
合体シートの連続形成貼着装置及び合体シートの作成方法
【課題】紙又は樹脂シート等からなる粘着シート等にRFID等のタグを貼着させて合成シートとする装置及び作成方法であり、特に、装置構造が比較的簡便安価でコンパクトにでき、歩留りがよく、中小生産量に適する合体シートの連続形成貼着装置及び合体シートの作成方法を提供する。
【解決手段】第1の搬送用フィルム9に粘着され搬送される粘着シート等8は尖鋭部21を有する三角板部材23により急曲げされて離別される。一方、シート等10を粘着した第2の搬送用フィルム10は所定位置にある粘着シート等8にタイマコントロールされて搬送され離別されて粘着シート8に貼着される。この貼着された合体フィルム12は第3の搬送用フィルム14等により使用側に搬送される。
【解決手段】第1の搬送用フィルム9に粘着され搬送される粘着シート等8は尖鋭部21を有する三角板部材23により急曲げされて離別される。一方、シート等10を粘着した第2の搬送用フィルム10は所定位置にある粘着シート等8にタイマコントロールされて搬送され離別されて粘着シート8に貼着される。この貼着された合体フィルム12は第3の搬送用フィルム14等により使用側に搬送される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、連続搬送される粘着シート等の裏面にRFID,スマートラベル,ICタグ及びその他のタグ等のシート等を前記粘着シート等の裏面の所定のXY方向の位置に粘着して合体シートとする装置及び方法に係り、特に、前記合体シートの作成量が中程度の場合に最適であり、比較的簡便でコンパクトの構造からなる合体シートの連続形成貼着装置及び合体シートの作成方法に関する。
【背景技術】
【0002】
近年、無線認識によって情報を読みとったり書き加えることができるRFID,スマートラベル,ICタグ及びその他のタグなど(以下、シート等と呼ぶ)が開発されているが、裏面が粘着加工されている関係でこれらをむき出しの状態で使用するわけにはいかないため、目的物に対して簡便に素早く搭載するための工夫が必要であり、現段階では粘着加工された粘着シート等の裏側つまり粘着面にこれらを貼着し、合体シートの状態で種々の目的物に搭載していく方法が主力を占めている。しかしこの場合、シート等の片面も粘着加工しないとラベルとしての機能が発揮できないため、手作業以外でのこのようなラベルを機械的に簡便に製造するのは困難であった。
【0003】
ドイツのMELZER社がスマート・ラベルに適用したシステムが、この目的にかなう機械と思われるが、この機械はシート等を正確に合体させるために大掛かりなインラインでの機械化システムを採用しておる。即ち、この機械では印刷が施された粘着シートの離型フィルムを剥がし取り、その粘着面上にロール状に送り出されたFRID等をカッティングしながら真空吸引ロールによって移動させ、定位置に重ね合わせた後、狙い定めてFRID等部分を両面テープで覆い、最終工程でダイカットによって打ち抜くという手の込んだ方法で、本生産までの調整中にかなりのロスが発生してしまう関係で、数十万あるいは数万枚単位の中ロット又は小ロット生産には適していない。
【発明の開示】
【発明が解決しようとする課題】
【0004】
以上のように、現状で手作業では数千枚以下、機械化では数十万枚以上という経済的及び物理的な理由があり、中ロットや小ロットのものの実用的な生産手段には空白部が存在しており、これがFRID等の普及を阻害するひとつの理由となっていた。中小ロット生産に適した機械によりシステムの構築が難しかったのは、FRID等が高価なため、在来法のようにかなりのロスを見込みながら本生産のための調整を行う生産システムが採れないところにあった。
【0005】
本発明は、以上の事情に鑑みて発明されたものであり、中小ロットの合体シートの生産に適しており、粘着シート等の任意の位置にシート等を貼着でき、歩留りよく連続生産できる比較的簡便でコンパクトの構造の合体シートの連続形成貼着装置及び合体シートの作成方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、以上の目的を達成するために、請求項1の発明は、粘着シート又はフィルム(以下、粘着シート等という)を適宜間隔で粘着する第1の搬送用フィルムを連続搬送する第1の搬送手段と、前記第1の搬送用フィルム上の前記粘着シート等の先端が所定位置に到達した瞬間に前記第1の搬送用フィルムと前記粘着シート等とを離別させる第1の離別手段と、前記粘着シート等より小サイズのシート又はフィルム(以下、シート等という)を適宜間隔で粘着する第2の搬送用フィルムを間欠搬送する第2の搬送手段と、前記シート等が前記所定位置又はその近傍に搬送された瞬間に前記第2の搬送用フィルムと前記シート等とを離別させる第2の離別手段と、前記所定位置又はその近傍で離別された前記粘着シート等の裏面(粘着面)に前記シート等を粘着して合体(以下、合体シートという)させる合体手段と、前記合体シートを連続搬送される第3の搬送用フィルム又は前記合体シートの貼付を必要とするワーク(以下、ワーク等という)に貼着させる貼着手段と、前記粘着シート等が前記所定位置に到達した瞬間を検出して前記シート等をその所定位置に所定タイミングで搬送すると共に装置全体のコントロールを行う制御手段とを設けることを特徴とする。
【0007】
また、請求項2の発明は、前記合体シートの形成箇所と前記ワーク等との間には、前記合体シートの良否を検出する検出手段及び不良品を除去する検査除去手段が設けられることを特徴とする。
【0008】
また、請求項3の発明は、前記第1及び第2の離別手段が、前記第1の搬送用フィルム及び第2の搬送用フィルムを前記所定位置で急角度で曲げて曲げ方向に移動させる急角度曲げ搬送手段であることを特徴とする。
