
合わせガラス用中間膜及び合わせガラス
【課題】合わせガラスを構成するのに用いられた場合に、得られた合わせガラスの遮音性を高めることができる合わせガラス用中間膜を提供する。
【解決手段】本発明に係る合わせガラス用中間膜2Aは、第1の層2のみの1層の構造を有する。第1の層2は、熱可塑性樹脂と、下記式(1)で表される第1の可塑剤とを含む。本発明では、第1の層2がジエステル化合物である第2の可塑剤をさらに含む。
【化1】

【解決手段】本発明に係る合わせガラス用中間膜2Aは、第1の層2のみの1層の構造を有する。第1の層2は、熱可塑性樹脂と、下記式(1)で表される第1の可塑剤とを含む。本発明では、第1の層2がジエステル化合物である第2の可塑剤をさらに含む。
【化1】
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱可塑性樹脂と可塑剤とを含む合わせガラス用中間膜に関し、より詳細には、遮音性に優れた合わせガラスを得ることができる合わせガラス用中間膜、並びに該合わせガラス用中間膜を用いた合わせガラスに関する。
【背景技術】
【0002】
合わせガラスは、外部衝撃を受けて破損してもガラスの破片の飛散量が少なく、安全性に優れている。このため、上記合わせガラスは、自動車、鉄道車両、航空機、船舶及び建築物等に広く使用されている。上記合わせガラスは、一対のガラス板の間に中間膜を挟み込むことにより、製造されている。
【0003】
近年、合わせガラスを軽量化するために、合わせガラスの厚みを薄くすることが検討されている。しかし、合わせガラスの厚みを薄くすると、遮音性が低くなる。遮音性が低い合わせガラスを自動車のフロントガラス等に用いた場合には、風切り音又はワイパーの駆動音等の5000Hz程度の音域の音に対して、遮音性が充分に得られないという問題がある。
【0004】
そこで、中間膜の材料の変更により、合わせガラスの遮音性を高めることが検討されている。
【0005】
合わせガラス用中間膜の一例として、下記の特許文献1には、アセタール化度が60〜85モル%のポリビニルアセタール樹脂100重量部と、アルカリ金属塩及びアルカリ土類金属塩の内の少なくとも一種の金属塩0.001〜1.0重量部と、30重量部以上の可塑剤とを含む遮音層が開示されている。この遮音層は、単層で中間膜として、又は他の層と積層されて多層の中間膜として用いられ得る。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−070200号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記特許文献1に記載の中間膜を用いた合わせガラスでは、遮音性をある程度高めることができるものの、遮音性の更なる向上が求められている。
【0008】
また、中間膜により防音するための音として、車の騒音又は警笛の音等の空気音と、車のエンジンの振動による音等の固体音とがある。特許文献1に記載の中間膜を用いた合わせガラスでは、特に固体音の遮音性が充分に高くならないことがある。
【0009】
また、近年、合わせガラスの遮音性を高めるために、中間膜に過剰量の可塑剤を添加することも検討されている。中間膜に過剰量の可塑剤を添加することにより、合わせガラスの遮音性を改善できる。しかしながら、過剰量の可塑剤を用いた場合には、中間膜の表面に可塑剤がブリードアウトしたり、合わせガラスに発泡が生じたりすることがある。
【0010】
本発明の目的は、合わせガラスを構成するのに用いられた場合に、得られた合わせガラスの遮音性を高めることができる合わせガラス用中間膜、並びに該合わせガラス用中間膜を用いた合わせガラスを提供することである。
【0011】
本発明の限定的な目的は、合わせガラスを構成するのに用いられた場合に、得られた合わせガラスの遮音性及び耐貫通性を高めることができる合わせガラス用中間膜、並びに該合わせガラス用中間膜を用いた合わせガラスを提供することである。
【0012】
本発明のさらに限定的な目的は、遮音性が高いだけでなく、発泡の発生及び発泡の成長を抑制できる合わせガラスを得ることができる合わせガラス用中間膜、並びに該合わせガラス用中間膜を用いた合わせガラスを提供することである。
【課題を解決するための手段】
【0013】
本発明の広い局面によれば、第1の層のみの1層の構造、又は第1の層と該第1の層の少なくとも一方の表面に積層された第2の層との2層以上の積層構造を有する合わせガラス用中間膜であって、上記第1の層が、熱可塑性樹脂と、下記式(1)で表される第1の可塑剤とを含み、1層の構造又は2層以上の積層構造を有し、かつ上記第1の層がジエステル化合物である第2の可塑剤をさらに含むか、又は、2層以上の積層構造を有し、かつ上記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む、合わせガラス用中間膜が提供される。
【0014】
【化1】
【0015】
上記式(1)中、R1及びR2はそれぞれ、エーテル結合を少なくとも1つ有する有機基を表し、nは2〜8の整数を表す。
【0016】
本発明に係る合わせガラス用中間膜のある特定の局面では、上記式(1)中、R1及びR2はそれぞれ、炭素原子と酸素原子との総数が12以下である基である。
【0017】
本発明に係る合わせガラス用中間膜の他の特定の局面では、上記式(1)中、R1及びR2はそれぞれ、下記式(11)又は下記式(12)で表されるエーテル結合構造単位を少なくとも1つ有する。
【0018】
【化2】
【0019】
【化3】
【0020】
本発明に係る合わせガラス用中間膜のさらに他の特定の局面では、上記式(1)中、R1は、下記式(21)で表される基であり、かつR2は、下記式(26)で表される基である。
【0021】
【化4】
【0022】
上記式(21)中、R21は、炭素数1〜10のアルキル基を表し、R22は、炭素数1〜10のアルキレン基を表し、m1は1〜5の整数を表す。
【0023】
【化5】
【0024】
上記式(26)中、R26は、炭素数1〜10のアルキル基を表し、R27は、炭素数1〜10のアルキレン基を表し、m2は1〜5の整数を表す。
【0025】
中間膜が1層の構造又は2層以上の積層構造を有し、かつ上記第1の層がジエステル化合物である第2の可塑剤をさらに含む場合に、上記第1の層中の上記ジエステル化合物である第2の可塑剤は、下記式(51)で表される第2の可塑剤であることが好ましい。
【0026】
【化6】
【0027】
上記式(51)中、R51及びR52はそれぞれ、炭素数5〜10の有機基を表し、R53は、エチレン基、イソプロピレン基又はn−プロピレン基を表し、pは3〜10の整数を表す。
【0028】
中間膜が1層の構造又は2層以上の積層構造を有し、かつ上記第1の層がジエステル化合物である第2の可塑剤をさらに含む場合に、上記第1の層は、上記第1の可塑剤と上記第2の可塑剤とを、重量比で1:9〜8.5:1.5で含むことが好ましい。
【0029】
中間膜が2層以上の積層構造を有し、かつ上記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む場合に、上記第2の層中の上記可塑剤は、ジエステル化合物である第2の可塑剤であることが好ましい。上記第2の層中の上記ジエステル化合物である第2の可塑剤は、上記式(51)で表される第2の可塑剤であることが好ましい。
【0030】
中間膜が2層以上の積層構造を有し、かつ上記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む場合に、上記第1の層が、ジエステル化合物である第2の可塑剤をさらに含むことが好ましい。上記第1の層中の上記ジエステル化合物である第2の可塑剤は、上記式(51)で表される第2の可塑剤であることが好ましい。
【0031】
中間膜が2層以上の積層構造を有し、かつ上記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む場合に、上記第1の層が、ジエステル化合物である第2の可塑剤をさらに含み、かつ、上記第1の層が、上記第1の可塑剤と上記第2の可塑剤とを、重量比で1:9〜8.5:1.5で含むことが好ましい。
【0032】
中間膜が2層以上の積層構造を有し、かつ上記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む場合に、上記第2の層中の上記ポリビニルアセタール樹脂のアセタール基の炭素数は3又は4であり、アセタール化度は60〜75モル%であり、アセチル化度は0〜10モル%であることが好ましい。
【0033】
上記第1の層中の上記熱可塑性樹脂がポリビニルアセタール樹脂であることが好ましい。上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率は、25モル%以下であることが好ましい。
【0034】
上記第1の層中の上記ポリビニルアセタール樹脂はポリビニルアルコールをアセタール化することにより得られており、上記ポリビニルアルコールの平均重合度が2700〜5000であることが好ましい。
【0035】
本発明に係る合わせガラス用中間膜のさらに別の特定の局面では、上記第1の層中の上記熱可塑性樹脂が絶対分子量100万以上の高分子量成分を含み、かつ上記第1の層中の上記熱可塑性樹脂に占める、上記高分子量成分の割合が7.4%以上であるか、又は、上記第1の層中の上記熱可塑性樹脂がポリスチレン換算分子量100万以上の高分子量成分を含み、かつ上記第1の層中の上記熱可塑性樹脂に占める、上記高分子量成分の割合が9%以上である。
【0036】
本発明に係る合わせガラス用中間膜の他の特定の局面では、上記第1の層を樹脂膜として用いて、該樹脂膜の粘弾性を測定した場合に、該樹脂膜のガラス転移温度をTg(℃)としたときに、(Tg+80)℃での弾性率G’(Tg+80)の(Tg+30)℃での弾性率G’(Tg+30)に対する比(G’(Tg+80)/G’(Tg+30))が、0.65以上である。
【0037】
本発明に係る合わせガラス用中間膜のさらに他の特定の局面では、上記第1の層中の上記熱可塑性樹脂がポリビニルアセタール樹脂であり、上記第1の層に含まれる上記ポリビニルアセタール樹脂100重量部と、可塑剤としてトリエチレングリコールジ−2−エチルヘキサノエート(3GO)60重量部とを含む樹脂膜を用いて、該樹脂膜の粘弾性を測定した場合に、該樹脂膜のガラス転移温度をTg(℃)としたときに、(Tg+80)℃での弾性率G’(Tg+80)の(Tg+30)℃での弾性率G’(Tg+30)に対する比(G’(Tg+80)/G’(Tg+30))が、0.65以上である。
【0038】
本発明に係る合わせガラス用中間膜の別の特定の局面では、上記第1の層中の上記熱可塑性樹脂がポリビニルアセタール樹脂であり、上記第1の層中の上記ポリビニルアセタール樹脂は、平均重合度が3000を超えるポリビニルアルコール樹脂をアセタール化することにより得られている。
【0039】
本発明に係る合わせガラス用中間膜のある特定の局面では、上記第1の層中の上記熱可塑性樹脂がポリビニルアセタール樹脂であり、上記第1の層中の上記ポリビニルアセタール樹脂のアセチル化度が8モル%以上であるか、又は上記第1の層中の上記ポリビニルアセタール樹脂のアセチル化度が8モル%未満であり、かつアセタール化度が68モル%以上であることが好ましい。上記第1の層中の上記ポリビニルアセタール樹脂のアセチル化
度が8モル%以上であることが好ましい。さらに、上記第1の層中の上記ポリビニルアセタール樹脂のアセチル化度が8モル%未満であり、かつアセタール化度が68モル%以上であることも好ましい。
【0040】
本発明に係る合わせガラス用中間膜の他の特定の局面では、1層の構造又は2層以上の積層構造を有する合わせガラス用中間膜であって、上記熱可塑性樹脂と上記式(1)で表される第1の可塑剤と上記ジエステル化合物である第2の可塑剤とを含む上記第1の層が備えられる。
【0041】
本発明に係る合わせガラス用中間膜の他の特定の局面では、1層の構造を有する合わせガラス用中間膜であって、上記熱可塑性樹脂と上記式(1)で表される第1の可塑剤と上記ジエステル化合物である第2の可塑剤とを含む上記第1の層が備えられる。
【0042】
本発明に係る合わせガラス用中間膜のさらに他の特定の局面では、2層以上の積層構造を有する合わせガラス用中間膜であって、上記熱可塑性樹脂と上記式(1)で表される第1の可塑剤と上記ジエステル化合物である第2の可塑剤とを含む上記第1の層と、上記第1の層の少なくとも一方の表面に積層された上記第2の層とが備えられる。
【0043】
本発明に係る合わせガラス用中間膜のさらに他の特定の局面では、2層以上の積層構造を有する合わせガラス用中間膜であって、上記熱可塑性樹脂と上記式(1)で表される第1の可塑剤とを含む上記第1の層と、上記第1の層の少なくとも一方の表面に積層されており、かつ上記水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と上記可塑剤とを含む上記第2の層が備えられる。
【0044】
本発明に係る合わせガラス用中間膜の別の特定の局面では、2層以上の積層構造を有する合わせガラス用中間膜であって、上記第1の層中の上記熱可塑性樹脂がポリビニルアセタール樹脂であり、上記第2の層がポリビニルアセタール樹脂を含み、上記第1の層中の上記ポリビニルアセタール樹脂100重量部に対する上記可塑剤の含有量が50重量部以上であり、上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率が、上記第2の層中の上記ポリビニルアセタール樹脂の水酸基の含有率よりも低く、上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率と上記第2の層中の上記ポリビニルアセタール樹脂の水酸基の含有率との差が、9.2モル%以下であり、上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率と上記第2の層中の上記ポリビニルアセタール樹脂の水酸基の含有率との差が、8.5モル%を超え、9.2モル%以下である場合には、上記第1の層中の上記ポリビニルアセタール樹脂のアセチル化度が8モル%以下である。
【0045】
本発明に係る合わせガラスは、第1の合わせガラス構成部材と、第2の合わせガラス構成部材と、該第1,第2の合わせガラス構成部材の間に挟み込まれた中間膜とを備えており、該中間膜が、本発明に従って構成された合わせガラス用中間膜を含む。
【発明の効果】
【0046】
本発明に係る合わせガラス用中間膜は、1層の構造又は2層以上の積層構造を有し、第1の層が熱可塑性樹脂と式(1)で表される第1の可塑剤とを含み、更に中間膜が1層の構造又は2層以上の積層構造を有し、かつ上記第1の層がジエステル化合物である第2の可塑剤をさらに含むか、又は、中間膜が2層以上の積層構造を有し、かつ上記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含むので、本発明に係る合わせガラス用中間膜を用いた合わせガラスの遮音性を高めることができる。
【図面の簡単な説明】
【0047】
【図1】図1は、本発明の第1の実施形態に係る合わせガラス用中間膜を模式的に示す部分切欠断面図である。
【図2】図2は、本発明の第2の実施形態に係る合わせガラス用中間膜を模式的に示す部分切欠断面図である。
【図3】図3は、図1に示す合わせガラス用中間膜を用いた合わせガラスの一例を模式的に示す部分切欠断面図である。
【図4】図4は、図2に示す合わせガラス用中間膜を用いた合わせガラスの一例を模式的に示す部分切欠断面図である。
【図5】図5は、第1の層に含まれるポリビニルアセタール樹脂と、トリエチレングリコールジ−2−エチルヘキサノエートとを含む樹脂膜を用いて、該樹脂膜の粘弾性を測定した場合の損失正接tanδと温度との関係及び弾性率G’と温度との関係を説明するための図である。
【発明を実施するための形態】
【0048】
以下、本発明の詳細を説明する。
【0049】
本発明に係る合わせガラス用中間膜は、第1の層のみの1層の構造、又は第1の層と該第1の層の少なくとも一方の表面に積層された第2の層との2層以上の積層構造を有する。本発明に係る合わせガラス用中間膜では、上記第1の層は、熱可塑性樹脂と下記式(1)で表される第1の可塑剤とを含む。
【0050】
本発明に係る合わせガラス用中間膜は、上記第1の層のみを備える単層の合わせガラス用中間膜であってもよく、上記第1の層と上記第2の層とを備える多層の合わせガラス用中間膜であってもよい。
【0051】
また、本発明に係る合わせガラス用中間膜では、上記第1の層は、熱可塑性樹脂と下記式(1)で表される第1の可塑剤とを含む。
【0052】
また、本発明に係る合わせガラス用中間膜では、(i)中間膜が1層の構造又は2層以上の積層構造を有し、かつ上記第1の層がジエステル化合物である第2の可塑剤をさらに含むか、又は、(ii)中間膜が2層以上の積層構造を有し、かつ上記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む。
【0053】
上記(i)の場合には、具体的には、中間膜が1層の構造又は2層以上の積層構造を有し、かつ第1の層が熱可塑性樹脂と式(1)で表される第1の可塑剤とジエステル化合物である第2の可塑剤とを含む。また、上記(i)の場合では、(i−1)中間膜が1層の構造を有し、かつ第1の層が熱可塑性樹脂と式(1)で表される第1の可塑剤とジエステル化合物である第2の可塑剤とを含むか、又は(i−2)中間膜が2層以上の積層構造を有し、かつ第1の層が熱可塑性樹脂と式(1)で表される第1の可塑剤とジエステル化合物である第2の可塑剤とを含む。(i−2)の場合では、上記第2の層に含まれている成分は特に限定されないが、上記第2の層は、熱可塑性樹脂を含むことが好ましく、熱可塑性樹脂と可塑剤とを含むことがより好ましく、ポリビニルアセタール樹脂と可塑剤とを含むことが更に好ましい。
【0054】
【化7】
【0055】
上記式(1)中、R1及びR2はそれぞれ、エーテル結合を少なくとも1つ有する有機基を表し、nは2〜8の整数を表す。
【0056】
本発明に係る合わせガラス用中間膜は、上述の構成を備えているので、合わせガラスを構成するのに用いられた場合に、得られた合わせガラスの遮音性を高めることができる。また、本発明に係る合わせガラス用中間膜が2層以上の積層構造を有する多層の合わせガラス用中間膜である場合に、該多層の中間膜は、上述の構成を備えているので、合わせガラスを構成するのに用いられた場合に、得られた合わせガラスの遮音性及び耐貫通性を高めることができる。特に、上記(ii)中間膜が2層以上の積層構造を有し、かつ上記第2の層が上記水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と上記可塑剤とを含む場合や、上記(i−2)中間膜が2層以上の積層構造を有し、かつ上記第1の層が上記熱可塑性樹脂と上記式(1)で表される第1の可塑剤と上記ジエステル化合物である第2の可塑剤とを含む場合には、合わせガラスの遮音性及び耐貫通性を効果的に高めることができる。
【0057】
また、特に上記式(1)で表される第1の可塑剤により、比較的低温(0℃付近)での遮音性が高くなり、かつ上記ジエステル化合物である第2の可塑剤により、比較的高温(20℃付近)での遮音性が高くなる。従って、上記式(1)で表される第1の可塑剤と上記ジエステル化合物である第2の可塑剤との併用により、本発明に係る合わせガラス用中間膜を用いた合わせガラスにおいて、広い温度領域における遮音性を高めることができる。
【0058】
また、可塑剤として上記式(1)で表される第1の可塑剤のみを用いた場合には、可塑剤のブリードアウトが生じる傾向がある。特に中間膜が1層の構造を有し、かつ上記第1の層が、可塑剤として上記式(1)で表される第1の可塑剤のみを含む場合には、可塑剤がブリードアウトしたり、合わせガラスの耐貫通性が低くなったりする傾向がある。これに対して、上記第1の層において、上記式(1)で表される第1の可塑剤だけでなく上記ジエステル化合物である第2の可塑剤も用いることにより、可塑剤のブリードアウトを抑制できる。従って、可塑剤のブリードアウトを抑制する観点からは、上記第1の層は、上記式(1)で表される第1の可塑剤と、上記ジエステル化合物である第2の可塑剤とを含むことが好ましい。また、上記第1の可塑剤を含む第1の層に上記第2の層を積層して用いることによって、可塑剤のブリードアウトを抑制し、合わせガラスの耐貫通性も良好にすることができる。上記第2の層は、合わせガラス構成部材に対する接着性を高め、合わせガラスの耐貫通性を高めることに寄与する。特に、上記水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と上記可塑剤とを含む第2の層は、合わせガラスの耐貫通性を高めることに大きく寄与する。
【0059】
また、本明細書では、特許請求の範囲に記載の構成範囲に加えて、以下の構成範囲1〜28が開示される。
【0060】
構成範囲1:
第1の層のみの1層の構造、又は第1の層と該第1の層の少なくとも一方の表面に積層された第2の層との2層以上の積層構造を有する合わせガラス用中間膜であって、
前記第1の層が、熱可塑性樹脂と、下記式(1)で表される第1の可塑剤とを含み、
1層の構造又は2層以上の積層構造を有し、かつ前記第1の層がジエステル化合物である第2の可塑剤をさらに含むか、又は、2層以上の積層構造を有し、かつ前記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む、合わせガラス用中間膜。
【0061】
【化8】
【0062】
前記式(1)中、R1及びR2はそれぞれ、エーテル結合を少なくとも1つ有する有機基を表し、nは2〜8の整数を表す。
【0063】
構成範囲2:
前記式(1)中、R1及びR2はそれぞれ、炭素原子と酸素原子との総数が12以下である基である、構成範囲1に記載の合わせガラス用中間膜。
【0064】
構成範囲3:
前記式(1)中、R1及びR2はそれぞれ、下記式(11)又は下記式(12)で表されるエーテル結合構造単位を少なくとも1つ有する、構成範囲1又は2に記載の合わせガラス用中間膜。
【0065】
【化9】
【0066】
【化10】
【0067】
構成範囲4:
前記式(1)中、R1は、下記式(21)で表される基であり、かつR2は、下記式(26)で表される基である、構成範囲1〜3のいずれか1項に記載の合わせガラス用中間膜。
【0068】
【化11】
【0069】
前記式(21)中、R21は、炭素数1〜10のアルキル基を表し、R22は、炭素数
1〜10のアルキレン基を表し、m1は1〜5の整数を表す。
【0070】
【化12】
【0071】
前記式(26)中、R26は、炭素数1〜10のアルキル基を表し、R27は、炭素数1〜10のアルキレン基を表し、m2は1〜5の整数を表す。
【0072】
構成範囲5:
1層の構造又は2層以上の積層構造を有し、かつ前記第1の層がジエステル化合物である第2の可塑剤をさらに含む場合に、
前記第1の層中の前記ジエステル化合物である第2の可塑剤が、下記式(51)で表される第2の可塑剤である、構成範囲1〜4のいずれか1項に記載の合わせガラス用中間膜。
【0073】
【化13】
【0074】
前記式(51)中、R51及びR52はそれぞれ、炭素数5〜10の有機基を表し、R53は、エチレン基、イソプロピレン基又はn−プロピレン基を表し、pは3〜10の整数を表す。
【0075】
構成範囲6:
1層の構造又は2層以上の積層構造を有し、かつ前記第1の層がジエステル化合物である第2の可塑剤をさらに含む場合に、
前記第1の層は、前記第1の可塑剤と前記第2の可塑剤とを、重量比で1:9〜8.5:1.5で含む、構成範囲1〜5のいずれか1項に記載の合わせガラス用中間膜。
【0076】
構成範囲7:
2層以上の積層構造を有し、かつ前記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む場合に、
前記第2の層中の前記可塑剤が、ジエステル化合物である第2の可塑剤である、構成範囲1〜6のいずれか1項に記載の合わせガラス用中間膜。
【0077】
構成範囲8:
前記第2の層中の前記ジエステル化合物である第2の可塑剤が、下記式(51)で表される第2の可塑剤である、構成範囲7に記載の合わせガラス用中間膜。
【0078】
【化14】
【0079】
前記式(51)中、R51及びR52はそれぞれ、炭素数5〜10の有機基を表し、R53は、エチレン基、イソプロピレン基又はn−プロピレン基を表し、pは3〜10の整数を表す。
【0080】
構成範囲9:
2層以上の積層構造を有し、かつ前記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む場合に、
前記第1の層が、ジエステル化合物である第2の可塑剤をさらに含む、構成範囲1〜8のいずれか1項に記載の合わせガラス用中間膜。
【0081】
構成範囲10:
前記第1の層中の前記ジエステル化合物である第2の可塑剤が、下記式(51)で表される第2の可塑剤である、構成範囲9に記載の合わせガラス用中間膜。
【0082】
【化15】
【0083】
前記式(51)中、R51及びR52はそれぞれ、炭素数5〜10の有機基を表し、R53は、エチレン基、イソプロピレン基又はn−プロピレン基を表し、pは3〜10の整数を表す。
【0084】
構成範囲11:
2層以上の積層構造を有し、かつ前記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む場合に、
前記第1の層が、ジエステル化合物である第2の可塑剤をさらに含み、かつ、前記第1の層が、前記第1の可塑剤と前記第2の可塑剤とを、重量比で1:9〜8.5:1.5で含む、構成範囲1〜10のいずれか1項に記載の合わせガラス用中間膜。
【0085】
構成範囲12:
2層以上の積層構造を有し、かつ前記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む場合に、
前記第2の層中の前記ポリビニルアセタール樹脂のアセタール基の炭素数は3又は4であり、アセタール化度は60〜75モル%であり、アセチル化度は0〜10モル%である、構成範囲1〜11のいずれか1項に記載の合わせガラス用中間膜。
【0086】
構成範囲13:
前記第1の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂である、構成範囲1〜12のいずれか1項に記載の合わせガラス用中間膜。
【0087】
構成範囲14:
前記第1の層中の前記ポリビニルアセタール樹脂の水酸基の含有率が、25モル%以下である、構成範囲13に記載の合わせガラス用中間膜。
【0088】
構成範囲15:
前記第1の層中の前記ポリビニルアセタール樹脂はポリビニルアルコールをアセタール化することにより得られており、前記ポリビニルアルコールの平均重合度が2700〜5000である、構成範囲13又は14に記載の合わせガラス用中間膜。
【0089】
構成範囲16:
前記第1の層中の前記熱可塑性樹脂が絶対分子量100万以上の高分子量成分を含み、かつ前記第1の層中の前記熱可塑性樹脂に占める、前記高分子量成分の割合が7.4%以上であるか、又は、前記第1の層中の前記熱可塑性樹脂がポリスチレン換算分子量100万以上の高分子量成分を含み、かつ前記第1の層中の前記熱可塑性樹脂に占める、前記高分子量成分の割合が9%以上である、構成範囲1〜15のいずれか1項に記載の合わせガラス用中間膜。
【0090】
構成範囲17:
前記第1の層を樹脂膜として用いて、該樹脂膜の粘弾性を測定した場合に、該樹脂膜のガラス転移温度をTg(℃)としたときに、(Tg+80)℃での弾性率G’(Tg+80)の(Tg+30)℃での弾性率G’(Tg+30)に対する比(G’(Tg+80)/G’(Tg+30))が、0.65以上である、構成範囲1〜16のいずれか1項に記載の合わせガラス用中間膜。
【0091】
構成範囲18:
前記第1の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂であり、
前記第1の層に含まれる前記ポリビニルアセタール樹脂100重量部と、可塑剤としてトリエチレングリコールジ−2−エチルヘキサノエート(3GO)60重量部とを含む樹脂膜を用いて、該樹脂膜の粘弾性を測定した場合に、該樹脂膜のガラス転移温度をTg(℃)としたときに、(Tg+80)℃での弾性率G’(Tg+80)の(Tg+30)℃での弾性率G’(Tg+30)に対する比(G’(Tg+80)/G’(Tg+30))が、0.65以上である、構成範囲1〜17のいずれか1項に記載の合わせガラス用中間膜。
【0092】
構成範囲19:
前記第1の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂であり、
前記第1の層中の前記ポリビニルアセタール樹脂は、平均重合度が3000を超えるポリビニルアルコール樹脂をアセタール化することにより得られている、構成範囲1〜18のいずれか1項に記載の合わせガラス用中間膜。
【0093】
構成範囲20:
前記第1の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂であり、
前記第1の層中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%以上であるか、又は前記第1の層中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%未満であり、かつアセタール化度が68モル%以上である、構成範囲1〜19のいずれか1項に記載の合わせガラス用中間膜。
【0094】
構成範囲21:
前記第1の層中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%以上である、構成範囲20に記載の合わせガラス用中間膜。
【0095】
構成範囲22:
前記第1の層中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%未満であり、かつアセタール化度が68モル%以上である、構成範囲20に記載の合わせガラス用中間膜。
【0096】
構成範囲23:
1層の構造又は2層以上の積層構造を有する合わせガラス用中間膜であって、
前記熱可塑性樹脂と前記式(1)で表される第1の可塑剤と前記ジエステル化合物である第2の可塑剤とを含む前記第1の層を備える、構成範囲1〜22のいずれか1項に記載の合わせガラス用中間膜。
【0097】
構成範囲24:
1層の構造を有する合わせガラス用中間膜であって、
前記熱可塑性樹脂と前記式(1)で表される第1の可塑剤と前記ジエステル化合物である第2の可塑剤とを含む前記第1の層を備える、構成範囲23に記載の合わせガラス用中間膜。
【0098】
構成範囲25:
2層以上の積層構造を有する合わせガラス用中間膜であって、
前記熱可塑性樹脂と前記式(1)で表される第1の可塑剤と前記ジエステル化合物である第2の可塑剤とを含む前記第1の層と、
前記第1の層の少なくとも一方の表面に積層された前記第2の層とを備える構成範囲23に記載の合わせガラス用中間膜。
【0099】
構成範囲26:
2層以上の積層構造を有する合わせガラス用中間膜であって、
前記熱可塑性樹脂と前記式(1)で表される第1の可塑剤とを含む前記第1の層と、
前記第1の層の少なくとも一方の表面に積層されており、かつ前記水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と前記可塑剤とを含む前記第2の層を備える、構成範囲1〜22のいずれか1項に記載の合わせガラス用中間膜。
【0100】
構成範囲27:
2層以上の積層構造を有する合わせガラス用中間膜であって、
前記第1の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂であり、
前記第2の層がポリビニルアセタール樹脂を含み、
前記第1の層中の前記ポリビニルアセタール樹脂100重量部に対する上記可塑剤の含有量が50重量部以上であり、
前記第1の層中の前記ポリビニルアセタール樹脂の水酸基の含有率が、前記第2の層中の前記ポリビニルアセタール樹脂の水酸基の含有率よりも低く、
前記第1の層中の前記ポリビニルアセタール樹脂の水酸基の含有率と前記第2の層中の前記ポリビニルアセタール樹脂の水酸基の含有率との差が、9.2モル%以下であり、
前記第1の層中の前記ポリビニルアセタール樹脂の水酸基の含有率と前記第2の層中の前記ポリビニルアセタール樹脂の水酸基の含有率との差が、8.5モル%を超え、9.2モル%以下である場合には、前記第1の層中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%以下である、構成範囲1〜22、25及び26のいずれか1項に記載の合わせガラス用中間膜。
【0101】
構成範囲28:
第1の合わせガラス構成部材と、
第2の合わせガラス構成部材と、
前記第1,第2の合わせガラス構成部材の間に挟み込まれた中間膜とを備え、
前記単層又は多層の中間膜が、構成範囲1〜27のいずれか1項に記載の合わせガラス用中間膜を含む、合わせガラス。
【0102】
以下、図面を参照しつつ、本発明の具体的な実施形態及び実施例を説明することにより本発明を明らかにする。
【0103】
図1に、本発明の第1の実施形態に係る合わせガラス用中間膜を模式的に断面図で示す。
【0104】
図1に示す中間膜12は、2層以上の積層構造を有し、より詳細には3層以上の積層構造を有し、多層の中間膜である。具体的には、中間膜12は、3層の積層構造を有する。中間膜12は、合わせガラスを得るために用いられる。中間膜12は、合わせガラス用中間膜である。中間膜12は、第1の層14(中間膜)と、第1の層14の一方の表面14a(第1の表面)に積層された第2の層13(中間膜)と、第1の層14の他方の表面14b(第2の表面)に積層された第2の層15(中間膜)とを備える。
【0105】
第1の実施形態では、第1の層14は、熱可塑性樹脂と、上記式(1)で表される第1の可塑剤とを含む。上記熱可塑性樹脂は、ポリビニルアセタール樹脂であることが好ましい。中間膜12では、第1の層14は中間層である。該第1の層は中間層であることが好ましい。上記第1の層は、熱可塑性樹脂と、上記式(1)で表される第1の可塑剤とを含むので、上記第1の層の遮音性は高い。上記第1の層は、例えば合わせガラスにおいて遮音層として用いることができる。
【0106】
第2の層13,15はいずれも、水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む。但し、第2の層13が、水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む場合に、第2の層15はこれらの成分を含んでいなくてもよい。中間膜12では、第2の層13,15は表面層である。上記第2の層は表面層であることが好ましい。上記第2の層は、例えば合わせガラスにおいて保護層として用いることができる。
【0107】
なお、第2の層13,15は、水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含むが、第1の層14が熱可塑性樹脂と上記式(1)で表される第1の可塑剤とに加えて、上記ジエステル化合物である第2の可塑剤をさらに含む場合には、第2の層13,15に含まれている成分は特に限定されない。第1の層14が熱可塑性樹脂と上記式(1)で表される第1の可塑剤とに加えて、上記ジエステル化合物である第2の可塑剤をさらに含む場合には、第2の層13,15は熱可塑性樹脂を含むことが好ましく、熱可塑性樹脂と可塑剤とを含むことがより好ましく、ポリビニルアセタール樹脂と可塑剤とを含むことが更に好ましい。
【0108】
2層以上の積層構造を有する多層の合わせガラス用中間膜である場合に、本発明に係る合わせガラス用中間膜では、第1の層の少なくとも一方の表面に第2の層が積層されていればよく、第1の層の一方の表面のみに第2の層が積層されていてもよく、第1の層の一方の表面(第1の表面)と他方の表面(第2の表面)とに第2の層が積層されていてもよい。すなわち、第1の層の両面に2つの第2の層が1つずつ積層されていてもよい。第1の層の両面に第2の層が積層されている場合には、該第2の層は同一であってもよく、異なっていてもよい。さらに、第1の層の一方の表面のみに第2の層が積層されている場合に、第1の層の他方の面に上記第2の層とは異なる層が積層されていてもよく、例えば、第1の層の他方の面に金属酸化物粒子などの遮熱粒子を含む層が積層されていてもよい。
