ち、消去モードに入ることで発色しにくくなる。そのため、電子情報記録部表面のICチップ、アンテナ回路、アンテナ回路とICチップを結ぶカシメなどの凹凸(基材部と50μm程度の凹凸が生じる)及び段差があると、サーマルヘッドとの接触不良による空気の断熱効果により、熱が伝わらないため、急冷効果が得られず、発色しなくなってしまう、という問題がある。
なお、前記可逆性感熱記録媒体は、物流分野などでも用いられており、作業時間の短縮などのコスト削減のためには、高速(プリンターの搬送速度が、3IPS以上)での画像消去及び記録を行うことが求められている。
【0008】
したがって、3IPS以上の高速で画像消去及び記録を行っても、電子情報記録シート周囲領域、電子情報記録素子領域、アンテナ回路領域、及び導通部材領域における白抜け及びカスレの生じない記録、並びに消し残りのない消去が可能となり、高品質な電子情報記録素子付き可逆性感熱記録媒体の提供が望まれているのが現状である。
【0009】
また、テーブル面上に置いてある状態のタグや、BOX外枠のタグホルダー内に入っている状態からの抜き取り操作時にタグを人手でピックアップ動作する際、把持する形状へ一部の集中的屈曲、折れなく柔軟かつしなやかにタグ形状が対応してハンドリングが容易にできることも望まれている。更に、その把持後すぐにプリンタへ挿入され、印字・消去されることを前提に把持時の変形形状からフラット形状への形状復元速度が速く時間が掛からないことでプリンタ内でのカール、波うちによるジャム、搬送不良を低減した構成の両立を求められている。また、可逆性感熱記録媒体を重ねて一挙的にプリントする際、できるだけ積載枚数を多くすることで、プリンタへのアクセス回数の低下、及びアクセス時間の短縮も現場での作業工数を低減可能とすること求められている。
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、前記従来における諸問題を解決し、以下の目的を達成することを課題とする。即ち、本発明は、3IPS以上の高速で画像消去及び記録を行っても、電子情報記録シート周囲領域、電子情報記録素子領域、アンテナ回路領域、及び導通部材領域における白抜け及びカスレの生じない記録、並びに消し残りのない消去が可能な印字品質に優れた質な可逆性感熱記録媒体を提供することを目的とする。
【課題を解決するための手段】
【0011】
前記課題を解決するため、本発明者らは鋭意検討を行い、以下の知見を得た。
ICカード、RFタグ等の可逆性感熱記録プリンタの加熱部材(サーマルヘッド)は、一般的に巾方向にフラット、進行方向にRの付いた接触面を有している。また、ロール形状の加熱部材の加圧押し当てにより感熱部材に均一に接触させることで温度分布を均一にして印加することができるようICカード、RFタグメディア基材には、できるだけカール、表面凹凸の少ないフラット性が求められる。フラット性の実現のため、剛性を高め、メディア強度によりカール、波うちを抑える製品形態がこれまで多く製品化されている。
本発明者らは、これまでの剛性を付与することとは逆の思想から、高速でのプリント、サーマルヘッドの形状精度によらず発色、消去品質を損なわない構成を知見した。
即ち、可逆性感熱記録媒体の総厚を半減させ、メディア総厚を薄膜化することで、可逆性感熱媒体全体を柔軟化させ、可逆性感熱媒体の可逆性感熱記録のサーマルヘッドとの摺接面を柔軟化させることにより、サーマルヘッド下での高速な印字・消去搬送移動でも均一な面接地を容易とする構成を知見した。
【0012】
また、更なる検討において、以下の知見を得た。
即ち、印字・消去品質に影響を与えない110μm以下の表面凹凸や波うちでも、バックライトを斜め奥に設置して凹凸影を見易くする方向からの目視では、硬質の基材間に挟まった接着剤層の凹凸が反映され可逆性感熱記録層側表面に見えることがある。
可逆性感熱記録媒体の基材層を剥がすことで裏面側に形状ストレスが開放され、可逆性感熱記録層側表面の凹凸は基材のフラット性に準ずることとなり目視上、不必要な凹凸像を消滅させることができる。
また、多層フィルムや剥離ライナーと貼り合わせたフィルムでは成型後の各材料に残留した応力や熱収縮の差異でカールが生じやすい。表裏基材を貼合せる時点の表裏基材へ与えるテンション差、温度・湿度影響による基材膨張・収縮の差を原因として生じるが、これらを予防するには製造時の張力(テンション)を調整やキャスティング機の温度設定でカールの極性を変化させる等の対応が必要となる。
しかし、可逆性感熱記録媒体の総厚を半減させ、メディア総厚を薄膜化することで、可逆性感熱媒体全体を柔軟化させ、可逆性感熱媒体の可逆性感熱記録のサーマルヘッドとの摺接面を柔軟化させることにより、表裏基材のバランスの均衡が崩れてカールが発生していても、剥離紙を剥がした瞬間に一基材のフラット性に準ずることとなり、カールなくフラットに形状が落ち着く。また、単体でも吸湿などによりカールが生じることがあるが、通気性の良い裏面への接着材層を使用することにより表裏への湿度影響を均等にすることでカールを防止しフラット性を容易に得ることができることを知見した。
柔軟性の向上により、屈曲に対しても基材が可撓性を有し、ICカシメ部分の集中的、鋭角的な折れ屈曲の発生を抑える様な曲率を持ったしなりを作る役目をするため、ICカシメ部分への低負荷化を可能とすることができることを知見した。
また、柔軟性の向上は、面上に置いてあるタグ、BOXのタグホルダーからの抜き取り操作時において、タグを人手で取り扱う際、把持する形状へ柔軟にタグ形状が対応するため、優れたハンドリング性を付与することができることを知見した。
【0013】
本発明は、本発明者らの前記知見に基づくものであり、前記課題を解決するための手段としては以下の通りである。即ち、
<1> 可逆性感熱記録層と、該可逆性感熱記録層に隣接して配される基材シートと、回路基板上に凸状の電子情報記録素子とアンテナ回路とを有する電子情報記録部と、前記基材シートと前記電子情報記録部とを接着する接着剤層とを含み、前記基材シートは、前記可逆性感熱記録層が配される面と反対の面に凹部を有し、前記電子情報記録部は、前記基材シートの凹部に対し前記電子情報記録素子が挿入されて配されることを特徴とする可逆性感熱記録媒体である。
<2> 凹部の幅方向において、前記凹部の側面と電子情報記録素子の側面との間隔が、6.0mm以下である前記<1>に記載の可逆性感熱記録媒体である。
<3> 凹部の深さ方向において、前記凹部の底面と電子情報記録素子の頂部との間隔が、0μm〜50μmである前記<1>から<2>のいずれかに記載の可逆性感熱記録媒体である。
<4> 凹部と電子情報記録素子との間の空隙を接着剤層で満たした前記<1>から<3>のいずれかに記載の可逆性感熱記録媒体である。
<5> 接着剤層が、電子情報記録部の電子情報記録素子が配された面と反対の面側の全体を覆うように配され、かつ、可逆性感熱記録媒体の厚みが均一である前記<1>から<4>のいずれかに記載の可逆性感熱記録媒体である。
<6> 更に、基材シート及び接着剤層を介して可逆性感熱記録層の反対側に一層以上の機能層が配される前記<1>から<5>のいずれかに記載の可逆性感熱記録媒体である。
<7> 接着剤層が、塗布、接着時の加工温度が60℃〜90℃であり、粘度が1×105CPS以下である前記<1>から<6>のいずれかに記載の可逆性感熱記録媒体である。
<8> 基材シートを介して可逆性感熱記録層と反対側に配される露出層に帯電防止剤を含む前記<1>から<7>のいずれかに記載の可逆性感熱記録媒体である。
<9> 接着剤層中に帯電防止用導電性フィラーを含む前記<1>から<7>のいずれかに記載の可逆性感熱記録媒体である。
<10> 凹部における深さが150μm以下であり、かつ、前記凹部の幅方向において、前記凹部の側面と電子情報記録素子の側面との間隔が1.5mm以下である前記<1>から<9>に記載の可逆性感熱記録媒体である。
<11> 凹部における深さが110μm以下であり、かつ、前記凹部の幅方向において、前記凹部の側面と電子情報記録素子の側面との間隔が6.0mm以下である前記<1>から<9>に記載の可逆性感熱記録媒体である。
<12> 面内における最大高さRmaxを面粗さとしたとき、基材シートを介して可逆性感熱記録層と反対側に配される露出層の露出面における前記面粗さが、7μm〜70μmである前記<1>から<11>のいずれかに記載の可逆性感熱記録媒体である。
<13> 総厚みが500μm以下である前記<1>から<12>のいずれかに記載の可逆性感熱記録媒体である。
<14> 柔軟性を表す曲げ変形荷重が28gf以下である前記<1>から<13>のいずれかに記載の可逆性感熱記録媒体である。
【発明の効果】
【0014】
本発明によれば、前記従来における諸問題を解決し、前記目的を達成することができ、3IPS以上の高速で画像消去及び記録を行っても、電子情報記録シート周囲領域、電子情報記録素子領域、アンテナ回路領域、及び導通部材領域における白抜け及びカスレの生じない記録、並びに消し残りのない消去が可能な印字品質に優れた可逆性感熱記録媒体を提供することができる。
【図面の簡単な説明】
【0015】
【図1A】図1Aは、電子情報記録部の一例を示す平面図である。
【図1B】図1Bは、電子情報記録部の一例を示す側面図である。
【図2】図2は、本発明の一の実施形態に係る可逆性感熱記録媒体100の概略構成を示す断面図である。
【図3】図3は、本発明の他の実施形態に係る可逆性感熱記録媒体200の概略構成を示す断面図である。
【図4】図4は、可逆性感熱記録媒体100の製造過程の一例を示す概略断面図である。
【図5】図5は、電子情報記録素子(ICチップ部)と凹部との高精度位置出し貼り合わせの一例を示す装置構成図である。
【図6】図6は、可逆性感熱記録媒体に対して、画像の形成及び消去を行うプリンターの一例を示す概略図である。
【図7】図7は、可逆性感熱記録媒体に対して、画像の形成及び消去を行うプリンターの他の例を示す概略図である。
【図8】図8は、可逆性感熱記録部1の搬送速度3IPSにおける印字状態の撮像データである。
【図9】図9は、可逆性感熱記録部3の搬送速度3IPSにおける印字状態の撮像データである。
【図10】図10は、可逆性感熱記録部2の搬送速度3IPSにおける印字状態の撮像データである。
【図11】図11は、可逆性感熱記録部4の搬送速度3IPSにおける印字状態の撮像データである。
【図12】図12は、復元した状態の実施例1における可逆性感熱記録媒体の撮像データである。
【図13】図13は、復元した状態の比較例1における可逆性感熱記録媒体の撮像データである。
【図14】図14は、図13における半折りさせた部分を拡大した撮像データである。
【図15】図15は、従来の可逆性感熱記録媒体の一例を示す断面図である。
【図16】図16は、従来の可逆性感熱記録媒体の他の例を示す断面図である。
【図17A】図17Aは、実施例1における可逆性感熱記録媒体の全ベタ(黒ベタ)画像の印字状態を示す撮像データである。
【図17B】図17Bは、実施例1における可逆性感熱記録媒体のハーフトーン画像の印字状態を示す撮像データである。
【図18A】図18Aは、比較例1における可逆性感熱記録媒体の全ベタ(黒ベタ)画像の印字状態を示す撮像データである。
【図18B】図18Bは、比較例1における可逆性感熱記録媒体のハーフトーン画像の印字状態を示す撮像データである。
【図19】図19は、接着剤の塗工温度と、カール量との関係を示すグラフである。
【図20】図20は、時間の経過に基づく温度の下降を示すグラフである。
【図21】図21は、荷重測定装置を用いて、可逆性感熱記録媒体の柔軟性の測定する方法を説明する説明図である。
【発明を実施するための形態】
【0016】
