
合成フィラメントを案内及び載置してフリースを形成する装置並びに方法
【課題】フィラメントが、ベルト走行方向とベルト走行方向に対して直角な方向とにおいて均一な繊維地合を形成するような、繊維流を生ぜしめるようにする。
【解決手段】引出し装置1と、該引出し装置の下に配置された載置ベルト20と、引出し装置と載置ベルトとの間に配置された案内手段6.1〜6.4とを備え、該案内手段は対を成して互いに内外に移行する案内区間11.1,11.2を、フィラメントによって形成されたフィラメントカーテンを案内するために形成し、案内手段は引出し装置の下に、二次空気の供給を可能にする複数の空気流入スリット8.1,8.2を有する、合成フィラメントを案内及び載置してフリースを形成する装置において、空気流入スリットのうちの少なくとも1つの空気流入スリット8.1に、案内手段6.1〜6.4のうちの1つに配置された複数の空気案内エレメント13が配設されている。
【解決手段】引出し装置1と、該引出し装置の下に配置された載置ベルト20と、引出し装置と載置ベルトとの間に配置された案内手段6.1〜6.4とを備え、該案内手段は対を成して互いに内外に移行する案内区間11.1,11.2を、フィラメントによって形成されたフィラメントカーテンを案内するために形成し、案内手段は引出し装置の下に、二次空気の供給を可能にする複数の空気流入スリット8.1,8.2を有する、合成フィラメントを案内及び載置してフリースを形成する装置において、空気流入スリットのうちの少なくとも1つの空気流入スリット8.1に、案内手段6.1〜6.4のうちの1つに配置された複数の空気案内エレメント13が配設されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、引出し装置と、該引出し装置の下に配置された載置ベルトと、前記引出し装置と前記載置ベルトとの間に配置された案内手段とを備え、該案内手段は対を成して互いに内外に移行する案内区間を、フィラメントによって形成されたフィラメントカーテンを案内するために形成しており、前記案内手段は前記引出し装置の下に、二次空気の供給を可能にする複数の空気流入スリットを有する、合成フィラメントを案内及び載置してフリースを形成する装置、並びに、押し出された多数のフィラメントを冷却後にフィラメントカーテンとして、生ぜしめられた一次空気流によって引き出し、かつ延伸し、前記フィラメントカーテンを前記一次空気流と一緒に繊維流として、載置ベルトに向かって1つの案内区間を通して案内し、フリースにおける繊維地合に影響を与えるために、二次空気流の複数の部分流を前記繊維流に供給する、合成フィラメントを案内及び載置してフリースを形成する方法に関する。
【背景技術】
【0002】
いわゆるスパンボンド・フリースを製造する際に、押し出された多数のフィラメントを溶融紡糸及び冷却後に一緒にフィラメントカーテンとして引き出し、延伸し、載置ベルトに下ろして載置し、フリースを形成することは、一般的に公知である。載置されたフィラメントは、フリース内部において、特にフリースの強度を決定する繊維フォーメーションつまり繊維地合を生ぜしめる。この場合通常、フリース強度は、いわゆるMD方向といわゆるCD方向とにおいて規定される。MD方向は、フィラメントの載置後にフィラメントが連続的に案内されるベルト走行方向と同じである。CD方向はMD方向に対して直交する方向であり、ベルト走行方向に対して直角な方向におけるフリースの強度を示す。載置部が移動することに基づいて、このようなフリースは主として、MD方向に方向付けられた、フィラメントの載置によって形成される。これによりMD方向におけるフリースの強度は、CD方向における強度に比べて大きくなる。このような強度によって形成される、MDとCDとの間の比は、製造調節及びポリマに応じて1.5〜3.5の間の範囲にある。しかしながら技術的な製品を製造するためには、可能な限り均一に配分されたフリース強度を有する紡糸フリースが必要になる。従って従来技術では繊維地合に影響を与えるために、可能な限りフリースのMD方向とCD方向とにおいて均一なフリース強度を得ることを目的として、種々様々な装置及び方法が公知である。
【0003】
WO2008/087193A2に基づいて公知の、合成フィラメントを案内及び載置してフリースを形成する装置並びに方法では、フィラメントカーテンが引出しノズルを用いて引き出され、次いで繊維流として載置ベルトに向かって案内される。引出しノズルの一次空気とフィラメントカーテンとによって形成された繊維流は、対を成して配置された複数の案内手段によって形成された案内区間を通して導かれる。そして案内区間の内部における横断面変化と狭窄箇所とによって、繊維流は加速されかつ拡開され、このような加速及び拡開は特にフィラメントの載置時に影響を及ぼす。上記の構成に加えて、引出し装置の下における案内手段によって、二次空気の供給を可能にする空気流入スリットが形成される。この場合主として、案内区間に存在する圧力状態に対して影響を与えることができる。
【0004】
公知の装置及び公知の方法では、可能な限り均一に方向付けられた繊維地合をフリース内部において得るために、繊維流の載置は主として、案内区間の内部における横断面変化と、これに起因する流れ技術的な影響とを利用している。しかしながら公知の装置及び方法では、主として案内区間の内部における流れ方向においてしか繊維流に影響を与えることができない。
【0005】
EP1340842A1に基づいて公知の方法及び装置では、引出し装置が引出し通路によって形成され、この引出し通路は、フィラメントの冷却装置に直に接続されている。この場合、フィラメントカーテンを、引出し通路を通して案内するために、主として冷却空気が使用される。引出し通路には、載置ベルトに向いた側に複数の案内手段が配設されており、これらの案内手段は、繊維流を案内するための、互いに内外に移行する複数の案内区間を形成している。この場合案内手段は複数の空気流入スリットを形成しており、これらの空気流入スリットを通して二次空気流が供給される。案内手段は、互いに内外に移行するディフューザ状の2つの案内区間を形成しており、これにより繊維流は横断面の減小と拡開によって変化することができる。従ってこの公知の方法及び装置においても、フィラメントの載置は、流れ方向における繊維流の影響によってしか可能でない。載置時におけるフィラメントの可能な限り均一な分配を達成するために、複数のゾーンに分配配置された特殊な吸込み装置が、載置ベルトの下側に配設されている。これによって、異なった2つの吸込み作用が、載置ベルトの表面にフィラメントを受容するために生ぜしめられるが、しかしながらこの構成には、フィラメントが異なった強度で載置され、かつフリースの密度にむらが発生する、という大きな欠点がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】WO2008/087193A2
【特許文献2】EP1340842A1
【発明の概要】
【発明が解決しようとする課題】
【0007】
ゆえに本発明の課題は、冒頭に述べた、合成フィラメントを案内及び載置してフリースを形成する装置、並びに合成フィラメントを案内及び載置してフリースを形成する方法を改良して、フィラメントが、ベルト走行方向とベルト走行方向に対して直角な方向とにおいて均一な繊維地合を形成するような、繊維流を生ぜしめることである。
【0008】
本発明の別の課題は、冒頭に述べた、合成フィラメントを案内及び載置してフリースを形成する装置並びに方法を改良して、1.5よりも小さいMD/CD比を有する、技術的な使用のための紡糸フリースを、高い生産出力で効果的に製造することができるようにすることである。
【課題を解決するための手段】
【0009】
この課題は本願発明によれば、請求項1記載の特徴を有する装置、及び請求項17記載の特徴を有する方法によって解決された。
【0010】
すなわち前記課題を解決するために、本発明による装置では、引出し装置と、該引出し装置の下に配置された載置ベルトと、前記引出し装置と前記載置ベルトとの間に配置された案内手段とを備え、該案内手段は対を成して互いに内外に移行する案内区間を、フィラメントによって形成されたフィラメントカーテンを案内するために形成しており、前記案内手段は前記引出し装置の下に、二次空気の供給を可能にする複数の空気流入スリットを有する、合成フィラメントを案内及び載置してフリースを形成する装置において、前記空気流入スリットのうちの少なくとも1つの空気流入スリットに、前記案内手段のうちの1つに配置された複数の空気案内エレメントが配設されている。
【0011】
また本発明による方法では、押し出された多数のフィラメントを冷却後にフィラメントカーテンとして、生ぜしめられた一次空気流によって引き出し、かつ延伸し、前記フィラメントカーテンを前記一次空気流と一緒に繊維流として、載置ベルトに向かって1つの案内区間を通して案内し、フリースにおける繊維地合に影響を与えるために、二次空気流の複数の部分流を前記繊維流に供給する、合成フィラメントを案内及び載置してフリースを形成する方法において、前記二次空気の前記部分流のうちの少なくとも1つの部分流を、前記フィラメントカーテンのそばで側部において、前記載置ベルトに対して横方向に所定の流入角度をもって供給するようにした。
【0012】
本発明の別の好ましい態様は、従属請求項に記載されている。
【発明の効果】
【0013】
本発明には次のような特別な利点がある。すなわち本発明による装置及び方法では、少なくとも、フィラメントカーテンの長辺側において作業幅に沿って、特にフィラメント載置の横方向配向に影響を与えることができる空気流を、生ぜしめることができる。本発明による装置はそのために、少なくとも空気流入スリットのうちの1つに、案内手段のうちの1つに配置された複数の空気案内エレメントを有している。空気案内エレメントは空気流入スリットに直に配設されているので、好ましくは周囲から流入する二次空気は、空気案内エレメントによって所定された流れ方向を取る。