【0109】
2層以上の積層構造を有する多層の合わせガラス用中間膜である場合に、本発明に係る合わせガラス用中間膜は、少なくとも1つの第1の層と、少なくとも1つの第2の層とを備えており、第1の層と第2の層とを備える。上記中間膜は、必要に応じて、上述した第1,第2の層以外の他の層を更に含んでいてもよい。例えば、金属酸化物粒子などの遮熱粒子を含む層の使用により、遮熱性を高めることができる。
【0110】
図2に、本発明の第2の実施形態に係る合わせガラス用中間膜を模式的に断面図で示す。
【0111】
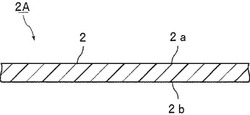
図2に示す中間膜2Aは、第1の層2を備える。中間膜2Aは第1の層2のみの1層の構造を有し、単層の中間膜である。中間膜2Aは、第1の層2である。中間膜2Aは、合わせガラスを得るために用いられる。中間膜2Aは、合わせガラス用中間膜である。
【0112】
中間膜2A及び第1の層2は、上記熱可塑性樹脂と、上記式(1)で表される第1の可塑剤と、上記ジエステル化合物である第2の可塑剤とを含む。上記熱可塑性樹脂は、ポリビニルアセタール樹脂であることが好ましい。このように、1層の構造を有する中間膜2Aでは、第1の層2が、上記熱可塑性樹脂と上記式(1)で表される第1の可塑剤とに加えて、上記ジエステル化合物である第2の可塑剤をさらに含む。
【0113】
ところで、遮音性が高められた多層構造を有する合わせガラス用中間膜では、合わせガラスに発泡が生じやすいという問題がある。このような問題に対して、本発明者らは、多層構造を有する合わせガラス用中間膜では、各層間で可塑剤が移行し、この結果、可塑剤の含有量が多い層が形成されること、例えば、第2の層から第1の層に可塑剤が移行し、この結果、第1の層の可塑剤の含有量が多くなることを見出した。さらに、可塑剤の含有量が多い層が形成されると、すなわち第1の層中の可塑剤の含有量が多くなると、合わせガラス用中間膜を用いた合わせガラスに発泡が生じやすくなり、更に発泡が一旦生じると、生じた発泡が核となって発泡が成長することも見出した。
【0114】
合わせガラスにおける発泡の発生及び発泡の成長を抑制する観点からは、上記第1の層中の上記ポリビニルアセタール樹脂100重量部に対する全ての可塑剤の含有量の合計が50重量部以上であり、上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率が、上記第2の層中の上記ポリビニルアセタール樹脂の水酸基の含有率よりも低く、上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率と上記第2の層中の上記ポリビニルアセタール樹脂の水酸基の含有率との差(以下、含有率差(1−2)と記載することがある)が、9.2モル%以下であり、更に上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率と上記第2の層中の上記ポリビニルアセタール樹脂の水酸基の含有率との差(含有率差(1−2))が、8.5モル%を超え、9.2モル%以下である場合には、上記第1の層中の上記ポリビニルアセタール樹脂のアセチル化度が8モル%以下であることが好ましい。上記含有率差(1−2)は、8.5モル%を超えかつ9.2モル%以下であってもよく、更に8.5モル%以下であってもよい。
【0115】
本発明者らは、上記発泡の発生及び発泡の成長を抑制するために鋭意検討した結果、上記第1,第2の層中のポリビニルアセタール樹脂の各水酸基の含有率を上記のように制御することにより、合わせガラスにおける発泡の発生及び発泡の成長を充分に抑制できることを見出した。可塑剤の移行を抑制でき、かつ合わせガラスにおける発泡の発生及び発泡の成長を充分に抑制できるため、各層の可塑剤の含有量、特に上記第1の層中の可塑剤の含有量を多くすることができる。このため、合わせガラスの遮音性をより一層高めることができる。
【0116】
なお、上記第1の層中の上記ポリビニルアセタール樹脂100重量部に対する全ての可塑剤の含有量の合計の含有量が、上記第2の層中の上記ポリビニルアセタール樹脂100重量部に対する上記可塑剤の含有量よりも多いと、発泡がより一層生じやすい傾向がある。さらに、発泡が一旦生じると、発生した発泡が核となり、発泡が成長する傾向がある。これに対して、上記第1,第2の層中のポリビニルアセタール樹脂の各水酸基の含有率を上記のように制御することにより、合わせガラスにおける発泡の発生及び発泡の成長を充分に抑制できる。
【0117】
合わせガラスにおける発泡の発生及び発泡の成長をより一層抑制する観点からは、上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率と上記第2の層中の上記ポリビニルアセタール樹脂の各水酸基の含有率との差(含有率差(1−2))の好ましい下限は0.1モル%、より好ましい下限は1モル%、更に好ましい下限は2モル%、好ましい上限は8.5モル%、より好ましい上限は7.8モル%、更に好ましい上限は7モル%、特に好ましい上限は5.6モル%である。合わせガラスにおける発泡の発生及び発泡の成長を更に一層抑制することができることから、上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率と上記第2の層中の上記ポリビニルアセタール樹脂の各水酸基の含有率との差(含有率差(1−2))は好ましくは5モル%以下、より好ましくは4.5モル%以下、より一層好ましくは4モル%以下、更に好ましくは3.5モル%以下である。
【0118】
また、上記第1の層中の上記熱可塑性樹脂は、絶対分子量100万以上の高分子量成分(以下、高分子量成分Xと記載することがある)を含むか、又は上記第1の層中の上記熱可塑性樹脂は、ポリスチレン換算分子量(以下、分子量yと記載することがある)100万以上の高分子量成分(以下、高分子量成分Yと記載することがある)を含むことが好ましい。該高分子量成分X,Yは、熱可塑性樹脂である。上記第1の層中の上記熱可塑性樹脂に占める、上記高分子量成分Xの割合が7.4%以上であるか、又は上記第1の層中の上記熱可塑性樹脂に占める、上記高分子量成分Yの割合が9%以上であることが好ましい。
【0119】
上記第1の層中の上記熱可塑性樹脂が絶対分子量100万以上の高分子量成分Xを上記特定の割合で含むことで、合わせガラスに発泡が生じるのを抑制できる。上記第1の層中の上記熱可塑性樹脂の分子量yが100万以上である高分子量成分Yを上記特定の割合で含んでいても、合わせガラスに発泡が生じるのを抑制できる。
【0120】
なお、上記第1の層中の上記熱可塑性樹脂に占める、上記高分子量成分Xの割合は、上記絶対分子量を測定する際に得られる熱可塑性樹脂成分のピーク面積に占める、上記高分子量成分Xに相当する領域の面積の割合を百分率(%)で表した値で定義される。また、上記第1の層中の上記熱可塑性樹脂に占める、上記高分子量成分Yの割合は、上記ポリスチレン換算分子量を測定する際に得られる熱可塑性樹脂成分のピーク面積に占める、上記高分子量成分Yに相当する領域の面積の割合を百分率(%)で表した値で定義される。
【0121】
上記第2の層の組成は、上記第1の層の組成と異なることが好ましい。上記第2の層中の上記ポリビニルアセタール樹脂は、絶対分子量100万以上の高分子量成分Xを含み、かつ上記第2の層中の上記熱可塑性樹脂に占める、上記高分子量成分Xの割合が7.4%以上であってもよく、分子量yが100万以上である高分子量成分Yを含み、かつ上記第2の層中の上記熱可塑性樹脂に占める、上記高分子量成分Yの割合が9%以上であってもよい。
【0122】
合わせガラスの遮音性をより一層高め、かつ発泡の発生及び発泡の成長をより一層抑制する観点からは、上記第1の層中の上記熱可塑性樹脂に占める、絶対分子量100万以上
の高分子量成分Xの割合の好ましい下限は8%、より好ましい下限は8.5%、更に好ましい下限は9%、特に好ましい下限は9.5%、最も好ましい下限は10%である。合わせガラスの遮音性をより一層高め、かつ発泡の発生及び発泡の成長を更に一層抑制できることから、高分子量成分Xの割合は、好ましくは11%以上、より好ましくは12%以上、更に好ましくは14%以上、特に好ましくは16%以上である。上記高分子量成分Xの割合の上限は特に限定されないが、好ましい上限は40%、より好ましい上限は30%、更に好ましい上限は25%である。
【0123】
上記第1の層中の上記熱可塑性樹脂が、分子量yが100万以上である高分子量成分Yを含む場合には、高分子量成分Yを含む上記第1の層中の上記熱可塑性樹脂に占める、分子量yが100万以上である高分子量成分Yの割合の好ましい下限は10%、より好ましい下限は11%、更に好ましい下限は11.5%、特に好ましい下限は12%である。合わせガラスの遮音性をより一層高め、かつ発泡の発生及び発泡の成長を更に一層抑制できることから、高分子量成分Yの割合は、好ましくは12.5%以上、より好ましくは13.5%以上、更に好ましくは14%以上、特に好ましくは15%以上、最も好ましくは18%以上である。上記高分子量成分Yの割合の上限は特に限定されないが、好ましい上限は40%、より好ましい上限は30%、更に好ましい上限は25%である。高分子量成分Yの割合が上記下限以上であると、合わせガラスの遮音性をより一層高め、かつ発泡の発生及び発泡の成長をより一層抑制することができる。
【0124】
上記第1の層に含まれる上記ポリビニルアセタール樹脂100重量部と、可塑剤としてトリエチレングリコールジ−2−エチルヘキサノエート(3GO)60重量部とを含む樹脂膜Aを用いて、該樹脂膜Aの粘弾性を測定した場合(試験法A)に、該樹脂膜Aのガラス転移温度をTg(℃)としたときに、(Tg+80)℃での弾性率G’(Tg+80)の(Tg+30)℃での弾性率G’(Tg+30)に対する比(G’(Tg+80)/G’(Tg+30))が、0.65以上であることであることが好ましい。
【0125】
上記第1の層を樹脂膜Bとして用いて、該樹脂膜Bの粘弾性を測定した場合(試験法B)に、該樹脂膜Bのガラス転移温度をTg(℃)としたときに、(Tg+80)℃での弾性率G’(Tg+80)の(Tg+30)℃での弾性率G’(Tg+30)に対する比(G’(Tg+80)/G’(Tg+30))が、0.65以上であることも好ましい。
【0126】
上記試験法Bでは、上記第1の層が上記樹脂膜Bとして用いられ、上記第1の層自体が樹脂膜Bである。
【0127】
上記樹脂膜Bは、上記第1の層であり、上記熱可塑性樹脂と上記式(1)で表される第1の可塑剤と該第1の可塑剤とは別の他の可塑剤を含む場合には他の可塑剤とを上記第1の層中での重量比で含む。上記試験法Bでは、合わせガラス用中間膜において可塑剤を移行させた後に、上記弾性率G’(Tg+80)及び弾性率G’(Tg+30)を測定することが好ましい。上記試験法Bでは、合わせガラス用中間膜を湿度30%(±3%、温度23℃に1ヶ月間保管して、合わせガラス用中間膜において可塑剤を移行させた後に、上記弾性率G’(Tg+80)及び弾性率G’(Tg+30)を測定することがより好ましい。
【0128】
本発明者らは、上記発泡の発生及び発泡の成長を抑制するために鋭意検討した結果、上記試験法A又は上記試験法Bによる上記比(G’(Tg+80)/G’(Tg+30))が、0.65以上であることにより、合わせガラスにおける発泡の発生及び発泡の成長を充分に抑制できることも見出した。上記第1の層中の全ての可塑剤の合計の含有量が多くても、合わせガラスにおける発泡の発生及び発泡の成長を充分に抑制できるため、合わせガラスの遮音性を高めることができる。特に、上記比(G’(Tg+80)/G’(Tg
+30))が0.65以上であるように構成された上記第1の層の両面に上記第2の層が積層された合わせガラス用中間膜の使用により、合わせガラスにおける発泡の発生及び発泡の成長をより一層抑制できる。
【0129】
上記比(G’(Tg+80)/G’(Tg+30))は、0.65以上であり、好ましくは1.0以下である。上記比(G’(Tg+80)/G’(Tg+30))が0.65以上であると、かなり過酷な条件で又は長期間にわたり合わせガラスが保管されたとしても、合わせガラスにおける発泡の発生及び発泡の成長を十分に抑制できる。また、上記比(G’(Tg+80)/G’(Tg+30))が上記下限以上及び上記上限以下であると、かなり過酷な条件で又は長期間にわたり合わせガラスが保管されたとしても、合わせガラスにおける発泡の発生及び発泡の成長をより一層効果的に抑制できる。
【0130】
また、合わせガラスの遮音性を充分に高める観点からは、上記第1の層中の上記ポリビニルアセタール樹脂100重量部に対する全ての可塑剤の合計の含有量は40重量部以上であることが好ましい。上記第1の層の可塑剤の含有量が多くても、上記比(G’(Tg+80)/G’(Tg+30))が0.65以上であるように上記第1の層を構成することによって、合わせガラスにおける発泡の発生及び発泡の成長を抑制できる。
【0131】
上記ガラス転移温度Tg(℃)は、上記粘弾性の測定により得られた測定結果から得られる損失正接tanδのピーク温度を示す。合わせガラスにおける発泡の発生及び発泡の成長をより一層抑制する観点からは、上記比(G’(Tg+80)/G’(Tg+30))は、より好ましくは0.7以上、より好ましくは0.95以下であり、さらに好ましくは0.75以上、さらに好ましくは0.9以下である。特に、上記比(G’(Tg+80)/G’(Tg+30))をポリビニルアルコール樹脂の平均重合度で制御する場合、合わせガラスにおける発泡の発生及び発泡の成長を十分に抑制し、かつ合わせガラスの遮音性をより一層高めることができることから、上記比(G’(Tg+80)/G’(Tg+30))は、好ましくは0.65以上、より好ましくは0.66以上、更に好ましくは0.67以上、特に好ましくは0.7以上、好ましくは0.82以下、より好ましくは0.8以下である。更に、上記比(G’(Tg+80)/G’(Tg+30))が0.82以下、又は、0.8以下であると、中間膜を容易に成形することができる。
【0132】
上記試験法A又は上記試験法Bによる上記比(G’(Tg+80)/G’(Tg+30))を0.65以上にする方法としては、上記第1の層中のポリビニルアセタール樹脂を合成する際に、平均重合度が比較的高いポリビニルアルコール樹脂を使用する方法や、上記第1の層中のポリビニルアセタール樹脂の分子間の相互作用を強くする方法等が挙げられる。上記第1の層中のポリビニルアセタール樹脂の分子間の相互作用を強くする方法として、該ポリビニルアセタール樹脂の分子間を物理的に架橋する方法や、化学的に架橋する方法が挙げられる。なかでも、中間膜を押出機にて容易に成形することができることから、上記第1の層中のポリビニルアセタール樹脂を合成する際に、平均重合度が比較的高いポリビニルアルコール樹脂を使用する方法や上記第1の層中のポリビニルアセタール樹脂の分子間を物理的に架橋する方法が好ましい。
【0133】
上記粘弾性の測定により得られる損失正接tanδと温度との関係及び弾性率G’と温度との関係の一例を、図5を用いて説明する。
【0134】
損失正接tanδと温度とは、図5に示すような関係にある。損失正接tanδのピークPにおける温度がガラス転移温度Tgである。
【0135】
また、図5に示す破線A2の弾性率G’におけるガラス転移温度Tgと、実線A1の弾性率G’におけるガラス転移温度Tgとは同じ温度である。例えば、弾性率G’(Tg+
30)を基準として弾性率G’(Tg+80)の変化量Dが小さいほど、合わせガラスにおける発泡の発生及び発泡の成長を効果的に抑制できる。実線A1の弾性率G’における変化量D1は、破線A2の弾性率G’における変化量D2よりも小さい。従って、図5においては、変化量D2が比較的大きい破線A2の弾性率G’を示す場合よりも、変化量D1が比較的小さい実線A1の弾性率G’を示す場合の方が、合わせガラスにおける発泡の発生及び発泡の成長を効果的に抑制できる。
【0136】
上記G’(Tg+30)は、20万Pa以上であることが好ましい。上記G’(Tg+30)は、より好ましくは22万Pa以上、さらに好ましくは23万Pa以上、特に好ましくは24万Pa以上、好ましくは1000万Pa以下、より好ましくは500万Pa以下、特に好ましくは100万Pa以下、最も好ましくは50万Pa以下、更に最も好ましくは30万Pa以下である。上記G’(Tg+30)が上記下限以上であると、合わせガラスにおける発泡の発生及び発泡の成長をより一層効果的に抑制できる。
【0137】
なお、上記弾性率G’と温度との関係は、ポリビニルアセタール樹脂の種類に大きく影響され、特にポリビニルアセタール樹脂を得るために用いられる上記ポリビニルアルコール樹脂の平均重合度に大きく影響され、可塑剤の種類には大きく影響されず、一般の可塑剤の含有量では該可塑剤の含有量に大きく影響されない。可塑剤として3GOにかえて3GO以外の一塩基性有機酸エステル等の可塑剤や上記式(1)で表される第1の可塑剤を用いた場合の上記比(G’(Tg+80)/G’(Tg+30))、特に可塑剤として上記式(1)で表される第1の可塑剤やトリエチレングリコールジ−2−エチルブチレート(3GH)及びトリエチレングリコールジ−n−ヘプタノエート(3G7)を用いた場合の上記比(G’(Tg+80)/G’(Tg+30))は、3GOを用いた場合の上記比(G’(Tg+80)/G’(Tg+30))と大きく相違しない。また、ポリビニルアセタール樹脂100重量部に対して、全ての可塑剤の合計の含有量が50〜80重量部である場合に、上記比(G’(Tg+80)/G’(Tg+30))は大きく相違しない。ポリビニルアセタール樹脂100重量部と、可塑剤としてトリエチレングリコールジ−2−エチルヘキサノエート(3GO)60重量部とを含む樹脂膜を用いて測定された上記比(G’(Tg+80)/G’(Tg+30))は、上記第1の層自体を用いて測定された上記比(G’(Tg+80)/G’(Tg+30))と大きな差異はない。上記試験法A及び上記試験法Bにて得られる上記比(G’(Tg+80)/G’(Tg+30))が共に0.65以上であることが好ましいが、上記試験法Bにて得られる上記比(G’(Tg+80)/G’(Tg+30))が0.65以上であることがより好ましい。
【0138】
また、合わせガラス用中間膜における発泡の発生を抑制するために、上記第1の層中の上記ポリビニルアセタール樹脂が、平均重合度が3000を超えるポリビニルアルコール樹脂をアセタール化することにより得られていることも好ましい。この場合に、上記比(G’(Tg+80)/G’(Tg+30))は、0.65以上でなくてもよいが、0.65以上であることが好ましい。また、合わせガラスにおける発泡の発生及び発泡の成長をより一層抑制する観点からは、上記第1の層中の平均重合度が3000を超えるポリビニルアルコール樹脂をアセタール化することにより得られている上記ポリビニルアセタール樹脂100重量部に対する全ての可塑剤の合計の含有量が、40重量部以上であることが好ましい。さらに、合わせガラスにおける発泡の発生及び発泡の成長をより一層抑制する観点からは、上記第1の層中の平均重合度が3000を超えるポリビニルアルコール樹脂をアセタール化することにより得られている上記ポリビニルアセタール樹脂の水酸基の含有率が、30モル%以下であることが好ましい。
【0139】
また、合わせガラスの遮音性をより一層高める観点からは、上記第1の層中の上記ポリビニルアセタール樹脂100重量部に対する全ての可塑剤の合計の含有量は好ましくは40重量部以上、より好ましくは50重量部以上、更に好ましくは55重量部以上、特に好
ましくは60重量部以上である。このように上記第1の層中の可塑剤の含有量が多くても、上記第1,第2の層中のポリビニルアセタール樹脂の各水酸基の含有率を上記のように制御したり、上記絶対分子量100万以上の高分子量成分Xの割合又は上記分子量yが100万以上である高分子量成分Yの割合を制御したり、上記比(G’(Tg+80)/G’(Tg+30))を制御したりすることで、合わせガラスにおける発泡の発生及び発泡の成長をより一層効果的に抑制できる。
【0140】
以下、本発明に係る合わせガラス用中間膜に含まれているポリビニルアセタール樹脂などの熱可塑性樹脂、第1,第2の可塑剤などの可塑剤、並びに合わせガラス用中間膜に用いられる他の成分の詳細を説明する。
【0141】
(第1の層に含まれている熱可塑性樹脂)
上記第1の層に含まれている上記熱可塑性樹脂は、特に限定されず、従来公知の熱可塑性樹脂を用いることができる。また、上記第2の層が熱可塑性樹脂を含む場合に、該熱可塑性樹脂は、特に限定されず、従来公知の熱可塑性樹脂を用いることができる。上記熱可塑性樹脂は1種のみが用いられてもよく、2種以上が併用されてもよい。
【0142】
上記熱可塑性樹脂としては、ポリビニルアセタール樹脂、エチレン−酢酸ビニル共重合体樹脂、エチレン−アクリル共重合体樹脂、ポリウレタン樹脂及びポリビニルアルコール樹脂等が挙げられる。
【0143】
上記熱可塑性樹脂は、ポリビニルアセタール樹脂であることが好ましい。ポリビニルアセタール樹脂と特定の上記第1の可塑剤との併用により、合わせガラス構成部材に対する本発明に係る合わせガラス用中間膜の接着力又は各層間の接着力をより一層高くすることができる。また、第2の層に含まれている熱可塑性樹脂はポリビニルアセタール樹脂であることが好ましい。この場合には、第2の層と合わせガラス構成部材との接着力、並びに第2の層に対する第1の層の接着力をより一層高めることができる。また、第1,第2の層の親和性を高めることができ、中間膜及び合わせガラスの透明性をより一層高めることができる。上記ポリビニルアセタール樹脂は1種のみが用いられてもよく、2種以上が併用されてもよい。
【0144】
上記ポリビニルアセタール樹脂は、例えば、ポリビニルアルコールをアルデヒドによりアセタール化することにより製造できる。上記ポリビニルアルコールは、例えば、ポリ酢酸ビニルをけん化することにより製造できる。上記ポリビニルアルコールのけん化度は、一般に70〜99.9モル%の範囲内であり、75〜99.8モル%の範囲内であることが好ましく、80〜99.8モル%の範囲内であることがより好ましい。
【0145】
上記ポリビニルアルコールの平均重合度は、好ましくは200以上、より好ましくは500以上、更に好ましくは1600以上、特に好ましくは2600以上、最も好ましくは2700以上、好ましくは5000以下、より好ましくは4000以下、更に好ましくは3500以下である。上記平均重合度が上記下限以上であると、合わせガラスの耐貫通性がより一層高くなる。上記平均重合度が上記上限以下であると、中間膜の成形が容易になる。
【0146】
本発明に係る合わせガラス用中間膜を用いた合わせガラスの板ズレを防止する観点からは、上記ポリビニルアルコールの平均重合度は、好ましくは2600以上、より好ましくは2700以上である。板ズレとは、合わせガラスを立てかけた状態で高温環境下に保管したときに、ガラス板の重さにより一方のガラス板に対して他方のガラス板がずれてしまう現象をいう。
【0147】
合わせガラスの耐貫通性をより一層高める観点からは、上記ポリビニルアルコールの平均重合度は、2700〜5000であることが特に好ましい。特に、合わせガラスの耐貫通性をより一層高める観点からは、上記第1の層中の上記ポリビニルアセタール樹脂はポリビニルアルコールをアセタール化することにより得られており、上記ポリビニルアルコールの平均重合度が2700〜5000であることが好ましい。
【0148】
合わせガラスにおける発泡の発生及び発泡の成長をさらに一層抑制する観点からは、上記第1の層中のポリビニルアセタール樹脂を得るために用いられる上記ポリビニルアルコール樹脂の平均重合度の好ましい下限は3010、好ましい下限は3050、好ましい下限は3500、好ましい下限は3600、好ましい下限は4000、好ましい下限は4050、好ましい上限は7000、好ましい上限は6000、好ましい上限は5000、好ましい上限は4900、好ましい上限は4500である。特に、合わせガラスにおける発泡の発生及び発泡の成長をより一層抑制し、合わせガラスの遮音性を充分に高め、かつ中間膜を容易に成形できることから、上記第1の層中のポリビニルアセタール樹脂を得るために用いられる上記ポリビニルアルコール樹脂の平均重合度は3010以上であることが好ましく、3020以上であることがより好ましく、4000以下であることが好ましく、4000未満であることがより好ましく、3800以下であることが更に好ましく、3600以下であることが特に好ましく、3500以下であることが最も好ましい。
【0149】
また、上記第2の層中のポリビニルアセタール樹脂は、ポリビニルアルコール樹脂をアセタール化することにより製造できる。上記第2の層中のポリビニルアセタール樹脂を得るためのポリビニルアルコール樹脂の平均重合度の好ましい下限は200、より好ましい下限は500、更に好ましい下限は1000、特に好ましい下限は1500、好ましい上限は4000、より好ましい上限は3500、更に好ましい上限は3000、特に好ましい上限は2500である。上記平均重合度が上記好ましい下限を満たすと、合わせガラスの耐貫通性をより一層高めることができる。上記平均重合度が上記好ましい上限を満たすと、中間膜の成形が容易になる。
【0150】
上記第1の層中のポリビニルアセタール樹脂を得るために用いるポリビニルアルコール樹脂の平均重合度は、上記第2の層中のポリビニルアセタール樹脂を得るために用いるポリビニルアルコール樹脂の平均重合度よりも高いことが好ましく、500以上高いことが好ましく、800以上高いことが好ましく、1000以上高いことがより好ましく、1300以上高いことが更に好ましく、1800以上高いことが特に好ましい。
【0151】
なお、上記ポリビニルアルコールの平均重合度は、JIS K6726「ポリビニルアルコール試験方法」に準拠した方法により求められる。
【0152】
上記ポリビニルアセタール樹脂に含まれているアセタール基の炭素数は特に限定されない。上記ポリビニルアセタール樹脂を製造する際に用いるアルデヒドは特に限定されない。上記ポリビニルアセタール樹脂におけるアセタール基の炭素数は3又は4であることが好ましい。上記ポリビニルアセタール樹脂におけるアセタール基の炭素数が3以上であると、中間膜のガラス転移温度が充分に低くなり、低温における固体音の遮音性がより一層高くなる。
【0153】
上記アルデヒドは特に限定されない。上記アルデヒドとして、一般には、炭素数が1〜10のアルデヒドが好適に用いられる。上記炭素数が1〜10のアルデヒドとしては、例えば、n−ブチルアルデヒド、イソブチルアルデヒド、n−バレルアルデヒド、2−エチルブチルアルデヒド、n−ヘキシルアルデヒド、n−オクチルアルデヒド、n−ノニルアルデヒド、n−デシルアルデヒド、ホルムアルデヒド、アセトアルデヒド及びベンズアルデヒド等が挙げられる。なかでも、プロピオンアルデヒド、n−ブチルアルデヒド、イソ
ブチルアルデヒド、n−ヘキシルアルデヒド又はn−バレルアルデヒドが好ましく、プロピオンアルデヒド、n−ブチルアルデヒド又はイソブチルアルデヒドがより好ましく、n−ブチルアルデヒドが更に好ましい。上記アルデヒドは、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0154】
上記第2の層中の上記ポリビニルアセタール樹脂におけるアセタール基の炭素数は3又は4であることが好ましい。上記ポリビニルアセタール樹脂におけるアセタール基の炭素数が3以上であると、中間膜のガラス転移温度が充分に低くなり、低温における固体音の遮音性がより一層高くなる。アセタール化に用いられるアルデヒドは、プロピオンアルデヒド、n−ブチルアルデヒド、イソブチルアルデヒド、n−ヘキシルアルデヒド又はn−バレルアルデヒドであることが好ましく、プロピオンアルデヒド、n−ブチルアルデヒド又はイソブチルアルデヒドであることがより好ましく、n−ブチルアルデヒドであることが更に好ましい。上記アルデヒドは、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0155】
上記ポリビニルアセタール樹脂は、ポリビニルブチラール樹脂であることが好ましい。本発明に係る合わせガラス用中間膜は、上記第1,第2の層に含まれている上記ポリビニルアセタール樹脂としてそれぞれ、ポリビニルブチラール樹脂を含むことが好ましい。ポリビニルブチラール樹脂の合成は容易である。さらに、ポリビニルブチラール樹脂の使用により、合わせガラス構成部材に対する中間膜の接着力がより一層適度に発現する。さらに、耐光性及び耐候性等をより一層高めることができる。
【0156】
上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率(水酸基量)は、0モル%以上であり、好ましくは10モル%以上、より好ましくは15モル%以上、更に好ましくは18モル%以上、好ましくは40モル%以下、より好ましくは35モル%以下、特に好ましくは25モル%以下、最も好ましくは24モル%以下である。上記水酸基の含有率が上記下限以上であると、可塑剤のブリードアウトが生じ難くなり、かつ中間膜の耐湿性がより一層高くなる。また、上記水酸基の含有率が上記上限以下であると、合わせガラスの耐貫通性がより一層高くなる。さらに、中間膜の柔軟性が高くなり、中間膜の取扱いが容易になる。合わせガラスの高周波域での遮音性をより一層高める観点からは、上記第1の層中のポリビニルアセタール樹脂の水酸基の含有率は低いほどよい。上記第1の層中のポリビニルアセタール樹脂の水酸基の含有率は0モル%であってもよい。
【0157】
特に、上記第1の層中の上記水酸基の含有率が25モル%以下であると、中間膜及び合わせガラスの耐湿性をより一層高めることができる。
【0158】
上記第2の層中の上記ポリビニルアセタール樹脂の水酸基の含有率は25〜40モル%であることが好ましい。水酸基の含有率がこの範囲内であると、中間膜及び合わせガラスの耐貫通性が効果的に高くなり、かつ中間膜の取扱性が良好になる。上記第2の層中のポリビニルアセタール樹脂の水酸基の含有率は、更に好ましくは26モル%以上、特に好ましくは27モル%以上、最も好ましくは30モル%以上、更に好ましくは37モル%以下、特に好ましくは34モル%以下、最も好ましくは32モル%以下である。
【0159】
合わせガラスの遮音性をより一層高める観点からは、上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率は、上記第2の層中の上記ポリビニルアセタール樹脂の水酸基の各含有率よりも低いことが好ましい。合わせガラスの遮音性をさらに一層高める観点からは、上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率は、上記第2の層中の上記ポリビニルアセタール樹脂の水酸基の各含有率よりも1モル%以上低いことが好ましく、3モル%以上低いことがより好ましく、5モル%以上低いことが更に好ましく、7モル%以上低いことが特に好ましい。
【0160】
上記ポリビニルアセタール樹脂の水酸基の含有率は、水酸基が結合しているエチレン基量を、主鎖の全エチレン基量で除算して求めたモル分率である。上記水酸基が結合しているエチレン基量は、例えば、JIS K6726「ポリビニルアルコール試験方法」に準拠して、原料となるポリビニルアルコールの水酸基が結合しているエチレン基量を測定することにより求めることができる。
【0161】
上記第1の層中の上記ポリビニルアセタール樹脂のアセチル化度(アセチル基量)は、好ましくは0.1モル%以上、より好ましくは0.3モル%以上、更に好ましくは0.5モル%以上、特に好ましくは15モル%以上、好ましくは30モル%以下、より好ましくは25モル%以下、更に好ましくは20モル%以下である。上記アセチル化度が上記下限以上であると、ポリビニルアセタール樹脂と可塑剤との相溶性が高くなる。また、ポリビニルアセタール樹脂のガラス転移温度が十分に高くなる。上記アセチル化度が上記上限以下であると、中間膜及び合わせガラスの耐湿性がより一層高くなる。
【0162】
上記第2の層中のポリビニルアセタール樹脂のアセチル化度は、0モル%以上であり、好ましくは0.5モル%以上、好ましくは10モル%以下、より好ましくは3モル%以下である。アセチル化度が上記上限以下であると、中間膜の強度が高くなり、可塑剤のブリードアウトを抑制できる。
【0163】
上記第2の層中のポリビニルアセタール樹脂のアセチル化度は、3モル%以下であることが好ましい。アセチル化度が3モル%以下であると、ポリビニルアセタール樹脂と可塑剤との相溶性が高くなる。このため、可塑剤のブリードアウトをより一層抑制できる。
【0164】
上記第2の層中のポリビニルアセタール樹脂のアセタール化度(又はブチラール化度)は、55〜75モル%であることが好ましい。アセタール化度がこの範囲内であると、可塑剤のブリードアウトが生じ難くなる。さらに、アセタール化度が上記下限以上であると、中間膜及び合わせガラスの耐湿性が高くなる。上記第2の層中のポリビニルアセタール樹脂のアセタール化度は、58モル%以上であることがより好ましく、60モル%以上であることが更に好ましく、62モル%以上であることが特に好ましく、72モル%以下であることがより好ましく、69モル%以下であることが更に好ましく、66モル%以下であることが特に好ましい。
【0165】
上記第1の層中の上記アセチル化度は、主鎖の全エチレン基量から、アセタール基が結合しているエチレン基量と、水酸基が結合しているエチレン基量とを差し引いた値を、主鎖の全エチレン基量で除算して求めたモル分率である。上記アセタール基が結合しているエチレン基量は、例えば、JIS K6728「ポリビニルブチラール試験方法」に準拠して測定できる。
【0166】
上記第1の層中の上記ポリビニルアセタール樹脂のアセタール化度(ポリビニルブチラール樹脂の場合はブチラール化度)は、好ましくは60モル%以上、より好ましくは63モル%以上、好ましくは85モル%以下、より好ましくは75モル%以下、更に好ましくは70モル%以下である。上記アセタール化度が上記下限以上であると、ポリビニルアセタール樹脂と可塑剤との相溶性が高くなる。上記アセタール化度が上記上限以下であると、ポリビニルアセタール樹脂を製造するために必要な反応時間が短くなる。
【0167】
上記アセタール化度は、アセタール基が結合しているエチレン基量を、主鎖の全エチレン基量で除算して求めたモル分率である。
【0168】
上記アセタール化度は、JIS K6728「ポリビニルブチラール試験方法」に準拠
した方法により、アセチル基量とビニルアルコール量とを測定し、得られた測定結果からモル分率を算出し、次いで、100モル%からアセチル基量とビニルアルコール量とを差し引くことにより算出され得る。
【0169】
なお、ポリビニルアセタール樹脂がポリビニルブチラール樹脂である場合には、上記アセタール化度(ブチラール化度)およびアセチル基量は、JIS K6728「ポリビニルブチラール試験方法」に準拠した方法により測定された結果から算出され得る。
【0170】
中間膜及び合わせガラスの耐湿性及び耐貫通性をより一層高める観点からは、上記第2の層中のポリビニルアセタール樹脂のアセタール基の炭素数は3又は4であり、アセタール化度は60〜75モル%であり、アセチル化度が0〜10モル%であることが特に好ましい。上記第2の層中の上記ポリビニルアセタール樹脂の炭素数が3以上であると、中間膜のガラス転移温度が十分に低くなり、低温における固体音の遮音性がより一層高くなる。
【0171】
可塑剤の移行を容易に制御でき、合わせガラスの遮音性をより一層高めることができることから、上記含有率差(1−2)が、8.5モル%以下である場合には、上記第1の層中の上記ポリビニルアセタール樹脂(1)のアセチル化度が8モル%を超えることが好ましい。
【0172】
可塑剤の移行を容易に制御でき、合わせガラスの遮音性をより一層高めることができることから、上記含有率差(1−2)が、8.5モル%を超え、9.2モル%以下である場合又は上記含有率差(1−2)が、9.2モル%以下である場合には、上記第1の層中の上記ポリビニルアセタール樹脂(1)のアセタール化度が68モル%以上であるか、又は水酸基の含有率が31.5モル%未満であることが好ましい。
