
合わせガラス用中間膜、合わせガラス用多層中間膜及び合わせガラス
【課題】発泡の発生及び発泡の成長を抑制できる合わせガラスを得ることができる合わせガラス用中間膜、並びに該中間膜を用いた合わせガラス用多層中間膜を提供する。
【解決手段】本発明に係る合わせガラス用中間膜2,21は、ポリビニルアセタール樹脂と可塑剤とを含有する。本発明に係る合わせガラス用中間膜2,21の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は1.00以下である。本発明に係る合わせガラス用多層中間膜1は、第1の合わせガラス用中間膜2と、該第1の合わせガラス用中間膜2の第1の表面2aに積層されており、かつポリビニルアセタール樹脂と可塑剤とを含有する第2の合わせガラス用中間膜3とを備える。
【解決手段】本発明に係る合わせガラス用中間膜2,21は、ポリビニルアセタール樹脂と可塑剤とを含有する。本発明に係る合わせガラス用中間膜2,21の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は1.00以下である。本発明に係る合わせガラス用多層中間膜1は、第1の合わせガラス用中間膜2と、該第1の合わせガラス用中間膜2の第1の表面2aに積層されており、かつポリビニルアセタール樹脂と可塑剤とを含有する第2の合わせガラス用中間膜3とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリビニルアセタール樹脂と可塑剤とを含有する合わせガラス用中間膜に関し、より詳細には、発泡が生じ難い合わせガラスを得ることができる合わせガラス用中間膜、並びに該合わせガラス用中間膜を用いた合わせガラス用多層中間膜及び合わせガラスに関する。
【背景技術】
【0002】
合わせガラスは、外部衝撃を受けて破損してもガラスの破片の飛散量が少なく、安全性に優れている。このため、上記合わせガラスは、自動車、鉄道車両、航空機、船舶及び建築物等に広く使用されている。上記合わせガラスは、一対のガラス板の間に合わせガラス用中間膜を挟み込むことにより、製造されている。
【0003】
上記合わせガラス用中間膜の一例として、下記の特許文献1には、ポリビニルアセタール樹脂100重量部と、トリエチレングリコールモノ−2−エチルヘキサノエートとトリエチレングリコールジ−2−エチルヘキサノエートとの混合物20〜60重量部とを含有する中間膜が開示されている。
【0004】
また、下記の特許文献2には、アセタール化度が60〜85モル%のポリビニルアセタール樹脂100重量部と、アルカリ金属塩及びアルカリ土類金属塩の内の少なくとも一種の金属塩0.001〜1.0重量部と、30重量部以上の可塑剤とを含む遮音層が開示されている。この遮音層は、単層で中間膜として用いられ得る。
【0005】
さらに、下記の特許文献2には、上記遮音層と他の層とが積層された多層中間膜も記載されている。遮音層に積層される他の層は、アセタール化度が60〜85モル%のポリビニルアセタール樹脂100重量部と、アルカリ金属塩及びアルカリ土類金属塩の内の少なくとも一種の金属塩0.001〜1.0重量部と、30重量部以下の可塑剤とを含む。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−097745号公報
【特許文献2】特開2007−070200号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記特許文献1に記載の中間膜を用いて合わせガラスを構成した場合には、合わせガラスの2000Hz付近の周波数領域における遮音性が充分ではなく、従ってコインシデンス効果による遮音性の低下が避けられないことがある。特に、この合わせガラスの20℃付近での遮音性が充分ではないことがある。
【0008】
ここで、コインシデンス効果とは、ガラス板に音波が入射したとき、ガラス板の剛性と慣性とによって、ガラス面上を横波が伝播して横波と入射音とが共鳴し、その結果、音の透過が起こる現象をいう。
【0009】
上記特許文献2に記載の遮音層を単層で中間膜として用いて合わせガラスを構成した場合でも、合わせガラスの20℃付近での遮音性が十分ではないことがある。
【0010】
また、上記特許文献2に記載の遮音層と他の層とが積層された多層中間膜を用いて合わせガラスを構成した場合には、合わせガラスの20℃付近での遮音性をある程度高めることができる。しかし、多層中間膜が上記遮音層を有するため、該多層中間膜を用いた合わせガラスに発泡が生じることがある。
【0011】
さらに、近年、合わせガラスの遮音性を高めるために、中間膜中の可塑剤の含有量を多くすることが検討されている。中間膜中の可塑剤の含有量を多くすると、合わせガラスの遮音性を改善できる。しかしながら、可塑剤の含有量を多くすると、合わせガラスに発泡が生じることがある。
【0012】
本発明の目的は、発泡の発生及び発泡の成長を抑制できる合わせガラスを得ることができる合わせガラス用中間膜、並びに該合わせガラス用中間膜を用いた合わせガラス用多層中間膜及び合わせガラスを提供することである。
【0013】
本発明の限定的な目的は、遮音性に優れており、かつ発泡の発生及び発泡の成長を抑制できる合わせガラスを得ることができる合わせガラス用中間膜、並びに該合わせガラス用中間膜を用いた合わせガラス用多層中間膜及び合わせガラスを提供することである。
【課題を解決するための手段】
【0014】
本発明の広い局面によれば、ポリビニルアセタール樹脂と可塑剤とを含有し、200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値が1.00以下である、合わせガラス用中間膜が提供される。
【0015】
本発明に係る合わせガラス用中間膜のある特定の局面では、上記ポリビニルアセタール樹脂の水酸基の含有率が31モル%以下である。
【0016】
本発明に係る合わせガラス用中間膜の他の特定の局面では、上記ポリビニルアセタール樹脂100重量部に対して、上記可塑剤の含有量が40重量部以上、80重量部以下である。
【0017】
本発明に係る合わせガラス用多層中間膜は、本発明に従って構成された合わせガラス用中間膜を第1の合わせガラス用中間膜として備え、上記第1の合わせガラス用中間膜の第1の表面に積層されており、かつポリビニルアセタール樹脂と可塑剤とを含有する第2の合わせガラス用中間膜をさらに備える。
【0018】
本発明に係る合わせガラス用多層中間膜のある特定の局面では、上記第1の合わせガラス用中間膜中の上記ポリビニルアセタール樹脂100重量部に対する上記可塑剤の含有量が、上記第2の合わせガラス用中間膜中の上記ポリビニルアセタール樹脂100重量部に対する上記可塑剤の含有量よりも多い。
【0019】
本発明に係る合わせガラス用多層中間膜の他の特定の局面では、上記第1の合わせガラス用中間膜の第1の表面とは反対の第2の表面に積層されており、かつポリビニルアセタール樹脂と可塑剤とを含有する第3の合わせガラス用中間膜がさらに備えられる。
【0020】
本発明に係る合わせガラス用多層中間膜のさらに他の特定の局面では、上記第1の合わせガラス用中間膜中の上記ポリビニルアセタール樹脂100重量部に対する上記可塑剤の含有量が、上記第3の合わせガラス用中間膜中の上記ポリビニルアセタール樹脂100重量部に対する上記可塑剤の含有量よりも多い。
【0021】
なお、例えば、上記第1の合わせガラス用中間膜と上記第2の合わせガラス用中間膜との間で、可塑剤が移行することがある。また、例えば、上記第1の合わせガラス用中間膜と上記第3の合わせガラス用中間膜との間で、可塑剤が移行することがある。
【0022】
本発明に係る合わせガラス用多層中間膜の別の特定の局面では、上記第1の合わせガラス用中間膜中の上記ポリビニルアセタール樹脂のアセチル化度が8モル%以下であり、かつアセタール化度が70モル%以上である。
【0023】
本発明に係る合わせガラス用多層中間膜のさらに別の特定の局面では、上記第1の合わせガラス用中間膜中の上記ポリビニルアセタール樹脂のアセチル化度が8モル%を超える。
【0024】
本発明に係る合わせガラスは、第1,第2の合わせガラス構成部材と、該第1,第2の合わせガラス構成部材の間に挟み込まれた中間膜又は多層中間膜とを備えており、該中間膜又は多層中間膜が、本発明に従って構成された合わせガラス用中間膜を含むか、又は本発明に従って構成された合わせガラス用多層中間膜である。
【発明の効果】
【0025】
本発明に係る合わせガラス用中間膜は、ポリビニルアセタール樹脂と可塑剤とを含有し、200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値が1.00以下であるので、合わせガラスを構成するのに用いられた場合、合わせガラスにおける発泡の発生及び発泡の成長を抑制できる。さらに、得られた合わせガラスの遮音性を高めることができる。
【図面の簡単な説明】
【0026】
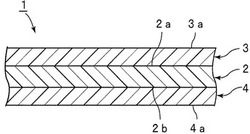
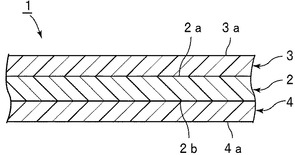
【図1】図1は、本発明の一実施形態に係る合わせガラス用多層中間膜を模式的に示す断面図である。
【図2】図2は、本発明の一実施形態に係る合わせガラス用中間膜を模式的に示す断面図である。
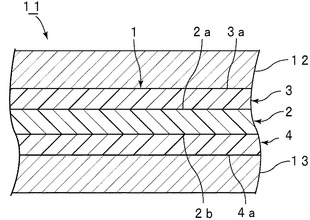
【図3】図3は、図1に示す合わせガラス用多層中間膜を用いた合わせガラスの一例を模式的に示す断面図である。
【発明を実施するための形態】
【0027】
以下、本発明の詳細を説明する。
【0028】
本発明に係る合わせガラス用中間膜は、ポリビニルアセタール樹脂と可塑剤とを含有する。本発明に係る合わせガラス用中間膜の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は1.00以下である。本発明に係る合わせガラス用多層中間膜は、200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値が1.00以下である第1の合わせガラス用中間膜と、該第1の合わせガラス用中間膜の第1の表面に積層されており、かつポリビニルアセタール樹脂と可塑剤とを含有する第2の合わせガラス用中間膜とを備える。tanδが上記上限以下である中間膜の使用によって、発泡の発生及び発泡の成長を抑制可能な合わせガラスを得ることができる。さらに、遮音性に優れており、かつ発泡の発生及び発泡の成長を抑制可能な合わせガラスを得ることもできる。
【0029】
上記中間膜の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は、粘弾性測定装置を用いて測定された値である。粘弾性測定装置としては、TAINSTRUMENTS社製「ARES−G2」等が用いられる。
【0030】
上記中間膜の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値を1.00以下にする方法としては、ポリビニルアセタール樹脂を得るためのポリビニルアルコールの重合度を調整する方法、上記ポリビニルアセタール樹脂中の分子量が比較的大きい高分子量成分の割合を多くする方法、並びに上記ポリビニルアセタール樹脂における分子間の架橋密度を高くする方法等が挙げられる。なお、上記200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は、中間膜の架橋の程度を表す1つの指標ともなる。
【0031】
図1に、本発明の一実施形態に係る合わせガラス用多層中間膜を模式的に断面図で示す。
【0032】
図1に示す多層中間膜1は、第1の中間膜2と、第1の中間膜2の第1の表面2a(一方の表面)に積層された第2の中間膜3と、第1の中間膜2の第2の表面2b(他方の表面)に積層された第3の中間膜4とを備える。多層中間膜1は、合わせガラスを得るために用いられる。多層中間膜1は、合わせガラス用多層中間膜である。第1〜第3の中間膜2〜4は、合わせガラス用中間膜である。
【0033】
本実施形態では、第1の中間膜2は中間層であり、かつ第2,第3の中間膜3,4は表面層である。このように、第2,第3の中間膜3,4の双方を用いることが好ましい。ただし、第3の中間膜4を用いずに、第2の中間膜3のみを用いてもよい。第2,第3の中間膜3,4の外側の表面3a,4aに、他の合わせガラス用中間膜がさらに積層されていてもよい。
【0034】
第1〜第3の中間膜2〜4はそれぞれ、ポリビニルアセタール樹脂と可塑剤とを含有する。第1の中間膜2の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は1.00以下である。
【0035】
第2,第3の中間膜3,4の組成は、第1の中間膜2の組成と異なることが好ましい。第2,第3の中間膜3,4の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は1.00以下であってもよい。
【0036】
図2に、本発明の一実施形態に係る合わせガラス用中間膜を模式的に断面図で示す。
【0037】
図2に示す合わせガラス用中間膜21は、単層の中間膜である。中間膜21は、合わせガラスを得るために用いられる。中間膜21は、合わせガラス用中間膜である。
【0038】
中間膜21は、ポリビニルアセタール樹脂と可塑剤とを含有する。中間膜21の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は1.00以下である。
【0039】
単層の中間膜21よりも、多層中間膜1の方が好ましい。第1の中間膜2の両面に第2,第3の中間膜3,4が積層されている場合には、第1の中間膜2の接着力が低くても、第2,第3の中間膜3,4の接着力を高くすることにより、多層中間膜1と合わせガラス構成部材との接着力を高めることができる。このため、合わせガラスの耐貫通性をより一層高めることができる。
【0040】
さらに、多層中間膜1の場合には、単層の中間膜21の場合と比べて、合わせガラスに発泡が生じやすい傾向がある。特に、第1の中間膜2中のポリビニルアセタール樹脂100重量部に対する可塑剤の含有量が、第2,第3の中間膜3,4中のポリビニルアセタール樹脂100重量部に対する可塑剤の含有量よりも多いと、発泡がより一層生じやすい傾向がある。さらに、発泡が一旦生じると、発生した発泡が核となり、発泡が成長する傾向がある。しかし、本実施形態に係る多層中間膜1では、第1の中間膜2の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値が1.00以下であるので、合わせガラスに発泡が生じるのを抑制でき、更に発泡が成長するのも抑制できる。
【0041】
合わせガラスの遮音性をより一層高め、かつ発泡の発生及び発泡の成長をより一層抑制する観点からは、中間膜2,21の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は、好ましくは0.95以下である。該tanδが0.95以下であると、合わせガラスの遮音性をより一層高め、かつ発泡の発生及び発泡の成長をより一層抑制することができる。中間膜2,21の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値の下限は特に限定されない。
【0042】
また、中間膜2,21の押出成形を容易にする観点からは、中間膜2,21の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は、好ましくは0.10以上、1.00以下、より好ましくは0.50以上、更に好ましくは0.55以上、特に好ましくは0.58以上、好ましくは0.95以下、より好ましくは0.94以下である。
【0043】
例えば、中間膜2の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は、以下のように測定することができる。中間膜を恒温恒湿室(湿度30%(±3%)、温度23℃)に1ヶ月間保管し、1ヶ月間保管した後すぐに、表面層(第2の中間膜)と中間層(第1の中間膜)と表面層(第3の中間膜)とを剥離することにより、中間層(第1の中間膜)を取り出す。2枚のポリエチレンテレフタレート(PET)フィルムの間に配置された型枠(縦2cm×横2cm×厚み0.76mm)内に、剥離された中間層1gを置き、温度150℃、プレス圧0kg/cm2で10分間予熱した後、80kg/cm2で15分間プレス成型する。予め20℃に設定したハンドプレス機に、プレス成型された中間層を配置し、10MPaで10分間プレスすることにより冷却する。得られた膜の中央部から直径8mmの円形試料を切り取り、試料両面のPETフィルムを取り除いた後、50℃のオーブン中で2時間真空乾燥を行う。次いで、真空乾燥終了後すぐにTAINSTRUMENTS社製のARES−G2を用い下記の条件で、中間膜2における200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値を求めることができる。
【0044】