【0014】
載置ベルトの作業幅全体にわたって繊維流に影響を与えることができるようにするために、本発明による装置の好ましい別の態様では、前記空気案内エレメントは、前記載置ベルトの幅にわたって分配されて、互いに等しい大きさの間隔又は互いに異なった大きさの間隔をおいて並んで配置されている。空気案内エレメントの数及び分配もしくは配置形式は、任意であり、空気案内エレメントは好ましくは、フィラメントカーテンに対して平行に延在するように配置されている。
【0015】
繊維流に好ましくは載置ベルトに対して横方向に影響を与える、横方向流を生ぜしめるために、本発明の好ましい別の態様では、前記空気案内エレメントは、少なくとも1つの傾けられた案内面を有し、該案内面は二次空気の流入時に、前記載置ベルトに対して横方向に向けられた部分空気流を生ぜしめる。
【0016】
そのために前記空気案内エレメントは、成形体によって及び/又は斜めに保持された案内金属薄板によって形成されていてよい。この場合空気案内エレメントは、種々異なった傾斜した案内面を備えて空気流入スリットの内部に配置されることができる。例えばフィラメントカーテンの中央領域に配設された空気案内エレメントは、縁部に配置された空気案内エレメントに対して強く傾けられた案内面を備えて形成されていることができる。
【0017】
さらに、製品及び方法に応じて案内面の予め規定された角度調節を得るために、空気案内エレメントは調節可能に形成されているような態様も可能である。そのために空気案内エレメントは、該当する案内手段に調節可能に形成されており、この場合角度位置の調節は別個に又は一緒に空気案内エレメントにおいて行うことができる。例えば空気案内エレメントは同一の角度位置で又は不規則な角度位置で調節することができ、これにより例えば作業幅の中央領域において又は作業幅の縁部領域において、フィラメントストランドの載置時に種々異なった流れ効果を得ることができる。
【0018】
二次空気の、空気流入スリットによって生ぜしめられた部分流が、繊維流の流れ方向に向けられた部分流を得るために、本発明による装置の特に好ましい態様では、前記空気流入スリットは、互いに上下に入れ子式に配置された2つの案内手段の縦長の案内端部の間に形成されていて、該案内端部は鉛直方向において互いにオーバラップして保持されている。これによって、案内端部の間において鉛直方向に方向付けられた空気流入スリットが形成される。案内手段の、互いにオーバラップする案内端部の間の間隔は、空気流入スリットの間隙幅を形成する。
【0019】
所望の流れ効果に応じて、空気案内エレメントは、空気流入スリット内に起立して進入する案内高さを有することができ、この案内高さは、前記案内手段の前記案内端部の間を延びている前記空気流入スリットの間隙幅と同じ大きさか又は該間隙幅よりも小さい。例えば同じ大きさの空気案内エレメントでは、空気流入スリットを介して供給される二次空気流を、複数の部分流として繊維流に供給することができる。
【0020】
フィラメントの載置における横方向配向をさらに改善するために、本発明による装置の特に好ましい態様では、互いに向かい合って位置する前記案内手段に形成された1つの空気流入スリットに、等しい高さで、複数の別体の空気案内手段が配設されている。このように構成されていると、フィラメントカーテンの両側にはそれぞれ、予め規定された二次空気流を導入することができ、これらの二次空気流は繊維流の両側においてフィラメントに対して作用する。基本的には、互いに向かい合って位置する空気案内エレメントを、異なった高さにおいて案内手段に配置することも可能である。
【0021】
本発明による装置の別の態様では、互いに向かい合って位置する前記空気流入スリットは、等しく方向付けられた空気案内手段か、又は逆向きに方向付けられた空気案内手段を備えて形成されていることができ、これによって、フィラメントの載置に対して繊維流を、予め規定された状態で影響させることができる。
【0022】
案内区間において生ぜしめられた繊維流に基づいて、二次空気を吸い込むための好ましい負圧を生ぜしめることができるようにするために、本発明による装置の特に好ましい態様では、前記案内手段は複数の成形金属薄板によって形成されており、これらの成形金属薄板は、第1の成形金属薄板対として、ディフューザとして作用する走入区間を形成し、かつ第2の成形金属薄板対として、ディフューザとして作用する走出区間を形成している。このように構成されていると、成形金属薄板対の間における移行領域は、空気流入スリットを介して所望の二次空気を吸い込むのに特に適したものになる。さらに本発明による装置の別の態様では、前記空気流入スリットは、前記両成形金属薄板対の間にそれぞれ複数の空気案内手段を備えて形成されている。
【0023】
フリースの製造時における高い製造速度を実現するために、本発明の特に好ましい別の態様では、前記引出し装置は、1つの案内通路と、該案内通路に開口する複数のノズル通路とを備えた引出しノズルを有し、前記ノズル通路は圧力空気源と接続されている。このように構成されていると、引出し装置を用いて、一次空気流を生ぜしめることができ、この一次空気流は、高い強度でフィラメントカーテンを溶融紡糸後に引き出し、かつ延伸しながら後続の案内区間へと吹き込む。
【0024】
引出しノズルの排出側の直ぐそばに存在する負圧に抗して作用することができるようにするために、本発明の別の態様では、前記引出しノズルの直ぐ下において、互いに向かい合って位置する前記案内手段は、互いに向かい合って位置していて空気案内手段のない2つの空気流入スリットを形成しており、該空気流入スリットの間隙幅が調節可能に形成されている。このように構成されていると、特に、案内区間内における繊維流の発生時における圧力状態に対して、好ましい影響を及ぼすことができる。
【0025】
繊維の載置を可能な限り二次空気のさらなる供給なしに行うことができるようにするために、前記載置ベルトには、ベルト排出側に補償ローラ対が配設されていて、前記案内手段のうちの1つの案内手段の、前記載置ベルトに向けられた案内端部と、前記補償ローラ対の補償ローラのうちの1つの補償ローラとの間に、シール装置が形成されている。さらにフリースは補償ローラによって予め硬化させることができ、この場合補償ローラは好ましくは加熱されるように形成されている。
【0026】
互いに向かい合って位置する供給側において、載置ベルトの上における載置領域は、好ましくは遮蔽金属薄板によって周囲に対して遮蔽され、この遮蔽金属薄板は、案内手段のうちの1つの案内手段の、前記載置ベルトに向けられた案内端部と結合されている。このように構成されていると、繊維流は案内手段の排出側において二次空気の影響なしに載置されることができる。
【0027】
空気を受容するため及び繊維の載置を促進するために、本発明の別の好ましい態様では、前記載置ベルトには、下側に真空ボックスが配設されていて、該真空ボックスは、負圧源に接続されていて、前記載置ベルトの下側に対して、調節可能な吸込み開口を有する。このように構成されていると、プロセス及び方法に応じて、載置ベルトの上側面において種々様々な吸込み作用を生ぜしめることができる。
【0028】
本発明による方法は、本発明による装置とは無関係に独立して使用することも可能であり、フィラメントの載置のために生ぜしめられる繊維流に影響を及ぼして、ベルト走行方向及びベルト走行方向に対して横方向において均一に分配された、フィラメントの載置が生ぜしめられるようにすることができる。そのために、二次空気流の部分流のうちの少なくとも1つの部分流が、フィラメントカーテンのそばにおいて側部で、流入角度を成して、載置ベルトに対して横方向に繊維流に供給される。これによって特に横方向に流れる部分流を、案内区間の内部において繊維流のそばで側部において生ぜしめることができ、その結果繊維流において、フィラメントを分配するための横方向成分が作用する。
【0029】
本発明による作用は、好ましくは次のことによって、すなわち前記二次空気流の複数の部分流を、前記フィラメントカーテンの両側において平行に、前記載置ベルトに対して横方向に前記流入角度をもって、前記繊維流に供給することによって、改善することができる。この場合同じ方向に向けられた横方向流と、互いに逆向きの横方向流とをフィラメントカーテンのところで生ぜしめることができる。
【0030】
本発明による方法の別の態様では、部分流はフィラメントカーテンの両側において、及び該フィラメントカーテンの片側において、異なった流入角度で繊維流に供給されることができる。例えば横方向流の作用は、その都度のプロセス、ポリマの種類及びフィラメント番手に合わせることができる。
【0031】
本発明による方法の特に好ましい態様では、前記二次空気流の前記部分流を、それぞれディフューザとして機能する2つの案内区間の間において、前記繊維流に供給する。このようにすると、案内区間の内部において作用する圧力状態を好ましく利用して、流入する二次空気を最大に得ることができる。
【0032】
二次空気は好ましくは周囲から吸い込まれる。しかしながらまた基本的には、二次空気を、付加的な空気源によって、空気流入スリットに直に供給することも可能である。
【0033】
次に、合成フィラメントを案内及び載置してフリースを形成する本発明による装置、並びに合成フィラメントを案内及び載置してフリースを形成する本発明による方法について、本発明による装置の幾つかの実施形態を参照しながら詳説する。
【図面の簡単な説明】
【0034】
【図1】本発明による装置の第1の実施形態を示す横断面図である。