【0173】
更に、合わせガラスにおける発泡の発生及び発泡の成長をより一層抑制することができ、合わせガラスの遮音性をより一層高めることができることから、上記第1の層に含まれているポリビニルアセタール樹脂(1)は、アセチル化度が8モル%未満であるポリビニルアセタール樹脂(以下、「ポリビニルアセタール樹脂A」ともいう)、又は、アセチル化度が8モル%以上であるポリビニルアセタール樹脂(以下、「ポリビニルアセタール樹脂B」ともいう)であることが好ましい。
【0174】
上記ポリビニルアセタール樹脂Aのアセチル化度aは8モル%未満であり、7.5モル%以下であることが好ましく、7モル%以下であることが好ましく、6モル%以下であることが好ましく、5モル%以下であることが好ましく、0.1モル%以上であることが好ましく、0.5モル%以上であることが好ましく、0.8モル%以上であることが好ましく、1モル%以上であることが好ましく、2モル%以上であることが好ましく、3モル%以上であることが好ましく、4モル%以上であることが好ましい。上記アセチル化度aが上記上限以下及び上記下限以上であると、ポリビニルアセタール樹脂と可塑剤との相溶性がより一層高くなり、合わせガラスの遮音性をより一層高めることができる。
【0175】
上記ポリビニルアセタール樹脂Aのアセタール化度aの好ましい下限は68モル%、より好ましい下限は70モル%、更に好ましい下限は71モル%、特に好ましい下限は72モル%、好ましい上限は85モル%、より好ましい上限は83モル%、更に好ましい上限は81モル%、特に好ましい上限は79モル%である。上記アセタール化度aが上記下限以上であると、合わせガラスの遮音性をより一層高めることができる。上記アセタール化度aが上記上限以下であると、ポリビニルアセタール樹脂Aを製造するために必要な反応時間を短縮できる。
【0176】
上記ポリビニルアセタール樹脂Aの水酸基の含有率aは30モル%以下であることが好ましく、27.5モル%以下であることが好ましく、27モル%以下であることが好ましく、26モル%以下であることが好ましく、25モル%以下であることが好ましく、24モル%以下であることが好ましく、23モル%以下であることが好ましく、16モル%以上であることが好ましく、18モル%以上であることが好ましく、19モル%以上であることが好ましく、20モル%以上であることが好ましい。上記水酸基の含有率aが上記上限以下であると、合わせガラスの遮音性をより一層高めることができる。上記水酸基の含有率aが上記下限以上であると、中間膜の接着力をより一層高くすることができる。
【0177】
上記ポリビニルアセタール樹脂Aはポリビニルブチラール樹脂であることが好ましい。
【0178】
上記ポリビニルアセタール樹脂Bのアセチル化度bは、8モル%以上であり、9モル%以上であることが好ましく、10モル%以上であることが好ましく、11モル%以上であることが好ましく、12モル%以上であることが好ましく、30モル%以下であることが好ましく、28モル%以下であることが好ましく、26モル%以下であることが好ましく、24モル%以下であることが好ましく、20モル%以下であることが好ましく、19.5モル%以下であることが好ましい。上記アセチル化度bが上記下限以上であると、合わせガラスの遮音性をより一層高めることができる。上記アセチル化度bが上記上限以下であると、ポリビニルアセタール樹脂Bを製造するために必要な反応時間を短縮できる。なかでも、ポリビニルアセタール樹脂Bを製造するために必要な反応時間をより一層短縮できることから、上記ポリビニルアセタール樹脂Bのアセチル化度bは20モル%未満であることが好ましい。
【0179】
上記ポリビニルアセタール樹脂Bのアセタール化度bの好ましい下限は50モル%、より好ましい下限は52.5モル%、更に好ましい下限は54モル%、特に好ましい下限は60モル%、好ましい上限は80モル%、より好ましい上限は77モル%、更に好ましい上限は74モル%、特に好ましい上限は71モル%である。上記アセタール化度bが上記下限以上であると、合わせガラスの遮音性をより一層高めることができる。上記アセタール化度bが上記上限以下であると、ポリビニルアセタール樹脂Bを製造するために必要な反応時間を短縮できる。
【0180】
上記ポリビニルアセタール樹脂Bの水酸基の含有率bは30モル%以下であることが好ましく、27.5モル%以下であることが好ましく、27モル%以下であることが好ましく、26モル%以下であることが好ましく、25モル%以下であることが好ましく、18モル%以上であることが好ましく、20モル%以上であることが好ましく、22モル%以上であることが好ましく、23モル%以上であることが好ましい。上記水酸基の含有率bが上記上限以下であると、合わせガラスの遮音性をより一層高めることができる。上記水酸基の含有率bが上記下限以上であると、中間膜の接着力をより一層高くすることができる。
【0181】
上記ポリビニルアセタール樹脂Bはポリビニルブチラール樹脂であることが好ましい。
【0182】
上記ポリビニルアセタール樹脂A及び上記ポリビニルアセタール樹脂Bは、平均重合度が3000を超えるポリビニルアルコール樹脂をアルデヒドによりアセタール化することで得られることが好ましい。上記アルデヒドは炭素数1〜10のアルデヒドであることが好ましく、炭素数4又は5のアルデヒドであることがより好ましい。上記ポリビニルアルコール樹脂の平均重合度の好ましい下限は3010、好ましい下限は3050、好ましい下限は3500、好ましい下限は3600、好ましい下限は4000、好ましい下限は4050、好ましい上限は7000、好ましい上限は6000、好ましい上限は5000、好ましい上限は4900、好ましい上限は4500である。上記第1の層中の上記ポリビ
ニルアセタール樹脂A,Bは、平均重合度が3000を超え、4000未満であるポリビニルアルコール樹脂をアセタール化することにより得られていることが特に好ましい。特に、合わせガラスにおける発泡の発生及び発泡の成長をより一層抑制し、合わせガラスの遮音性を充分に高め、かつ中間膜を容易に成形できることから、上記第1の層中のポリビニルアセタール樹脂A,Bを得るために用いられる上記ポリビニルアルコール樹脂の平均重合度は3010以上であることが好ましく、3020以上であることがより好ましく、4000以下であることが好ましく、4000未満であることがより好ましく、3800以下であることが更に好ましく、3600以下であることが特に好ましく、3500以下であることが最も好ましい。
【0183】
上記熱可塑性樹脂の重量平均分子量の好ましい下限は100,000、より好ましい下限は300,000、好ましい上限は10,000,000、より好ましい上限は5,000,000である。上記熱可塑性樹脂の重量平均分子量が上記好ましい下限以下であると、中間膜の強度が低下することがある。上記熱可塑性樹脂の重量平均分子量が上記好ましい上限を超えると、得られる中間膜の強度が強くなりすぎることがある。なお、上記重量平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC)測定によるポリスチレン換算での重量平均分子量を示す。
【0184】
なお、上記重量平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC)測定によるポリスチレン換算での重量平均分子量を示す。例えば、ポリスチレン換算での重量平均分子量を測定するために、分子量既知のポリスチレン標準試料のGPC測定を行う。ポリスチレン標準試料(昭和電工社製「Shodex Standard SM−105」、「Shodex Standard SH−75」)として、重量平均分子量580、1,260、2,960、5,000、10,100、21,000、28,500、76,600、196,000、630,000、1,130,000、2,190,000、3,150,000、3,900,000の14試料を用いる。それぞれの標準試料ピークのピークトップが示す溶出時間に対して分子量をプロットし得られる近似直線を検量線として使用する。恒温恒湿室(湿度30%(±3%)、温度23℃)に1ヶ月放置した多層中間膜から表面層(上記第2の層)と中間層(上記第1の層)とを剥離し、剥離された第1の層(中間層)をテトラヒドロフラン(THF)に溶解させ、0.1重量%の溶液を調製する。得られた溶液をGPC装置により分析し、重量平均分子量を測定できる。GPC装置として、GPC用光散乱検出器(VISCOTEK社製「Model270(RALS+VISCO)」)が接続されたGPC装置(日立ハイテク社製「RI:L2490、オートサンプラー:L−2200、ポンプ:L−2130、カラムオーブン:L−2350、カラム:GL−A120−SとGL−A100MX−Sの直列」)を用いて、上記重量平均分子量を分析できる。
【0185】
(絶対分子量100万以上の高分子量成分X又は分子量yが100万以上である高分子量成分Yを含む熱可塑性樹脂の製造方法)
絶対分子量100万以上の高分子量成分X又は分子量yが100万以上である高分子量成分Yを上記下限以上の割合で含む上記熱可塑性樹脂の一例として、絶対分子量100万以上の高分子量成分X又は分子量yが100万以上である高分子量成分Yを含むポリビニルアセタール樹脂の具体的な製造方法を以下説明する。
【0186】
まず、ポリビニルアルコールを用意する。該ポリビニルアルコールは、例えば、ポリ酢酸ビニルをけん化することにより得られる。上記ポリビニルアルコールのけん化度は、一般に70〜99.9モル%の範囲内であり、75〜99.8モル%の範囲内であることが好ましく、80〜99.8モル%の範囲内であることがより好ましい。
【0187】
上記ポリビニルアルコールの重合度の好ましい下限は200、より好ましい下限は50
0、更に好ましい下限は1,000、特に好ましい下限は1,500、好ましい上限は3,000、より好ましい上限は2,900、更に好ましい上限は2,800、特に好ましい上限は2,700である。上記重合度が低すぎると、合わせガラスの耐貫通性が低下する傾向がある。上記重合度が高すぎると、中間膜の成形が困難となることがある。
【0188】
次に、上記ポリビニルアルコールとアルデヒドとを触媒を用いて反応させ、ポリビニルアルコールをアセタール化する。このとき、上記ポリビニルアルコールを含む溶液を用いてもよい。該ポリビニルアルコールを含む溶液に用いられる溶媒としては、水等が挙げられる。
【0189】
上記第1の層に含まれているポリビニルアセタール樹脂の製造方法は、ポリビニルアルコールとアルデヒドとを触媒を用いて反応させ、ポリビニルアルコールをアセタール化することにより、ポリビニルアセタール樹脂を得る製造方法であることが好ましい。
【0190】
上記第1の層の製造方法は、ポリビニルアルコールとアルデヒドとを触媒を用いて反応させ、ポリビニルアルコールをアセタール化することにより、ポリビニルアセタール樹脂を得る工程と、得られたポリビニルアセタール樹脂と可塑剤とを混合した混合物を用いて、上記第1の層を得る工程とを備えることが好ましい。この第1の層を得る工程において、又は第1の層を得た後に、該第1の層に、第2の層を積層することにより、多層の中間膜を得ることができる。また、第1の層及び第2の層を共押出することにより多層の中間膜を製造してもよく、第1の層及び第2の層を共押出することにより多層の中間膜を製造してもよい。
【0191】
上記アルデヒドは特に限定されない。上記アルデヒドとして、一般には、炭素数が1〜10のアルデヒドが好適に用いられる。上記炭素数が1〜10のアルデヒドとしては、例えば、プロピオンアルデヒド、n−ブチルアルデヒド、イソブチルアルデヒド、n−バレルアルデヒド、2−エチルブチルアルデヒド、n−ヘキシルアルデヒド、n−オクチルアルデヒド、n−ノニルアルデヒド、n−デシルアルデヒド、ホルムアルデヒド、アセトアルデヒド及びベンズアルデヒド等が挙げられる。なかでも、n−ブチルアルデヒド、n−ヘキシルアルデヒド又はn−バレルアルデヒドが好ましく、n−ブチルアルデヒドがより好ましい。上記アルデヒドは、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0192】
絶対分子量100万以上又は分子量yが100万以上の高分子量成分X,Yを上記特定の割合で含むポリビニルアセタール樹脂を容易に得る観点からは、例えば、アルデヒドによるアセタール化反応の前又は途中で、隣接するポリビニルアルコールの主鎖を架橋させるために、ジアルデヒド等の架橋剤を添加する方法や、過剰のアルデヒドを投入することにより、分子間のアセタール化反応を進行させる方法や、重合度が高いポリビニルアルコールを添加する方法等が挙げられる。また、これらの方法は単独で用いられてもよいし、2種以上が併用されてもよい。
【0193】
上記触媒は、酸触媒であることが好ましい。該酸触媒としては、硝酸、塩酸、硫酸、リン酸及びパラトルエンスルホン酸等が挙げられる。
【0194】
上記ポリスチレン換算分子量は、ゲルパーミエーションクロマトグラフィー(GPC)測定によるポリスチレン換算での分子量を示す。上記ポリビニルアセタール樹脂に占める、上記分子量yが100万以上である高分子量成分Yの割合(%)は、上記ポリビニルアセタール樹脂のGPCによるポリスチレン換算分子量の測定時に、RI検出器で検出されるピーク面積のうち、分子量yが100万以上の領域に相当する面積の割合から算出される。なお、ピーク面積とは、測定の対象となる成分のピークとベースラインとの間の面積
を意味する。
【0195】
ポリスチレン換算分子量は、例えば、以下のようにして測定される。
【0196】
ポリスチレン換算分子量を測定するために、分子量既知のポリスチレン標準試料のGPC測定を行う。ポリスチレン標準試料(昭和電工社製「Shodex Standard
SM−105」、「Shodex Standard SH−75」)としては、重量平均分子量580、1,260、2,960、5,000、10,100、21,000、28,500、76,600、196,000、630,000、1,130,000、2,190,000、3,150,000、3,900,000の14試料を用いる。
【0197】
それぞれの標準試料ピークのピークトップが示す溶出時間に対して重量平均分子量をプロットし得られる近似直線を検量線として使用する。例えば、表面層と中間層と表面層とがこの順に積層された多層の中間膜における中間層中のポリビニルアセタール樹脂に占める、上記分子量yが100万以上である高分子量成分Yの割合(%)を測定する場合、恒温恒湿室(湿度30%(±3%)、温度23℃)に1ヶ月放置した多層の中間膜から表面層と中間層とを剥離する。剥離された中間層をテトラヒドロフラン(THF)に溶解させ、0.1重量%の溶液を調製する。得られた溶液をGPC装置により分析し、中間層中のポリビニルアセタール樹脂のピーク面積を測定する。次いで、中間層中のポリビニルアセタール樹脂の溶出時間と検量線から、中間層中のポリビニルアセタール樹脂のポリスチレン換算分子量が100万以上の領域に相当する面積を算出する。中間層中のポリビニルアセタール樹脂のポリスチレン換算分子量が100万以上の領域に相当する面積を、中間層中のポリビニルアセタール樹脂のピーク面積で除算した値を百分率(%)で表すことにより、上記ポリビニルアセタール樹脂に占める、上記分子量yが100万以上である高分子量成分Yの割合(%)を算出できる。例えば、Gel Permeation Chromatography(GPC)装置(日立ハイテク社製「RI:L2490、オートサンプラー:L−2200、ポンプ:L−2130、カラムオーブン:L−2350、カラム:GL−A120−SとGL−A100MX−Sの直列」)を用いて、ポリスチレン換算分子量を測定することができる。
【0198】
(第1,第2の層に含まれている可塑剤)
上記第1の層は、可塑剤として、下記式(1)で表される第1の可塑剤を含む。上記第1の層は、ジエステル化合物である第2の可塑剤を含むことが好ましい。上記第2の層は可塑剤を含むことが好ましい。上記第2の層は、下記式(1)で表される第1の可塑剤を含んでいてもよい。上記第2の層は、ジエステル化合物である第2の可塑剤を含むことが好ましい。上記第1の可塑剤及び第2の可塑剤はそれぞれ、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0199】
【化16】
【0200】
上記式(1)中、R1及びR2はそれぞれ、エーテル結合を少なくとも1つ有する有機基を表し、nは2〜8の整数を表す。
【0201】
中間膜及び合わせガラスの遮音性をより一層高める観点からは、上記式(1)中、R1及びR2はそれぞれ、下記式(11)又は下記式(12)で表されるエーテル結合構造単
位を少なくとも1つ有することが好ましい。
【0202】
【化17】
【0203】
【化18】
【0204】
中間膜及び合わせガラスの遮音性をより一層高める観点からは、上記式(1)中、R1は、下記式(21)で表される基であり、かつR2は、下記式(26)で表される基であることが好ましい。
【0205】
【化19】
【0206】
上記式(21)中、R21は、炭素数1〜10のアルキル基を表し、R22は、炭素数1〜10のアルキレン基を表し、m1は1〜5の整数を表す。上記式(21)中、R21の炭素数の好ましい下限は2、より好ましい下限は3、更に好ましい下限は4、好ましい上限は9、より好ましい上限は8、更に好ましい上限は7、特に好ましい上限は6である。上記式(21)中、R22の炭素数の好ましい下限は2、より好ましい下限は3、更に好ましい下限は4、好ましい上限は9、より好ましい上限は8、更に好ましい上限は7、特に好ましい上限は6である。
【0207】
【化20】
【0208】
上記式(26)中、R26は、炭素数1〜10のアルキル基を表し、R27は、炭素数1〜10のアルキレン基を表し、m2は1〜5の整数を表す。上記式(26)中、R27の炭素数の好ましい下限は2、より好ましい下限は3、更に好ましい下限は4、好ましい上限は9、より好ましい上限は8、更に好ましい上限は7、特に好ましい上限は6である。上記式(26)中、R27の炭素数の好ましい下限は2、より好ましい下限は3、更に好ましい下限は4、好ましい上限は9、より好ましい上限は8、更に好ましい上限は7、特に好ましい上限は6である。
【0209】
すなわち、上記式(1)で表される第1の可塑剤は、下記式(1A)で表される第1の可塑剤であることが好ましい。
【0210】
【化21】
【0211】
上記式(1A)中、R21及びR26はそれぞれ、炭素数1〜10のアルキル基を表し、R22及びR27はそれぞれ、炭素数1〜10のアルキレン基を表し、m1及びm2はそれぞれ1〜5の整数を表し、nは2〜8の整数を表す。
【0212】
上記R1及びR2の具体例としては、2−ブトキシエチル基、2−(2−ブトキシエトキシ)エチル基、2−[2−(2−ブトキシエトキシ)エトキシ]エチル基等が挙げられる。ただし、上記R1及びR2は、これら以外の基であってもよい。
【0213】
上記第2の層は、可塑剤を含むことが好ましい。上記第2の層に含まれている可塑剤は特に限定されない。該可塑剤として、従来公知の可塑剤を用いることができる。上記第2の層では、可塑剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0214】
上記第2の層に含まれている可塑剤としては、例えば、一塩基性有機酸エステル及び多塩基性有機酸エステル等などの有機エステル可塑剤、並びに有機リン酸可塑剤及び有機亜リン酸可塑剤などのリン酸可塑剤等が挙げられる。なかでも、有機エステル可塑剤が好ましい。可塑剤は液状可塑剤であることが好ましい。
【0215】
上記一塩基性有機酸エステルとしては、特に限定されず、例えば、グリコールと一塩基性有機酸との反応によって得られたグリコールエステル、並びにトリエチレングリコール又はトリプロピレングリコールと一塩基性有機酸とのエステル等が挙げられる。上記グリコールとしては、トリエチレングリコール、テトラエチレングリコール及びトリプロピレングリコール等が挙げられる。上記一塩基性有機酸としては、酪酸、イソ酪酸、カプロン酸、2−エチル酪酸、ヘプチル酸、n−オクチル酸、2−エチルヘキシル酸、n−ノニル酸及びデシル酸等が挙げられる。
【0216】
上記一塩基性有機酸エステルとしては、特に限定されず、例えば、グリコールと一塩基性有機酸との反応によって得られたグリコールエステル、並びにトリエチレングリコール又はトリプロピレングリコールと一塩基性有機酸とのエステル等が挙げられる。上記グリコールとしては、トリエチレングリコール、テトラエチレングリコール及びトリプロピレングリコール等が挙げられる。上記一塩基性有機酸としては、酪酸、イソ酪酸、カプロン酸、2−エチル酪酸、ヘプチル酸、n−オクチル酸、2−エチルヘキシル酸、n−ノニル酸及びデシル酸等が挙げられる。
【0217】
上記多塩基性有機酸エステルとしては、特に限定されず、例えば、多塩基性有機酸と、炭素数4〜8の直鎖又は分岐構造を有するアルコールとのエステル化合物が挙げられる。上記多塩基性有機酸としては、アジピン酸、セバシン酸及びアゼライン酸等が挙げられる。
【0218】
中間膜及び合わせガラスの耐湿性及び耐貫通性をより一層高める観点からは、上記第1の層は、上記式(1)で表される第1の可塑剤に加えて、ジエステル化合物である第2の可塑剤をさらに含むことが好ましい。
【0219】
また、中間膜及び合わせガラスの耐湿性及び耐貫通性をより一層高める観点からは、上
記第2の層に含まれている可塑剤は、ジエステル化合物である第2の可塑剤であることが好ましい。上記第1の層と上記第2の層との双方がジエステル化合物である第2の可塑剤を含む場合に、上記第1の層中のジエステル化合物である第2の可塑剤と上記第2の層中のジエステル化合物である第2の可塑剤とは、同一であってもよく、異なっていてもよい。
【0220】
上記ジエステル化合物である第2の可塑剤として、合わせガラス用中間膜に用いられている従来公知のジエステル化合物を用いることができる。上記ジエステル化合物である第2の可塑剤は、下記式(51)で表される第2の可塑剤であることが好ましい。上記第1の層は、下記式(51)で表される第2の可塑剤を含むことが好ましい。上記第2の層は、下記式(51)で表される第2の可塑剤を含むことが好ましい。
【0221】
【化22】
【0222】
上記式(51)中、R51及びR52はそれぞれ、炭素数5〜10の有機基を表し、R53は、エチレン基、イソプロピレン基又はn−プロピレン基を表し、pは3〜10の整数を表す。
【0223】
上記第2の可塑剤の具体例としては、トリエチレングリコールジ−2−エチルブチレート(3GH)、トリエチレングリコールジ−2−エチルヘキサノエート(3GO)、トリエチレングリコールジ−n−ヘプタノエート(3G7)、トリエチレングリコールジカプリレート、トリエチレングリコールジ−n−オクタノエート、テトラエチレングリコールジ−2−エチルブチレート、テトラエチレングリコールジ−n−ヘプタノエート、テトラエチレングリコールジ−2−エチルヘキサノエート、ペンタエチレングリコールジ−2−エチルヘキサノエート、オクタエチレングリコールジ−2−エチルヘキサノエート、ノナエチレングリコールジ−2−エチルヘキサノエート、デカエチレングリコールジ−2−エチルヘキサノエート、テトラエチレングリコールジ−n−ヘプタノエート及びテトラエチレングリコールジ−n−オクタノエート等が挙げられる。
【0224】
中間膜及び合わせガラスの耐貫通性をより一層高める観点からは、上記第2の可塑剤は、トリエチレングリコールジ−2−エチルブチレート(3GH)、トリエチレングリコールジ−2−エチルヘキサノエート(3GO)及びトリエチレングリコールジ−n−ヘプタノエート(3G7)からなる群から選択された少なくとも1種であることが好ましく、トリエチレングリコールジ−2−エチルヘキサノエートであることがより好ましい。これらの好ましい可塑剤の使用により、中間膜及び合わせガラスの遮音性をより一層高めることもできる。また、中間膜及び合わせガラスの耐湿性及び耐貫通性をより一層高めることができる。
【0225】
上記第1の層において、上記第1の可塑剤の含有量は、5〜60重量部の範囲内であることが好ましい。上記熱可塑性樹脂100重量部に対して、上記第1の可塑剤の含有量は、より好ましくは10重量部以上、更に好ましくは15重量部以上、より好ましくは55重量部以下、更に好ましくは50重量部以下である。上記第1の可塑剤の含有量が上記下限以上であると、中間膜及び合わせガラスの遮音性をより一層高めることができる。上記第1の可塑剤の含有量が上記上限以下であると、可塑剤のブリードアウトがより一層生じ難くなり、中間膜及び合わせガラスの耐湿性及び耐貫通性をより一層高めることができる
。
【0226】
上記第1の層が上記第1の可塑剤と第2の可塑剤とを含む場合には、該第1の層において、上記熱可塑性樹脂100重量部に対して、上記第1の可塑剤と上記第2の可塑剤との合計の含有量は50〜80重量部の範囲内であることが好ましい。上記熱可塑性樹脂100重量部に対して、上記第1の可塑剤と上記第2の可塑剤との合計の含有量は、好ましくは55重量部以上、より好ましくは60重量部以上、好ましくは75重量部以下、より好ましくは70重量部以下である。上記第1の可塑剤と上記第2の可塑剤との合計の含有量が上記下限以上であると、中間膜及び合わせガラスの遮音性をより一層高めることができる。上記第1の可塑剤と上記第2の可塑剤との合計の含有量が上記上限以下であると、可塑剤のブリードアウトがより一層生じ難くなり、中間膜及び合わせガラスの耐湿性及び耐貫通性をより一層高めることができる。
【0227】
上記第1の層が上記第1の可塑剤と上記第2の可塑剤とを含む場合には、該第1の層は、上記第1の可塑剤と上記第2の可塑剤とを重量比(第1の可塑剤:第2の可塑剤)で、0.1:9.9〜9.9:0.1で含むことが好ましく、1:9〜8.5:1.5で含むことがより好ましく、1:9〜7:3で含むことが特に好ましく、3:7〜6:4で含むことが最も好ましい。第1の可塑剤の含有量が相対的に多くかつ第2の可塑剤の含有量が相対的に少ないと、中間膜及び合わせガラスの遮音性をより一層高めることができる。第1の可塑剤の含有量が相対的に少なくかつ第2の可塑剤の含有量が相対的に多いと、中間膜及び合わせガラスの耐湿性及び耐貫通性をより一層高めることができる。
【0228】
上記第2の層において、熱可塑性樹脂100重量部に対して、可塑剤の含有量(可塑剤がジエステル化合物である第2の可塑剤である場合には該第2の可塑剤の含有量)は20〜60重量部の範囲内であることが好ましい。熱可塑性樹脂100重量部に対して、可塑剤の含有量は、より好ましくは25重量部以上、更に好ましくは30重量部以上、より好ましくは50重量部以下、更に好ましくは45重量部以下である。可塑剤の含有量が上記下限以上であると、中間膜及び合わせガラスの耐貫通性がより一層高くなる。可塑剤の含有量が上記上限以下であると、可塑剤がブリードアウトし難くなり、中間膜及び合わせガラスの透明性がより一層高くなる。
【0229】
(他の成分)
上記第1,第2の層はそれぞれ、必要に応じて、紫外線吸収剤、酸化防止剤、光安定剤、難燃剤、帯電防止剤、顔料、染料、接着力調整剤、耐湿剤、蛍光増白剤及び赤外線吸収剤等の添加剤を含んでいてもよい。これらの添加剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0230】
(合わせガラス用中間膜)
本発明に係る合わせガラス用中間膜及び上記第1の層は、遮音性が高く、合わせガラスにおいて遮音層として用いることができる。
【0231】
上記第1の層の周波数1Hzにおけるtanδの最大値を示す温度T1は、−30〜0℃の範囲内であることが好ましい。この場合には、中間膜及び合わせガラスの低温での遮音性をより一層高めることができる。なお、tanδの最大値を示す温度T1とは、得られた損失正接の最大値を示す温度を意味する。
【0232】
上記第2の層における周波数1Hzにおけるtanδの最大値を示す温度T2は、上記温度T1よりも高いことが好ましく、0〜40℃の範囲内であることがより好ましい。上記温度T2が上記温度T1よりも高いと、低温のみならず、0〜40℃の環境下において、合わせガラスにおける固体音の遮音性がより一層良好になる。更に、上記温度T2が0
〜40℃の範囲内であると、常温域における固体音の遮音性が良好になる。なお、常温域とは5〜35℃を意味する。上記温度T2は、より好ましくは0℃を超え、更に好ましくは3℃以上、特に好ましくは39℃以下である。
【0233】
2層以上の積層構造を有する多層の合わせガラス用中間膜である場合には、上記第1の層の厚みは、0.02〜1.8mmの範囲内であることが好ましい。中間膜の厚みは、より好ましくは0.05mm以上、より好ましくは0.5mm以下である。このような好ましい厚みにすることにより、多層中間膜の厚みが厚くなりすぎず、かつ多層中間膜及び合わせガラスの遮音性をより一層高めることができる。
【0234】
2層以上の積層構造を有する多層の合わせガラス用中間膜である場合には、上記第2の層の厚みは0.1mm〜1mmの範囲内であることが好ましい。上記第2の層の厚みは、より好ましくは0.2mm以上、より好ましくは0.5mm以下である。上記第2の層の厚みが上記下限以上及び上記上限以下であると、多層中間膜の厚みが厚くなりすぎず、かつ多層中間膜及び合わせガラスの遮音性がより一層高くなり、更に可塑剤のブリードアウトを抑制できる。
【0235】
1層の構造を有する単層の合わせガラス用中間膜である場合には、本発明に係る合わせガラス用中間膜の厚み(第1の層の厚み)は、0.1〜3mmの範囲内であることが好ましい。中間膜(第1の層の厚み)の厚みは、より好ましくは0.25mm以上、より好ましくは1.5mm以下である。中間膜の厚みが上記下限以上であると、中間膜及び合わせガラスの耐貫通性が充分に高くなる。中間膜の厚みが上記上限以下であると、中間膜の透明性がより一層良好になる。
【0236】
また、中間膜が2層以上の積層構造を有する場合に、上記第1の層の厚みの上記中間膜の厚みに対する比((第1の層の厚み)/(中間膜の厚み))が小さく、上記第1の層に含まれる全ての可塑剤の合計の含有量が多いほど、合わせガラスにおける発泡が発生し、発泡が成長する傾向にある。特に、中間膜における上記比が0.05以上、0.35以下であることが好ましい。この場合には、上記第1の層中の上記ポリビニルアセタール樹脂100重量部に対する全ての可塑剤の合計の含有量が多くても、合わせガラスにおける発泡の発生及び発泡の成長を十分に抑制し、かつ合わせガラスの遮音性をより一層高めることができる。上記比((第1の層の厚み)/(中間膜の厚み))は好ましくは0.06以上、より好ましくは0.07以上、更に好ましくは0.08以上、特に好ましくは0.1以上、好ましくは0.3以下、より好ましくは0.25以下、更に好ましくは0.2以下、特に好ましくは0.15以下である。
【0237】
本発明に係る合わせガラス用中間膜の製造方法は特に限定されない。該中間膜の製造方法として、従来公知の方法を用いることができる。例えば、上記熱可塑性樹脂と上記第1,第2の可塑剤などの可塑剤と必要に応じて配合される他の成分とを混練し、中間膜を成形する製造方法等が挙げられる。連続的な生産に適しているため、押出成形する製造方法が好ましい。
【0238】
上記混練の方法は特に限定されない。この方法として、例えば、押出機、プラストグラフ、ニーダー、バンバリーミキサー又はカレンダーロール等を用いる方法が挙げられる。なかでも、連続的な生産に適しているため、押出機を用いる方法が好適であり、二軸押出機を用いる方法がより好適である。
【0239】
第1の層の両面に2つの第2の層が1つずつ積層される場合に、中間膜の製造効率が優れることから、2つの第2の層に、同一のポリビニルアセタール樹脂が含まれていることが好ましく、2つの第2の層に、同一のポリビニルアセタール樹脂及び同一の可塑剤が含
まれていることがより好ましく、2つの第2の層が同一の樹脂組成物により形成されていることが更に好ましい。
【0240】
(合わせガラス)
図3に、本発明の第1の実施形態に係る合わせガラス用中間膜12を用いた合わせガラスの一例を断面図で示す。
【0241】
図3に示す合わせガラス11は、第2の層13と第1の層14と第2の層15とがこの順で積層された中間膜12と、第1,第2の合わせガラス構成部材21,22とを備える。中間膜12は、第1,第2の合わせガラス構成部材21,22の間に挟み込まれている。第2の層13の外表面13aに第1の合わせガラス構成部材21が積層されている。第2の層15の外表面15aに第2の合わせガラス構成部材22が積層されている。
【0242】
図4に、本発明の第2の実施形態に係る合わせガラス用中間膜2Aを用いた合わせガラスの一例を断面図で示す。
【0243】
図4に示す合わせガラス1は、中間膜2A(第1の層2)と、第1,第2の合わせガラス構成部材21,22とを備える。中間膜2Aは単層の中間膜であり、第1の層2である。中間膜2Aは、第1,第2の合わせガラス構成部材21,22の間に挟み込まれている。中間膜2Aの一方の表面2aに、第1の合わせガラス構成部材21が積層されている。中間膜2の他方の表面2bに、第2の合わせガラス構成部材22が積層されている。
【0244】
このように、本発明に係る合わせガラスは、第1の合わせガラス構成部材と、第2の合わせガラス構成部材と、上記第1,第2の合わせガラス構成部材の間に挟み込まれた中間膜とを備えており、該中間膜として、本発明の合わせガラス用中間膜が用いられている。
【0245】
第1,第2の合わせガラス構成部材21,22としては、ガラス板及びPET(ポリエチレンテレフタレート)フィルム等が挙げられる。合わせガラス11には、2枚のガラス板の間に中間膜が挟み込まれている合わせガラスだけでなく、ガラス板とPETフィルム等との間に中間膜が挟み込まれている合わせガラスも含まれる。合わせガラス11は、ガラス板を備えた積層体であり、少なくとも1枚のガラス板が用いられていることが好ましい。
【0246】
上記ガラス板としては、無機ガラス及び有機ガラスが挙げられる。上記無機ガラスとしては、フロート板ガラス、熱線吸収板ガラス、熱線反射板ガラス、磨き板ガラス、型板ガラス、網入り板ガラス、線入り板ガラス及びグリーンガラス等が挙げられる。上記有機ガラスは、無機ガラスに代用される合成樹脂ガラスである。上記有機ガラスとしては、ポリカーボネート板及びポリ(メタ)アクリル樹脂板等が挙げられる。上記ポリ(メタ)アクリル樹脂板としては、ポリメチル(メタ)アクリレート板等が挙げられる。
【0247】
第1,第2の合わせガラス構成部材21,22の厚みは特に限定されないが、1〜5mmの範囲内であることが好ましい。また、合わせガラス構成部材21,22がガラス板である場合に、該ガラス板の厚みは、1〜5mmの範囲内であることが好ましい。合わせガラス構成部材21,22がPETフィルムである場合に、該PETフィルムの厚みは、0.03〜0.5mmの範囲内であることが好ましい。
【0248】
合わせガラス1,11の製造方法は特に限定されない。例えば、第1,第2の合わせガラス構成部材21,22の間に、中間膜2A又は多層の中間膜12を挟んで、押圧ロールに通したり、又はゴムバックに入れて減圧吸引したりして、第1,第2の合わせガラス構成部材21,22と中間膜2A又は多層の中間膜12との間に残留する空気を脱気する。
その後、約70〜110℃で予備接着して積層体を得る。次に、積層体をオートクレーブに入れたり、又はプレスしたりして、約120〜150℃及び1〜1.5MPaの圧力で圧着する。このようにして、合わせガラス1,11を得ることができる。
【0249】
合わせガラス1,11は、自動車、鉄道車両、航空機、船舶及び建築物等に使用できる。合わせガラス1,11は、これらの用途以外にも使用できる。合わせガラス1,11は、建築用又は車両用の合わせガラスであることが好ましく、車両用の合わせガラスであることがより好ましい。合わせガラス1,11は、自動車のフロントガラス、サイドガラス、リアガラス又はルーフガラス等に使用できる。
【0250】
以下に実施例を挙げて、本発明を更に詳しく説明する。本発明はこれら実施例のみに限定されない。