中間膜2における200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値の測定には直径8mmのパラレルプレート型の治具を用いることが好ましい。測定温度は200℃、歪は8.0%、測定を行う角周波数(102,6.31×101,3.98×101,2.51×101,1.58×101,101,6.31×100,3.98×100,2.51×100,1.58×100,100,6.31×10−1,3.98×10−1,2.51×10−1,1.58×10−1,10−1,6.31×10−2,3.98×10−2,2.51×10−2,1.58×10−2及び10−2)において、高角周波数側から測定を開始する。測定データの取得に関する設定値であるCorrelation delay time及びCorrelation delay cycleは各々1.0s、0.5とし、Sampling cyclesは2half cyclesである。また、測定サンプルの劣化を防止するために、測定は窒素雰囲気下で行うことが好ましい。
【0045】
合わせガラスの耐貫通性をより一層高める観点からは、多層中間膜1及び単層の中間膜21の厚みは好ましくは0.05mm以上、より好ましくは0.25mm以上、好ましくは3mm以下、より好ましくは1.5mm以下である。多層中間膜1及び単層の中間膜21の厚みが上記下限以上及び上記上限以下であると、合わせガラスの耐貫通性及び透明性がより一層高くなる。
【0046】
(ポリビニルアセタール樹脂)
本発明に係る合わせガラス用中間膜及び本発明に係る合わせガラス用多層中間膜における第1〜第3の合わせガラス用中間膜がそれぞれ、ポリビニルアセタール樹脂と可塑剤とを含有することにより、合わせガラス構成部材に対する中間膜又は多層中間膜の接着力をより一層高くすることができる。
【0047】
さらに、上記中間膜又は上記多層中間膜に含まれている樹脂がポリビニルアセタール樹脂である場合には、ポリビニルアセタール樹脂以外の熱可塑性樹脂である場合と比較して、中間膜又は多層中間膜を用いた合わせガラスに発泡が特に生じやすい傾向がある。しかし、本発明に係る合わせガラス用中間膜及び本発明に係る合わせガラス用多層中間膜における第1の合わせガラス用中間膜の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値が1.00以下であるので、合わせガラス用中間膜を用いた合わせガラスにおける発泡の発生及び発泡の成長を充分に抑制できる。
【0048】
中間膜2〜4,21に含まれている上記ポリビニルアセタール樹脂は、例えば、ポリビニルアルコールをアルデヒドによりアセタール化することにより製造できる。上記ポリビニルアルコールは、例えば、ポリ酢酸ビニルをけん化することにより得られる。上記ポリビニルアルコールのけん化度は、一般に、70〜99.9モル%の範囲内であり、75〜99.8モル%の範囲内であることが好ましく、80〜99.8モル%の範囲内であることがより好ましい。
【0049】
中間膜2〜4,21に含まれている上記ポリビニルアセタール樹脂を得るためのポリビニルアルコールの重合度は、好ましくは200以上、より好ましくは500以上、更に好ましくは1700を超え、特に好ましくは2000以上、より好ましくは3000以下、更に好ましくは3000未満、特に好ましくは2800以下である。中間膜2〜4,21に含まれている上記ポリビニルアセタール樹脂は、重合度が上記下限以上及び上記上限以下であるポリビニルアルコールをアセタール化することにより得られるポリビニルアセタール樹脂であることが好ましい。上記重合度が上記下限以上であると、合わせガラスの耐貫通性がより一層高くなる。上記重合度が上記上限以下であると、中間膜の成形が容易になる。
【0050】
合わせガラスの遮音性をより一層高め、かつ発泡の発生及び発泡の成長をより一層抑制する観点からは、中間膜2,21に含まれている上記ポリビニルアセタール樹脂を得るためのポリビニルアルコールの重合度は、好ましくは1700を超え、好ましくは2000以上、好ましくは3000未満である。また、中間膜2,21中の上記ポリビニルアセタール樹脂は、重合度が上記下限以上及び上記上限以下であるポリビニルアルコールをアセタール化することにより得られるポリビニルアセタール樹脂であることが好ましい。
【0051】
上記重合度は、平均重合度を示す。なお、上記ポリビニルアルコールの平均重合度は、JIS K6726「ポリビニルアルコール試験方法」に準拠した方法により求められる。
【0052】
上記アルデヒドは特に限定されない。上記アルデヒドとして、一般には、炭素数が1〜10のアルデヒドが好適に用いられる。上記炭素数が1〜10のアルデヒドとしては、例えば、プロピオンアルデヒド、n−ブチルアルデヒド、イソブチルアルデヒド、n−バレルアルデヒド、2−エチルブチルアルデヒド、n−ヘキシルアルデヒド、n−オクチルアルデヒド、n−ノニルアルデヒド、n−デシルアルデヒド、ホルムアルデヒド、アセトアルデヒド及びベンズアルデヒド等が挙げられる。なかでも、n−ブチルアルデヒド、n−ヘキシルアルデヒド又はn−バレルアルデヒドが好ましく、n−ブチルアルデヒドがより好ましい。上記アルデヒドは、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0053】
本発明に係る合わせガラス用中間膜に含まれている上記ポリビニルアセタール樹脂は、ポリビニルブチラール樹脂であることが好ましい。本発明に係る合わせガラス用多層中間膜は、上記第1〜第3の合わせガラス用中間膜に含まれている上記ポリビニルアセタール樹脂としてそれぞれ、ポリビニルブチラール樹脂を含むことが好ましい。ポリビニルブチラール樹脂の合成は容易である。さらに、ポリビニルブチラール樹脂の使用により、合わせガラス構成部材に対する中間膜又は多層中間膜の接着力がより一層適度に発現する。さらに、中間膜又は多層中間膜の耐光性及び耐候性等がより一層高くなる。
【0054】
中間膜2,21に含まれているポリビニルアセタール樹脂の水酸基の含有率(水酸基量)は、31モル%以下であることが好ましい。この場合には、合わせガラスの遮音性がより一層高くなる。なお、ポリビニルアセタール樹脂の水酸基の含有率が低いと、ポリビニルアセタール樹脂の親水性が低くなる。このため、可塑剤の含有量を多くすることができ、この結果、合わせガラスの遮音性がより一層高くなる。
【0055】
中間膜2,21に含まれている上記ポリビニルアセタール樹脂の水酸基の含有率は好ましくは13モル%以上、より好ましくは18モル%以上、更に好ましくは20モル%以上、特に好ましくは21.5モル%以上、より好ましくは30モル%以下、更に好ましくは28モル%以下、特に好ましくは26モル%以下である。上記水酸基の含有率が上記下限以上であると、中間膜2,21の接着力がより一層高くなる。上記水酸基の含有率が上記上限以下であると、合わせガラスの遮音性がより一層高くなる。さらに、多層中間膜1及び中間膜21の柔軟性が高くなり、多層中間膜1及び中間膜21の取扱性がより一層良好になる。
【0056】
中間膜3,4に含まれているポリビニルアセタール樹脂の水酸基の含有率は好ましくは26モル%以上、より好ましくは27モル%以上、更に好ましくは28モル%以上、好ましくは35モル%以下、より好ましくは33モル%以下、更に好ましくは32モル%以下、特に好ましくは31.5モル%以下である。上記水酸基の含有率が上記下限以上であると、中間膜3,4の接着力がより一層高くなる。上記水酸基の含有率が上記上限以下であると、多層中間膜1の柔軟性が高くなり、多層中間膜1の取扱性がより一層良好になる。
【0057】
合わせガラスの遮音性をより一層高める観点からは、中間膜2に含まれているポリビニルアセタール樹脂の水酸基の含有率は、中間膜3,4に含まれているポリビニルアセタール樹脂の水酸基の各含有率よりも低いことが好ましい。合わせガラスの遮音性をさらに一層高める観点からは、中間膜2に含まれているポリビニルアセタール樹脂の水酸基の含有率は、中間膜3,4に含まれているポリビニルアセタール樹脂の水酸基の各含有率よりも1モル%以上低いことが好ましく、3モル%以上低いことがより好ましく、5モル%以上低いことが更に好ましく、7モル%以上低いことが特に好ましい。
【0058】
上記ポリビニルアセタール樹脂の水酸基の含有率は、水酸基が結合しているエチレン基量を、主鎖の全エチレン基量で除算して求めたモル分率を百分率(モル%)で表した値である。上記水酸基が結合しているエチレン基量は、例えば、JIS K6726「ポリビニルアルコール試験方法」に準拠して、上記ポリビニルアセタール樹脂の水酸基が結合しているエチレン基量を測定することにより求めることができる。
【0059】
中間膜2,21に含まれている上記ポリビニルアセタール樹脂のアセチル化度(アセチル基量)は好ましくは0.1モル%以上、より好ましくは0.4モル%以上、更に好ましくは0.8モル%以上、好ましくは30モル%以下、より好ましくは25モル%以下、更に好ましくは20モル%以下、特に好ましくは15モル%以下である。中間膜3,4に含まれているポリビニルアセタール樹脂のアセチル化度は好ましくは0.1モル%以上、より好ましくは0.4モル%以上、好ましくは20モル%以下、より好ましくは5モル%以下、更に好ましくは2モル%以下、特に好ましくは1.5モル%以下である。上記アセチル化度が上記下限以上であると、ポリビニルアセタール樹脂と可塑剤との相溶性がより一層高くなり、かつ多層中間膜1及び中間膜21のガラス転移温度が十分に低くなる。上記アセチル化度が上記上限以下であると、多層中間膜1及び中間膜21の耐湿性がより一層高くなる。
【0060】
合わせガラスの遮音性をより一層高める観点からは、中間膜2に含まれているポリビニルアセタール樹脂のアセチル化度は、中間膜3,4に含まれているポリビニルアセタール樹脂のアセチル化度よりも高いことが好ましい。合わせガラスの遮音性をさらに一層高める観点からは、中間膜2に含まれているポリビニルアセタール樹脂のアセチル化度は、中間膜3,4に含まれているポリビニルアセタール樹脂のアセチル化度よりも0.1モル%以上高いことが好ましく、0.5モル以上高いことがより好ましく、1モル%以上高いことが更に好ましく、5モル%以上高いことが特に好ましく、10モル%以上高いことが最も好ましい。
【0061】
また、合わせガラスの遮音性をより一層高める観点からは、中間膜2に含まれているポリビニルアセタール樹脂のアセタール化度は、中間膜3,4に含まれているポリビニルアセタール樹脂のアセタール化度よりも高いことが好ましい。
【0062】
上記アセチル化度は、主鎖の全エチレン基量から、アセタール基が結合しているエチレン基量と、水酸基が結合しているエチレン基量とを差し引いた値を、主鎖の全エチレン基量で除算して求めたモル分率を百分率(モル%)で表した値である。上記アセタール基が結合しているエチレン基量は、例えば、JIS K6728「ポリビニルブチラール試験方法」に準拠して測定できる。
【0063】
中間膜2,21に含まれているポリビニルアセタール樹脂のアセタール化度は好ましくは50モル%以上、より好ましくは53モル%以上、更に好ましくは60モル%以上、特に好ましくは63モル%以上、好ましくは85モル%以下、より好ましくは83モル%、更に好ましくは80モル%以下、特に好ましくは78モル%以下である。中間膜3,4に含まれているポリビニルアセタール樹脂のアセタール化度は好ましくは55モル%以上、より好ましくは60モル%以上、更に好ましくは65モル%以上、特に好ましくは67モル%以上、好ましくは80モル%以下、より好ましくは78モル%以下、更に好ましくは76モル%以下である。上記アセタール化度が上記下限以上であると、ポリビニルアセタール樹脂と可塑剤との相溶性がより一層高くなり、かつ多層中間膜1及び中間膜21のガラス転移温度が十分に低くなる。上記アセタール化度が上記上限以下であると、ポリビニルアセタール樹脂を製造するために必要な反応時間を短縮できる。
【0064】
上記アセタール化度は、アセタール基が結合しているエチレン基量を、主鎖の全エチレン基量で除算して求めたモル分率を百分率(モル%)で表した値である。
【0065】
上記アセタール化度は、JIS K6728「ポリビニルブチラール試験方法」に準拠した方法により、アセチル化度(アセチル基量)と水酸基の含有率(ビニルアルコール量)とを測定し、得られた測定結果からモル分率を算出し、次いで、100モル%からアセチル化度と水酸基の含有率とを差し引くことにより算出され得る。
【0066】
なお、ポリビニルアセタール樹脂がポリビニルブチラール樹脂である場合には、上記アセタール化度(ブチラール化度)及びアセチル化度は、JIS K6728「ポリビニルブチラール試験方法」またはASTM D1396−92に準拠した方法により測定された結果から算出され得る。ASTM D1396−92に準拠した方法による測定が好ましい。
【0067】
中間膜2,21の遮音性がより一層高くなることから、中間膜2,21に含まれている上記ポリビニルアセタール樹脂は、アセチル化度aが8モル%以下であり、かつアセタール化度aが70モル%以上であるポリビニルアセタール樹脂A、又はアセチル化度bが8モル%を超えるポリビニルアセタール樹脂Bであることが好ましい。上記ポリビニルアセタール樹脂は、アセチル化度aが8モル%以下であり、かつアセタール化度aが70モル%以上であるポリビニルアセタール樹脂Aであってもよく、アセチル化度bが8モル%を超えるポリビニルアセタール樹脂Bであってもよい。
【0068】
上記ポリビニルアセタール樹脂Aのアセチル化度aは8モル%以下、好ましくは7.5モル%以下、より好ましくは7モル%以下、更に好ましくは6.5モル%以下、特に好ましくは5モル%以下、好ましくは0.1モル%以上、より好ましくは0.5モル%以上、更に好ましくは0.8モル%以上、特に好ましくは1モル%以上である。上記アセチル化度aが上記上限以下及び上記下限以上であると、可塑剤の移行を容易に制御でき、合わせガラスの遮音性をより一層高めることができる。
【0069】
上記ポリビニルアセタール樹脂Aのアセタール化度aは70モル%以上、好ましくは70.5モル%以上、より好ましくは71モル%以上、更に好ましくは71.5モル%以上、特に好ましくは72モル%以上、好ましくは85モル%以下、より好ましくは83モル%以下、更に好ましくは81モル%以下、特に好ましくは79モル%以下である。上記アセタール化度aが上記下限以上であると、合わせガラスの遮音性がより一層高くなる。上記アセタール化度aが上記上限以下であると、ポリビニルアセタール樹脂Aを製造するために必要な反応時間を短縮できる。
【0070】
上記ポリビニルアセタール樹脂Aの水酸基の含有率aは好ましくは18モル%以上、より好ましくは19モル%以上、更に好ましくは20モル%以上、特に好ましくは21モル%以上、好ましくは31モル%以下、より好ましくは30モル%以下、更に好ましくは29モル%以下、特に好ましくは28モル%以下である。上記水酸基の含有率aが上記下限以上であると、中間膜の接着力がより一層高くなる。上記水酸基の含有率aが上記上限以下であると、合わせガラスの遮音性がより一層高くなる。
【0071】
上記ポリビニルアセタール樹脂Aはポリビニルブチラール樹脂であることが好ましい。
【0072】
上記ポリビニルアセタール樹脂Bのアセチル化度bは、8モル%を超え、好ましくは9モル%以上、より好ましくは9.5モル%以上、更に好ましくは10モル%以上、特に好ましくは10.5モル%以上、好ましくは30モル%以下、より好ましくは28モル%以下、更に好ましくは26モル%以下、特に好ましくは24モル%以下である。上記アセチル化度bが上記下限以上であると、合わせガラスの遮音性がより一層高くなる。上記アセチル化度bが上記上限以下であると、ポリビニルアセタール樹脂Bを製造するために必要な反応時間を短縮できる。
【0073】
上記ポリビニルアセタール樹脂Bのアセタール化度bは好ましくは50モル%以上、より好ましくは53モル%以上、更に好ましくは55モル%以上、特に好ましくは60モル%以上、好ましくは80モル%以下、より好ましくは78モル%以下、更に好ましくは76モル%以下、特に好ましくは74モル%以下である。上記アセタール化度bが上記下限以上であると、合わせガラスの遮音性がより一層高くなる。上記アセタール化度bが上記上限以下であると、ポリビニルアセタール樹脂Bを製造するために必要な反応時間を短縮できる。
【0074】
上記ポリビニルアセタール樹脂Bの水酸基の含有率bは好ましくは18モル%以上、より好ましくは19モル%以上、更に好ましくは20モル%以上、特に好ましくは21モル%以上、好ましくは31モル%以下、より好ましくは30モル%以下、更に好ましくは29モル%以下、特に好ましくは28モル%以下である。上記水酸基の含有率bが上記下限以上であると、中間膜の接着力がより一層高くなる。上記水酸基の含有率bが上記上限以下であると、合わせガラスの遮音性がより一層高くなる。
【0075】
上記ポリビニルアセタール樹脂Bはポリビニルブチラール樹脂であることが好ましい。
【0076】
上記ポリビニルアセタール樹脂A及び上記ポリビニルアセタール樹脂Bは、ポリビニルアルコールをアルデヒドによりアセタール化することで得られる。上記アルデヒドは炭素数1〜10のアルデヒドであることが好ましく、炭素数4又は5のアルデヒドであることがより好ましい。
【0077】