【図2】図1に示した実施形態の側面図である。
【図3】本発明による装置の別の実施形態を示す横断面図である。
【図4】空気流入スリットを備える互いに向かい合って位置する案内手段を断面して示す図である。
【図5】図4に示した案内手段のうちの1つの案内手段を示す図である。
【図6】空気案内エレメントを備える案内手段を示す側面図である。
【図7】本発明による装置の別の実施形態を示す横断面図である。
【発明を実施するための形態】
【0035】
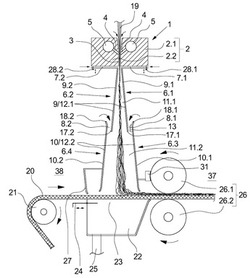
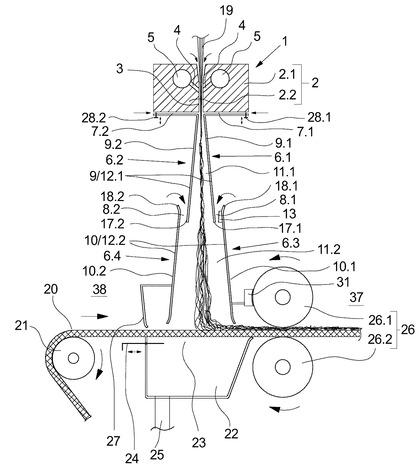
図1及び図2には、合成フィラメントを案内及び載置(Ablegen)してフリースを形成する、本発明による装置の第1実施形態が、異なった方向で見た図で示されている。この実施形態は図1において横断面図で示され、図2において側面図で示されている。いずれの図面を参照するか特に記載がない場合、以下の記載は両方の図面を参照するものである。
【0036】
この実施形態は、紡糸装置を用いて押し出された多数のフィラメントを一緒に1つのフィラメントカーテンとして引き出すために、引出し装置1を有している。フィラメントカーテンは図1及び図2において、装置の構成部分を良好に理解するために示されていて、参照符号19で示されている。
【0037】
引出し装置1はこの実施形態では、引出しノズル2によって形成されており、この引出しノズル2は2つのノズル半部2.1,2.2から成っている。引出しノズル2のノズル半部2.1,2.2は互いに平行に並んで配置されていて、中央の案内通路3を形成している。各ノズル半部2.1,2.2は1つの圧力室5と、案内通路3に開口する少なくとも1つのノズル通路4とを有している。ノズル半部2.1,2.2の圧力室5は圧力空気接続部29を通して、図示されていない圧力空気源と接続されており、これによってノズル通路4を介して案内通路3内には圧力空気が導入される。
【0038】
引出し装置1の下には載置ベルト(Ablageband)20が配置されており、この載置ベルト20は有利には無端のベルトとして形成されていて、例えばベルトローラ21を介してベルト走行方向に駆動される。ベルト走行方向は図1において矢印によって示されている。載置ベルト20はガス透過性に形成されていて、例えばスクリーン又は織布ベルトとして形成されている。
【0039】
載置ベルト20の上には引出し装置1と載置ベルト20との間に、複数の案内手段6.1〜6.4が、互いに内外において移行する複数の案内区間11.1,11.2を形成するために配置されている。案内手段6.1〜6.4はそれぞれ対を成して引出しノズル2のノズル半部2.1,2.2に対して平行に配置されていて、互いに向かい合って位置する案内手段6.1,6.2の間と案内手段6.3,6.4の間とにそれぞれ、案内通路3の延長線上に案内区間11.1,11.2が形成されるようになっている。
【0040】
この実施形態では、案内手段6.1,6.2は成形金属薄板9.1,9.2によって形成され、案内手段6.3,6.4は成形金属薄板10.1,10.2によって形成されている。成形金属薄板9.1,9.2の成形金属薄板対9はこの場合ディフューザ12.1として形成された走入区間11.1であり、成形金属薄板10.1,10.2の成形金属薄板対10はディフューザ12.2として形成された走出区間11.2である。成形金属薄板9.1,9.2の案内端部17.1,17.2と成形金属薄板10.1,10.2の案内端部18.1,18.2とは、互いにオーバラップして配置されていて、両案内端部の間にはそれぞれ空気流入スリット8.1,8.2が形成されている。そして互いにオーバラップしている案内端部17.1,17.2と案内端部18.1,18.2は鉛直方向に方向付けられた空気流入スリット8.1,8.2を形成していて、この空気流入スリット8.1,8.2の間隙幅は、案内端部17.1と18.1との間の間隔及び案内端部17.2と18.2との間の間隔によって決定されている。
【0041】
排出側37に形成された、案内手段6.1,6.3の間の空気流入スリット8.1は、図示の実施形態では複数の空気案内エレメント13を有している。これらの空気案内エレメント13は、案内手段6.3の上側の案内端部18.1に配置されていて、空気案内エレメント13の案内面16は空気流入スリット8.1内に進入している。
【0042】
図2から分かるように、成形金属薄板10.1の上側の案内端部18.1には複数の空気案内エレメント13が、載置ベルト20の幅にわたって均一に分配されて配置されている。空気案内エレメント13の間にはそれぞれ等しい大きさの間隔が形成されている。空気案内エレメント13はこの実施形態では、縦長の成形体15によって形成されていて、この成形体の表面は傾斜した案内面16を形成している。成形体15の傾斜は図示の実施形態では、載置ベルト20の全幅にわたって等しく方向付けられている。
【0043】
図1及び図2から分かるように、引出しノズル2の直ぐ下において引出しノズル2と隣接した案内手段6.1,6.2との間には、互いに向かい合って位置するそれぞれ2つの別の空気流入スリット7.1,7.2が形成されている。これらの空気流入スリット7.1,7.2にはそれぞれ1つの空気フラップ28.1,28.2が配設されており、これらの空気フラップ28.1,28.2によって、空気流入スリット7.1,7.2の開放横断面はその大きさを調節可能である。
【0044】
案内手段6.3,6.4の反対側に位置する端部に、載置ベルト20は案内手段6.3,6.4に対して僅かな間隔をおいて配置されている。この場合成形金属薄板対10と載置ベルト20との間に形成された、フィラメントカーテン19のフィラメントのための載置領域は、供給側38と排出側37とにそれぞれシールエレメントを備えている。載置ベルト20の上側は供給側38において遮蔽金属薄板27によって周囲に対して遮蔽され、この場合遮蔽金属薄板27は成形金属薄板10.2に固定されている。排出側37において載置ベルト20には補償ローラ対26が配設されており、この場合一方の補償ローラ26.1は載置ベルト20の上側に配置され、かつ反対側に位置する補償ローラ26.2は載置ベルト20の下側に配置されている。載置ベルト20の上側には補償ローラ26.1と成形金属薄板10.2との間に、シール条片31が配置されており、その結果載置領域は載置ベルト20の上側において周囲に対して遮蔽されている。
【0045】
成形金属薄板対10の端部の構成に応じて、しかしながらまた、載置領域を供給側38において付加的な遮蔽手段なしに、かつ排出側において付加的なシール条片なしに運転することも可能である。
【0046】
特に図2から分かるように、成形金属薄板10.1,10.2の側部は載置ベルト20の載置領域においてシール金属薄板30.1,30.2によって周囲に対して遮蔽されている。これにより載置領域は載置ベルト20の上側において周囲に対してほぼ遮蔽されている。
【0047】
図1から分かるように、載置ベルト20の下側には真空ボックス22が配置されており、この真空ボックス22の吸込み開口23は直に、載置ベルト20の下側を繊維載置部の領域において吸い込む。真空ボックス22はそのために吸込み接続部25を介して負圧源(図示せず)に接続されている。吸込み開口23には図示の実施形態では、移動調節可能なフラップ24が配設されており、このフラップ24によって吸込み開口23のサイズを変化させることができる。
【0048】
本発明による装置の、図1及び図2に示した実施形態は、運転時に紡糸装置(図示せず)と組み合わせられている。例えば紡糸装置は、多数のノズル孔が列を成して配置されたノズルブロックと、このノズルブロックの下に形成された冷却装置とを備えて形成されている。紡糸装置によって生ぜしめられたフィラメントは、フィラメントカーテン19として案内され、引出しノズル2を通して案内通路3内に吸い込まれる。フィラメントカーテン19のフィラメントは引出しノズル2によって延伸されて搬送される。フィラメントカーテン19は、引出しノズル2によって生ぜしめられた一次空気と一緒に案内通路3から、繊維流として吹き出され、成形金属薄板9.1,9.2の互いに隣接した走入区間11.1内に吹き込まれる。高い流速度によってこの際に負圧が発生し、この負圧は、引出しノズル2の下側における空気流入スリット7.1,7.2を介して、周囲から二次空気を吸い込む。流入する二次空気は、調節フラップ28.1,28.2による空気流入スリット7.1,7.2の調節によって無段階式に調節することができる。供給された二次空気によって、繊維流の流速度は、ディフューザとして形成された走入区間11.1の最も狭い横断面部において高められ、次いで成形金属薄板9.1,9.2の間における横断面の拡大によって制動される。走入区間11.1からの流出時に新たに別の二次空気が空気流入スリット8.1,8.2から吸い込まれる。この際に、空気流入スリット8.1を介して吸い込まれた二次空気は、空気案内エレメント13によって該空気案内エレメント13の方向付けに相応して案内される。この場合、二次空気の流入時に空気案内エレメント13のそれぞれの案内面16によって、載置ベルト20に対して横方向に生ぜしめられる部分流が、フィラメントカーテン19のそばで側部において生ぜしめられ、この部分流は二次空気流として繊維流に作用する。流入する二次空気の、繊維流において作用する横方向流は、フィラメントを変位させ、これによってフィラメントの載置時における横方向配向を改善する。
【0049】