【0251】
実施例及び比較例では、以下の第1,第2の可塑剤を用いた。
【0252】
第1の可塑剤:
アジピン酸ビス(2−ブトキシエチル)(上記式(1A)で表される第1の可塑剤に相当する。上記式(1A)中、R21及びR26はそれぞれn−ブチル基であり、R22及びR27はそれぞれエチレン基であり、m1及びm2はそれぞれ1であり、nは4である。)
【0253】
アジピン酸ビス[2−(2−ブトキシエトキシ)エチル](上記式(1A)で表される第1の可塑剤に相当する。上記式(1A)中、R21及びR26はそれぞれn−ブチル基であり、R22及びR27はそれぞれエチレン基であり、m1及びm2はそれぞれ2であり、nは4である。)
【0254】
第2の可塑剤:
トリエチレングリコールジ−2−エチルヘキサノエート(3GO)
また、下記のポリビニルアセタール樹脂Aを合成した。
【0255】
(合成例1)
ポリビニルアセタール樹脂Aの合成:
攪拌装置を備えた反応器に、イオン交換水2700ml、平均重合度3000、けん化度87.2モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を、塩酸濃度が0.6重量%となるように添加し、温度を15℃に調整した後、攪拌しながらn−ブチルアルデヒド14.2gを添加した。その後、n−ブチルアルデヒド170gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから15分後に、35重量%塩酸を、塩酸濃度が3.9重量%となるように添加し、45℃に加熱し、45℃で3時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルブチラール樹脂Aを得た。
【0256】
得られたポリビニルブチラール樹脂Aに占める、絶対分子量100万以上の高分子量成分X(ポリビニルブチラール樹脂)の割合は14.5%であった。得られたポリビニルブチラール樹脂Aに占める、分子量yが100万以上である高分子量成分Y(ポリビニルブチラール樹脂)の割合は18.2%であった。水酸基の含有率は22.5モル%、アセチル化度は12.8モル%、ブチラール化度は64.7モル%であった。
【0257】
(実施例1)
合成例1で合成されたポリビニルブチラール樹脂A(アセタール基の炭素数4、平均重合度3000、水酸基の含有率22.5モル%、アセチル化度12.8モル%、ブチラー
ル化度64.7モル%)100重量部と、第1の可塑剤であるアジピン酸ビス(2−ブトキシエチル)50重量部とをミキシングロールで充分に混練し、第1の層用組成物を得た。なお、用いたポリビニルブチラール樹脂は、n−ブチルアルデヒドによりアセタール化されているポリビニルブチラール樹脂である。
【0258】
2枚のフッ素樹脂シートの間に、厚み0.1mmのクリアランス板を介して、得られた第1の層用組成物を挟み込み、150℃にてプレス成形して、厚み0.1mmの中間膜B1(第1の層)を得た。
【0259】
ポリビニルブチラール樹脂(アセタール基の炭素数4、平均重合度3000、水酸基の含有率30.5モル%、アセチル化度1モル%、ブチラール化度68.5モル%)100重量部と、トリエチレングリコールジ−2−エチルヘキサノエート40重量部とをミキシングロールで充分に混練し、第2の層用組成物を得た。なお、用いたポリビニルブチラール樹脂は、n−ブチルアルデヒドによりアセタール化されているポリビニルブチラール樹脂である。
【0260】
2枚のフッ素樹脂シートの間に、厚み0.35mmのクリアランス板を介して、得られた第2の層用組成物を挟み込み、150℃にてプレス成形して、厚み0.35mmの中間膜B2(第2の層)を得た。
【0261】
中間膜B2と中間膜B1と中間膜B2とをこの順に積層し、第2の層/第1の層/第2の層の積層構造を有する積層体を得た。2枚のフッ素樹脂シートの間に、厚み0.8mmのクリアランス板を介して、得られた積層体を150℃にてプレス成形して、厚み0.8mmの多層の中間膜Bを得た。
【0262】
(実施例2〜8)
下記の表1,2に示すポリビニルブチラール樹脂と可塑剤とを用いて、第1,第2の層用組成物を調整し、実施例1と同様にして中間膜B1,B2を作製し、多層中間膜Bを得た。なお、用いたポリビニルブチラール樹脂は、n−ブチルアルデヒドによりアセタール化されているポリビニルブチラール樹脂である。また、実施例2,6〜8において、第1の層に用いたポリビニルアセタール樹脂は、合成例1で合成されたポリビニルブチラール樹脂Aである。
【0263】
(比較例1)
合成例1で合成されたポリビニルブチラール樹脂A(アセタール基の炭素数4、平均重合度3000、水酸基の含有率22.5モル%、アセチル化度12.8モル%、ブチラール化度64.7モル%)100重量部と、第1の可塑剤であるアジピン酸ビス(2−ブトキシエチル)50重量部とをミキシングロールで充分に混練し、組成物を得た。なお、用いたポリビニルブチラール樹脂は、n−ブチルアルデヒドによりアセタール化されているポリビニルブチラール樹脂である。
【0264】
2枚のフッ素樹脂シートの間に、厚み0.8mmのクリアランス板を介して、得られた組成物を挟み込み、150℃にてプレス成形して、厚み0.8mmの中間膜Aを得た。
【0265】
(比較例2)
第1の層用組成物における可塑剤の種類及び配合量を下記の表2に示すように変更したこと以外は実施例1と同様にして中間膜B1,B2を作製し、多層中間膜Bを得た。また、比較例2において、第1の層に用いたポリビニルアセタール樹脂は、合成例1で合成されたポリビニルブチラール樹脂Aである。
【0266】
(実施例1〜8及び比較例1,2の評価)
実施例1〜8及び比較例1,2の中間膜及び該中間膜に用いるポリビニルアセタール樹脂について、下記の(1)〜(5)又は(1)〜(6)の評価項目について評価を行った。実施例1〜4,6〜8及び比較例2の中間膜及び該中間膜に用いるポリビニルアセタール樹脂について、下記の(7),(8)の評価項目について、評価を行った。
【0267】
(1)遮音性:周波数1Hzにおけるtanδの最大値を示す温度T1及びT2
周波数1Hzにおけるtanδの最大値を示す温度を測定できるように、実施例1〜8及び比較例2の中間膜B1を得る際に、厚みを0.8mmに変更したこと以外は同様にして、中間膜B1−2を用意した。また、実施例1〜8及び比較例2の中間膜B2を得る際に、厚みを0.8mmに変更したこと以外は同様にして、中間膜B2−2を用意した。得られた中間膜B1−2,B2−2を直径8mmの円形に切り抜いて、評価サンプルを得た。
【0268】
中間膜B1−2を用いた評価サンプルの動的粘弾性を、粘弾性測定装置(レオメトリックス社製「ARES」)を用いて、せん断法にて、歪み量1.0%及び周波数1Hzの条件で、昇温速度3℃/分で動的粘弾性の温度分散測定を行うことにより、tanδを測定し、周波数1Hzにおけるtanδの最大値を示す温度T1を求めた。また、中間膜B2−2を用いた評価サンプルの動的粘弾性を、上述の方法で測定し、周波数1Hzにおけるtanδの最大値を示す温度T2を求めた。
【0269】
比較例1の中間膜Aを直径8mmの円形に切り抜いて、評価サンプルを得た。得られた評価サンプルの動的粘弾性を、上述の方法で測定し、周波数1Hzにおけるtanδの最大値を示す温度T1を求めた。
【0270】
(2)遮音性:損失係数(Loss factor評価)
得られた中間膜A又は多層中間膜Bを、縦30mm×横320mmに切り出した。次に、2枚の透明なフロートガラス(縦25mm×横305mm×厚み2.0mm)の間に、中間膜A又は多層中間膜Bを挟み込み、真空ラミネーターにて90℃で30分間保持し、真空プレスし、積層体を得た。積層体において、ガラスからはみ出た中間膜A又は多層中間膜B部分を切り落とし、評価サンプルを得た。この評価サンプルについて、測定装置「SA−01」(リオン社製)を用いて、20℃の条件で中央加振法により損失係数を測定した。得られた損失係数の共振周波数の1次モード(100Hz近傍)での損失係数を評価した。
【0271】
(3)板ズレ
得られた中間膜A又は多層中間膜Bを、縦150mm×横300mmに切り出した。2枚の透明なフロートガラス(縦150mm×横300mm×厚み2.0mm)の間に、中間膜A又は多層中間膜Bを挟み込み、真空ラミネーターにて90℃で30分間保持し、真空プレスし、評価サンプルを得た。この評価サンプルの一方の面を垂直面に固定し、他方の面に両面テープを用いてフロートガラス(縦150mm×横300mm×厚み15mm)を接着した。合わせガラスの側面にズレ量を測定するための基準線を引き、80℃で30日間放置した。30日後、評価サンプルの2枚のガラスのズレ量を測定した。
【0272】
(4)ブリードアウトの評価
得られた中間膜A又は多層中間膜Bの表面に、赤色の油性マジックで長さ8cmの5本の線を書き、マーキングした。マーキングされた中間膜A又は多層中間膜Bを主面が鉛直方向と平行な平面内に位置するように置いた。これを23℃及び相対湿度28%の恒温恒湿条件で2〜4週間放置した。放置後の中間膜A又は多層中間膜Bを目視にて観察し、油性マジックのにじみ及び垂れの有無を観測し、下記の判定基準で判定した。
【0273】
[耐湿性の判定基準]
○○:4週間保管後に5本のいずれの線にもにじみ又は垂れが観測されない
○:3週間保管後に5本のいずれの線にもにじみ又は垂れが観測されず、かつ4週間保管後に少なくとも1本の線でにじみ又は垂れが観測される
△:2週間保管後に5本のいずれの線にもにじみ又は垂れが観測されず、かつ3週間保管後に少なくとも1本の線でにじみ又は垂れが観測される
×:2週間保管後に少なくとも1本の線でにじみ又は垂れが観測される
【0274】
(5)耐貫通性
得られた中間膜A又は多層中間膜Bを、縦300mm×横300mmに切り出した後、23℃及び相対湿度28%の恒温恒湿条件で24時間保持した。その後、2枚の透明なフロートガラス(縦300mm×横300mm×厚み2.5mm、クリアガラス)の間に、中間膜A又は多層中間膜Bを挟み込み、積層体を得た。得られた積層体を、230℃の加熱ロールを用いて、仮圧着した。次に、仮圧着された積層体を、オートクレーブを用いて135℃及び圧力1.2MPaの条件で20分間圧着し、合わせガラスを作製した。
【0275】
得られた合わせガラス(縦300mm×横300mm)を、その表面温度が23℃となるように調整した。次いで、JIS R3212に準拠して、4mの高さから、6枚の合わせガラスに対してそれぞれ、質量2260g及び直径82mmの剛球を、合わせガラスの中心部分に落下させた。6枚の合わせガラス全てについて、剛球が衝突した後5秒以内に剛球が貫通しなかった場合を合格とした。剛球が衝突した後5秒以内に剛球が貫通しなかった合わせガラスが3枚以下であった場合は不合格とした。4枚の場合には、新しく6枚の合わせガラスの耐貫通性評価を行った。5枚の場合には、新しく1枚の合わせガラスを追加試験し、剛球が衝突した後5秒以内に剛球が貫通しなかった場合を合格とした。同様の方法で、5m及び6mの高さから、6枚の合わせガラスに対してそれぞれ、質量2260g及び直径82mmの剛球を、合わせガラスの中心部分に落下させ、耐貫通性評価を行った。
【0276】
(6)発泡試験A,B(発泡の状態)
得られた各中間膜を縦30cm×横15cmの大きさに切断し、温度23℃の環境下にて、10時間保管した。なお、得られた中間膜の両面にはエンボスが形成されており、そのエンボスの十点平均粗さは30μmであった。切断された中間膜において、中間膜の端部から縦方向にそれぞれ内側に向かって8cmの位置と、中間膜の端部から横方向にそれぞれ内側に向かって5cmの位置との交点4箇所に、直径6mmの貫通孔を作製した。
【0277】
透明なフロートガラス(縦30cm×横15cm×厚さ2.5mm)2枚の間に、貫通孔を有する中間膜を挟み込み、積層体を得た。積層体の外周縁は、熱融着により端部から幅2cmを封止することにより、エンボスに残留した空気及び貫通孔に残留した空気を封じ込めた。この積層体を135℃、圧力1.2MPaの条件で20分間圧着することで、残留した空気を中間膜中に溶かし込み、発泡試験A及びBに用いる合わせガラスを得た。
【0278】
発泡試験A(発泡の状態):
発泡試験Aに用いる合わせガラスを、各中間膜について5枚作製し、50℃のオーブン内に100時間放置した。放置後の合わせガラスにおいて、発泡の有無及び発泡の大きさを平面視にて目視で観察し、発泡の状態を下記の基準で判定した。
【0279】
5枚の合わせガラスに発生した発泡を、楕円で近似し、その楕円面積を発泡面積とした。5枚の合わせガラスにて観察された楕円面積の平均値を求め、合わせガラスの面積(30cm×15cm)に対する楕円面積の平均値(発泡面積)の割合(百分率)を求めた。
【0280】
[発泡試験Aによる発泡の状態の判定基準]
○○:5枚全ての合わせガラスに発泡が観察されなかった
○:楕円面積の平均値(発泡面積)の割合が5%未満であった
△:楕円面積の平均値(発泡面積)の割合が5%以上、10%未満であった
×:楕円面積の平均値(発泡面積)の割合が10%以上であった
【0281】
発泡試験B(発泡の状態):
発泡試験Bに用いる合わせガラスを、各中間膜について30枚作製し、50℃のオーブン内に24時間放置した。放置後の合わせガラスにおいて、目視で発泡が観察された合わせガラスの枚数を確認し、下記の基準で判定した。
【0282】
[発泡試験Bによる発泡の状態の判定基準]
○○:目視で発泡が観察された合わせガラスは5枚以下であった
○:目視で発泡が観察された合わせガラスは6枚以上、10枚以下であった
△:目視で発泡が観察された合わせガラスは11枚以上、15枚以下であった
×:目視で発泡が観察された合わせガラスは16枚以上であった
【0283】
(7)試験法Aによる弾性率G’の測定
実施例及び比較例の合わせガラス用中間膜の第1の層に含まれる各ポリビニルアセタール樹脂(第1の層に用いるポリビニルアセタール樹脂)100重量部と、可塑剤としてトリエチレングリコールジ−2−エチルヘキサノエート(3GO)60重量部とを充分に混練し、混練物を得た。得られた混練物をプレス成型機でプレス成型して、平均厚さが0.35mmの樹脂膜Aを得た。得られた樹脂膜Aを25℃及び相対湿度30%の条件で2時間放置した。2時間放置した後に、TAINSTRUMENTS社製のARES−G2を用いて、粘弾性を測定した。治具として、直径8mmのパラレルプレートを用いた。3℃/分の降温速度で100℃から−10℃まで温度を低下させる条件、及び周波数1Hz及び歪1%の条件で測定を行った。得られた測定結果において、損失正接のピーク温度をガラス転移温度Tg(℃)とした。また、得られた測定結果とガラス転移温度Tgとから、(Tg+30)℃での弾性率G’(Tg+30)の値と、(Tg+80)℃での弾性率G’(Tg+80)の値とを読み取った。また、比(G’(Tg+80)/G’(Tg+30))を求めた。
【0284】
上記比(G’(Tg+80)/G’(Tg+30))が0.65以上である場合を「○」、上記比(G’(Tg+80)/G’(Tg+30))が0.65未満である場合を「×」と判定した。
【0285】
(8)試験法Bによる弾性率G’の測定
実施例及び比較例の合わせガラス用中間膜を恒温恒湿室(湿度30%(±3%)、温度23℃)に1ヶ月間保管した。1ヶ月間保管した後すぐに、表面層と中間層と表面層とを剥離することにより、中間層を取り出した。2枚のポリエチレンテレフタレート(PET)フィルムの間に配置された型枠(縦2cm×横2cm×厚み0.76mm)内に、剥離された中間層1gを置き、温度150℃、プレス圧0kg/cm2で10分間予熱した後、80kg/cm2で15分間プレス成型した。予め20℃に設定したハンドプレス機に、プレス成型された中間層を配置し、10MPaで10分間プレスすることにより冷却した。次いで、2枚のPETフィルムの間に配置された型枠から、1枚のPETフィルムを剥離し、恒温恒湿室(湿度30%(±3%)、温度23℃)で24時間保管した後、TAINSTRUMENTS社製のARES−G2を用いて、粘弾性を測定した。治具として、直径8mmのパラレルプレートを用いた。3℃/分の降温速度で100℃から−10℃まで温度を低下させる条件、及び周波数1Hz及び歪1%の条件で測定を行った。得られ
た測定結果において、損失正接のピーク温度をガラス転移温度Tg(℃)とした。また、得られた測定結果とガラス転移温度Tgとから、(Tg+30)℃での弾性率G’(Tg+30)の値と、(Tg+80)℃での弾性率G’(Tg+80)の値とを読み取った。また、比(G’(Tg+80)/G’(Tg+30))を求めた。
【0286】
上記比(G’(Tg+80)/G’(Tg+30))が0.65以上である場合を「○」、上記比(G’(Tg+80)/G’(Tg+30))が0.65未満である場合を「×」と判定した。
【0287】
(9)絶対分子量及び分子量yの測定
(絶対分子量の測定)
上述した合成例1に記載の高分子量成分X,Yの割合を求めるための絶対分子量及びポリスチレン換算分子量は、得られた多層中間膜から表面層と中間層とを剥離して、以下のようにして求めた値である。
【0288】
絶対分子量を測定するために、まず多層中間膜を恒温恒湿室(湿度30%(±3%)、温度23℃)に1ヶ月放置した。1ヶ月放置後、多層中間膜から表面層と中間層とを剥離した。剥離された中間層をテトラヒドロフラン(THF)に溶解させ、0.1重量%の溶液を調製した。得られた溶液をGel Permeation Chromatography(GPC)装置(日立ハイテク社製「RI:L2490、オートサンプラー:L−2200、ポンプ:L−2130、カラムオーブン:L−2350、カラム:GL−A120−SとGL−A100MX−Sの直列」)により分析した。また、このGPC装置にはGPC用光散乱検出器(VISCOTEK社製「Model270(RALS+VISCO)」)が接続されており、各検出器によるクロマトグラムの分析ができる。RI検出器及びRALS検出器のクロマトグラムにおけるポリビニルアセタール樹脂成分のピークを、解析ソフト(OmniSEC)を用いて解析することにより、ポリビニルアセタール樹脂の各溶出時間における絶対分子量を求めた。RI検出器で検出されるポリビニルアセタール樹脂のピーク面積に占める、ポリビニルアセタール樹脂の絶対分子量が100万以上となる領域の面積の割合を百分率(%)で表した。
【0289】
クロマトグラムにおける各成分のピークには以下の式が成り立つ。
【0290】
ARI=c×(dn/dc)×KRI ・・・式(1)
ARALS=c×M×(dn/dc)2×KRALS ・・・式(2)
ここで、cは溶液中のポリマー濃度、(dn/dc)は屈折率増分、Mは絶対分子量、Kは装置定数である。
【0291】
具体的な測定手順として、まず、c、M、および(dn/dc)が既知であるポリスチレン標準試料(VISCOTEK社製 PolyCAL(登録商標) TDS−PS−NB Mw=98390 dn/dc=0.185)を用い、0.1重量%のTHF溶液を調製する。得られたポリスチレン溶液のGPC測定結果から式(1)及び(2)を用いて、各検出器の装置定数Kを求める。
【0292】
次に、剥離した中間層をTHFに溶解させ、THF溶液を調製する。得られたポリビニルアセタール樹脂溶液のGPC測定結果から式(1)及び(2)を用いて、ポリビニルアセタール樹脂の絶対分子量Mを求めた。
【0293】
ただし、中間層(ポリビニルアセタール樹脂と可塑剤とを含む)について分析を行うためには、ポリビニルアセタール樹脂溶液中のポリビニルアセタール樹脂の濃度を求める必要がある。ポリビニルアセタール樹脂の濃度の求め方は、以下の可塑剤の含有量の測定の
結果から計算した。
【0294】
可塑剤の含有量の測定:
可塑剤の含有量が、10重量%、15重量%、20重量%、25重量%、30重量%、35重量%、40重量%、45重量%及び50重量%となるように、THFに可塑剤を溶解させ、可塑剤−THF溶液を調製した。得られた可塑剤−THF溶液をGPC測定し、可塑剤のピーク面積を求めた。可塑剤の濃度に対し可塑剤のピーク面積をプロットし、近似直線を得た。次に、中間層をTHFに溶解させたTHF溶液をGPC測定し、可塑剤のピーク面積から近似直線を用いることにより、可塑剤の含有量を求めた。
【0295】
(分子量yの測定)
上記絶対分子量の測定方法と同様にして、ゲルパーミエーションクロマトグラフィー(GPC)によるポリスチレン換算分子量を測定して、RI検出器で検出されるピーク面積(GPCの測定結果)のうち、分子量が100万以上の領域に相当する面積の割合から、ポリビニルアセタール樹脂に占める、分子量yが100万以上である高分子量成分Yの割合(%)を算出した。
【0296】
ポリスチレン換算分子量を測定するために、分子量既知のポリスチレン標準試料のGPC測定を行う。ポリスチレン標準試料(昭和電工社製「Shodex Standard
SM−105」、「Shodex Standard SH−75」)としては、重量平均分子量580、1,260、2,960、5,000、10,100、21,000、28,500、76,600、196,000、630,000、1,130,000、2,190,000、3,150,000、3,900,000の14試料を用いた。それぞれの標準試料ピークのピークトップが示す溶出時間に対して重量平均分子量をプロットし得られる近似直線を検量線として使用した。恒温恒湿室(湿度30%(±3%)、温度23℃)に1ヶ月放置した多層中間膜から表面層と中間層とを剥離した。剥離された中間層をテトラヒドロフラン(THF)に溶解させ、0.1重量%の溶液を調製した。得られた溶液をGPC装置により分析し、中間層中のポリビニルアセタール樹脂のピーク面積を測定した。次いで、中間層中のポリビニルアセタール樹脂の溶出時間と検量線から、中間層中のポリビニルアセタール樹脂のポリスチレン換算分子量が100万以上の領域に相当する面積を算出した。中間層中のポリビニルアセタール樹脂のポリスチレン換算分子量が100万以上の領域に相当する面積を、中間層中のポリビニルアセタール樹脂のピーク面積で除算した値を百分率(%)で表すことにより、上記ポリビニルアセタール樹脂に占める、上記分子量yが100万以上である高分子量成分Yの割合(%)を算出した。
【0297】
結果を下記の表1,2に示す。
【0298】
【表1】
【0299】
【表2】
【0300】
上記表1,2に示すように、実施例1〜4,6〜8及び比較例2の合わせガラス用中間膜では、第1の層を構成するポリビニルアセタール樹脂と第1の層を構成する可塑剤とを上記表1の含有量で含む樹脂膜B(第1の層)を用いて、多層中間膜の各層間で可塑剤を移行させた後、該樹脂膜B(第1の層)の弾性率G’を測定した結果、該樹脂膜Bの比(G’(Tg+80)/G’(Tg+30))は、第1の層に含まれているポリビニルアセタール樹脂100重量部と3GO60重量部とを含む樹脂膜Aの比(G’(Tg+80)/G’(Tg+30))とほぼ同様であった。
【0301】
(実施例9)
合成例1で合成されたポリビニルブチラール樹脂Aポリビニルブチラール樹脂(アセタール基の炭素数4、平均重合度3000、水酸基の含有率22.5モル%、アセチル化度12.8モル%、ブチラール化度64.7モル%)100重量部と、第1の可塑剤であるアジピン酸ビス(2−ブトキシエチル)42重量部と、第2の可塑剤であるトリエチレングリコールジ−2−エチルヘキサノエート18重量部とをミキシングロールで充分に混練し、組成物を得た。なお、用いたポリビニルブチラール樹脂は、n−ブチルアルデヒドによりアセタール化されているポリビニルブチラール樹脂である。
【0302】
2枚のフッ素樹脂シートの間に、厚み0.8mmのクリアランス板を介して、得られた組成物を挟み込み、150℃にてプレス成形して、厚み0.8mmの中間膜Aを得た。
【0303】
(実施例10〜12及び比較例3)
下記の表3に示すポリビニルブチラール樹脂と可塑剤とを用いて、実施例9と同様にして、中間膜Aを作製した。なお、用いたポリビニルブチラール樹脂は、n−ブチルアルデヒドによりアセタール化されているポリビニルブチラール樹脂である。また、実施例10〜12及び比較例3において、第1の層に用いたポリビニルアセタール樹脂は、合成例1で合成されたポリビニルブチラール樹脂Aである。
【0304】
(実施例13)
合成例1で合成されたポリビニルブチラール樹脂A(アセタール基の炭素数4、平均重合度3000、水酸基の含有率22.5モル%、アセチル化度12.8モル%、ブチラール化度64.7モル%)100重量部と、第1の可塑剤であるアジピン酸ビス(2−ブトキシエチル)10重量部と、第2の可塑剤であるトリエチレングリコールジ−2−エチルヘキサノエート50重量部とをミキシングロールで充分に混練し、遮音層用組成物を得た。なお、用いたポリビニルブチラール樹脂は、n−ブチルアルデヒドによりアセタール化されているポリビニルブチラール樹脂である。
【0305】
2枚のフッ素樹脂シートの間に、厚み0.1mmのクリアランス板を介して、得られた遮音層用組成物を挟み込み、150℃にてプレス成形して、厚み0.1mmの中間膜B1(第1の層、遮音層)を得た。
【0306】
ポリビニルブチラール樹脂(アセタール基の炭素数4、平均重合度3000、水酸基の含有率30.5モル%、アセチル化度1モル%、ブチラール化度68.5モル%)100重量部と、トリエチレングリコールジ−2−エチルヘキサノエート40重量部とをミキシングロールで充分に混練し、保護層用組成物を得た。なお、用いたポリビニルブチラール樹脂は、n−ブチルアルデヒドによりアセタール化されているポリビニルブチラール樹脂である。
【0307】
2枚のフッ素樹脂シートの間に、厚み0.35mmのクリアランス板を介して、得られた保護層用組成物を挟み込み、150℃にてプレス成形して、厚み0.35mmの中間膜B2(第2の層、保護層)を得た。
【0308】
中間膜B2と中間膜B1と中間膜B2とをこの順に積層し、保護層/遮音層/保護層(第2の層/第1の層/第2の層)の積層構造を有する積層体を得た。2枚のフッ素樹脂シートの間に、厚み0.8mmのクリアランス板を介して、得られた積層体を150℃にてプレス成形して、厚み0.8mmの多層中間膜Bを得た。
【0309】
(実施例14,15)
遮音層用組成物における可塑剤の配合量を下記の表4に示すように変更したこと以外は実施例13と同様にして中間膜B1,B2を作製し、多層中間膜Bを得た。また、実施例
14,15において、第1の層に用いたポリビニルアセタール樹脂は、合成例1で合成されたポリビニルブチラール樹脂Aである。
【0310】
(実施例9〜15及び比較例3の評価)
実施例9〜15及び比較例3の中間膜について、下記の(1A),(1B)の評価項目について評価を行った。また、実施例9〜15及び比較例3の中間膜について、上記(4)ブリードアウトの評価を行った。さらに、実施例13〜15の中間膜及び該中間膜に用いるポリビニルアセタール樹脂について、上記(6)発泡試験A,B(発泡の状態)、上記(7)試験法Aによる弾性率G’の測定、上記(8)試験法Bによる弾性率G’の測定を行った。
【0311】
(1A)遮音性:周波数1Hzにおけるtanδの最大値を示す温度T1及びT2
実施例9〜12及び比較例3の中間膜Aを直径8mmの円形に切り抜いて、評価サンプルを得た。得られた評価サンプルの動的粘弾性を、粘弾性測定装置(レオメトリックス社製「ARES」)を用いて、せん断法にて、歪み量1.0%及び周波数1Hzの条件で、昇温速度3℃/分で動的粘弾性の温度分散測定を行うことにより、tanδを測定し、周波数1Hzにおけるtanδの最大値を示す温度T1を求めた。
【0312】
また、周波数1Hzにおけるtanδの最大値を示す温度を測定できるように、実施例13〜15の中間膜B1を得る際に、厚みを0.8mmに変更したこと以外は同様にして、中間膜B1−2を用意した。さらに、実施例13〜15の中間膜B2を得る際に、厚みを0.8mmに変更したこと以外は同様にして、中間膜B2−2を用意した。得られた中間膜B1−2,B2−2を直径8mmの円形に切り抜いて、評価サンプルを得た。
【0313】
中間膜B1−2を用いた評価サンプルの動的粘弾性を、上述の方法で測定し、周波数1Hzにおけるtanδの最大値を示す温度T1を求めた。また、中間膜B2−2を用いた評価サンプルの動的粘弾性を、上述の方法で測定し、周波数1Hzにおけるtanδの最大値を示す温度T2を求めた。
【0314】
(2A)遮音性:損失係数(Loss factor評価)
得られた中間膜A又は多層中間膜Bを、縦30mm×横320mmに切り出した。次に、2枚の透明なフロートガラス(縦25mm×横305mm×厚み2.0mm)の間に、中間膜A又は多層中間膜Bを挟み込み、真空ラミネーターにて90℃で30分間保持し、真空プレスし、積層体を得た。積層体において、ガラスからはみ出た中間膜A又は多層中間膜B部分を切り落とし、評価サンプルを得た。この評価サンプルについて、測定装置「SA−01」(リオン社製)を用いて、20℃の条件で中央加振法により損失係数を測定した。得られた損失係数の共振周波数の1次モード(100Hz近傍)での損失係数を評価した。
【0315】
結果を下記の表3,4に示す。
【0316】
【表3】
【0317】
【表4】
【0318】
上記表4に示すように、実施例13〜15の合わせガラス用中間膜では、第1の層を構成するポリビニルアセタール樹脂と第1の層を構成する可塑剤とを上記表1の含有量で含む樹脂膜B(第1の層)を用いて、多層中間膜の各層間で可塑剤を移行させた後、該樹脂膜B(第1の層)の弾性率G’を測定した結果、該樹脂膜Bの比(G’(Tg+80)/G’(Tg+30))は、第1の層に含まれているポリビニルアセタール樹脂100重量部と3GO60重量部とを含む樹脂膜Aの比(G’(Tg+80)/G’(Tg+30))とほぼ同様であった。
【符号の説明】
【0319】
1…合わせガラス
2A…中間膜
2…第1の層
2a…一方の表面
2b…他方の表面
11…合わせガラス
12…中間膜
13…第2の層
13a…外表面
14…第1の層
14a…一方の表面
14b…他方の表面
15…第2の層
15a…外表面
21…第1の合わせガラス構成部材
22…第2の合わせガラス構成部材
【技術分野】
【0001】
本発明は、熱可塑性樹脂と可塑剤とを含む合わせガラス用中間膜に関し、より詳細には、遮音性に優れた合わせガラスを得ることができる合わせガラス用中間膜、並びに該合わせガラス用中間膜を用いた合わせガラスに関する。
【背景技術】
【0002】
合わせガラスは、外部衝撃を受けて破損してもガラスの破片の飛散量が少なく、安全性に優れている。このため、上記合わせガラスは、自動車、鉄道車両、航空機、船舶及び建築物等に広く使用されている。上記合わせガラスは、一対のガラス板の間に中間膜を挟み込むことにより、製造されている。
【0003】
近年、合わせガラスを軽量化するために、合わせガラスの厚みを薄くすることが検討されている。しかし、合わせガラスの厚みを薄くすると、遮音性が低くなる。遮音性が低い合わせガラスを自動車のフロントガラス等に用いた場合には、風切り音又はワイパーの駆動音等の5000Hz程度の音域の音に対して、遮音性が充分に得られないという問題がある。
【0004】
そこで、中間膜の材料の変更により、合わせガラスの遮音性を高めることが検討されている。
【0005】
合わせガラス用中間膜の一例として、下記の特許文献1には、アセタール化度が60〜85モル%のポリビニルアセタール樹脂100重量部と、アルカリ金属塩及びアルカリ土類金属塩の内の少なくとも一種の金属塩0.001〜1.0重量部と、30重量部以上の可塑剤とを含む遮音層が開示されている。この遮音層は、単層で中間膜として、又は他の層と積層されて多層の中間膜として用いられ得る。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−070200号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記特許文献1に記載の中間膜を用いた合わせガラスでは、遮音性をある程度高めることができるものの、遮音性の更なる向上が求められている。
【0008】
また、中間膜により防音するための音として、車の騒音又は警笛の音等の空気音と、車のエンジンの振動による音等の固体音とがある。特許文献1に記載の中間膜を用いた合わせガラスでは、特に固体音の遮音性が充分に高くならないことがある。
【0009】
また、近年、合わせガラスの遮音性を高めるために、中間膜に過剰量の可塑剤を添加することも検討されている。中間膜に過剰量の可塑剤を添加することにより、合わせガラスの遮音性を改善できる。しかしながら、過剰量の可塑剤を用いた場合には、中間膜の表面に可塑剤がブリードアウトしたり、合わせガラスに発泡が生じたりすることがある。
【0010】
本発明の目的は、合わせガラスを構成するのに用いられた場合に、得られた合わせガラスの遮音性を高めることができる合わせガラス用中間膜、並びに該合わせガラス用中間膜を用いた合わせガラスを提供することである。
【0011】
本発明の限定的な目的は、合わせガラスを構成するのに用いられた場合に、得られた合わせガラスの遮音性及び耐貫通性を高めることができる合わせガラス用中間膜、並びに該合わせガラス用中間膜を用いた合わせガラスを提供することである。
【0012】
本発明のさらに限定的な目的は、遮音性が高いだけでなく、発泡の発生及び発泡の成長を抑制できる合わせガラスを得ることができる合わせガラス用中間膜、並びに該合わせガラス用中間膜を用いた合わせガラスを提供することである。
【課題を解決するための手段】
【0013】
本発明の広い局面によれば、第1の層のみの1層の構造、又は第1の層と該第1の層の少なくとも一方の表面に積層された第2の層との2層以上の積層構造を有する合わせガラス用中間膜であって、上記第1の層が、熱可塑性樹脂と、下記式(1)で表される第1の可塑剤とを含み、1層の構造又は2層以上の積層構造を有し、かつ上記第1の層がジエステル化合物である第2の可塑剤をさらに含むか、又は、2層以上の積層構造を有し、かつ上記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む、合わせガラス用中間膜が提供される。
【0014】
【化1】
【0015】
上記式(1)中、R1及びR2はそれぞれ、エーテル結合を少なくとも1つ有する有機基を表し、nは2〜8の整数を表す。
【0016】
本発明に係る合わせガラス用中間膜のある特定の局面では、上記式(1)中、R1及びR2はそれぞれ、炭素原子と酸素原子との総数が12以下である基である。
【0017】
本発明に係る合わせガラス用中間膜の他の特定の局面では、上記式(1)中、R1及びR2はそれぞれ、下記式(11)又は下記式(12)で表されるエーテル結合構造単位を少なくとも1つ有する。
【0018】
【化2】
【0019】
【化3】
【0020】
本発明に係る合わせガラス用中間膜のさらに他の特定の局面では、上記式(1)中、R1は、下記式(21)で表される基であり、かつR2は、下記式(26)で表される基である。
【0021】
【化4】
【0022】
上記式(21)中、R21は、炭素数1〜10のアルキル基を表し、R22は、炭素数1〜10のアルキレン基を表し、m1は1〜5の整数を表す。
【0023】
【化5】
【0024】
上記式(26)中、R26は、炭素数1〜10のアルキル基を表し、R27は、炭素数1〜10のアルキレン基を表し、m2は1〜5の整数を表す。
【0025】
中間膜が1層の構造又は2層以上の積層構造を有し、かつ上記第1の層がジエステル化合物である第2の可塑剤をさらに含む場合に、上記第1の層中の上記ジエステル化合物である第2の可塑剤は、下記式(51)で表される第2の可塑剤であることが好ましい。
【0026】
【化6】
【0027】
上記式(51)中、R51及びR52はそれぞれ、炭素数5〜10の有機基を表し、R53は、エチレン基、イソプロピレン基又はn−プロピレン基を表し、pは3〜10の整数を表す。
【0028】
中間膜が1層の構造又は2層以上の積層構造を有し、かつ上記第1の層がジエステル化合物である第2の可塑剤をさらに含む場合に、上記第1の層は、上記第1の可塑剤と上記第2の可塑剤とを、重量比で1:9〜8.5:1.5で含むことが好ましい。
【0029】