【0009】
また、請求項4の発明は、前記ワーク等における第3の搬送用フィルムが、前記第1の搬送用フィルムと同一のものであることを特徴とする。
【0010】
また、請求項5の発明は、前記第2の搬送用フィルム及び第2の離別手段が前記粘着シート等の進行方向(X方向という)に対して直角する方向(Y方向という)に調整移動可能とするY方向移動手段に搭載されるものであることを特徴とする。
【0011】
また、請求項6の発明は、前記請求項1乃至5に記載の合体シートの連続形成貼着装置による合体シートの作成方法であって、該方法は、連続搬送される前記粘着シート等を所定位置で第1の搬送用フィルムから離別させる第1の手順と、前記粘着シート等が前記所定位置に到達した瞬間を検出して前記シート等を所定位置に所定のタイミングで搬送して該シート等を第2の搬送用フィルムから離別する第2の手順と、離別された粘着シート等とシート等とを合体させて前記ワーク等側に貼着させる第3の手順とからなり、これ等の第1乃至第3の手順が制御手段により自動コントロールされることを特徴とする。
【0012】
また、請求項7の発明は、前記シート等が、RFID,スマートラベル,ICタグ及びその他のタグであることを特徴とする。
【発明の効果】
【0013】
本発明の請求項1の合体シートの連続形成貼着装置及び請求項6の合体シートの作成方法によれば、連続して搬送されてきた粘着シート等に所定位置で所望タイミングでシート等を粘着合体することが確実に、かつ歩留りよく短時間に自動的にでき、合体した合体シートを使用側に円滑に自動搬送又は直接貼着することができ、装置構造としても簡便な搬送手段や離別手段や合体手段等からなり、設備費も安価であり、中小ロット生産に適応し得る効果を上げることができる。
【0014】
また、本発明の請求項2の合体シートの連続形成貼着装置によれば、検査除去手段を設けるため、不良品が、使用側に送られることを確実に除くことができる。
【0015】
また、本発明の請求項3の合体シートの連続形成貼着装置によれば、離別手段として急角度曲げ搬送手段が採用され、簡便構造であると共に粘着シート等の離別が確実に行われる。
【0016】
また、本発明の請求項4の合体シートの連続形成貼着装置によれば、第3の搬送用フィルムと第1の搬送用フィルムとを同一のものにすることにより装置構造がコンパクトにまとめられ、かつ合体シートの連続で円滑の構造がより可能となる。
【0017】
また、本発明の請求項5の合体シートの連続形成貼着装置によれば、粘着シート等へのシート等の粘着位置がX方向のみならずY方向に対しても調整でき合体シートの機能価値の一層の向上が図れる。
【0018】
また、本発明の請求項7の合体シートの作成方法によれば、シート等としてRFID等が活用され、広範囲の目的に使用されるRFIDに対して適用し得る効果が上げられる。
【発明を実施するための最良の形態】
【0019】
以下、本発明の合体シートの連続形成貼着装置及び合体シートの作成方法の実施の形態を図面を参照して詳述する。図1は本発明の「実施例1」の合体シートの連続形成貼着装置の全体構造を示す図である。また、図2乃至図4は粘着シート等やシート等及び合成シートを示す平面図、図5乃至図7は本装置による合成シートの作成方法を説明するための模式図である。
【実施例1】
【0020】
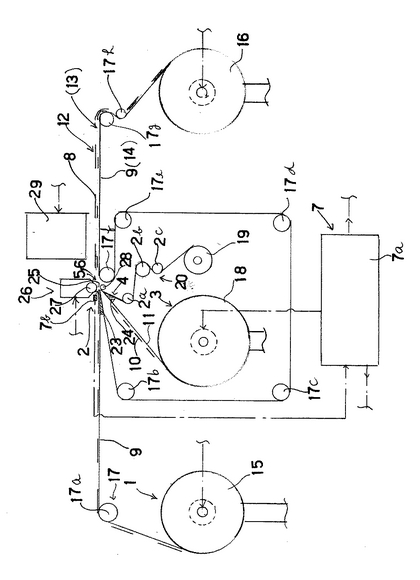
図1に示すように、合体シートの連続形成貼着装置100は大別して粘着シート等8を連続搬送する第1の搬送手段1と、第1の搬送手段1により搬送されてきた粘着シート等8を第1の搬送用フィルム9から離別させる第1の離別手段2と、RFID等のシート等10を所定タイミングで搬送する第2の搬送手段3と、第2の搬送手段3により搬送されてきたシート等10を第2の搬送用フィルム11から離別させる第2の離別手段4と、離別された粘着シート等8とシート等10とを合体させる合体手段5と、この合体手段5によって合体された合体シート12を使用側に搬送するために合体シート12をワーク等13に貼着させるための貼着手段6と、粘着シート等8とシート等10を所定位置で合体させるための検出やそのコントロールを行うと共に装置全体をコントロールするための制御手段7等とからなる。なお、図1では第1の搬送用フィルム9とワーク等13の1つである第3の搬送用フィルム14とが同一のものからなる。また、図1ではワーク等13のワークは図示されていないが、合体シート12の貼着を必要とする任意の部材でよい。
【0021】
図1に示すように、第1の搬送手段1は、第1の搬送用フィルム9とこの上に粘着されている粘着シート等8からなるフィルムを巻回保管するドラム15と、第1の搬送用フィルム9を所定位置まで搬送すると共に合体シート12を貼着した第3の搬送用フィルムを巻回保存するためのドラム16にまで第1の搬送用フィルム9を搬送するためのガイド又は駆動ローラ17と、この駆動機構(図示せず)等とからなる。説明の都合上、ガイド又は駆動ローラ17を図示のように17a,17b,17c,17d,17e,17f,17g,17hとする。なお、駆動ローラとしては17b,17c,17d,17e,17f,17gとする。
【0022】
第2の搬送手段3は、第2の搬送用フィルム11とこの上に粘着されているシート等10とからなるフィルムを巻回保管するドラム18と、用済の第2の搬送用フィルム11を巻回保存するためのドラム19と、前記フィルムを搬送するためのガイド又は駆動ローラ20とからなる。説明の都合上、ガイド又は駆動ローラを図示のように20a,20b,20cとする。なお、駆動ローラは20bである。