成形金属薄板10.1,10.2の間における横断面の拡大によって、繊維流は制動され、直に載置ベルトの上に下ろされて載置される。成形金属薄板10.1,10.2と載置ベルトとの間における間隔は、この実施形態では予め設定された間隔値に調節されている。この間隔はしかしながらまた好ましくは調節可能にすることができ、これによりプロセス及びポリマの種類に応じて、案内手段6.3,6.4の出口と載置ベルト20との間における予め設定された間隔を調節することができる。
【0050】
繊維流の載置と過剰な空気の吸収とは、真空ボックス22の吸込み作用によって促進される。吸込み開口23はそのために予め設定された開口範囲に調節されており、その結果、フィラメントを載置するための、載置ベルト20の規定された地合領域(Formationsbereich)が生ぜしめられる。
【0051】
供給側38における遮蔽金属薄板27とシール条片31と補償ローラ26.1とによって、別の二次空気の吸込みは回避される。このようにして、フィラメントの載置は、一次空気と、二次空気の供給された部分流とから成る繊維流によって、規定される。この場合に重要なことは、二次空気の部分流の少なくとも1つがカーテンのそばで側部において、載置ベルト20に対して横方向の流入角度を成して、繊維流に供給されることである。載置ベルト20に対して横方向に方向付けられたこのような部分流によって、繊維流には、予め規定された繊維配向を生ぜしめるために影響を与え、生ぜしめられたフリースの強度を極めて均一にすることができ、これによってフリースはMD方向においてもCD方向においてもほぼ等しい強度値を有する。このようにして生ぜしめられたフリースは、例えばフィルタ基体、テンションをかけられたアンダークロスウェブ、地盤用シートのために使用するのに、特に適している。これによって製造されたフリースは、1.0〜1.5の範囲のMD/CD比によって傑出している。
【0052】
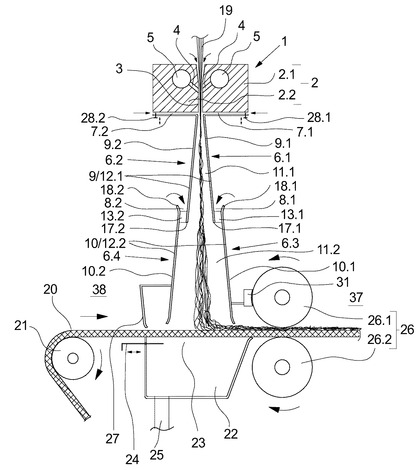
ウェブ走行方向においてもウェブ走行方向に対して直角な方向においてもほぼ等しい強度を得るために、図3に示した実施形態は特に適している。図3の実施形態は、図1及び図2の実施形態とほぼ同じなので、以下においては単に相違についてだけ記載し、その他の点については上記の記載の通りである。
【0053】
図3に示した実施形態では、成形金属薄板対9,10の間における互いに向かい合って位置する空気流入スリット8.1,8.2は、それぞれ空気案内エレメント13.1,13.2を備えて形成されている。これによって、供給側38において吸い込まれた二次空気及び排出側37において吸い込まれた二次空気は、空気案内エレメント13.1,13.2を通して好ましく導くことができ、これによってフィラメントカーテンの両側において二次空気の部分流が、載置ベルト20に対して横方向の規定された流入角度をもって供給される。空気流入スリット8.1,8.2に配設された空気案内エレメント13.1,13.2は、この場合同一に例えば案内金属薄板として又は成形体として形成されていてよい。
【0054】
図1〜図3に示した実施形態では、引出しノズル2及び案内手段6.1〜6.4は通常のように機械フレームに保持されている。種々様々なフリースを製造するため及び種々様々な製品を加工するためのフレキシビリティは、引出しノズル2及び案内手段6.1〜6.4が高さ調節可能に保持されていることによって、さらに高めることができる。例えば引出しノズル2と載置ベルト20との間に形成される間隔を変化させることができる。同様に成形金属薄板対9,10の鉛直方向における間隔が調節可能であってもよい。さらに、供給側38に配置された成形金属薄板9.2,10.2は、引出しノズル2のノズル半部と結合されていて、両成形金属薄板9.2,10.2は一緒に運転位置と待機位置との間において往復動可能になっている。待機位置において引出しノズル2のノズル半部及び成形金属薄板9.2,10.2は、案内通路3の清掃とプロセスの始動が可能であるように、保持されている。
【0055】
図4及び図5には、空気流入スリット8.1,8.2の可能な構成の1つの実施形態が略示されている。図4には、成形金属薄板対9,10における空気流入スリット8.1,8.2の一部が断面図で示されており、図5には、空気案内エレメント13.1が配置された1つの成形金属薄板9.1の案内端部17.1が示されている。
【0056】
図4から分かるように、空気流入スリット8.1及び空気流入スリット8.2における空気案内エレメント13.1,13.2は、同一に形成されている。空気案内エレメント13.1,13.2は、空気流入スリット8.1,8.2内に起立する案内高さを有しており、この案内高さは、空気流入スリット8.1,8.2の間隙幅よりも小さい。一方の空気案内エレメント13.2の案内高さは、図4において符号Lで定義されている。配設された空気流入スリット8.2の間隙幅は、符号Sで示されている。つまりこの実施形態においては、S>Lということが言える。
【0057】
案内高さSと間隙幅Lとの間における関係は、好ましくは、成形金属薄板10.1,10.2の可動の外側の案内端部18.1,18.2によって、又は成形金属薄板9.1,9.2の可動の内側の案内端部17.1,17.2によって調節することができ、この場合空気案内エレメント13.1,13.2は、S=Lの調節を維持するためにストッパとして働く。S=Lに調節されると、空気案内エレメント13.1,13.2は、成形金属薄板9.1と10.1との間並びに成形金属薄板9.2と10.2との間の間隔全体にわたって延在することになる。
【0058】
図5から分かるように、空気案内エレメント13.1,13.2はそれぞれ三角形状の成形体15として形成されている。従って各成形体15は傾斜した2つの案内面16を有しており、これらの案内面16は二次空気の鉛直方向の流入方向に対して流入角度αを成している。この流入角度αは、繊維流の流れ方向に対して横方向に向けられていて、これにより繊維流の内部におけるフィラメントを、載置ベルト20に対して横方向に方向付ける。空気案内エレメント13.1,13.2によって生ぜしめられた流れ効果は、空気案内エレメント13.1,13.2の形態に応じて好ましく利用することができ、これにより所望の載置形態に相応して繊維流に影響を与えることができる。
【0059】
基本的にはしかしながらまた、空気案内エレメント13.1,13.2を空気流入スリット8.1,8.2内に逆向きに方向付けて配置することも可能である。例えば図6に示した実施形態では、成形金属薄板10.1,10.2の上側の案内端部18.1,18.2に、互いに間隔をおいて配置された複数の空気案内エレメント13.1,13.2が案内金属薄板14として配置されている。これらの案内金属薄板14は、吸い込まれる二次空気を案内するために傾けられた案内面を有している。成形金属薄板10.1の案内端部18.1に配置された空気案内エレメント13.1は、実線で示されている。後ろに位置している空気流入スリット8.2に配置されている、成形金属薄板10.2の案内端部18.2における見えない空気案内エレメント13.2は、破線で示されており、案内面16の逆向きの傾きを有している。従ってフィラメントカーテン19の両側において、異なって方向付けられた、二次空気の部分流が生ぜしめられ、この部分流は相応に繊維流に対して作用する。
【0060】
案内金属薄板14の角度位置は図示の実施形態では調節することができ、これにより、案内金属薄板14によって形成される流入角度を変化させることができる。そのために調節機構は、1つの案内端部18.1,18.2に保持されたすべての案内金属薄板14が一緒に、所望の角度位置に調節され得るように、形成されていてよい。しかしながらまた調節機構は、案内金属薄板14における個別調節が可能であるようになっていてもよく、このようになっていると、案内金属薄板毎に個別の調節が可能になる。
【0061】
従って本発明による方法及び本発明による装置は、フィラメントの載置時における所望の繊維配向を得るために、繊維流に対して個々に影響を与えるための高いフレキシビリティを提供する。
【0062】
図7には、本発明による装置の別の実施形態が紡糸装置と一緒に示されている。図7に示した実施形態は単に横断面図で示されている。
【0063】
図7の実施形態は、加熱可能な紡糸ビーム32を有しており、この紡糸ビーム32はその下側面に、多数のノズル孔を備えた縦長の紡糸ノズルを有している。紡糸ノズルはここでは図示されていない。紡糸ビーム32の下には冷却装置33が設けられており、この冷却装置33は、紡糸ビーム32のそばで側部に2つの圧力室34.1,34.2を有しており、両圧力室34.1,34.2はそれぞれ1つのブロー壁によって紡糸シャフト39を形成している。
【0064】
冷却装置33の下には引出し装置1が配置されており、この引出し装置1は、紡糸シャフト39に対する延長部に引出し通路35を形成している。引出し通路35は冷却装置33にシール作用をもって接続されており、これによって冷却装置33の冷却空気はフィラメントカーテンと一緒に引出し通路35を通して案内される。引出し通路35の出口側もしくは流出側には、複数の成形金属薄板対9,10が配置されており、これらの成形金属薄板対9,10の間には各1つのディフューザ12.1,12.2が形成されている。引出し装置1と第1の成形金属薄板対9との間には、空気流入スリット7.1,7.2が形成されており、これらの空気流入スリット7.1,7.2を通して、二次空気の流入が調整可能である。案内区間11.1,11.2のさらなる経過において、第1のディフューザ12.1と第2のディフューザ12.2との間に、別の空気流入スリット8.1,8.2が形成されており、これらの空気流入スリット8.1,8.2にはそれぞれ複数の空気案内エレメント13.1,13.2が配設されている。空気流入スリット8.1,8.2における空気案内エレメント13.1,13.2の機能及び構成は、この場合上に述べた実施形態におけると同じであるので、ここではさらなる説明を省く。