中間膜が2層以上の積層構造を有し、かつ上記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む場合に、上記第2の層中の上記可塑剤は、ジエステル化合物である第2の可塑剤であることが好ましい。上記第2の層中の上記ジエステル化合物である第2の可塑剤は、上記式(51)で表される第2の可塑剤であることが好ましい。
【0030】
中間膜が2層以上の積層構造を有し、かつ上記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む場合に、上記第1の層が、ジエステル化合物である第2の可塑剤をさらに含むことが好ましい。上記第1の層中の上記ジエステル化合物である第2の可塑剤は、上記式(51)で表される第2の可塑剤であることが好ましい。
【0031】
中間膜が2層以上の積層構造を有し、かつ上記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む場合に、上記第1の層が、ジエステル化合物である第2の可塑剤をさらに含み、かつ、上記第1の層が、上記第1の可塑剤と上記第2の可塑剤とを、重量比で1:9〜8.5:1.5で含むことが好ましい。
【0032】
中間膜が2層以上の積層構造を有し、かつ上記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む場合に、上記第2の層中の上記ポリビニルアセタール樹脂のアセタール基の炭素数は3又は4であり、アセタール化度は60〜75モル%であり、アセチル化度は0〜10モル%であることが好ましい。
【0033】
上記第1の層中の上記熱可塑性樹脂がポリビニルアセタール樹脂であることが好ましい。上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率は、25モル%以下であることが好ましい。
【0034】
上記第1の層中の上記ポリビニルアセタール樹脂はポリビニルアルコールをアセタール化することにより得られており、上記ポリビニルアルコールの平均重合度が2700〜5000であることが好ましい。
【0035】
本発明に係る合わせガラス用中間膜のさらに別の特定の局面では、上記第1の層中の上記熱可塑性樹脂が絶対分子量100万以上の高分子量成分を含み、かつ上記第1の層中の上記熱可塑性樹脂に占める、上記高分子量成分の割合が7.4%以上であるか、又は、上記第1の層中の上記熱可塑性樹脂がポリスチレン換算分子量100万以上の高分子量成分を含み、かつ上記第1の層中の上記熱可塑性樹脂に占める、上記高分子量成分の割合が9%以上である。
【0036】
本発明に係る合わせガラス用中間膜の他の特定の局面では、上記第1の層を樹脂膜として用いて、該樹脂膜の粘弾性を測定した場合に、該樹脂膜のガラス転移温度をTg(℃)としたときに、(Tg+80)℃での弾性率G’(Tg+80)の(Tg+30)℃での弾性率G’(Tg+30)に対する比(G’(Tg+80)/G’(Tg+30))が、0.65以上である。
【0037】
本発明に係る合わせガラス用中間膜のさらに他の特定の局面では、上記第1の層中の上記熱可塑性樹脂がポリビニルアセタール樹脂であり、上記第1の層に含まれる上記ポリビニルアセタール樹脂100重量部と、可塑剤としてトリエチレングリコールジ−2−エチルヘキサノエート(3GO)60重量部とを含む樹脂膜を用いて、該樹脂膜の粘弾性を測定した場合に、該樹脂膜のガラス転移温度をTg(℃)としたときに、(Tg+80)℃での弾性率G’(Tg+80)の(Tg+30)℃での弾性率G’(Tg+30)に対する比(G’(Tg+80)/G’(Tg+30))が、0.65以上である。
【0038】
本発明に係る合わせガラス用中間膜の別の特定の局面では、上記第1の層中の上記熱可塑性樹脂がポリビニルアセタール樹脂であり、上記第1の層中の上記ポリビニルアセタール樹脂は、平均重合度が3000を超えるポリビニルアルコール樹脂をアセタール化することにより得られている。
【0039】
本発明に係る合わせガラス用中間膜のある特定の局面では、上記第1の層中の上記熱可塑性樹脂がポリビニルアセタール樹脂であり、上記第1の層中の上記ポリビニルアセタール樹脂のアセチル化度が8モル%以上であるか、又は上記第1の層中の上記ポリビニルアセタール樹脂のアセチル化度が8モル%未満であり、かつアセタール化度が68モル%以上であることが好ましい。上記第1の層中の上記ポリビニルアセタール樹脂のアセチル化
度が8モル%以上であることが好ましい。さらに、上記第1の層中の上記ポリビニルアセタール樹脂のアセチル化度が8モル%未満であり、かつアセタール化度が68モル%以上であることも好ましい。
【0040】
本発明に係る合わせガラス用中間膜の他の特定の局面では、1層の構造又は2層以上の積層構造を有する合わせガラス用中間膜であって、上記熱可塑性樹脂と上記式(1)で表される第1の可塑剤と上記ジエステル化合物である第2の可塑剤とを含む上記第1の層が備えられる。
【0041】
本発明に係る合わせガラス用中間膜の他の特定の局面では、1層の構造を有する合わせガラス用中間膜であって、上記熱可塑性樹脂と上記式(1)で表される第1の可塑剤と上記ジエステル化合物である第2の可塑剤とを含む上記第1の層が備えられる。
【0042】
本発明に係る合わせガラス用中間膜のさらに他の特定の局面では、2層以上の積層構造を有する合わせガラス用中間膜であって、上記熱可塑性樹脂と上記式(1)で表される第1の可塑剤と上記ジエステル化合物である第2の可塑剤とを含む上記第1の層と、上記第1の層の少なくとも一方の表面に積層された上記第2の層とが備えられる。
【0043】
本発明に係る合わせガラス用中間膜のさらに他の特定の局面では、2層以上の積層構造を有する合わせガラス用中間膜であって、上記熱可塑性樹脂と上記式(1)で表される第1の可塑剤とを含む上記第1の層と、上記第1の層の少なくとも一方の表面に積層されており、かつ上記水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と上記可塑剤とを含む上記第2の層が備えられる。
【0044】
本発明に係る合わせガラス用中間膜の別の特定の局面では、2層以上の積層構造を有する合わせガラス用中間膜であって、上記第1の層中の上記熱可塑性樹脂がポリビニルアセタール樹脂であり、上記第2の層がポリビニルアセタール樹脂を含み、上記第1の層中の上記ポリビニルアセタール樹脂100重量部に対する上記可塑剤の含有量が50重量部以上であり、上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率が、上記第2の層中の上記ポリビニルアセタール樹脂の水酸基の含有率よりも低く、上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率と上記第2の層中の上記ポリビニルアセタール樹脂の水酸基の含有率との差が、9.2モル%以下であり、上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率と上記第2の層中の上記ポリビニルアセタール樹脂の水酸基の含有率との差が、8.5モル%を超え、9.2モル%以下である場合には、上記第1の層中の上記ポリビニルアセタール樹脂のアセチル化度が8モル%以下である。
【0045】
本発明に係る合わせガラスは、第1の合わせガラス構成部材と、第2の合わせガラス構成部材と、該第1,第2の合わせガラス構成部材の間に挟み込まれた中間膜とを備えており、該中間膜が、本発明に従って構成された合わせガラス用中間膜を含む。
【発明の効果】
【0046】
本発明に係る合わせガラス用中間膜は、1層の構造又は2層以上の積層構造を有し、第1の層が熱可塑性樹脂と式(1)で表される第1の可塑剤とを含み、更に中間膜が1層の構造又は2層以上の積層構造を有し、かつ上記第1の層がジエステル化合物である第2の可塑剤をさらに含むか、又は、中間膜が2層以上の積層構造を有し、かつ上記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含むので、本発明に係る合わせガラス用中間膜を用いた合わせガラスの遮音性を高めることができる。
【図面の簡単な説明】
【0047】
【図1】図1は、本発明の第1の実施形態に係る合わせガラス用中間膜を模式的に示す部分切欠断面図である。
【図2】図2は、本発明の第2の実施形態に係る合わせガラス用中間膜を模式的に示す部分切欠断面図である。
【図3】図3は、図1に示す合わせガラス用中間膜を用いた合わせガラスの一例を模式的に示す部分切欠断面図である。
【図4】図4は、図2に示す合わせガラス用中間膜を用いた合わせガラスの一例を模式的に示す部分切欠断面図である。
【図5】図5は、第1の層に含まれるポリビニルアセタール樹脂と、トリエチレングリコールジ−2−エチルヘキサノエートとを含む樹脂膜を用いて、該樹脂膜の粘弾性を測定した場合の損失正接tanδと温度との関係及び弾性率G’と温度との関係を説明するための図である。
【発明を実施するための形態】
【0048】
以下、本発明の詳細を説明する。
【0049】
本発明に係る合わせガラス用中間膜は、第1の層のみの1層の構造、又は第1の層と該第1の層の少なくとも一方の表面に積層された第2の層との2層以上の積層構造を有する。本発明に係る合わせガラス用中間膜では、上記第1の層は、熱可塑性樹脂と下記式(1)で表される第1の可塑剤とを含む。
【0050】
本発明に係る合わせガラス用中間膜は、上記第1の層のみを備える単層の合わせガラス用中間膜であってもよく、上記第1の層と上記第2の層とを備える多層の合わせガラス用中間膜であってもよい。
【0051】
また、本発明に係る合わせガラス用中間膜では、上記第1の層は、熱可塑性樹脂と下記式(1)で表される第1の可塑剤とを含む。
【0052】
また、本発明に係る合わせガラス用中間膜では、(i)中間膜が1層の構造又は2層以上の積層構造を有し、かつ上記第1の層がジエステル化合物である第2の可塑剤をさらに含むか、又は、(ii)中間膜が2層以上の積層構造を有し、かつ上記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む。
【0053】
上記(i)の場合には、具体的には、中間膜が1層の構造又は2層以上の積層構造を有し、かつ第1の層が熱可塑性樹脂と式(1)で表される第1の可塑剤とジエステル化合物である第2の可塑剤とを含む。また、上記(i)の場合では、(i−1)中間膜が1層の構造を有し、かつ第1の層が熱可塑性樹脂と式(1)で表される第1の可塑剤とジエステル化合物である第2の可塑剤とを含むか、又は(i−2)中間膜が2層以上の積層構造を有し、かつ第1の層が熱可塑性樹脂と式(1)で表される第1の可塑剤とジエステル化合物である第2の可塑剤とを含む。(i−2)の場合では、上記第2の層に含まれている成分は特に限定されないが、上記第2の層は、熱可塑性樹脂を含むことが好ましく、熱可塑性樹脂と可塑剤とを含むことがより好ましく、ポリビニルアセタール樹脂と可塑剤とを含むことが更に好ましい。
【0054】
【化7】
【0055】
上記式(1)中、R1及びR2はそれぞれ、エーテル結合を少なくとも1つ有する有機基を表し、nは2〜8の整数を表す。
【0056】
本発明に係る合わせガラス用中間膜は、上述の構成を備えているので、合わせガラスを構成するのに用いられた場合に、得られた合わせガラスの遮音性を高めることができる。また、本発明に係る合わせガラス用中間膜が2層以上の積層構造を有する多層の合わせガラス用中間膜である場合に、該多層の中間膜は、上述の構成を備えているので、合わせガラスを構成するのに用いられた場合に、得られた合わせガラスの遮音性及び耐貫通性を高めることができる。特に、上記(ii)中間膜が2層以上の積層構造を有し、かつ上記第2の層が上記水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と上記可塑剤とを含む場合や、上記(i−2)中間膜が2層以上の積層構造を有し、かつ上記第1の層が上記熱可塑性樹脂と上記式(1)で表される第1の可塑剤と上記ジエステル化合物である第2の可塑剤とを含む場合には、合わせガラスの遮音性及び耐貫通性を効果的に高めることができる。
【0057】
また、特に上記式(1)で表される第1の可塑剤により、比較的低温(0℃付近)での遮音性が高くなり、かつ上記ジエステル化合物である第2の可塑剤により、比較的高温(20℃付近)での遮音性が高くなる。従って、上記式(1)で表される第1の可塑剤と上記ジエステル化合物である第2の可塑剤との併用により、本発明に係る合わせガラス用中間膜を用いた合わせガラスにおいて、広い温度領域における遮音性を高めることができる。
【0058】
また、可塑剤として上記式(1)で表される第1の可塑剤のみを用いた場合には、可塑剤のブリードアウトが生じる傾向がある。特に中間膜が1層の構造を有し、かつ上記第1の層が、可塑剤として上記式(1)で表される第1の可塑剤のみを含む場合には、可塑剤がブリードアウトしたり、合わせガラスの耐貫通性が低くなったりする傾向がある。これに対して、上記第1の層において、上記式(1)で表される第1の可塑剤だけでなく上記ジエステル化合物である第2の可塑剤も用いることにより、可塑剤のブリードアウトを抑制できる。従って、可塑剤のブリードアウトを抑制する観点からは、上記第1の層は、上記式(1)で表される第1の可塑剤と、上記ジエステル化合物である第2の可塑剤とを含むことが好ましい。また、上記第1の可塑剤を含む第1の層に上記第2の層を積層して用いることによって、可塑剤のブリードアウトを抑制し、合わせガラスの耐貫通性も良好にすることができる。上記第2の層は、合わせガラス構成部材に対する接着性を高め、合わせガラスの耐貫通性を高めることに寄与する。特に、上記水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と上記可塑剤とを含む第2の層は、合わせガラスの耐貫通性を高めることに大きく寄与する。
【0059】
また、本明細書では、特許請求の範囲に記載の構成範囲に加えて、以下の構成範囲1〜28が開示される。
【0060】
構成範囲1:
第1の層のみの1層の構造、又は第1の層と該第1の層の少なくとも一方の表面に積層された第2の層との2層以上の積層構造を有する合わせガラス用中間膜であって、
前記第1の層が、熱可塑性樹脂と、下記式(1)で表される第1の可塑剤とを含み、
1層の構造又は2層以上の積層構造を有し、かつ前記第1の層がジエステル化合物である第2の可塑剤をさらに含むか、又は、2層以上の積層構造を有し、かつ前記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む、合わせガラス用中間膜。
【0061】
【化8】
【0062】
前記式(1)中、R1及びR2はそれぞれ、エーテル結合を少なくとも1つ有する有機基を表し、nは2〜8の整数を表す。
【0063】
構成範囲2:
前記式(1)中、R1及びR2はそれぞれ、炭素原子と酸素原子との総数が12以下である基である、構成範囲1に記載の合わせガラス用中間膜。
【0064】
構成範囲3:
前記式(1)中、R1及びR2はそれぞれ、下記式(11)又は下記式(12)で表されるエーテル結合構造単位を少なくとも1つ有する、構成範囲1又は2に記載の合わせガラス用中間膜。
【0065】
【化9】
【0066】
【化10】
【0067】
構成範囲4:
前記式(1)中、R1は、下記式(21)で表される基であり、かつR2は、下記式(26)で表される基である、構成範囲1〜3のいずれか1項に記載の合わせガラス用中間膜。
【0068】
【化11】
【0069】
前記式(21)中、R21は、炭素数1〜10のアルキル基を表し、R22は、炭素数
1〜10のアルキレン基を表し、m1は1〜5の整数を表す。
【0070】
【化12】
【0071】
前記式(26)中、R26は、炭素数1〜10のアルキル基を表し、R27は、炭素数1〜10のアルキレン基を表し、m2は1〜5の整数を表す。
【0072】
構成範囲5:
1層の構造又は2層以上の積層構造を有し、かつ前記第1の層がジエステル化合物である第2の可塑剤をさらに含む場合に、
前記第1の層中の前記ジエステル化合物である第2の可塑剤が、下記式(51)で表される第2の可塑剤である、構成範囲1〜4のいずれか1項に記載の合わせガラス用中間膜。
【0073】
【化13】
【0074】
前記式(51)中、R51及びR52はそれぞれ、炭素数5〜10の有機基を表し、R53は、エチレン基、イソプロピレン基又はn−プロピレン基を表し、pは3〜10の整数を表す。
【0075】
構成範囲6:
1層の構造又は2層以上の積層構造を有し、かつ前記第1の層がジエステル化合物である第2の可塑剤をさらに含む場合に、
前記第1の層は、前記第1の可塑剤と前記第2の可塑剤とを、重量比で1:9〜8.5:1.5で含む、構成範囲1〜5のいずれか1項に記載の合わせガラス用中間膜。
【0076】
構成範囲7:
2層以上の積層構造を有し、かつ前記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む場合に、
前記第2の層中の前記可塑剤が、ジエステル化合物である第2の可塑剤である、構成範囲1〜6のいずれか1項に記載の合わせガラス用中間膜。
【0077】
構成範囲8:
前記第2の層中の前記ジエステル化合物である第2の可塑剤が、下記式(51)で表される第2の可塑剤である、構成範囲7に記載の合わせガラス用中間膜。
【0078】
【化14】
【0079】
前記式(51)中、R51及びR52はそれぞれ、炭素数5〜10の有機基を表し、R53は、エチレン基、イソプロピレン基又はn−プロピレン基を表し、pは3〜10の整数を表す。
【0080】
構成範囲9:
2層以上の積層構造を有し、かつ前記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む場合に、
前記第1の層が、ジエステル化合物である第2の可塑剤をさらに含む、構成範囲1〜8のいずれか1項に記載の合わせガラス用中間膜。
【0081】
構成範囲10:
前記第1の層中の前記ジエステル化合物である第2の可塑剤が、下記式(51)で表される第2の可塑剤である、構成範囲9に記載の合わせガラス用中間膜。
【0082】
【化15】
【0083】
前記式(51)中、R51及びR52はそれぞれ、炭素数5〜10の有機基を表し、R53は、エチレン基、イソプロピレン基又はn−プロピレン基を表し、pは3〜10の整数を表す。
【0084】
構成範囲11:
2層以上の積層構造を有し、かつ前記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む場合に、
前記第1の層が、ジエステル化合物である第2の可塑剤をさらに含み、かつ、前記第1の層が、前記第1の可塑剤と前記第2の可塑剤とを、重量比で1:9〜8.5:1.5で含む、構成範囲1〜10のいずれか1項に記載の合わせガラス用中間膜。
【0085】
構成範囲12:
2層以上の積層構造を有し、かつ前記第2の層が水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む場合に、
前記第2の層中の前記ポリビニルアセタール樹脂のアセタール基の炭素数は3又は4であり、アセタール化度は60〜75モル%であり、アセチル化度は0〜10モル%である、構成範囲1〜11のいずれか1項に記載の合わせガラス用中間膜。
【0086】
構成範囲13:
前記第1の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂である、構成範囲1〜12のいずれか1項に記載の合わせガラス用中間膜。
【0087】
構成範囲14:
前記第1の層中の前記ポリビニルアセタール樹脂の水酸基の含有率が、25モル%以下である、構成範囲13に記載の合わせガラス用中間膜。
【0088】
構成範囲15:
前記第1の層中の前記ポリビニルアセタール樹脂はポリビニルアルコールをアセタール化することにより得られており、前記ポリビニルアルコールの平均重合度が2700〜5000である、構成範囲13又は14に記載の合わせガラス用中間膜。
【0089】
構成範囲16:
前記第1の層中の前記熱可塑性樹脂が絶対分子量100万以上の高分子量成分を含み、かつ前記第1の層中の前記熱可塑性樹脂に占める、前記高分子量成分の割合が7.4%以上であるか、又は、前記第1の層中の前記熱可塑性樹脂がポリスチレン換算分子量100万以上の高分子量成分を含み、かつ前記第1の層中の前記熱可塑性樹脂に占める、前記高分子量成分の割合が9%以上である、構成範囲1〜15のいずれか1項に記載の合わせガラス用中間膜。
【0090】
構成範囲17:
前記第1の層を樹脂膜として用いて、該樹脂膜の粘弾性を測定した場合に、該樹脂膜のガラス転移温度をTg(℃)としたときに、(Tg+80)℃での弾性率G’(Tg+80)の(Tg+30)℃での弾性率G’(Tg+30)に対する比(G’(Tg+80)/G’(Tg+30))が、0.65以上である、構成範囲1〜16のいずれか1項に記載の合わせガラス用中間膜。
【0091】
構成範囲18:
前記第1の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂であり、
前記第1の層に含まれる前記ポリビニルアセタール樹脂100重量部と、可塑剤としてトリエチレングリコールジ−2−エチルヘキサノエート(3GO)60重量部とを含む樹脂膜を用いて、該樹脂膜の粘弾性を測定した場合に、該樹脂膜のガラス転移温度をTg(℃)としたときに、(Tg+80)℃での弾性率G’(Tg+80)の(Tg+30)℃での弾性率G’(Tg+30)に対する比(G’(Tg+80)/G’(Tg+30))が、0.65以上である、構成範囲1〜17のいずれか1項に記載の合わせガラス用中間膜。
【0092】
構成範囲19:
前記第1の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂であり、
前記第1の層中の前記ポリビニルアセタール樹脂は、平均重合度が3000を超えるポリビニルアルコール樹脂をアセタール化することにより得られている、構成範囲1〜18のいずれか1項に記載の合わせガラス用中間膜。
【0093】
構成範囲20:
前記第1の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂であり、
前記第1の層中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%以上であるか、又は前記第1の層中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%未満であり、かつアセタール化度が68モル%以上である、構成範囲1〜19のいずれか1項に記載の合わせガラス用中間膜。
【0094】
構成範囲21:
前記第1の層中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%以上である、構成範囲20に記載の合わせガラス用中間膜。
【0095】
構成範囲22:
前記第1の層中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%未満であり、かつアセタール化度が68モル%以上である、構成範囲20に記載の合わせガラス用中間膜。
【0096】
構成範囲23:
1層の構造又は2層以上の積層構造を有する合わせガラス用中間膜であって、
前記熱可塑性樹脂と前記式(1)で表される第1の可塑剤と前記ジエステル化合物である第2の可塑剤とを含む前記第1の層を備える、構成範囲1〜22のいずれか1項に記載の合わせガラス用中間膜。
【0097】
構成範囲24:
1層の構造を有する合わせガラス用中間膜であって、
前記熱可塑性樹脂と前記式(1)で表される第1の可塑剤と前記ジエステル化合物である第2の可塑剤とを含む前記第1の層を備える、構成範囲23に記載の合わせガラス用中間膜。
【0098】
構成範囲25:
2層以上の積層構造を有する合わせガラス用中間膜であって、
前記熱可塑性樹脂と前記式(1)で表される第1の可塑剤と前記ジエステル化合物である第2の可塑剤とを含む前記第1の層と、
前記第1の層の少なくとも一方の表面に積層された前記第2の層とを備える構成範囲23に記載の合わせガラス用中間膜。
【0099】
構成範囲26:
2層以上の積層構造を有する合わせガラス用中間膜であって、
前記熱可塑性樹脂と前記式(1)で表される第1の可塑剤とを含む前記第1の層と、
前記第1の層の少なくとも一方の表面に積層されており、かつ前記水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と前記可塑剤とを含む前記第2の層を備える、構成範囲1〜22のいずれか1項に記載の合わせガラス用中間膜。
【0100】
構成範囲27:
2層以上の積層構造を有する合わせガラス用中間膜であって、
前記第1の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂であり、
前記第2の層がポリビニルアセタール樹脂を含み、
前記第1の層中の前記ポリビニルアセタール樹脂100重量部に対する上記可塑剤の含有量が50重量部以上であり、
前記第1の層中の前記ポリビニルアセタール樹脂の水酸基の含有率が、前記第2の層中の前記ポリビニルアセタール樹脂の水酸基の含有率よりも低く、
前記第1の層中の前記ポリビニルアセタール樹脂の水酸基の含有率と前記第2の層中の前記ポリビニルアセタール樹脂の水酸基の含有率との差が、9.2モル%以下であり、
前記第1の層中の前記ポリビニルアセタール樹脂の水酸基の含有率と前記第2の層中の前記ポリビニルアセタール樹脂の水酸基の含有率との差が、8.5モル%を超え、9.2モル%以下である場合には、前記第1の層中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%以下である、構成範囲1〜22、25及び26のいずれか1項に記載の合わせガラス用中間膜。
【0101】
構成範囲28:
第1の合わせガラス構成部材と、
第2の合わせガラス構成部材と、
前記第1,第2の合わせガラス構成部材の間に挟み込まれた中間膜とを備え、
前記単層又は多層の中間膜が、構成範囲1〜27のいずれか1項に記載の合わせガラス用中間膜を含む、合わせガラス。
【0102】
以下、図面を参照しつつ、本発明の具体的な実施形態及び実施例を説明することにより本発明を明らかにする。
【0103】
図1に、本発明の第1の実施形態に係る合わせガラス用中間膜を模式的に断面図で示す。
【0104】
図1に示す中間膜12は、2層以上の積層構造を有し、より詳細には3層以上の積層構造を有し、多層の中間膜である。具体的には、中間膜12は、3層の積層構造を有する。中間膜12は、合わせガラスを得るために用いられる。中間膜12は、合わせガラス用中間膜である。中間膜12は、第1の層14(中間膜)と、第1の層14の一方の表面14a(第1の表面)に積層された第2の層13(中間膜)と、第1の層14の他方の表面14b(第2の表面)に積層された第2の層15(中間膜)とを備える。
【0105】
第1の実施形態では、第1の層14は、熱可塑性樹脂と、上記式(1)で表される第1の可塑剤とを含む。上記熱可塑性樹脂は、ポリビニルアセタール樹脂であることが好ましい。中間膜12では、第1の層14は中間層である。該第1の層は中間層であることが好ましい。上記第1の層は、熱可塑性樹脂と、上記式(1)で表される第1の可塑剤とを含むので、上記第1の層の遮音性は高い。上記第1の層は、例えば合わせガラスにおいて遮音層として用いることができる。
【0106】
第2の層13,15はいずれも、水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む。但し、第2の層13が、水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含む場合に、第2の層15はこれらの成分を含んでいなくてもよい。中間膜12では、第2の層13,15は表面層である。上記第2の層は表面層であることが好ましい。上記第2の層は、例えば合わせガラスにおいて保護層として用いることができる。
【0107】
なお、第2の層13,15は、水酸基の含有率が25〜40モル%であるポリビニルアセタール樹脂と可塑剤とを含むが、第1の層14が熱可塑性樹脂と上記式(1)で表される第1の可塑剤とに加えて、上記ジエステル化合物である第2の可塑剤をさらに含む場合には、第2の層13,15に含まれている成分は特に限定されない。第1の層14が熱可塑性樹脂と上記式(1)で表される第1の可塑剤とに加えて、上記ジエステル化合物である第2の可塑剤をさらに含む場合には、第2の層13,15は熱可塑性樹脂を含むことが好ましく、熱可塑性樹脂と可塑剤とを含むことがより好ましく、ポリビニルアセタール樹脂と可塑剤とを含むことが更に好ましい。
【0108】
2層以上の積層構造を有する多層の合わせガラス用中間膜である場合に、本発明に係る合わせガラス用中間膜では、第1の層の少なくとも一方の表面に第2の層が積層されていればよく、第1の層の一方の表面のみに第2の層が積層されていてもよく、第1の層の一方の表面(第1の表面)と他方の表面(第2の表面)とに第2の層が積層されていてもよい。すなわち、第1の層の両面に2つの第2の層が1つずつ積層されていてもよい。第1の層の両面に第2の層が積層されている場合には、該第2の層は同一であってもよく、異なっていてもよい。さらに、第1の層の一方の表面のみに第2の層が積層されている場合に、第1の層の他方の面に上記第2の層とは異なる層が積層されていてもよく、例えば、第1の層の他方の面に金属酸化物粒子などの遮熱粒子を含む層が積層されていてもよい。
【0109】
2層以上の積層構造を有する多層の合わせガラス用中間膜である場合に、本発明に係る合わせガラス用中間膜は、少なくとも1つの第1の層と、少なくとも1つの第2の層とを備えており、第1の層と第2の層とを備える。上記中間膜は、必要に応じて、上述した第1,第2の層以外の他の層を更に含んでいてもよい。例えば、金属酸化物粒子などの遮熱粒子を含む層の使用により、遮熱性を高めることができる。
【0110】
図2に、本発明の第2の実施形態に係る合わせガラス用中間膜を模式的に断面図で示す。
【0111】
図2に示す中間膜2Aは、第1の層2を備える。中間膜2Aは第1の層2のみの1層の構造を有し、単層の中間膜である。中間膜2Aは、第1の層2である。中間膜2Aは、合わせガラスを得るために用いられる。中間膜2Aは、合わせガラス用中間膜である。
【0112】
中間膜2A及び第1の層2は、上記熱可塑性樹脂と、上記式(1)で表される第1の可塑剤と、上記ジエステル化合物である第2の可塑剤とを含む。上記熱可塑性樹脂は、ポリビニルアセタール樹脂であることが好ましい。このように、1層の構造を有する中間膜2Aでは、第1の層2が、上記熱可塑性樹脂と上記式(1)で表される第1の可塑剤とに加えて、上記ジエステル化合物である第2の可塑剤をさらに含む。
【0113】
ところで、遮音性が高められた多層構造を有する合わせガラス用中間膜では、合わせガラスに発泡が生じやすいという問題がある。このような問題に対して、本発明者らは、多層構造を有する合わせガラス用中間膜では、各層間で可塑剤が移行し、この結果、可塑剤の含有量が多い層が形成されること、例えば、第2の層から第1の層に可塑剤が移行し、この結果、第1の層の可塑剤の含有量が多くなることを見出した。さらに、可塑剤の含有量が多い層が形成されると、すなわち第1の層中の可塑剤の含有量が多くなると、合わせガラス用中間膜を用いた合わせガラスに発泡が生じやすくなり、更に発泡が一旦生じると、生じた発泡が核となって発泡が成長することも見出した。
【0114】
合わせガラスにおける発泡の発生及び発泡の成長を抑制する観点からは、上記第1の層中の上記ポリビニルアセタール樹脂100重量部に対する全ての可塑剤の含有量の合計が50重量部以上であり、上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率が、上記第2の層中の上記ポリビニルアセタール樹脂の水酸基の含有率よりも低く、上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率と上記第2の層中の上記ポリビニルアセタール樹脂の水酸基の含有率との差(以下、含有率差(1−2)と記載することがある)が、9.2モル%以下であり、更に上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率と上記第2の層中の上記ポリビニルアセタール樹脂の水酸基の含有率との差(含有率差(1−2))が、8.5モル%を超え、9.2モル%以下である場合には、上記第1の層中の上記ポリビニルアセタール樹脂のアセチル化度が8モル%以下であることが好ましい。上記含有率差(1−2)は、8.5モル%を超えかつ9.2モル%以下であってもよく、更に8.5モル%以下であってもよい。
【0115】
本発明者らは、上記発泡の発生及び発泡の成長を抑制するために鋭意検討した結果、上記第1,第2の層中のポリビニルアセタール樹脂の各水酸基の含有率を上記のように制御することにより、合わせガラスにおける発泡の発生及び発泡の成長を充分に抑制できることを見出した。可塑剤の移行を抑制でき、かつ合わせガラスにおける発泡の発生及び発泡の成長を充分に抑制できるため、各層の可塑剤の含有量、特に上記第1の層中の可塑剤の含有量を多くすることができる。このため、合わせガラスの遮音性をより一層高めることができる。
【0116】
なお、上記第1の層中の上記ポリビニルアセタール樹脂100重量部に対する全ての可塑剤の含有量の合計の含有量が、上記第2の層中の上記ポリビニルアセタール樹脂100重量部に対する上記可塑剤の含有量よりも多いと、発泡がより一層生じやすい傾向がある。さらに、発泡が一旦生じると、発生した発泡が核となり、発泡が成長する傾向がある。これに対して、上記第1,第2の層中のポリビニルアセタール樹脂の各水酸基の含有率を上記のように制御することにより、合わせガラスにおける発泡の発生及び発泡の成長を充分に抑制できる。
【0117】
合わせガラスにおける発泡の発生及び発泡の成長をより一層抑制する観点からは、上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率と上記第2の層中の上記ポリビニルアセタール樹脂の各水酸基の含有率との差(含有率差(1−2))の好ましい下限は0.1モル%、より好ましい下限は1モル%、更に好ましい下限は2モル%、好ましい上限は8.5モル%、より好ましい上限は7.8モル%、更に好ましい上限は7モル%、特に好ましい上限は5.6モル%である。合わせガラスにおける発泡の発生及び発泡の成長を更に一層抑制することができることから、上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率と上記第2の層中の上記ポリビニルアセタール樹脂の各水酸基の含有率との差(含有率差(1−2))は好ましくは5モル%以下、より好ましくは4.5モル%以下、より一層好ましくは4モル%以下、更に好ましくは3.5モル%以下である。
【0118】
また、上記第1の層中の上記熱可塑性樹脂は、絶対分子量100万以上の高分子量成分(以下、高分子量成分Xと記載することがある)を含むか、又は上記第1の層中の上記熱可塑性樹脂は、ポリスチレン換算分子量(以下、分子量yと記載することがある)100万以上の高分子量成分(以下、高分子量成分Yと記載することがある)を含むことが好ましい。該高分子量成分X,Yは、熱可塑性樹脂である。上記第1の層中の上記熱可塑性樹脂に占める、上記高分子量成分Xの割合が7.4%以上であるか、又は上記第1の層中の上記熱可塑性樹脂に占める、上記高分子量成分Yの割合が9%以上であることが好ましい。
【0119】
上記第1の層中の上記熱可塑性樹脂が絶対分子量100万以上の高分子量成分Xを上記特定の割合で含むことで、合わせガラスに発泡が生じるのを抑制できる。上記第1の層中の上記熱可塑性樹脂の分子量yが100万以上である高分子量成分Yを上記特定の割合で含んでいても、合わせガラスに発泡が生じるのを抑制できる。
【0120】
なお、上記第1の層中の上記熱可塑性樹脂に占める、上記高分子量成分Xの割合は、上記絶対分子量を測定する際に得られる熱可塑性樹脂成分のピーク面積に占める、上記高分子量成分Xに相当する領域の面積の割合を百分率(%)で表した値で定義される。また、上記第1の層中の上記熱可塑性樹脂に占める、上記高分子量成分Yの割合は、上記ポリスチレン換算分子量を測定する際に得られる熱可塑性樹脂成分のピーク面積に占める、上記高分子量成分Yに相当する領域の面積の割合を百分率(%)で表した値で定義される。