【0023】
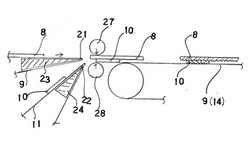
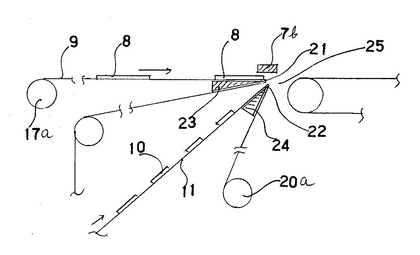
第1の離別手段2と第2の離別手段4とは図1及び図5乃至図7に示すように先端に尖鋭部21,22を形成する横断面三角状の三角板部材23,24等とからなる。なお、この三角板部材22,23の尖鋭部21,22の尖鋭端の近傍が所定位置25に相当する。
【0024】
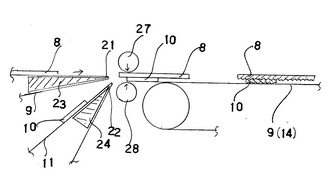
合体手段5は、押圧装置26とそのローラ27と、ローラ27と相対向して配置されるローラ28等とからなり、両ローラ27,28の圧接により粘着シート等8とシート等10が合体され合体シート12となる。また、合体シート12をワーク等13に貼着させる貼着手段としては本実施例では特別のものがなく、第1の搬送手段1及び合体手段5により円滑に行われる。
【0025】
制御手段7は検出部7bや制御手段本体7a等とからなる。この検出部7bは第1の搬送手段1によって所定位置25まで搬送されてきた粘着シート等8の先端を検出し、この検出信号を制御手段本体7aに入力するものである。また、制御手段本体7aには、以上の検出信号に基づいてドラム18をタイマを介して作動する制御部と装置全体をコントロールするコントロール部等が設けられているが、これ等の詳細説明は省略する。
【0026】
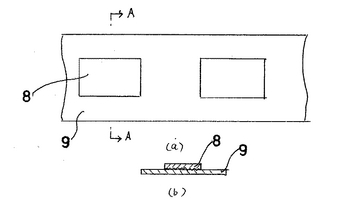
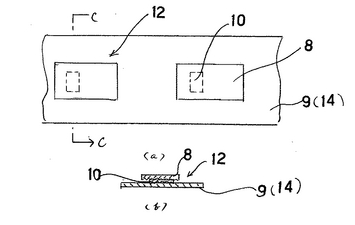
次に、合体シートの連続形成貼着装置100による合体シート12の作成方法等を説明する。まず、図3に示すRFID等のシート等10を粘着するための粘着シート等8はその裏面の粘着面を第1の搬送用フィルム9に粘着した状態(図2に示す)でドラム15に巻回保管され、ガイド又は駆動ローラ17aを介してX方向に送り出される。第1の搬送用フィルム9は所定位置25の近傍で第1の離別手段2の三角板部材23の尖鋭部の先端で鋭角に曲げられてガイド又は駆動ローラ17b側に送られる。第1の搬送用フィルム9が尖鋭部で急角度に曲げられると第1の搬送用フィルム9に粘着していた粘着シート等8が第1の搬送用フィルム9から離別され粘着シート等8は先端部から剥がれる。粘着シート等8を離別した第1の搬送用フィルム9は前記のようにガイド又は駆動ローラ17bを介し、ガイド又は駆動ローラ17c,17d,17eを介して所定位置25の近傍にあるガイド又は駆動ローラ17fの位置まで廻り込んできて、更に、X方向に進みガイド又は駆動ローラ17g,17hを介してドラム16に巻回される。
【0027】
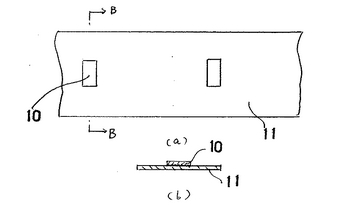
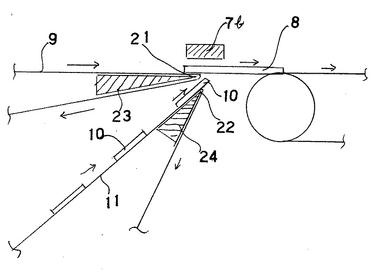
一方、図3に示すように、シート等10を粘着した第2の搬送用フィルム11はドラム18に巻回保管され、制御手段7の指令によりドラム18から送り出される。所定位置25の近傍には第2の離別手段4の三角板部材24があり、この尖鋭部の先端で第2の搬送用フィルム11は急角度で曲げられ、ガイド又は駆動ローラ20a等を介してドラム19に巻回保存される。第2の搬送用フィルム11は急角度で曲げられることにより、シート等10と離別される。
【0028】
第2の搬送手段の動作は次のようにして行われる。即ち、第1の搬送用フィルム9上の粘着シート等8のX方向の先端が所定位置25に到達すると制御手段7の検出部7bがそれを検出し制御手段本体7aに検出信号を送る。制御手段本体7aは予め決められているタイミングで駆動ローラ20bを駆動し、シート等10を所定位置25まで搬送し離別させる。この状態で粘着シート等8はX方向に連続して移動しているが、この粘着面(裏面)に自由状態になったシート等10が粘着される。この粘着位置は制御手段7のタイマコントロールにより正確に行われる。即ち、シート等10は粘着シート等8の所定のX方向の位置に粘着される。ここで粘着シート等8とシート等10の粘着面はすべて裏側に形成されている状態となる。
【0029】
自由になった粘着シート等8と自由になったシート等10は所定位置25の近傍において合体及び貼着される。この合体及び貼着は合体手段5の押圧力により確実に行われる。
【0030】
前記のように、第1の搬送用フィルム9は所定位置25の近傍にあるため、合体手段により合体した合体シート12は図4に示すように第3の搬送用フィルム14(第1の搬送用フィルム9と同じもの)上に貼着され第3の搬送用フィルム14と一体になってドラム19に巻回されて保存される。
【0031】
図5は以上の説明における粘着シート等8が第1の搬送用フィルム9から離別しようとしている状態を示し、検出部7bがそれを検出している状態を示す。この状態でシート等10は所定位置からやや離れた位置に通常は配置されている。次に、図6は離別されている粘着シート等8と所定位置25まで運ばれてきた離別したシート等10との合体直前の状態を示す。また、図7は、粘着シート等8とシート等10が合体し合体シート12となった状態を示す。この合体シート12は裏面側に粘着面があるため第3の搬送用フィルム14(本実施例では第1の搬送用フィルム9と同一のものである)に粘着して一体化される。この状態で前記のようにドラム16に巻回保存される。
【0032】
以上の如くして合体シート12が順次作成されて使用側に移送されることになる。なお、合体シート12はすべて良品とはならず、場合により不良品が生ずる場合がある。このため、合体シート12の作成後が後工程で検査除去手段29が設けられている。この検査除去手段29の構造説明は省略するが、この手段は合体シート12の良否を検出し、不良品を除外する機構のものからなる。