【0065】
成形金属薄板10.1,10.2の、載置ベルト20に向けられた端部において、載置領域は、載置ベルト20の上側面において案内されている2つのシールローラ36.1,36.2によってシールされる。両シールローラ36.1,36.2の間において載置ベルト20の下側には真空ボックス22が設けられており、この真空ボックス22は吸込み開口23及び負圧源(図示せず)と接続されている。載置ベルト20はこの実施形態においても同様に、ガス透過性に形成されていて、無端のベルトとして駆動装置(図示せず)を介してベルト走行方向に駆動されている。シール作用を改善するために、シールローラ36.1,36.2にさらにアンダローラが配設されていてもよく、これらのアンダローラは、シールローラ36.1,36.2に対応して真空ボックス22のそばに保持されている。
【0066】
図7に示した実施形態では、一次空気は主として冷却空気によって生ぜしめられる。引出し装置1によって生ぜしめられた繊維流は、冷却空気とフィラメントカーテンとによって形成され、このフィラメントカーテンは、繊維流のさらなる案内経過において、供給された二次空気による影響を受ける。
【0067】
図示の実施形態において使用されている、繊維流の単数又は複数の案内区間を生ぜしめるための案内手段は、例に過ぎない。基本的には、案内手段として任意に成形された成形金属薄板、又はローラ又はその他の遮蔽手段を、案内区間を形成するために使用することができる。この場合に重要なことは、空気流入スリットを通して吸い込まれた二次空気が適宜な空気案内エレメントを介して変向されて、この際に二次空気の部分流が載置ベルトに対して横方向に方向付けられて流れ、これにより繊維を載置するために繊維流に影響が与えられることである。
【0068】
さらに図示の実施形態では二次空気流はそれぞれ周囲から生ぜしめられている。しかしながらまた基本的には、図示の実施形態において付加的な空気源が、空気案内エレメントを有する空気流入スリットの1つ又は両方と接続されているような配置形態も可能である。このようになっていると、二次空気を空気源からアクティブに供給することができる。
【符号の説明】
【0069】
1 引出し装置、 2 引出しノズル、 2.1 ノズル半部、 2.2 ノズル半部、 3 案内通路、 4 ノズル通路、 5 圧力室、 6.1,6.2,6.3,6.4 案内手段、 7.1,7.2 空気流入スリット、 8.1,8.2 空気流入スリット、 9 成形金属薄板対、 9.1,9.2 成形金属薄板、 10 成形金属薄板対、 10.1,10.2 成形金属薄板、 11.1,11.2 案内区間、 12.1,12.2 ディフューザ、 13,13.1,13.2 空気案内エレメント、 14 案内金属薄板、 15 成形体、 16 案内面、 17.1,17.2 案内端部、 18.1,18.2 案内端部、 19 フィラメントカーテン、 20 載置ベルト、 21 ベルトローラ、 22 真空ボックス、 23 吸込み開口、 24 調節フラップ、 25 吸込み接続部、 26 補償ローラ対、 26.1,26.2 補償ローラ、 27 遮蔽金属薄板、 28.1,28.2 空気フラップ、 29 圧力空気接続部、 30.1,30.2 シール金属薄板、 31 シール条片、 32 紡糸ビーム、 33 冷却装置、 34.1,34.2 圧力室、 35 引出し通路、 36.1,36.2 シールローラ、 37 排出側、 38 供給側、 39 紡糸シャフト、 α 流入角度
【技術分野】
【0001】
本発明は、引出し装置と、該引出し装置の下に配置された載置ベルトと、前記引出し装置と前記載置ベルトとの間に配置された案内手段とを備え、該案内手段は対を成して互いに内外に移行する案内区間を、フィラメントによって形成されたフィラメントカーテンを案内するために形成しており、前記案内手段は前記引出し装置の下に、二次空気の供給を可能にする複数の空気流入スリットを有する、合成フィラメントを案内及び載置してフリースを形成する装置、並びに、押し出された多数のフィラメントを冷却後にフィラメントカーテンとして、生ぜしめられた一次空気流によって引き出し、かつ延伸し、前記フィラメントカーテンを前記一次空気流と一緒に繊維流として、載置ベルトに向かって1つの案内区間を通して案内し、フリースにおける繊維地合に影響を与えるために、二次空気流の複数の部分流を前記繊維流に供給する、合成フィラメントを案内及び載置してフリースを形成する方法に関する。
【背景技術】
【0002】
いわゆるスパンボンド・フリースを製造する際に、押し出された多数のフィラメントを溶融紡糸及び冷却後に一緒にフィラメントカーテンとして引き出し、延伸し、載置ベルトに下ろして載置し、フリースを形成することは、一般的に公知である。載置されたフィラメントは、フリース内部において、特にフリースの強度を決定する繊維フォーメーションつまり繊維地合を生ぜしめる。この場合通常、フリース強度は、いわゆるMD方向といわゆるCD方向とにおいて規定される。MD方向は、フィラメントの載置後にフィラメントが連続的に案内されるベルト走行方向と同じである。CD方向はMD方向に対して直交する方向であり、ベルト走行方向に対して直角な方向におけるフリースの強度を示す。載置部が移動することに基づいて、このようなフリースは主として、MD方向に方向付けられた、フィラメントの載置によって形成される。これによりMD方向におけるフリースの強度は、CD方向における強度に比べて大きくなる。このような強度によって形成される、MDとCDとの間の比は、製造調節及びポリマに応じて1.5〜3.5の間の範囲にある。しかしながら技術的な製品を製造するためには、可能な限り均一に配分されたフリース強度を有する紡糸フリースが必要になる。従って従来技術では繊維地合に影響を与えるために、可能な限りフリースのMD方向とCD方向とにおいて均一なフリース強度を得ることを目的として、種々様々な装置及び方法が公知である。
【0003】
WO2008/087193A2に基づいて公知の、合成フィラメントを案内及び載置してフリースを形成する装置並びに方法では、フィラメントカーテンが引出しノズルを用いて引き出され、次いで繊維流として載置ベルトに向かって案内される。引出しノズルの一次空気とフィラメントカーテンとによって形成された繊維流は、対を成して配置された複数の案内手段によって形成された案内区間を通して導かれる。そして案内区間の内部における横断面変化と狭窄箇所とによって、繊維流は加速されかつ拡開され、このような加速及び拡開は特にフィラメントの載置時に影響を及ぼす。上記の構成に加えて、引出し装置の下における案内手段によって、二次空気の供給を可能にする空気流入スリットが形成される。この場合主として、案内区間に存在する圧力状態に対して影響を与えることができる。
【0004】
公知の装置及び公知の方法では、可能な限り均一に方向付けられた繊維地合をフリース内部において得るために、繊維流の載置は主として、案内区間の内部における横断面変化と、これに起因する流れ技術的な影響とを利用している。しかしながら公知の装置及び方法では、主として案内区間の内部における流れ方向においてしか繊維流に影響を与えることができない。
【0005】
EP1340842A1に基づいて公知の方法及び装置では、引出し装置が引出し通路によって形成され、この引出し通路は、フィラメントの冷却装置に直に接続されている。この場合、フィラメントカーテンを、引出し通路を通して案内するために、主として冷却空気が使用される。引出し通路には、載置ベルトに向いた側に複数の案内手段が配設されており、これらの案内手段は、繊維流を案内するための、互いに内外に移行する複数の案内区間を形成している。この場合案内手段は複数の空気流入スリットを形成しており、これらの空気流入スリットを通して二次空気流が供給される。案内手段は、互いに内外に移行するディフューザ状の2つの案内区間を形成しており、これにより繊維流は横断面の減小と拡開によって変化することができる。従ってこの公知の方法及び装置においても、フィラメントの載置は、流れ方向における繊維流の影響によってしか可能でない。載置時におけるフィラメントの可能な限り均一な分配を達成するために、複数のゾーンに分配配置された特殊な吸込み装置が、載置ベルトの下側に配設されている。これによって、異なった2つの吸込み作用が、載置ベルトの表面にフィラメントを受容するために生ぜしめられるが、しかしながらこの構成には、フィラメントが異なった強度で載置され、かつフリースの密度にむらが発生する、という大きな欠点がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】WO2008/087193A2
【特許文献2】EP1340842A1
【発明の概要】
【発明が解決しようとする課題】
【0007】
ゆえに本発明の課題は、冒頭に述べた、合成フィラメントを案内及び載置してフリースを形成する装置、並びに合成フィラメントを案内及び載置してフリースを形成する方法を改良して、フィラメントが、ベルト走行方向とベルト走行方向に対して直角な方向とにおいて均一な繊維地合を形成するような、繊維流を生ぜしめることである。
【0008】
本発明の別の課題は、冒頭に述べた、合成フィラメントを案内及び載置してフリースを形成する装置並びに方法を改良して、1.5よりも小さいMD/CD比を有する、技術的な使用のための紡糸フリースを、高い生産出力で効果的に製造することができるようにすることである。
【課題を解決するための手段】
【0009】
この課題は本願発明によれば、請求項1記載の特徴を有する装置、及び請求項17記載の特徴を有する方法によって解決された。
【0010】