本発明の可逆性感熱記録媒体は、可逆性感熱記録層と、基材シートと、電子情報記録部と、接着剤層とを少なくとも含み、更に、目的に応じて配される、任意の機能を有する機能層、その他の層を含むこととしてなる。
【0017】
−可逆性感熱記録層−
前記可逆性感熱記録層は、色調が可逆的に変化する感熱記録層であり、温度変化によって色の状態が可逆的に変化する可逆性感熱記録材料を含有する。可逆性感熱記録材料は透過率、反射率、吸収波長、散乱度等の変化の組み合わせにより、色の状態が変化する。
【0018】
前記可逆性感熱記録材料としては、熱により透明度や色調が可逆的に変化する材料であれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、常温より高い第一の温度で第一の色の状態となり、第一の温度よりも高い第二の温度で加熱し、その後冷却することにより第二の色の状態となる材料が挙げられる。これらの中でも、第一の温度と第二の温度で色の状態が変化する材料が特に好ましい。
具体的には、第一の温度で透明状態となり、第二の温度で白濁状態となる材料(特開昭55−154198号公報参照)、第二の温度で発色し、第一の温度で消色する材料(特開平4−224996号公報、特開平4−247985号公報、特開平4−267190号公報参照)、第一の温度で白濁状態となり、第二の温度で透明状態となる材料(特開平3−169590号公報参照)、第一の温度で黒色、赤色、青色等に発色し、第二の温度で消色する材料(特開平2−188293号公報、特開平2−188294号公報参照)等が挙げられる。これらの中でも、樹脂母材中に高級脂肪酸等の有機低分子物質を分散した系や、ロイコ染料と顕色剤を用いた系が特に好ましい。
【0019】
前記ロイコ染料としては、特に制限はなく、目的に応じて適宜選択することができ、例えばフタリド化合物、アザフタリド化合物、フルオラン化合物、などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記顕色剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、特開平5−124360号公報、特開平6−210954号公報、特開平10−95175号公報等に開示されているものなどが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記顕色剤は、分子内に、ロイコ染料を発色させる顕色能を持つ構造(例えば、フェノール性水酸基、カルボン酸基、リン酸基等)と、分子間の凝集力を制御する構造(例えば、長鎖炭化水素基が連結した構造)を1つ以上有する化合物である。これらの構造は、ヘテロ原子を有する2価以上の連結基を介して連結されていてもよい。また、長鎖炭化水素基は、同様の連結基及び/又は芳香族基を有していてもよい。
【0020】
このような顕色剤としては、例えば特開平9−290563号公報及び特開平11−188969号公報に開示されているものが挙げられる。これらの中でも、下記一般式(1)及び(2)で表される化合物の少なくとも1種が好ましい。これらの顕色剤は、感度が非常に高いため、同じ画像濃度を出力する場合、従来の顕色剤と比べて、与える印加エネルギーを10%〜30%程度削減することができる。与える印加エネルギーが少なければ、顕色剤の熱分解が緩和されると共に、可逆性感熱記録媒体の表面及び媒体自身に与えるダメージも緩和され、これにより繰り返し耐久性の劣化も緩和されるので、画像の品質を向上させることができる。
【0021】
【化1】
ただし、前記一般式(1)中、X及びYは、それぞれ独立に、ヘテロ原子を有する2価の有機基を表す。R1は、置換又は無置換の2価の炭化水素基を表す。R2は、置換又は無置換の1価の炭化水素基を表す。aは、1以上3以下の整数を表し、bは、1以上20以下の整数を表し、cは、0以上3以下の整数を表す。
【化2】
ただし、前記一般式(2)中、Zは、ヘテロ原子を有する2価の有機基を表す。R3は、置換又は無置換の2価の炭化水素基を表す。R4は、置換又は無置換の1価の炭化水素基を表す。dは、1以上3以下の整数を表す。
【0022】
前記一般式(1)及び(2)において、X、Y、及びZは、それぞれ独立に、ヘテロ原子を有する2価の有機基を表し、特に窒素原子又は酸素原子を含む2価の有機基が好ましく、例えば、下記構造式で表される基を少なくとも1つ有する2価の有機基などが挙げられる。
【化3】
【0023】
前記ヘテロ原子を有する2価の有機基としては、具体的には、下記構造式で表される基が好適に挙げられる。
【化4】
【0024】
これらの中でも、下記構造式で表される基が特に好適に挙げられる。
【化5】
【0025】
前記一般式(1)及び(2)において、R1及びR3は、置換基により置換されていてもよい炭素数1〜20の2価の炭化水素基を表す。
前記R1及びR3としては、以下の構造式で表されるものが好適に挙げられる。
【化6】
ただし、前記構造式中のq、q’、q’’、及びq’’’は、それぞれ前記R1及びR3の炭素数を満足する整数を表す。これらの中でも、−(CH2)q−が特に好ましい。
【0026】
前記一般式(1)及び(2)において、R2及びR4は、置換基により置換されていてもよい炭素数1〜24の脂肪族炭化水素基を表し、炭素数は8〜18が好ましい。
前記脂肪族炭化水素基は、直鎖でも分枝していてもよく、不飽和結合を有していてもよい。炭化水素基に結合している置換基としては、水酸基、ハロゲン原子、アルコキシ基等がある。なお、R1及びR2、R3及びR4の炭素の和が7以下では発色の安定性や消色性が低下するため、炭素数は8以上が好ましく、11以上がより好ましい。
前記R2及びR4としては、以下に示すものが好適に挙げられる。
【化7】
ただし、前記式中のq、q’、q’’、及びq’’’は、それぞれ前記R2及びR4の炭素数を満足する整数を表す。これらの中でも、−(CH2)q−CH3が特に好ましい。
【0027】
前記可逆性感熱記録層は、更に必要に応じて、塗布特性や発色消色特性を改善したり、制御したりするための添加剤を添加することができる。添加剤としては、界面活性剤、導電剤、充填剤、酸化防止剤、発色安定化剤、消色促進剤等が挙げられる。
前記可逆性感熱記録層は、ロイコ染料、顕色剤及び添加剤をバインダー樹脂と共に含有することが好ましい。前記バインダー樹脂としては、基材シート上に、これらの材料を結着できさえすれば特に限定されない。これらの中でも、繰り返し時の耐久性を向上させるため、熱、紫外線(UV)、電子線(EB)等を用いて硬化させた樹脂が好ましく、硬化剤を用いて熱硬化させた樹脂が特に好ましい。これにより、ゲル分率を向上させることができる。
前記熱硬化させることが可能な樹脂としては、特に制限はなく、目的に応じて適宜選択することができ、例えばアクリルポリオール樹脂、ポリエステルポリオール樹脂、ポリウレタンポリオール樹脂、ポリビニルブチラール樹脂、セルロースアセテートプロピオネート、セルロースアセテートブチレート、などが挙げられる。
【0028】
前記硬化剤としては、特に制限はなく、目的に応じて適宜選択することができるが、イソシアネートが好ましい。前記イソシアネートとしては、例えばヘキサメチレンジイソシアネート(HDI)、トリレンジイソシアネート(TDI)、キシリレンジイソシアネート(XDI)、イソホロンジイソシアネート(IPDI);これらのイソシアネートのトリメチロールプロパン等によるアダクトタイプ、ビュレットタイプ、イソシアヌレートタイプ、ブロック化イソシネート、などが挙げられる。これらの中でも、ヘキサメチレンジイソシアネート、そのアダクトタイプ、ビュレットタイプ、イソシアヌレートタイプが好ましい。ただし、硬化剤は、全量が硬化反応しなくてもよい。即ち、前記可逆性感熱記録層に未反応の硬化剤が存在していてもよい。このとき、硬化反応を促進させるために、硬化触媒を用いてもよい。
【0029】
前記可逆性感熱記録層は、ゲル分率が30%以上であることが好ましく、50%以上がより好ましく、70%以上が更に好ましい。前記ゲル分率が30%未満であると、繰り返し耐久性が低下することがある。
ここで、前記ゲル分率は、塗膜を溶解性の高い溶媒中に浸すことにより測定することができる。具体的には、基材シートから可逆性感熱記録層を剥離して、可逆性感熱記録層の初期質量を測定する。次に、可逆性感熱記録層を400メッシュの金網に挾んで、未硬化のバインダー樹脂が可溶な溶剤中に24時間浸した後、真空乾燥して、乾燥後の質量を測定する。これにより、ゲル分率は下記数式1から求めることができる。
【0030】
<数式1>
ゲル分率(%)=(乾燥後の質量)/(初期質量)×100
このとき、前記可逆性感熱記録層中の、バインダー樹脂以外の成分(有機低分子物質粒子等)の質量を除いて計算を行う。なお、予め有機低分子物質粒子の質量が分からないときは、透過型電子顕微鏡(TEM)、走査型電子顕微鏡(SEM)等の断面観察により、単位面積当たりに占める面積比と、バインダー樹脂と有機低分子物質粒子の比重から質量比を求めて、有機低分子物質粒子の質量を算出すればよい。
【0031】
前記可逆性感熱記録層は、発色成分に対するバインダー樹脂の質量比が0.1〜10であることが好ましい。前記質量比が、0.1より小さいと、前記可逆性感熱記録層の熱強度が不足することがあり、10より大きいと、発色濃度が低下することがある。
前記可逆性感熱記録層は、ロイコ染料、顕色剤、添加剤、バインダー樹脂、及び溶媒を均一に分散させた塗布液を塗布して形成することができる。
前記溶媒としては、例えばアルコール類、ケトン類、エーテル類、グリコールエーテル類、エステル類、芳香族炭化水素類、脂肪族炭化水素類、などが挙げられる。
塗布液は、例えばペイントシェーカー、ボールミル、アトライター、三本ロールミル、ケディーミル、サンドミル、ダイノミル、コロイドミル等の分散装置を用いて調製することができる。このとき、分散装置を用いて各材料を溶媒中に分散させてもよいし、各材料を分散させたものを混合してもよい。更に、各材料を加熱溶解させて急冷又は徐冷することによって析出させてもよい。
塗布方法としては、ブレード塗工法、ワイヤーバー塗工法、スプレー塗工法、エアナイフ塗工法、ビード塗工法、カーテン塗工法、グラビア塗工法、キス塗工法、リバースロール塗工法、ディップ塗工法、ダイ塗工法等が挙げられる。
【0032】
前記可逆性感熱記録層の厚みは、特に制限はなく、目的に応じて適宜選択することができ、1μm〜20μmが好ましく、3μm〜15μmがより好ましい。前記厚みが1μm未満であると、発色濃度が低下して画像のコントラストが低下することがあり、20μmを超えると、可逆性感熱記録層の熱分布が大きくなって、発色温度に達せず発色しない部分が発生し、目的とする発色濃度が得られなくなることがある。
【0033】
−基材シート−
前記基材シートは、前記可逆性感熱記録媒体に隣接して配され、前記可逆性感熱記録層が配される面と反対の面に凹部が形成される。該凹部は、前記電子情報記録部(インレット)上に配される凸状の電子情報記録部を挿入可能に形成される。
【0034】
前記基材シートとしては、形状、構造、大きさ等については、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記形状としては、膜状、シート状などが挙げられ、また、その平面形状としては、四角形、円形などが挙げられ、前記構造としては、単層構造、積層構造などが挙げられ、前記大きさとしては、用途等に応じて適宜選択することができる。
【0035】
前記基材シートとしては、例えば樹脂シート、ゴムシート、合成紙、金属シート、ガラスシート又はこれらの複合体を用いることができる。これらの中でも、樹脂シートが特に好ましい。