【0033】
以上の説明では、第3の搬送用フィルム14と第1の搬送用フィルム9とを同一のものとしたが別体の第3の搬送用フィルム14及びこの搬送手段を設けてもよい。また、第3の搬送用フィルム等を用いないで合体シート12を直接使用部材に貼着するように構成してもよい。
【0034】
以上の説明において、シート等10の粘着シート等8への貼着位置のコントロールは制御手段7のタイマコントロールによって正確に行われるが、Y方向については以上の装置構造ではコントロールできない。通常は、Y方向の調整は不要の場合が多いが、第2の搬送手段や第2の離別手段等をY方向調整手段(図略)に搭載することにより貼着位置をY方向への調整を行うことができる。
【0035】
以上の説明において、粘着シート等8やシート等10の内容を説明しなかったが、粘着シート等8は裏面に粘着面を有する紙又は樹脂シートでよく、シート等10はRFID,スマートラベル,ICタグやその他のタグが一例として適用されるがこれに限定するものではない。なお、RFIDはそれ自身として高価なものであるが、本発明の装置によれば、歩留りがよく、ロス率も低いため、十分に対応することができる。
【産業上の利用可能性】
【0036】
本発明は、RFID等のシート等を粘着シート等に貼着する合体シートを作成する装置であるが、合体シートの生産量が中小ロットのものに対して適用されるものであり、中小ロット生産の合体シートを必要とする多方向の任意の用途に対応でき、その利用範囲は広い。
【図面の簡単な説明】
【0037】
【図1】本発明の合体シートの連続形成貼着装置の概要構造を示す構成図。
【図2】粘着シート等とその搬送形態を示す部分平面図。
【図3】シート等とその搬送状態を示す部分平面図。
【図4】合体シートとその搬送状態を示す部分平面図。
【図5】粘着シート等の離別瞬間を示す模式図。
【図6】粘着シート等とシート等との合体前の状態を示す模式図。
【図7】粘着シート等とシート等との合体状態を示す模式図。
【符号の説明】
【0038】
1 第1の搬送手段
2 第1の離別手段
3 第2の搬送手段
4 第2の離別手段
5 合体手段
6 貼着手段
7 制御手段
7a 制御手段本体
7b 検出部
8 粘着シート等
9 第1の搬送用フィルム
10 シート等
11 第2の搬送用フィルム
12 合体シート
13 ワーク等
14 第3の搬送用フィルム
15 ドラム
16 ドラム
17 ガイド又は駆動ローラ
17a ガイド又は駆動ローラ
17b ガイド又は駆動ローラ
17c ガイド又は駆動ローラ
17d ガイド又は駆動ローラ
17e ガイド又は駆動ローラ
17f ガイド又は駆動ローラ
17g ガイド又は駆動ローラ
17h ガイド又は駆動ローラ
18 ドラム
19 ドラム
20 ガイド又は駆動ローラ
20a ガイド又は駆動ローラ
20b ガイド又は駆動ローラ
20c ガイド又は駆動ローラ
21 尖鋭部
22 尖鋭部
23 三角板部材
24 三角板部材
25 所定位置
26 押圧装置
27 ローラ
28 ローラ
29 検査除去手段
100 合体シートの連続形成貼着装置
【技術分野】
【0001】
本発明は、例えば、連続搬送される粘着シート等の裏面にRFID,スマートラベル,ICタグ及びその他のタグ等のシート等を前記粘着シート等の裏面の所定のXY方向の位置に粘着して合体シートとする装置及び方法に係り、特に、前記合体シートの作成量が中程度の場合に最適であり、比較的簡便でコンパクトの構造からなる合体シートの連続形成貼着装置及び合体シートの作成方法に関する。
【背景技術】
【0002】
近年、無線認識によって情報を読みとったり書き加えることができるRFID,スマートラベル,ICタグ及びその他のタグなど(以下、シート等と呼ぶ)が開発されているが、裏面が粘着加工されている関係でこれらをむき出しの状態で使用するわけにはいかないため、目的物に対して簡便に素早く搭載するための工夫が必要であり、現段階では粘着加工された粘着シート等の裏側つまり粘着面にこれらを貼着し、合体シートの状態で種々の目的物に搭載していく方法が主力を占めている。しかしこの場合、シート等の片面も粘着加工しないとラベルとしての機能が発揮できないため、手作業以外でのこのようなラベルを機械的に簡便に製造するのは困難であった。
【0003】
ドイツのMELZER社がスマート・ラベルに適用したシステムが、この目的にかなう機械と思われるが、この機械はシート等を正確に合体させるために大掛かりなインラインでの機械化システムを採用しておる。即ち、この機械では印刷が施された粘着シートの離型フィルムを剥がし取り、その粘着面上にロール状に送り出されたFRID等をカッティングしながら真空吸引ロールによって移動させ、定位置に重ね合わせた後、狙い定めてFRID等部分を両面テープで覆い、最終工程でダイカットによって打ち抜くという手の込んだ方法で、本生産までの調整中にかなりのロスが発生してしまう関係で、数十万あるいは数万枚単位の中ロット又は小ロット生産には適していない。
【発明の開示】
【発明が解決しようとする課題】
【0004】
以上のように、現状で手作業では数千枚以下、機械化では数十万枚以上という経済的及び物理的な理由があり、中ロットや小ロットのものの実用的な生産手段には空白部が存在しており、これがFRID等の普及を阻害するひとつの理由となっていた。中小ロット生産に適した機械によりシステムの構築が難しかったのは、FRID等が高価なため、在来法のようにかなりのロスを見込みながら本生産のための調整を行う生産システムが採れないところにあった。