上記ポリビニルアセタール樹脂A及び上記ポリビニルアセタール樹脂Bは、重合度が1600〜3000のポリビニルアルコールXをアルデヒドでアセタール化することで得られるポリビニルアセタール樹脂であることが好ましい。合わせガラス用中間膜を用いた合わせガラスにおける発泡の発生及び発泡の成長を充分に抑制できることから、上記ポリビニルアルコールXの重合度は、好ましくは1700以上、より一層好ましくは1700を超え、更に好ましくは1800以上、更に一層好ましくは2000以上、特に好ましくは2100以上、最も好ましくは2200以上、好ましくは2900以下、より好ましくは2800以下である。
【0078】
(可塑剤)
本発明に係る合わせガラス用中間膜及び本発明に係る合わせガラス用多層中間膜における第1〜第3の合わせガラス用中間膜に含まれている上記可塑剤は特に限定されない。上記可塑剤として、従来公知の可塑剤を用いることができる。上記可塑剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0079】
上記可塑剤としては、例えば、一塩基性有機酸エステル及び多塩基性有機酸エステル等の有機エステル可塑剤、並びに有機リン酸可塑剤及び有機亜リン酸可塑剤などのリン酸可塑剤等が挙げられる。なかでも、有機エステル可塑剤が好ましい。上記可塑剤は液状可塑剤であることが好ましい。
【0080】
上記一塩基性有機酸エステルとしては、特に限定されず、例えば、グリコールと一塩基性有機酸との反応によって得られたグリコールエステル、並びにトリエチレングリコール又はトリプロピレングリコールと一塩基性有機酸とのエステル等が挙げられる。上記グリコールとしては、トリエチレングリコール、テトラエチレングリコール及びトリプロピレングリコール等が挙げられる。上記一塩基性有機酸としては、酪酸、イソ酪酸、カプロン酸、2−エチル酪酸、ヘプチル酸、n−オクチル酸、2−エチルヘキシル酸、n−ノニル酸及びデシル酸等が挙げられる。
【0081】
上記多塩基性有機酸エステルとしては、特に限定されず、例えば、多塩基性有機酸と、炭素数4〜8の直鎖又は分岐構造を有するアルコールとのエステル化合物が挙げられる。上記多塩基性有機酸としては、アジピン酸、セバシン酸及びアゼライン酸等が挙げられる。
【0082】
上記有機エステル可塑剤としては、特に限定されず、トリエチレングリコールジ−2−エチルブチレート、トリエチレングリコールジ−2−エチルヘキサノエート、トリエチレングリコールジカプリレート、トリエチレングリコールジ−n−オクタノエート、トリエチレングリコールジ−n−ヘプタノエート、テトラエチレングリコールジ−n−ヘプタノエート、ジブチルセバケート、ジオクチルアゼレート、ジブチルカルビトールアジペート、エチレングリコールジ−2−エチルブチレート、1,3−プロピレングリコールジ−2−エチルブチレート、1,4−ブチレングリコールジ−2−エチルブチレート、ジエチレングリコールジ−2−エチルブチレート、ジエチレングリコールジ−2−エチルヘキサノエート、ジプロピレングリコールジ−2−エチルブチレート、トリエチレングリコールジ−2−エチルペンタノエート、テトラエチレングリコールジ−2−エチルブチレート、ジエチレングリコールジカプリエート、アジピン酸ジヘキシル、アジピン酸ジオクチル、アジピン酸ヘキシルシクロヘキシル、アジピン酸ヘプチルとアジピン酸ノニルとの混合物、アジピン酸ジイソノニル、アジピン酸ジイソデシル、アジピン酸ヘプチルノニル、セバシン酸ジブチル、油変性セバシン酸アルキド、及びリン酸エステルとアジピン酸エステルとの混合物等が挙げられる。これら以外の有機エステル可塑剤を用いてもよい。上述のアジピン酸エステル以外の他のアジピン酸エステルを用いてもよい。
【0083】
上記有機リン酸可塑剤としては、特に限定されず、例えば、トリブトキシエチルホスフェート、イソデシルフェニルホスフェート及びトリイソプロピルホスフェート等が挙げられる。
【0084】
上記可塑剤は、下記式(1)で表されるジエステル可塑剤を含むことが好ましい。このジエステル可塑剤の使用により、合わせガラスの遮音性がより一層高くなる。
【0085】
【化1】

【0086】
上記式(1)中、R1及びR2はそれぞれ、炭素数5〜10の有機基を表し、R3は、エチレン基、イソプロピレン基又はn−プロピレン基を表し、pは3〜10の整数を表す。上記式(1)中のR1及びR2はそれぞれ、炭素数6〜10の有機基であることが好ましい。
【0087】
上記可塑剤は、トリエチレングリコールジ−2−エチルヘキサノエート(3GO)及びトリエチレングリコールジ−2−エチルブチレート(3GH)の内の少なくとも1種を含むことが好ましく、トリエチレングリコールジ−2−エチルヘキサノエートを含むことがより好ましい。
【0088】
上記可塑剤の含有量は特に限定されない。本発明に係る合わせガラス用中間膜及び本発明に係る合わせガラス用多層中間膜における第1の合わせガラス用中間膜に関しては、上記ポリビニルアセタール樹脂100重量部に対して、上記可塑剤の含有量は好ましくは40重量部以上、より好ましくは50重量部以上、更に好ましくは55重量部以上、特に好ましくは60重量部以上、好ましくは80重量部以下、より好ましくは78重量部以下、更に好ましくは75重量部以下、特に好ましくは72重量部以下である。上記可塑剤の含有量が上記下限以上であると、合わせガラスの耐貫通性がより一層高くなる。上記可塑剤の含有量が上記上限以下であると、中間膜及び多層中間膜の透明性がより一層高くなる。
【0089】
本発明に係る合わせガラス用多層中間膜における第2,第3の合わせガラス用中間膜に関しては、上記ポリビニルアセタール樹脂100重量部に対して、上記可塑剤の含有量は好ましくは25重量部以上、より好ましくは30重量部以上、更に好ましくは35重量部以上、好ましくは50重量部以下、より好ましくは45重量部以下、更に好ましくは43重量部以下、特に好ましくは38重量部以下である。上記可塑剤の含有量が上記下限以上であると、多層中間膜の接着力が高くなり、合わせガラスの耐貫通性がより一層高くなる。上記可塑剤の含有量が上記上限以下であると、多層中間膜の透明性がより一層高くなる。
【0090】
合わせガラスの遮音性をより一層高める観点からは、第1の合わせガラス用中間膜のポリビニルアセタール樹脂100重量部に対する可塑剤の含有量は、第2,第3の合わせガラス用中間膜のポリビニルアセタール樹脂100重量部に対する可塑剤の各含有量よりも多いことが好ましい。合わせガラスの遮音性をさらに一層高める観点からは、第1の合わせガラス用中間膜のポリビニルアセタール樹脂100重量部に対する可塑剤の含有量は、第2,第3の合わせガラス用中間膜のポリビニルアセタール樹脂100重量部に対する可塑剤の各含有量よりも5重量部以上多いことが好ましく、10重量部以上多いことがより好ましく、15重量部以上多いことが更に好ましく、20重量部以上多いことが特に好ましい。
【0091】
(他の成分)
本発明に係る合わせガラス用中間膜及び本発明に係る合わせガラス用多層中間膜における第1〜第3の合わせガラス用中間膜はそれぞれ、必要に応じて、紫外線吸収剤、酸化防止剤、光安定剤、難燃剤、帯電防止剤、顔料、染料、接着力調整剤、耐湿剤、蛍光増白剤及び赤外線吸収剤等の添加剤を含有していてもよい。
【0092】
(合わせガラス)
本発明に係る合わせガラス用中間膜及び合わせガラス用多層中間膜はそれぞれ、合わせガラスを得るために用いられる。
【0093】
図3に、図1に示す多層中間膜1を用いた合わせガラスの一例を模式的に断面図で示す。
【0094】
図3に示す合わせガラス11は、第1の合わせガラス構成部材12と、第2の合わせガラス構成部材13と、多層中間膜1とを備える。多層中間膜1は、第1,第2の合わせガラス構成部材12,13の間に挟み込まれている。
【0095】
第1の合わせガラス構成部材12は、第2の中間膜3の外側の表面3aに積層されている。第2の合わせガラス構成部材13は、第3の中間膜4の外側の表面4aに積層されている。従って、合わせガラス11は、第1の合わせガラス構成部材12と、第2の中間膜3と、第1の中間膜2と、第3の中間膜4と、第2の合わせガラス構成部材13とがこの順で積層されて構成されている。
【0096】
上記第1,第2の合わせガラス構成部材としては、ガラス板及びPET(ポリエチレンテレフタレート)フィルム等が挙げられる。合わせガラスには、2枚のガラス板の間に中間膜又は多層中間膜が挟み込まれている合わせガラスだけでなく、ガラス板とPETフィルム等との間に中間膜又は多層中間膜が挟み込まれている合わせガラスも含まれる。合わせガラスは、ガラス板を備えた積層体であり、少なくとも1枚のガラス板が用いられていることが好ましい。
【0097】
上記ガラス板としては、無機ガラス及び有機ガラスが挙げられる。上記無機ガラスとしては、フロート板ガラス、熱線吸収板ガラス、熱線反射板ガラス、磨き板ガラス、型板ガラス、網入り板ガラス、及び線入り板ガラス等が挙げられる。上記有機ガラスは、無機ガラスに代用される合成樹脂ガラスである。上記有機ガラスとしては、ポリカーボネート板及びポリ(メタ)アクリル樹脂板等が挙げられる。上記ポリ(メタ)アクリル樹脂板としては、ポリメチル(メタ)アクリレート板等が挙げられる。
【0098】
上記第1,第2の合わせガラス構成部材の厚みは、好ましくは0.5mm以上、より好ましくは1mm以上、好ましくは5mm以下、より好ましくは3mm以下である。また、合わせガラス構成部材がガラス板である場合に、該ガラス板の厚みは、好ましくは1mm以上、好ましくは3mm以下である。合わせガラス構成部材がPETフィルムである場合に、該PETフィルムの厚みは、好ましくは0.03mm以上、好ましくは0.5mm以下である。
【0099】
上記合わせガラスの製造方法は特に限定されない。例えば、第1,第2の合わせガラス構成部材の間に、中間膜又は多層中間膜を挟んで、押圧ロールに通したり、又はゴムバックに入れて減圧吸引したりして、第1,第2の合わせガラス構成部材と中間膜又は多層中間膜との間に残留する空気を脱気する。その後、約70〜110℃で予備接着して積層体を得る。次に、積層体をオートクレーブに入れたり、又はプレスしたりして、約120〜150℃及び1〜1.5MPaの圧力で圧着する。このようにして、合わせガラスを得ることができる。
【0100】
合わせガラスは、自動車、鉄道車両、航空機、船舶及び建築物等に使用できる。合わせガラスは、これら以外にも使用できる。合わせガラスは、建築用又は車両用の合わせガラスであることが好ましく、車両用の合わせガラスであることがより好ましい。合わせガラスは、自動車のフロントガラス、サイドガラス、リアガラス又はルーフガラス等に使用できる。
【0101】
以下に実施例を挙げて本発明を更に詳しく説明する。本発明はこれら実施例のみに限定されない。
【0102】
実施例及び比較例で用いたポリビニルブチラール樹脂のブチラール化度(アセタール化度)、アセチル化度及び水酸基の含有率はASTM D1396−92に準拠した方法により測定した。なお、JIS K6728「ポリビニルブチラール試験方法」により測定した場合も、ASTM D1396−92に準拠した方法と同様の数値を示した。
【0103】
(実施例1)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2860ml、重合度2310、けん化度87.1のポリビニルアルコールを300g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド15.8g添加した。その後、n−ブチルアルデヒドを190g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.9重量%添加し、44℃まで昇温し、44℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、実施例1の中間層に用いるポリビニルブチラール樹脂を得た。
【0104】
(2)多層中間膜の作製
ポリビニルブチラール樹脂(n−ブチルアルデヒドを使用、平均重合度が2310であるポリビニルアルコールを使用、ブチラール化度64.2モル%、アセチル化度12.9モル%、水酸基の含有率22.9モル%)100重量部に、可塑剤であるトリエチレングリコールジ−2−エチルヘキサノエート(3GO)60重量部を添加し、ミキシングロールで充分に混練し、中間層用樹脂組成物を得た。さらに、ポリビニルブチラール樹脂(n−ブチルアルデヒドを使用、ブチラール化度68.8モル%、アセチル化度0.8モル%、水酸基の含有率30.4モル%)100重量部に、可塑剤であるトリエチレングリコールジ−2−エチルヘキサノエート(3GO)37.5重量部を添加し、ミキシングロールで充分に混練し、表面層用樹脂組成物を得た。
【0105】
得られた中間層用樹脂組成物及び表面層用樹脂組成物を用いて、共押出することにより、表面層(第2の中間膜、厚み350μm)と中間層(第1の中間膜、厚み100μm)と表面層(第3の中間膜、厚み350μm)とが順に積層された多層中間膜を作製した。
【0106】
(3)耐貫通性試験に用いる合わせガラスの作製
得られた多層中間膜を縦30cm×横30cmの大きさに切断した。次に、透明なフロートガラス(縦30cm×横30cm×厚さ2.5mm)2枚の間に、多層中間膜を挟み込み、積層体を得た。この積層体をゴムバック内に入れ、2.6kPaの真空度で20分間脱気した後、脱気したままオーブン内に移し、更に90℃で30分間保持して真空プレスし、積層体を予備圧着した。オートクレーブ中で135℃及び圧力1.2MPaの条件で、予備圧着された積層体を20分間圧着し、耐貫通性試験に用いる合わせガラスを得た。
【0107】
(4)遮音性測定に用いる合わせガラスの作製
得られた多層中間膜を縦30cm×横2.5cmの大きさに切断し、透明なフロートガラス(縦30cm×横2.5cm×厚さ2.5mm)を用いたこと以外は耐貫通性試験に用いる合わせガラスと同様の方法で、遮音性測定に用いる合わせガラスを得た。
【0108】
(5)発泡試験に用いる合わせガラスの作製
得られた多層中間膜を縦30cm×横15cmの大きさに切断し、温度23℃の環境下にて、10時間保管した。なお、得られた多層中間膜の両面にはエンボスが形成されており、そのエンボスの十点平均粗さは30μmであった。切断された多層中間膜において、多層中間膜の端部から縦方向にそれぞれ内側に向かって8cmの位置と、多層中間膜の端部から横方向にそれぞれ内側に向かって5cmの位置との交点4箇所に、直径6mmの貫通孔を作製した。
【0109】
透明なフロートガラス(縦30cm×横15cm×厚さ2.5mm)2枚の間に、貫通孔を有する多層中間膜を挟み込み、積層体を得た。積層体の外周縁は、熱融着により端部から幅2cmをシール剤により封止することにより、エンボスに残留した空気及び貫通孔に残留した空気を封じ込めた。この積層体を135℃、圧力1.2MPaの条件で20分間圧着することで、残留した空気を多層中間膜中に溶かし込み、発泡試験に用いる合わせガラスを得た。
【0110】
(実施例2)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水3090ml、重合度2320、けん化度98.8のポリビニルアルコールを300g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.5重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド12.7g添加した。その後、n−ブチルアルデヒドを182g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.8重量%添加し、44℃まで昇温し、44℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、実施例2の中間層に用いるポリビニルブチラール樹脂を得た。
【0111】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表1に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0112】
(実施例3)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2550ml、重合度2400、けん化度94.4のポリビニルアルコールを250g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド9.3g添加した。その後、n−ブチルアルデヒドを158g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.9重量%添加し、44℃まで昇温し、44℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、実施例3の中間層に用いるポリビニルブチラール樹脂を得た。
【0113】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表1に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0114】