すなわち前記課題を解決するために、本発明による装置では、引出し装置と、該引出し装置の下に配置された載置ベルトと、前記引出し装置と前記載置ベルトとの間に配置された案内手段とを備え、該案内手段は対を成して互いに内外に移行する案内区間を、フィラメントによって形成されたフィラメントカーテンを案内するために形成しており、前記案内手段は前記引出し装置の下に、二次空気の供給を可能にする複数の空気流入スリットを有する、合成フィラメントを案内及び載置してフリースを形成する装置において、前記空気流入スリットのうちの少なくとも1つの空気流入スリットに、前記案内手段のうちの1つに配置された複数の空気案内エレメントが配設されている。
【0011】
また本発明による方法では、押し出された多数のフィラメントを冷却後にフィラメントカーテンとして、生ぜしめられた一次空気流によって引き出し、かつ延伸し、前記フィラメントカーテンを前記一次空気流と一緒に繊維流として、載置ベルトに向かって1つの案内区間を通して案内し、フリースにおける繊維地合に影響を与えるために、二次空気流の複数の部分流を前記繊維流に供給する、合成フィラメントを案内及び載置してフリースを形成する方法において、前記二次空気の前記部分流のうちの少なくとも1つの部分流を、前記フィラメントカーテンのそばで側部において、前記載置ベルトに対して横方向に所定の流入角度をもって供給するようにした。
【0012】
本発明の別の好ましい態様は、従属請求項に記載されている。
【発明の効果】
【0013】
本発明には次のような特別な利点がある。すなわち本発明による装置及び方法では、少なくとも、フィラメントカーテンの長辺側において作業幅に沿って、特にフィラメント載置の横方向配向に影響を与えることができる空気流を、生ぜしめることができる。本発明による装置はそのために、少なくとも空気流入スリットのうちの1つに、案内手段のうちの1つに配置された複数の空気案内エレメントを有している。空気案内エレメントは空気流入スリットに直に配設されているので、好ましくは周囲から流入する二次空気は、空気案内エレメントによって所定された流れ方向を取る。
【0014】
載置ベルトの作業幅全体にわたって繊維流に影響を与えることができるようにするために、本発明による装置の好ましい別の態様では、前記空気案内エレメントは、前記載置ベルトの幅にわたって分配されて、互いに等しい大きさの間隔又は互いに異なった大きさの間隔をおいて並んで配置されている。空気案内エレメントの数及び分配もしくは配置形式は、任意であり、空気案内エレメントは好ましくは、フィラメントカーテンに対して平行に延在するように配置されている。
【0015】
繊維流に好ましくは載置ベルトに対して横方向に影響を与える、横方向流を生ぜしめるために、本発明の好ましい別の態様では、前記空気案内エレメントは、少なくとも1つの傾けられた案内面を有し、該案内面は二次空気の流入時に、前記載置ベルトに対して横方向に向けられた部分空気流を生ぜしめる。
【0016】
そのために前記空気案内エレメントは、成形体によって及び/又は斜めに保持された案内金属薄板によって形成されていてよい。この場合空気案内エレメントは、種々異なった傾斜した案内面を備えて空気流入スリットの内部に配置されることができる。例えばフィラメントカーテンの中央領域に配設された空気案内エレメントは、縁部に配置された空気案内エレメントに対して強く傾けられた案内面を備えて形成されていることができる。
【0017】
さらに、製品及び方法に応じて案内面の予め規定された角度調節を得るために、空気案内エレメントは調節可能に形成されているような態様も可能である。そのために空気案内エレメントは、該当する案内手段に調節可能に形成されており、この場合角度位置の調節は別個に又は一緒に空気案内エレメントにおいて行うことができる。例えば空気案内エレメントは同一の角度位置で又は不規則な角度位置で調節することができ、これにより例えば作業幅の中央領域において又は作業幅の縁部領域において、フィラメントストランドの載置時に種々異なった流れ効果を得ることができる。
【0018】
二次空気の、空気流入スリットによって生ぜしめられた部分流が、繊維流の流れ方向に向けられた部分流を得るために、本発明による装置の特に好ましい態様では、前記空気流入スリットは、互いに上下に入れ子式に配置された2つの案内手段の縦長の案内端部の間に形成されていて、該案内端部は鉛直方向において互いにオーバラップして保持されている。これによって、案内端部の間において鉛直方向に方向付けられた空気流入スリットが形成される。案内手段の、互いにオーバラップする案内端部の間の間隔は、空気流入スリットの間隙幅を形成する。
【0019】
所望の流れ効果に応じて、空気案内エレメントは、空気流入スリット内に起立して進入する案内高さを有することができ、この案内高さは、前記案内手段の前記案内端部の間を延びている前記空気流入スリットの間隙幅と同じ大きさか又は該間隙幅よりも小さい。例えば同じ大きさの空気案内エレメントでは、空気流入スリットを介して供給される二次空気流を、複数の部分流として繊維流に供給することができる。
【0020】
フィラメントの載置における横方向配向をさらに改善するために、本発明による装置の特に好ましい態様では、互いに向かい合って位置する前記案内手段に形成された1つの空気流入スリットに、等しい高さで、複数の別体の空気案内手段が配設されている。このように構成されていると、フィラメントカーテンの両側にはそれぞれ、予め規定された二次空気流を導入することができ、これらの二次空気流は繊維流の両側においてフィラメントに対して作用する。基本的には、互いに向かい合って位置する空気案内エレメントを、異なった高さにおいて案内手段に配置することも可能である。
【0021】
本発明による装置の別の態様では、互いに向かい合って位置する前記空気流入スリットは、等しく方向付けられた空気案内手段か、又は逆向きに方向付けられた空気案内手段を備えて形成されていることができ、これによって、フィラメントの載置に対して繊維流を、予め規定された状態で影響させることができる。
【0022】
案内区間において生ぜしめられた繊維流に基づいて、二次空気を吸い込むための好ましい負圧を生ぜしめることができるようにするために、本発明による装置の特に好ましい態様では、前記案内手段は複数の成形金属薄板によって形成されており、これらの成形金属薄板は、第1の成形金属薄板対として、ディフューザとして作用する走入区間を形成し、かつ第2の成形金属薄板対として、ディフューザとして作用する走出区間を形成している。このように構成されていると、成形金属薄板対の間における移行領域は、空気流入スリットを介して所望の二次空気を吸い込むのに特に適したものになる。さらに本発明による装置の別の態様では、前記空気流入スリットは、前記両成形金属薄板対の間にそれぞれ複数の空気案内手段を備えて形成されている。
【0023】
フリースの製造時における高い製造速度を実現するために、本発明の特に好ましい別の態様では、前記引出し装置は、1つの案内通路と、該案内通路に開口する複数のノズル通路とを備えた引出しノズルを有し、前記ノズル通路は圧力空気源と接続されている。このように構成されていると、引出し装置を用いて、一次空気流を生ぜしめることができ、この一次空気流は、高い強度でフィラメントカーテンを溶融紡糸後に引き出し、かつ延伸しながら後続の案内区間へと吹き込む。
【0024】
引出しノズルの排出側の直ぐそばに存在する負圧に抗して作用することができるようにするために、本発明の別の態様では、前記引出しノズルの直ぐ下において、互いに向かい合って位置する前記案内手段は、互いに向かい合って位置していて空気案内手段のない2つの空気流入スリットを形成しており、該空気流入スリットの間隙幅が調節可能に形成されている。このように構成されていると、特に、案内区間内における繊維流の発生時における圧力状態に対して、好ましい影響を及ぼすことができる。
【0025】
繊維の載置を可能な限り二次空気のさらなる供給なしに行うことができるようにするために、前記載置ベルトには、ベルト排出側に補償ローラ対が配設されていて、前記案内手段のうちの1つの案内手段の、前記載置ベルトに向けられた案内端部と、前記補償ローラ対の補償ローラのうちの1つの補償ローラとの間に、シール装置が形成されている。さらにフリースは補償ローラによって予め硬化させることができ、この場合補償ローラは好ましくは加熱されるように形成されている。
【0026】
互いに向かい合って位置する供給側において、載置ベルトの上における載置領域は、好ましくは遮蔽金属薄板によって周囲に対して遮蔽され、この遮蔽金属薄板は、案内手段のうちの1つの案内手段の、前記載置ベルトに向けられた案内端部と結合されている。このように構成されていると、繊維流は案内手段の排出側において二次空気の影響なしに載置されることができる。
【0027】
空気を受容するため及び繊維の載置を促進するために、本発明の別の好ましい態様では、前記載置ベルトには、下側に真空ボックスが配設されていて、該真空ボックスは、負圧源に接続されていて、前記載置ベルトの下側に対して、調節可能な吸込み開口を有する。このように構成されていると、プロセス及び方法に応じて、載置ベルトの上側面において種々様々な吸込み作用を生ぜしめることができる。
【0028】
本発明による方法は、本発明による装置とは無関係に独立して使用することも可能であり、フィラメントの載置のために生ぜしめられる繊維流に影響を及ぼして、ベルト走行方向及びベルト走行方向に対して横方向において均一に分配された、フィラメントの載置が生ぜしめられるようにすることができる。そのために、二次空気流の部分流のうちの少なくとも1つの部分流が、フィラメントカーテンのそばにおいて側部で、流入角度を成して、載置ベルトに対して横方向に繊維流に供給される。これによって特に横方向に流れる部分流を、案内区間の内部において繊維流のそばで側部において生ぜしめることができ、その結果繊維流において、フィラメントを分配するための横方向成分が作用する。