【0005】
本発明は、以上の事情に鑑みて発明されたものであり、中小ロットの合体シートの生産に適しており、粘着シート等の任意の位置にシート等を貼着でき、歩留りよく連続生産できる比較的簡便でコンパクトの構造の合体シートの連続形成貼着装置及び合体シートの作成方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、以上の目的を達成するために、請求項1の発明は、粘着シート又はフィルム(以下、粘着シート等という)を適宜間隔で粘着する第1の搬送用フィルムを連続搬送する第1の搬送手段と、前記第1の搬送用フィルム上の前記粘着シート等の先端が所定位置に到達した瞬間に前記第1の搬送用フィルムと前記粘着シート等とを離別させる第1の離別手段と、前記粘着シート等より小サイズのシート又はフィルム(以下、シート等という)を適宜間隔で粘着する第2の搬送用フィルムを間欠搬送する第2の搬送手段と、前記シート等が前記所定位置又はその近傍に搬送された瞬間に前記第2の搬送用フィルムと前記シート等とを離別させる第2の離別手段と、前記所定位置又はその近傍で離別された前記粘着シート等の裏面(粘着面)に前記シート等を粘着して合体(以下、合体シートという)させる合体手段と、前記合体シートを連続搬送される第3の搬送用フィルム又は前記合体シートの貼付を必要とするワーク(以下、ワーク等という)に貼着させる貼着手段と、前記粘着シート等が前記所定位置に到達した瞬間を検出して前記シート等をその所定位置に所定タイミングで搬送すると共に装置全体のコントロールを行う制御手段とを設けることを特徴とする。
【0007】
また、請求項2の発明は、前記合体シートの形成箇所と前記ワーク等との間には、前記合体シートの良否を検出する検出手段及び不良品を除去する検査除去手段が設けられることを特徴とする。
【0008】
また、請求項3の発明は、前記第1及び第2の離別手段が、前記第1の搬送用フィルム及び第2の搬送用フィルムを前記所定位置で急角度で曲げて曲げ方向に移動させる急角度曲げ搬送手段であることを特徴とする。
【0009】
また、請求項4の発明は、前記ワーク等における第3の搬送用フィルムが、前記第1の搬送用フィルムと同一のものであることを特徴とする。
【0010】
また、請求項5の発明は、前記第2の搬送用フィルム及び第2の離別手段が前記粘着シート等の進行方向(X方向という)に対して直角する方向(Y方向という)に調整移動可能とするY方向移動手段に搭載されるものであることを特徴とする。
【0011】
また、請求項6の発明は、前記請求項1乃至5に記載の合体シートの連続形成貼着装置による合体シートの作成方法であって、該方法は、連続搬送される前記粘着シート等を所定位置で第1の搬送用フィルムから離別させる第1の手順と、前記粘着シート等が前記所定位置に到達した瞬間を検出して前記シート等を所定位置に所定のタイミングで搬送して該シート等を第2の搬送用フィルムから離別する第2の手順と、離別された粘着シート等とシート等とを合体させて前記ワーク等側に貼着させる第3の手順とからなり、これ等の第1乃至第3の手順が制御手段により自動コントロールされることを特徴とする。
【0012】
また、請求項7の発明は、前記シート等が、RFID,スマートラベル,ICタグ及びその他のタグであることを特徴とする。
【発明の効果】
【0013】
本発明の請求項1の合体シートの連続形成貼着装置及び請求項6の合体シートの作成方法によれば、連続して搬送されてきた粘着シート等に所定位置で所望タイミングでシート等を粘着合体することが確実に、かつ歩留りよく短時間に自動的にでき、合体した合体シートを使用側に円滑に自動搬送又は直接貼着することができ、装置構造としても簡便な搬送手段や離別手段や合体手段等からなり、設備費も安価であり、中小ロット生産に適応し得る効果を上げることができる。
【0014】
また、本発明の請求項2の合体シートの連続形成貼着装置によれば、検査除去手段を設けるため、不良品が、使用側に送られることを確実に除くことができる。
【0015】
また、本発明の請求項3の合体シートの連続形成貼着装置によれば、離別手段として急角度曲げ搬送手段が採用され、簡便構造であると共に粘着シート等の離別が確実に行われる。
【0016】
また、本発明の請求項4の合体シートの連続形成貼着装置によれば、第3の搬送用フィルムと第1の搬送用フィルムとを同一のものにすることにより装置構造がコンパクトにまとめられ、かつ合体シートの連続で円滑の構造がより可能となる。
【0017】
また、本発明の請求項5の合体シートの連続形成貼着装置によれば、粘着シート等へのシート等の粘着位置がX方向のみならずY方向に対しても調整でき合体シートの機能価値の一層の向上が図れる。
【0018】
また、本発明の請求項7の合体シートの作成方法によれば、シート等としてRFID等が活用され、広範囲の目的に使用されるRFIDに対して適用し得る効果が上げられる。
【発明を実施するための最良の形態】
【0019】
以下、本発明の合体シートの連続形成貼着装置及び合体シートの作成方法の実施の形態を図面を参照して詳述する。図1は本発明の「実施例1」の合体シートの連続形成貼着装置の全体構造を示す図である。また、図2乃至図4は粘着シート等やシート等及び合成シートを示す平面図、図5乃至図7は本装置による合成シートの作成方法を説明するための模式図である。
【実施例1】
【0020】