(実施例4)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2370ml、重合度2450、けん化度87.7のポリビニルアルコールを250g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド11.8g添加した。その後、n−ブチルアルデヒドを153g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.7重量%添加し、42℃まで昇温し、42℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、実施例4の中間層に用いるポリビニルブチラール樹脂を得た。
【0115】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表1に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0116】
(実施例5)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2940ml、重合度2500、けん化度87.0のポリビニルアルコールを300g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド14.1g添加した。その後、n−ブチルアルデヒドを198g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比4.0重量%添加し、40℃まで昇温し、40℃で2.5時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、実施例5の中間層に用いるポリビニルブチラール樹脂を得た。
【0117】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表1に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0118】
(実施例6)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2190ml、重合度2500、けん化度98.9のポリビニルアルコールを250g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド10.6g添加した。その後、n−ブチルアルデヒドを158g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.8重量%添加し、42℃まで昇温し、42℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、実施例6の中間層に用いるポリビニルブチラール樹脂を得た。
【0119】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表1に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0120】
(実施例7)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2560ml、重合度2550、けん化度92.5のポリビニルアルコールを250g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド11.1g添加した。その後、n−ブチルアルデヒドを164g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.8重量%添加し、42℃まで昇温し、42℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、実施例7の中間層に用いるポリビニルブチラール樹脂を得た。
【0121】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表1に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0122】
(実施例8)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2830ml、重合度2550、けん化度87.6のポリビニルアルコールを300g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド14.1g添加した。その後、n−ブチルアルデヒドを184g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.9重量%添加し、40℃まで昇温し、40℃で2.5時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、実施例8の中間層に用いるポリビニルブチラール樹脂を得た。
【0123】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表1に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0124】
(比較例1)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2820ml、重合度2320、けん化度98.9のポリビニルアルコールを300g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド12.7g添加した。その後、n−ブチルアルデヒドを190g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.9重量%添加し、54℃まで昇温し、54℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、比較例1の中間層に用いるポリビニルブチラール樹脂を得た。
【0125】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表2に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0126】
(比較例2)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2180ml、重合度2100、けん化度93.1のポリビニルアルコールを250g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド11.2g添加した。その後、n−ブチルアルデヒドを165g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.8重量%添加し、54℃まで昇温し、54℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、比較例2の中間層に用いるポリビニルブチラール樹脂を得た。
【0127】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表2に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0128】
(比較例3)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2030ml、重合度1780、けん化度98.8のポリビニルアルコールを250g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド10.6g添加した。その後、n−ブチルアルデヒドを155g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.9重量%添加し、55℃まで昇温し、55℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、比較例3の中間層に用いるポリビニルブチラール樹脂を得た。
【0129】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表2に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0130】
(比較例4)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2430ml、重合度1700、けん化度87.0のポリビニルアルコールを300g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド14.1g添加した。その後、n−ブチルアルデヒドを180g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比4.0重量%添加し、56℃まで昇温し、56℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、比較例4の中間層に用いるポリビニルブチラール樹脂を得た。
【0131】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表2に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0132】
(評価)
(1)遮音性
合わせガラスをダンピング試験用の振動発生機(振研社製「加振機G21−005D」)により加振し、そこから得られた振動特性を機械インピーダンス測定装置(リオン社製「XG−81」)にて増幅し、振動スペクトルをFFTスペクトラムアナライザー(横河ヒューレッドパッカード社製「FFTアナライザー HP3582A」)により解析した。
【0133】
このようにして得られた損失係数と合わせガラスとの共振周波数との比から、20℃における音周波数(Hz)と音響透過損失(dB)との関係を示すグラフを作成し、音周波数2,000Hz付近における極小の音響透過損失(TL値)を求めた。このTL値が高いほど、遮音性が高くなる。TL値が35dB以上の場合を「○」、TL値が35dB未満の場合を「×」として、結果を下記の表1〜2に示した。
【0134】
(2)発泡試験(発泡の状態)
発泡試験に用いる合わせガラスを、各多層中間膜について5枚作製し、50℃のオーブン内に100時間放置した。放置後の合わせガラスにおいて、発泡の有無及び発泡の大きさを平面視にて目視で観察し、発泡の状態を下記の判定基準で判定した。
【0135】
[発泡試験における発泡の状態の判定基準]
5枚の合わせガラスに発生した発泡を、楕円で近似し、その楕円面積を発泡面積とした。5枚の合わせガラスにて観察された楕円面積の平均値を求め、合わせガラスの面積(30cm×15cm)に対する楕円面積の平均値(発泡面積)の割合(百分率)を求めた。
【0136】
○○:5枚全ての合わせガラスに発泡が観察されなかった
○:楕円面積の平均値(発泡面積)の割合が5%未満であった
△:楕円面積の平均値(発泡面積)の割合が5%以上、10%未満であった
×:楕円面積の平均値(発泡面積)の割合が10%以上であった
【0137】
(3)耐貫通性
耐貫通性試験に用いる合わせガラス(縦30cm×横30cm)を、表面温度が23℃となるように調整した。次いで、JIS R3212に準拠して、4mの高さから、6枚の合わせガラスに対してそれぞれ、質量2260g及び直径82mmの剛球を、合わせガラスの中心部分に落下させた。6枚の合わせガラス全てについて、剛球が衝突した後5秒以内に剛球が貫通しなかった場合を合格とした。剛球が衝突した後5秒以内に剛球が貫通しなかった合わせガラスが3枚以下であった場合は不合格とした。4枚の場合には、新しく6枚の合わせガラスの耐貫通性を評価した。5枚の場合には、新しく1枚の合わせガラスを追加試験し、剛球が衝突した後5秒以内に剛球が貫通しなかった場合を合格とした。同様の方法で、5m及び6mの高さから、6枚の合わせガラスに対してそれぞれ、質量2260g及び直径82mmの剛球を、合わせガラスの中心部分に落下させ、合わせガラスの耐貫通性を評価した。
【0138】
(4)200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値
実施例及び比較例の多層中間膜を恒温恒湿室(湿度30%(±3%)、温度23℃)に1ヶ月間保管した。1ヶ月間保管した後すぐに、表面層と中間層と表面層とを剥離することにより、中間層を取り出した。2枚のポリエチレンテレフタレート(PET)フィルムの間に配置された型枠(縦2cm×横2cm×厚み0.76mm)内に、剥離された中間層1gを置き、温度150℃、プレス圧0kg/cm2で10分間予熱した後、80kg/cm2で15分間プレス成型した。予め20℃に設定したハンドプレス機に、プレス成型された中間層を配置し、10MPaで10分間プレスすることにより冷却した。得られた膜の中央部から直径8mmの円形試料を切り取り、試料両面のPETフィルムを取り除いた後、50℃のオーブン中で2時間真空乾燥を行った。
【0139】
真空乾燥終了後すぐにTAINSTRUMENTS社製のARES−G2を用い下記の条件で、第1の中間膜における200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値を求めた。
【0140】
測定には直径8mmのパラレルプレート型の治具を用いた。測定温度は200℃、歪は8.0%、測定を行う角周波数は以下の通りであり、高角周波数側から測定を開始した。測定データの取得に関する設定値であるCorrelation delay time及びCorrelation delay cycleは各々1.0s、0.5とし、Sampling cyclesは2half cyclesとした。また、測定は窒素雰囲気下で行った。
【0141】
測定から得られたtanδの値から角周波数ωが10−2≦ω≦100の範囲で最大値となる値を読み取った。なお、測定を行った角周波数は、102,6.31×101,3.98×101,2.51×101,1.58×101,101,6.31×100,3.98×100,2.51×100,1.58×100,100,6.31×10−1,3.98×10−1,2.51×10−1,1.58×10−1,10−1,6.31×10−2,3.98×10−2,2.51×10−2,1.58×10−2及び10−2であった。
【0142】
結果を下記の表1〜2に示す。下記の表1〜2において、「PVA」はポリビニルアルコールを示し、「3GO」はトリエチレングリコールジ−2−エチルヘキサノエートを示す。
【0143】
【表1】
【0144】
【表2】
【符号の説明】
【0145】
1…多層中間膜
2…第1の中間膜
2a…第1の表面
2b…第2の表面
3…第2の中間膜
3a…外側の表面
4…第3の中間膜
4a…外側の表面
11…合わせガラス
12…第1の合わせガラス構成部材
13…第2の合わせガラス構成部材
21…中間膜
【技術分野】
【0001】
本発明は、ポリビニルアセタール樹脂と可塑剤とを含有する合わせガラス用中間膜に関し、より詳細には、発泡が生じ難い合わせガラスを得ることができる合わせガラス用中間膜、並びに該合わせガラス用中間膜を用いた合わせガラス用多層中間膜及び合わせガラスに関する。
【背景技術】
【0002】
合わせガラスは、外部衝撃を受けて破損してもガラスの破片の飛散量が少なく、安全性に優れている。このため、上記合わせガラスは、自動車、鉄道車両、航空機、船舶及び建築物等に広く使用されている。上記合わせガラスは、一対のガラス板の間に合わせガラス用中間膜を挟み込むことにより、製造されている。
【0003】
上記合わせガラス用中間膜の一例として、下記の特許文献1には、ポリビニルアセタール樹脂100重量部と、トリエチレングリコールモノ−2−エチルヘキサノエートとトリエチレングリコールジ−2−エチルヘキサノエートとの混合物20〜60重量部とを含有する中間膜が開示されている。
【0004】
また、下記の特許文献2には、アセタール化度が60〜85モル%のポリビニルアセタール樹脂100重量部と、アルカリ金属塩及びアルカリ土類金属塩の内の少なくとも一種の金属塩0.001〜1.0重量部と、30重量部以上の可塑剤とを含む遮音層が開示されている。この遮音層は、単層で中間膜として用いられ得る。
【0005】
さらに、下記の特許文献2には、上記遮音層と他の層とが積層された多層中間膜も記載されている。遮音層に積層される他の層は、アセタール化度が60〜85モル%のポリビニルアセタール樹脂100重量部と、アルカリ金属塩及びアルカリ土類金属塩の内の少なくとも一種の金属塩0.001〜1.0重量部と、30重量部以下の可塑剤とを含む。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−097745号公報
【特許文献2】特開2007−070200号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記特許文献1に記載の中間膜を用いて合わせガラスを構成した場合には、合わせガラスの2000Hz付近の周波数領域における遮音性が充分ではなく、従ってコインシデンス効果による遮音性の低下が避けられないことがある。特に、この合わせガラスの20℃付近での遮音性が充分ではないことがある。
【0008】
