
合成セグメント
【課題】曲げ加工する際ねじれが起きない部材により鋼殻を形成し、鋼殻加工時の熱変形による鋼殻精度への悪影響を排除するために溶接箇所を極力なくし、中詰めコンクリートと鋼殻とを安価に合成化する合成セグメントを提供する。
【解決手段】ウェブ8の両側にフランジ7を備えた複数の断面C型形状の鋼材1をその長手方向に平行に並列配置すると共に、隣合う断面C型形状の鋼材1におけるフランジ7同士を当接し、隣り合う断面C型形状の鋼材1におけるフランジ7同士をボルト3およびナット4にて圧着してフランジ外側面同士による摩擦接合により連結し、かつ前記ボルト3の端部が断面C型形状の鋼材1の溝内に突出するように配置され、断面C型形状の鋼材1の長手方向両端部に継手板9を溶接にて取り付け、断面C型形状の鋼材1と継手板9とで囲まれた凹溝状の空間部にコンクリート12が打設されている。
【解決手段】ウェブ8の両側にフランジ7を備えた複数の断面C型形状の鋼材1をその長手方向に平行に並列配置すると共に、隣合う断面C型形状の鋼材1におけるフランジ7同士を当接し、隣り合う断面C型形状の鋼材1におけるフランジ7同士をボルト3およびナット4にて圧着してフランジ外側面同士による摩擦接合により連結し、かつ前記ボルト3の端部が断面C型形状の鋼材1の溝内に突出するように配置され、断面C型形状の鋼材1の長手方向両端部に継手板9を溶接にて取り付け、断面C型形状の鋼材1と継手板9とで囲まれた凹溝状の空間部にコンクリート12が打設されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シールドトンネル内に覆工体として用いられる鋼・コンクリート合成構造のセグメントであって、特に、鋼殻の加工が容易であって、セグメントの薄壁化が可能な合成セグメントおよびこれに用いるセグメント用鋼殻に関するものである。
【背景技術】
【0002】
従来、(1)薄壁化を指向したセグメントには、周囲の鋼殻と鋼殻内部の鉄筋コンクリートとを一体化させる方法が知られている(例えば、特許文献1参照)。この方法によれば、鋼殻をコンクリート打設時の型枠として兼用することができる効果がある。
【0003】
また、(2)鋼殻の加工を容易とするセグメントとしては、スキンプレートに相当する位置の背板と、端部主桁に相当する部分のエッジ板とを一枚の曲げ加工した鋼板を用いる方法が開示されている(例えば、特許文献2参照)。この方法によれば、経済的に鋼殻の生産効率を向上させることができる。
【0004】
また、(3)発明者らは、主桁にC形鋼を用いることで、C形鋼のフランジ厚みを利用して、より大きな曲げ荷重に、薄壁で抵抗できるような工夫が施されている合成セグメントをすでに発明し、本出願人により特願2004−175654号(特開平2005−351035号公報)(特許文献3)として出願されている。
更にこのセグメントにおいては、C形鋼とH形鋼との組み合わせにより、C形鋼をセグメントの両サイドに外主桁として、セグメントに中主桁を用いる場合は、H形鋼を外主桁間に配置して1ユニットとして、任意ユニット、つまり任意幅のセグメントを簡易な設計で製作できることを特徴としている。
【特許文献1】特開2004−270276号公報
【特許文献2】特開平10−153100号公報
【特許文献3】特開2005−351035号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、前記(1)の技術では、縦リブ−主桁,主桁−スキンプレート,継手板−スキンプレート,主桁−継手板等、鋼殻を組み立てるための溶接箇所が非常に多く、加工時に熱変形が生じ、セグメント鋼殻の精度を出すことが困難であった。
【0006】
また、主桁として特に厚さ12mm程度以下の板材を用いた場合、曲げ加工時に部材の内縁側と外縁側で大きな板厚差(例えば、厚さの1割前後)が生じ、セグメント部材精度に悪影響を与えるなどしていた。更には、鉄筋を多く使用するため、所定の位置に鉄筋を配設するために多くの手間を要し、また、鉄筋をセグメントの縦リブに通すための孔開け加工などを必要とし、費用,手間を増大させる要因を含んでいた。
【0007】
また、前記(2)の技術においては、セグメント鋼殻を構成するための背板とエッジ板とを直角に曲げる必要があり、厚板では加工が困難であり、そのため鋼殻の鋼材量が少なくなってしまうため剛性の高い鋼殻を製造することが困難であり、セグメントを薄壁化することが困難であった。
【0008】
一方、発明者らが提案している技術では、主桁にC形鋼(溝形鋼)を用いることで、曲げ荷重に対しては主に主桁で抵抗できるようになり、前記(1)の技術と比べて鉄筋の数を大幅に低減することが可能となったが、ウェブとその上下両側のフランジを備えたC形鋼は、ウェブを桁高方向として配置した場合、その断面から、せん断中心(剛芯)と図心(重心)とが一致せず、横方向にずれるため、桁高方向にC形鋼を曲げ加工した場合、必然的にC形鋼がねじれ、その後の加熱による矯正に多くの労力を必要とする場合があった。
【0009】
また、従来、鋼殻に取付けられるスキンプレート厚は、板厚3mmまたは4.5mmと薄く、主桁端部からスキンプレート厚(t)の25tと、小さい幅のみ設計上組み込むことができるが、構造材としては殆ど見込んでおらず、セグメント桁高さを高くするなど他の部分の剛性を高めるようにしていたため、トンネル覆工等のセグメント厚さ(壁厚)が厚くなり、薄壁化を図ることが困難であった。
本発明は、前記の問題を解決し、鋼殻加工時の部材精度を向上し、加工費用および製造するための労力が少なくてすむ合成セグメントを提供することを目的とする。
また、これに加えて、セグメントを構成する鋼材の全断面を構造計算に積算することが可能で、セグメントによる壁の薄壁化が可能な合成セグメントを提供することを目的とする。
【課題を解決するための手段】
【0010】
前記の課題を解決するために本発明は、次のように構成する。
(1)第1発明の合成セグメントでは、ウェブの両側にフランジを備えた複数の断面C型形状の鋼材をその長手方向に平行に並列配置すると共に、隣り合う断面C型形状の鋼材におけるフランジ同士を当接し、隣り合う断面C型形状の鋼材におけるフランジ同士をボルトおよびナットにて連結し、かつ前記ボルトの端部が断面C型形状の鋼材の溝内に突出するように配置され、断面C型形状の鋼材の長手方向両端部に継手板を溶接にて取り付け、断面C型形状の鋼材と継手板とで囲まれた凹溝状の空間部にコンクリートが打設されていることを特徴とする。
(2)第2発明の合成セグメントでは、第1発明の合成セグメントに用いる断面C型形状の鋼材として、溝形鋼が用いられていることを特徴とする。
(3)第3発明では、第1発明または第2発明の合成セグメントにおいて、C型形状の鋼材のフランジとウェブとで囲まれた空間内部に突出するようにスタッドジベル等のジベルがフランジまたはウェブに取り付けられていることを特徴とする。
(4)第4発明では、第1〜第3発明のいずれか1項の合成セグメントにおいて、隣り合う断面C型形状の鋼材のフランジ側面同士の境界端部において、フランジ長手方向に連続した溶接ビードが設けられていることを特徴とする。
(5)第5発明では、第1発明〜第4発明のいずれかの合成セグメントにおいて、隣り合うC型形状の鋼材のフランジ端面接続部において、鋼板がフランジ端面に渡って当接されてボルトまたは溶接にて取り付けられていることを特徴とする。
(6)第6発明では、第1発明〜第5発明のいずれかの合成セグメントにおいて、複数の断面C型形状の鋼材の各々のウェブ面が同一面状となるように配置されていることを特徴とする。
(7)第7発明では、第1発明〜第5発明のいずれかの合成セグメントにおいて、断面C型形状の鋼材をその長手方向に平行に並列して複数並べられた並列方向の全体の断面で、並列して並べられる方向の中心軸線が、高さ方向に曲げが作用した場合のセグメント全体の断面2次モーメントの中立軸と一致するように、前記複数の断面C型形状の鋼材が配置されていることを特徴とする。
(8)第8発明では、第1発明〜第7発明のいずれかの合成セグメントにおいて、同一形状の複数の断面C型形状の鋼材を用いていることを特徴とする。
(9)第9発明では、第1発明〜第8発明のいずれかの合成セグメントにおいて、異なるウェブ高さの断面C型形状の鋼材を少なくとも1つ組み込んでいることを特徴とする。
(10)第10発明のセグメント用鋼殻では、第1発明〜第9発明のいずれかの合成セグメントに用いるセグメント鋼殻であって、ウェブの両側にフランジを備えた複数の断面C型形状の鋼材をその長手方向に平行に並列配置すると共に、隣合う断面C型形状の鋼材におけるフランジ同士を当接し、隣り合う断面C型形状の鋼材におけるフランジ同士をボルトおよびナットにて連結したことを特徴とする。
【発明の効果】
【0011】
本発明によると、合成セグメントを構成するセグメント鋼殻が、断面C型形状の鋼材を並列配置しているので、個々の断面C型形状の鋼材のウェブ全断面を曲げ荷重に対して有効抵抗面積として換算(積算)でき、また、断面C型形状の鋼材相互を連結するボルトがシェアコネクター(せん断力伝達部材、またはずれ止め部材)として鋼殻とコンクリートとを一体化させる機能を兼用できるため、合成セグメントの桁高(フランジ幅方向寸法)を小さくした薄壁構造で高剛性の合成セグメントであるため、このような合成セグメントをトンネル構造物に使用した場合には、内外の大きな曲げ荷重に対して薄壁で抵抗することができる。