前記樹脂シートとしては、例えば、ポリエチレンテレフタレートシート、ポリカーボネートシート、ポリスチレンシート、ポリメチルメタクリレートシート、などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。これらの中でも、ポリエチレンテレフタレートシートが特に好ましい。
【0036】
前記基材シートは、適宜合成したものであってもよいし、市販品を使用してもよい。
前記基材シートの厚みとしては、凸状の電子情報記録部を挿入可能に形成される凹部が形成されるため、該凹部の深さを考慮して選択され、20μm〜300μmが好ましく、50μm〜188μmがより好ましい。
【0037】
−−凹部−−
前記凹部の形状としては、特に制限はなく、目的に応じて適宜選択することができるが、深さが20μm〜260μmが好ましい。
前記凹部がこのような形状を有すると、白抜けやカスレがなく、極めて優れた印字品質を得ることができる。
【0038】
また、前記凹部と前記電子情報記録素子との間の前記凹部の幅方向における間隔としては、特に制限はないが、凹部の深さが150μmのとき、前記凹部の側面と前記電子情報記録素子の側面との間隔は、0mm〜1.5mmが好ましく、0mm〜1.0mmがより好ましく、0mm〜0.5mmが特に好ましい。
1.5mmを超えると、徐々に白抜け、カスレが発生する確率が増えてくる。
また、他の好ましい態様として、凹部の深さが110μmのとき、前記凹部の側面と前記電子情報記録素子の側面との間隔は、0mm〜6.0mmが好ましく、0mm〜4.0mmがより好ましく、0mm〜2.0mmが特に好ましい。
6mmを超えると、徐々に白抜け、カスレが発生する確率が増えてくる。
なお、前記凹部と前記電子情報記録素子との間の前記凹部の幅方向における間隔は、該凹部に前記電子情報記録素子を挿入した状態で空隙となる部分の幅寸法を意味する。
【0039】
前記凹部と前記電子情報記録素子との間の前記凹部の深さ方向における間隔としては、特に制限はないが、前記凹部の底面と前記電子情報記録素子の頂部との間隔が、0μm〜50μmが好ましく、0μm〜20μmがより好ましい。この範囲において、画像抜けを改善することができる。
前記間隔が0μm未満であると、電子情報記録素子が基材シート側に突出して、記録時に電子情報記録素子の周囲領域が発色不良となることがある。50μmを超えると、電子情報記録素子が裏面側に凹となり、記録時に電子情報記録素子領域が発色不良となることがある。
【0040】
前記凹部と電子情報記録素子との間に空隙が存在する場合、該空隙は、接着剤層で満たされることが好ましい。
このような構成であると、空隙、即ち、メディア内に内在する凹凸を完全に埋めメディア表面のサーマルヘッドへの均一な密着を確保することができるため、接着剤で満たす充填を行なえば前記凹部の形状が、深さ260μm、幅が6mmの形状であっても同じく白抜けやカスレがなく、優れた印字品質を得ることが可能である。
但し、加熱後に急冷される箇所では黒発色が濃く出るという可逆性感熱記録層の発色原理により、成分内に二酸化チタンを含むPET基材層に比較して、金属物の含まれない、即ち、熱伝導の鈍い成分である接着剤部を可逆性感熱記録層直下に広く面積を取らない構成、ザグリの面積がIC部に対し狭く取られている構成の方がより根本的に印字品質劣化要因が少なく印字品質の良い構成である。
【0041】
前記凹部の形成方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、レーザー加工等が挙げられる。
【0042】
−電子情報記録部−
前記電子情報記録部(「インレット」と称することもある)は、回路基板上に凸状の電子情報記録素子(ICチップ)と、アンテナ回路を有し、カシメ部、更に必要に応じて、その他の部材を有してなる。
【0043】
ここで、図1A及び図1Bは、本発明で用いられる電子情報記録部の一例を示し、図1Aは平面図、図1Bは側面図である。
この電子情報記録部(インレット)10は、プラスチックフィルム等の回路基板10a上に、コイル状のアンテナ回路10cを形成し、該コイルと容量素子とによりLC共振回路を形成して一定周波数の電波を受信すると共に、電子情報記録素子10bの情報を発信源に送信して返すことができる。交信周波数としては、一般的には125kHz、13.56MHz、2.45GHz、5.8GHz(マイクロ波)及びUHF帯などの周波数帯から適宜選択して使用される。10dはカシメ部である。
【0044】
アンテナ回路10cは、回路基板10a上に積層された金属膜をエッチングすることにより形成可能であるが、これに限られるものではなく、例えば、被覆された電線(エナメル線など)を同一面上に巻きなおしてもよく、回路基板10a上にいわゆる導電性ペーストを印刷したり、アンテナ回路基板に埋め込んだり等することで、アンテナ回路10cを形成してもよい。
前記回路基板10aに使用する基材としては、特に制限はなく、目的に応じて適宜選択することができ、例えば紙フェノール、ガラスエポキシ、コンポジット等のリジッドタイプ、ポリイミド、ポリエステル、ポリプロピレン、ポリエチレン、ポリスチレン、ナイロン、PET(ポリエチレンテレフタレート)、紙、合成紙等のフレキシブルタイプ及び両者の複合タイプを用いることができる。
前記回路基板の厚みとしては、特に制限はないが、15μm〜360μmが好ましく、前記可逆性感熱記録媒体を薄くして柔軟性を向上させる目的で、電子情報記録素子10bの高さが低いものの方が可逆性感熱記録媒体を薄くでき、インレット基材部、アンテナ部が薄いものの方が覆ってコーティングする接着剤層を薄くできるため、また、その他、加工作業性、コスト等の点から15μm〜100μmがより好ましい。
【0045】
電子情報記録部の基材にアンテナ回路としての金属箔をラミネートするが、その金属箔としては、銅箔、アルミニウム箔、鉄箔などを使用できるが、コスト、加工性からアルミニウム箔が好ましく、その厚みは6μm〜50μmが好ましい。形状は、特に制限はなく、正方形、長方形、円形、楕円形の何れでもよい。
前記電子情報記録素子10bの厚み(高さ)は、特に制限はないが、200μm以下が好ましく、25μm〜140μmがより好ましい。また、電子情報記録素子10bを保護するために、ポリイミドフィルム、ポリエステルフィルム、紙等の保護膜を接着させることもできる。前記保護膜の厚みは、特に制限はないが、10μm〜60μmが好ましい。
【0046】
このような電子情報記録部10としては、特に制限はなく、目的に応じて適宜選択することができ、例えばUPM社製、オムロン社製、エイリアンテクノロジー社製、ソニー株式会社製、富士通株式会社製、日立製作所製、テキサス・インスツルメンツ社製、藤井社製、DNP製、凸版社製等のインレットを用いることができる。
【0047】
−接着剤層−
前記接着剤層は、前記基材シートと前記電子情報記録部(インレット)とを接着する層としてなる。
前記接着剤層に用いられる接着剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ユリア樹脂、メラミン樹脂、フェノール樹脂、エポキシ樹脂、酢酸ビニル系樹脂、酢酸ビニル−アクリル系共重合体、エチレン−酢酸ビニル共重合体、アクリル系樹脂、ポリビニルエーテル系樹脂、塩化ビニル−酢酸ビニル系共重合体、ポリスチレン系樹脂、ポリエステル系樹脂、ポリウレタン系樹脂、ポリアミド系樹脂、塩素化ポリオレフィン系樹脂、ポリビニルブチラール系樹脂、アクリル酸エステル系共重合体、メタクリル酸エステル系共重合体、天然ゴム、合成ゴム、シアノアクリレート系樹脂、シリコーン系樹脂、スチレン−イソプレン−スチレンブロック共重合体、EVA系樹脂、などが挙げられる。
これらの中でも、天然ゴム、合成ゴム、アクリル系樹脂、シリコーン系樹脂、ポリウレタン系樹脂、スチレン−イソプレン−スチレンブロック共重合体、EVA系樹脂が好ましく、アクリル系樹脂が特に好ましい。
【0048】
前記接着剤層の厚みとしては、特に制限はないが、電子情報記録部の基材底面からアンテナ回路の平面に至る厚み(アンテナ部の厚み)と同等の厚みを+0μmとして、+0μm〜+150μmが好ましく、+0μm〜+100μmがより好ましく、+0μm〜60μmが特に好ましい。
前記厚みが、アンテナ部の厚み未満であると、可逆性感熱記録媒体の厚みの均一性が十分でなく、印字品質が低下する。
また、前記厚みの上限に関し、一例として、アンテナ部の厚み100μmに対し、+150μmを超える厚みを取り、総厚250μmを超える様に接着剤層に厚みを持たせると、加熱装置を用いて可逆性感熱記録媒体を印字や消去する際に、サーマルヘッドからの熱圧力により接着剤層が溶けて、はみ出しが発生することがある。
【0049】
前記接着剤層の加工方法としては、特に制限はないが、前記接着剤を含む組成物溶液を塗布した後、加熱して接着させる加工方法が挙げられる。
前記加工方法にて加工を行う場合、前記接着剤層としては、塗布、接着時の加工温度が60℃〜90℃であり、粘度が1×105CPS以下であることが好ましい。
即ち、接着剤層の塗工温度と粘度とを低くすることで、得られる可逆性感熱記録媒体におけるカール量を低く抑えることができ、また、次工程の可逆性感熱記録媒体を所望の大きさに裁断する工程における裁断可能な温度(60℃程度)にまで、逸早く接着剤層の温度を下げることができ、生産効率を大幅に向上させることができる。
このような接着剤層を形成する接着剤としては、例えば、ヘンケルテクノロジーズジャパン(株)製 PUR HM接着剤 パーフェクトロック MR900RI(以下、単にPURと称することがある)が挙げられる。
なお、前記加工温度の下限値としては、65℃程度であり、また、前記粘度の下限値としては、1×105CPS程度であり、これらの値よりも高い値であると、十分な加工ができないことがある。
【0050】
前記接着剤層としては、前記基材シートと前記電子情報記録部とを接着し、更に、前記電子情報記録部の電子情報記録素子が配された面と反対の面側の全体を覆うように配されることが好ましい。また、この場合、電子情報記録部の形状が表れないように均一な層として形成し、可逆性感熱記録媒体の厚みが均一に保たれることが好ましい。
前記接着剤層が前記電子情報記録部の電子情報記録素子が配された面と反対の面側の全体を覆うように配されると、基材を片側にすることで柔軟性を出した構成に対して、更に、流動性の高い接着剤で電子情報記録部を覆うことで印字品質の良好な泡なく均一な層であって、電子情報記録部の保護を兼ね備えた層であるメディア構成とすることができる。
【0051】
前記接着剤層が、露出層とされる場合、前記接着剤層中には、帯電防止用導電性フィラーを含むことが好ましい。
帯電防止用導電性フィラーを含むと、張り付きによるプリンタ内での重送防止、重ねたタグのさばき性の向上につながる。
前記帯電防止用導電性フィラーとしては、特に制限はなく、無機フィラー、有機フィラーを挙げられる。
前記無機フィラーとしては、例えば、炭酸塩、ケイ酸塩、金属酸化物、硫酸化合物等が挙げられる。
前記有機フィラーとしては、例えば、シリコーン樹脂、セルロース樹脂、エポキシ樹脂、ナイロン樹脂、フェノール樹脂、ポリウレタン樹脂、ユリア樹脂、メラミン樹脂、ポリエステル、ポリカーボネート、スチレン系樹脂、アクリル系樹脂、ポリエチレン、ホルムアルデヒド系樹脂、ポリメタクリル酸メチル等が挙げられる。
【0052】
−機能層−
前記機能層は、必要に応じて、前記基材シート及び前記接着剤層を介して可逆性感熱記録層の反対側に一層以上配される。
前記機能層としては、特に制限はなく、カールバランスの維持、装飾、電子情報記録部(IC部)へのいたずら防止、電子情報記録部領域の強度向上等、任意の目的に応じて、必要に応じた機能を奏する層を適宜選択することができる。