ここで、コインシデンス効果とは、ガラス板に音波が入射したとき、ガラス板の剛性と慣性とによって、ガラス面上を横波が伝播して横波と入射音とが共鳴し、その結果、音の透過が起こる現象をいう。
【0009】
上記特許文献2に記載の遮音層を単層で中間膜として用いて合わせガラスを構成した場合でも、合わせガラスの20℃付近での遮音性が十分ではないことがある。
【0010】
また、上記特許文献2に記載の遮音層と他の層とが積層された多層中間膜を用いて合わせガラスを構成した場合には、合わせガラスの20℃付近での遮音性をある程度高めることができる。しかし、多層中間膜が上記遮音層を有するため、該多層中間膜を用いた合わせガラスに発泡が生じることがある。
【0011】
さらに、近年、合わせガラスの遮音性を高めるために、中間膜中の可塑剤の含有量を多くすることが検討されている。中間膜中の可塑剤の含有量を多くすると、合わせガラスの遮音性を改善できる。しかしながら、可塑剤の含有量を多くすると、合わせガラスに発泡が生じることがある。
【0012】
本発明の目的は、発泡の発生及び発泡の成長を抑制できる合わせガラスを得ることができる合わせガラス用中間膜、並びに該合わせガラス用中間膜を用いた合わせガラス用多層中間膜及び合わせガラスを提供することである。
【0013】
本発明の限定的な目的は、遮音性に優れており、かつ発泡の発生及び発泡の成長を抑制できる合わせガラスを得ることができる合わせガラス用中間膜、並びに該合わせガラス用中間膜を用いた合わせガラス用多層中間膜及び合わせガラスを提供することである。
【課題を解決するための手段】
【0014】
本発明の広い局面によれば、ポリビニルアセタール樹脂と可塑剤とを含有し、200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値が1.00以下である、合わせガラス用中間膜が提供される。
【0015】
本発明に係る合わせガラス用中間膜のある特定の局面では、上記ポリビニルアセタール樹脂の水酸基の含有率が31モル%以下である。
【0016】
本発明に係る合わせガラス用中間膜の他の特定の局面では、上記ポリビニルアセタール樹脂100重量部に対して、上記可塑剤の含有量が40重量部以上、80重量部以下である。
【0017】
本発明に係る合わせガラス用多層中間膜は、本発明に従って構成された合わせガラス用中間膜を第1の合わせガラス用中間膜として備え、上記第1の合わせガラス用中間膜の第1の表面に積層されており、かつポリビニルアセタール樹脂と可塑剤とを含有する第2の合わせガラス用中間膜をさらに備える。
【0018】
本発明に係る合わせガラス用多層中間膜のある特定の局面では、上記第1の合わせガラス用中間膜中の上記ポリビニルアセタール樹脂100重量部に対する上記可塑剤の含有量が、上記第2の合わせガラス用中間膜中の上記ポリビニルアセタール樹脂100重量部に対する上記可塑剤の含有量よりも多い。
【0019】
本発明に係る合わせガラス用多層中間膜の他の特定の局面では、上記第1の合わせガラス用中間膜の第1の表面とは反対の第2の表面に積層されており、かつポリビニルアセタール樹脂と可塑剤とを含有する第3の合わせガラス用中間膜がさらに備えられる。
【0020】
本発明に係る合わせガラス用多層中間膜のさらに他の特定の局面では、上記第1の合わせガラス用中間膜中の上記ポリビニルアセタール樹脂100重量部に対する上記可塑剤の含有量が、上記第3の合わせガラス用中間膜中の上記ポリビニルアセタール樹脂100重量部に対する上記可塑剤の含有量よりも多い。
【0021】
なお、例えば、上記第1の合わせガラス用中間膜と上記第2の合わせガラス用中間膜との間で、可塑剤が移行することがある。また、例えば、上記第1の合わせガラス用中間膜と上記第3の合わせガラス用中間膜との間で、可塑剤が移行することがある。
【0022】
本発明に係る合わせガラス用多層中間膜の別の特定の局面では、上記第1の合わせガラス用中間膜中の上記ポリビニルアセタール樹脂のアセチル化度が8モル%以下であり、かつアセタール化度が70モル%以上である。
【0023】
本発明に係る合わせガラス用多層中間膜のさらに別の特定の局面では、上記第1の合わせガラス用中間膜中の上記ポリビニルアセタール樹脂のアセチル化度が8モル%を超える。
【0024】
本発明に係る合わせガラスは、第1,第2の合わせガラス構成部材と、該第1,第2の合わせガラス構成部材の間に挟み込まれた中間膜又は多層中間膜とを備えており、該中間膜又は多層中間膜が、本発明に従って構成された合わせガラス用中間膜を含むか、又は本発明に従って構成された合わせガラス用多層中間膜である。
【発明の効果】
【0025】
本発明に係る合わせガラス用中間膜は、ポリビニルアセタール樹脂と可塑剤とを含有し、200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値が1.00以下であるので、合わせガラスを構成するのに用いられた場合、合わせガラスにおける発泡の発生及び発泡の成長を抑制できる。さらに、得られた合わせガラスの遮音性を高めることができる。
【図面の簡単な説明】
【0026】
【図1】図1は、本発明の一実施形態に係る合わせガラス用多層中間膜を模式的に示す断面図である。
【図2】図2は、本発明の一実施形態に係る合わせガラス用中間膜を模式的に示す断面図である。
【図3】図3は、図1に示す合わせガラス用多層中間膜を用いた合わせガラスの一例を模式的に示す断面図である。
【発明を実施するための形態】
【0027】
以下、本発明の詳細を説明する。
【0028】
本発明に係る合わせガラス用中間膜は、ポリビニルアセタール樹脂と可塑剤とを含有する。本発明に係る合わせガラス用中間膜の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は1.00以下である。本発明に係る合わせガラス用多層中間膜は、200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値が1.00以下である第1の合わせガラス用中間膜と、該第1の合わせガラス用中間膜の第1の表面に積層されており、かつポリビニルアセタール樹脂と可塑剤とを含有する第2の合わせガラス用中間膜とを備える。tanδが上記上限以下である中間膜の使用によって、発泡の発生及び発泡の成長を抑制可能な合わせガラスを得ることができる。さらに、遮音性に優れており、かつ発泡の発生及び発泡の成長を抑制可能な合わせガラスを得ることもできる。
【0029】
上記中間膜の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は、粘弾性測定装置を用いて測定された値である。粘弾性測定装置としては、TAINSTRUMENTS社製「ARES−G2」等が用いられる。
【0030】
上記中間膜の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値を1.00以下にする方法としては、ポリビニルアセタール樹脂を得るためのポリビニルアルコールの重合度を調整する方法、上記ポリビニルアセタール樹脂中の分子量が比較的大きい高分子量成分の割合を多くする方法、並びに上記ポリビニルアセタール樹脂における分子間の架橋密度を高くする方法等が挙げられる。なお、上記200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は、中間膜の架橋の程度を表す1つの指標ともなる。
【0031】
図1に、本発明の一実施形態に係る合わせガラス用多層中間膜を模式的に断面図で示す。
【0032】
図1に示す多層中間膜1は、第1の中間膜2と、第1の中間膜2の第1の表面2a(一方の表面)に積層された第2の中間膜3と、第1の中間膜2の第2の表面2b(他方の表面)に積層された第3の中間膜4とを備える。多層中間膜1は、合わせガラスを得るために用いられる。多層中間膜1は、合わせガラス用多層中間膜である。第1〜第3の中間膜2〜4は、合わせガラス用中間膜である。
【0033】
本実施形態では、第1の中間膜2は中間層であり、かつ第2,第3の中間膜3,4は表面層である。このように、第2,第3の中間膜3,4の双方を用いることが好ましい。ただし、第3の中間膜4を用いずに、第2の中間膜3のみを用いてもよい。第2,第3の中間膜3,4の外側の表面3a,4aに、他の合わせガラス用中間膜がさらに積層されていてもよい。
【0034】
第1〜第3の中間膜2〜4はそれぞれ、ポリビニルアセタール樹脂と可塑剤とを含有する。第1の中間膜2の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は1.00以下である。
【0035】
第2,第3の中間膜3,4の組成は、第1の中間膜2の組成と異なることが好ましい。第2,第3の中間膜3,4の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は1.00以下であってもよい。
【0036】
図2に、本発明の一実施形態に係る合わせガラス用中間膜を模式的に断面図で示す。
【0037】
図2に示す合わせガラス用中間膜21は、単層の中間膜である。中間膜21は、合わせガラスを得るために用いられる。中間膜21は、合わせガラス用中間膜である。
【0038】
中間膜21は、ポリビニルアセタール樹脂と可塑剤とを含有する。中間膜21の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は1.00以下である。
【0039】
単層の中間膜21よりも、多層中間膜1の方が好ましい。第1の中間膜2の両面に第2,第3の中間膜3,4が積層されている場合には、第1の中間膜2の接着力が低くても、第2,第3の中間膜3,4の接着力を高くすることにより、多層中間膜1と合わせガラス構成部材との接着力を高めることができる。このため、合わせガラスの耐貫通性をより一層高めることができる。
【0040】
さらに、多層中間膜1の場合には、単層の中間膜21の場合と比べて、合わせガラスに発泡が生じやすい傾向がある。特に、第1の中間膜2中のポリビニルアセタール樹脂100重量部に対する可塑剤の含有量が、第2,第3の中間膜3,4中のポリビニルアセタール樹脂100重量部に対する可塑剤の含有量よりも多いと、発泡がより一層生じやすい傾向がある。さらに、発泡が一旦生じると、発生した発泡が核となり、発泡が成長する傾向がある。しかし、本実施形態に係る多層中間膜1では、第1の中間膜2の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値が1.00以下であるので、合わせガラスに発泡が生じるのを抑制でき、更に発泡が成長するのも抑制できる。
【0041】
合わせガラスの遮音性をより一層高め、かつ発泡の発生及び発泡の成長をより一層抑制する観点からは、中間膜2,21の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は、好ましくは0.95以下である。該tanδが0.95以下であると、合わせガラスの遮音性をより一層高め、かつ発泡の発生及び発泡の成長をより一層抑制することができる。中間膜2,21の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値の下限は特に限定されない。
【0042】
また、中間膜2,21の押出成形を容易にする観点からは、中間膜2,21の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は、好ましくは0.10以上、1.00以下、より好ましくは0.50以上、更に好ましくは0.55以上、特に好ましくは0.58以上、好ましくは0.95以下、より好ましくは0.94以下である。
【0043】
例えば、中間膜2の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値は、以下のように測定することができる。中間膜を恒温恒湿室(湿度30%(±3%)、温度23℃)に1ヶ月間保管し、1ヶ月間保管した後すぐに、表面層(第2の中間膜)と中間層(第1の中間膜)と表面層(第3の中間膜)とを剥離することにより、中間層(第1の中間膜)を取り出す。2枚のポリエチレンテレフタレート(PET)フィルムの間に配置された型枠(縦2cm×横2cm×厚み0.76mm)内に、剥離された中間層1gを置き、温度150℃、プレス圧0kg/cm2で10分間予熱した後、80kg/cm2で15分間プレス成型する。予め20℃に設定したハンドプレス機に、プレス成型された中間層を配置し、10MPaで10分間プレスすることにより冷却する。得られた膜の中央部から直径8mmの円形試料を切り取り、試料両面のPETフィルムを取り除いた後、50℃のオーブン中で2時間真空乾燥を行う。次いで、真空乾燥終了後すぐにTAINSTRUMENTS社製のARES−G2を用い下記の条件で、中間膜2における200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値を求めることができる。
【0044】
中間膜2における200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値の測定には直径8mmのパラレルプレート型の治具を用いることが好ましい。測定温度は200℃、歪は8.0%、測定を行う角周波数(102,6.31×101,3.98×101,2.51×101,1.58×101,101,6.31×100,3.98×100,2.51×100,1.58×100,100,6.31×10−1,3.98×10−1,2.51×10−1,1.58×10−1,10−1,6.31×10−2,3.98×10−2,2.51×10−2,1.58×10−2及び10−2)において、高角周波数側から測定を開始する。測定データの取得に関する設定値であるCorrelation delay time及びCorrelation delay cycleは各々1.0s、0.5とし、Sampling cyclesは2half cyclesである。また、測定サンプルの劣化を防止するために、測定は窒素雰囲気下で行うことが好ましい。
【0045】
合わせガラスの耐貫通性をより一層高める観点からは、多層中間膜1及び単層の中間膜21の厚みは好ましくは0.05mm以上、より好ましくは0.25mm以上、好ましくは3mm以下、より好ましくは1.5mm以下である。多層中間膜1及び単層の中間膜21の厚みが上記下限以上及び上記上限以下であると、合わせガラスの耐貫通性及び透明性がより一層高くなる。
【0046】
(ポリビニルアセタール樹脂)
本発明に係る合わせガラス用中間膜及び本発明に係る合わせガラス用多層中間膜における第1〜第3の合わせガラス用中間膜がそれぞれ、ポリビニルアセタール樹脂と可塑剤とを含有することにより、合わせガラス構成部材に対する中間膜又は多層中間膜の接着力をより一層高くすることができる。
【0047】
さらに、上記中間膜又は上記多層中間膜に含まれている樹脂がポリビニルアセタール樹脂である場合には、ポリビニルアセタール樹脂以外の熱可塑性樹脂である場合と比較して、中間膜又は多層中間膜を用いた合わせガラスに発泡が特に生じやすい傾向がある。しかし、本発明に係る合わせガラス用中間膜及び本発明に係る合わせガラス用多層中間膜における第1の合わせガラス用中間膜の200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値が1.00以下であるので、合わせガラス用中間膜を用いた合わせガラスにおける発泡の発生及び発泡の成長を充分に抑制できる。
【0048】
中間膜2〜4,21に含まれている上記ポリビニルアセタール樹脂は、例えば、ポリビニルアルコールをアルデヒドによりアセタール化することにより製造できる。上記ポリビニルアルコールは、例えば、ポリ酢酸ビニルをけん化することにより得られる。上記ポリビニルアルコールのけん化度は、一般に、70〜99.9モル%の範囲内であり、75〜99.8モル%の範囲内であることが好ましく、80〜99.8モル%の範囲内であることがより好ましい。
【0049】
中間膜2〜4,21に含まれている上記ポリビニルアセタール樹脂を得るためのポリビニルアルコールの重合度は、好ましくは200以上、より好ましくは500以上、更に好ましくは1700を超え、特に好ましくは2000以上、より好ましくは3000以下、更に好ましくは3000未満、特に好ましくは2800以下である。中間膜2〜4,21に含まれている上記ポリビニルアセタール樹脂は、重合度が上記下限以上及び上記上限以下であるポリビニルアルコールをアセタール化することにより得られるポリビニルアセタール樹脂であることが好ましい。上記重合度が上記下限以上であると、合わせガラスの耐貫通性がより一層高くなる。上記重合度が上記上限以下であると、中間膜の成形が容易になる。
【0050】
合わせガラスの遮音性をより一層高め、かつ発泡の発生及び発泡の成長をより一層抑制する観点からは、中間膜2,21に含まれている上記ポリビニルアセタール樹脂を得るためのポリビニルアルコールの重合度は、好ましくは1700を超え、好ましくは2000以上、好ましくは3000未満である。また、中間膜2,21中の上記ポリビニルアセタール樹脂は、重合度が上記下限以上及び上記上限以下であるポリビニルアルコールをアセタール化することにより得られるポリビニルアセタール樹脂であることが好ましい。