また、連結ボルトをシェアコネクター(せん断力伝達部材、ずれ止め部材)として兼用できるため、安価にセグメント鋼殻とコンクリートとを一体化できる。
【0012】
また、複数の断面C型形状の鋼材を一体化することで、組み合わせにより任意の広幅のセグメントを製作できる。
【0013】
また、鋼殻加工において、溶接箇所が少ないため、熱ひずみの発生による鋼材の変形を抑止でき、加工手間及び加工費用を大幅に削減できる。
また、円形トンネル等曲線部を有するトンネルにセグメントを適用する場合、せん断中心と図心が一致した状態で断面C型形状の鋼材の曲げ加工を施すことができるため、曲げ加工時にねじれが発生せず、精度の良い鋼殻を形成することができる。
また、第2発明のように溝形鋼を使用すると、容易に短時間で安価に合成セグメントを製作することができる。
第3発明のように、スタッドジベル等のジベルを設けると、セグメント鋼殻と中詰めコンクリートの一体化を一層高め、合成セグメントの剛性を高めることができる。
第4発明のように、接続する断面C型形状の鋼材におけるフランジ側面同士の境界端部においてフランジ長手方向に連続した溶接ビードを設けることにより、合成セグメントの止水性が向上する。
第5発明のように、断面C型形状の鋼材のフランジ端面に渡って鋼板が設けられていると、隣り合うフランジ端面接続部におけるせん断耐力を向上させることができる。また、止水性も向上する。
第6発明のように、複数の断面C型形状の鋼材の各々のウェブ面が同一面状となるように配置されていると、各々のウェブ面全体として、従来のスキンプレートよりも剛性の格段に高いスキンプレートとして機能させることができると共に、均等に外圧または内圧を支承することができる。
第7発明のように、断面C型形状の鋼材をその長手方向に平行に並列して複数並べられた並列方向の全体の断面で、並列して並べられる方向の中心軸線が、高さ方向に曲げが作用した場合のセグメント全体の断面2次モーメントの中立軸と一致するように、前記複数の断面C型形状の鋼材が配置されていると、合成セグメントは1つのセグメント部材として曲げ荷重に対する中立軸を部材の重心軸と一致させることができ、曲げモーメントの方向に拠らず桁高方向で上下均等に抵抗する部材となる。
第8発明のように、同一形状の断面C型形状の鋼材を使用すると、一種類の断面C型形状の鋼材を準備して製作すればよいので、複数種の断面C型形状の鋼材を用いて組立てる場合に比べて、部品の品質管理が容易であると共にセグメント鋼殻の組立を単純化でき、効率よく安価に合成セグメントを製作することができる。
第9発明のように、ウェブ高さ(ウェブの幅)の異なる断面C型形状の鋼材を少なくとも1つ組み込むことにより、ウェブ高さの同じものを組み合わせて製作される合成セグメントでは、整数倍の種類のみしか製作することができないのに比べて、格段に各種幅の合成セグメントの製作が可能になる。
第10発明のように、ウェブの両側にフランジを備えた複数の断面C型形状の鋼材をその長手方向に平行に並列配置すると共に、隣り合う断面C型形状の鋼材におけるフランジ同士を当接し、隣り合う断面C型形状の鋼材におけるフランジ同士をボルトおよびナットにて連結すると、自動的に端部主桁あるいは中主桁を備えた剛性の高いセグメント鋼殻を容易に組み立てることができる。
【発明を実施するための最良の形態】
【0014】
以下、本発明の実施形態の合成セグメントについて図を参照して説明する。
【0015】
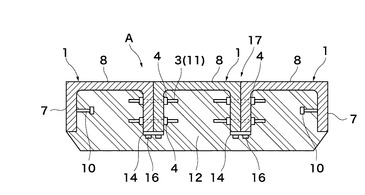
図1〜図3は本発明の合成セグメントの一実施形態を示すものであって、まず、本発明の合成セグメントAの特徴について説明すると、従来のセグメントにおける主桁と、スキンプレートとの両者の役割を、それぞれ、断面C型形状の鋼材1におけるフランジ7と、ウェブ8とにより担わせて、このような断面C型形状の鋼材1を複数、隣り合う断面C型形状の鋼材1におけるフランジ相互が平行となるように並列して配置し、隣り合う断面C型形状の鋼材1におけるフランジ7相互をボルト(図示の場合は長ボルト)3にて連結して一体化している。
【0016】
また、各断面C型形状の鋼材1の長手方向両端部には、全ての断面C型形状の鋼材1に渡って、鋼製の継手板9を溶接により固着して一体化し、セグメント鋼殻17を構成していると共に、さらに継手板9と各断面C型形状の鋼材1により囲まれた凹溝状の空間部にコンクリート12を充填した、鋼・コンクリート複合構造の合成セグメントAとされている。
【0017】
前記のように、本発明の合成セグメントAは、従来のセグメントにおける主桁・スキンプレート両者の役割を一つの部材で兼用できる機能の断面C型形状の鋼材1を複数(図1の場合は3本)、その長手方向に交差する方向に並列して平行に配置して、横方向に隣り合う断面C型形状の鋼材1におけるそれぞれのフランジ7同士をボルト3およびナット4および必要に応じ座がねを介在させて接続し強固に一体化してセグメント鋼殻17を構成している。
前記のフランジ7同士の連結により、剛性の高い中主桁が構成され、セグメント端部側のフランジ7により端部主桁が構成されている。
【0018】
また、各断面C型形状の鋼材1における長手方向の両端部は、それぞれ同一平面上に位置するようにされ、各断面C型形状の鋼材1の長手方向(トンネル周方向)両端部に、各断面C型形状の鋼材1に渡って、1枚の鋼製帯状鋼板からなる継手板9を溶接して一体化してセグメント鋼殻17を構成した後、そのセグメント鋼殻17の内に中詰めコンクリート12を充填して合成セグメントAとされている。
前記の中詰めコンクリート12を設ける場合は、断面C型形状鋼材1のフランジ端面15が重防食されている場合には、フランジ7端面と同レベルまで充填するようにすればよく、図8に示す実施形態のように、フランジ7端面間に鋼板14を設ける場合には、これを被覆するように中詰めコンクリート12を設けるとよい。
【0019】
断面C型形状の鋼材1としては、セグメント鋼殻17を精度よく製作するためには、フランジ7とウェブ8との接続箇所において良好な直角度を確保するために、例えば、熱間圧延により製造された溝形鋼等、工場で品質管理された溝形鋼を用いるのが最も好ましく、溝形鋼を用いることで加工手間を大幅に縮小できる。前記の溝形鋼としては、実用上は、ウェブ8の厚さ寸法tの1.5倍程度にフランジ7の厚さ寸法が規格されており、ウェブ厚が充分厚い溝形鋼を使用すると、地山側にウェブ8をスキンプレートとして、また構造材としても積算できる。実用上は、ウェブ8の高さ寸法にもよるが、ウェブ8の厚さ寸法を、例えば、(ウェブ8高さ−フランジ7板厚)/(2/25)以上のものを使用すると、ウェブ8全体を「セグメントの設計」(土木学会)に規定されている強度設計に組み込むことが可能である。
【0020】
溝形鋼としては、既存の市販品をそのまま流用することでコストを抑制することができるが、設計に応じた仕様とするために、例えば、小ロット生産が可能でウェブ8の高さ400mm程度まで製造可能な既存の電炉の設備を用いた特注の溝形鋼を用いても構わない。
【0021】
合成セグメントAを円形トンネルの内面の覆工に用いる場合には、断面C型形状の鋼材1をトンネルの曲率に合わせて曲げ加工した断面C型形状の鋼材1を使用して合成セグメントAを製造する必要があるが、溝形鋼等の一般的な各種型鋼の曲げ加工と同様に、型を用いるか、プレスまたはベンダーにて、所定の曲率を付けた断面C型形状の鋼材1を用いることもできる。
【0022】
また、断面C型形状の鋼材1により精緻な曲率をつけるためには、熱間例えば高周波誘導加熱によることが好ましい。ウェブ8面をトンネル周方向の外周面板あるいは内周面板として、断面C型形状の鋼材1を各実施形態の曲率を有するように曲げるときは、左右対称であるので、せん断中心と曲げ重心位置とが一致するため、曲げに伴うねじれは生じず、精度が確保できる。
これに対してフランジ7をトンネル周方向の外周面板あるいは内周面板として、溝形鋼を工場等において、トンネル内周面に沿って曲げ加工すると、この場合には、溝形鋼の溝内に位置する曲げ重心位置と、外側に位置するせん断中心とが一致せずに、横方向にずれるため、曲げに伴うねじれが生じ、精度確保が困難になる。
【0023】
ただし、あまり曲率が大きい場合(曲率半径が小さい場合)は、断面C型形状の鋼材1の外縁側と内縁側とで曲げに伴う板厚差が生じる恐れがあるため、曲げに対する曲率半径としては、断面C型形状の鋼材1のフランジ7の板厚と曲率との関係から、曲げ加工による上記板厚差ができない範囲内に抑えることが好ましい。断面C型形状の鋼材1は冷間成形にて曲げ加工を行うのが安価でよい。
【0024】
断面C型形状の鋼材1を冷間成形にて曲げ加工を行う場合は、「道路橋示方書・同解説 II鋼橋編」(社団法人 日本道路協会)に示されているように、板厚の15倍以下の曲率半径となるようにすることが好ましい。
【0025】
また、断面C型形状の鋼材1として、極厚の溝形鋼を用いる場合は、円形トンネルではなく、矩形トンネルのように、合成セグメントを平面状に配置して使用できる構造物に適用し、曲げ加工をしない方が好ましい。
【0026】