また、前記機能層としては、バック層が挙げられる。
【0053】
−−バック層−−
前記バック層としては、カールを防止する目的で配される。
前記バック層の構成材料としては、熱、紫外線、電子線等、好ましくは、紫外線を用いて硬化させた樹脂が挙げられる。また、熱、紫外線、電子線等を用いて硬化させることが可能なものとしては、前記可逆性感熱記録層と同様のものを用いることができ、同様に硬化させることができる。
前記バック層の形成方法としては、前記可逆性感熱記録層と同様であるが、このとき、前記可逆性感熱記録層が設けられている側と、前記バック層が設けられている側の収縮のバランスが取れるように塗布することが好ましい。これにより、全ての層が塗布された後に、前記可逆性感熱記録媒体を平坦にすることができる。
【0054】
また、前記バック層には、前記樹脂の他に、有機フィラー、無機フィラー、滑剤、着色顔料、帯電防止剤、紫外線吸収剤等を含有させることもできる。
前記無機フィラーとしては、例えば炭酸塩、ケイ酸塩、金属酸化物、硫酸化合物等が挙げられる。
前記有機フィラーとしては、例えばシリコーン樹脂、セルロース樹脂、エポキシ樹脂、ナイロン樹脂、フェノール樹脂、ポリウレタン樹脂、ユリア樹脂、メラミン樹脂、ポリエステル、ポリカーボネート、スチレン系樹脂、アクリル系樹脂、ポリエチレン、ホルムアルデヒド系樹脂、ポリメタクリル酸メチル等が挙げられる。
前記紫外線吸収剤としては、例えば、サリシレート構造、シアノアクリレート構造、ベンゾトリアゾール構造、ベンゾフェノン構造等を有する化合物が挙げられる。
前記滑剤としては、例えば合成ワックス類、植物性ワックス類、動物性ワックス類、高級アルコール類、高級脂肪酸類、高級脂肪酸エステル類、アミド類等が挙げられる。
前記バック層の厚みとしては、0.1μm〜10μmであることが好ましい。
【0055】
このように構成される前記可逆性感熱記録媒体においては、前記基材シートを介して可逆性感熱記録層と反対側に配される露出層を、接着剤層、バック層等とすることができる。
前記露出層の露出面における、面内における最大高さをRmaxを面粗さとしたとき、前記面粗さとしては、特に制限はないが、7μm〜70μmが好ましい。
このような面粗さであると、使用環境により、前記露出面に水分が付着しても、水貼り付きによる二重送りを防止することができる。
即ち、前記可逆性感熱記録媒体を重ねて一挙的にプリントする際、できるだけ積載枚数を多くすることで、プリンタへのアクセス回数の低下、及びアクセス時間の短縮、作業工数を低減することが求められ、この際、前記面粗さとすることで、前記露出面に水分が付着しても、水貼り付きによる二重送りを防止して、プリンタへのアクセス回数の低下、及びアクセス時間の短縮、作業工数をプリンタへのアクセス回数の低下、及びアクセス時間の短縮、作業工数の低減可能とされる。
【0056】
前記可逆性感熱記録媒体間の張り付き力は、以下のように測定することができる。
即ち、2枚の前記可逆性感熱記録媒体を水で濡らした後、ロールに通し、密着させる。前記2枚の可逆性感熱記録媒体のそれぞれを引っ張り試験機(株式会社イマダ社製、デジタルフォースゲージ MAX 5Kgf)のクランプに保持させた状態で、300mm/minの引き抜き速度で引き抜いたときの最大荷重として測定することができる。
このときの前記可逆性感熱記録媒体間の張り付き力としては、5N以下が好ましい。
5Nを超えると、水貼り付きによる二重送りが生じるおそれがある。
【0057】
−その他の層−
前記その他の層としては、特に制限はないが、前記可逆性感熱記録層の前記基材シートが配される面と反対の面に設けてもよい保護層が挙げられる。該保護層と可逆性感熱記録層との間には、中間層が配されていてもよい。
【0058】
−−保護層−−
前記保護層の構成材料としては、特に制限はなく、熱、紫外線、電子線、などを用いて硬化させた樹脂が挙げられるが、中でも、紫外線又は電子線を用いて硬化させた樹脂が特に好ましい。
前記紫外線(電子線)を用いて硬化させることが可能な樹脂としては、例えばウレタンアクリレート系、エポキシアクリレート系、ポリエステルアクリレート系、ポリエーテルアクリレート系、ビニル系、不飽和ポリエステル系等のオリゴマー;各種単官能、多官能のアクリレート、メタクリレート、ビニルエステル、エチレン誘導体、アリル化合物等のモノマーが挙げられる。
なお、紫外線を用いて架橋させる際には、光重合開始剤、光重合促進剤を用いることが好ましい。また、熱硬化させることが可能な樹脂としては、前記可逆性感熱記録層と同様の樹脂を用いることができ、同様に硬化させることができる。
前記保護層の厚みとしては、0.1μm〜10μmであることが好ましい。
【0059】
−−中間層−−
前記中間層は、前記可逆性感熱記録層に対する保護層の接着性向上、保護層の塗布液の塗布による可逆性感熱記録層の変質防止、保護層中の添加剤の可逆性感熱記録層への移行防止のために設ける。これにより、画像の保存性を改善することができる。
前記中間層の構成材料としては、特に制限はなく、熱、紫外線、電子線等を用いて硬化させた樹脂、熱可塑性樹脂が挙げられる。
前記熱硬化性樹脂、又は熱可塑性樹脂としては、特に制限はなく、例えば、ポリエチレン、ポリプロピレン、ポリスチレン、ポリビニルアルコール、ポリビニルブチラール、ポリウレタン、飽和ポリエステル、不飽和ポリエステル、エポキシ樹脂、フェノール樹脂、ポリカーボネート、ポリアミド等が挙げられる。
また、前記熱、紫外線、電子線等を用いて硬化させた樹脂としては、特に制限はなく、前記可逆性感熱記録層と同様のものを用いることができ、同様に硬化させることができる。
なお、前記中間層の形成方法としては、前記可逆性感熱記録層と同様の形成方法を挙げることができる。
【0060】
更に、前記中間層としては、必要に応じて、フィラー、紫外線吸収剤等を含有してもよい。
前記中間層中のフィラーの含有量としては、1体積%〜95体積%が好ましく、5体積%〜75体積%がより好ましい。
また、前記中間層中の紫外線吸収剤の含有量としては、前記樹脂に対して、0.5質量%〜10質量%であることが好ましい。
また、前記中間層の厚みとしては、0.1μm〜20μmが好ましく、0.3μm〜3μmがより好ましい。
【0061】
前記可逆性感熱記録層上に積層される前記中間層と保護層の各層においては、酸素透過性の低い樹脂を含有することが好ましい。これにより、前記可逆性感熱記録層中のロイコ染料及び顕色剤の酸化を抑制することが可能になる。
なお、前記可逆性感熱記録層と基材シートの間にアンダー層を設けてもよい。これにより、前記可逆性感熱記録層の発色感度及び前記可逆性感熱記録層と前記基材シートの接着性を向上させることができる。
また、レーザー光を用いて、前記可逆性感熱記録層を発色させるためのレーザー光を吸収して光を熱に変換する光熱変換層を設けてもよい。
更に、放熱を防止するために、空気層等の断熱層を設けてもよい。
【0062】
こうして形成される本発明の前記可逆性感熱記録媒体の総厚みとしては、150μm〜500μmが好ましく、250μm〜400μmがより好ましく、270μm〜300μmが特に好ましい。
前記総厚みが、500μmを超えると、柔軟性が損なわれヘッド密着性向上効果が発揮出来ない。さらに、580μm以上となると、プリンターの搬送系で詰まりが発生する。
前記総厚みが、150μm未満であると、薄くなりすぎることでサーマルヘッドへの押し付けが足りず、印字不良が発生する。
【0063】
前記可逆性感熱記録媒体の柔軟性を表す曲げ変形荷重としては、特に制限はなく、目的に応じて適宜選択することができるが、45gf未満が好ましく、28gf以下がより好ましい。
前記柔軟性を表す曲げ変形荷重は、以下のようにして測定することができる。
長さ200mm×巾85mmのサイズのタグサンプルを、まず長方形台座間を平行に100mmスパンで開けた所に無加重で平らに橋掛けして置く。一般的なばね秤(Max 500gf、押しプローブ直径Φ3mm棒)にて、平らに橋掛けしたタグ中央(スパン100mm間の50mm位置、巾85mmの中央端から42.5mm位置)を上方から下方へ押圧し、高さ方向で10mm下方へ変形時の荷重を測定する(図21参照)。
【0064】
−第1の実施形態−
第1の実施形態に係る可逆性感熱記録媒体100は、図2に示すように、可逆性感熱記録層2と、可逆性感熱記録層2に隣接して配される基材シート1と、回路基板10a上に凸状の電子情報記録素子10bとアンテナ回路10cとを有する電子情報記録部10と、基材シート1と前記電子情報記録部10とを接着する接着剤層4と、により構成される。
ここで、基材シート1は、可逆性感熱記録層2が配される面と反対の面に凹部5が形成されている。また、電子情報記録部10は、基材シート1の凹部5に対し電子情報記録素子10bが挿入されるように配されている。また、接着剤層4は、電子情報記録部10の電子情報記録素子10bが配された面と反対の面側の全体を覆うように配され、露出面が均一な層となるように形成されている。
このような可逆性感熱記録媒体100によれば、可逆性感熱記録媒体100が薄膜化され、可逆性感熱記録媒体100が柔軟化されることにより、印字消去を行なう際のサーマルヘッドや消去バー、消去ローラー、消去板への押し当て時の密着接地が容易となる。この結果、サーマルヘッド又はイレーズバーによる上面からの接触ムラ、及びプラテンローラによる下面からの接触ムラをなくすことができ、接触不良による発色、消去ムラを発生させずヘッドの面精度も許容して印字品質が安定化される。
したがって、3IPS以上の高速で画像消去及び記録を行っても、電子情報記録部10の周囲領域、電子情報記録素子10bの周囲領域、アンテナ回路10cの周囲領域、及び導通部材領域といった各凹凸領域における白抜け及びカスレの生じない記録、並びに消し残りのない消去が可能となり、優れた印字品質が得られることとなる。
更に、柔軟化により、屈曲に対してもICカシメ部分の集中的屈曲負荷が抑えられ、また、局部的屈曲が抑えられ、その結果、ICカシメ部において断線不良の少ないフレキシブルな形状復元性が得られる。また、作業等における把持の際に、手になじみやすく、ハンドリング性が向上される。
加えて、電子情報記録素子10bが基材シート1の凹部5に挿入されており、電子情報記録部10bによる段差及び凹凸をなくすことができ、可逆性感熱記録媒体全体が平坦化される。これによっても、3IPS以上の高速で画像消去及び記録品質を高めることが可能である。
【0065】
この第1の実施形態に係る可逆性感熱記録媒体100の製造方法は、以下の通りである。
まず、可逆性感熱記録層2を一面側に設けた基材シート1の他面側に対して、後に挿入する電子情報記録部10上の電子情報記録素子10bが納まる大きさでレーザーにより凹部5を形成する。
凹部5は、電子情報記録素子10bの縦横寸法、高さに応じて、電子情報記録素子10bの大きさよりも、縦横寸法が各々1.5mm以下で大きく、より好ましくは1.0mm以下で大きく、凹部10bの深さは、電子情報記録素子の高さよりも50μm以下で深く、より好ましくは20μm以下深く形成する。
次に、基材シート1の他面側の電子情報記録部10が装着される位置全体に接着剤層4を予め塗布しておき、凹部5に電子情報記録素子10bを挿入し、接着剤層4を介して、電子情報記録部10を装着する。
一方、紙厚の均一な剥離紙の上に接着剤層4を塗工し、基材シート1の電子情報記録部10を装着した面側に接着剤層4の面側を向けて重ねるようにして、ローラーに挿入して、ローラー間ギャップの精度と表面性により接着剤を流動させて接着を行なう。図4がローラーに通し、総厚均一化した後の構成を示している。