図1に示すように、合体シートの連続形成貼着装置100は大別して粘着シート等8を連続搬送する第1の搬送手段1と、第1の搬送手段1により搬送されてきた粘着シート等8を第1の搬送用フィルム9から離別させる第1の離別手段2と、RFID等のシート等10を所定タイミングで搬送する第2の搬送手段3と、第2の搬送手段3により搬送されてきたシート等10を第2の搬送用フィルム11から離別させる第2の離別手段4と、離別された粘着シート等8とシート等10とを合体させる合体手段5と、この合体手段5によって合体された合体シート12を使用側に搬送するために合体シート12をワーク等13に貼着させるための貼着手段6と、粘着シート等8とシート等10を所定位置で合体させるための検出やそのコントロールを行うと共に装置全体をコントロールするための制御手段7等とからなる。なお、図1では第1の搬送用フィルム9とワーク等13の1つである第3の搬送用フィルム14とが同一のものからなる。また、図1ではワーク等13のワークは図示されていないが、合体シート12の貼着を必要とする任意の部材でよい。
【0021】
図1に示すように、第1の搬送手段1は、第1の搬送用フィルム9とこの上に粘着されている粘着シート等8からなるフィルムを巻回保管するドラム15と、第1の搬送用フィルム9を所定位置まで搬送すると共に合体シート12を貼着した第3の搬送用フィルムを巻回保存するためのドラム16にまで第1の搬送用フィルム9を搬送するためのガイド又は駆動ローラ17と、この駆動機構(図示せず)等とからなる。説明の都合上、ガイド又は駆動ローラ17を図示のように17a,17b,17c,17d,17e,17f,17g,17hとする。なお、駆動ローラとしては17b,17c,17d,17e,17f,17gとする。
【0022】
第2の搬送手段3は、第2の搬送用フィルム11とこの上に粘着されているシート等10とからなるフィルムを巻回保管するドラム18と、用済の第2の搬送用フィルム11を巻回保存するためのドラム19と、前記フィルムを搬送するためのガイド又は駆動ローラ20とからなる。説明の都合上、ガイド又は駆動ローラを図示のように20a,20b,20cとする。なお、駆動ローラは20bである。
【0023】
第1の離別手段2と第2の離別手段4とは図1及び図5乃至図7に示すように先端に尖鋭部21,22を形成する横断面三角状の三角板部材23,24等とからなる。なお、この三角板部材22,23の尖鋭部21,22の尖鋭端の近傍が所定位置25に相当する。
【0024】
合体手段5は、押圧装置26とそのローラ27と、ローラ27と相対向して配置されるローラ28等とからなり、両ローラ27,28の圧接により粘着シート等8とシート等10が合体され合体シート12となる。また、合体シート12をワーク等13に貼着させる貼着手段としては本実施例では特別のものがなく、第1の搬送手段1及び合体手段5により円滑に行われる。
【0025】
制御手段7は検出部7bや制御手段本体7a等とからなる。この検出部7bは第1の搬送手段1によって所定位置25まで搬送されてきた粘着シート等8の先端を検出し、この検出信号を制御手段本体7aに入力するものである。また、制御手段本体7aには、以上の検出信号に基づいてドラム18をタイマを介して作動する制御部と装置全体をコントロールするコントロール部等が設けられているが、これ等の詳細説明は省略する。
【0026】
次に、合体シートの連続形成貼着装置100による合体シート12の作成方法等を説明する。まず、図3に示すRFID等のシート等10を粘着するための粘着シート等8はその裏面の粘着面を第1の搬送用フィルム9に粘着した状態(図2に示す)でドラム15に巻回保管され、ガイド又は駆動ローラ17aを介してX方向に送り出される。第1の搬送用フィルム9は所定位置25の近傍で第1の離別手段2の三角板部材23の尖鋭部の先端で鋭角に曲げられてガイド又は駆動ローラ17b側に送られる。第1の搬送用フィルム9が尖鋭部で急角度に曲げられると第1の搬送用フィルム9に粘着していた粘着シート等8が第1の搬送用フィルム9から離別され粘着シート等8は先端部から剥がれる。粘着シート等8を離別した第1の搬送用フィルム9は前記のようにガイド又は駆動ローラ17bを介し、ガイド又は駆動ローラ17c,17d,17eを介して所定位置25の近傍にあるガイド又は駆動ローラ17fの位置まで廻り込んできて、更に、X方向に進みガイド又は駆動ローラ17g,17hを介してドラム16に巻回される。
【0027】
一方、図3に示すように、シート等10を粘着した第2の搬送用フィルム11はドラム18に巻回保管され、制御手段7の指令によりドラム18から送り出される。所定位置25の近傍には第2の離別手段4の三角板部材24があり、この尖鋭部の先端で第2の搬送用フィルム11は急角度で曲げられ、ガイド又は駆動ローラ20a等を介してドラム19に巻回保存される。第2の搬送用フィルム11は急角度で曲げられることにより、シート等10と離別される。
【0028】
第2の搬送手段の動作は次のようにして行われる。即ち、第1の搬送用フィルム9上の粘着シート等8のX方向の先端が所定位置25に到達すると制御手段7の検出部7bがそれを検出し制御手段本体7aに検出信号を送る。制御手段本体7aは予め決められているタイミングで駆動ローラ20bを駆動し、シート等10を所定位置25まで搬送し離別させる。この状態で粘着シート等8はX方向に連続して移動しているが、この粘着面(裏面)に自由状態になったシート等10が粘着される。この粘着位置は制御手段7のタイマコントロールにより正確に行われる。即ち、シート等10は粘着シート等8の所定のX方向の位置に粘着される。ここで粘着シート等8とシート等10の粘着面はすべて裏側に形成されている状態となる。
【0029】
自由になった粘着シート等8と自由になったシート等10は所定位置25の近傍において合体及び貼着される。この合体及び貼着は合体手段5の押圧力により確実に行われる。
【0030】