断面C型形状の鋼材1の内部に中詰めコンクリート12を打設するため、ジャッキ推力に対しては中詰めコンクリート12で抵抗し、特に、トンネル軸方向の縦リブを合成セグメントAに必要としない。
【0027】
また、板厚の厚い断面C型形状の鋼材1のウェブ8と、更にリブとして機能する断面C型形状の鋼材1のフランジ7により、セグメント本体としての鋼殻17の形状を保持できるため、鋼殻17製作時に、鋼殻17の剛性を保持するために、縦リブを特に設ける必要はない利点がある。
【0028】
断面C型形状の鋼材1を接続するために、C型形状の鋼材1のフランジ面に、トンネル軸方向のボルト挿通用の孔18を設け、長尺のボルト3の基端側にナット4をねじ込んだ状態で、その孔18に長尺のボルト3を通し、基端側に予め装着のナット4および後から装着のナット4にて固定する。
横方向に隣り合う2つの断面C型形状の鋼材1における各フランジ外面同士をより強固にするためには、摩擦接合による固定が好ましく、前記のようにするために長尺のボルト3を使用し各ナット4を締め込んで所定のボルト軸力を導入する。また、ボルト3は、フランジ7の幅方向に1列であってもよいが、強固に連結する点では2列以上にするのが好ましい。
また、フランジ7の長手方向には、2本以上の複数のボルト3を配置して各ナット4により締め込み固定する。
【0029】
ボルト(長ボルト)3の本数と仕様は、摩擦接合の耐力が、本体中心部分となる断面C型形状の鋼材1の中心部分の断面C型形状の鋼材1のウェブ8と中詰めコンクリート12のせん断耐力の合計値以上となるように決定することが好ましい。こうすることで、当該接続箇所が合成セグメント耐力上、弱点となることを避けることができる。
但し、設計上せん断耐力をそれ程必要としない場合は、ボルト本数を減らしたり、ボルト軸径の小さくする等、個々のボルト耐力を適宜設定することも可能である。
またボルト仕様を設計する際、摩擦接合ではなく、ボルトのせん断耐力により断面C型形状の鋼材1同士を連結してもいいし、ボルトと断面C型形状の鋼材1のフランジ7とから決まる支圧耐力から設計してもいい。設計手法としては、「道路橋示方書・同解説 II鋼橋編」(社団法人 日本道路協会)に従うことが好ましい。
【0030】
ボルト3としては、断面C型形状の鋼材1のフランジ内面とコンクリート12とのシェアコネクター(せん断力伝達部材、ずれ止め部材)として、スタッドジベル10としての機能も兼用させるために、全長が長い長ボルト3を用い、断面C型形状の鋼材1の溝内空部に突出させることが好ましい。
長ボルト3ではなく、図4(a)(b)に示すように、鉄筋を使用し、その長手方向両端部をねじ切りして雄ねじ部を設けた雄ねじ付き鉄筋等からなるねじ切り鉄筋11等の両ねじボルト3を用い、主桁としての各フランジ7の両側からナット4にて締め付けても構わない。
ボルト3の有効長さ、フランジ幅方向あるいはフランジ長手方向の配置間隔は、「道路橋示方書・同解説 II鋼橋編」(社団法人 日本道路協会)のずれ止めの項目に示されているように、ボルト3の径、コンクリート12との支圧強度から所定の配置間隔および所定の有効長さになるように設定され、そのボルト3を介して、これを埋め込むように充填される中詰めコンクリート12と鋼殻17とを一体に合成化させる。
但し、最終的なボルト3の本数と仕様は、上記摩擦接合を達成するための目的と、コンクリート12の抜け出しを防止する目的の、2つの目的とを比較し、最低限必要な本数分および仕様に設定される。
【0031】
前記のようにボルト3を長尺としておくと、ボルト3の端部をシェアコネクター(せん断力伝達部材)として有効に活用できるが、ボルト3の他にも中詰めコンクリート12と鋼材との一体性を高めるためにスタッドジベル10等のジベルを断面C型形状の鋼材1の内面(フランジ7またはウェブ8)に取り付け、断面C型形状の鋼材1の溝内空部に突出させると、より一層、鋼殻17と中詰めコンクリート12との一体化が高まり、合成セグメントAの剛性を高めることができる。
特に、セグメント両端部に配置され、セグメント幅方向両端部に位置する断面C型形状の鋼材1のフランジ内面においては、断面C型形状の鋼材1同士を接続するためのボルトが配置されないため、図3に示すようにスタッドジベル10を取り付けることが好ましい。前記のスタッドジベル10はフランジ7の内側面に設けてもよく、ウエブ8の内側面に設けるようにしてもよい。
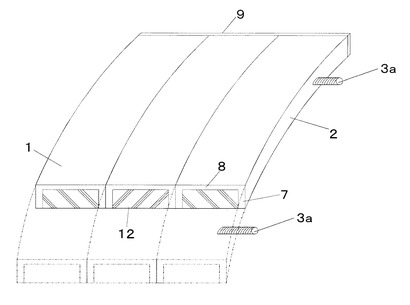
また、図12に示すように、セグメント幅方向両端部のうち片端側の断面C型形状鋼材1のリング継手となる位置において、予め長ボルト3aをフランジ7のボルト孔に通しコンクリート12に埋め込み固定して一体化させ、この長ボルト3aにリング間継手とシェアコネクター(せん断力伝達連結部材)としての両者の役割を兼用させてもよい。当リング間継手と対向する隣接するセグメントにおいては、当該長ボルト3a(リング間継手)が挿入できるようにフランジ7に透孔およびその内側にボルトボックス(図示を省略した)を設け、セグメント組立て時に長ボルト3aの先端部を、隣接するセグメントにおけるボルトボックス内に挿入後に、ナットを締め付けられるようにしておく。
【0032】
なお、摩擦接合する断面C型形状の鋼材1のフランジ面でのせん断耐力を向上させるために、および止水性向上のために、長ボルト3のみでなく、図8に示すように、フランジ端面に鋼板14をボルト16または溶接にて取り付けても良い。
【0033】
また、図7に示すように、合成セグメントA単体の止水性を向上させるために、接続する2つの断面C型形状の鋼材1における外縁側境界5または内縁側境界6の一方または両方の境界端部に、溶接ビード13を盛ることが好ましい。前記の溶接ビード13を設ける場合は、トンネル外縁および内縁側両方に盛ることで止水性がより一層向上する。また、溶接ビード13は、断面C型形状の鋼材1の接続部の隙間をなくすことが目的であるので、溶接する場合、1パス程度の溶接で構わない。
【0034】
特に断面C型形状の鋼材1の境界端部を溶接用に切削する必要はなく、溶接部が母材へ溶け込む程度で止水が可能となる。必要に応じて2パス以上溶接してもよいが、断面C型形状の鋼材1の板厚が厚いため、部材が所定の精度を確保できなくなるような熱ひずみの影響による変形を起すことはない。
溶接ビード13を設けた溶接後は、外部に当該箇所が突出される場合はグランダーにより平坦に仕上げることが、平坦性を確保する上で好ましい。裏込めコンクリートまたは中詰めコンクリートに覆われる場合は特にグラインダー仕上げをする必要はない。
継手板9と断面C型形状の鋼材1の長手方向端部とは、接触箇所に沿って溶接にて取り付けるため、特に止水上問題となることはない。
【0035】
また、断面C型形状の鋼材1におけるフランジ7の一方あるいは両方に、フランジ7の長手方向に止水溝を設けて、その止水溝に止水材を嵌合配置してもよく、止水材としては、ゴム製あるいは合成樹脂製の止水材を嵌合設置してもよく、公知の水膨潤性止水材を設置してもよい。また、前記の止水溝に接続するように、継手板9にもその長手方向に止水溝を設けて、鋼殻17全周に渡る止水溝を設けるようにしてもよい。前記の止水溝を設ける場合は、いずれもフランジ7および継手板9の板厚を確保した上で設ける。
【0036】
複数の断面C型形状の鋼材1の配置方法としては、各々のウェブ面が同一面上(同一の円弧状曲面上あるいは同一の平面上)に位置するように地山側に配置することで、トンネル内縁側はコンクリート面のみ露出させるようにすることが、防食上最も好ましい。
ただし、ウェブ面の外面表面に防食仕様を施すことで、断面C型形状の鋼材1のウェブ面が内縁側にくるように配置しても構わない。
【0037】
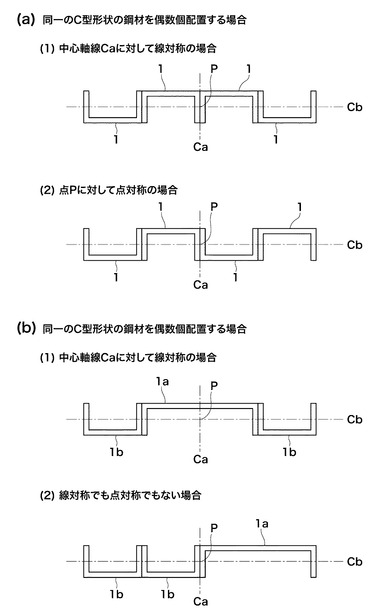
次に、図11を参照して、1つのセグメント部材Aについて、桁高方向に回転を与える曲げ荷重に対する中立軸を部材の重心軸(並列方向の重心軸)と一致させる場合について説明すると、断面C型形状の鋼材1(1a,1b)を偶数個配置する場合(図11(a)の(1)の線対称配置あるいは(2)の点対称配置)においても、奇数個配置する場合(図11(b)の(1)の線対称配置あるいは(2)の線対称配置あるいは点対称配置でもない場合で中心軸線Cbに対して断面2次モーメントの中立軸がCbラインに一致するように配分した場合においても、Cbラインが部材桁高方向(Ca方向)で中立軸となるように、鋼材量を配分する。こうすることで、1つのセグメント部材Aとして曲げ荷重に対する中立軸を部材の重心軸(並列方向の重心軸)と一致させることができ、曲げモーメントの方向に拠らず桁高方向で上下均等に抵抗する部材となる。例えば、図5および図6に示すように、断面C型形状の鋼材1をその長手方向に平行に並列して偶数個並べられた全体の断面が、並列して並べられる方向(Cb方向)と直交する高さ方向(桁高方向)中心軸線Caに対して対称または前記高さ方向中心軸線Ca上の中心点(重心)Pに対して点対称(図示の場合)となるように、前記の断面C型形状の鋼材を配置する。