【0121】
上記第2の層の組成は、上記第1の層の組成と異なることが好ましい。上記第2の層中の上記ポリビニルアセタール樹脂は、絶対分子量100万以上の高分子量成分Xを含み、かつ上記第2の層中の上記熱可塑性樹脂に占める、上記高分子量成分Xの割合が7.4%以上であってもよく、分子量yが100万以上である高分子量成分Yを含み、かつ上記第2の層中の上記熱可塑性樹脂に占める、上記高分子量成分Yの割合が9%以上であってもよい。
【0122】
合わせガラスの遮音性をより一層高め、かつ発泡の発生及び発泡の成長をより一層抑制する観点からは、上記第1の層中の上記熱可塑性樹脂に占める、絶対分子量100万以上
の高分子量成分Xの割合の好ましい下限は8%、より好ましい下限は8.5%、更に好ましい下限は9%、特に好ましい下限は9.5%、最も好ましい下限は10%である。合わせガラスの遮音性をより一層高め、かつ発泡の発生及び発泡の成長を更に一層抑制できることから、高分子量成分Xの割合は、好ましくは11%以上、より好ましくは12%以上、更に好ましくは14%以上、特に好ましくは16%以上である。上記高分子量成分Xの割合の上限は特に限定されないが、好ましい上限は40%、より好ましい上限は30%、更に好ましい上限は25%である。
【0123】
上記第1の層中の上記熱可塑性樹脂が、分子量yが100万以上である高分子量成分Yを含む場合には、高分子量成分Yを含む上記第1の層中の上記熱可塑性樹脂に占める、分子量yが100万以上である高分子量成分Yの割合の好ましい下限は10%、より好ましい下限は11%、更に好ましい下限は11.5%、特に好ましい下限は12%である。合わせガラスの遮音性をより一層高め、かつ発泡の発生及び発泡の成長を更に一層抑制できることから、高分子量成分Yの割合は、好ましくは12.5%以上、より好ましくは13.5%以上、更に好ましくは14%以上、特に好ましくは15%以上、最も好ましくは18%以上である。上記高分子量成分Yの割合の上限は特に限定されないが、好ましい上限は40%、より好ましい上限は30%、更に好ましい上限は25%である。高分子量成分Yの割合が上記下限以上であると、合わせガラスの遮音性をより一層高め、かつ発泡の発生及び発泡の成長をより一層抑制することができる。
【0124】
上記第1の層に含まれる上記ポリビニルアセタール樹脂100重量部と、可塑剤としてトリエチレングリコールジ−2−エチルヘキサノエート(3GO)60重量部とを含む樹脂膜Aを用いて、該樹脂膜Aの粘弾性を測定した場合(試験法A)に、該樹脂膜Aのガラス転移温度をTg(℃)としたときに、(Tg+80)℃での弾性率G’(Tg+80)の(Tg+30)℃での弾性率G’(Tg+30)に対する比(G’(Tg+80)/G’(Tg+30))が、0.65以上であることであることが好ましい。
【0125】
上記第1の層を樹脂膜Bとして用いて、該樹脂膜Bの粘弾性を測定した場合(試験法B)に、該樹脂膜Bのガラス転移温度をTg(℃)としたときに、(Tg+80)℃での弾性率G’(Tg+80)の(Tg+30)℃での弾性率G’(Tg+30)に対する比(G’(Tg+80)/G’(Tg+30))が、0.65以上であることも好ましい。
【0126】
上記試験法Bでは、上記第1の層が上記樹脂膜Bとして用いられ、上記第1の層自体が樹脂膜Bである。
【0127】
上記樹脂膜Bは、上記第1の層であり、上記熱可塑性樹脂と上記式(1)で表される第1の可塑剤と該第1の可塑剤とは別の他の可塑剤を含む場合には他の可塑剤とを上記第1の層中での重量比で含む。上記試験法Bでは、合わせガラス用中間膜において可塑剤を移行させた後に、上記弾性率G’(Tg+80)及び弾性率G’(Tg+30)を測定することが好ましい。上記試験法Bでは、合わせガラス用中間膜を湿度30%(±3%、温度23℃に1ヶ月間保管して、合わせガラス用中間膜において可塑剤を移行させた後に、上記弾性率G’(Tg+80)及び弾性率G’(Tg+30)を測定することがより好ましい。
【0128】
本発明者らは、上記発泡の発生及び発泡の成長を抑制するために鋭意検討した結果、上記試験法A又は上記試験法Bによる上記比(G’(Tg+80)/G’(Tg+30))が、0.65以上であることにより、合わせガラスにおける発泡の発生及び発泡の成長を充分に抑制できることも見出した。上記第1の層中の全ての可塑剤の合計の含有量が多くても、合わせガラスにおける発泡の発生及び発泡の成長を充分に抑制できるため、合わせガラスの遮音性を高めることができる。特に、上記比(G’(Tg+80)/G’(Tg
+30))が0.65以上であるように構成された上記第1の層の両面に上記第2の層が積層された合わせガラス用中間膜の使用により、合わせガラスにおける発泡の発生及び発泡の成長をより一層抑制できる。
【0129】
上記比(G’(Tg+80)/G’(Tg+30))は、0.65以上であり、好ましくは1.0以下である。上記比(G’(Tg+80)/G’(Tg+30))が0.65以上であると、かなり過酷な条件で又は長期間にわたり合わせガラスが保管されたとしても、合わせガラスにおける発泡の発生及び発泡の成長を十分に抑制できる。また、上記比(G’(Tg+80)/G’(Tg+30))が上記下限以上及び上記上限以下であると、かなり過酷な条件で又は長期間にわたり合わせガラスが保管されたとしても、合わせガラスにおける発泡の発生及び発泡の成長をより一層効果的に抑制できる。
【0130】
また、合わせガラスの遮音性を充分に高める観点からは、上記第1の層中の上記ポリビニルアセタール樹脂100重量部に対する全ての可塑剤の合計の含有量は40重量部以上であることが好ましい。上記第1の層の可塑剤の含有量が多くても、上記比(G’(Tg+80)/G’(Tg+30))が0.65以上であるように上記第1の層を構成することによって、合わせガラスにおける発泡の発生及び発泡の成長を抑制できる。
【0131】
上記ガラス転移温度Tg(℃)は、上記粘弾性の測定により得られた測定結果から得られる損失正接tanδのピーク温度を示す。合わせガラスにおける発泡の発生及び発泡の成長をより一層抑制する観点からは、上記比(G’(Tg+80)/G’(Tg+30))は、より好ましくは0.7以上、より好ましくは0.95以下であり、さらに好ましくは0.75以上、さらに好ましくは0.9以下である。特に、上記比(G’(Tg+80)/G’(Tg+30))をポリビニルアルコール樹脂の平均重合度で制御する場合、合わせガラスにおける発泡の発生及び発泡の成長を十分に抑制し、かつ合わせガラスの遮音性をより一層高めることができることから、上記比(G’(Tg+80)/G’(Tg+30))は、好ましくは0.65以上、より好ましくは0.66以上、更に好ましくは0.67以上、特に好ましくは0.7以上、好ましくは0.82以下、より好ましくは0.8以下である。更に、上記比(G’(Tg+80)/G’(Tg+30))が0.82以下、又は、0.8以下であると、中間膜を容易に成形することができる。
【0132】
上記試験法A又は上記試験法Bによる上記比(G’(Tg+80)/G’(Tg+30))を0.65以上にする方法としては、上記第1の層中のポリビニルアセタール樹脂を合成する際に、平均重合度が比較的高いポリビニルアルコール樹脂を使用する方法や、上記第1の層中のポリビニルアセタール樹脂の分子間の相互作用を強くする方法等が挙げられる。上記第1の層中のポリビニルアセタール樹脂の分子間の相互作用を強くする方法として、該ポリビニルアセタール樹脂の分子間を物理的に架橋する方法や、化学的に架橋する方法が挙げられる。なかでも、中間膜を押出機にて容易に成形することができることから、上記第1の層中のポリビニルアセタール樹脂を合成する際に、平均重合度が比較的高いポリビニルアルコール樹脂を使用する方法や上記第1の層中のポリビニルアセタール樹脂の分子間を物理的に架橋する方法が好ましい。
【0133】
上記粘弾性の測定により得られる損失正接tanδと温度との関係及び弾性率G’と温度との関係の一例を、図5を用いて説明する。
【0134】
損失正接tanδと温度とは、図5に示すような関係にある。損失正接tanδのピークPにおける温度がガラス転移温度Tgである。
【0135】
また、図5に示す破線A2の弾性率G’におけるガラス転移温度Tgと、実線A1の弾性率G’におけるガラス転移温度Tgとは同じ温度である。例えば、弾性率G’(Tg+
30)を基準として弾性率G’(Tg+80)の変化量Dが小さいほど、合わせガラスにおける発泡の発生及び発泡の成長を効果的に抑制できる。実線A1の弾性率G’における変化量D1は、破線A2の弾性率G’における変化量D2よりも小さい。従って、図5においては、変化量D2が比較的大きい破線A2の弾性率G’を示す場合よりも、変化量D1が比較的小さい実線A1の弾性率G’を示す場合の方が、合わせガラスにおける発泡の発生及び発泡の成長を効果的に抑制できる。
【0136】
上記G’(Tg+30)は、20万Pa以上であることが好ましい。上記G’(Tg+30)は、より好ましくは22万Pa以上、さらに好ましくは23万Pa以上、特に好ましくは24万Pa以上、好ましくは1000万Pa以下、より好ましくは500万Pa以下、特に好ましくは100万Pa以下、最も好ましくは50万Pa以下、更に最も好ましくは30万Pa以下である。上記G’(Tg+30)が上記下限以上であると、合わせガラスにおける発泡の発生及び発泡の成長をより一層効果的に抑制できる。
【0137】
なお、上記弾性率G’と温度との関係は、ポリビニルアセタール樹脂の種類に大きく影響され、特にポリビニルアセタール樹脂を得るために用いられる上記ポリビニルアルコール樹脂の平均重合度に大きく影響され、可塑剤の種類には大きく影響されず、一般の可塑剤の含有量では該可塑剤の含有量に大きく影響されない。可塑剤として3GOにかえて3GO以外の一塩基性有機酸エステル等の可塑剤や上記式(1)で表される第1の可塑剤を用いた場合の上記比(G’(Tg+80)/G’(Tg+30))、特に可塑剤として上記式(1)で表される第1の可塑剤やトリエチレングリコールジ−2−エチルブチレート(3GH)及びトリエチレングリコールジ−n−ヘプタノエート(3G7)を用いた場合の上記比(G’(Tg+80)/G’(Tg+30))は、3GOを用いた場合の上記比(G’(Tg+80)/G’(Tg+30))と大きく相違しない。また、ポリビニルアセタール樹脂100重量部に対して、全ての可塑剤の合計の含有量が50〜80重量部である場合に、上記比(G’(Tg+80)/G’(Tg+30))は大きく相違しない。ポリビニルアセタール樹脂100重量部と、可塑剤としてトリエチレングリコールジ−2−エチルヘキサノエート(3GO)60重量部とを含む樹脂膜を用いて測定された上記比(G’(Tg+80)/G’(Tg+30))は、上記第1の層自体を用いて測定された上記比(G’(Tg+80)/G’(Tg+30))と大きな差異はない。上記試験法A及び上記試験法Bにて得られる上記比(G’(Tg+80)/G’(Tg+30))が共に0.65以上であることが好ましいが、上記試験法Bにて得られる上記比(G’(Tg+80)/G’(Tg+30))が0.65以上であることがより好ましい。
【0138】
また、合わせガラス用中間膜における発泡の発生を抑制するために、上記第1の層中の上記ポリビニルアセタール樹脂が、平均重合度が3000を超えるポリビニルアルコール樹脂をアセタール化することにより得られていることも好ましい。この場合に、上記比(G’(Tg+80)/G’(Tg+30))は、0.65以上でなくてもよいが、0.65以上であることが好ましい。また、合わせガラスにおける発泡の発生及び発泡の成長をより一層抑制する観点からは、上記第1の層中の平均重合度が3000を超えるポリビニルアルコール樹脂をアセタール化することにより得られている上記ポリビニルアセタール樹脂100重量部に対する全ての可塑剤の合計の含有量が、40重量部以上であることが好ましい。さらに、合わせガラスにおける発泡の発生及び発泡の成長をより一層抑制する観点からは、上記第1の層中の平均重合度が3000を超えるポリビニルアルコール樹脂をアセタール化することにより得られている上記ポリビニルアセタール樹脂の水酸基の含有率が、30モル%以下であることが好ましい。
【0139】
また、合わせガラスの遮音性をより一層高める観点からは、上記第1の層中の上記ポリビニルアセタール樹脂100重量部に対する全ての可塑剤の合計の含有量は好ましくは40重量部以上、より好ましくは50重量部以上、更に好ましくは55重量部以上、特に好
ましくは60重量部以上である。このように上記第1の層中の可塑剤の含有量が多くても、上記第1,第2の層中のポリビニルアセタール樹脂の各水酸基の含有率を上記のように制御したり、上記絶対分子量100万以上の高分子量成分Xの割合又は上記分子量yが100万以上である高分子量成分Yの割合を制御したり、上記比(G’(Tg+80)/G’(Tg+30))を制御したりすることで、合わせガラスにおける発泡の発生及び発泡の成長をより一層効果的に抑制できる。
【0140】
以下、本発明に係る合わせガラス用中間膜に含まれているポリビニルアセタール樹脂などの熱可塑性樹脂、第1,第2の可塑剤などの可塑剤、並びに合わせガラス用中間膜に用いられる他の成分の詳細を説明する。
【0141】
(第1の層に含まれている熱可塑性樹脂)
上記第1の層に含まれている上記熱可塑性樹脂は、特に限定されず、従来公知の熱可塑性樹脂を用いることができる。また、上記第2の層が熱可塑性樹脂を含む場合に、該熱可塑性樹脂は、特に限定されず、従来公知の熱可塑性樹脂を用いることができる。上記熱可塑性樹脂は1種のみが用いられてもよく、2種以上が併用されてもよい。
【0142】
上記熱可塑性樹脂としては、ポリビニルアセタール樹脂、エチレン−酢酸ビニル共重合体樹脂、エチレン−アクリル共重合体樹脂、ポリウレタン樹脂及びポリビニルアルコール樹脂等が挙げられる。
【0143】
上記熱可塑性樹脂は、ポリビニルアセタール樹脂であることが好ましい。ポリビニルアセタール樹脂と特定の上記第1の可塑剤との併用により、合わせガラス構成部材に対する本発明に係る合わせガラス用中間膜の接着力又は各層間の接着力をより一層高くすることができる。また、第2の層に含まれている熱可塑性樹脂はポリビニルアセタール樹脂であることが好ましい。この場合には、第2の層と合わせガラス構成部材との接着力、並びに第2の層に対する第1の層の接着力をより一層高めることができる。また、第1,第2の層の親和性を高めることができ、中間膜及び合わせガラスの透明性をより一層高めることができる。上記ポリビニルアセタール樹脂は1種のみが用いられてもよく、2種以上が併用されてもよい。
【0144】
上記ポリビニルアセタール樹脂は、例えば、ポリビニルアルコールをアルデヒドによりアセタール化することにより製造できる。上記ポリビニルアルコールは、例えば、ポリ酢酸ビニルをけん化することにより製造できる。上記ポリビニルアルコールのけん化度は、一般に70〜99.9モル%の範囲内であり、75〜99.8モル%の範囲内であることが好ましく、80〜99.8モル%の範囲内であることがより好ましい。
【0145】
上記ポリビニルアルコールの平均重合度は、好ましくは200以上、より好ましくは500以上、更に好ましくは1600以上、特に好ましくは2600以上、最も好ましくは2700以上、好ましくは5000以下、より好ましくは4000以下、更に好ましくは3500以下である。上記平均重合度が上記下限以上であると、合わせガラスの耐貫通性がより一層高くなる。上記平均重合度が上記上限以下であると、中間膜の成形が容易になる。
【0146】
本発明に係る合わせガラス用中間膜を用いた合わせガラスの板ズレを防止する観点からは、上記ポリビニルアルコールの平均重合度は、好ましくは2600以上、より好ましくは2700以上である。板ズレとは、合わせガラスを立てかけた状態で高温環境下に保管したときに、ガラス板の重さにより一方のガラス板に対して他方のガラス板がずれてしまう現象をいう。
【0147】
合わせガラスの耐貫通性をより一層高める観点からは、上記ポリビニルアルコールの平均重合度は、2700〜5000であることが特に好ましい。特に、合わせガラスの耐貫通性をより一層高める観点からは、上記第1の層中の上記ポリビニルアセタール樹脂はポリビニルアルコールをアセタール化することにより得られており、上記ポリビニルアルコールの平均重合度が2700〜5000であることが好ましい。
【0148】
合わせガラスにおける発泡の発生及び発泡の成長をさらに一層抑制する観点からは、上記第1の層中のポリビニルアセタール樹脂を得るために用いられる上記ポリビニルアルコール樹脂の平均重合度の好ましい下限は3010、好ましい下限は3050、好ましい下限は3500、好ましい下限は3600、好ましい下限は4000、好ましい下限は4050、好ましい上限は7000、好ましい上限は6000、好ましい上限は5000、好ましい上限は4900、好ましい上限は4500である。特に、合わせガラスにおける発泡の発生及び発泡の成長をより一層抑制し、合わせガラスの遮音性を充分に高め、かつ中間膜を容易に成形できることから、上記第1の層中のポリビニルアセタール樹脂を得るために用いられる上記ポリビニルアルコール樹脂の平均重合度は3010以上であることが好ましく、3020以上であることがより好ましく、4000以下であることが好ましく、4000未満であることがより好ましく、3800以下であることが更に好ましく、3600以下であることが特に好ましく、3500以下であることが最も好ましい。
【0149】
また、上記第2の層中のポリビニルアセタール樹脂は、ポリビニルアルコール樹脂をアセタール化することにより製造できる。上記第2の層中のポリビニルアセタール樹脂を得るためのポリビニルアルコール樹脂の平均重合度の好ましい下限は200、より好ましい下限は500、更に好ましい下限は1000、特に好ましい下限は1500、好ましい上限は4000、より好ましい上限は3500、更に好ましい上限は3000、特に好ましい上限は2500である。上記平均重合度が上記好ましい下限を満たすと、合わせガラスの耐貫通性をより一層高めることができる。上記平均重合度が上記好ましい上限を満たすと、中間膜の成形が容易になる。
【0150】
上記第1の層中のポリビニルアセタール樹脂を得るために用いるポリビニルアルコール樹脂の平均重合度は、上記第2の層中のポリビニルアセタール樹脂を得るために用いるポリビニルアルコール樹脂の平均重合度よりも高いことが好ましく、500以上高いことが好ましく、800以上高いことが好ましく、1000以上高いことがより好ましく、1300以上高いことが更に好ましく、1800以上高いことが特に好ましい。
【0151】
なお、上記ポリビニルアルコールの平均重合度は、JIS K6726「ポリビニルアルコール試験方法」に準拠した方法により求められる。
【0152】
上記ポリビニルアセタール樹脂に含まれているアセタール基の炭素数は特に限定されない。上記ポリビニルアセタール樹脂を製造する際に用いるアルデヒドは特に限定されない。上記ポリビニルアセタール樹脂におけるアセタール基の炭素数は3又は4であることが好ましい。上記ポリビニルアセタール樹脂におけるアセタール基の炭素数が3以上であると、中間膜のガラス転移温度が充分に低くなり、低温における固体音の遮音性がより一層高くなる。
【0153】
上記アルデヒドは特に限定されない。上記アルデヒドとして、一般には、炭素数が1〜10のアルデヒドが好適に用いられる。上記炭素数が1〜10のアルデヒドとしては、例えば、n−ブチルアルデヒド、イソブチルアルデヒド、n−バレルアルデヒド、2−エチルブチルアルデヒド、n−ヘキシルアルデヒド、n−オクチルアルデヒド、n−ノニルアルデヒド、n−デシルアルデヒド、ホルムアルデヒド、アセトアルデヒド及びベンズアルデヒド等が挙げられる。なかでも、プロピオンアルデヒド、n−ブチルアルデヒド、イソ
ブチルアルデヒド、n−ヘキシルアルデヒド又はn−バレルアルデヒドが好ましく、プロピオンアルデヒド、n−ブチルアルデヒド又はイソブチルアルデヒドがより好ましく、n−ブチルアルデヒドが更に好ましい。上記アルデヒドは、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0154】
上記第2の層中の上記ポリビニルアセタール樹脂におけるアセタール基の炭素数は3又は4であることが好ましい。上記ポリビニルアセタール樹脂におけるアセタール基の炭素数が3以上であると、中間膜のガラス転移温度が充分に低くなり、低温における固体音の遮音性がより一層高くなる。アセタール化に用いられるアルデヒドは、プロピオンアルデヒド、n−ブチルアルデヒド、イソブチルアルデヒド、n−ヘキシルアルデヒド又はn−バレルアルデヒドであることが好ましく、プロピオンアルデヒド、n−ブチルアルデヒド又はイソブチルアルデヒドであることがより好ましく、n−ブチルアルデヒドであることが更に好ましい。上記アルデヒドは、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0155】
上記ポリビニルアセタール樹脂は、ポリビニルブチラール樹脂であることが好ましい。本発明に係る合わせガラス用中間膜は、上記第1,第2の層に含まれている上記ポリビニルアセタール樹脂としてそれぞれ、ポリビニルブチラール樹脂を含むことが好ましい。ポリビニルブチラール樹脂の合成は容易である。さらに、ポリビニルブチラール樹脂の使用により、合わせガラス構成部材に対する中間膜の接着力がより一層適度に発現する。さらに、耐光性及び耐候性等をより一層高めることができる。
【0156】
上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率(水酸基量)は、0モル%以上であり、好ましくは10モル%以上、より好ましくは15モル%以上、更に好ましくは18モル%以上、好ましくは40モル%以下、より好ましくは35モル%以下、特に好ましくは25モル%以下、最も好ましくは24モル%以下である。上記水酸基の含有率が上記下限以上であると、可塑剤のブリードアウトが生じ難くなり、かつ中間膜の耐湿性がより一層高くなる。また、上記水酸基の含有率が上記上限以下であると、合わせガラスの耐貫通性がより一層高くなる。さらに、中間膜の柔軟性が高くなり、中間膜の取扱いが容易になる。合わせガラスの高周波域での遮音性をより一層高める観点からは、上記第1の層中のポリビニルアセタール樹脂の水酸基の含有率は低いほどよい。上記第1の層中のポリビニルアセタール樹脂の水酸基の含有率は0モル%であってもよい。
【0157】
特に、上記第1の層中の上記水酸基の含有率が25モル%以下であると、中間膜及び合わせガラスの耐湿性をより一層高めることができる。
【0158】
上記第2の層中の上記ポリビニルアセタール樹脂の水酸基の含有率は25〜40モル%であることが好ましい。水酸基の含有率がこの範囲内であると、中間膜及び合わせガラスの耐貫通性が効果的に高くなり、かつ中間膜の取扱性が良好になる。上記第2の層中のポリビニルアセタール樹脂の水酸基の含有率は、更に好ましくは26モル%以上、特に好ましくは27モル%以上、最も好ましくは30モル%以上、更に好ましくは37モル%以下、特に好ましくは34モル%以下、最も好ましくは32モル%以下である。
【0159】
合わせガラスの遮音性をより一層高める観点からは、上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率は、上記第2の層中の上記ポリビニルアセタール樹脂の水酸基の各含有率よりも低いことが好ましい。合わせガラスの遮音性をさらに一層高める観点からは、上記第1の層中の上記ポリビニルアセタール樹脂の水酸基の含有率は、上記第2の層中の上記ポリビニルアセタール樹脂の水酸基の各含有率よりも1モル%以上低いことが好ましく、3モル%以上低いことがより好ましく、5モル%以上低いことが更に好ましく、7モル%以上低いことが特に好ましい。
【0160】
上記ポリビニルアセタール樹脂の水酸基の含有率は、水酸基が結合しているエチレン基量を、主鎖の全エチレン基量で除算して求めたモル分率である。上記水酸基が結合しているエチレン基量は、例えば、JIS K6726「ポリビニルアルコール試験方法」に準拠して、原料となるポリビニルアルコールの水酸基が結合しているエチレン基量を測定することにより求めることができる。
【0161】
上記第1の層中の上記ポリビニルアセタール樹脂のアセチル化度(アセチル基量)は、好ましくは0.1モル%以上、より好ましくは0.3モル%以上、更に好ましくは0.5モル%以上、特に好ましくは15モル%以上、好ましくは30モル%以下、より好ましくは25モル%以下、更に好ましくは20モル%以下である。上記アセチル化度が上記下限以上であると、ポリビニルアセタール樹脂と可塑剤との相溶性が高くなる。また、ポリビニルアセタール樹脂のガラス転移温度が十分に高くなる。上記アセチル化度が上記上限以下であると、中間膜及び合わせガラスの耐湿性がより一層高くなる。
【0162】
上記第2の層中のポリビニルアセタール樹脂のアセチル化度は、0モル%以上であり、好ましくは0.5モル%以上、好ましくは10モル%以下、より好ましくは3モル%以下である。アセチル化度が上記上限以下であると、中間膜の強度が高くなり、可塑剤のブリードアウトを抑制できる。
【0163】
上記第2の層中のポリビニルアセタール樹脂のアセチル化度は、3モル%以下であることが好ましい。アセチル化度が3モル%以下であると、ポリビニルアセタール樹脂と可塑剤との相溶性が高くなる。このため、可塑剤のブリードアウトをより一層抑制できる。
【0164】
上記第2の層中のポリビニルアセタール樹脂のアセタール化度(又はブチラール化度)は、55〜75モル%であることが好ましい。アセタール化度がこの範囲内であると、可塑剤のブリードアウトが生じ難くなる。さらに、アセタール化度が上記下限以上であると、中間膜及び合わせガラスの耐湿性が高くなる。上記第2の層中のポリビニルアセタール樹脂のアセタール化度は、58モル%以上であることがより好ましく、60モル%以上であることが更に好ましく、62モル%以上であることが特に好ましく、72モル%以下であることがより好ましく、69モル%以下であることが更に好ましく、66モル%以下であることが特に好ましい。
【0165】
上記第1の層中の上記アセチル化度は、主鎖の全エチレン基量から、アセタール基が結合しているエチレン基量と、水酸基が結合しているエチレン基量とを差し引いた値を、主鎖の全エチレン基量で除算して求めたモル分率である。上記アセタール基が結合しているエチレン基量は、例えば、JIS K6728「ポリビニルブチラール試験方法」に準拠して測定できる。
【0166】
上記第1の層中の上記ポリビニルアセタール樹脂のアセタール化度(ポリビニルブチラール樹脂の場合はブチラール化度)は、好ましくは60モル%以上、より好ましくは63モル%以上、好ましくは85モル%以下、より好ましくは75モル%以下、更に好ましくは70モル%以下である。上記アセタール化度が上記下限以上であると、ポリビニルアセタール樹脂と可塑剤との相溶性が高くなる。上記アセタール化度が上記上限以下であると、ポリビニルアセタール樹脂を製造するために必要な反応時間が短くなる。
【0167】
上記アセタール化度は、アセタール基が結合しているエチレン基量を、主鎖の全エチレン基量で除算して求めたモル分率である。
【0168】
上記アセタール化度は、JIS K6728「ポリビニルブチラール試験方法」に準拠
した方法により、アセチル基量とビニルアルコール量とを測定し、得られた測定結果からモル分率を算出し、次いで、100モル%からアセチル基量とビニルアルコール量とを差し引くことにより算出され得る。
【0169】
なお、ポリビニルアセタール樹脂がポリビニルブチラール樹脂である場合には、上記アセタール化度(ブチラール化度)およびアセチル基量は、JIS K6728「ポリビニルブチラール試験方法」に準拠した方法により測定された結果から算出され得る。
【0170】
中間膜及び合わせガラスの耐湿性及び耐貫通性をより一層高める観点からは、上記第2の層中のポリビニルアセタール樹脂のアセタール基の炭素数は3又は4であり、アセタール化度は60〜75モル%であり、アセチル化度が0〜10モル%であることが特に好ましい。上記第2の層中の上記ポリビニルアセタール樹脂の炭素数が3以上であると、中間膜のガラス転移温度が十分に低くなり、低温における固体音の遮音性がより一層高くなる。
【0171】
可塑剤の移行を容易に制御でき、合わせガラスの遮音性をより一層高めることができることから、上記含有率差(1−2)が、8.5モル%以下である場合には、上記第1の層中の上記ポリビニルアセタール樹脂(1)のアセチル化度が8モル%を超えることが好ましい。
【0172】
可塑剤の移行を容易に制御でき、合わせガラスの遮音性をより一層高めることができることから、上記含有率差(1−2)が、8.5モル%を超え、9.2モル%以下である場合又は上記含有率差(1−2)が、9.2モル%以下である場合には、上記第1の層中の上記ポリビニルアセタール樹脂(1)のアセタール化度が68モル%以上であるか、又は水酸基の含有率が31.5モル%未満であることが好ましい。
【0173】
更に、合わせガラスにおける発泡の発生及び発泡の成長をより一層抑制することができ、合わせガラスの遮音性をより一層高めることができることから、上記第1の層に含まれているポリビニルアセタール樹脂(1)は、アセチル化度が8モル%未満であるポリビニルアセタール樹脂(以下、「ポリビニルアセタール樹脂A」ともいう)、又は、アセチル化度が8モル%以上であるポリビニルアセタール樹脂(以下、「ポリビニルアセタール樹脂B」ともいう)であることが好ましい。
【0174】
上記ポリビニルアセタール樹脂Aのアセチル化度aは8モル%未満であり、7.5モル%以下であることが好ましく、7モル%以下であることが好ましく、6モル%以下であることが好ましく、5モル%以下であることが好ましく、0.1モル%以上であることが好ましく、0.5モル%以上であることが好ましく、0.8モル%以上であることが好ましく、1モル%以上であることが好ましく、2モル%以上であることが好ましく、3モル%以上であることが好ましく、4モル%以上であることが好ましい。上記アセチル化度aが上記上限以下及び上記下限以上であると、ポリビニルアセタール樹脂と可塑剤との相溶性がより一層高くなり、合わせガラスの遮音性をより一層高めることができる。
【0175】
上記ポリビニルアセタール樹脂Aのアセタール化度aの好ましい下限は68モル%、より好ましい下限は70モル%、更に好ましい下限は71モル%、特に好ましい下限は72モル%、好ましい上限は85モル%、より好ましい上限は83モル%、更に好ましい上限は81モル%、特に好ましい上限は79モル%である。上記アセタール化度aが上記下限以上であると、合わせガラスの遮音性をより一層高めることができる。上記アセタール化度aが上記上限以下であると、ポリビニルアセタール樹脂Aを製造するために必要な反応時間を短縮できる。
【0176】
上記ポリビニルアセタール樹脂Aの水酸基の含有率aは30モル%以下であることが好ましく、27.5モル%以下であることが好ましく、27モル%以下であることが好ましく、26モル%以下であることが好ましく、25モル%以下であることが好ましく、24モル%以下であることが好ましく、23モル%以下であることが好ましく、16モル%以上であることが好ましく、18モル%以上であることが好ましく、19モル%以上であることが好ましく、20モル%以上であることが好ましい。上記水酸基の含有率aが上記上限以下であると、合わせガラスの遮音性をより一層高めることができる。上記水酸基の含有率aが上記下限以上であると、中間膜の接着力をより一層高くすることができる。
【0177】
上記ポリビニルアセタール樹脂Aはポリビニルブチラール樹脂であることが好ましい。
【0178】
上記ポリビニルアセタール樹脂Bのアセチル化度bは、8モル%以上であり、9モル%以上であることが好ましく、10モル%以上であることが好ましく、11モル%以上であることが好ましく、12モル%以上であることが好ましく、30モル%以下であることが好ましく、28モル%以下であることが好ましく、26モル%以下であることが好ましく、24モル%以下であることが好ましく、20モル%以下であることが好ましく、19.5モル%以下であることが好ましい。上記アセチル化度bが上記下限以上であると、合わせガラスの遮音性をより一層高めることができる。上記アセチル化度bが上記上限以下であると、ポリビニルアセタール樹脂Bを製造するために必要な反応時間を短縮できる。なかでも、ポリビニルアセタール樹脂Bを製造するために必要な反応時間をより一層短縮できることから、上記ポリビニルアセタール樹脂Bのアセチル化度bは20モル%未満であることが好ましい。
【0179】
上記ポリビニルアセタール樹脂Bのアセタール化度bの好ましい下限は50モル%、より好ましい下限は52.5モル%、更に好ましい下限は54モル%、特に好ましい下限は60モル%、好ましい上限は80モル%、より好ましい上限は77モル%、更に好ましい上限は74モル%、特に好ましい上限は71モル%である。上記アセタール化度bが上記下限以上であると、合わせガラスの遮音性をより一層高めることができる。上記アセタール化度bが上記上限以下であると、ポリビニルアセタール樹脂Bを製造するために必要な反応時間を短縮できる。
【0180】
上記ポリビニルアセタール樹脂Bの水酸基の含有率bは30モル%以下であることが好ましく、27.5モル%以下であることが好ましく、27モル%以下であることが好ましく、26モル%以下であることが好ましく、25モル%以下であることが好ましく、18モル%以上であることが好ましく、20モル%以上であることが好ましく、22モル%以上であることが好ましく、23モル%以上であることが好ましい。上記水酸基の含有率bが上記上限以下であると、合わせガラスの遮音性をより一層高めることができる。上記水酸基の含有率bが上記下限以上であると、中間膜の接着力をより一層高くすることができる。
【0181】
上記ポリビニルアセタール樹脂Bはポリビニルブチラール樹脂であることが好ましい。
【0182】
上記ポリビニルアセタール樹脂A及び上記ポリビニルアセタール樹脂Bは、平均重合度が3000を超えるポリビニルアルコール樹脂をアルデヒドによりアセタール化することで得られることが好ましい。上記アルデヒドは炭素数1〜10のアルデヒドであることが好ましく、炭素数4又は5のアルデヒドであることがより好ましい。上記ポリビニルアルコール樹脂の平均重合度の好ましい下限は3010、好ましい下限は3050、好ましい下限は3500、好ましい下限は3600、好ましい下限は4000、好ましい下限は4050、好ましい上限は7000、好ましい上限は6000、好ましい上限は5000、好ましい上限は4900、好ましい上限は4500である。上記第1の層中の上記ポリビ
ニルアセタール樹脂A,Bは、平均重合度が3000を超え、4000未満であるポリビニルアルコール樹脂をアセタール化することにより得られていることが特に好ましい。特に、合わせガラスにおける発泡の発生及び発泡の成長をより一層抑制し、合わせガラスの遮音性を充分に高め、かつ中間膜を容易に成形できることから、上記第1の層中のポリビニルアセタール樹脂A,Bを得るために用いられる上記ポリビニルアルコール樹脂の平均重合度は3010以上であることが好ましく、3020以上であることがより好ましく、4000以下であることが好ましく、4000未満であることがより好ましく、3800以下であることが更に好ましく、3600以下であることが特に好ましく、3500以下であることが最も好ましい。
【0183】
上記熱可塑性樹脂の重量平均分子量の好ましい下限は100,000、より好ましい下限は300,000、好ましい上限は10,000,000、より好ましい上限は5,000,000である。上記熱可塑性樹脂の重量平均分子量が上記好ましい下限以下であると、中間膜の強度が低下することがある。上記熱可塑性樹脂の重量平均分子量が上記好ましい上限を超えると、得られる中間膜の強度が強くなりすぎることがある。なお、上記重量平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC)測定によるポリスチレン換算での重量平均分子量を示す。