【0051】
上記重合度は、平均重合度を示す。なお、上記ポリビニルアルコールの平均重合度は、JIS K6726「ポリビニルアルコール試験方法」に準拠した方法により求められる。
【0052】
上記アルデヒドは特に限定されない。上記アルデヒドとして、一般には、炭素数が1〜10のアルデヒドが好適に用いられる。上記炭素数が1〜10のアルデヒドとしては、例えば、プロピオンアルデヒド、n−ブチルアルデヒド、イソブチルアルデヒド、n−バレルアルデヒド、2−エチルブチルアルデヒド、n−ヘキシルアルデヒド、n−オクチルアルデヒド、n−ノニルアルデヒド、n−デシルアルデヒド、ホルムアルデヒド、アセトアルデヒド及びベンズアルデヒド等が挙げられる。なかでも、n−ブチルアルデヒド、n−ヘキシルアルデヒド又はn−バレルアルデヒドが好ましく、n−ブチルアルデヒドがより好ましい。上記アルデヒドは、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0053】
本発明に係る合わせガラス用中間膜に含まれている上記ポリビニルアセタール樹脂は、ポリビニルブチラール樹脂であることが好ましい。本発明に係る合わせガラス用多層中間膜は、上記第1〜第3の合わせガラス用中間膜に含まれている上記ポリビニルアセタール樹脂としてそれぞれ、ポリビニルブチラール樹脂を含むことが好ましい。ポリビニルブチラール樹脂の合成は容易である。さらに、ポリビニルブチラール樹脂の使用により、合わせガラス構成部材に対する中間膜又は多層中間膜の接着力がより一層適度に発現する。さらに、中間膜又は多層中間膜の耐光性及び耐候性等がより一層高くなる。
【0054】
中間膜2,21に含まれているポリビニルアセタール樹脂の水酸基の含有率(水酸基量)は、31モル%以下であることが好ましい。この場合には、合わせガラスの遮音性がより一層高くなる。なお、ポリビニルアセタール樹脂の水酸基の含有率が低いと、ポリビニルアセタール樹脂の親水性が低くなる。このため、可塑剤の含有量を多くすることができ、この結果、合わせガラスの遮音性がより一層高くなる。
【0055】
中間膜2,21に含まれている上記ポリビニルアセタール樹脂の水酸基の含有率は好ましくは13モル%以上、より好ましくは18モル%以上、更に好ましくは20モル%以上、特に好ましくは21.5モル%以上、より好ましくは30モル%以下、更に好ましくは28モル%以下、特に好ましくは26モル%以下である。上記水酸基の含有率が上記下限以上であると、中間膜2,21の接着力がより一層高くなる。上記水酸基の含有率が上記上限以下であると、合わせガラスの遮音性がより一層高くなる。さらに、多層中間膜1及び中間膜21の柔軟性が高くなり、多層中間膜1及び中間膜21の取扱性がより一層良好になる。
【0056】
中間膜3,4に含まれているポリビニルアセタール樹脂の水酸基の含有率は好ましくは26モル%以上、より好ましくは27モル%以上、更に好ましくは28モル%以上、好ましくは35モル%以下、より好ましくは33モル%以下、更に好ましくは32モル%以下、特に好ましくは31.5モル%以下である。上記水酸基の含有率が上記下限以上であると、中間膜3,4の接着力がより一層高くなる。上記水酸基の含有率が上記上限以下であると、多層中間膜1の柔軟性が高くなり、多層中間膜1の取扱性がより一層良好になる。
【0057】
合わせガラスの遮音性をより一層高める観点からは、中間膜2に含まれているポリビニルアセタール樹脂の水酸基の含有率は、中間膜3,4に含まれているポリビニルアセタール樹脂の水酸基の各含有率よりも低いことが好ましい。合わせガラスの遮音性をさらに一層高める観点からは、中間膜2に含まれているポリビニルアセタール樹脂の水酸基の含有率は、中間膜3,4に含まれているポリビニルアセタール樹脂の水酸基の各含有率よりも1モル%以上低いことが好ましく、3モル%以上低いことがより好ましく、5モル%以上低いことが更に好ましく、7モル%以上低いことが特に好ましい。
【0058】
上記ポリビニルアセタール樹脂の水酸基の含有率は、水酸基が結合しているエチレン基量を、主鎖の全エチレン基量で除算して求めたモル分率を百分率(モル%)で表した値である。上記水酸基が結合しているエチレン基量は、例えば、JIS K6726「ポリビニルアルコール試験方法」に準拠して、上記ポリビニルアセタール樹脂の水酸基が結合しているエチレン基量を測定することにより求めることができる。
【0059】
中間膜2,21に含まれている上記ポリビニルアセタール樹脂のアセチル化度(アセチル基量)は好ましくは0.1モル%以上、より好ましくは0.4モル%以上、更に好ましくは0.8モル%以上、好ましくは30モル%以下、より好ましくは25モル%以下、更に好ましくは20モル%以下、特に好ましくは15モル%以下である。中間膜3,4に含まれているポリビニルアセタール樹脂のアセチル化度は好ましくは0.1モル%以上、より好ましくは0.4モル%以上、好ましくは20モル%以下、より好ましくは5モル%以下、更に好ましくは2モル%以下、特に好ましくは1.5モル%以下である。上記アセチル化度が上記下限以上であると、ポリビニルアセタール樹脂と可塑剤との相溶性がより一層高くなり、かつ多層中間膜1及び中間膜21のガラス転移温度が十分に低くなる。上記アセチル化度が上記上限以下であると、多層中間膜1及び中間膜21の耐湿性がより一層高くなる。
【0060】
合わせガラスの遮音性をより一層高める観点からは、中間膜2に含まれているポリビニルアセタール樹脂のアセチル化度は、中間膜3,4に含まれているポリビニルアセタール樹脂のアセチル化度よりも高いことが好ましい。合わせガラスの遮音性をさらに一層高める観点からは、中間膜2に含まれているポリビニルアセタール樹脂のアセチル化度は、中間膜3,4に含まれているポリビニルアセタール樹脂のアセチル化度よりも0.1モル%以上高いことが好ましく、0.5モル以上高いことがより好ましく、1モル%以上高いことが更に好ましく、5モル%以上高いことが特に好ましく、10モル%以上高いことが最も好ましい。
【0061】
また、合わせガラスの遮音性をより一層高める観点からは、中間膜2に含まれているポリビニルアセタール樹脂のアセタール化度は、中間膜3,4に含まれているポリビニルアセタール樹脂のアセタール化度よりも高いことが好ましい。
【0062】
上記アセチル化度は、主鎖の全エチレン基量から、アセタール基が結合しているエチレン基量と、水酸基が結合しているエチレン基量とを差し引いた値を、主鎖の全エチレン基量で除算して求めたモル分率を百分率(モル%)で表した値である。上記アセタール基が結合しているエチレン基量は、例えば、JIS K6728「ポリビニルブチラール試験方法」に準拠して測定できる。
【0063】
中間膜2,21に含まれているポリビニルアセタール樹脂のアセタール化度は好ましくは50モル%以上、より好ましくは53モル%以上、更に好ましくは60モル%以上、特に好ましくは63モル%以上、好ましくは85モル%以下、より好ましくは83モル%、更に好ましくは80モル%以下、特に好ましくは78モル%以下である。中間膜3,4に含まれているポリビニルアセタール樹脂のアセタール化度は好ましくは55モル%以上、より好ましくは60モル%以上、更に好ましくは65モル%以上、特に好ましくは67モル%以上、好ましくは80モル%以下、より好ましくは78モル%以下、更に好ましくは76モル%以下である。上記アセタール化度が上記下限以上であると、ポリビニルアセタール樹脂と可塑剤との相溶性がより一層高くなり、かつ多層中間膜1及び中間膜21のガラス転移温度が十分に低くなる。上記アセタール化度が上記上限以下であると、ポリビニルアセタール樹脂を製造するために必要な反応時間を短縮できる。
【0064】
上記アセタール化度は、アセタール基が結合しているエチレン基量を、主鎖の全エチレン基量で除算して求めたモル分率を百分率(モル%)で表した値である。
【0065】
上記アセタール化度は、JIS K6728「ポリビニルブチラール試験方法」に準拠した方法により、アセチル化度(アセチル基量)と水酸基の含有率(ビニルアルコール量)とを測定し、得られた測定結果からモル分率を算出し、次いで、100モル%からアセチル化度と水酸基の含有率とを差し引くことにより算出され得る。
【0066】
なお、ポリビニルアセタール樹脂がポリビニルブチラール樹脂である場合には、上記アセタール化度(ブチラール化度)及びアセチル化度は、JIS K6728「ポリビニルブチラール試験方法」またはASTM D1396−92に準拠した方法により測定された結果から算出され得る。ASTM D1396−92に準拠した方法による測定が好ましい。
【0067】
中間膜2,21の遮音性がより一層高くなることから、中間膜2,21に含まれている上記ポリビニルアセタール樹脂は、アセチル化度aが8モル%以下であり、かつアセタール化度aが70モル%以上であるポリビニルアセタール樹脂A、又はアセチル化度bが8モル%を超えるポリビニルアセタール樹脂Bであることが好ましい。上記ポリビニルアセタール樹脂は、アセチル化度aが8モル%以下であり、かつアセタール化度aが70モル%以上であるポリビニルアセタール樹脂Aであってもよく、アセチル化度bが8モル%を超えるポリビニルアセタール樹脂Bであってもよい。
【0068】
上記ポリビニルアセタール樹脂Aのアセチル化度aは8モル%以下、好ましくは7.5モル%以下、より好ましくは7モル%以下、更に好ましくは6.5モル%以下、特に好ましくは5モル%以下、好ましくは0.1モル%以上、より好ましくは0.5モル%以上、更に好ましくは0.8モル%以上、特に好ましくは1モル%以上である。上記アセチル化度aが上記上限以下及び上記下限以上であると、可塑剤の移行を容易に制御でき、合わせガラスの遮音性をより一層高めることができる。
【0069】
上記ポリビニルアセタール樹脂Aのアセタール化度aは70モル%以上、好ましくは70.5モル%以上、より好ましくは71モル%以上、更に好ましくは71.5モル%以上、特に好ましくは72モル%以上、好ましくは85モル%以下、より好ましくは83モル%以下、更に好ましくは81モル%以下、特に好ましくは79モル%以下である。上記アセタール化度aが上記下限以上であると、合わせガラスの遮音性がより一層高くなる。上記アセタール化度aが上記上限以下であると、ポリビニルアセタール樹脂Aを製造するために必要な反応時間を短縮できる。
【0070】
上記ポリビニルアセタール樹脂Aの水酸基の含有率aは好ましくは18モル%以上、より好ましくは19モル%以上、更に好ましくは20モル%以上、特に好ましくは21モル%以上、好ましくは31モル%以下、より好ましくは30モル%以下、更に好ましくは29モル%以下、特に好ましくは28モル%以下である。上記水酸基の含有率aが上記下限以上であると、中間膜の接着力がより一層高くなる。上記水酸基の含有率aが上記上限以下であると、合わせガラスの遮音性がより一層高くなる。
【0071】
上記ポリビニルアセタール樹脂Aはポリビニルブチラール樹脂であることが好ましい。
【0072】
上記ポリビニルアセタール樹脂Bのアセチル化度bは、8モル%を超え、好ましくは9モル%以上、より好ましくは9.5モル%以上、更に好ましくは10モル%以上、特に好ましくは10.5モル%以上、好ましくは30モル%以下、より好ましくは28モル%以下、更に好ましくは26モル%以下、特に好ましくは24モル%以下である。上記アセチル化度bが上記下限以上であると、合わせガラスの遮音性がより一層高くなる。上記アセチル化度bが上記上限以下であると、ポリビニルアセタール樹脂Bを製造するために必要な反応時間を短縮できる。
【0073】
上記ポリビニルアセタール樹脂Bのアセタール化度bは好ましくは50モル%以上、より好ましくは53モル%以上、更に好ましくは55モル%以上、特に好ましくは60モル%以上、好ましくは80モル%以下、より好ましくは78モル%以下、更に好ましくは76モル%以下、特に好ましくは74モル%以下である。上記アセタール化度bが上記下限以上であると、合わせガラスの遮音性がより一層高くなる。上記アセタール化度bが上記上限以下であると、ポリビニルアセタール樹脂Bを製造するために必要な反応時間を短縮できる。
【0074】
上記ポリビニルアセタール樹脂Bの水酸基の含有率bは好ましくは18モル%以上、より好ましくは19モル%以上、更に好ましくは20モル%以上、特に好ましくは21モル%以上、好ましくは31モル%以下、より好ましくは30モル%以下、更に好ましくは29モル%以下、特に好ましくは28モル%以下である。上記水酸基の含有率bが上記下限以上であると、中間膜の接着力がより一層高くなる。上記水酸基の含有率bが上記上限以下であると、合わせガラスの遮音性がより一層高くなる。
【0075】
上記ポリビニルアセタール樹脂Bはポリビニルブチラール樹脂であることが好ましい。
【0076】
上記ポリビニルアセタール樹脂A及び上記ポリビニルアセタール樹脂Bは、ポリビニルアルコールをアルデヒドによりアセタール化することで得られる。上記アルデヒドは炭素数1〜10のアルデヒドであることが好ましく、炭素数4又は5のアルデヒドであることがより好ましい。
【0077】
上記ポリビニルアセタール樹脂A及び上記ポリビニルアセタール樹脂Bは、重合度が1600〜3000のポリビニルアルコールXをアルデヒドでアセタール化することで得られるポリビニルアセタール樹脂であることが好ましい。合わせガラス用中間膜を用いた合わせガラスにおける発泡の発生及び発泡の成長を充分に抑制できることから、上記ポリビニルアルコールXの重合度は、好ましくは1700以上、より一層好ましくは1700を超え、更に好ましくは1800以上、更に一層好ましくは2000以上、特に好ましくは2100以上、最も好ましくは2200以上、好ましくは2900以下、より好ましくは2800以下である。
【0078】
(可塑剤)
本発明に係る合わせガラス用中間膜及び本発明に係る合わせガラス用多層中間膜における第1〜第3の合わせガラス用中間膜に含まれている上記可塑剤は特に限定されない。上記可塑剤として、従来公知の可塑剤を用いることができる。上記可塑剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0079】
上記可塑剤としては、例えば、一塩基性有機酸エステル及び多塩基性有機酸エステル等の有機エステル可塑剤、並びに有機リン酸可塑剤及び有機亜リン酸可塑剤などのリン酸可塑剤等が挙げられる。なかでも、有機エステル可塑剤が好ましい。上記可塑剤は液状可塑剤であることが好ましい。
【0080】
上記一塩基性有機酸エステルとしては、特に限定されず、例えば、グリコールと一塩基性有機酸との反応によって得られたグリコールエステル、並びにトリエチレングリコール又はトリプロピレングリコールと一塩基性有機酸とのエステル等が挙げられる。上記グリコールとしては、トリエチレングリコール、テトラエチレングリコール及びトリプロピレングリコール等が挙げられる。上記一塩基性有機酸としては、酪酸、イソ酪酸、カプロン酸、2−エチル酪酸、ヘプチル酸、n−オクチル酸、2−エチルヘキシル酸、n−ノニル酸及びデシル酸等が挙げられる。
【0081】
上記多塩基性有機酸エステルとしては、特に限定されず、例えば、多塩基性有機酸と、炭素数4〜8の直鎖又は分岐構造を有するアルコールとのエステル化合物が挙げられる。上記多塩基性有機酸としては、アジピン酸、セバシン酸及びアゼライン酸等が挙げられる。
【0082】
上記有機エステル可塑剤としては、特に限定されず、トリエチレングリコールジ−2−エチルブチレート、トリエチレングリコールジ−2−エチルヘキサノエート、トリエチレングリコールジカプリレート、トリエチレングリコールジ−n−オクタノエート、トリエチレングリコールジ−n−ヘプタノエート、テトラエチレングリコールジ−n−ヘプタノエート、ジブチルセバケート、ジオクチルアゼレート、ジブチルカルビトールアジペート、エチレングリコールジ−2−エチルブチレート、1,3−プロピレングリコールジ−2−エチルブチレート、1,4−ブチレングリコールジ−2−エチルブチレート、ジエチレングリコールジ−2−エチルブチレート、ジエチレングリコールジ−2−エチルヘキサノエート、ジプロピレングリコールジ−2−エチルブチレート、トリエチレングリコールジ−2−エチルペンタノエート、テトラエチレングリコールジ−2−エチルブチレート、ジエチレングリコールジカプリエート、アジピン酸ジヘキシル、アジピン酸ジオクチル、アジピン酸ヘキシルシクロヘキシル、アジピン酸ヘプチルとアジピン酸ノニルとの混合物、アジピン酸ジイソノニル、アジピン酸ジイソデシル、アジピン酸ヘプチルノニル、セバシン酸ジブチル、油変性セバシン酸アルキド、及びリン酸エステルとアジピン酸エステルとの混合物等が挙げられる。これら以外の有機エステル可塑剤を用いてもよい。上述のアジピン酸エステル以外の他のアジピン酸エステルを用いてもよい。
【0083】
上記有機リン酸可塑剤としては、特に限定されず、例えば、トリブトキシエチルホスフェート、イソデシルフェニルホスフェート及びトリイソプロピルホスフェート等が挙げられる。
【0084】
上記可塑剤は、下記式(1)で表されるジエステル可塑剤を含むことが好ましい。このジエステル可塑剤の使用により、合わせガラスの遮音性がより一層高くなる。
【0085】
【化1】
【0086】