さらに具体的に説明すると、図5に示すように、偶数個の同一形状の断面C型形状の鋼材1を用いて、ウェブ面の位置の数を桁高方向で同じにすることで、1つのセグメント部材として曲げ荷重に対する中立軸を部材の重心軸と一致させることができ、曲げモーメントの方向に拠らず桁高方向で上下均等に抵抗する部材となる。このような合成セグメントAでは、土圧ばかりでなく、内水圧などの内圧が作用するトンネル状構造物に好適である。
また、図5に示すように、断面C型形状の鋼材1におけるウェブ外面が、内空側である表側あるいは地山側である裏側の表裏の表側または裏側に交互となるように複数の断面C型形状の鋼材が配置され、表側となるように配置された各断面C型形状の鋼材のウェブ面が同一面状に配置され、裏側となるように配置された各断面C型形状の鋼材におけるウェブ面が同一面状に配置されていてもよい。また、内空側である表側に偶数個または奇数個配置し、これに対応して地山側である裏側にそれぞれ偶数個または奇数個連続して配置しても、1つのセグメント部材として曲げ荷重に対する中立軸を部材の重心軸と一致させることができ、曲げモーメントの方向に拠らず桁高方向(断面C型形状の鋼材におけるフランジ幅方向に相当)で上下均等に抵抗する部材となる。
【0038】
また桁高方向で上下均等に抵抗する部材とするために、必ずしも全ての断面C型形状の鋼材1を、断面が同一形状の断面C型形状の鋼材1を偶数個または奇数個用いる必要はなく、ウェブ8の高さが異なる断面C型形状の鋼材1との組み合わせにより、桁高方向上下それぞれのトータルのウェブ8の長さが同一になるように、各ウェブ8の高さが異なる断面C型形状の鋼材1を配置設定しても構わない。
【0039】
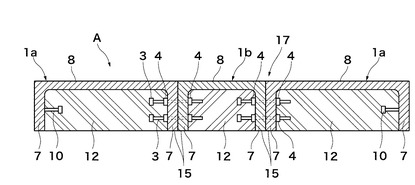
また、複数の断面C型形状の鋼材1としては、図1〜図8に示すように、同一形状のものを複数用いてもよく、任意のセグメント幅を形成するために、個々の断面C型形状の鋼材1においてウェブ8の高さの異なるものを組み合わせてもよい。
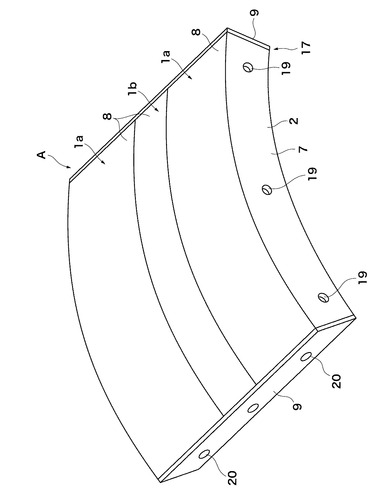
例えば、図9および図10に示すように、両サイドにウェブ8の高さ寸法の高い断面C型形状の鋼材1aを配置し、中央にウェブ8の高さ寸法の低い断面C型形状の鋼材1bを配置してもよい。このように、ウェブ8の高さ寸法の異なる断面C型形状の鋼材1bを少なくとも1つ組み込むと、多様な幅寸法の合成セグメントAを組み立てることができ、セグメント幅の自由度を格段に広げることができる。
【0040】
溝形鋼を用いた場合の本発明による合成セグメントを、曲線部を有するトンネルに用いる場合の具体的な組立て方法の一例を以下に示す。
(1)最初に所定幅の1セグメント鋼殻を形成するのに必要な複数本の溝形鋼を用意し、全て所定の長さに揃える。
(2)上記の溝形鋼を用いて1本ずつ曲げ加工する。曲げ加工方法としては、所定の曲率を有する曲げ型と締め付け型との間に溝形鋼を挟み、両方の型で溝形鋼を押さえ込みながら溝形鋼を引き抜き、溝形鋼に曲率を付ける方法を用いる。
(3)曲げ加工した溝形鋼のフランジ側面の所定の位置にボルト孔18をドリルにて切削する。またセグメント幅方向両サイドに配置される溝形鋼においては、リング間継手となる主桁側面2において、リング継手をボルト接合とする場合は、ボルト挿入用の孔19の孔開け加工を行う。また、コンクリートを充填する前に、主桁側面2の内側および継手板9の内側にボルト挿入用の孔19,20用のナット収容凹部を形成するための鋼製箱枠体(ボルトボックス)を設置する。
(4)溝形鋼のフランジ面同士を接触させ、ボルトにてそれぞれの溝形鋼を連結する。必要に応じてスタッドジベル10を溶接にて溝形鋼内面に取り付ける。
(5)予め所定の寸法に調整した継手板9用の鋼板を、上記の組み合わせた溝形鋼の長手方向両端部に、溶接にて固着する。
(6)溝形鋼、鋼板からなる鋼殻内部にコンクリートを打設・硬化して中詰めコンクリート12を形成する。
【実施例1】
【0041】
トンネル外径5.9m,全土被り約33mの軟弱地盤内の円形断面トンネルにおいて、セグメント幅1200mmとした場合に、同一荷重条件で設計したRCセグメントではセグメント高さが300mmであり、特許文献1に示されるような構造の合成構造のセグメントを用いた場合では主桁に50mmの板厚の鋼板を用いた場合、セグメント高さ175mmとなったのに対し、本発明の合成セグメントAでは同一の抵抗曲げモーメントを発揮するために、ウェブ8の高さ寸法300mm、フランジ7の幅寸法100mm、ウェブ8の厚さ寸法30mm、主桁となるフランジ7の板厚を特許文献1のような構造の主桁と同様に50mmとした、同一形状の断面C型形状の鋼材1を4本用いた場合、セグメント高さ100mmまで低減でき薄壁化が可能となった。更に、本発明では、工場における鋼殻の組立て作業時間及び加工費用が、特許文献1のセグメントに比べて、共に1/3以下に縮減され、鋼殻の組立て作業時間および加工費用を格段に低減することができる。
【図面の簡単な説明】
【0042】
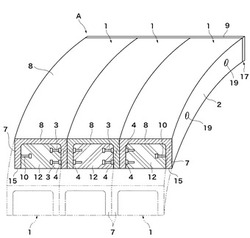
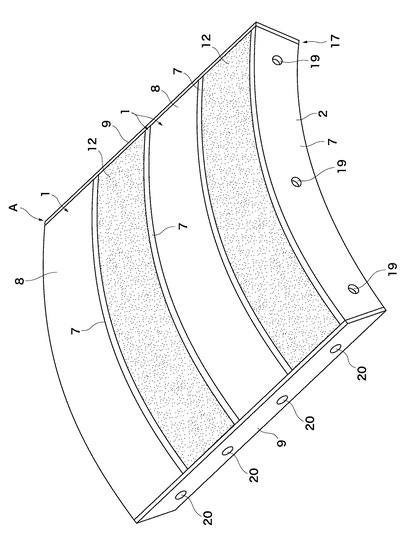
【図1】第1実施形態に係る単体の合成セグメント構造の一部破断斜視図である。
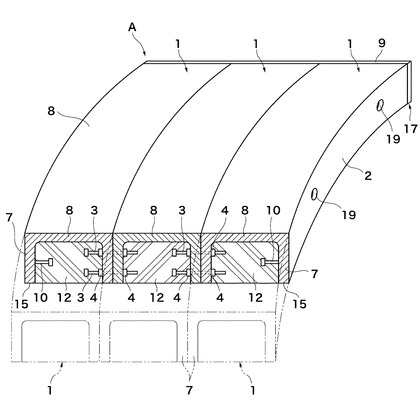
【図2】第1実施形態に係る単体の合成セグメント構造の斜視図である。
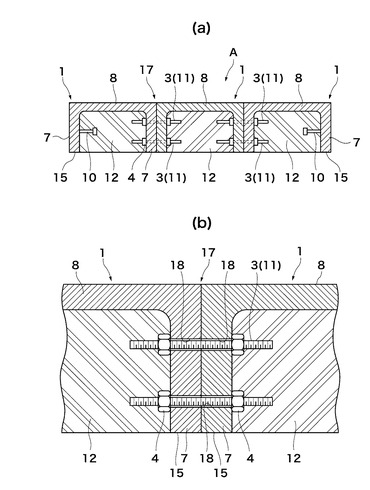
【図3】(a)は断面C型形状の鋼材の内面にスタッドジベルと取り付けた断面図、(b)は図1の一部を拡大して示す図である。
【図4】(a)はねじ切り鉄筋で断面C型形状の鋼材を連結したときの断面図、(b)はその一部を拡大して示す断面図である。
【図5】偶数個の断面C型形状の鋼材を用い、ウェブ面の位置を桁高方向で上下半分ずつ配置した形態の断面図である。
【図6】図5に示す合成セグメントの斜視図である。
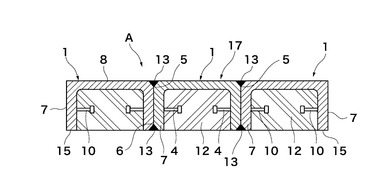
【図7】断面C型形状の鋼材の連結部の境界端部に溶接ビードを設けて平滑に仕上げた断面図である。
【図8】断面C型形状の鋼材のフランジ端部接続部に鋼板を取り付けて連結した形態の断面図である。
【図9】異なるウェブ高さを有する断面C型形状の鋼材を少なくとも1つ組み込んで1セグメントを形成した場合の断面図である。
【図10】図9に示す合成セグメントの斜視図である。
【図11】1つのセグメント部材Aとして曲げ荷重に対する中立軸を部材の重心軸と一致させる形態の説明図である。
【図12】シェアコネクターを兼用したリング間継手用の長ボルトを用いた場合の合成セグメント構造の一部破断斜視図である。
【符号の説明】
【0043】
1 断面C型形状の鋼材
1a ウェブの高さ寸法の高い断面C型形状の鋼材
1b ウェブの高さ寸法の低い断面C型形状の鋼材
2 主桁側面
3 ボルト(または長ボルト)
3a シェアコネクターを兼用したリング間継手用の長ボルト
4 ナット
5 断面C型形状の鋼材の外縁側境界
6 断面C型形状の鋼材の内縁側境界
7 断面C型形状の鋼材のフランジ
8 断面C型形状の鋼材のウェブ
9 継手板
10 スタッドジベル
11 ねじ切り鉄筋
12 中詰めコンクリート
13 溶接ビード
14 鋼板
15 断面C型形状の鋼材のフランジ端部
16 ボルト
17 セグメント鋼殻
18 孔
19 孔
20 孔
【技術分野】
【0001】
本発明は、シールドトンネル内に覆工体として用いられる鋼・コンクリート合成構造のセグメントであって、特に、鋼殻の加工が容易であって、セグメントの薄壁化が可能な合成セグメントおよびこれに用いるセグメント用鋼殻に関するものである。
【背景技術】
【0002】
従来、(1)薄壁化を指向したセグメントには、周囲の鋼殻と鋼殻内部の鉄筋コンクリートとを一体化させる方法が知られている(例えば、特許文献1参照)。この方法によれば、鋼殻をコンクリート打設時の型枠として兼用することができる効果がある。
【0003】
また、(2)鋼殻の加工を容易とするセグメントとしては、スキンプレートに相当する位置の背板と、端部主桁に相当する部分のエッジ板とを一枚の曲げ加工した鋼板を用いる方法が開示されている(例えば、特許文献2参照)。この方法によれば、経済的に鋼殻の生産効率を向上させることができる。
【0004】
また、(3)発明者らは、主桁にC形鋼を用いることで、C形鋼のフランジ厚みを利用して、より大きな曲げ荷重に、薄壁で抵抗できるような工夫が施されている合成セグメントをすでに発明し、本出願人により特願2004−175654号(特開平2005−351035号公報)(特許文献3)として出願されている。
更にこのセグメントにおいては、C形鋼とH形鋼との組み合わせにより、C形鋼をセグメントの両サイドに外主桁として、セグメントに中主桁を用いる場合は、H形鋼を外主桁間に配置して1ユニットとして、任意ユニット、つまり任意幅のセグメントを簡易な設計で製作できることを特徴としている。
【特許文献1】特開2004−270276号公報
【特許文献2】特開平10−153100号公報
【特許文献3】特開2005−351035号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、前記(1)の技術では、縦リブ−主桁,主桁−スキンプレート,継手板−スキンプレート,主桁−継手板等、鋼殻を組み立てるための溶接箇所が非常に多く、加工時に熱変形が生じ、セグメント鋼殻の精度を出すことが困難であった。