【0029】
本発明による作用は、好ましくは次のことによって、すなわち前記二次空気流の複数の部分流を、前記フィラメントカーテンの両側において平行に、前記載置ベルトに対して横方向に前記流入角度をもって、前記繊維流に供給することによって、改善することができる。この場合同じ方向に向けられた横方向流と、互いに逆向きの横方向流とをフィラメントカーテンのところで生ぜしめることができる。
【0030】
本発明による方法の別の態様では、部分流はフィラメントカーテンの両側において、及び該フィラメントカーテンの片側において、異なった流入角度で繊維流に供給されることができる。例えば横方向流の作用は、その都度のプロセス、ポリマの種類及びフィラメント番手に合わせることができる。
【0031】
本発明による方法の特に好ましい態様では、前記二次空気流の前記部分流を、それぞれディフューザとして機能する2つの案内区間の間において、前記繊維流に供給する。このようにすると、案内区間の内部において作用する圧力状態を好ましく利用して、流入する二次空気を最大に得ることができる。
【0032】
二次空気は好ましくは周囲から吸い込まれる。しかしながらまた基本的には、二次空気を、付加的な空気源によって、空気流入スリットに直に供給することも可能である。
【0033】
次に、合成フィラメントを案内及び載置してフリースを形成する本発明による装置、並びに合成フィラメントを案内及び載置してフリースを形成する本発明による方法について、本発明による装置の幾つかの実施形態を参照しながら詳説する。
【図面の簡単な説明】
【0034】
【図1】本発明による装置の第1の実施形態を示す横断面図である。
【図2】図1に示した実施形態の側面図である。
【図3】本発明による装置の別の実施形態を示す横断面図である。
【図4】空気流入スリットを備える互いに向かい合って位置する案内手段を断面して示す図である。
【図5】図4に示した案内手段のうちの1つの案内手段を示す図である。
【図6】空気案内エレメントを備える案内手段を示す側面図である。
【図7】本発明による装置の別の実施形態を示す横断面図である。
【発明を実施するための形態】
【0035】
図1及び図2には、合成フィラメントを案内及び載置(Ablegen)してフリースを形成する、本発明による装置の第1実施形態が、異なった方向で見た図で示されている。この実施形態は図1において横断面図で示され、図2において側面図で示されている。いずれの図面を参照するか特に記載がない場合、以下の記載は両方の図面を参照するものである。
【0036】
この実施形態は、紡糸装置を用いて押し出された多数のフィラメントを一緒に1つのフィラメントカーテンとして引き出すために、引出し装置1を有している。フィラメントカーテンは図1及び図2において、装置の構成部分を良好に理解するために示されていて、参照符号19で示されている。
【0037】
引出し装置1はこの実施形態では、引出しノズル2によって形成されており、この引出しノズル2は2つのノズル半部2.1,2.2から成っている。引出しノズル2のノズル半部2.1,2.2は互いに平行に並んで配置されていて、中央の案内通路3を形成している。各ノズル半部2.1,2.2は1つの圧力室5と、案内通路3に開口する少なくとも1つのノズル通路4とを有している。ノズル半部2.1,2.2の圧力室5は圧力空気接続部29を通して、図示されていない圧力空気源と接続されており、これによってノズル通路4を介して案内通路3内には圧力空気が導入される。
【0038】
引出し装置1の下には載置ベルト(Ablageband)20が配置されており、この載置ベルト20は有利には無端のベルトとして形成されていて、例えばベルトローラ21を介してベルト走行方向に駆動される。ベルト走行方向は図1において矢印によって示されている。載置ベルト20はガス透過性に形成されていて、例えばスクリーン又は織布ベルトとして形成されている。
【0039】
載置ベルト20の上には引出し装置1と載置ベルト20との間に、複数の案内手段6.1〜6.4が、互いに内外において移行する複数の案内区間11.1,11.2を形成するために配置されている。案内手段6.1〜6.4はそれぞれ対を成して引出しノズル2のノズル半部2.1,2.2に対して平行に配置されていて、互いに向かい合って位置する案内手段6.1,6.2の間と案内手段6.3,6.4の間とにそれぞれ、案内通路3の延長線上に案内区間11.1,11.2が形成されるようになっている。
【0040】
この実施形態では、案内手段6.1,6.2は成形金属薄板9.1,9.2によって形成され、案内手段6.3,6.4は成形金属薄板10.1,10.2によって形成されている。成形金属薄板9.1,9.2の成形金属薄板対9はこの場合ディフューザ12.1として形成された走入区間11.1であり、成形金属薄板10.1,10.2の成形金属薄板対10はディフューザ12.2として形成された走出区間11.2である。成形金属薄板9.1,9.2の案内端部17.1,17.2と成形金属薄板10.1,10.2の案内端部18.1,18.2とは、互いにオーバラップして配置されていて、両案内端部の間にはそれぞれ空気流入スリット8.1,8.2が形成されている。そして互いにオーバラップしている案内端部17.1,17.2と案内端部18.1,18.2は鉛直方向に方向付けられた空気流入スリット8.1,8.2を形成していて、この空気流入スリット8.1,8.2の間隙幅は、案内端部17.1と18.1との間の間隔及び案内端部17.2と18.2との間の間隔によって決定されている。
【0041】
排出側37に形成された、案内手段6.1,6.3の間の空気流入スリット8.1は、図示の実施形態では複数の空気案内エレメント13を有している。これらの空気案内エレメント13は、案内手段6.3の上側の案内端部18.1に配置されていて、空気案内エレメント13の案内面16は空気流入スリット8.1内に進入している。
【0042】
図2から分かるように、成形金属薄板10.1の上側の案内端部18.1には複数の空気案内エレメント13が、載置ベルト20の幅にわたって均一に分配されて配置されている。空気案内エレメント13の間にはそれぞれ等しい大きさの間隔が形成されている。空気案内エレメント13はこの実施形態では、縦長の成形体15によって形成されていて、この成形体の表面は傾斜した案内面16を形成している。成形体15の傾斜は図示の実施形態では、載置ベルト20の全幅にわたって等しく方向付けられている。
【0043】
図1及び図2から分かるように、引出しノズル2の直ぐ下において引出しノズル2と隣接した案内手段6.1,6.2との間には、互いに向かい合って位置するそれぞれ2つの別の空気流入スリット7.1,7.2が形成されている。これらの空気流入スリット7.1,7.2にはそれぞれ1つの空気フラップ28.1,28.2が配設されており、これらの空気フラップ28.1,28.2によって、空気流入スリット7.1,7.2の開放横断面はその大きさを調節可能である。
【0044】
案内手段6.3,6.4の反対側に位置する端部に、載置ベルト20は案内手段6.3,6.4に対して僅かな間隔をおいて配置されている。この場合成形金属薄板対10と載置ベルト20との間に形成された、フィラメントカーテン19のフィラメントのための載置領域は、供給側38と排出側37とにそれぞれシールエレメントを備えている。載置ベルト20の上側は供給側38において遮蔽金属薄板27によって周囲に対して遮蔽され、この場合遮蔽金属薄板27は成形金属薄板10.2に固定されている。排出側37において載置ベルト20には補償ローラ対26が配設されており、この場合一方の補償ローラ26.1は載置ベルト20の上側に配置され、かつ反対側に位置する補償ローラ26.2は載置ベルト20の下側に配置されている。載置ベルト20の上側には補償ローラ26.1と成形金属薄板10.2との間に、シール条片31が配置されており、その結果載置領域は載置ベルト20の上側において周囲に対して遮蔽されている。
【0045】
成形金属薄板対10の端部の構成に応じて、しかしながらまた、載置領域を供給側38において付加的な遮蔽手段なしに、かつ排出側において付加的なシール条片なしに運転することも可能である。
【0046】
特に図2から分かるように、成形金属薄板10.1,10.2の側部は載置ベルト20の載置領域においてシール金属薄板30.1,30.2によって周囲に対して遮蔽されている。これにより載置領域は載置ベルト20の上側において周囲に対してほぼ遮蔽されている。
【0047】
図1から分かるように、載置ベルト20の下側には真空ボックス22が配置されており、この真空ボックス22の吸込み開口23は直に、載置ベルト20の下側を繊維載置部の領域において吸い込む。真空ボックス22はそのために吸込み接続部25を介して負圧源(図示せず)に接続されている。吸込み開口23には図示の実施形態では、移動調節可能なフラップ24が配設されており、このフラップ24によって吸込み開口23のサイズを変化させることができる。
【0048】