上記式(1)中、R1及びR2はそれぞれ、炭素数5〜10の有機基を表し、R3は、エチレン基、イソプロピレン基又はn−プロピレン基を表し、pは3〜10の整数を表す。上記式(1)中のR1及びR2はそれぞれ、炭素数6〜10の有機基であることが好ましい。
【0087】
上記可塑剤は、トリエチレングリコールジ−2−エチルヘキサノエート(3GO)及びトリエチレングリコールジ−2−エチルブチレート(3GH)の内の少なくとも1種を含むことが好ましく、トリエチレングリコールジ−2−エチルヘキサノエートを含むことがより好ましい。
【0088】
上記可塑剤の含有量は特に限定されない。本発明に係る合わせガラス用中間膜及び本発明に係る合わせガラス用多層中間膜における第1の合わせガラス用中間膜に関しては、上記ポリビニルアセタール樹脂100重量部に対して、上記可塑剤の含有量は好ましくは40重量部以上、より好ましくは50重量部以上、更に好ましくは55重量部以上、特に好ましくは60重量部以上、好ましくは80重量部以下、より好ましくは78重量部以下、更に好ましくは75重量部以下、特に好ましくは72重量部以下である。上記可塑剤の含有量が上記下限以上であると、合わせガラスの耐貫通性がより一層高くなる。上記可塑剤の含有量が上記上限以下であると、中間膜及び多層中間膜の透明性がより一層高くなる。
【0089】
本発明に係る合わせガラス用多層中間膜における第2,第3の合わせガラス用中間膜に関しては、上記ポリビニルアセタール樹脂100重量部に対して、上記可塑剤の含有量は好ましくは25重量部以上、より好ましくは30重量部以上、更に好ましくは35重量部以上、好ましくは50重量部以下、より好ましくは45重量部以下、更に好ましくは43重量部以下、特に好ましくは38重量部以下である。上記可塑剤の含有量が上記下限以上であると、多層中間膜の接着力が高くなり、合わせガラスの耐貫通性がより一層高くなる。上記可塑剤の含有量が上記上限以下であると、多層中間膜の透明性がより一層高くなる。
【0090】
合わせガラスの遮音性をより一層高める観点からは、第1の合わせガラス用中間膜のポリビニルアセタール樹脂100重量部に対する可塑剤の含有量は、第2,第3の合わせガラス用中間膜のポリビニルアセタール樹脂100重量部に対する可塑剤の各含有量よりも多いことが好ましい。合わせガラスの遮音性をさらに一層高める観点からは、第1の合わせガラス用中間膜のポリビニルアセタール樹脂100重量部に対する可塑剤の含有量は、第2,第3の合わせガラス用中間膜のポリビニルアセタール樹脂100重量部に対する可塑剤の各含有量よりも5重量部以上多いことが好ましく、10重量部以上多いことがより好ましく、15重量部以上多いことが更に好ましく、20重量部以上多いことが特に好ましい。
【0091】
(他の成分)
本発明に係る合わせガラス用中間膜及び本発明に係る合わせガラス用多層中間膜における第1〜第3の合わせガラス用中間膜はそれぞれ、必要に応じて、紫外線吸収剤、酸化防止剤、光安定剤、難燃剤、帯電防止剤、顔料、染料、接着力調整剤、耐湿剤、蛍光増白剤及び赤外線吸収剤等の添加剤を含有していてもよい。
【0092】
(合わせガラス)
本発明に係る合わせガラス用中間膜及び合わせガラス用多層中間膜はそれぞれ、合わせガラスを得るために用いられる。
【0093】
図3に、図1に示す多層中間膜1を用いた合わせガラスの一例を模式的に断面図で示す。
【0094】
図3に示す合わせガラス11は、第1の合わせガラス構成部材12と、第2の合わせガラス構成部材13と、多層中間膜1とを備える。多層中間膜1は、第1,第2の合わせガラス構成部材12,13の間に挟み込まれている。
【0095】
第1の合わせガラス構成部材12は、第2の中間膜3の外側の表面3aに積層されている。第2の合わせガラス構成部材13は、第3の中間膜4の外側の表面4aに積層されている。従って、合わせガラス11は、第1の合わせガラス構成部材12と、第2の中間膜3と、第1の中間膜2と、第3の中間膜4と、第2の合わせガラス構成部材13とがこの順で積層されて構成されている。
【0096】
上記第1,第2の合わせガラス構成部材としては、ガラス板及びPET(ポリエチレンテレフタレート)フィルム等が挙げられる。合わせガラスには、2枚のガラス板の間に中間膜又は多層中間膜が挟み込まれている合わせガラスだけでなく、ガラス板とPETフィルム等との間に中間膜又は多層中間膜が挟み込まれている合わせガラスも含まれる。合わせガラスは、ガラス板を備えた積層体であり、少なくとも1枚のガラス板が用いられていることが好ましい。
【0097】
上記ガラス板としては、無機ガラス及び有機ガラスが挙げられる。上記無機ガラスとしては、フロート板ガラス、熱線吸収板ガラス、熱線反射板ガラス、磨き板ガラス、型板ガラス、網入り板ガラス、及び線入り板ガラス等が挙げられる。上記有機ガラスは、無機ガラスに代用される合成樹脂ガラスである。上記有機ガラスとしては、ポリカーボネート板及びポリ(メタ)アクリル樹脂板等が挙げられる。上記ポリ(メタ)アクリル樹脂板としては、ポリメチル(メタ)アクリレート板等が挙げられる。
【0098】
上記第1,第2の合わせガラス構成部材の厚みは、好ましくは0.5mm以上、より好ましくは1mm以上、好ましくは5mm以下、より好ましくは3mm以下である。また、合わせガラス構成部材がガラス板である場合に、該ガラス板の厚みは、好ましくは1mm以上、好ましくは3mm以下である。合わせガラス構成部材がPETフィルムである場合に、該PETフィルムの厚みは、好ましくは0.03mm以上、好ましくは0.5mm以下である。
【0099】
上記合わせガラスの製造方法は特に限定されない。例えば、第1,第2の合わせガラス構成部材の間に、中間膜又は多層中間膜を挟んで、押圧ロールに通したり、又はゴムバックに入れて減圧吸引したりして、第1,第2の合わせガラス構成部材と中間膜又は多層中間膜との間に残留する空気を脱気する。その後、約70〜110℃で予備接着して積層体を得る。次に、積層体をオートクレーブに入れたり、又はプレスしたりして、約120〜150℃及び1〜1.5MPaの圧力で圧着する。このようにして、合わせガラスを得ることができる。
【0100】
合わせガラスは、自動車、鉄道車両、航空機、船舶及び建築物等に使用できる。合わせガラスは、これら以外にも使用できる。合わせガラスは、建築用又は車両用の合わせガラスであることが好ましく、車両用の合わせガラスであることがより好ましい。合わせガラスは、自動車のフロントガラス、サイドガラス、リアガラス又はルーフガラス等に使用できる。
【0101】
以下に実施例を挙げて本発明を更に詳しく説明する。本発明はこれら実施例のみに限定されない。
【0102】
実施例及び比較例で用いたポリビニルブチラール樹脂のブチラール化度(アセタール化度)、アセチル化度及び水酸基の含有率はASTM D1396−92に準拠した方法により測定した。なお、JIS K6728「ポリビニルブチラール試験方法」により測定した場合も、ASTM D1396−92に準拠した方法と同様の数値を示した。
【0103】
(実施例1)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2860ml、重合度2310、けん化度87.1のポリビニルアルコールを300g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド15.8g添加した。その後、n−ブチルアルデヒドを190g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.9重量%添加し、44℃まで昇温し、44℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、実施例1の中間層に用いるポリビニルブチラール樹脂を得た。
【0104】
(2)多層中間膜の作製
ポリビニルブチラール樹脂(n−ブチルアルデヒドを使用、平均重合度が2310であるポリビニルアルコールを使用、ブチラール化度64.2モル%、アセチル化度12.9モル%、水酸基の含有率22.9モル%)100重量部に、可塑剤であるトリエチレングリコールジ−2−エチルヘキサノエート(3GO)60重量部を添加し、ミキシングロールで充分に混練し、中間層用樹脂組成物を得た。さらに、ポリビニルブチラール樹脂(n−ブチルアルデヒドを使用、ブチラール化度68.8モル%、アセチル化度0.8モル%、水酸基の含有率30.4モル%)100重量部に、可塑剤であるトリエチレングリコールジ−2−エチルヘキサノエート(3GO)37.5重量部を添加し、ミキシングロールで充分に混練し、表面層用樹脂組成物を得た。
【0105】
得られた中間層用樹脂組成物及び表面層用樹脂組成物を用いて、共押出することにより、表面層(第2の中間膜、厚み350μm)と中間層(第1の中間膜、厚み100μm)と表面層(第3の中間膜、厚み350μm)とが順に積層された多層中間膜を作製した。
【0106】
(3)耐貫通性試験に用いる合わせガラスの作製
得られた多層中間膜を縦30cm×横30cmの大きさに切断した。次に、透明なフロートガラス(縦30cm×横30cm×厚さ2.5mm)2枚の間に、多層中間膜を挟み込み、積層体を得た。この積層体をゴムバック内に入れ、2.6kPaの真空度で20分間脱気した後、脱気したままオーブン内に移し、更に90℃で30分間保持して真空プレスし、積層体を予備圧着した。オートクレーブ中で135℃及び圧力1.2MPaの条件で、予備圧着された積層体を20分間圧着し、耐貫通性試験に用いる合わせガラスを得た。
【0107】
(4)遮音性測定に用いる合わせガラスの作製
得られた多層中間膜を縦30cm×横2.5cmの大きさに切断し、透明なフロートガラス(縦30cm×横2.5cm×厚さ2.5mm)を用いたこと以外は耐貫通性試験に用いる合わせガラスと同様の方法で、遮音性測定に用いる合わせガラスを得た。
【0108】
(5)発泡試験に用いる合わせガラスの作製
得られた多層中間膜を縦30cm×横15cmの大きさに切断し、温度23℃の環境下にて、10時間保管した。なお、得られた多層中間膜の両面にはエンボスが形成されており、そのエンボスの十点平均粗さは30μmであった。切断された多層中間膜において、多層中間膜の端部から縦方向にそれぞれ内側に向かって8cmの位置と、多層中間膜の端部から横方向にそれぞれ内側に向かって5cmの位置との交点4箇所に、直径6mmの貫通孔を作製した。
【0109】
透明なフロートガラス(縦30cm×横15cm×厚さ2.5mm)2枚の間に、貫通孔を有する多層中間膜を挟み込み、積層体を得た。積層体の外周縁は、熱融着により端部から幅2cmをシール剤により封止することにより、エンボスに残留した空気及び貫通孔に残留した空気を封じ込めた。この積層体を135℃、圧力1.2MPaの条件で20分間圧着することで、残留した空気を多層中間膜中に溶かし込み、発泡試験に用いる合わせガラスを得た。
【0110】
(実施例2)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水3090ml、重合度2320、けん化度98.8のポリビニルアルコールを300g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.5重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド12.7g添加した。その後、n−ブチルアルデヒドを182g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.8重量%添加し、44℃まで昇温し、44℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、実施例2の中間層に用いるポリビニルブチラール樹脂を得た。
【0111】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表1に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0112】
(実施例3)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2550ml、重合度2400、けん化度94.4のポリビニルアルコールを250g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド9.3g添加した。その後、n−ブチルアルデヒドを158g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.9重量%添加し、44℃まで昇温し、44℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、実施例3の中間層に用いるポリビニルブチラール樹脂を得た。
【0113】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表1に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0114】
(実施例4)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2370ml、重合度2450、けん化度87.7のポリビニルアルコールを250g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド11.8g添加した。その後、n−ブチルアルデヒドを153g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.7重量%添加し、42℃まで昇温し、42℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、実施例4の中間層に用いるポリビニルブチラール樹脂を得た。
【0115】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表1に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0116】
(実施例5)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2940ml、重合度2500、けん化度87.0のポリビニルアルコールを300g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド14.1g添加した。その後、n−ブチルアルデヒドを198g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比4.0重量%添加し、40℃まで昇温し、40℃で2.5時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、実施例5の中間層に用いるポリビニルブチラール樹脂を得た。
【0117】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表1に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0118】
(実施例6)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2190ml、重合度2500、けん化度98.9のポリビニルアルコールを250g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド10.6g添加した。その後、n−ブチルアルデヒドを158g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.8重量%添加し、42℃まで昇温し、42℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、実施例6の中間層に用いるポリビニルブチラール樹脂を得た。
【0119】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表1に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0120】
(実施例7)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2560ml、重合度2550、けん化度92.5のポリビニルアルコールを250g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド11.1g添加した。その後、n−ブチルアルデヒドを164g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.8重量%添加し、42℃まで昇温し、42℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、実施例7の中間層に用いるポリビニルブチラール樹脂を得た。
【0121】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表1に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0122】