【0006】
また、主桁として特に厚さ12mm程度以下の板材を用いた場合、曲げ加工時に部材の内縁側と外縁側で大きな板厚差(例えば、厚さの1割前後)が生じ、セグメント部材精度に悪影響を与えるなどしていた。更には、鉄筋を多く使用するため、所定の位置に鉄筋を配設するために多くの手間を要し、また、鉄筋をセグメントの縦リブに通すための孔開け加工などを必要とし、費用,手間を増大させる要因を含んでいた。
【0007】
また、前記(2)の技術においては、セグメント鋼殻を構成するための背板とエッジ板とを直角に曲げる必要があり、厚板では加工が困難であり、そのため鋼殻の鋼材量が少なくなってしまうため剛性の高い鋼殻を製造することが困難であり、セグメントを薄壁化することが困難であった。
【0008】
一方、発明者らが提案している技術では、主桁にC形鋼(溝形鋼)を用いることで、曲げ荷重に対しては主に主桁で抵抗できるようになり、前記(1)の技術と比べて鉄筋の数を大幅に低減することが可能となったが、ウェブとその上下両側のフランジを備えたC形鋼は、ウェブを桁高方向として配置した場合、その断面から、せん断中心(剛芯)と図心(重心)とが一致せず、横方向にずれるため、桁高方向にC形鋼を曲げ加工した場合、必然的にC形鋼がねじれ、その後の加熱による矯正に多くの労力を必要とする場合があった。
【0009】
また、従来、鋼殻に取付けられるスキンプレート厚は、板厚3mmまたは4.5mmと薄く、主桁端部からスキンプレート厚(t)の25tと、小さい幅のみ設計上組み込むことができるが、構造材としては殆ど見込んでおらず、セグメント桁高さを高くするなど他の部分の剛性を高めるようにしていたため、トンネル覆工等のセグメント厚さ(壁厚)が厚くなり、薄壁化を図ることが困難であった。
本発明は、前記の問題を解決し、鋼殻加工時の部材精度を向上し、加工費用および製造するための労力が少なくてすむ合成セグメントを提供することを目的とする。
また、これに加えて、セグメントを構成する鋼材の全断面を構造計算に積算することが可能で、セグメントによる壁の薄壁化が可能な合成セグメントを提供することを目的とする。
【課題を解決するための手段】
【0010】
前記の課題を解決するために本発明は、次のように構成する。
(1)第1発明の合成セグメントでは、ウェブの両側にフランジを備えた複数の断面C型形状の鋼材をその長手方向に平行に並列配置すると共に、隣り合う断面C型形状の鋼材におけるフランジ同士を当接し、隣り合う断面C型形状の鋼材におけるフランジ同士をボルトおよびナットにて連結し、かつ前記ボルトの端部が断面C型形状の鋼材の溝内に突出するように配置され、断面C型形状の鋼材の長手方向両端部に継手板を溶接にて取り付け、断面C型形状の鋼材と継手板とで囲まれた凹溝状の空間部にコンクリートが打設されていることを特徴とする。
(2)第2発明の合成セグメントでは、第1発明の合成セグメントに用いる断面C型形状の鋼材として、溝形鋼が用いられていることを特徴とする。
(3)第3発明では、第1発明または第2発明の合成セグメントにおいて、C型形状の鋼材のフランジとウェブとで囲まれた空間内部に突出するようにスタッドジベル等のジベルがフランジまたはウェブに取り付けられていることを特徴とする。
(4)第4発明では、第1〜第3発明のいずれか1項の合成セグメントにおいて、隣り合う断面C型形状の鋼材のフランジ側面同士の境界端部において、フランジ長手方向に連続した溶接ビードが設けられていることを特徴とする。
(5)第5発明では、第1発明〜第4発明のいずれかの合成セグメントにおいて、隣り合うC型形状の鋼材のフランジ端面接続部において、鋼板がフランジ端面に渡って当接されてボルトまたは溶接にて取り付けられていることを特徴とする。
(6)第6発明では、第1発明〜第5発明のいずれかの合成セグメントにおいて、複数の断面C型形状の鋼材の各々のウェブ面が同一面状となるように配置されていることを特徴とする。
(7)第7発明では、第1発明〜第5発明のいずれかの合成セグメントにおいて、断面C型形状の鋼材をその長手方向に平行に並列して複数並べられた並列方向の全体の断面で、並列して並べられる方向の中心軸線が、高さ方向に曲げが作用した場合のセグメント全体の断面2次モーメントの中立軸と一致するように、前記複数の断面C型形状の鋼材が配置されていることを特徴とする。
(8)第8発明では、第1発明〜第7発明のいずれかの合成セグメントにおいて、同一形状の複数の断面C型形状の鋼材を用いていることを特徴とする。
(9)第9発明では、第1発明〜第8発明のいずれかの合成セグメントにおいて、異なるウェブ高さの断面C型形状の鋼材を少なくとも1つ組み込んでいることを特徴とする。
(10)第10発明のセグメント用鋼殻では、第1発明〜第9発明のいずれかの合成セグメントに用いるセグメント鋼殻であって、ウェブの両側にフランジを備えた複数の断面C型形状の鋼材をその長手方向に平行に並列配置すると共に、隣合う断面C型形状の鋼材におけるフランジ同士を当接し、隣り合う断面C型形状の鋼材におけるフランジ同士をボルトおよびナットにて連結したことを特徴とする。
【発明の効果】
【0011】
本発明によると、合成セグメントを構成するセグメント鋼殻が、断面C型形状の鋼材を並列配置しているので、個々の断面C型形状の鋼材のウェブ全断面を曲げ荷重に対して有効抵抗面積として換算(積算)でき、また、断面C型形状の鋼材相互を連結するボルトがシェアコネクター(せん断力伝達部材、またはずれ止め部材)として鋼殻とコンクリートとを一体化させる機能を兼用できるため、合成セグメントの桁高(フランジ幅方向寸法)を小さくした薄壁構造で高剛性の合成セグメントであるため、このような合成セグメントをトンネル構造物に使用した場合には、内外の大きな曲げ荷重に対して薄壁で抵抗することができる。
また、連結ボルトをシェアコネクター(せん断力伝達部材、ずれ止め部材)として兼用できるため、安価にセグメント鋼殻とコンクリートとを一体化できる。
【0012】
また、複数の断面C型形状の鋼材を一体化することで、組み合わせにより任意の広幅のセグメントを製作できる。
【0013】
また、鋼殻加工において、溶接箇所が少ないため、熱ひずみの発生による鋼材の変形を抑止でき、加工手間及び加工費用を大幅に削減できる。
また、円形トンネル等曲線部を有するトンネルにセグメントを適用する場合、せん断中心と図心が一致した状態で断面C型形状の鋼材の曲げ加工を施すことができるため、曲げ加工時にねじれが発生せず、精度の良い鋼殻を形成することができる。
また、第2発明のように溝形鋼を使用すると、容易に短時間で安価に合成セグメントを製作することができる。
第3発明のように、スタッドジベル等のジベルを設けると、セグメント鋼殻と中詰めコンクリートの一体化を一層高め、合成セグメントの剛性を高めることができる。
第4発明のように、接続する断面C型形状の鋼材におけるフランジ側面同士の境界端部においてフランジ長手方向に連続した溶接ビードを設けることにより、合成セグメントの止水性が向上する。
第5発明のように、断面C型形状の鋼材のフランジ端面に渡って鋼板が設けられていると、隣り合うフランジ端面接続部におけるせん断耐力を向上させることができる。また、止水性も向上する。
第6発明のように、複数の断面C型形状の鋼材の各々のウェブ面が同一面状となるように配置されていると、各々のウェブ面全体として、従来のスキンプレートよりも剛性の格段に高いスキンプレートとして機能させることができると共に、均等に外圧または内圧を支承することができる。
第7発明のように、断面C型形状の鋼材をその長手方向に平行に並列して複数並べられた並列方向の全体の断面で、並列して並べられる方向の中心軸線が、高さ方向に曲げが作用した場合のセグメント全体の断面2次モーメントの中立軸と一致するように、前記複数の断面C型形状の鋼材が配置されていると、合成セグメントは1つのセグメント部材として曲げ荷重に対する中立軸を部材の重心軸と一致させることができ、曲げモーメントの方向に拠らず桁高方向で上下均等に抵抗する部材となる。
第8発明のように、同一形状の断面C型形状の鋼材を使用すると、一種類の断面C型形状の鋼材を準備して製作すればよいので、複数種の断面C型形状の鋼材を用いて組立てる場合に比べて、部品の品質管理が容易であると共にセグメント鋼殻の組立を単純化でき、効率よく安価に合成セグメントを製作することができる。
第9発明のように、ウェブ高さ(ウェブの幅)の異なる断面C型形状の鋼材を少なくとも1つ組み込むことにより、ウェブ高さの同じものを組み合わせて製作される合成セグメントでは、整数倍の種類のみしか製作することができないのに比べて、格段に各種幅の合成セグメントの製作が可能になる。
第10発明のように、ウェブの両側にフランジを備えた複数の断面C型形状の鋼材をその長手方向に平行に並列配置すると共に、隣り合う断面C型形状の鋼材におけるフランジ同士を当接し、隣り合う断面C型形状の鋼材におけるフランジ同士をボルトおよびナットにて連結すると、自動的に端部主桁あるいは中主桁を備えた剛性の高いセグメント鋼殻を容易に組み立てることができる。
【発明を実施するための最良の形態】
【0014】