【0184】
なお、上記重量平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC)測定によるポリスチレン換算での重量平均分子量を示す。例えば、ポリスチレン換算での重量平均分子量を測定するために、分子量既知のポリスチレン標準試料のGPC測定を行う。ポリスチレン標準試料(昭和電工社製「Shodex Standard SM−105」、「Shodex Standard SH−75」)として、重量平均分子量580、1,260、2,960、5,000、10,100、21,000、28,500、76,600、196,000、630,000、1,130,000、2,190,000、3,150,000、3,900,000の14試料を用いる。それぞれの標準試料ピークのピークトップが示す溶出時間に対して分子量をプロットし得られる近似直線を検量線として使用する。恒温恒湿室(湿度30%(±3%)、温度23℃)に1ヶ月放置した多層中間膜から表面層(上記第2の層)と中間層(上記第1の層)とを剥離し、剥離された第1の層(中間層)をテトラヒドロフラン(THF)に溶解させ、0.1重量%の溶液を調製する。得られた溶液をGPC装置により分析し、重量平均分子量を測定できる。GPC装置として、GPC用光散乱検出器(VISCOTEK社製「Model270(RALS+VISCO)」)が接続されたGPC装置(日立ハイテク社製「RI:L2490、オートサンプラー:L−2200、ポンプ:L−2130、カラムオーブン:L−2350、カラム:GL−A120−SとGL−A100MX−Sの直列」)を用いて、上記重量平均分子量を分析できる。
【0185】
(絶対分子量100万以上の高分子量成分X又は分子量yが100万以上である高分子量成分Yを含む熱可塑性樹脂の製造方法)
絶対分子量100万以上の高分子量成分X又は分子量yが100万以上である高分子量成分Yを上記下限以上の割合で含む上記熱可塑性樹脂の一例として、絶対分子量100万以上の高分子量成分X又は分子量yが100万以上である高分子量成分Yを含むポリビニルアセタール樹脂の具体的な製造方法を以下説明する。
【0186】
まず、ポリビニルアルコールを用意する。該ポリビニルアルコールは、例えば、ポリ酢酸ビニルをけん化することにより得られる。上記ポリビニルアルコールのけん化度は、一般に70〜99.9モル%の範囲内であり、75〜99.8モル%の範囲内であることが好ましく、80〜99.8モル%の範囲内であることがより好ましい。
【0187】
上記ポリビニルアルコールの重合度の好ましい下限は200、より好ましい下限は50
0、更に好ましい下限は1,000、特に好ましい下限は1,500、好ましい上限は3,000、より好ましい上限は2,900、更に好ましい上限は2,800、特に好ましい上限は2,700である。上記重合度が低すぎると、合わせガラスの耐貫通性が低下する傾向がある。上記重合度が高すぎると、中間膜の成形が困難となることがある。
【0188】
次に、上記ポリビニルアルコールとアルデヒドとを触媒を用いて反応させ、ポリビニルアルコールをアセタール化する。このとき、上記ポリビニルアルコールを含む溶液を用いてもよい。該ポリビニルアルコールを含む溶液に用いられる溶媒としては、水等が挙げられる。
【0189】
上記第1の層に含まれているポリビニルアセタール樹脂の製造方法は、ポリビニルアルコールとアルデヒドとを触媒を用いて反応させ、ポリビニルアルコールをアセタール化することにより、ポリビニルアセタール樹脂を得る製造方法であることが好ましい。
【0190】
上記第1の層の製造方法は、ポリビニルアルコールとアルデヒドとを触媒を用いて反応させ、ポリビニルアルコールをアセタール化することにより、ポリビニルアセタール樹脂を得る工程と、得られたポリビニルアセタール樹脂と可塑剤とを混合した混合物を用いて、上記第1の層を得る工程とを備えることが好ましい。この第1の層を得る工程において、又は第1の層を得た後に、該第1の層に、第2の層を積層することにより、多層の中間膜を得ることができる。また、第1の層及び第2の層を共押出することにより多層の中間膜を製造してもよく、第1の層及び第2の層を共押出することにより多層の中間膜を製造してもよい。
【0191】
上記アルデヒドは特に限定されない。上記アルデヒドとして、一般には、炭素数が1〜10のアルデヒドが好適に用いられる。上記炭素数が1〜10のアルデヒドとしては、例えば、プロピオンアルデヒド、n−ブチルアルデヒド、イソブチルアルデヒド、n−バレルアルデヒド、2−エチルブチルアルデヒド、n−ヘキシルアルデヒド、n−オクチルアルデヒド、n−ノニルアルデヒド、n−デシルアルデヒド、ホルムアルデヒド、アセトアルデヒド及びベンズアルデヒド等が挙げられる。なかでも、n−ブチルアルデヒド、n−ヘキシルアルデヒド又はn−バレルアルデヒドが好ましく、n−ブチルアルデヒドがより好ましい。上記アルデヒドは、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0192】
絶対分子量100万以上又は分子量yが100万以上の高分子量成分X,Yを上記特定の割合で含むポリビニルアセタール樹脂を容易に得る観点からは、例えば、アルデヒドによるアセタール化反応の前又は途中で、隣接するポリビニルアルコールの主鎖を架橋させるために、ジアルデヒド等の架橋剤を添加する方法や、過剰のアルデヒドを投入することにより、分子間のアセタール化反応を進行させる方法や、重合度が高いポリビニルアルコールを添加する方法等が挙げられる。また、これらの方法は単独で用いられてもよいし、2種以上が併用されてもよい。
【0193】
上記触媒は、酸触媒であることが好ましい。該酸触媒としては、硝酸、塩酸、硫酸、リン酸及びパラトルエンスルホン酸等が挙げられる。
【0194】
上記ポリスチレン換算分子量は、ゲルパーミエーションクロマトグラフィー(GPC)測定によるポリスチレン換算での分子量を示す。上記ポリビニルアセタール樹脂に占める、上記分子量yが100万以上である高分子量成分Yの割合(%)は、上記ポリビニルアセタール樹脂のGPCによるポリスチレン換算分子量の測定時に、RI検出器で検出されるピーク面積のうち、分子量yが100万以上の領域に相当する面積の割合から算出される。なお、ピーク面積とは、測定の対象となる成分のピークとベースラインとの間の面積
を意味する。
【0195】
ポリスチレン換算分子量は、例えば、以下のようにして測定される。
【0196】
ポリスチレン換算分子量を測定するために、分子量既知のポリスチレン標準試料のGPC測定を行う。ポリスチレン標準試料(昭和電工社製「Shodex Standard
SM−105」、「Shodex Standard SH−75」)としては、重量平均分子量580、1,260、2,960、5,000、10,100、21,000、28,500、76,600、196,000、630,000、1,130,000、2,190,000、3,150,000、3,900,000の14試料を用いる。
【0197】
それぞれの標準試料ピークのピークトップが示す溶出時間に対して重量平均分子量をプロットし得られる近似直線を検量線として使用する。例えば、表面層と中間層と表面層とがこの順に積層された多層の中間膜における中間層中のポリビニルアセタール樹脂に占める、上記分子量yが100万以上である高分子量成分Yの割合(%)を測定する場合、恒温恒湿室(湿度30%(±3%)、温度23℃)に1ヶ月放置した多層の中間膜から表面層と中間層とを剥離する。剥離された中間層をテトラヒドロフラン(THF)に溶解させ、0.1重量%の溶液を調製する。得られた溶液をGPC装置により分析し、中間層中のポリビニルアセタール樹脂のピーク面積を測定する。次いで、中間層中のポリビニルアセタール樹脂の溶出時間と検量線から、中間層中のポリビニルアセタール樹脂のポリスチレン換算分子量が100万以上の領域に相当する面積を算出する。中間層中のポリビニルアセタール樹脂のポリスチレン換算分子量が100万以上の領域に相当する面積を、中間層中のポリビニルアセタール樹脂のピーク面積で除算した値を百分率(%)で表すことにより、上記ポリビニルアセタール樹脂に占める、上記分子量yが100万以上である高分子量成分Yの割合(%)を算出できる。例えば、Gel Permeation Chromatography(GPC)装置(日立ハイテク社製「RI:L2490、オートサンプラー:L−2200、ポンプ:L−2130、カラムオーブン:L−2350、カラム:GL−A120−SとGL−A100MX−Sの直列」)を用いて、ポリスチレン換算分子量を測定することができる。
【0198】
(第1,第2の層に含まれている可塑剤)
上記第1の層は、可塑剤として、下記式(1)で表される第1の可塑剤を含む。上記第1の層は、ジエステル化合物である第2の可塑剤を含むことが好ましい。上記第2の層は可塑剤を含むことが好ましい。上記第2の層は、下記式(1)で表される第1の可塑剤を含んでいてもよい。上記第2の層は、ジエステル化合物である第2の可塑剤を含むことが好ましい。上記第1の可塑剤及び第2の可塑剤はそれぞれ、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0199】
【化16】
【0200】
上記式(1)中、R1及びR2はそれぞれ、エーテル結合を少なくとも1つ有する有機基を表し、nは2〜8の整数を表す。
【0201】
中間膜及び合わせガラスの遮音性をより一層高める観点からは、上記式(1)中、R1及びR2はそれぞれ、下記式(11)又は下記式(12)で表されるエーテル結合構造単
位を少なくとも1つ有することが好ましい。
【0202】
【化17】
【0203】
【化18】
【0204】
中間膜及び合わせガラスの遮音性をより一層高める観点からは、上記式(1)中、R1は、下記式(21)で表される基であり、かつR2は、下記式(26)で表される基であることが好ましい。
【0205】
【化19】
【0206】
上記式(21)中、R21は、炭素数1〜10のアルキル基を表し、R22は、炭素数1〜10のアルキレン基を表し、m1は1〜5の整数を表す。上記式(21)中、R21の炭素数の好ましい下限は2、より好ましい下限は3、更に好ましい下限は4、好ましい上限は9、より好ましい上限は8、更に好ましい上限は7、特に好ましい上限は6である。上記式(21)中、R22の炭素数の好ましい下限は2、より好ましい下限は3、更に好ましい下限は4、好ましい上限は9、より好ましい上限は8、更に好ましい上限は7、特に好ましい上限は6である。
【0207】
【化20】
【0208】
上記式(26)中、R26は、炭素数1〜10のアルキル基を表し、R27は、炭素数1〜10のアルキレン基を表し、m2は1〜5の整数を表す。上記式(26)中、R27の炭素数の好ましい下限は2、より好ましい下限は3、更に好ましい下限は4、好ましい上限は9、より好ましい上限は8、更に好ましい上限は7、特に好ましい上限は6である。上記式(26)中、R27の炭素数の好ましい下限は2、より好ましい下限は3、更に好ましい下限は4、好ましい上限は9、より好ましい上限は8、更に好ましい上限は7、特に好ましい上限は6である。
【0209】
すなわち、上記式(1)で表される第1の可塑剤は、下記式(1A)で表される第1の可塑剤であることが好ましい。
【0210】
【化21】
【0211】
上記式(1A)中、R21及びR26はそれぞれ、炭素数1〜10のアルキル基を表し、R22及びR27はそれぞれ、炭素数1〜10のアルキレン基を表し、m1及びm2はそれぞれ1〜5の整数を表し、nは2〜8の整数を表す。
【0212】
上記R1及びR2の具体例としては、2−ブトキシエチル基、2−(2−ブトキシエトキシ)エチル基、2−[2−(2−ブトキシエトキシ)エトキシ]エチル基等が挙げられる。ただし、上記R1及びR2は、これら以外の基であってもよい。
【0213】
上記第2の層は、可塑剤を含むことが好ましい。上記第2の層に含まれている可塑剤は特に限定されない。該可塑剤として、従来公知の可塑剤を用いることができる。上記第2の層では、可塑剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0214】
上記第2の層に含まれている可塑剤としては、例えば、一塩基性有機酸エステル及び多塩基性有機酸エステル等などの有機エステル可塑剤、並びに有機リン酸可塑剤及び有機亜リン酸可塑剤などのリン酸可塑剤等が挙げられる。なかでも、有機エステル可塑剤が好ましい。可塑剤は液状可塑剤であることが好ましい。
【0215】
上記一塩基性有機酸エステルとしては、特に限定されず、例えば、グリコールと一塩基性有機酸との反応によって得られたグリコールエステル、並びにトリエチレングリコール又はトリプロピレングリコールと一塩基性有機酸とのエステル等が挙げられる。上記グリコールとしては、トリエチレングリコール、テトラエチレングリコール及びトリプロピレングリコール等が挙げられる。上記一塩基性有機酸としては、酪酸、イソ酪酸、カプロン酸、2−エチル酪酸、ヘプチル酸、n−オクチル酸、2−エチルヘキシル酸、n−ノニル酸及びデシル酸等が挙げられる。
【0216】
上記一塩基性有機酸エステルとしては、特に限定されず、例えば、グリコールと一塩基性有機酸との反応によって得られたグリコールエステル、並びにトリエチレングリコール又はトリプロピレングリコールと一塩基性有機酸とのエステル等が挙げられる。上記グリコールとしては、トリエチレングリコール、テトラエチレングリコール及びトリプロピレングリコール等が挙げられる。上記一塩基性有機酸としては、酪酸、イソ酪酸、カプロン酸、2−エチル酪酸、ヘプチル酸、n−オクチル酸、2−エチルヘキシル酸、n−ノニル酸及びデシル酸等が挙げられる。
【0217】
上記多塩基性有機酸エステルとしては、特に限定されず、例えば、多塩基性有機酸と、炭素数4〜8の直鎖又は分岐構造を有するアルコールとのエステル化合物が挙げられる。上記多塩基性有機酸としては、アジピン酸、セバシン酸及びアゼライン酸等が挙げられる。
【0218】
中間膜及び合わせガラスの耐湿性及び耐貫通性をより一層高める観点からは、上記第1の層は、上記式(1)で表される第1の可塑剤に加えて、ジエステル化合物である第2の可塑剤をさらに含むことが好ましい。
【0219】
また、中間膜及び合わせガラスの耐湿性及び耐貫通性をより一層高める観点からは、上
記第2の層に含まれている可塑剤は、ジエステル化合物である第2の可塑剤であることが好ましい。上記第1の層と上記第2の層との双方がジエステル化合物である第2の可塑剤を含む場合に、上記第1の層中のジエステル化合物である第2の可塑剤と上記第2の層中のジエステル化合物である第2の可塑剤とは、同一であってもよく、異なっていてもよい。
【0220】
上記ジエステル化合物である第2の可塑剤として、合わせガラス用中間膜に用いられている従来公知のジエステル化合物を用いることができる。上記ジエステル化合物である第2の可塑剤は、下記式(51)で表される第2の可塑剤であることが好ましい。上記第1の層は、下記式(51)で表される第2の可塑剤を含むことが好ましい。上記第2の層は、下記式(51)で表される第2の可塑剤を含むことが好ましい。
【0221】
【化22】
【0222】
上記式(51)中、R51及びR52はそれぞれ、炭素数5〜10の有機基を表し、R53は、エチレン基、イソプロピレン基又はn−プロピレン基を表し、pは3〜10の整数を表す。
【0223】
上記第2の可塑剤の具体例としては、トリエチレングリコールジ−2−エチルブチレート(3GH)、トリエチレングリコールジ−2−エチルヘキサノエート(3GO)、トリエチレングリコールジ−n−ヘプタノエート(3G7)、トリエチレングリコールジカプリレート、トリエチレングリコールジ−n−オクタノエート、テトラエチレングリコールジ−2−エチルブチレート、テトラエチレングリコールジ−n−ヘプタノエート、テトラエチレングリコールジ−2−エチルヘキサノエート、ペンタエチレングリコールジ−2−エチルヘキサノエート、オクタエチレングリコールジ−2−エチルヘキサノエート、ノナエチレングリコールジ−2−エチルヘキサノエート、デカエチレングリコールジ−2−エチルヘキサノエート、テトラエチレングリコールジ−n−ヘプタノエート及びテトラエチレングリコールジ−n−オクタノエート等が挙げられる。
【0224】
中間膜及び合わせガラスの耐貫通性をより一層高める観点からは、上記第2の可塑剤は、トリエチレングリコールジ−2−エチルブチレート(3GH)、トリエチレングリコールジ−2−エチルヘキサノエート(3GO)及びトリエチレングリコールジ−n−ヘプタノエート(3G7)からなる群から選択された少なくとも1種であることが好ましく、トリエチレングリコールジ−2−エチルヘキサノエートであることがより好ましい。これらの好ましい可塑剤の使用により、中間膜及び合わせガラスの遮音性をより一層高めることもできる。また、中間膜及び合わせガラスの耐湿性及び耐貫通性をより一層高めることができる。
【0225】
上記第1の層において、上記第1の可塑剤の含有量は、5〜60重量部の範囲内であることが好ましい。上記熱可塑性樹脂100重量部に対して、上記第1の可塑剤の含有量は、より好ましくは10重量部以上、更に好ましくは15重量部以上、より好ましくは55重量部以下、更に好ましくは50重量部以下である。上記第1の可塑剤の含有量が上記下限以上であると、中間膜及び合わせガラスの遮音性をより一層高めることができる。上記第1の可塑剤の含有量が上記上限以下であると、可塑剤のブリードアウトがより一層生じ難くなり、中間膜及び合わせガラスの耐湿性及び耐貫通性をより一層高めることができる
。
【0226】
上記第1の層が上記第1の可塑剤と第2の可塑剤とを含む場合には、該第1の層において、上記熱可塑性樹脂100重量部に対して、上記第1の可塑剤と上記第2の可塑剤との合計の含有量は50〜80重量部の範囲内であることが好ましい。上記熱可塑性樹脂100重量部に対して、上記第1の可塑剤と上記第2の可塑剤との合計の含有量は、好ましくは55重量部以上、より好ましくは60重量部以上、好ましくは75重量部以下、より好ましくは70重量部以下である。上記第1の可塑剤と上記第2の可塑剤との合計の含有量が上記下限以上であると、中間膜及び合わせガラスの遮音性をより一層高めることができる。上記第1の可塑剤と上記第2の可塑剤との合計の含有量が上記上限以下であると、可塑剤のブリードアウトがより一層生じ難くなり、中間膜及び合わせガラスの耐湿性及び耐貫通性をより一層高めることができる。
【0227】
上記第1の層が上記第1の可塑剤と上記第2の可塑剤とを含む場合には、該第1の層は、上記第1の可塑剤と上記第2の可塑剤とを重量比(第1の可塑剤:第2の可塑剤)で、0.1:9.9〜9.9:0.1で含むことが好ましく、1:9〜8.5:1.5で含むことがより好ましく、1:9〜7:3で含むことが特に好ましく、3:7〜6:4で含むことが最も好ましい。第1の可塑剤の含有量が相対的に多くかつ第2の可塑剤の含有量が相対的に少ないと、中間膜及び合わせガラスの遮音性をより一層高めることができる。第1の可塑剤の含有量が相対的に少なくかつ第2の可塑剤の含有量が相対的に多いと、中間膜及び合わせガラスの耐湿性及び耐貫通性をより一層高めることができる。
【0228】
上記第2の層において、熱可塑性樹脂100重量部に対して、可塑剤の含有量(可塑剤がジエステル化合物である第2の可塑剤である場合には該第2の可塑剤の含有量)は20〜60重量部の範囲内であることが好ましい。熱可塑性樹脂100重量部に対して、可塑剤の含有量は、より好ましくは25重量部以上、更に好ましくは30重量部以上、より好ましくは50重量部以下、更に好ましくは45重量部以下である。可塑剤の含有量が上記下限以上であると、中間膜及び合わせガラスの耐貫通性がより一層高くなる。可塑剤の含有量が上記上限以下であると、可塑剤がブリードアウトし難くなり、中間膜及び合わせガラスの透明性がより一層高くなる。
【0229】
(他の成分)
上記第1,第2の層はそれぞれ、必要に応じて、紫外線吸収剤、酸化防止剤、光安定剤、難燃剤、帯電防止剤、顔料、染料、接着力調整剤、耐湿剤、蛍光増白剤及び赤外線吸収剤等の添加剤を含んでいてもよい。これらの添加剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0230】
(合わせガラス用中間膜)
本発明に係る合わせガラス用中間膜及び上記第1の層は、遮音性が高く、合わせガラスにおいて遮音層として用いることができる。
【0231】
上記第1の層の周波数1Hzにおけるtanδの最大値を示す温度T1は、−30〜0℃の範囲内であることが好ましい。この場合には、中間膜及び合わせガラスの低温での遮音性をより一層高めることができる。なお、tanδの最大値を示す温度T1とは、得られた損失正接の最大値を示す温度を意味する。
【0232】
上記第2の層における周波数1Hzにおけるtanδの最大値を示す温度T2は、上記温度T1よりも高いことが好ましく、0〜40℃の範囲内であることがより好ましい。上記温度T2が上記温度T1よりも高いと、低温のみならず、0〜40℃の環境下において、合わせガラスにおける固体音の遮音性がより一層良好になる。更に、上記温度T2が0
〜40℃の範囲内であると、常温域における固体音の遮音性が良好になる。なお、常温域とは5〜35℃を意味する。上記温度T2は、より好ましくは0℃を超え、更に好ましくは3℃以上、特に好ましくは39℃以下である。
【0233】
2層以上の積層構造を有する多層の合わせガラス用中間膜である場合には、上記第1の層の厚みは、0.02〜1.8mmの範囲内であることが好ましい。中間膜の厚みは、より好ましくは0.05mm以上、より好ましくは0.5mm以下である。このような好ましい厚みにすることにより、多層中間膜の厚みが厚くなりすぎず、かつ多層中間膜及び合わせガラスの遮音性をより一層高めることができる。
【0234】
2層以上の積層構造を有する多層の合わせガラス用中間膜である場合には、上記第2の層の厚みは0.1mm〜1mmの範囲内であることが好ましい。上記第2の層の厚みは、より好ましくは0.2mm以上、より好ましくは0.5mm以下である。上記第2の層の厚みが上記下限以上及び上記上限以下であると、多層中間膜の厚みが厚くなりすぎず、かつ多層中間膜及び合わせガラスの遮音性がより一層高くなり、更に可塑剤のブリードアウトを抑制できる。
【0235】
1層の構造を有する単層の合わせガラス用中間膜である場合には、本発明に係る合わせガラス用中間膜の厚み(第1の層の厚み)は、0.1〜3mmの範囲内であることが好ましい。中間膜(第1の層の厚み)の厚みは、より好ましくは0.25mm以上、より好ましくは1.5mm以下である。中間膜の厚みが上記下限以上であると、中間膜及び合わせガラスの耐貫通性が充分に高くなる。中間膜の厚みが上記上限以下であると、中間膜の透明性がより一層良好になる。
【0236】
また、中間膜が2層以上の積層構造を有する場合に、上記第1の層の厚みの上記中間膜の厚みに対する比((第1の層の厚み)/(中間膜の厚み))が小さく、上記第1の層に含まれる全ての可塑剤の合計の含有量が多いほど、合わせガラスにおける発泡が発生し、発泡が成長する傾向にある。特に、中間膜における上記比が0.05以上、0.35以下であることが好ましい。この場合には、上記第1の層中の上記ポリビニルアセタール樹脂100重量部に対する全ての可塑剤の合計の含有量が多くても、合わせガラスにおける発泡の発生及び発泡の成長を十分に抑制し、かつ合わせガラスの遮音性をより一層高めることができる。上記比((第1の層の厚み)/(中間膜の厚み))は好ましくは0.06以上、より好ましくは0.07以上、更に好ましくは0.08以上、特に好ましくは0.1以上、好ましくは0.3以下、より好ましくは0.25以下、更に好ましくは0.2以下、特に好ましくは0.15以下である。
【0237】
本発明に係る合わせガラス用中間膜の製造方法は特に限定されない。該中間膜の製造方法として、従来公知の方法を用いることができる。例えば、上記熱可塑性樹脂と上記第1,第2の可塑剤などの可塑剤と必要に応じて配合される他の成分とを混練し、中間膜を成形する製造方法等が挙げられる。連続的な生産に適しているため、押出成形する製造方法が好ましい。
【0238】
上記混練の方法は特に限定されない。この方法として、例えば、押出機、プラストグラフ、ニーダー、バンバリーミキサー又はカレンダーロール等を用いる方法が挙げられる。なかでも、連続的な生産に適しているため、押出機を用いる方法が好適であり、二軸押出機を用いる方法がより好適である。
【0239】
第1の層の両面に2つの第2の層が1つずつ積層される場合に、中間膜の製造効率が優れることから、2つの第2の層に、同一のポリビニルアセタール樹脂が含まれていることが好ましく、2つの第2の層に、同一のポリビニルアセタール樹脂及び同一の可塑剤が含
まれていることがより好ましく、2つの第2の層が同一の樹脂組成物により形成されていることが更に好ましい。
【0240】
(合わせガラス)
図3に、本発明の第1の実施形態に係る合わせガラス用中間膜12を用いた合わせガラスの一例を断面図で示す。
【0241】
図3に示す合わせガラス11は、第2の層13と第1の層14と第2の層15とがこの順で積層された中間膜12と、第1,第2の合わせガラス構成部材21,22とを備える。中間膜12は、第1,第2の合わせガラス構成部材21,22の間に挟み込まれている。第2の層13の外表面13aに第1の合わせガラス構成部材21が積層されている。第2の層15の外表面15aに第2の合わせガラス構成部材22が積層されている。
【0242】
図4に、本発明の第2の実施形態に係る合わせガラス用中間膜2Aを用いた合わせガラスの一例を断面図で示す。
【0243】
図4に示す合わせガラス1は、中間膜2A(第1の層2)と、第1,第2の合わせガラス構成部材21,22とを備える。中間膜2Aは単層の中間膜であり、第1の層2である。中間膜2Aは、第1,第2の合わせガラス構成部材21,22の間に挟み込まれている。中間膜2Aの一方の表面2aに、第1の合わせガラス構成部材21が積層されている。中間膜2の他方の表面2bに、第2の合わせガラス構成部材22が積層されている。
【0244】
このように、本発明に係る合わせガラスは、第1の合わせガラス構成部材と、第2の合わせガラス構成部材と、上記第1,第2の合わせガラス構成部材の間に挟み込まれた中間膜とを備えており、該中間膜として、本発明の合わせガラス用中間膜が用いられている。
【0245】
第1,第2の合わせガラス構成部材21,22としては、ガラス板及びPET(ポリエチレンテレフタレート)フィルム等が挙げられる。合わせガラス11には、2枚のガラス板の間に中間膜が挟み込まれている合わせガラスだけでなく、ガラス板とPETフィルム等との間に中間膜が挟み込まれている合わせガラスも含まれる。合わせガラス11は、ガラス板を備えた積層体であり、少なくとも1枚のガラス板が用いられていることが好ましい。
【0246】
上記ガラス板としては、無機ガラス及び有機ガラスが挙げられる。上記無機ガラスとしては、フロート板ガラス、熱線吸収板ガラス、熱線反射板ガラス、磨き板ガラス、型板ガラス、網入り板ガラス、線入り板ガラス及びグリーンガラス等が挙げられる。上記有機ガラスは、無機ガラスに代用される合成樹脂ガラスである。上記有機ガラスとしては、ポリカーボネート板及びポリ(メタ)アクリル樹脂板等が挙げられる。上記ポリ(メタ)アクリル樹脂板としては、ポリメチル(メタ)アクリレート板等が挙げられる。
【0247】
第1,第2の合わせガラス構成部材21,22の厚みは特に限定されないが、1〜5mmの範囲内であることが好ましい。また、合わせガラス構成部材21,22がガラス板である場合に、該ガラス板の厚みは、1〜5mmの範囲内であることが好ましい。合わせガラス構成部材21,22がPETフィルムである場合に、該PETフィルムの厚みは、0.03〜0.5mmの範囲内であることが好ましい。
【0248】
合わせガラス1,11の製造方法は特に限定されない。例えば、第1,第2の合わせガラス構成部材21,22の間に、中間膜2A又は多層の中間膜12を挟んで、押圧ロールに通したり、又はゴムバックに入れて減圧吸引したりして、第1,第2の合わせガラス構成部材21,22と中間膜2A又は多層の中間膜12との間に残留する空気を脱気する。
その後、約70〜110℃で予備接着して積層体を得る。次に、積層体をオートクレーブに入れたり、又はプレスしたりして、約120〜150℃及び1〜1.5MPaの圧力で圧着する。このようにして、合わせガラス1,11を得ることができる。
【0249】
合わせガラス1,11は、自動車、鉄道車両、航空機、船舶及び建築物等に使用できる。合わせガラス1,11は、これらの用途以外にも使用できる。合わせガラス1,11は、建築用又は車両用の合わせガラスであることが好ましく、車両用の合わせガラスであることがより好ましい。合わせガラス1,11は、自動車のフロントガラス、サイドガラス、リアガラス又はルーフガラス等に使用できる。
【0250】
以下に実施例を挙げて、本発明を更に詳しく説明する。本発明はこれら実施例のみに限定されない。
【0251】
実施例及び比較例では、以下の第1,第2の可塑剤を用いた。
【0252】
第1の可塑剤:
アジピン酸ビス(2−ブトキシエチル)(上記式(1A)で表される第1の可塑剤に相当する。上記式(1A)中、R21及びR26はそれぞれn−ブチル基であり、R22及びR27はそれぞれエチレン基であり、m1及びm2はそれぞれ1であり、nは4である。)
【0253】
アジピン酸ビス[2−(2−ブトキシエトキシ)エチル](上記式(1A)で表される第1の可塑剤に相当する。上記式(1A)中、R21及びR26はそれぞれn−ブチル基であり、R22及びR27はそれぞれエチレン基であり、m1及びm2はそれぞれ2であり、nは4である。)
【0254】
第2の可塑剤:
トリエチレングリコールジ−2−エチルヘキサノエート(3GO)
また、下記のポリビニルアセタール樹脂Aを合成した。
【0255】
(合成例1)
ポリビニルアセタール樹脂Aの合成:
攪拌装置を備えた反応器に、イオン交換水2700ml、平均重合度3000、けん化度87.2モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として35重量%塩酸を、塩酸濃度が0.6重量%となるように添加し、温度を15℃に調整した後、攪拌しながらn−ブチルアルデヒド14.2gを添加した。その後、n−ブチルアルデヒド170gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから15分後に、35重量%塩酸を、塩酸濃度が3.9重量%となるように添加し、45℃に加熱し、45℃で3時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルブチラール樹脂Aを得た。
【0256】
得られたポリビニルブチラール樹脂Aに占める、絶対分子量100万以上の高分子量成分X(ポリビニルブチラール樹脂)の割合は14.5%であった。得られたポリビニルブチラール樹脂Aに占める、分子量yが100万以上である高分子量成分Y(ポリビニルブチラール樹脂)の割合は18.2%であった。水酸基の含有率は22.5モル%、アセチル化度は12.8モル%、ブチラール化度は64.7モル%であった。
【0257】
(実施例1)
合成例1で合成されたポリビニルブチラール樹脂A(アセタール基の炭素数4、平均重合度3000、水酸基の含有率22.5モル%、アセチル化度12.8モル%、ブチラー
ル化度64.7モル%)100重量部と、第1の可塑剤であるアジピン酸ビス(2−ブトキシエチル)50重量部とをミキシングロールで充分に混練し、第1の層用組成物を得た。なお、用いたポリビニルブチラール樹脂は、n−ブチルアルデヒドによりアセタール化されているポリビニルブチラール樹脂である。
【0258】
2枚のフッ素樹脂シートの間に、厚み0.1mmのクリアランス板を介して、得られた第1の層用組成物を挟み込み、150℃にてプレス成形して、厚み0.1mmの中間膜B1(第1の層)を得た。
【0259】
ポリビニルブチラール樹脂(アセタール基の炭素数4、平均重合度3000、水酸基の含有率30.5モル%、アセチル化度1モル%、ブチラール化度68.5モル%)100重量部と、トリエチレングリコールジ−2−エチルヘキサノエート40重量部とをミキシングロールで充分に混練し、第2の層用組成物を得た。なお、用いたポリビニルブチラール樹脂は、n−ブチルアルデヒドによりアセタール化されているポリビニルブチラール樹脂である。
【0260】
2枚のフッ素樹脂シートの間に、厚み0.35mmのクリアランス板を介して、得られた第2の層用組成物を挟み込み、150℃にてプレス成形して、厚み0.35mmの中間膜B2(第2の層)を得た。
【0261】
中間膜B2と中間膜B1と中間膜B2とをこの順に積層し、第2の層/第1の層/第2の層の積層構造を有する積層体を得た。2枚のフッ素樹脂シートの間に、厚み0.8mmのクリアランス板を介して、得られた積層体を150℃にてプレス成形して、厚み0.8mmの多層の中間膜Bを得た。
【0262】
(実施例2〜8)
下記の表1,2に示すポリビニルブチラール樹脂と可塑剤とを用いて、第1,第2の層用組成物を調整し、実施例1と同様にして中間膜B1,B2を作製し、多層中間膜Bを得た。なお、用いたポリビニルブチラール樹脂は、n−ブチルアルデヒドによりアセタール化されているポリビニルブチラール樹脂である。また、実施例2,6〜8において、第1の層に用いたポリビニルアセタール樹脂は、合成例1で合成されたポリビニルブチラール樹脂Aである。
【0263】
(比較例1)
合成例1で合成されたポリビニルブチラール樹脂A(アセタール基の炭素数4、平均重合度3000、水酸基の含有率22.5モル%、アセチル化度12.8モル%、ブチラール化度64.7モル%)100重量部と、第1の可塑剤であるアジピン酸ビス(2−ブトキシエチル)50重量部とをミキシングロールで充分に混練し、組成物を得た。なお、用いたポリビニルブチラール樹脂は、n−ブチルアルデヒドによりアセタール化されているポリビニルブチラール樹脂である。
【0264】
2枚のフッ素樹脂シートの間に、厚み0.8mmのクリアランス板を介して、得られた組成物を挟み込み、150℃にてプレス成形して、厚み0.8mmの中間膜Aを得た。
【0265】
(比較例2)
第1の層用組成物における可塑剤の種類及び配合量を下記の表2に示すように変更したこと以外は実施例1と同様にして中間膜B1,B2を作製し、多層中間膜Bを得た。また、比較例2において、第1の層に用いたポリビニルアセタール樹脂は、合成例1で合成されたポリビニルブチラール樹脂Aである。
【0266】
(実施例1〜8及び比較例1,2の評価)
実施例1〜8及び比較例1,2の中間膜及び該中間膜に用いるポリビニルアセタール樹脂について、下記の(1)〜(5)又は(1)〜(6)の評価項目について評価を行った。実施例1〜4,6〜8及び比較例2の中間膜及び該中間膜に用いるポリビニルアセタール樹脂について、下記の(7),(8)の評価項目について、評価を行った。
【0267】
(1)遮音性:周波数1Hzにおけるtanδの最大値を示す温度T1及びT2
周波数1Hzにおけるtanδの最大値を示す温度を測定できるように、実施例1〜8及び比較例2の中間膜B1を得る際に、厚みを0.8mmに変更したこと以外は同様にして、中間膜B1−2を用意した。また、実施例1〜8及び比較例2の中間膜B2を得る際に、厚みを0.8mmに変更したこと以外は同様にして、中間膜B2−2を用意した。得られた中間膜B1−2,B2−2を直径8mmの円形に切り抜いて、評価サンプルを得た。
【0268】
中間膜B1−2を用いた評価サンプルの動的粘弾性を、粘弾性測定装置(レオメトリックス社製「ARES」)を用いて、せん断法にて、歪み量1.0%及び周波数1Hzの条件で、昇温速度3℃/分で動的粘弾性の温度分散測定を行うことにより、tanδを測定し、周波数1Hzにおけるtanδの最大値を示す温度T1を求めた。また、中間膜B2−2を用いた評価サンプルの動的粘弾性を、上述の方法で測定し、周波数1Hzにおけるtanδの最大値を示す温度T2を求めた。
【0269】