このとき、ローラにより、電子情報記録部10を破損しない程度に加圧する。これにより流動化され、電子情報記録部10を覆うように充填された接着剤層4により電子情報記録部10の厚みを吸収し、且つ電子情報記録部10周囲の空隙部位をなくすことができる。次に、剥離紙30を取り去り、最適なサイズに切断することにより、表面凹凸のない総厚が均一な可逆的感熱記録媒体100が製造される。
【0066】
−第2の実施形態−
第2の実施形態における可逆性感熱記録媒体200においては、接着剤層4により、電子情報記録部10の全体を覆わず、電子情報記録部10と接着剤層4とで、可逆性感熱記録媒体200の面を構成するように形成されている。
このような第2の実施形態における可逆性感熱記録媒体200においては、電子情報記録部10と接着剤層4とで構成される面に、任意の機能層を配することが可能とされる。
【0067】
この第2の実施形態に係る可逆性感熱記録媒体200の製造方法は、以下の通りである。
まず、可逆性感熱記録層2を一面側に設けた基材シート1の他面側に対して、後に挿入する電子情報記録部10上の電子記録素子10bが納まる大きさでレーザーにより凹部5を形成する。
次に、基材シート1の他面側の電子情報記録部10が装着される位置全体に接着剤層4を予め厚めに塗布しておき、凹部5に電子情報記録素子10bを挿入して接着剤層4を介し電子情報記録部10を装着する。
一方、基材シート1の電子情報記録部10を装着した面側に、紙厚の均一な剥離紙を重ねるようにしてローラーに挿入して、ローラー間により可逆性感熱記録媒体200を押し付け、厚めに塗布した電子情報記録部10底部の接着剤層4の面レベルが電子情報記録部10の面と同じレベルとなるまで接着剤層4を押し広げて接着を行なう。このとき、ローラにより、電子情報記録素子10bを破損しない程度に加圧する。
これにより流動化され電子情報記録部10の厚さと同レベルで周囲に充填された接着剤層4により、電子情報記録部10の厚みを吸収し、かつ電子情報記録シート周囲の空隙部位をなくすことができる。
次に、剥離紙30を取り去り、電子情報記録部10の表面を接着剤層4で覆わず、最適なサイズに切断することにより、表面凹凸のない総厚が均一な可逆的感熱記録媒体200が製造される。
【0068】
−連続稼動による製造方法−
更に、図5を参照しつつ、電子情報記録部(インレット)10上の電子情報記録素子10b(IC部)を高精度に位置決めを行い、基材シート1裏面の凹部5への挿入を間欠動作での位置決めではなく、連続稼動にて行なう製造方法について説明する。
連続したインレットシート160を円筒状で回転する真空ドラム150面上に直進させて移載する。ここで真空ドラム150は常時吸着をONにしており、インレットシート160を前進進入させた瞬間吸着が始まる。
吸着の直前にインレット上の合いマーク156(又はIC部)をインレット合いマークの位置検出センサ151aで位置検出した後、検出結果に基づき一定の距離だけ進入させて真空ドラム150の定角度位置に配置させ、真空ドラム150の回転でインレット位置が進行するに従い、真空ドラム150と同速度で、ニップロール157でのシート送りを行ない、インレットへのインフィード側(ニップロール157側)からの引っ張りをなくし、こうしてインレット位置のズレが防止される。
【0069】
次に、回転進行中のインレットシート160を枚葉に切り分けるため、CO2レーザーマーカ152を使用して高速で一直線に走査して短冊形状に切断する。真空ドラム150の曲面上のインレットシート160は、こうして真空ドラム150上で切断され、インレット10が形成される。前記シート送りの機構により、カット時間中に発生する切断残りが発生している状態においてもインレットのズレを発生させない。
インレットシートを0.2sで横断してカットすると仮定した場合、切り始めて0.1s後の瞬間は、半分切れた部分はフリーになっているが、残った半分は切れておらず、元シートと一体であるので元シート側の搬送送り速度がドラムの回転速度と同一でない場合、例えば、送りが遅い場合、切断残部に元シート側方向へ引張りの力が働いて真空ドラム上で位置だししておいたインレットが回転して位置ズレしてしまう。ここでは、このような状態を切断残りと称している。
また、製品上、切断面が直線(真空ドラム150の軸方向)になるように、回転中での切断を行なうため、真空ドラム150の回転速度をエンコーダで入力してレーザーマーカ152を自動速度追従させ、斜め移動させる。
また、真空ドラム150上に配される、インレットは曲面を形成しているため、Z軸方向にもレーザー内のガルバノレンズ機構にて自動速度追従させるか、あるいは、曲率の大きい真空ドラム150上にてZ軸の位置差、つまり、焦点高低差を10mm以下、好ましくは5mm以下に低減し、Z軸追従無しとして、平均Z軸位置でのカットを行なう。
【0070】
位置ズレなくカットした後のインレット10の位置を、インレットの位置検出センサ151bで確認すると同時に、真空ドラム150の下で流動しているベース基材153に対して凹部5を設け、真空ドラム150下直前で凹部5又は凹部5に対応したベース基材153上の合いマーク155を合いマークの位置検出センサ151cで確認することで、IC部10bと凹部5の両方の位置差を貼り合せ直前に確認することが可能となる。
その位置差分を真空ドラム150上で補正回転させる。この際、IC部10bの位置の補正回転中に真空ドラムに入ってくる新たなインレットに対しては、この補正分パルスを±調整して移載し定角度位置に載せる条件が崩れないようにする。
位置補正されたインレット10に対し、ベース基材153をゴム製のプレスローラで真空ドラム150側に押し付け、ドラム−ロール間プレスでR面上インレイ端部から徐々に押し付け気泡を追い出しながら高精度にIC部10bを凹部5に挿入し、インレット貼合せを行なう。
【0071】
位置ズレとしては、ベース基材153側とインレット10b側との巾方向のズレを抑えておく必要があるが、まずベース基材153側に関して説明する。
1.基本的搬送精度だし:ロール平行度出し/Sラップ通し及びロール面粗し巾ズレ防止グリップ
これにより、ロールからの基材シート巻き出しの直進性を出して蛇行を防止する。Sラップとは、2本のローラーへSの字にシート経路を通す(同じ高さの2本のローラーが有るとすると、1本目を上から2本目を下から巻いて通すこと)ことによってシートにテンションが与えられた際、ローラーに対しグリップ力を発生させる。また、ロール面を単純に粗らすことでも同様にクリップ力を発生させることができ、それらにより横ズレ、蛇行の防止となる。
2.高速追従:テンションピック制御によるテンション変動起因のたるみ、蛇行の防止
テンションを緩ませるということは、基材をフリーにしてしまうため、容易に横ズレの原因となる。そのため、基材の挙動に対して機微な反応をするテンションピック制御により、安定した巾方向位置と基材との直進性を保つこととする。
3.レーザーザグリ工程〜アタッチ工程間を1m以内と最短設計して根本的にズレ発生量低減
4.レーザーザグリ工程〜アタッチ工程をガイドレール又は、ロール上巾位置決めリングにて端部位置決め
これらガイドレール、ロール上のリングガイドは、基材の端部を規定して横ズレを防止する機能を有する。
5.IC挿入用のため、例えば188μm〜250μm厚等の基材剛性のある厚基材を常にベース基材として使用することでガイドレールに対する位置決め効果を向上させる。
図5中の貼付けピッチは、製品となる可逆性感熱記録媒体の長さと、可逆性感熱記録媒体間に必要な耳部分(打ち抜き代部分)の長さによって任意に可変設計可能である。
【0072】
次に、インレット10b側についての説明を行う。
1.基本的搬送精度だし:ロール平行度出し/Sラップ通し及びロール面粗し巾ズレ防止グリップ
前記ベース基材153側と同様に、これにより、ロールからの基材シート巻き出しの直進性を出して蛇行を防止する。Sラップとは、2本のローラーへSの字にシート経路を通す(同じ高さの2本のローラーが有るとすると、1本目を上から2本目を下から巻いて通すこと)ことによってシートにテンションが与えられた際、ローラーに対しグリップ力を発生させる。また、ロール面を単純に粗らすことでも同様にクリップ力を発生させることができ、それらにより横ズレ、蛇行の防止となる。
2.高速追従:テンションピック制御によるテンション変動起因のたるみ、蛇行の防止
前記ベース基材153側と同様に、テンションを緩ませるということは、基材をフリーにしてしまうため、容易に横ズレの原因となる。そのため、基材の挙動に対して機微な反応をするテンションピック制御により、安定した巾方向位置と基材との直進性を保つこととする。
3.レーザーザグリ工程〜アタッチ工程をガイドレール又は、ロール上巾位置決めリングにて端部位置決め
4.アンワインダー巻き出し巾位置設定・微調整治具による品種、LOT間でのインレイ幅差への随時センターリング対応を行なう。
インレット材料毎のスリットバラツキによりインレット基材端部から、ICチップ位置が異なる場合があり、アンワインダーへインレット材料を取り付ける前にインレット基材端部−ICチップ位置の寸法を確認して、それを反映微調整して寸法設定した治具をアンワインダー上巾位置出しに使用する。
【0073】
これらを行なっての凹部〜IC部10b間での進行方向位置ズレ、巾方向ズレは、貼り合せ後の位置に設置したCCDカメラを利用してXYズレ量を確認検出する。このXYズレ修正は、CO2レーザーマーカー152のレーザーマーク位置プログラムに基づくXYズレ量自動フィ−ドバック転送を基に、微調することにて容易に対応することが可能である。
このような高精度位置出しにより、挿入するIC部(電子情報記録素子)10bと凹部5との間の凹部5の幅方向における間隔、例えば、縦横寸法に対し、縦、横それぞれ1.0mm〜1.5mm以下ずつ大きいという、小さな凹部寸法であっても問題なく位置出し挿入が可能となる。
また、レーザー加工、マイクロミル加工を使用した貫通穴でない凹部5の形成によって、凹部の深さを任意に設定条件調整のみで可能とする。これにより、凹部5に挿入するIC部(電子情報記録素子)10bの挿入高さと、凹部5の深さの差(凹部5と電子情報記録素子10bとの間の前記凹部5の深さ方向における間隔)が0μm〜50μm、好ましくは0μm〜20μmの差であることに対応可能となる。
【0074】
本発明の可逆性感熱記録媒体を用いて画像を形成するには、一旦発色温度以上に加熱した後、急冷すればよい。
具体的には、サーマルヘッドやレーザー光で短時間加熱すると、可逆性感熱記録層が局部的に昇温するため、直ちに熱が拡散し、急激な冷却が起こり発色状態となる。
一方、画像を消去するためには、熱源を用いて長時間加熱して冷却するか、発色温度よりやや低い温度に一時的に加熱すればよい。長時間加熱すると、可逆性感熱記録層の広い範囲で昇温するため、その後の冷却が遅くなり、消色状態となる。
この場合、熱源としては、熱ローラ、熱スタンプ、熱風等を用いてもよい。また、サーマルヘッドへの印加電圧やパルス幅を調節することによって、印加エネルギーを画像形成時よりやや低下させてもよい。この方法を用いれば、サーマルヘッドだけで画像の形成及び消去ができ、いわゆるオーバーライトが可能になる。
【0075】
図6に、本発明の可逆性感熱記録媒体に画像の形成及び消去を行うプリンターの一例を示す。
このプリンターでは、可逆性感熱記録媒体50が矢印の向きに搬送され、セラミックバー51、搬送ローラ52、サーマルヘッド53、及びプラテンロール54を通って系外に排出される。この場合、セラミックバー51により画像の消去が行われ、サーマルヘッド53とプラテンロール54により画像の形成が行われる。