以下、本発明の実施形態の合成セグメントについて図を参照して説明する。
【0015】
図1〜図3は本発明の合成セグメントの一実施形態を示すものであって、まず、本発明の合成セグメントAの特徴について説明すると、従来のセグメントにおける主桁と、スキンプレートとの両者の役割を、それぞれ、断面C型形状の鋼材1におけるフランジ7と、ウェブ8とにより担わせて、このような断面C型形状の鋼材1を複数、隣り合う断面C型形状の鋼材1におけるフランジ相互が平行となるように並列して配置し、隣り合う断面C型形状の鋼材1におけるフランジ7相互をボルト(図示の場合は長ボルト)3にて連結して一体化している。
【0016】
また、各断面C型形状の鋼材1の長手方向両端部には、全ての断面C型形状の鋼材1に渡って、鋼製の継手板9を溶接により固着して一体化し、セグメント鋼殻17を構成していると共に、さらに継手板9と各断面C型形状の鋼材1により囲まれた凹溝状の空間部にコンクリート12を充填した、鋼・コンクリート複合構造の合成セグメントAとされている。
【0017】
前記のように、本発明の合成セグメントAは、従来のセグメントにおける主桁・スキンプレート両者の役割を一つの部材で兼用できる機能の断面C型形状の鋼材1を複数(図1の場合は3本)、その長手方向に交差する方向に並列して平行に配置して、横方向に隣り合う断面C型形状の鋼材1におけるそれぞれのフランジ7同士をボルト3およびナット4および必要に応じ座がねを介在させて接続し強固に一体化してセグメント鋼殻17を構成している。
前記のフランジ7同士の連結により、剛性の高い中主桁が構成され、セグメント端部側のフランジ7により端部主桁が構成されている。
【0018】
また、各断面C型形状の鋼材1における長手方向の両端部は、それぞれ同一平面上に位置するようにされ、各断面C型形状の鋼材1の長手方向(トンネル周方向)両端部に、各断面C型形状の鋼材1に渡って、1枚の鋼製帯状鋼板からなる継手板9を溶接して一体化してセグメント鋼殻17を構成した後、そのセグメント鋼殻17の内に中詰めコンクリート12を充填して合成セグメントAとされている。
前記の中詰めコンクリート12を設ける場合は、断面C型形状鋼材1のフランジ端面15が重防食されている場合には、フランジ7端面と同レベルまで充填するようにすればよく、図8に示す実施形態のように、フランジ7端面間に鋼板14を設ける場合には、これを被覆するように中詰めコンクリート12を設けるとよい。
【0019】
断面C型形状の鋼材1としては、セグメント鋼殻17を精度よく製作するためには、フランジ7とウェブ8との接続箇所において良好な直角度を確保するために、例えば、熱間圧延により製造された溝形鋼等、工場で品質管理された溝形鋼を用いるのが最も好ましく、溝形鋼を用いることで加工手間を大幅に縮小できる。前記の溝形鋼としては、実用上は、ウェブ8の厚さ寸法tの1.5倍程度にフランジ7の厚さ寸法が規格されており、ウェブ厚が充分厚い溝形鋼を使用すると、地山側にウェブ8をスキンプレートとして、また構造材としても積算できる。実用上は、ウェブ8の高さ寸法にもよるが、ウェブ8の厚さ寸法を、例えば、(ウェブ8高さ−フランジ7板厚)/(2/25)以上のものを使用すると、ウェブ8全体を「セグメントの設計」(土木学会)に規定されている強度設計に組み込むことが可能である。
【0020】
溝形鋼としては、既存の市販品をそのまま流用することでコストを抑制することができるが、設計に応じた仕様とするために、例えば、小ロット生産が可能でウェブ8の高さ400mm程度まで製造可能な既存の電炉の設備を用いた特注の溝形鋼を用いても構わない。
【0021】
合成セグメントAを円形トンネルの内面の覆工に用いる場合には、断面C型形状の鋼材1をトンネルの曲率に合わせて曲げ加工した断面C型形状の鋼材1を使用して合成セグメントAを製造する必要があるが、溝形鋼等の一般的な各種型鋼の曲げ加工と同様に、型を用いるか、プレスまたはベンダーにて、所定の曲率を付けた断面C型形状の鋼材1を用いることもできる。
【0022】
また、断面C型形状の鋼材1により精緻な曲率をつけるためには、熱間例えば高周波誘導加熱によることが好ましい。ウェブ8面をトンネル周方向の外周面板あるいは内周面板として、断面C型形状の鋼材1を各実施形態の曲率を有するように曲げるときは、左右対称であるので、せん断中心と曲げ重心位置とが一致するため、曲げに伴うねじれは生じず、精度が確保できる。
これに対してフランジ7をトンネル周方向の外周面板あるいは内周面板として、溝形鋼を工場等において、トンネル内周面に沿って曲げ加工すると、この場合には、溝形鋼の溝内に位置する曲げ重心位置と、外側に位置するせん断中心とが一致せずに、横方向にずれるため、曲げに伴うねじれが生じ、精度確保が困難になる。
【0023】
ただし、あまり曲率が大きい場合(曲率半径が小さい場合)は、断面C型形状の鋼材1の外縁側と内縁側とで曲げに伴う板厚差が生じる恐れがあるため、曲げに対する曲率半径としては、断面C型形状の鋼材1のフランジ7の板厚と曲率との関係から、曲げ加工による上記板厚差ができない範囲内に抑えることが好ましい。断面C型形状の鋼材1は冷間成形にて曲げ加工を行うのが安価でよい。
【0024】
断面C型形状の鋼材1を冷間成形にて曲げ加工を行う場合は、「道路橋示方書・同解説 II鋼橋編」(社団法人 日本道路協会)に示されているように、板厚の15倍以下の曲率半径となるようにすることが好ましい。
【0025】
また、断面C型形状の鋼材1として、極厚の溝形鋼を用いる場合は、円形トンネルではなく、矩形トンネルのように、合成セグメントを平面状に配置して使用できる構造物に適用し、曲げ加工をしない方が好ましい。
【0026】
断面C型形状の鋼材1の内部に中詰めコンクリート12を打設するため、ジャッキ推力に対しては中詰めコンクリート12で抵抗し、特に、トンネル軸方向の縦リブを合成セグメントAに必要としない。
【0027】
また、板厚の厚い断面C型形状の鋼材1のウェブ8と、更にリブとして機能する断面C型形状の鋼材1のフランジ7により、セグメント本体としての鋼殻17の形状を保持できるため、鋼殻17製作時に、鋼殻17の剛性を保持するために、縦リブを特に設ける必要はない利点がある。
【0028】
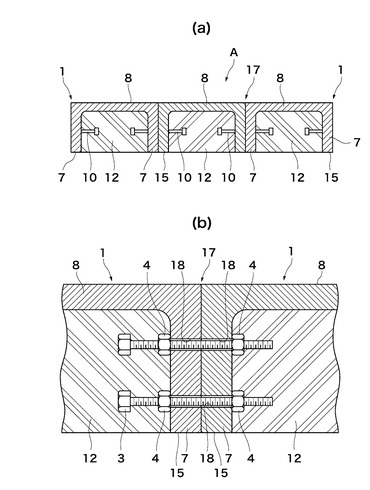
断面C型形状の鋼材1を接続するために、C型形状の鋼材1のフランジ面に、トンネル軸方向のボルト挿通用の孔18を設け、長尺のボルト3の基端側にナット4をねじ込んだ状態で、その孔18に長尺のボルト3を通し、基端側に予め装着のナット4および後から装着のナット4にて固定する。
横方向に隣り合う2つの断面C型形状の鋼材1における各フランジ外面同士をより強固にするためには、摩擦接合による固定が好ましく、前記のようにするために長尺のボルト3を使用し各ナット4を締め込んで所定のボルト軸力を導入する。また、ボルト3は、フランジ7の幅方向に1列であってもよいが、強固に連結する点では2列以上にするのが好ましい。
また、フランジ7の長手方向には、2本以上の複数のボルト3を配置して各ナット4により締め込み固定する。
【0029】
ボルト(長ボルト)3の本数と仕様は、摩擦接合の耐力が、本体中心部分となる断面C型形状の鋼材1の中心部分の断面C型形状の鋼材1のウェブ8と中詰めコンクリート12のせん断耐力の合計値以上となるように決定することが好ましい。こうすることで、当該接続箇所が合成セグメント耐力上、弱点となることを避けることができる。
但し、設計上せん断耐力をそれ程必要としない場合は、ボルト本数を減らしたり、ボルト軸径の小さくする等、個々のボルト耐力を適宜設定することも可能である。
またボルト仕様を設計する際、摩擦接合ではなく、ボルトのせん断耐力により断面C型形状の鋼材1同士を連結してもいいし、ボルトと断面C型形状の鋼材1のフランジ7とから決まる支圧耐力から設計してもいい。設計手法としては、「道路橋示方書・同解説 II鋼橋編」(社団法人 日本道路協会)に従うことが好ましい。
【0030】
ボルト3としては、断面C型形状の鋼材1のフランジ内面とコンクリート12とのシェアコネクター(せん断力伝達部材、ずれ止め部材)として、スタッドジベル10としての機能も兼用させるために、全長が長い長ボルト3を用い、断面C型形状の鋼材1の溝内空部に突出させることが好ましい。
長ボルト3ではなく、図4(a)(b)に示すように、鉄筋を使用し、その長手方向両端部をねじ切りして雄ねじ部を設けた雄ねじ付き鉄筋等からなるねじ切り鉄筋11等の両ねじボルト3を用い、主桁としての各フランジ7の両側からナット4にて締め付けても構わない。
ボルト3の有効長さ、フランジ幅方向あるいはフランジ長手方向の配置間隔は、「道路橋示方書・同解説 II鋼橋編」(社団法人 日本道路協会)のずれ止めの項目に示されているように、ボルト3の径、コンクリート12との支圧強度から所定の配置間隔および所定の有効長さになるように設定され、そのボルト3を介して、これを埋め込むように充填される中詰めコンクリート12と鋼殻17とを一体に合成化させる。
但し、最終的なボルト3の本数と仕様は、上記摩擦接合を達成するための目的と、コンクリート12の抜け出しを防止する目的の、2つの目的とを比較し、最低限必要な本数分および仕様に設定される。
【0031】