比較例1の中間膜Aを直径8mmの円形に切り抜いて、評価サンプルを得た。得られた評価サンプルの動的粘弾性を、上述の方法で測定し、周波数1Hzにおけるtanδの最大値を示す温度T1を求めた。
【0270】
(2)遮音性:損失係数(Loss factor評価)
得られた中間膜A又は多層中間膜Bを、縦30mm×横320mmに切り出した。次に、2枚の透明なフロートガラス(縦25mm×横305mm×厚み2.0mm)の間に、中間膜A又は多層中間膜Bを挟み込み、真空ラミネーターにて90℃で30分間保持し、真空プレスし、積層体を得た。積層体において、ガラスからはみ出た中間膜A又は多層中間膜B部分を切り落とし、評価サンプルを得た。この評価サンプルについて、測定装置「SA−01」(リオン社製)を用いて、20℃の条件で中央加振法により損失係数を測定した。得られた損失係数の共振周波数の1次モード(100Hz近傍)での損失係数を評価した。
【0271】
(3)板ズレ
得られた中間膜A又は多層中間膜Bを、縦150mm×横300mmに切り出した。2枚の透明なフロートガラス(縦150mm×横300mm×厚み2.0mm)の間に、中間膜A又は多層中間膜Bを挟み込み、真空ラミネーターにて90℃で30分間保持し、真空プレスし、評価サンプルを得た。この評価サンプルの一方の面を垂直面に固定し、他方の面に両面テープを用いてフロートガラス(縦150mm×横300mm×厚み15mm)を接着した。合わせガラスの側面にズレ量を測定するための基準線を引き、80℃で30日間放置した。30日後、評価サンプルの2枚のガラスのズレ量を測定した。
【0272】
(4)ブリードアウトの評価
得られた中間膜A又は多層中間膜Bの表面に、赤色の油性マジックで長さ8cmの5本の線を書き、マーキングした。マーキングされた中間膜A又は多層中間膜Bを主面が鉛直方向と平行な平面内に位置するように置いた。これを23℃及び相対湿度28%の恒温恒湿条件で2〜4週間放置した。放置後の中間膜A又は多層中間膜Bを目視にて観察し、油性マジックのにじみ及び垂れの有無を観測し、下記の判定基準で判定した。
【0273】
[耐湿性の判定基準]
○○:4週間保管後に5本のいずれの線にもにじみ又は垂れが観測されない
○:3週間保管後に5本のいずれの線にもにじみ又は垂れが観測されず、かつ4週間保管後に少なくとも1本の線でにじみ又は垂れが観測される
△:2週間保管後に5本のいずれの線にもにじみ又は垂れが観測されず、かつ3週間保管後に少なくとも1本の線でにじみ又は垂れが観測される
×:2週間保管後に少なくとも1本の線でにじみ又は垂れが観測される
【0274】
(5)耐貫通性
得られた中間膜A又は多層中間膜Bを、縦300mm×横300mmに切り出した後、23℃及び相対湿度28%の恒温恒湿条件で24時間保持した。その後、2枚の透明なフロートガラス(縦300mm×横300mm×厚み2.5mm、クリアガラス)の間に、中間膜A又は多層中間膜Bを挟み込み、積層体を得た。得られた積層体を、230℃の加熱ロールを用いて、仮圧着した。次に、仮圧着された積層体を、オートクレーブを用いて135℃及び圧力1.2MPaの条件で20分間圧着し、合わせガラスを作製した。
【0275】
得られた合わせガラス(縦300mm×横300mm)を、その表面温度が23℃となるように調整した。次いで、JIS R3212に準拠して、4mの高さから、6枚の合わせガラスに対してそれぞれ、質量2260g及び直径82mmの剛球を、合わせガラスの中心部分に落下させた。6枚の合わせガラス全てについて、剛球が衝突した後5秒以内に剛球が貫通しなかった場合を合格とした。剛球が衝突した後5秒以内に剛球が貫通しなかった合わせガラスが3枚以下であった場合は不合格とした。4枚の場合には、新しく6枚の合わせガラスの耐貫通性評価を行った。5枚の場合には、新しく1枚の合わせガラスを追加試験し、剛球が衝突した後5秒以内に剛球が貫通しなかった場合を合格とした。同様の方法で、5m及び6mの高さから、6枚の合わせガラスに対してそれぞれ、質量2260g及び直径82mmの剛球を、合わせガラスの中心部分に落下させ、耐貫通性評価を行った。
【0276】
(6)発泡試験A,B(発泡の状態)
得られた各中間膜を縦30cm×横15cmの大きさに切断し、温度23℃の環境下にて、10時間保管した。なお、得られた中間膜の両面にはエンボスが形成されており、そのエンボスの十点平均粗さは30μmであった。切断された中間膜において、中間膜の端部から縦方向にそれぞれ内側に向かって8cmの位置と、中間膜の端部から横方向にそれぞれ内側に向かって5cmの位置との交点4箇所に、直径6mmの貫通孔を作製した。
【0277】
透明なフロートガラス(縦30cm×横15cm×厚さ2.5mm)2枚の間に、貫通孔を有する中間膜を挟み込み、積層体を得た。積層体の外周縁は、熱融着により端部から幅2cmを封止することにより、エンボスに残留した空気及び貫通孔に残留した空気を封じ込めた。この積層体を135℃、圧力1.2MPaの条件で20分間圧着することで、残留した空気を中間膜中に溶かし込み、発泡試験A及びBに用いる合わせガラスを得た。
【0278】
発泡試験A(発泡の状態):
発泡試験Aに用いる合わせガラスを、各中間膜について5枚作製し、50℃のオーブン内に100時間放置した。放置後の合わせガラスにおいて、発泡の有無及び発泡の大きさを平面視にて目視で観察し、発泡の状態を下記の基準で判定した。
【0279】
5枚の合わせガラスに発生した発泡を、楕円で近似し、その楕円面積を発泡面積とした。5枚の合わせガラスにて観察された楕円面積の平均値を求め、合わせガラスの面積(30cm×15cm)に対する楕円面積の平均値(発泡面積)の割合(百分率)を求めた。
【0280】
[発泡試験Aによる発泡の状態の判定基準]
○○:5枚全ての合わせガラスに発泡が観察されなかった
○:楕円面積の平均値(発泡面積)の割合が5%未満であった
△:楕円面積の平均値(発泡面積)の割合が5%以上、10%未満であった
×:楕円面積の平均値(発泡面積)の割合が10%以上であった
【0281】
発泡試験B(発泡の状態):
発泡試験Bに用いる合わせガラスを、各中間膜について30枚作製し、50℃のオーブン内に24時間放置した。放置後の合わせガラスにおいて、目視で発泡が観察された合わせガラスの枚数を確認し、下記の基準で判定した。
【0282】
[発泡試験Bによる発泡の状態の判定基準]
○○:目視で発泡が観察された合わせガラスは5枚以下であった
○:目視で発泡が観察された合わせガラスは6枚以上、10枚以下であった
△:目視で発泡が観察された合わせガラスは11枚以上、15枚以下であった
×:目視で発泡が観察された合わせガラスは16枚以上であった
【0283】
(7)試験法Aによる弾性率G’の測定
実施例及び比較例の合わせガラス用中間膜の第1の層に含まれる各ポリビニルアセタール樹脂(第1の層に用いるポリビニルアセタール樹脂)100重量部と、可塑剤としてトリエチレングリコールジ−2−エチルヘキサノエート(3GO)60重量部とを充分に混練し、混練物を得た。得られた混練物をプレス成型機でプレス成型して、平均厚さが0.35mmの樹脂膜Aを得た。得られた樹脂膜Aを25℃及び相対湿度30%の条件で2時間放置した。2時間放置した後に、TAINSTRUMENTS社製のARES−G2を用いて、粘弾性を測定した。治具として、直径8mmのパラレルプレートを用いた。3℃/分の降温速度で100℃から−10℃まで温度を低下させる条件、及び周波数1Hz及び歪1%の条件で測定を行った。得られた測定結果において、損失正接のピーク温度をガラス転移温度Tg(℃)とした。また、得られた測定結果とガラス転移温度Tgとから、(Tg+30)℃での弾性率G’(Tg+30)の値と、(Tg+80)℃での弾性率G’(Tg+80)の値とを読み取った。また、比(G’(Tg+80)/G’(Tg+30))を求めた。
【0284】
上記比(G’(Tg+80)/G’(Tg+30))が0.65以上である場合を「○」、上記比(G’(Tg+80)/G’(Tg+30))が0.65未満である場合を「×」と判定した。
【0285】
(8)試験法Bによる弾性率G’の測定
実施例及び比較例の合わせガラス用中間膜を恒温恒湿室(湿度30%(±3%)、温度23℃)に1ヶ月間保管した。1ヶ月間保管した後すぐに、表面層と中間層と表面層とを剥離することにより、中間層を取り出した。2枚のポリエチレンテレフタレート(PET)フィルムの間に配置された型枠(縦2cm×横2cm×厚み0.76mm)内に、剥離された中間層1gを置き、温度150℃、プレス圧0kg/cm2で10分間予熱した後、80kg/cm2で15分間プレス成型した。予め20℃に設定したハンドプレス機に、プレス成型された中間層を配置し、10MPaで10分間プレスすることにより冷却した。次いで、2枚のPETフィルムの間に配置された型枠から、1枚のPETフィルムを剥離し、恒温恒湿室(湿度30%(±3%)、温度23℃)で24時間保管した後、TAINSTRUMENTS社製のARES−G2を用いて、粘弾性を測定した。治具として、直径8mmのパラレルプレートを用いた。3℃/分の降温速度で100℃から−10℃まで温度を低下させる条件、及び周波数1Hz及び歪1%の条件で測定を行った。得られ
た測定結果において、損失正接のピーク温度をガラス転移温度Tg(℃)とした。また、得られた測定結果とガラス転移温度Tgとから、(Tg+30)℃での弾性率G’(Tg+30)の値と、(Tg+80)℃での弾性率G’(Tg+80)の値とを読み取った。また、比(G’(Tg+80)/G’(Tg+30))を求めた。
【0286】
上記比(G’(Tg+80)/G’(Tg+30))が0.65以上である場合を「○」、上記比(G’(Tg+80)/G’(Tg+30))が0.65未満である場合を「×」と判定した。
【0287】
(9)絶対分子量及び分子量yの測定
(絶対分子量の測定)
上述した合成例1に記載の高分子量成分X,Yの割合を求めるための絶対分子量及びポリスチレン換算分子量は、得られた多層中間膜から表面層と中間層とを剥離して、以下のようにして求めた値である。
【0288】
絶対分子量を測定するために、まず多層中間膜を恒温恒湿室(湿度30%(±3%)、温度23℃)に1ヶ月放置した。1ヶ月放置後、多層中間膜から表面層と中間層とを剥離した。剥離された中間層をテトラヒドロフラン(THF)に溶解させ、0.1重量%の溶液を調製した。得られた溶液をGel Permeation Chromatography(GPC)装置(日立ハイテク社製「RI:L2490、オートサンプラー:L−2200、ポンプ:L−2130、カラムオーブン:L−2350、カラム:GL−A120−SとGL−A100MX−Sの直列」)により分析した。また、このGPC装置にはGPC用光散乱検出器(VISCOTEK社製「Model270(RALS+VISCO)」)が接続されており、各検出器によるクロマトグラムの分析ができる。RI検出器及びRALS検出器のクロマトグラムにおけるポリビニルアセタール樹脂成分のピークを、解析ソフト(OmniSEC)を用いて解析することにより、ポリビニルアセタール樹脂の各溶出時間における絶対分子量を求めた。RI検出器で検出されるポリビニルアセタール樹脂のピーク面積に占める、ポリビニルアセタール樹脂の絶対分子量が100万以上となる領域の面積の割合を百分率(%)で表した。
【0289】
クロマトグラムにおける各成分のピークには以下の式が成り立つ。
【0290】
ARI=c×(dn/dc)×KRI ・・・式(1)
ARALS=c×M×(dn/dc)2×KRALS ・・・式(2)
ここで、cは溶液中のポリマー濃度、(dn/dc)は屈折率増分、Mは絶対分子量、Kは装置定数である。
【0291】
具体的な測定手順として、まず、c、M、および(dn/dc)が既知であるポリスチレン標準試料(VISCOTEK社製 PolyCAL(登録商標) TDS−PS−NB Mw=98390 dn/dc=0.185)を用い、0.1重量%のTHF溶液を調製する。得られたポリスチレン溶液のGPC測定結果から式(1)及び(2)を用いて、各検出器の装置定数Kを求める。
【0292】
次に、剥離した中間層をTHFに溶解させ、THF溶液を調製する。得られたポリビニルアセタール樹脂溶液のGPC測定結果から式(1)及び(2)を用いて、ポリビニルアセタール樹脂の絶対分子量Mを求めた。
【0293】
ただし、中間層(ポリビニルアセタール樹脂と可塑剤とを含む)について分析を行うためには、ポリビニルアセタール樹脂溶液中のポリビニルアセタール樹脂の濃度を求める必要がある。ポリビニルアセタール樹脂の濃度の求め方は、以下の可塑剤の含有量の測定の
結果から計算した。
【0294】
可塑剤の含有量の測定:
可塑剤の含有量が、10重量%、15重量%、20重量%、25重量%、30重量%、35重量%、40重量%、45重量%及び50重量%となるように、THFに可塑剤を溶解させ、可塑剤−THF溶液を調製した。得られた可塑剤−THF溶液をGPC測定し、可塑剤のピーク面積を求めた。可塑剤の濃度に対し可塑剤のピーク面積をプロットし、近似直線を得た。次に、中間層をTHFに溶解させたTHF溶液をGPC測定し、可塑剤のピーク面積から近似直線を用いることにより、可塑剤の含有量を求めた。
【0295】
(分子量yの測定)
上記絶対分子量の測定方法と同様にして、ゲルパーミエーションクロマトグラフィー(GPC)によるポリスチレン換算分子量を測定して、RI検出器で検出されるピーク面積(GPCの測定結果)のうち、分子量が100万以上の領域に相当する面積の割合から、ポリビニルアセタール樹脂に占める、分子量yが100万以上である高分子量成分Yの割合(%)を算出した。
【0296】
ポリスチレン換算分子量を測定するために、分子量既知のポリスチレン標準試料のGPC測定を行う。ポリスチレン標準試料(昭和電工社製「Shodex Standard
SM−105」、「Shodex Standard SH−75」)としては、重量平均分子量580、1,260、2,960、5,000、10,100、21,000、28,500、76,600、196,000、630,000、1,130,000、2,190,000、3,150,000、3,900,000の14試料を用いた。それぞれの標準試料ピークのピークトップが示す溶出時間に対して重量平均分子量をプロットし得られる近似直線を検量線として使用した。恒温恒湿室(湿度30%(±3%)、温度23℃)に1ヶ月放置した多層中間膜から表面層と中間層とを剥離した。剥離された中間層をテトラヒドロフラン(THF)に溶解させ、0.1重量%の溶液を調製した。得られた溶液をGPC装置により分析し、中間層中のポリビニルアセタール樹脂のピーク面積を測定した。次いで、中間層中のポリビニルアセタール樹脂の溶出時間と検量線から、中間層中のポリビニルアセタール樹脂のポリスチレン換算分子量が100万以上の領域に相当する面積を算出した。中間層中のポリビニルアセタール樹脂のポリスチレン換算分子量が100万以上の領域に相当する面積を、中間層中のポリビニルアセタール樹脂のピーク面積で除算した値を百分率(%)で表すことにより、上記ポリビニルアセタール樹脂に占める、上記分子量yが100万以上である高分子量成分Yの割合(%)を算出した。
【0297】
結果を下記の表1,2に示す。
【0298】
【表1】
【0299】
【表2】
【0300】
上記表1,2に示すように、実施例1〜4,6〜8及び比較例2の合わせガラス用中間膜では、第1の層を構成するポリビニルアセタール樹脂と第1の層を構成する可塑剤とを上記表1の含有量で含む樹脂膜B(第1の層)を用いて、多層中間膜の各層間で可塑剤を移行させた後、該樹脂膜B(第1の層)の弾性率G’を測定した結果、該樹脂膜Bの比(G’(Tg+80)/G’(Tg+30))は、第1の層に含まれているポリビニルアセタール樹脂100重量部と3GO60重量部とを含む樹脂膜Aの比(G’(Tg+80)/G’(Tg+30))とほぼ同様であった。
【0301】
(実施例9)
合成例1で合成されたポリビニルブチラール樹脂Aポリビニルブチラール樹脂(アセタール基の炭素数4、平均重合度3000、水酸基の含有率22.5モル%、アセチル化度12.8モル%、ブチラール化度64.7モル%)100重量部と、第1の可塑剤であるアジピン酸ビス(2−ブトキシエチル)42重量部と、第2の可塑剤であるトリエチレングリコールジ−2−エチルヘキサノエート18重量部とをミキシングロールで充分に混練し、組成物を得た。なお、用いたポリビニルブチラール樹脂は、n−ブチルアルデヒドによりアセタール化されているポリビニルブチラール樹脂である。
【0302】
2枚のフッ素樹脂シートの間に、厚み0.8mmのクリアランス板を介して、得られた組成物を挟み込み、150℃にてプレス成形して、厚み0.8mmの中間膜Aを得た。
【0303】
(実施例10〜12及び比較例3)
下記の表3に示すポリビニルブチラール樹脂と可塑剤とを用いて、実施例9と同様にして、中間膜Aを作製した。なお、用いたポリビニルブチラール樹脂は、n−ブチルアルデヒドによりアセタール化されているポリビニルブチラール樹脂である。また、実施例10〜12及び比較例3において、第1の層に用いたポリビニルアセタール樹脂は、合成例1で合成されたポリビニルブチラール樹脂Aである。
【0304】
(実施例13)
合成例1で合成されたポリビニルブチラール樹脂A(アセタール基の炭素数4、平均重合度3000、水酸基の含有率22.5モル%、アセチル化度12.8モル%、ブチラール化度64.7モル%)100重量部と、第1の可塑剤であるアジピン酸ビス(2−ブトキシエチル)10重量部と、第2の可塑剤であるトリエチレングリコールジ−2−エチルヘキサノエート50重量部とをミキシングロールで充分に混練し、遮音層用組成物を得た。なお、用いたポリビニルブチラール樹脂は、n−ブチルアルデヒドによりアセタール化されているポリビニルブチラール樹脂である。
【0305】
2枚のフッ素樹脂シートの間に、厚み0.1mmのクリアランス板を介して、得られた遮音層用組成物を挟み込み、150℃にてプレス成形して、厚み0.1mmの中間膜B1(第1の層、遮音層)を得た。
【0306】
ポリビニルブチラール樹脂(アセタール基の炭素数4、平均重合度3000、水酸基の含有率30.5モル%、アセチル化度1モル%、ブチラール化度68.5モル%)100重量部と、トリエチレングリコールジ−2−エチルヘキサノエート40重量部とをミキシングロールで充分に混練し、保護層用組成物を得た。なお、用いたポリビニルブチラール樹脂は、n−ブチルアルデヒドによりアセタール化されているポリビニルブチラール樹脂である。
【0307】
2枚のフッ素樹脂シートの間に、厚み0.35mmのクリアランス板を介して、得られた保護層用組成物を挟み込み、150℃にてプレス成形して、厚み0.35mmの中間膜B2(第2の層、保護層)を得た。
【0308】
中間膜B2と中間膜B1と中間膜B2とをこの順に積層し、保護層/遮音層/保護層(第2の層/第1の層/第2の層)の積層構造を有する積層体を得た。2枚のフッ素樹脂シートの間に、厚み0.8mmのクリアランス板を介して、得られた積層体を150℃にてプレス成形して、厚み0.8mmの多層中間膜Bを得た。
【0309】
(実施例14,15)
遮音層用組成物における可塑剤の配合量を下記の表4に示すように変更したこと以外は実施例13と同様にして中間膜B1,B2を作製し、多層中間膜Bを得た。また、実施例
14,15において、第1の層に用いたポリビニルアセタール樹脂は、合成例1で合成されたポリビニルブチラール樹脂Aである。
【0310】
(実施例9〜15及び比較例3の評価)
実施例9〜15及び比較例3の中間膜について、下記の(1A),(1B)の評価項目について評価を行った。また、実施例9〜15及び比較例3の中間膜について、上記(4)ブリードアウトの評価を行った。さらに、実施例13〜15の中間膜及び該中間膜に用いるポリビニルアセタール樹脂について、上記(6)発泡試験A,B(発泡の状態)、上記(7)試験法Aによる弾性率G’の測定、上記(8)試験法Bによる弾性率G’の測定を行った。
【0311】
(1A)遮音性:周波数1Hzにおけるtanδの最大値を示す温度T1及びT2
実施例9〜12及び比較例3の中間膜Aを直径8mmの円形に切り抜いて、評価サンプルを得た。得られた評価サンプルの動的粘弾性を、粘弾性測定装置(レオメトリックス社製「ARES」)を用いて、せん断法にて、歪み量1.0%及び周波数1Hzの条件で、昇温速度3℃/分で動的粘弾性の温度分散測定を行うことにより、tanδを測定し、周波数1Hzにおけるtanδの最大値を示す温度T1を求めた。
【0312】
また、周波数1Hzにおけるtanδの最大値を示す温度を測定できるように、実施例13〜15の中間膜B1を得る際に、厚みを0.8mmに変更したこと以外は同様にして、中間膜B1−2を用意した。さらに、実施例13〜15の中間膜B2を得る際に、厚みを0.8mmに変更したこと以外は同様にして、中間膜B2−2を用意した。得られた中間膜B1−2,B2−2を直径8mmの円形に切り抜いて、評価サンプルを得た。
【0313】
中間膜B1−2を用いた評価サンプルの動的粘弾性を、上述の方法で測定し、周波数1Hzにおけるtanδの最大値を示す温度T1を求めた。また、中間膜B2−2を用いた評価サンプルの動的粘弾性を、上述の方法で測定し、周波数1Hzにおけるtanδの最大値を示す温度T2を求めた。
【0314】
(2A)遮音性:損失係数(Loss factor評価)
得られた中間膜A又は多層中間膜Bを、縦30mm×横320mmに切り出した。次に、2枚の透明なフロートガラス(縦25mm×横305mm×厚み2.0mm)の間に、中間膜A又は多層中間膜Bを挟み込み、真空ラミネーターにて90℃で30分間保持し、真空プレスし、積層体を得た。積層体において、ガラスからはみ出た中間膜A又は多層中間膜B部分を切り落とし、評価サンプルを得た。この評価サンプルについて、測定装置「SA−01」(リオン社製)を用いて、20℃の条件で中央加振法により損失係数を測定した。得られた損失係数の共振周波数の1次モード(100Hz近傍)での損失係数を評価した。
【0315】
結果を下記の表3,4に示す。
【0316】
【表3】
【0317】
【表4】
【0318】
上記表4に示すように、実施例13〜15の合わせガラス用中間膜では、第1の層を構成するポリビニルアセタール樹脂と第1の層を構成する可塑剤とを上記表1の含有量で含む樹脂膜B(第1の層)を用いて、多層中間膜の各層間で可塑剤を移行させた後、該樹脂膜B(第1の層)の弾性率G’を測定した結果、該樹脂膜Bの比(G’(Tg+80)/G’(Tg+30))は、第1の層に含まれているポリビニルアセタール樹脂100重量部と3GO60重量部とを含む樹脂膜Aの比(G’(Tg+80)/G’(Tg+30))とほぼ同様であった。
【符号の説明】
【0319】
1…合わせガラス
2A…中間膜
2…第1の層
2a…一方の表面
2b…他方の表面
11…合わせガラス
12…中間膜
13…第2の層
13a…外表面
14…第1の層
14a…一方の表面
14b…他方の表面
15…第2の層
15a…外表面
21…第1の合わせガラス構成部材
22…第2の合わせガラス構成部材
【特許請求の範囲】
【請求項1】
第1の層のみの1層の構造を有する合わせガラス用中間膜であって、
前記第1の層が、熱可塑性樹脂と、下記式(1)で表される第1の可塑剤とを含み、
前記第1の層がジエステル化合物である第2の可塑剤をさらに含む、合わせガラス用中間膜。
【化1】
前記式(1)中、R1及びR2はそれぞれ、エーテル結合を少なくとも1つ有する有機基を表し、nは2〜8の整数を表す。
【請求項2】
前記式(1)中、R1及びR2はそれぞれ、炭素原子と酸素原子との総数が12以下である基である、請求項1に記載の合わせガラス用中間膜。
【請求項3】
前記式(1)中、R1及びR2はそれぞれ、下記式(11)又は下記式(12)で表されるエーテル結合構造単位を少なくとも1つ有する、請求項1又は2に記載の合わせガラス用中間膜。
【化2】
【化3】
【請求項4】
前記式(1)中、R1は、下記式(21)で表される基であり、かつR2は、下記式(26)で表される基である、請求項1〜3のいずれか1項に記載の合わせガラス用中間膜。
【化4】
前記式(21)中、R21は、炭素数1〜10のアルキル基を表し、R22は、炭素数1〜10のアルキレン基を表し、m1は1〜5の整数を表す。
【化5】
前記式(26)中、R26は、炭素数1〜10のアルキル基を表し、R27は、炭素数1〜10のアルキレン基を表し、m2は1〜5の整数を表す。
【請求項5】
前記第1の層中の前記ジエステル化合物である第2の可塑剤が、下記式(51)で表される第2の可塑剤である、請求項1〜4のいずれか1項に記載の合わせガラス用中間膜。
【化6】
前記式(51)中、R51及びR52はそれぞれ、炭素数5〜10の有機基を表し、R53は、エチレン基、イソプロピレン基又はn−プロピレン基を表し、pは3〜10の整数を表す。
【請求項6】
前記第1の層は、前記第1の可塑剤と前記第2の可塑剤とを、重量比で1:9〜8.5:1.5で含む、請求項1〜5のいずれか1項に記載の合わせガラス用中間膜。
【請求項7】
前記第1の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂である、請求項1〜6のいずれか1項に記載の合わせガラス用中間膜。
【請求項8】
前記第1の層中の前記ポリビニルアセタール樹脂の水酸基の含有率が、25モル%以下である、請求項7に記載の合わせガラス用中間膜。
【請求項9】
前記第1の層中の前記ポリビニルアセタール樹脂はポリビニルアルコールをアセタール化することにより得られており、前記ポリビニルアルコールの平均重合度が2700〜5000である、請求項7又は8に記載の合わせガラス用中間膜。
【請求項10】
前記第1の層中の前記熱可塑性樹脂が絶対分子量100万以上の高分子量成分を含み、かつ前記第1の層中の前記熱可塑性樹脂に占める、前記高分子量成分の割合が7.4%以上であるか、又は、前記第1の層中の前記熱可塑性樹脂がポリスチレン換算分子量100万以上の高分子量成分を含み、かつ前記第1の層中の前記熱可塑性樹脂に占める、前記高分子量成分の割合が9%以上である、請求項1〜9のいずれか1項に記載の合わせガラス用中間膜。
【請求項11】
前記第1の層を樹脂膜として用いて、該樹脂膜の粘弾性を測定した場合に、該樹脂膜のガラス転移温度をTg(℃)としたときに、(Tg+80)℃での弾性率G’(Tg+80)の(Tg+30)℃での弾性率G’(Tg+30)に対する比(G’(Tg+80)/G’(Tg+30))が、0.65以上である、請求項1〜10のいずれか1項に記載の合わせガラス用中間膜。
【請求項12】
前記第1の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂であり、
前記第1の層に含まれる前記ポリビニルアセタール樹脂100重量部と、可塑剤としてトリエチレングリコールジ−2−エチルヘキサノエート(3GO)60重量部とを含む樹脂膜を用いて、該樹脂膜の粘弾性を測定した場合に、該樹脂膜のガラス転移温度をTg(℃)としたときに、(Tg+80)℃での弾性率G’(Tg+80)の(Tg+30)℃での弾性率G’(Tg+30)に対する比(G’(Tg+80)/G’(Tg+30))が、0.65以上である、請求項1〜11のいずれか1項に記載の合わせガラス用中間膜。
【請求項13】
前記第1の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂であり、
前記第1の層中の前記ポリビニルアセタール樹脂は、平均重合度が3000を超えるポ
リビニルアルコール樹脂をアセタール化することにより得られている、請求項1〜12のいずれか1項に記載の合わせガラス用中間膜。
【請求項14】
前記第1の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂であり、
前記第1の層中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%以上であるか、又は前記第1の層中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%未満であり、かつアセタール化度が68モル%以上である、請求項1〜13のいずれか1項に記載の合わせガラス用中間膜。
【請求項15】
前記第1の層中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%以上である、請求項14に記載の合わせガラス用中間膜。
【請求項16】
前記第1の層中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%未満であり、かつアセタール化度が68モル%以上である、請求項14に記載の合わせガラス用中間膜。
【請求項17】
第1の合わせガラス構成部材と、
第2の合わせガラス構成部材と、
前記第1,第2の合わせガラス構成部材の間に挟み込まれた中間膜とを備え、
前記中間膜が、請求項1〜16のいずれか1項に記載の合わせガラス用中間膜を含む、合わせガラス。
【請求項1】
第1の層のみの1層の構造を有する合わせガラス用中間膜であって、
前記第1の層が、熱可塑性樹脂と、下記式(1)で表される第1の可塑剤とを含み、
前記第1の層がジエステル化合物である第2の可塑剤をさらに含む、合わせガラス用中間膜。
【化1】
前記式(1)中、R1及びR2はそれぞれ、エーテル結合を少なくとも1つ有する有機基を表し、nは2〜8の整数を表す。
【請求項2】
前記式(1)中、R1及びR2はそれぞれ、炭素原子と酸素原子との総数が12以下である基である、請求項1に記載の合わせガラス用中間膜。
【請求項3】
前記式(1)中、R1及びR2はそれぞれ、下記式(11)又は下記式(12)で表されるエーテル結合構造単位を少なくとも1つ有する、請求項1又は2に記載の合わせガラス用中間膜。
【化2】
【化3】
【請求項4】
前記式(1)中、R1は、下記式(21)で表される基であり、かつR2は、下記式(26)で表される基である、請求項1〜3のいずれか1項に記載の合わせガラス用中間膜。
【化4】
前記式(21)中、R21は、炭素数1〜10のアルキル基を表し、R22は、炭素数1〜10のアルキレン基を表し、m1は1〜5の整数を表す。
【化5】
前記式(26)中、R26は、炭素数1〜10のアルキル基を表し、R27は、炭素数1〜10のアルキレン基を表し、m2は1〜5の整数を表す。
【請求項5】
前記第1の層中の前記ジエステル化合物である第2の可塑剤が、下記式(51)で表される第2の可塑剤である、請求項1〜4のいずれか1項に記載の合わせガラス用中間膜。
【化6】
前記式(51)中、R51及びR52はそれぞれ、炭素数5〜10の有機基を表し、R53は、エチレン基、イソプロピレン基又はn−プロピレン基を表し、pは3〜10の整数を表す。
【請求項6】
前記第1の層は、前記第1の可塑剤と前記第2の可塑剤とを、重量比で1:9〜8.5:1.5で含む、請求項1〜5のいずれか1項に記載の合わせガラス用中間膜。
【請求項7】
前記第1の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂である、請求項1〜6のいずれか1項に記載の合わせガラス用中間膜。
【請求項8】
前記第1の層中の前記ポリビニルアセタール樹脂の水酸基の含有率が、25モル%以下である、請求項7に記載の合わせガラス用中間膜。
【請求項9】
前記第1の層中の前記ポリビニルアセタール樹脂はポリビニルアルコールをアセタール化することにより得られており、前記ポリビニルアルコールの平均重合度が2700〜5000である、請求項7又は8に記載の合わせガラス用中間膜。
【請求項10】
前記第1の層中の前記熱可塑性樹脂が絶対分子量100万以上の高分子量成分を含み、かつ前記第1の層中の前記熱可塑性樹脂に占める、前記高分子量成分の割合が7.4%以上であるか、又は、前記第1の層中の前記熱可塑性樹脂がポリスチレン換算分子量100万以上の高分子量成分を含み、かつ前記第1の層中の前記熱可塑性樹脂に占める、前記高分子量成分の割合が9%以上である、請求項1〜9のいずれか1項に記載の合わせガラス用中間膜。
【請求項11】
前記第1の層を樹脂膜として用いて、該樹脂膜の粘弾性を測定した場合に、該樹脂膜のガラス転移温度をTg(℃)としたときに、(Tg+80)℃での弾性率G’(Tg+80)の(Tg+30)℃での弾性率G’(Tg+30)に対する比(G’(Tg+80)/G’(Tg+30))が、0.65以上である、請求項1〜10のいずれか1項に記載の合わせガラス用中間膜。
【請求項12】
前記第1の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂であり、
前記第1の層に含まれる前記ポリビニルアセタール樹脂100重量部と、可塑剤としてトリエチレングリコールジ−2−エチルヘキサノエート(3GO)60重量部とを含む樹脂膜を用いて、該樹脂膜の粘弾性を測定した場合に、該樹脂膜のガラス転移温度をTg(℃)としたときに、(Tg+80)℃での弾性率G’(Tg+80)の(Tg+30)℃での弾性率G’(Tg+30)に対する比(G’(Tg+80)/G’(Tg+30))が、0.65以上である、請求項1〜11のいずれか1項に記載の合わせガラス用中間膜。
【請求項13】
前記第1の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂であり、
前記第1の層中の前記ポリビニルアセタール樹脂は、平均重合度が3000を超えるポ
リビニルアルコール樹脂をアセタール化することにより得られている、請求項1〜12のいずれか1項に記載の合わせガラス用中間膜。
【請求項14】
前記第1の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂であり、
前記第1の層中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%以上であるか、又は前記第1の層中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%未満であり、かつアセタール化度が68モル%以上である、請求項1〜13のいずれか1項に記載の合わせガラス用中間膜。
【請求項15】
前記第1の層中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%以上である、請求項14に記載の合わせガラス用中間膜。
【請求項16】
前記第1の層中の前記ポリビニルアセタール樹脂のアセチル化度が8モル%未満であり、かつアセタール化度が68モル%以上である、請求項14に記載の合わせガラス用中間膜。
【請求項17】
第1の合わせガラス構成部材と、
第2の合わせガラス構成部材と、
前記第1,第2の合わせガラス構成部材の間に挟み込まれた中間膜とを備え、
前記中間膜が、請求項1〜16のいずれか1項に記載の合わせガラス用中間膜を含む、合わせガラス。
【図1】

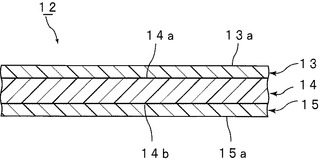
【図2】
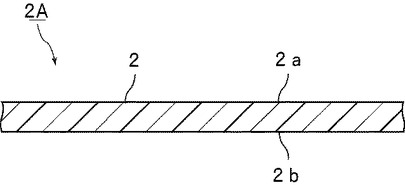
【図3】
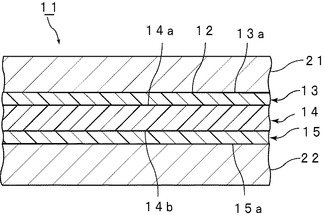
【図4】
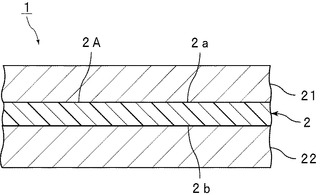
【図5】
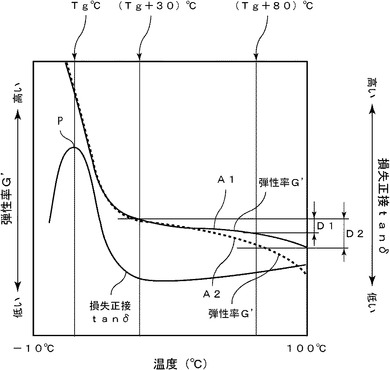
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−67562(P2013−67562A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2012−276657(P2012−276657)
【出願日】平成24年12月19日(2012.12.19)
【分割の表示】特願2011−532055(P2011−532055)の分割
【原出願日】平成23年7月15日(2011.7.15)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成24年12月19日(2012.12.19)
【分割の表示】特願2011−532055(P2011−532055)の分割
【原出願日】平成23年7月15日(2011.7.15)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]