前記のように、第1の搬送用フィルム9は所定位置25の近傍にあるため、合体手段により合体した合体シート12は図4に示すように第3の搬送用フィルム14(第1の搬送用フィルム9と同じもの)上に貼着され第3の搬送用フィルム14と一体になってドラム19に巻回されて保存される。
【0031】
図5は以上の説明における粘着シート等8が第1の搬送用フィルム9から離別しようとしている状態を示し、検出部7bがそれを検出している状態を示す。この状態でシート等10は所定位置からやや離れた位置に通常は配置されている。次に、図6は離別されている粘着シート等8と所定位置25まで運ばれてきた離別したシート等10との合体直前の状態を示す。また、図7は、粘着シート等8とシート等10が合体し合体シート12となった状態を示す。この合体シート12は裏面側に粘着面があるため第3の搬送用フィルム14(本実施例では第1の搬送用フィルム9と同一のものである)に粘着して一体化される。この状態で前記のようにドラム16に巻回保存される。
【0032】
以上の如くして合体シート12が順次作成されて使用側に移送されることになる。なお、合体シート12はすべて良品とはならず、場合により不良品が生ずる場合がある。このため、合体シート12の作成後が後工程で検査除去手段29が設けられている。この検査除去手段29の構造説明は省略するが、この手段は合体シート12の良否を検出し、不良品を除外する機構のものからなる。
【0033】
以上の説明では、第3の搬送用フィルム14と第1の搬送用フィルム9とを同一のものとしたが別体の第3の搬送用フィルム14及びこの搬送手段を設けてもよい。また、第3の搬送用フィルム等を用いないで合体シート12を直接使用部材に貼着するように構成してもよい。
【0034】
以上の説明において、シート等10の粘着シート等8への貼着位置のコントロールは制御手段7のタイマコントロールによって正確に行われるが、Y方向については以上の装置構造ではコントロールできない。通常は、Y方向の調整は不要の場合が多いが、第2の搬送手段や第2の離別手段等をY方向調整手段(図略)に搭載することにより貼着位置をY方向への調整を行うことができる。
【0035】
以上の説明において、粘着シート等8やシート等10の内容を説明しなかったが、粘着シート等8は裏面に粘着面を有する紙又は樹脂シートでよく、シート等10はRFID,スマートラベル,ICタグやその他のタグが一例として適用されるがこれに限定するものではない。なお、RFIDはそれ自身として高価なものであるが、本発明の装置によれば、歩留りがよく、ロス率も低いため、十分に対応することができる。
【産業上の利用可能性】
【0036】
本発明は、RFID等のシート等を粘着シート等に貼着する合体シートを作成する装置であるが、合体シートの生産量が中小ロットのものに対して適用されるものであり、中小ロット生産の合体シートを必要とする多方向の任意の用途に対応でき、その利用範囲は広い。
【図面の簡単な説明】
【0037】
【図1】本発明の合体シートの連続形成貼着装置の概要構造を示す構成図。
【図2】粘着シート等とその搬送形態を示す部分平面図。
【図3】シート等とその搬送状態を示す部分平面図。
【図4】合体シートとその搬送状態を示す部分平面図。
【図5】粘着シート等の離別瞬間を示す模式図。
【図6】粘着シート等とシート等との合体前の状態を示す模式図。
【図7】粘着シート等とシート等との合体状態を示す模式図。
【符号の説明】
【0038】
1 第1の搬送手段
2 第1の離別手段
3 第2の搬送手段
4 第2の離別手段
5 合体手段
6 貼着手段
7 制御手段
7a 制御手段本体
7b 検出部
8 粘着シート等
9 第1の搬送用フィルム
10 シート等
11 第2の搬送用フィルム
12 合体シート
13 ワーク等
14 第3の搬送用フィルム
15 ドラム
16 ドラム
17 ガイド又は駆動ローラ
17a ガイド又は駆動ローラ
17b ガイド又は駆動ローラ
17c ガイド又は駆動ローラ
17d ガイド又は駆動ローラ
17e ガイド又は駆動ローラ
17f ガイド又は駆動ローラ
17g ガイド又は駆動ローラ
17h ガイド又は駆動ローラ
18 ドラム
19 ドラム
20 ガイド又は駆動ローラ
20a ガイド又は駆動ローラ
20b ガイド又は駆動ローラ
20c ガイド又は駆動ローラ
21 尖鋭部
22 尖鋭部
23 三角板部材
24 三角板部材
25 所定位置
26 押圧装置
27 ローラ
28 ローラ
29 検査除去手段
100 合体シートの連続形成貼着装置
【特許請求の範囲】
【請求項1】
粘着シート又はフィルム(以下、粘着シート等という)を適宜間隔で粘着する第1の搬送用フィルムを連続搬送する第1の搬送手段と、前記第1の搬送用フィルム上の前記粘着シート等の先端が所定位置に到達した瞬間に前記第1の搬送用フィルムと前記粘着シート等とを離別させる第1の離別手段と、前記粘着シート等より小サイズのシート又はフィルム(以下、シート等という)を適宜間隔で粘着する第2の搬送用フィルムを間欠搬送する第2の搬送手段と、前記シート等が前記所定位置又はその近傍に搬送された瞬間に前記第2の搬送用フィルムと前記シート等とを離別させる第2の離別手段と、前記所定位置又はその近傍で離別された前記粘着シート等の裏面(粘着面)に前記シート等を粘着して合体(以下、合体シートという)させる合体手段と、前記合体シートを連続搬送される第3の搬送用フィルム又は前記合体シートの貼付を必要とするワーク(以下、ワーク等という)に貼着させる貼着手段と、前記粘着シート等が前記所定位置に到達した瞬間を検出して前記シート等をその所定位置に所定タイミングで搬送すると共に装置全体のコントロールを行う制御手段とを設けることを特徴とする粘着シート等と小サイズのシート等とを連続貼着する合体シートの連続形成貼着装置。