また、図7に、本発明の可逆性感熱記録媒体に画像の形成及び消去を行うプリンターの他の一例を示す。このプリンターでは、可逆性感熱記録媒体60が矢印の向きに搬送され、熱ロール61、サーマルヘッド62、プラテンロール63、及び搬送ローラ64を通って系外に排出される。この場合、熱ロール61により画像の消去が行われ、サーマルヘッド62とプラテンロール63により画像の形成が行われる。
【0076】
可逆性感熱記録媒体50の搬送速度は、特に制限はなく、目的に応じて適宜選択することができるが、本発明においては、3IPS以上の高速で画像消去及び記録を行っても、電子情報記録シート周囲領域、電子情報記録素子領域、アンテナ回路領域、及び導通部材領域における白抜け及びカスレの生じない記録、並びに消し残りのない消去が可能である。
また、加熱処理により画像の形成及び消去が正確に行われるように、可逆性感熱記録媒体及びプリンターが構成されている。また、プリンターが小型である場合には、画像の形成及び消去が連続して行われるため、加熱処理時の加熱エネルギーを調整することにより、画像の形成及び消去が正確に行われるように構成されている。
【0077】
本発明の前記可逆性感熱記録媒体は、可逆性感熱記録層と電子情報記録素子(ICチップ)の両方を有するため、ICチップに書き込まれた情報を可逆性感熱記録層に表示することにより情報を容易に確認することができ、利便性が向上する。本発明の前記可逆性感熱記録媒体は、入出チケット、冷凍食品用容器、工業製品、各種薬品容器等のステッカー、物流管理用途、製造工程管理、文書管理用途等の一般文書サイズに加工されたシートとして広く用いることができる。
【実施例】
【0078】
以下、本発明の実施例を説明するが、本発明は、これらの実施例に何ら限定されるものではない。
【0079】
(可逆性感熱記録部1)
可逆性感熱記録層を一面側に設けた基材シート(可逆性感熱記録シートA:株式会社リコー製(CRフィルム630BD)、厚み188μm)において、可逆性感熱記録層(厚み30μm)の他面側に対して、後に挿入する電子情報記録部上の凸状電子情報記録素子が納まる大きさでレーザーにより凹部を形成した(凹部の縦横□mm寸法;1.0mm、凹部の深さ;110μm)。
柔軟性のあるタグと剛性のあるタグの印字性の比較という目的のため、また、数mm以上の空隙部があると印字不良が発生するという印字良品条件を把握するため、前記凹部に対して、電子情報記録部を装着せず、且つ、接着剤の充填も行なっていない。
一方、紙厚の均一な剥離紙の上に厚み80μm〜85μmの接着剤を塗工し、基材シートの凹部を形成した側に対して、前記剥離紙の接着剤面側を向け、前記剥離紙を重ねるようにしてローラに挿入して、ローラ間ギャップの精度と表面性により接着剤を流動させて接着を行なった。なお、図4の構成から、電子情報記録部と凹部内の接着剤を省いた形態のものをローラに通し、総厚均一化して作製した。ローラーでの潰し代はなく、凹部への接着剤流入がない条件で貼り合せを行なった。
次に、剥離紙を取り去った後、最適なサイズに切断して、総厚が300μmで均一である可逆的感熱記録部1を製造した。
【0080】
なお、可逆性感熱記録部1の製造に用いた可逆性感熱記録シートA(可逆性感熱記録層付き基材シート):株式会社リコー製(CRフィルム630BD)の詳細については以下の通りである。
【0081】
−可逆性感熱記録層の作製−
下記組成を、ボールミルを用いて平均粒径が0.1μm〜1.0μmになるように粉砕分散した。
・2−アニリノ−3−メチル−6ジブチルアミノフルオラン(ロイコ染料)・・・1質量部
・下記構造式で表される電子受容性化合物(顕色剤)・・・4質量部
【化12】
・ジアルキル尿素(日本化成株式会社製、ハルリーンSB)・・・1質量部
・アクリルポリオール樹脂40質量%溶液(三菱レイヨン株式会社製、LR327)・・・10質量部
・メチルエチルケトン・・・80質量部
得られた分散液にイソシアネート(日本ポリウレタン株式会社製、コロネートHL)4質量部を加え、よく撹拌して、可逆性感熱記録層塗布液を調製した。次に、得られた可逆性感熱記録層塗布液を、厚み100μmの白濁ポリエステルフィルム(東レ株式会社製、E28G)上にワイヤーバーを用いて塗布し、100℃にて2分間乾燥した後、60℃にて24時間加熱して、厚み12μm〜13μmの可逆性感熱記録層(可逆性感熱記録層のみ単層(保護層、中間層抜き))を設けた。
【0082】
−保護層の作製−
下記組成をボールミルを用いて平均粒径が2μm〜3μmになるように粉砕分散し、保護層塗布液を調製した。
・下記構造式(1)で表される化合物
(日本化薬株式会社製、KAYARAD DPHA(固形分100質量%))・・・4質量部
・下記構造式(2)で表される化合物
(日本化薬株式会社製、KAYARAD DPCA−60)・・・21質量部
前記構造式(1)の化合物/前記構造式(2)の化合物=1.6/8.4
【化13】
【化14】
ただし、前記構造式(1)及び(2)中、Xは、ペンタエリスリトール基又はジペンタエリスリトール基を表す。Yは−CH2O−、−CH2CH2O−、−CH2CH2CH2O−、−CH2CH2CH2CH2O−、−CH2CH2CH2CH2CH2O−、−CH2CH(CH3)O−、−CO−CH2CH2CH2CH2CH2O−結合を表し、Zは−H、―CO−CH=CH2を表す。aは1〜5、bは1〜5、cは1〜12を表す。
・シリカ(水澤化学工業株式会社製、P−526)・・・2質量部
・光重合開始剤(日本チバガイギー株式会社製、イルガキュア184)・・・1質量部
・イソプロピルアルコール・・・60質量部
・トルエン・・・10質量部
得られた保護層塗布液を前記感熱記録層上にワイヤーバーにて塗布し、90℃にて1分間加熱乾燥した後、照射エネルギー80W/cmの紫外線ランプ下で架橋させて、厚み3μmの保護層を設けた。以上により、可逆性感熱記録シートA〔株式会社リコー製(CRフィルム630BD)〕を作製した。
【0083】
(可逆性感熱記録部2)
可逆性感熱記録部1において、凹部の縦横□mm寸法を1.0mmから1.5mmに変え、凹部の深さを110μmから150μmに変えたこと以外は、可逆性感熱記録部1と同様にして、可逆性感熱記録部2を製造した。
【0084】
(可逆性感熱記録部3)
可逆性感熱記録層を一面側に設けた基材シート(可逆性感熱記録シートA:株式会社リコー製(CRフィルム630BD)、厚み188μm)において、感熱記録層(厚み30μm)の他面側に対して、後に挿入する電子情報記録部上の凸状電子情報記録素子が納まる大きさでレーザーにより凹部を形成した(凹部の縦横□mm寸法;1.0mm、凹部の深さ;110μm)。
柔軟性のあるタグと剛性のあるタグの印字性の比較という目的のため、また、数mm以上の空隙部があると印字不良が発生するという印字良品条件を把握するため、凹部に対して、電子情報記録部を装着せず、且つ、接着剤の充填も行なっていない。
一方、厚さ250μmのPET基材の上に厚み130μm〜135μmの接着剤を塗工し、基材シートの凹部を形成した面側に対して、前記PET基材の接着剤面側を向け、前記PET基材を重ねるようにしてローラに挿入して、ローラ間ギャップの精度と表面性により接着剤を流動させて接着を行なった。なお、図4の構成から、電子情報記録部と凹部内の接着剤を省いた形態のものをローラに通し、総厚均一化して作製した。ローラーでの潰し代はなく、凹部への接着剤流入がない条件で貼り合せを行なった。
次に、最適なサイズに切断して、総厚が600μmで均一である可逆性感熱記録部3を製造した。
【0085】
(可逆性感熱記録部4)
可逆性感熱記録部3において、凹部の縦横□mm寸法を1.0mmから1.5mmに変え、凹部の深さを110μmから150μmに変えたこと以外は、可逆性感熱記録部3と同様にして、可逆性感熱記録部4を製造した。
【0086】
(評価)
可逆性感熱記録部1〜4について、以下の評価を行った。
【0087】
<印字品質の評価>
−可逆性感熱記録部1と可逆性感熱記録部3との比較−
神鋼電機株式会社製のRP−K8520HF−5A1プリンターを用い、搬送速度3IPS又は2IPS、消去温度170℃の条件で、全ベタ画像の消去及び印字を行った。
評価は、可逆性感熱記録部1については、基材シートの凹部縦横□mm寸法を0.7mmから、1.0mm、1.5mm、2.0mm、2.5mm、3.0mm、3.5mm、4.0mm、5.0mm、6.0mmに順次変更して行った。
また、可逆性感熱記録部3については、基材シートの凹部縦横□mm寸法を0.7mmから、1.0mm、1.5mm、2.0mm、2.5mm、3.0mm、3.5mm、4.0mm、5.0mm、6.0mmに順次変更して行った。
これら可逆性感熱記録部1及び可逆性感熱記録部3の印字状態を目視観察し、下記基準で評価した。結果を下記表1−1に示す。また、可逆性感熱記録部1の搬送速度3IPSにおける印字状態の撮像データを図8に示し、可逆性感熱記録部3の搬送速度3IPSにおける印字状態の撮像データを図9に示す。
【0088】
〔評価基準〕
○:印字できない領域や印字カスレが無く、良好な画像であった。
△:うっすらと印字できない領域や印字カスレが観察された。
×:明瞭に印字できない領域や印字カスレが観察された。
【0089】
−可逆性感熱記録部2と可逆性感熱記録部4との比較−
評価の対象を下記のように変更したこと以外は、前記可逆性感熱記録部1と可逆性感熱記録部3との比較方法と同様にして、可逆性感熱記録部2と可逆性感熱記録部4との白抜けの評価を行った。
即ち、可逆性感熱記録部2については、基材シートの凹部縦横□mm寸法を1.0mmから、1.5mm、2.0mm、2.5mm、3.5mm、4.0mm、5.0mm、6.0mmに順次変更して行った。
また、可逆性感熱記録部4については、基材シートの凹部縦横□mm寸法を1.0mmから、1.5mm、2.0mm、2.5mm、3.5mm、4.0mm、5.0mm、6.0mmに順次変更して行った。
結果を下記表1−2に示す。また、可逆性感熱記録部2の搬送速度3IPSにおける印字状態の撮像データを図10に示し、可逆性感熱記録部4の搬送速度3IPSにおける印字状態の撮像データを図11に示す。
【0090】
【表1−1】
【0091】
【表1−2】
【0092】
上記表1−1から理解されるように、可逆性感熱記録部1と可逆性感熱記録部3とでは、可逆性感熱記録部1の方が優れた印字品質が得られている。
また、可逆性感熱記録部1については、図8に示す通り、凹部縦横□mm寸法、0.7mm〜6mmのすべての条件において、はっきりと黒印字できている。
また、可逆性感熱記録部3については、図9に示す通り、凹部縦横□mm寸法が小さい0.7mm及び1.0mmでは、黒印字できているが、これよりも寸法が大きい場合、黒印字ができておらず、印字不良が生じている。
【0093】
上記表1−2から理解されるように、可逆性感熱記録部2と可逆性感熱記録部4とでは、可逆性感熱記録部2の方が優れた印字品質が得られている。
また、可逆性感熱記録部2については、図10に示す通り、凹部縦横□mm寸法、1.0mm〜6mmのすべての条件において、黒印字できており、特に、1.0mmと1.5mmの条件において、はっきりと黒印字できている。
また、可逆性感熱記録部4については、図11に示す通り、凹部縦横□mm寸法、1.0mm〜6mmのすべての条件において、黒印字できておらず、印字不良が生じている。
【0094】
また、上記表1−1、表1−2に示す通り、模擬的に凹部における深さが110μm以下であり、かつ、該凹部にICチップ(電子情報記録素子)を挿入した状態で空隙となる部分の幅寸法(前記凹部の側面と前記電子情報記録素子の側面との間隔)が6.0mm以下である可逆性感熱記録媒体、及び、凹部における深さが150μm以下であり、かつ、該凹部にICチップ(電子情報記録素子)を挿入した状態で空隙となる部分の幅寸法(前記凹部の側面と前記電子情報記録素子の側面との間隔)が1.5mm以下である可逆性感熱記録媒体において、特に優れた印字品質が得られることを表す結果が得られた。