(実施例8)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2830ml、重合度2550、けん化度87.6のポリビニルアルコールを300g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド14.1g添加した。その後、n−ブチルアルデヒドを184g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.9重量%添加し、40℃まで昇温し、40℃で2.5時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、実施例8の中間層に用いるポリビニルブチラール樹脂を得た。
【0123】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表1に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0124】
(比較例1)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2820ml、重合度2320、けん化度98.9のポリビニルアルコールを300g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド12.7g添加した。その後、n−ブチルアルデヒドを190g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.9重量%添加し、54℃まで昇温し、54℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、比較例1の中間層に用いるポリビニルブチラール樹脂を得た。
【0125】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表2に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0126】
(比較例2)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2180ml、重合度2100、けん化度93.1のポリビニルアルコールを250g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド11.2g添加した。その後、n−ブチルアルデヒドを165g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.8重量%添加し、54℃まで昇温し、54℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、比較例2の中間層に用いるポリビニルブチラール樹脂を得た。
【0127】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表2に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0128】
(比較例3)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2030ml、重合度1780、けん化度98.8のポリビニルアルコールを250g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド10.6g添加した。その後、n−ブチルアルデヒドを155g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比3.9重量%添加し、55℃まで昇温し、55℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、比較例3の中間層に用いるポリビニルブチラール樹脂を得た。
【0129】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表2に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0130】
(比較例4)
(1)中間層に用いるポリビニルブチラール樹脂の合成
攪拌装置を備えた反応器に、イオン交換水2430ml、重合度1700、けん化度87.0のポリビニルアルコールを300g投入し、攪拌しながらポリビニルアルコールを加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を全系対比0.6重量%添加し、溶液の温度を15℃に調整した後、攪拌しながらアルデヒドとしてn−ブチルアルデヒド14.1g添加した。その後、n−ブチルアルデヒドを180g添加したところ、白色粒子状の樹脂が析出した。析出してから15分後に35重量%塩酸を全系対比4.0重量%添加し、56℃まで昇温し、56℃で3時間熟成させた。その後、冷却を行い、中和、水洗、乾燥を行い、比較例4の中間層に用いるポリビニルブチラール樹脂を得た。
【0131】
中間層及び保護層に用いたポリビニルブチラール樹脂及び可塑剤の種類及び含有量を下記の表2に示すように設定したこと以外は実施例1と同様にして、多層中間膜及び合わせガラスを作製した。
【0132】
(評価)
(1)遮音性
合わせガラスをダンピング試験用の振動発生機(振研社製「加振機G21−005D」)により加振し、そこから得られた振動特性を機械インピーダンス測定装置(リオン社製「XG−81」)にて増幅し、振動スペクトルをFFTスペクトラムアナライザー(横河ヒューレッドパッカード社製「FFTアナライザー HP3582A」)により解析した。
【0133】
このようにして得られた損失係数と合わせガラスとの共振周波数との比から、20℃における音周波数(Hz)と音響透過損失(dB)との関係を示すグラフを作成し、音周波数2,000Hz付近における極小の音響透過損失(TL値)を求めた。このTL値が高いほど、遮音性が高くなる。TL値が35dB以上の場合を「○」、TL値が35dB未満の場合を「×」として、結果を下記の表1〜2に示した。
【0134】
(2)発泡試験(発泡の状態)
発泡試験に用いる合わせガラスを、各多層中間膜について5枚作製し、50℃のオーブン内に100時間放置した。放置後の合わせガラスにおいて、発泡の有無及び発泡の大きさを平面視にて目視で観察し、発泡の状態を下記の判定基準で判定した。
【0135】
[発泡試験における発泡の状態の判定基準]
5枚の合わせガラスに発生した発泡を、楕円で近似し、その楕円面積を発泡面積とした。5枚の合わせガラスにて観察された楕円面積の平均値を求め、合わせガラスの面積(30cm×15cm)に対する楕円面積の平均値(発泡面積)の割合(百分率)を求めた。
【0136】
○○:5枚全ての合わせガラスに発泡が観察されなかった
○:楕円面積の平均値(発泡面積)の割合が5%未満であった
△:楕円面積の平均値(発泡面積)の割合が5%以上、10%未満であった
×:楕円面積の平均値(発泡面積)の割合が10%以上であった
【0137】
(3)耐貫通性
耐貫通性試験に用いる合わせガラス(縦30cm×横30cm)を、表面温度が23℃となるように調整した。次いで、JIS R3212に準拠して、4mの高さから、6枚の合わせガラスに対してそれぞれ、質量2260g及び直径82mmの剛球を、合わせガラスの中心部分に落下させた。6枚の合わせガラス全てについて、剛球が衝突した後5秒以内に剛球が貫通しなかった場合を合格とした。剛球が衝突した後5秒以内に剛球が貫通しなかった合わせガラスが3枚以下であった場合は不合格とした。4枚の場合には、新しく6枚の合わせガラスの耐貫通性を評価した。5枚の場合には、新しく1枚の合わせガラスを追加試験し、剛球が衝突した後5秒以内に剛球が貫通しなかった場合を合格とした。同様の方法で、5m及び6mの高さから、6枚の合わせガラスに対してそれぞれ、質量2260g及び直径82mmの剛球を、合わせガラスの中心部分に落下させ、合わせガラスの耐貫通性を評価した。
【0138】
(4)200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値
実施例及び比較例の多層中間膜を恒温恒湿室(湿度30%(±3%)、温度23℃)に1ヶ月間保管した。1ヶ月間保管した後すぐに、表面層と中間層と表面層とを剥離することにより、中間層を取り出した。2枚のポリエチレンテレフタレート(PET)フィルムの間に配置された型枠(縦2cm×横2cm×厚み0.76mm)内に、剥離された中間層1gを置き、温度150℃、プレス圧0kg/cm2で10分間予熱した後、80kg/cm2で15分間プレス成型した。予め20℃に設定したハンドプレス機に、プレス成型された中間層を配置し、10MPaで10分間プレスすることにより冷却した。得られた膜の中央部から直径8mmの円形試料を切り取り、試料両面のPETフィルムを取り除いた後、50℃のオーブン中で2時間真空乾燥を行った。
【0139】
真空乾燥終了後すぐにTAINSTRUMENTS社製のARES−G2を用い下記の条件で、第1の中間膜における200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値を求めた。
【0140】
測定には直径8mmのパラレルプレート型の治具を用いた。測定温度は200℃、歪は8.0%、測定を行う角周波数は以下の通りであり、高角周波数側から測定を開始した。測定データの取得に関する設定値であるCorrelation delay time及びCorrelation delay cycleは各々1.0s、0.5とし、Sampling cyclesは2half cyclesとした。また、測定は窒素雰囲気下で行った。
【0141】
測定から得られたtanδの値から角周波数ωが10−2≦ω≦100の範囲で最大値となる値を読み取った。なお、測定を行った角周波数は、102,6.31×101,3.98×101,2.51×101,1.58×101,101,6.31×100,3.98×100,2.51×100,1.58×100,100,6.31×10−1,3.98×10−1,2.51×10−1,1.58×10−1,10−1,6.31×10−2,3.98×10−2,2.51×10−2,1.58×10−2及び10−2であった。
【0142】
結果を下記の表1〜2に示す。下記の表1〜2において、「PVA」はポリビニルアルコールを示し、「3GO」はトリエチレングリコールジ−2−エチルヘキサノエートを示す。
【0143】
【表1】
【0144】
【表2】
【符号の説明】
【0145】
1…多層中間膜
2…第1の中間膜
2a…第1の表面
2b…第2の表面
3…第2の中間膜
3a…外側の表面
4…第3の中間膜
4a…外側の表面
11…合わせガラス
12…第1の合わせガラス構成部材
13…第2の合わせガラス構成部材
21…中間膜
【特許請求の範囲】
【請求項1】
ポリビニルアセタール樹脂と可塑剤とを含有し、
200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値が1.00以下である、合わせガラス用中間膜。
【請求項2】
前記ポリビニルアセタール樹脂の水酸基の含有率が31モル%以下である、請求項1に記載の合わせガラス用中間膜。
【請求項3】
前記ポリビニルアセタール樹脂100重量部に対して、前記可塑剤の含有量が40重量部以上、80重量部以下である、請求項1又は2に記載の合わせガラス用中間膜。
【請求項4】
請求項1〜3のいずれか1項に記載の合わせガラス用中間膜を第1の合わせガラス用中間膜として備え、
前記第1の合わせガラス用中間膜の第1の表面に積層されており、かつポリビニルアセタール樹脂と可塑剤とを含有する第2の合わせガラス用中間膜をさらに備える、合わせガラス用多層中間膜。
【請求項5】
前記第1の合わせガラス用中間膜中の前記ポリビニルアセタール樹脂100重量部に対する前記可塑剤の含有量が、前記第2の合わせガラス用中間膜中の前記ポリビニルアセタール樹脂100重量部に対する前記可塑剤の含有量よりも多い、請求項4に記載の合わせガラス用多層中間膜。
【請求項6】
前記第1の合わせガラス用中間膜の第1の表面とは反対の第2の表面に積層されており、かつポリビニルアセタール樹脂と可塑剤とを含有する第3の合わせガラス用中間膜をさらに備える、請求項4又は5に記載の合わせガラス用多層中間膜。
【請求項7】
前記第1の合わせガラス用中間膜中の前記ポリビニルアセタール樹脂100重量部に対する前記可塑剤の含有量が、前記第3の合わせガラス用中間膜中の前記ポリビニルアセタール樹脂100重量部に対する前記可塑剤の含有量よりも多い、請求項6に記載の合わせガラス用多層中間膜。
【請求項8】
前記第1の合わせガラス用中間膜中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%以下であり、かつアセタール化度が70モル%以上である、請求項4〜7のいずれか1項に記載の合わせガラス用多層中間膜。
【請求項9】
前記第1の合わせガラス用中間膜中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%を超える、請求項4〜7のいずれか1項に記載の合わせガラス用多層中間膜。
【請求項10】
第1,第2の合わせガラス構成部材と、
前記第1,第2の合わせガラス構成部材の間に挟み込まれた中間膜とを備え、
前記中間膜が、請求項1〜3のいずれか1項に記載の合わせガラス用中間膜を含む、合わせガラス。
【請求項11】
第1,第2の合わせガラス構成部材と、
前記第1,第2の合わせガラス構成部材の間に挟み込まれた多層中間膜とを備え、
前記多層中間膜が、請求項4〜9のいずれか1項に記載の合わせガラス用多層中間膜である、合わせガラス。
【請求項1】
ポリビニルアセタール樹脂と可塑剤とを含有し、
200℃及び角周波数ωが10−2≦ω≦100でのtanδの最大値が1.00以下である、合わせガラス用中間膜。
【請求項2】
前記ポリビニルアセタール樹脂の水酸基の含有率が31モル%以下である、請求項1に記載の合わせガラス用中間膜。
【請求項3】
前記ポリビニルアセタール樹脂100重量部に対して、前記可塑剤の含有量が40重量部以上、80重量部以下である、請求項1又は2に記載の合わせガラス用中間膜。
【請求項4】
請求項1〜3のいずれか1項に記載の合わせガラス用中間膜を第1の合わせガラス用中間膜として備え、
前記第1の合わせガラス用中間膜の第1の表面に積層されており、かつポリビニルアセタール樹脂と可塑剤とを含有する第2の合わせガラス用中間膜をさらに備える、合わせガラス用多層中間膜。
【請求項5】
前記第1の合わせガラス用中間膜中の前記ポリビニルアセタール樹脂100重量部に対する前記可塑剤の含有量が、前記第2の合わせガラス用中間膜中の前記ポリビニルアセタール樹脂100重量部に対する前記可塑剤の含有量よりも多い、請求項4に記載の合わせガラス用多層中間膜。
【請求項6】
前記第1の合わせガラス用中間膜の第1の表面とは反対の第2の表面に積層されており、かつポリビニルアセタール樹脂と可塑剤とを含有する第3の合わせガラス用中間膜をさらに備える、請求項4又は5に記載の合わせガラス用多層中間膜。
【請求項7】
前記第1の合わせガラス用中間膜中の前記ポリビニルアセタール樹脂100重量部に対する前記可塑剤の含有量が、前記第3の合わせガラス用中間膜中の前記ポリビニルアセタール樹脂100重量部に対する前記可塑剤の含有量よりも多い、請求項6に記載の合わせガラス用多層中間膜。
【請求項8】
前記第1の合わせガラス用中間膜中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%以下であり、かつアセタール化度が70モル%以上である、請求項4〜7のいずれか1項に記載の合わせガラス用多層中間膜。
【請求項9】
前記第1の合わせガラス用中間膜中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%を超える、請求項4〜7のいずれか1項に記載の合わせガラス用多層中間膜。
【請求項10】
第1,第2の合わせガラス構成部材と、
前記第1,第2の合わせガラス構成部材の間に挟み込まれた中間膜とを備え、
前記中間膜が、請求項1〜3のいずれか1項に記載の合わせガラス用中間膜を含む、合わせガラス。
【請求項11】
第1,第2の合わせガラス構成部材と、
前記第1,第2の合わせガラス構成部材の間に挟み込まれた多層中間膜とを備え、
前記多層中間膜が、請求項4〜9のいずれか1項に記載の合わせガラス用多層中間膜である、合わせガラス。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−224500(P2012−224500A)
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願番号】特願2011−92896(P2011−92896)
【出願日】平成23年4月19日(2011.4.19)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願日】平成23年4月19日(2011.4.19)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]