前記のようにボルト3を長尺としておくと、ボルト3の端部をシェアコネクター(せん断力伝達部材)として有効に活用できるが、ボルト3の他にも中詰めコンクリート12と鋼材との一体性を高めるためにスタッドジベル10等のジベルを断面C型形状の鋼材1の内面(フランジ7またはウェブ8)に取り付け、断面C型形状の鋼材1の溝内空部に突出させると、より一層、鋼殻17と中詰めコンクリート12との一体化が高まり、合成セグメントAの剛性を高めることができる。
特に、セグメント両端部に配置され、セグメント幅方向両端部に位置する断面C型形状の鋼材1のフランジ内面においては、断面C型形状の鋼材1同士を接続するためのボルトが配置されないため、図3に示すようにスタッドジベル10を取り付けることが好ましい。前記のスタッドジベル10はフランジ7の内側面に設けてもよく、ウエブ8の内側面に設けるようにしてもよい。
また、図12に示すように、セグメント幅方向両端部のうち片端側の断面C型形状鋼材1のリング継手となる位置において、予め長ボルト3aをフランジ7のボルト孔に通しコンクリート12に埋め込み固定して一体化させ、この長ボルト3aにリング間継手とシェアコネクター(せん断力伝達連結部材)としての両者の役割を兼用させてもよい。当リング間継手と対向する隣接するセグメントにおいては、当該長ボルト3a(リング間継手)が挿入できるようにフランジ7に透孔およびその内側にボルトボックス(図示を省略した)を設け、セグメント組立て時に長ボルト3aの先端部を、隣接するセグメントにおけるボルトボックス内に挿入後に、ナットを締め付けられるようにしておく。
【0032】
なお、摩擦接合する断面C型形状の鋼材1のフランジ面でのせん断耐力を向上させるために、および止水性向上のために、長ボルト3のみでなく、図8に示すように、フランジ端面に鋼板14をボルト16または溶接にて取り付けても良い。
【0033】
また、図7に示すように、合成セグメントA単体の止水性を向上させるために、接続する2つの断面C型形状の鋼材1における外縁側境界5または内縁側境界6の一方または両方の境界端部に、溶接ビード13を盛ることが好ましい。前記の溶接ビード13を設ける場合は、トンネル外縁および内縁側両方に盛ることで止水性がより一層向上する。また、溶接ビード13は、断面C型形状の鋼材1の接続部の隙間をなくすことが目的であるので、溶接する場合、1パス程度の溶接で構わない。
【0034】
特に断面C型形状の鋼材1の境界端部を溶接用に切削する必要はなく、溶接部が母材へ溶け込む程度で止水が可能となる。必要に応じて2パス以上溶接してもよいが、断面C型形状の鋼材1の板厚が厚いため、部材が所定の精度を確保できなくなるような熱ひずみの影響による変形を起すことはない。
溶接ビード13を設けた溶接後は、外部に当該箇所が突出される場合はグランダーにより平坦に仕上げることが、平坦性を確保する上で好ましい。裏込めコンクリートまたは中詰めコンクリートに覆われる場合は特にグラインダー仕上げをする必要はない。
継手板9と断面C型形状の鋼材1の長手方向端部とは、接触箇所に沿って溶接にて取り付けるため、特に止水上問題となることはない。
【0035】
また、断面C型形状の鋼材1におけるフランジ7の一方あるいは両方に、フランジ7の長手方向に止水溝を設けて、その止水溝に止水材を嵌合配置してもよく、止水材としては、ゴム製あるいは合成樹脂製の止水材を嵌合設置してもよく、公知の水膨潤性止水材を設置してもよい。また、前記の止水溝に接続するように、継手板9にもその長手方向に止水溝を設けて、鋼殻17全周に渡る止水溝を設けるようにしてもよい。前記の止水溝を設ける場合は、いずれもフランジ7および継手板9の板厚を確保した上で設ける。
【0036】
複数の断面C型形状の鋼材1の配置方法としては、各々のウェブ面が同一面上(同一の円弧状曲面上あるいは同一の平面上)に位置するように地山側に配置することで、トンネル内縁側はコンクリート面のみ露出させるようにすることが、防食上最も好ましい。
ただし、ウェブ面の外面表面に防食仕様を施すことで、断面C型形状の鋼材1のウェブ面が内縁側にくるように配置しても構わない。
【0037】
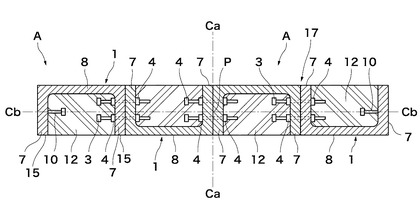
次に、図11を参照して、1つのセグメント部材Aについて、桁高方向に回転を与える曲げ荷重に対する中立軸を部材の重心軸(並列方向の重心軸)と一致させる場合について説明すると、断面C型形状の鋼材1(1a,1b)を偶数個配置する場合(図11(a)の(1)の線対称配置あるいは(2)の点対称配置)においても、奇数個配置する場合(図11(b)の(1)の線対称配置あるいは(2)の線対称配置あるいは点対称配置でもない場合で中心軸線Cbに対して断面2次モーメントの中立軸がCbラインに一致するように配分した場合においても、Cbラインが部材桁高方向(Ca方向)で中立軸となるように、鋼材量を配分する。こうすることで、1つのセグメント部材Aとして曲げ荷重に対する中立軸を部材の重心軸(並列方向の重心軸)と一致させることができ、曲げモーメントの方向に拠らず桁高方向で上下均等に抵抗する部材となる。例えば、図5および図6に示すように、断面C型形状の鋼材1をその長手方向に平行に並列して偶数個並べられた全体の断面が、並列して並べられる方向(Cb方向)と直交する高さ方向(桁高方向)中心軸線Caに対して対称または前記高さ方向中心軸線Ca上の中心点(重心)Pに対して点対称(図示の場合)となるように、前記の断面C型形状の鋼材を配置する。
さらに具体的に説明すると、図5に示すように、偶数個の同一形状の断面C型形状の鋼材1を用いて、ウェブ面の位置の数を桁高方向で同じにすることで、1つのセグメント部材として曲げ荷重に対する中立軸を部材の重心軸と一致させることができ、曲げモーメントの方向に拠らず桁高方向で上下均等に抵抗する部材となる。このような合成セグメントAでは、土圧ばかりでなく、内水圧などの内圧が作用するトンネル状構造物に好適である。
また、図5に示すように、断面C型形状の鋼材1におけるウェブ外面が、内空側である表側あるいは地山側である裏側の表裏の表側または裏側に交互となるように複数の断面C型形状の鋼材が配置され、表側となるように配置された各断面C型形状の鋼材のウェブ面が同一面状に配置され、裏側となるように配置された各断面C型形状の鋼材におけるウェブ面が同一面状に配置されていてもよい。また、内空側である表側に偶数個または奇数個配置し、これに対応して地山側である裏側にそれぞれ偶数個または奇数個連続して配置しても、1つのセグメント部材として曲げ荷重に対する中立軸を部材の重心軸と一致させることができ、曲げモーメントの方向に拠らず桁高方向(断面C型形状の鋼材におけるフランジ幅方向に相当)で上下均等に抵抗する部材となる。
【0038】
また桁高方向で上下均等に抵抗する部材とするために、必ずしも全ての断面C型形状の鋼材1を、断面が同一形状の断面C型形状の鋼材1を偶数個または奇数個用いる必要はなく、ウェブ8の高さが異なる断面C型形状の鋼材1との組み合わせにより、桁高方向上下それぞれのトータルのウェブ8の長さが同一になるように、各ウェブ8の高さが異なる断面C型形状の鋼材1を配置設定しても構わない。
【0039】
また、複数の断面C型形状の鋼材1としては、図1〜図8に示すように、同一形状のものを複数用いてもよく、任意のセグメント幅を形成するために、個々の断面C型形状の鋼材1においてウェブ8の高さの異なるものを組み合わせてもよい。
例えば、図9および図10に示すように、両サイドにウェブ8の高さ寸法の高い断面C型形状の鋼材1aを配置し、中央にウェブ8の高さ寸法の低い断面C型形状の鋼材1bを配置してもよい。このように、ウェブ8の高さ寸法の異なる断面C型形状の鋼材1bを少なくとも1つ組み込むと、多様な幅寸法の合成セグメントAを組み立てることができ、セグメント幅の自由度を格段に広げることができる。
【0040】
溝形鋼を用いた場合の本発明による合成セグメントを、曲線部を有するトンネルに用いる場合の具体的な組立て方法の一例を以下に示す。
(1)最初に所定幅の1セグメント鋼殻を形成するのに必要な複数本の溝形鋼を用意し、全て所定の長さに揃える。
(2)上記の溝形鋼を用いて1本ずつ曲げ加工する。曲げ加工方法としては、所定の曲率を有する曲げ型と締め付け型との間に溝形鋼を挟み、両方の型で溝形鋼を押さえ込みながら溝形鋼を引き抜き、溝形鋼に曲率を付ける方法を用いる。
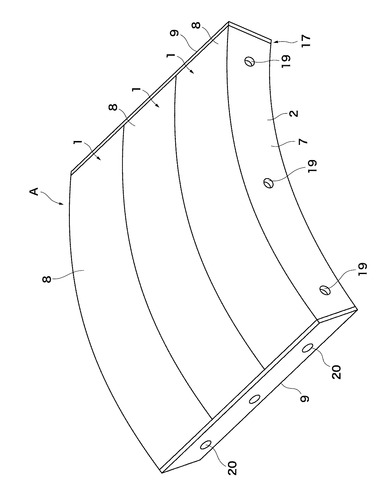
(3)曲げ加工した溝形鋼のフランジ側面の所定の位置にボルト孔18をドリルにて切削する。またセグメント幅方向両サイドに配置される溝形鋼においては、リング間継手となる主桁側面2において、リング継手をボルト接合とする場合は、ボルト挿入用の孔19の孔開け加工を行う。また、コンクリートを充填する前に、主桁側面2の内側および継手板9の内側にボルト挿入用の孔19,20用のナット収容凹部を形成するための鋼製箱枠体(ボルトボックス)を設置する。
(4)溝形鋼のフランジ面同士を接触させ、ボルトにてそれぞれの溝形鋼を連結する。必要に応じてスタッドジベル10を溶接にて溝形鋼内面に取り付ける。
(5)予め所定の寸法に調整した継手板9用の鋼板を、上記の組み合わせた溝形鋼の長手方向両端部に、溶接にて固着する。