また、上記表1−1、表1−2の結果から、搬送速度が2IPSでは、可逆性感熱記録部1〜4のいずれも印字品質に問題がないものの、搬送速度を3IPSでは、可逆性感熱記録部1及び2の場合に印字品質が優れることがわかった。
【0095】
(実施例1)
−可逆性感熱記録媒体の作製−
可逆性感熱記録部1及び2の構成に基づき、以下のように実施例1における可逆性感熱記録媒体を作製した。
可逆性感熱記録層(厚み30μm)を一面側に設けた基材シート(可逆性感熱記録シートA:株式会社リコー製(CRフィルム630BD):厚み188μm)の他面側に対して、後に挿入する電子情報記録部上の凸状電子情報記録素子が納まる大きさで、レーザーにより凹部を形成した(凹部の縦横□mm寸法;2.7mm、凹部の深さ;150μm)。
この凹部は、電子情報記録素子の縦横寸法、高さに応じて、電子情報記録素子の大きさよりも大きく形成し(凹部の幅方向において、凹部の側面と電子情報記録素子の側面との間隔;0.75mm〜1.5mm)、凹部深さは、電子情報記録素子の高さ以下に深く形成した(凹部の深さ方向において、凹部の底面と電子情報記録素子の頂部との間隔;0μm)。
次に、前記凹部が形成された基材シートの他面側において、電子情報記録部が装着される位置全体に接着剤を予め塗布しておき、前記凹部に前記電子記録素子を挿入し、接着剤層を介して、電子情報記録部を装着した。ここで凹部内壁側へは接着剤の充填は行なっていない。
一方、紙厚の均一な剥離紙の上に、厚み80μm〜85μmの接着剤を塗工し、基材シートの電子情報記録部を装着した面側に対して、前記剥離紙の接着剤面側を向け、前記剥離紙を重ねるようにしてローラに挿入して、ローラ間ギャップの精度と表面性により接着剤を流動させて接着を行なった。なお、ローラに通し、総厚均一化して図4の構成のものを作製している。
次に、剥離紙を取り去った後、最適なサイズに切断して、総厚が300μmで均一である実施例1における可逆的感熱記録媒体を製造した。
実施例1における可逆的感熱記録媒体の裏面は、剥離紙を取り去った後の剥離紙面の粗さが転写された接着剤表面であり、使用する剥離紙に表面粗さ7μm以上の選定条件から表面粗さRmax約13μmのものを選定したため、裏面粗さは、Rmax13μm〜15μmとなった(下記表7参照)。
【0096】
(比較例1)
次に、比較例1として、特開2008−229911号公報に記載の条件で製造した可逆的感熱記録媒体300(図16参照)を説明する。この可逆性感熱記録媒体300は、ICチップが、コアシートの貫通孔内を可逆性感熱記録層の方向に突き出したものである。
まず、接着剤層40を有するコアシート310(東洋紡製 クリスパーPET K1212)は、接着剤層41を有する電子情報記録シートのICチップ10bが納まる大きさに貫通孔350が形成され準備されている。また、シート320(東洋紡製 クリスパーPET K1212)が電子情報記録シート10全体が収納されるように、くり貫かれた状態で接着剤層41中に配されている。次に、層構成として最下部のベース基材となる接着剤層41を介して媒体用基材シート330(東レ製 白色PET E−28G が供給され、ローラにより、媒体用基材シート330と、シート320とを貼り合せ、電子情報記録シート10のICチップ10bがコアシート310の貫通孔350に収まるように、貼り合わせる。
更に、最表層となる可逆性感熱記録層2(厚み30μm)を一面側に設けた基材シート1(可逆性感熱記録シートA:株式会社リコー製(CRフィルム630BD):厚み130μm)を供給して、貫通孔350が形成されたコアシート310上に、接着剤層40を介して順次接着される。このとき、ローラにより、ICチップが破損しない程度に加圧される。なお、5枚のシートが接着された後、総厚は、ほぼ600μmとなり、最適なサイズに切断することにより、比較例1における可逆的感熱記録媒体を作製した。
また、比較例1における可逆的感熱記録媒体の裏面は、PET製の媒体用基材シートであり、基材そのものの平滑な表面であり、裏面粗さは、Rmax3.5μmであった。
なお、以下の条件は、実施例1との比較のため、同一の条件とした。
・貫通穴凹部の縦横□mm寸法;2.7mm、貫通穴凹部の深さ;150μm
・凹部の幅方向において、凹部の側面と電子情報記録素子の側面との間隔;0.75mm〜1.5mm、及び、凹部の深さ方向において、凹部の底面と電子情報記録素子の頂部と間隔;0μm
【0097】
(白ヌケの評価)
実施例1と比較例1について
神鋼電機株式会社製のRP−K8520HF−5A1プリンターを用い、搬送速度3IPS、消去温度170℃の条件で、色階調設定255値入力で全ベタ画像の消去及び印字を行い、並びに、色階調設定123値入力でハーフトーン画像の消去及び印字を行い、可逆性感熱記録媒体のICチップ領域、インレットの周囲領域、アンテナ回路領域、及び導通部材領域での印字状態を目視観察し、下記基準で評価した。結果を下記表2に示す。
〔評価基準〕
○:印字できない領域や印字カスレが無く、良好な画像であった。
△:うっすらと印字できない領域や印字カスレが観察された。
×:明瞭に印字できない領域や印字カスレが観察された。
【0098】
【表2】
ただし、かっこ内の評価は、ハーフトーン画像における印字状態の評価を示す。
【0099】
(形状復元時間の評価)
実施例1及び比較例1における可逆性感熱記録媒体に対し、形状復元時間を測定し、評価を行った。
前記形状復元時間の測定は、可逆性感熱記録媒体における初期のカールを測定しておき、可逆性感熱記録媒体の両片を指で摘んで折り曲げ、曲げ部が初期のカールに戻るまでの時間を測定することにより行った。結果を下記表3に示す。
【0100】
【表3】
【0101】
上記表3に示す通り、実施例1と比較例1とでは、実施例1の方が、形状復元に要する時間が短く、優れた形状復元性が得られている。
したがって、プリンターに挿入して、印字・消去動作を行う際に、可逆性感熱記録媒体を把持してカールや波うちが生じても、形状が復元された状態で印字・消去動作に供することができるため、印字不良、搬送不良、ジャム等の問題を解消することができる。
【0102】
(ハンドリング性及び折り曲げ耐久性の評価)
実施例1及び比較例1における可逆性感熱記録媒体を、一般的に用いられる、長さ200mm×巾105mmの大きさに調整し、折曲げ耐久性及びハンドリング性を評価した。
具体的には、200mmの長手を半折りしカールさせて、半折り部分、長手100mm×巾105mmの中央部分の面と面が密着するまで押し付けクランプ力測定器にて、押力(gf)測定した。また、R(mm)定規を使用して、半折りさせたカール部分の最小曲率測定し、評価を行った。結果を下記表4に示す。
また、上記測定後、復元した状態の実施例1における可逆性感熱記録媒体の撮像データを図12に示す。また、測定後、復元した状態の比較例1における可逆性感熱記録媒体の撮像データを図13に示す。また、図13における半折りさせた部分を拡大した撮像データを図14に示す。
【表4】
【0103】
上記表4から理解されるように、実施例1と比較例1とでは、実施例1の方が押力(gf)が低く、形状変化に優れることから、可逆性感熱記録媒体を把持した際に手になじみやすく、優れたハンドリング性が得られている。
また、実施例1と比較例1とでは、実施例1の方が半折りさせたカール部分の最小曲率が大きく、しなやかに丸いカールが得られている。また、図12に示すように、実施例1の可逆性感熱記録媒体においては、復元後、くせが残らず、フラットな形状に戻るのに対して、図13及び図14に示すように、比較例1の可逆性感熱記録媒体においては、復元後、折れ(キンクスジ、折れ高さ10mm)が残り、使用ができない状態となった。
このように、実施例1の可逆性感熱記録媒体においては、フラット面置き、BOX面のタグホルダーからの可逆性感熱記録媒体を抜き取り、など動作に際し、可逆性感熱記録媒体を把持しても局所屈曲、折れ、割れがなく、形状が柔軟に把持形状に対応することでカシメ部分への力集中による品質劣化無く、かつ、ハンドリング性の向上を両立可能としている。
【0104】
(反り、打ち抜きの評価)
60℃〜90℃にて粘度10万cps以下が保たれる接着剤(前出のヘンケルテクノロジーズジャパン(株)製 PUR HM接着剤 パーフェクトロック MR900RI)を使用し、接着剤層塗布及び、貼り合せ時加工温度を60℃〜90℃とすることによって、低温加工により、加工時の熱付与による基材のカール、波うちを防止し、同時に接着剤の収縮量を低減して同様にカールを低減した。
表5は、実施例1の可逆性感熱記録媒体において、基材シートに東洋紡製 クリスパー多孔質PET K2323 188μm厚を用い、該基材シートにおける、可逆性感熱記録層を塗布した面と反対側の面に対して、70℃、80℃、100℃、130℃の各温度条件下でヘンケルテクノロジーズジャパン(株)製 PUR HM接着剤 パーフェクトロック MR900RIを厚み80μmで塗布し、総厚300μmを得た後、200×85mmサイズの反り測定を行なった結果を示すものである。
また図19は、接着剤の塗工温度と、カール量との関係を示すグラフを示すものであり、上記結果は、可逆性感熱記録シート220μm+PUR 80μmで示すラインとなる。塗工温度が低い方が反り値が低く良好な値を示している。
なお、PET(東レ製 白色PET E−28G)100μmとPUR20μmとの組み合わせ、クリスパー多孔質PET基材250μmとPUR150μmとの組み合わせにおいても、同じ反り確認テストを実施してみたが、表6、図19に示す通り、塗工温度が低い方が反り値が低く良好な値を示す結果が得られた。
【0105】
反りの評価方法:
レーザー変位計 キーエンス LK−G155を使用し、タグサンプルを平らな台の上に置き、まず平面に押し付けた状態でタグそのものの厚さを0mm高さと変位計に認識させた後、荷重無しにしてタグサンプルの長さ200mm方向3点、巾85mmの両端2点で、タグ形状周囲を計6点位置測ることで反りを評価する。6点の最大値を反り値として取る。
打ち抜きの評価:
ホットメルト接着剤(前出のヘンケルテクノロジーズジャパン(株)製 PUR HM接着剤 パーフェクトロック MR900RI)を使用し貼り合わせた実施例1の構成サンプルをホットメルト接着剤の塗布温度のみを変えて塗布後から打ち抜き可能な時間の評価を実施した。
打ち抜きまでの時間を、タグ表面温度を塗布温度から下降させ、温度低下と共に固化したときの打ち抜き切断可能温度58℃以下を下回るまでの時間で比較を行った。
従来の構成では、130℃塗布から打ち抜くまで、所要48秒であったが、本発明の構成では、80℃塗布から打ち抜くまで18秒以下に短縮することができた。これにより、装置の行程短縮、設置スペース縮小、装置コスト低減を実現した。
【0106】
【表5】
【表6】
【0107】
(裏面粗さRmax及び密着引張り力)
実施例1、比較例1における可逆性感熱記録媒体、及び参考品として、帯電防止コートを有する一般的なPET製シートについて、裏面粗さRmax及び密着引張り力を測定した。結果を下記表7に示す。なお、測定は、長さ200mm×巾85mmのサイズのタグサンプルについて行い、実施例1における可逆性感熱記録媒体については、2度(A、B)測定を行った。
【表7】
この表7に示すように実施例1については、好ましい裏面粗さ(7μm〜70μm)の範囲で可逆性感熱記録媒体が得られている。また、実施例1については、比較例1、参考品に対して、密着張り力を低減することができている。
【0108】
(柔軟性の評価)
可逆性感熱記録部1〜4、並びに、実施例1及び比較例1の可逆性感熱記録媒体について、以下のように柔軟性を評価した。