【請求項2】
前記合体シートの形成箇所と前記ワーク等との間には、前記合体シートの良否を検出する検出手段及び不良品を除去する検査除去手段が設けられることを特徴とする請求項1に記載の合体シートの連続形成貼着装置。
【請求項3】
前記第1及び第2の離別手段が、前記第1の搬送用フィルム及び第2の搬送用フィルムを前記所定位置で急角度で曲げて曲げ方向に移動させる急角度曲げ搬送手段であることを特徴とする請求項1に記載の合体シートの連続形成貼着装置。
【請求項4】
前記ワーク等における第3の搬送用フィルムが、前記第1の搬送用フィルムと同一のものであることを特徴とする請求項1に記載の合体シートの連続形成貼着装置。
【請求項5】
前記第2の搬送用フィルム及び第2の離別手段が前記粘着シート等の進行方向(X方向という)に対して直角する方向(Y方向という)に調整移動可能とするY方向移動手段に搭載されるものであることを特徴とする請求項1に記載の合体シートの連続形成貼着装置。
【請求項6】
前記請求項1乃至5に記載の合体シートの連続形成貼着装置による合体シートの作成方法であって、該方法は、連続搬送される前記粘着シート等を所定位置で第1の搬送用フィルムから離別させる第1の手順と、前記粘着シート等が前記所定位置に到達した瞬間を検出して前記シート等を所定位置に所定のタイミングで搬送して該シート等を第2の搬送用フィルムから離別させる第2の手順と、離別された粘着シート等とシート等とを合体させて前記ワーク等側に貼着させる第3の手順とからなり、これ等の第1乃至第3の手順が制御手段により自動コントロールされることを特徴とする合体シートの作成方法。
【請求項7】
前記シート等が、RFID,スマートラベル,ICタグ及びその他のタグであることを特徴とする請求項6に記載の合体シートの作成方法。
【請求項1】
粘着シート又はフィルム(以下、粘着シート等という)を適宜間隔で粘着する第1の搬送用フィルムを連続搬送する第1の搬送手段と、前記第1の搬送用フィルム上の前記粘着シート等の先端が所定位置に到達した瞬間に前記第1の搬送用フィルムと前記粘着シート等とを離別させる第1の離別手段と、前記粘着シート等より小サイズのシート又はフィルム(以下、シート等という)を適宜間隔で粘着する第2の搬送用フィルムを間欠搬送する第2の搬送手段と、前記シート等が前記所定位置又はその近傍に搬送された瞬間に前記第2の搬送用フィルムと前記シート等とを離別させる第2の離別手段と、前記所定位置又はその近傍で離別された前記粘着シート等の裏面(粘着面)に前記シート等を粘着して合体(以下、合体シートという)させる合体手段と、前記合体シートを連続搬送される第3の搬送用フィルム又は前記合体シートの貼付を必要とするワーク(以下、ワーク等という)に貼着させる貼着手段と、前記粘着シート等が前記所定位置に到達した瞬間を検出して前記シート等をその所定位置に所定タイミングで搬送すると共に装置全体のコントロールを行う制御手段とを設けることを特徴とする粘着シート等と小サイズのシート等とを連続貼着する合体シートの連続形成貼着装置。
【請求項2】
前記合体シートの形成箇所と前記ワーク等との間には、前記合体シートの良否を検出する検出手段及び不良品を除去する検査除去手段が設けられることを特徴とする請求項1に記載の合体シートの連続形成貼着装置。
【請求項3】
前記第1及び第2の離別手段が、前記第1の搬送用フィルム及び第2の搬送用フィルムを前記所定位置で急角度で曲げて曲げ方向に移動させる急角度曲げ搬送手段であることを特徴とする請求項1に記載の合体シートの連続形成貼着装置。
【請求項4】
前記ワーク等における第3の搬送用フィルムが、前記第1の搬送用フィルムと同一のものであることを特徴とする請求項1に記載の合体シートの連続形成貼着装置。
【請求項5】
前記第2の搬送用フィルム及び第2の離別手段が前記粘着シート等の進行方向(X方向という)に対して直角する方向(Y方向という)に調整移動可能とするY方向移動手段に搭載されるものであることを特徴とする請求項1に記載の合体シートの連続形成貼着装置。
【請求項6】
前記請求項1乃至5に記載の合体シートの連続形成貼着装置による合体シートの作成方法であって、該方法は、連続搬送される前記粘着シート等を所定位置で第1の搬送用フィルムから離別させる第1の手順と、前記粘着シート等が前記所定位置に到達した瞬間を検出して前記シート等を所定位置に所定のタイミングで搬送して該シート等を第2の搬送用フィルムから離別させる第2の手順と、離別された粘着シート等とシート等とを合体させて前記ワーク等側に貼着させる第3の手順とからなり、これ等の第1乃至第3の手順が制御手段により自動コントロールされることを特徴とする合体シートの作成方法。
【請求項7】
前記シート等が、RFID,スマートラベル,ICタグ及びその他のタグであることを特徴とする請求項6に記載の合体シートの作成方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−205371(P2006−205371A)
【公開日】平成18年8月10日(2006.8.10)
【国際特許分類】
【出願番号】特願2005−16619(P2005−16619)
【出願日】平成17年1月25日(2005.1.25)
【出願人】(503346108)株式会社ファイン・ラベル (3)
【Fターム(参考)】
【公開日】平成18年8月10日(2006.8.10)
【国際特許分類】
【出願日】平成17年1月25日(2005.1.25)
【出願人】(503346108)株式会社ファイン・ラベル (3)
【Fターム(参考)】
[ Back to top ]