(6)溝形鋼、鋼板からなる鋼殻内部にコンクリートを打設・硬化して中詰めコンクリート12を形成する。
【実施例1】
【0041】
トンネル外径5.9m,全土被り約33mの軟弱地盤内の円形断面トンネルにおいて、セグメント幅1200mmとした場合に、同一荷重条件で設計したRCセグメントではセグメント高さが300mmであり、特許文献1に示されるような構造の合成構造のセグメントを用いた場合では主桁に50mmの板厚の鋼板を用いた場合、セグメント高さ175mmとなったのに対し、本発明の合成セグメントAでは同一の抵抗曲げモーメントを発揮するために、ウェブ8の高さ寸法300mm、フランジ7の幅寸法100mm、ウェブ8の厚さ寸法30mm、主桁となるフランジ7の板厚を特許文献1のような構造の主桁と同様に50mmとした、同一形状の断面C型形状の鋼材1を4本用いた場合、セグメント高さ100mmまで低減でき薄壁化が可能となった。更に、本発明では、工場における鋼殻の組立て作業時間及び加工費用が、特許文献1のセグメントに比べて、共に1/3以下に縮減され、鋼殻の組立て作業時間および加工費用を格段に低減することができる。
【図面の簡単な説明】
【0042】
【図1】第1実施形態に係る単体の合成セグメント構造の一部破断斜視図である。
【図2】第1実施形態に係る単体の合成セグメント構造の斜視図である。
【図3】(a)は断面C型形状の鋼材の内面にスタッドジベルと取り付けた断面図、(b)は図1の一部を拡大して示す図である。
【図4】(a)はねじ切り鉄筋で断面C型形状の鋼材を連結したときの断面図、(b)はその一部を拡大して示す断面図である。
【図5】偶数個の断面C型形状の鋼材を用い、ウェブ面の位置を桁高方向で上下半分ずつ配置した形態の断面図である。
【図6】図5に示す合成セグメントの斜視図である。
【図7】断面C型形状の鋼材の連結部の境界端部に溶接ビードを設けて平滑に仕上げた断面図である。
【図8】断面C型形状の鋼材のフランジ端部接続部に鋼板を取り付けて連結した形態の断面図である。
【図9】異なるウェブ高さを有する断面C型形状の鋼材を少なくとも1つ組み込んで1セグメントを形成した場合の断面図である。
【図10】図9に示す合成セグメントの斜視図である。
【図11】1つのセグメント部材Aとして曲げ荷重に対する中立軸を部材の重心軸と一致させる形態の説明図である。
【図12】シェアコネクターを兼用したリング間継手用の長ボルトを用いた場合の合成セグメント構造の一部破断斜視図である。
【符号の説明】
【0043】
1 断面C型形状の鋼材
1a ウェブの高さ寸法の高い断面C型形状の鋼材
1b ウェブの高さ寸法の低い断面C型形状の鋼材
2 主桁側面
3 ボルト(または長ボルト)
3a シェアコネクターを兼用したリング間継手用の長ボルト
4 ナット
5 断面C型形状の鋼材の外縁側境界
6 断面C型形状の鋼材の内縁側境界
7 断面C型形状の鋼材のフランジ
8 断面C型形状の鋼材のウェブ
9 継手板
10 スタッドジベル
11 ねじ切り鉄筋
12 中詰めコンクリート
13 溶接ビード
14 鋼板
15 断面C型形状の鋼材のフランジ端部
16 ボルト
17 セグメント鋼殻
18 孔
19 孔
20 孔
【特許請求の範囲】
【請求項1】
ウェブの両側にフランジを備えた複数の断面C型形状の鋼材をその長手方向に平行に並列配置すると共に、隣合う断面C型形状の鋼材におけるフランジ同士を当接し、隣り合う断面C型形状の鋼材におけるフランジ同士をボルトおよびナットにて連結し、かつ前記ボルトの端部が断面C型形状の鋼材の溝内に突出するように配置され、断面C型形状の鋼材の長手方向両端部に継手板を溶接にて取り付け、断面C型形状の鋼材と継手板とで囲まれた凹溝状の空間部にコンクリートが打設されていることを特徴とする合成セグメント。
【請求項2】
断面C型形状の鋼材として、溝形鋼が用いられていることを特徴とする請求項1に記載の合成セグメント。
【請求項3】
断面C型形状の鋼材のフランジとウェブとで囲まれた空間内部に突出するようにスタッドジベル等のジベルがフランジまたはウェブに取り付けられていることを特徴とする請求項1又は2に記載の合成セグメント。
【請求項4】
隣り合う断面C型形状の鋼材のフランジ側面同士の境界端部において、フランジ長手方向に連続した溶接ビードが設けられていることを特徴とする請求項1〜3のいずれか1項に記載の合成セグメント。
【請求項5】
隣り合う断面C型形状の鋼材のフランジ端面接続部において、鋼板がフランジ端面に渡って当接されてボルトまたは溶接にて取り付けられていることを特徴とする請求項1〜4のいずれか1項に記載の合成セグメント。
【請求項6】
複数の断面C型形状の鋼材の各々のウェブ面が同一面状となるように配置されていることを特徴とする請求項1〜5のいずれか1項に記載の合成セグメント。
【請求項7】
断面C型形状の鋼材をその長手方向に平行に並列して複数並べられた並列方向の全体の断面で、並列して並べられる方向の中心軸線が、高さ方向に曲げが作用した場合のセグメント全体の断面2次モーメントの中立軸と一致するように、前記複数の断面C型形状の鋼材が配置されていることを特徴とする請求項1〜5のいずれか1項に記載の合成セグメント。
【請求項8】
同一形状の複数の断面C型形状の鋼材を用いていることを特徴とする請求項1〜7のいずれか1項に記載の合成セグメント。
【請求項9】
異なるウェブ高さの断面C型形状の鋼材を少なくとも1つ組み込んでいることを特徴とする請求項1〜8のいずれか1項に記載の合成セグメント。
【請求項10】
請求項1〜9のいずれかの合成セグメントに用いるセグメント鋼殻であって、ウェブの両側にフランジを備えた複数の断面C型形状の鋼材をその長手方向に平行に並列配置すると共に、隣合う断面C型形状の鋼材におけるフランジ同士を当接し、隣り合う断面C型形状の鋼材におけるフランジ同士をボルトおよびナットにて連結したことを特徴とするセグメント用鋼殻。
【請求項1】
ウェブの両側にフランジを備えた複数の断面C型形状の鋼材をその長手方向に平行に並列配置すると共に、隣合う断面C型形状の鋼材におけるフランジ同士を当接し、隣り合う断面C型形状の鋼材におけるフランジ同士をボルトおよびナットにて連結し、かつ前記ボルトの端部が断面C型形状の鋼材の溝内に突出するように配置され、断面C型形状の鋼材の長手方向両端部に継手板を溶接にて取り付け、断面C型形状の鋼材と継手板とで囲まれた凹溝状の空間部にコンクリートが打設されていることを特徴とする合成セグメント。
【請求項2】
断面C型形状の鋼材として、溝形鋼が用いられていることを特徴とする請求項1に記載の合成セグメント。
【請求項3】
断面C型形状の鋼材のフランジとウェブとで囲まれた空間内部に突出するようにスタッドジベル等のジベルがフランジまたはウェブに取り付けられていることを特徴とする請求項1又は2に記載の合成セグメント。
【請求項4】
隣り合う断面C型形状の鋼材のフランジ側面同士の境界端部において、フランジ長手方向に連続した溶接ビードが設けられていることを特徴とする請求項1〜3のいずれか1項に記載の合成セグメント。
【請求項5】
隣り合う断面C型形状の鋼材のフランジ端面接続部において、鋼板がフランジ端面に渡って当接されてボルトまたは溶接にて取り付けられていることを特徴とする請求項1〜4のいずれか1項に記載の合成セグメント。
【請求項6】
複数の断面C型形状の鋼材の各々のウェブ面が同一面状となるように配置されていることを特徴とする請求項1〜5のいずれか1項に記載の合成セグメント。
【請求項7】
断面C型形状の鋼材をその長手方向に平行に並列して複数並べられた並列方向の全体の断面で、並列して並べられる方向の中心軸線が、高さ方向に曲げが作用した場合のセグメント全体の断面2次モーメントの中立軸と一致するように、前記複数の断面C型形状の鋼材が配置されていることを特徴とする請求項1〜5のいずれか1項に記載の合成セグメント。
【請求項8】
同一形状の複数の断面C型形状の鋼材を用いていることを特徴とする請求項1〜7のいずれか1項に記載の合成セグメント。
【請求項9】
異なるウェブ高さの断面C型形状の鋼材を少なくとも1つ組み込んでいることを特徴とする請求項1〜8のいずれか1項に記載の合成セグメント。
【請求項10】
請求項1〜9のいずれかの合成セグメントに用いるセグメント鋼殻であって、ウェブの両側にフランジを備えた複数の断面C型形状の鋼材をその長手方向に平行に並列配置すると共に、隣合う断面C型形状の鋼材におけるフランジ同士を当接し、隣り合う断面C型形状の鋼材におけるフランジ同士をボルトおよびナットにて連結したことを特徴とするセグメント用鋼殻。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2007−231663(P2007−231663A)
【公開日】平成19年9月13日(2007.9.13)
【国際特許分類】
【出願番号】特願2006−56415(P2006−56415)
【出願日】平成18年3月2日(2006.3.2)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成19年9月13日(2007.9.13)
【国際特許分類】
【出願日】平成18年3月2日(2006.3.2)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]