柔軟性の測定方法:
長さ200mm×巾85mmのサイズのタグサンプルを、まず長方形台座間を平行に100mmスパンで開けた所に無加重で平らに橋掛けして置く。一般的なばね秤(Max 500gf、押しプローブ直径Φ3mm棒)にて、平らに橋掛けしたタグ中央(スパン100mm間の50mm位置、巾85mmの中央端から42.5mm位置)を上方から下方へ押圧し、高さ方向で10mm下方へ変形時の荷重を測定する(図21参照)。
−測定結果−
実施例1 19gf
比較例1 167gf
可逆性感熱記録部1 19gf
可逆性感熱記録部2 18gf
可逆性感熱記録部3 165gf
可逆性感熱記録部4 163gf
このことから理解されるように、本発明の基材シートに凹部を設けた構造の方が、優れた柔軟性を得られている。
【産業上の利用可能性】
【0109】
本発明の可逆性感熱記録媒体は、印字品質が良好で、形状復元速度が速く、また、折り曲げ耐久性とハンドリング性とに優れることから、広く電子情報記録部(ICチップ)付きの可逆性感熱記録媒体として、例えば入出チケット、冷凍食品用容器、工業製品、各種薬品容器等のステッカー、物流管理用途、製造工程管理用途などの多様な用途に幅広く用いることができる。
【符号の説明】
【0110】
1 基材シート
2 記録層
4、40、41 接着剤層
5 凹部
10 電子情報記録部
10a 回路基板
10b 電子情報記録素子(ICチップ)
10c アンテナ回路
10d カシメ部
50、60、100、200、300 可逆性感熱記録媒体
51 セラミックバー
52、64 搬送ローラ
53、62 サーマルヘッド
54、63 プラテンロール
61 熱ロール
111 フィルム基材
112 ICチップモジュール
113 コア材
114 可逆性感熱記録シート
114a 保護層
114b 中間層
114c 可逆性感熱層
150 真空ドラム
151a、151b、151c 位置検出センサ
152 レーザーマーカ
153 ベース基材
155 合いマーク
156 インレット合いマーク
157 ニップロール
160 インレットシート
310 コアシート
320 シート
330 媒体用基材シート
350 貫通孔
【先行技術文献】
【特許文献】
【0111】
【特許文献1】特開平11−154210号公報
【特許文献2】特開2000−94866号公報
【特許文献3】特開2000−251042号公報
【特許文献4】特開2001−63228号公報
【特許文献5】特開2002−103654号公報
【特許文献6】特開平11−91274号公報
【特許文献7】特開平11−59037号公報
【特許文献8】特開平11−85938号公報
【特許文献9】特開2003−141486号公報
【特許文献10】特開2003−141494号公報
【特許文献11】特開2005−250578号公報
【特許文献12】特開2006−344207号公報
【特許文献13】特開2008−162077号公報
【特許文献14】特開2008−229911号公報
【特許請求の範囲】
【請求項1】
可逆性感熱記録層と、該可逆性感熱記録層に隣接して配される基材シートと、回路基板上に凸状の電子情報記録素子とアンテナ回路とを有する電子情報記録部と、前記基材シートと前記電子情報記録部とを接着する接着剤層とを含み、
前記基材シートは、前記可逆性感熱記録層が配される面と反対の面に凹部を有し、
前記電子情報記録部は、前記基材シートの凹部に対し前記電子情報記録素子が挿入されて配されることを特徴とする可逆性感熱記録媒体。
【請求項2】
凹部の幅方向において、前記凹部の側面と電子情報記録素子の側面との間隔が、6.0mm以下である請求項1に記載の可逆性感熱記録媒体。
【請求項3】
凹部の深さ方向において、前記凹部の底面と電子情報記録素子の頂部との間隔が、0μm〜50μmである請求項1から2のいずれかに記載の可逆性感熱記録媒体。
【請求項4】
凹部と電子情報記録素子との間の空隙を接着剤層で満たした請求項1から3のいずれかに記載の可逆性感熱記録媒体。
【請求項5】
接着剤層が、電子情報記録部の電子情報記録素子が配された面と反対の面側の全体を覆うように配され、かつ、可逆性感熱記録媒体の厚みが均一である請求項1から4のいずれかに記載の可逆性感熱記録媒体。
【請求項6】
更に、基材シート及び接着剤層を介して可逆性感熱記録層の反対側に一層以上の機能層が配される請求項1から5のいずれかに記載の可逆性感熱記録媒体。
【請求項7】
接着剤層が、塗布、接着時の加工温度が60℃〜90℃であり、粘度が1×105CPS以下である請求項1から6のいずれかに記載の可逆性感熱記録媒体。
【請求項8】
基材シートを介して可逆性感熱記録層と反対側に配される露出層に帯電防止剤を含む請求項1から7のいずれかに記載の可逆性感熱記録媒体。
【請求項9】
接着剤層中に帯電防止用導電性フィラーを含む請求項1から7のいずれかに記載の可逆性感熱記録媒体。
【請求項10】
凹部における深さが150μm以下であり、かつ、前記凹部の幅方向において、前記凹部の側面と電子情報記録素子の側面との間隔が1.5mm以下である請求項1から9に記載の可逆性感熱記録媒体。
【請求項11】
凹部における深さが110μm以下であり、かつ、前記凹部の幅方向において、前記凹部の側面と電子情報記録素子の側面との間隔が6.0mm以下である請求項1から9に記載の可逆性感熱記録媒体。
【請求項12】
面内における最大高さRmaxを面粗さとしたとき、基材シートを介して可逆性感熱記録層と反対側に配される露出層の露出面における前記面粗さが、7μm〜70μmである請求項1から11のいずれかに記載の可逆性感熱記録媒体。
【請求項13】
総厚みが500μm以下である請求項1から12のいずれかに記載の可逆性感熱記録媒体。
【請求項14】
柔軟性を表す曲げ変形荷重が28gf以下である請求項1から13のいずれかに記載の可逆性感熱記録媒体。
【請求項1】
可逆性感熱記録層と、該可逆性感熱記録層に隣接して配される基材シートと、回路基板上に凸状の電子情報記録素子とアンテナ回路とを有する電子情報記録部と、前記基材シートと前記電子情報記録部とを接着する接着剤層とを含み、
前記基材シートは、前記可逆性感熱記録層が配される面と反対の面に凹部を有し、
前記電子情報記録部は、前記基材シートの凹部に対し前記電子情報記録素子が挿入されて配されることを特徴とする可逆性感熱記録媒体。
【請求項2】
凹部の幅方向において、前記凹部の側面と電子情報記録素子の側面との間隔が、6.0mm以下である請求項1に記載の可逆性感熱記録媒体。
【請求項3】
凹部の深さ方向において、前記凹部の底面と電子情報記録素子の頂部との間隔が、0μm〜50μmである請求項1から2のいずれかに記載の可逆性感熱記録媒体。
【請求項4】
凹部と電子情報記録素子との間の空隙を接着剤層で満たした請求項1から3のいずれかに記載の可逆性感熱記録媒体。
【請求項5】
接着剤層が、電子情報記録部の電子情報記録素子が配された面と反対の面側の全体を覆うように配され、かつ、可逆性感熱記録媒体の厚みが均一である請求項1から4のいずれかに記載の可逆性感熱記録媒体。
【請求項6】
更に、基材シート及び接着剤層を介して可逆性感熱記録層の反対側に一層以上の機能層が配される請求項1から5のいずれかに記載の可逆性感熱記録媒体。
【請求項7】
接着剤層が、塗布、接着時の加工温度が60℃〜90℃であり、粘度が1×105CPS以下である請求項1から6のいずれかに記載の可逆性感熱記録媒体。
【請求項8】
基材シートを介して可逆性感熱記録層と反対側に配される露出層に帯電防止剤を含む請求項1から7のいずれかに記載の可逆性感熱記録媒体。
【請求項9】
接着剤層中に帯電防止用導電性フィラーを含む請求項1から7のいずれかに記載の可逆性感熱記録媒体。
【請求項10】
凹部における深さが150μm以下であり、かつ、前記凹部の幅方向において、前記凹部の側面と電子情報記録素子の側面との間隔が1.5mm以下である請求項1から9に記載の可逆性感熱記録媒体。
【請求項11】
凹部における深さが110μm以下であり、かつ、前記凹部の幅方向において、前記凹部の側面と電子情報記録素子の側面との間隔が6.0mm以下である請求項1から9に記載の可逆性感熱記録媒体。
【請求項12】
面内における最大高さRmaxを面粗さとしたとき、基材シートを介して可逆性感熱記録層と反対側に配される露出層の露出面における前記面粗さが、7μm〜70μmである請求項1から11のいずれかに記載の可逆性感熱記録媒体。
【請求項13】
総厚みが500μm以下である請求項1から12のいずれかに記載の可逆性感熱記録媒体。
【請求項14】
柔軟性を表す曲げ変形荷重が28gf以下である請求項1から13のいずれかに記載の可逆性感熱記録媒体。
【図1B】

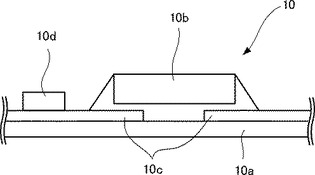
【図1A】
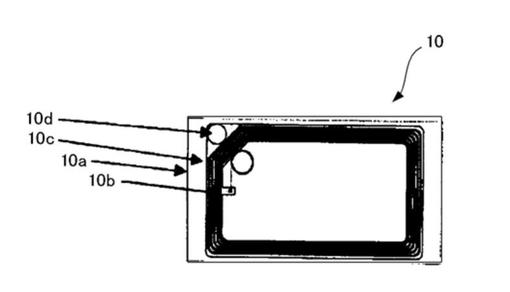
【図2】
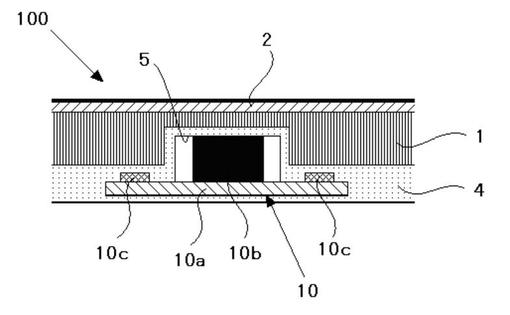
【図3】
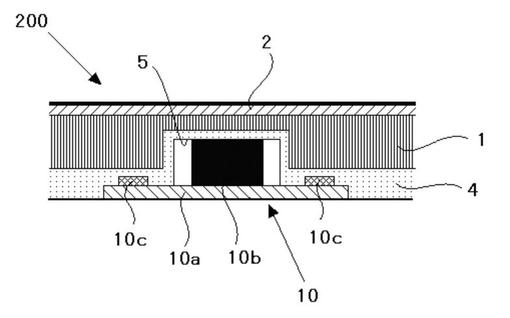
【図4】
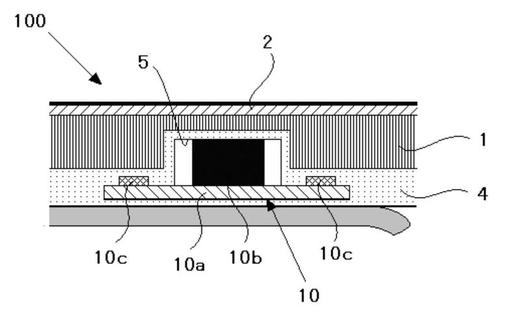
【図5】
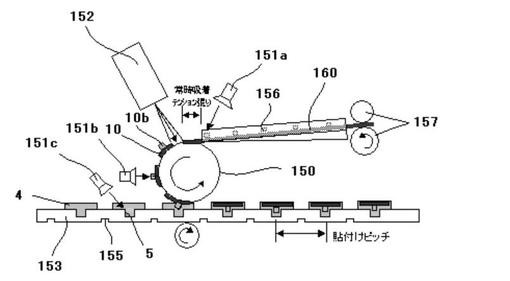
【図6】
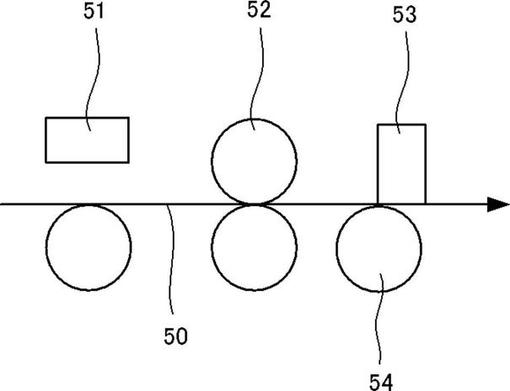
【図7】
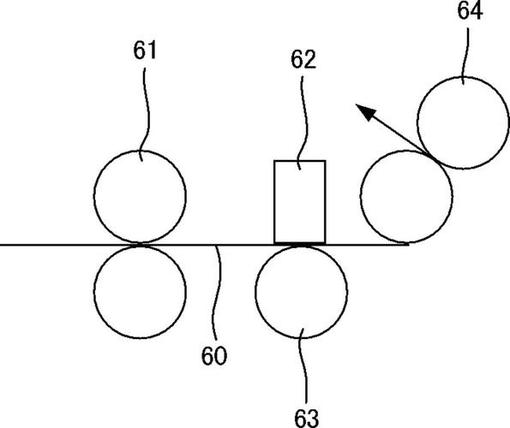
【図8】
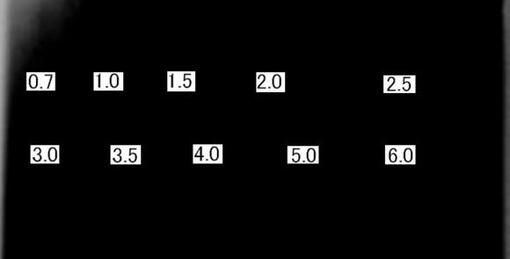
【図9】
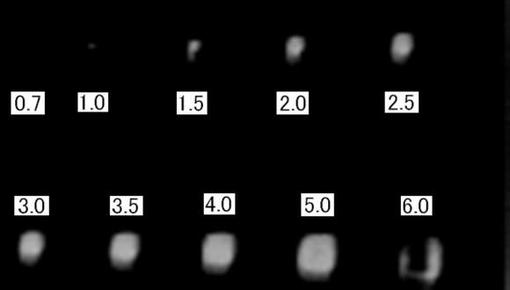
【図10】
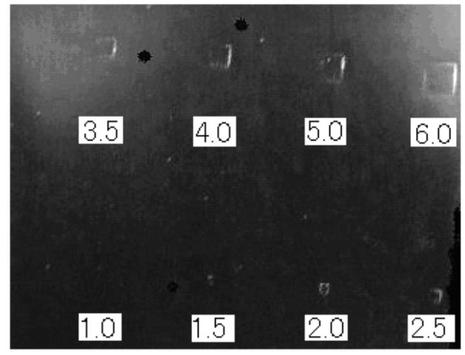
【図11】
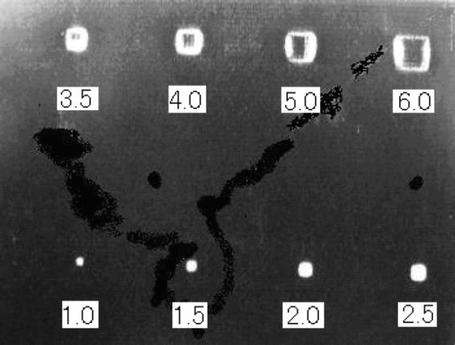
【図12】
【図13】

【図14】

【図15】

【図16】
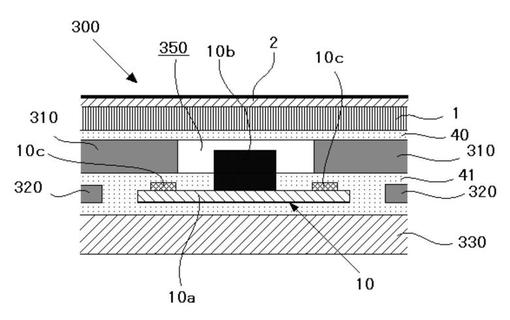
【図17A】

【図17B】
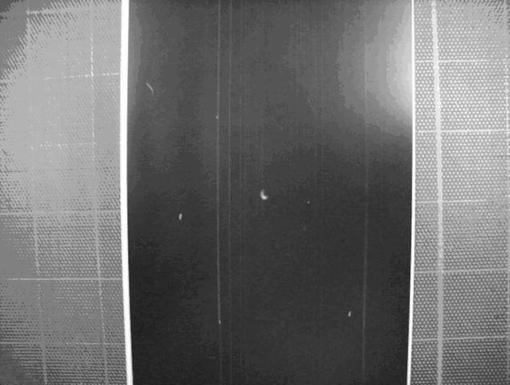
【図18A】
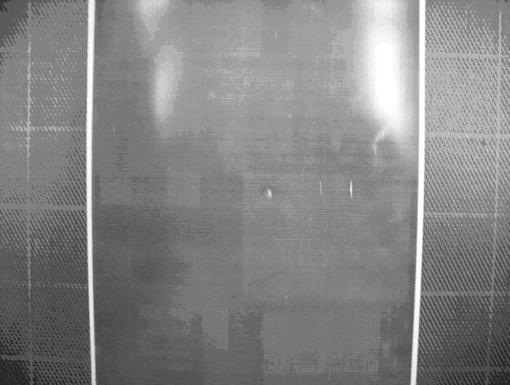
【図18B】
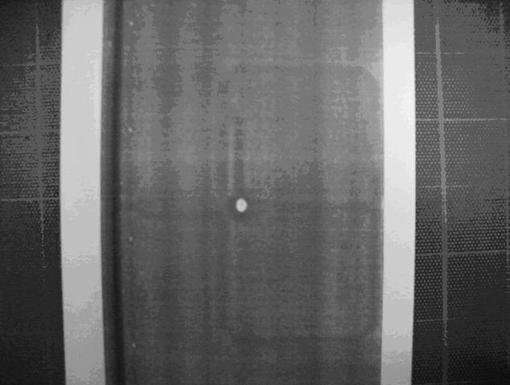
【図19】
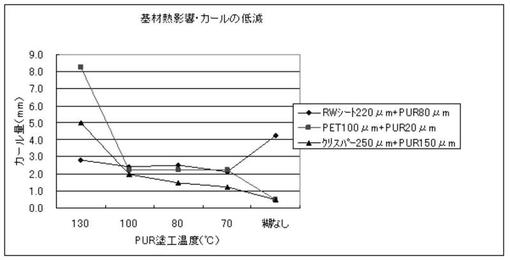
【図20】
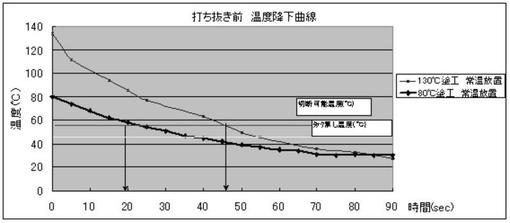
【図21】
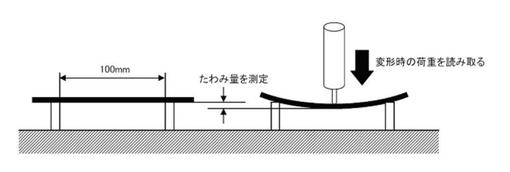
【図1A】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17A】
【図17B】
【図18A】
【図18B】
【図19】
【図20】
【図21】
【公開番号】特開2011−18318(P2011−18318A)
【公開日】平成23年1月27日(2011.1.27)
【国際特許分類】
【出願番号】特願2010−131411(P2010−131411)
【出願日】平成22年6月8日(2010.6.8)
【出願人】(000006747)株式会社リコー (37,907)
【Fターム(参考)】
【公開日】平成23年1月27日(2011.1.27)
【国際特許分類】
【出願日】平成22年6月8日(2010.6.8)
【出願人】(000006747)株式会社リコー (37,907)
【Fターム(参考)】
[ Back to top ]