本発明による装置の、図1及び図2に示した実施形態は、運転時に紡糸装置(図示せず)と組み合わせられている。例えば紡糸装置は、多数のノズル孔が列を成して配置されたノズルブロックと、このノズルブロックの下に形成された冷却装置とを備えて形成されている。紡糸装置によって生ぜしめられたフィラメントは、フィラメントカーテン19として案内され、引出しノズル2を通して案内通路3内に吸い込まれる。フィラメントカーテン19のフィラメントは引出しノズル2によって延伸されて搬送される。フィラメントカーテン19は、引出しノズル2によって生ぜしめられた一次空気と一緒に案内通路3から、繊維流として吹き出され、成形金属薄板9.1,9.2の互いに隣接した走入区間11.1内に吹き込まれる。高い流速度によってこの際に負圧が発生し、この負圧は、引出しノズル2の下側における空気流入スリット7.1,7.2を介して、周囲から二次空気を吸い込む。流入する二次空気は、調節フラップ28.1,28.2による空気流入スリット7.1,7.2の調節によって無段階式に調節することができる。供給された二次空気によって、繊維流の流速度は、ディフューザとして形成された走入区間11.1の最も狭い横断面部において高められ、次いで成形金属薄板9.1,9.2の間における横断面の拡大によって制動される。走入区間11.1からの流出時に新たに別の二次空気が空気流入スリット8.1,8.2から吸い込まれる。この際に、空気流入スリット8.1を介して吸い込まれた二次空気は、空気案内エレメント13によって該空気案内エレメント13の方向付けに相応して案内される。この場合、二次空気の流入時に空気案内エレメント13のそれぞれの案内面16によって、載置ベルト20に対して横方向に生ぜしめられる部分流が、フィラメントカーテン19のそばで側部において生ぜしめられ、この部分流は二次空気流として繊維流に作用する。流入する二次空気の、繊維流において作用する横方向流は、フィラメントを変位させ、これによってフィラメントの載置時における横方向配向を改善する。
【0049】
成形金属薄板10.1,10.2の間における横断面の拡大によって、繊維流は制動され、直に載置ベルトの上に下ろされて載置される。成形金属薄板10.1,10.2と載置ベルトとの間における間隔は、この実施形態では予め設定された間隔値に調節されている。この間隔はしかしながらまた好ましくは調節可能にすることができ、これによりプロセス及びポリマの種類に応じて、案内手段6.3,6.4の出口と載置ベルト20との間における予め設定された間隔を調節することができる。
【0050】
繊維流の載置と過剰な空気の吸収とは、真空ボックス22の吸込み作用によって促進される。吸込み開口23はそのために予め設定された開口範囲に調節されており、その結果、フィラメントを載置するための、載置ベルト20の規定された地合領域(Formationsbereich)が生ぜしめられる。
【0051】
供給側38における遮蔽金属薄板27とシール条片31と補償ローラ26.1とによって、別の二次空気の吸込みは回避される。このようにして、フィラメントの載置は、一次空気と、二次空気の供給された部分流とから成る繊維流によって、規定される。この場合に重要なことは、二次空気の部分流の少なくとも1つがカーテンのそばで側部において、載置ベルト20に対して横方向の流入角度を成して、繊維流に供給されることである。載置ベルト20に対して横方向に方向付けられたこのような部分流によって、繊維流には、予め規定された繊維配向を生ぜしめるために影響を与え、生ぜしめられたフリースの強度を極めて均一にすることができ、これによってフリースはMD方向においてもCD方向においてもほぼ等しい強度値を有する。このようにして生ぜしめられたフリースは、例えばフィルタ基体、テンションをかけられたアンダークロスウェブ、地盤用シートのために使用するのに、特に適している。これによって製造されたフリースは、1.0〜1.5の範囲のMD/CD比によって傑出している。
【0052】
ウェブ走行方向においてもウェブ走行方向に対して直角な方向においてもほぼ等しい強度を得るために、図3に示した実施形態は特に適している。図3の実施形態は、図1及び図2の実施形態とほぼ同じなので、以下においては単に相違についてだけ記載し、その他の点については上記の記載の通りである。
【0053】
図3に示した実施形態では、成形金属薄板対9,10の間における互いに向かい合って位置する空気流入スリット8.1,8.2は、それぞれ空気案内エレメント13.1,13.2を備えて形成されている。これによって、供給側38において吸い込まれた二次空気及び排出側37において吸い込まれた二次空気は、空気案内エレメント13.1,13.2を通して好ましく導くことができ、これによってフィラメントカーテンの両側において二次空気の部分流が、載置ベルト20に対して横方向の規定された流入角度をもって供給される。空気流入スリット8.1,8.2に配設された空気案内エレメント13.1,13.2は、この場合同一に例えば案内金属薄板として又は成形体として形成されていてよい。
【0054】
図1〜図3に示した実施形態では、引出しノズル2及び案内手段6.1〜6.4は通常のように機械フレームに保持されている。種々様々なフリースを製造するため及び種々様々な製品を加工するためのフレキシビリティは、引出しノズル2及び案内手段6.1〜6.4が高さ調節可能に保持されていることによって、さらに高めることができる。例えば引出しノズル2と載置ベルト20との間に形成される間隔を変化させることができる。同様に成形金属薄板対9,10の鉛直方向における間隔が調節可能であってもよい。さらに、供給側38に配置された成形金属薄板9.2,10.2は、引出しノズル2のノズル半部と結合されていて、両成形金属薄板9.2,10.2は一緒に運転位置と待機位置との間において往復動可能になっている。待機位置において引出しノズル2のノズル半部及び成形金属薄板9.2,10.2は、案内通路3の清掃とプロセスの始動が可能であるように、保持されている。
【0055】
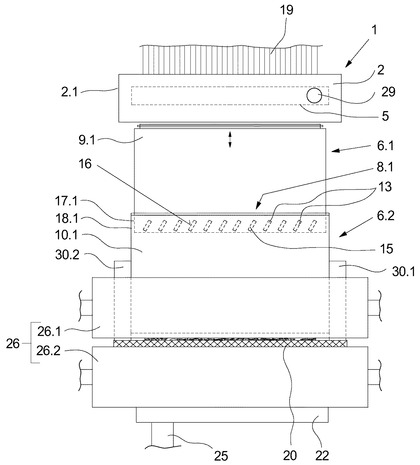
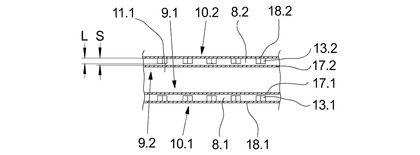
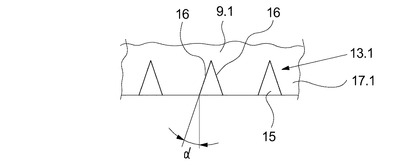
図4及び図5には、空気流入スリット8.1,8.2の可能な構成の1つの実施形態が略示されている。図4には、成形金属薄板対9,10における空気流入スリット8.1,8.2の一部が断面図で示されており、図5には、空気案内エレメント13.1が配置された1つの成形金属薄板9.1の案内端部17.1が示されている。
【0056】
図4から分かるように、空気流入スリット8.1及び空気流入スリット8.2における空気案内エレメント13.1,13.2は、同一に形成されている。空気案内エレメント13.1,13.2は、空気流入スリット8.1,8.2内に起立する案内高さを有しており、この案内高さは、空気流入スリット8.1,8.2の間隙幅よりも小さい。一方の空気案内エレメント13.2の案内高さは、図4において符号Lで定義されている。配設された空気流入スリット8.2の間隙幅は、符号Sで示されている。つまりこの実施形態においては、S>Lということが言える。
【0057】
案内高さSと間隙幅Lとの間における関係は、好ましくは、成形金属薄板10.1,10.2の可動の外側の案内端部18.1,18.2によって、又は成形金属薄板9.1,9.2の可動の内側の案内端部17.1,17.2によって調節することができ、この場合空気案内エレメント13.1,13.2は、S=Lの調節を維持するためにストッパとして働く。S=Lに調節されると、空気案内エレメント13.1,13.2は、成形金属薄板9.1と10.1との間並びに成形金属薄板9.2と10.2との間の間隔全体にわたって延在することになる。
【0058】
図5から分かるように、空気案内エレメント13.1,13.2はそれぞれ三角形状の成形体15として形成されている。従って各成形体15は傾斜した2つの案内面16を有しており、これらの案内面16は二次空気の鉛直方向の流入方向に対して流入角度αを成している。この流入角度αは、繊維流の流れ方向に対して横方向に向けられていて、これにより繊維流の内部におけるフィラメントを、載置ベルト20に対して横方向に方向付ける。空気案内エレメント13.1,13.2によって生ぜしめられた流れ効果は、空気案内エレメント13.1,13.2の形態に応じて好ましく利用することができ、これにより所望の載置形態に相応して繊維流に影響を与えることができる。
【0059】
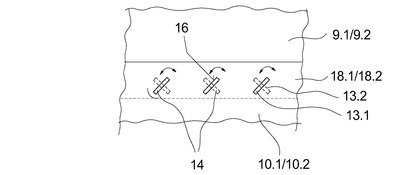
基本的にはしかしながらまた、空気案内エレメント13.1,13.2を空気流入スリット8.1,8.2内に逆向きに方向付けて配置することも可能である。例えば図6に示した実施形態では、成形金属薄板10.1,10.2の上側の案内端部18.1,18.2に、互いに間隔をおいて配置された複数の空気案内エレメント13.1,13.2が案内金属薄板14として配置されている。これらの案内金属薄板14は、吸い込まれる二次空気を案内するために傾けられた案内面を有している。成形金属薄板10.1の案内端部18.1に配置された空気案内エレメント13.1は、実線で示されている。後ろに位置している空気流入スリット8.2に配置されている、成形金属薄板10.2の案内端部18.2における見えない空気案内エレメント13.2は、破線で示されており、案内面16の逆向きの傾きを有している。従ってフィラメントカーテン19の両側において、異なって方向付けられた、二次空気の部分流が生ぜしめられ、この部分流は相応に繊維流に対して作用する。
【0060】
案内金属薄板14の角度位置は図示の実施形態では調節することができ、これにより、案内金属薄板14によって形成される流入角度を変化させることができる。そのために調節機構は、1つの案内端部18.1,18.2に保持されたすべての案内金属薄板14が一緒に、所望の角度位置に調節され得るように、形成されていてよい。しかしながらまた調節機構は、案内金属薄板14における個別調節が可能であるようになっていてもよく、このようになっていると、案内金属薄板毎に個別の調節が可能になる。
【0061】
従って本発明による方法及び本発明による装置は、フィラメントの載置時における所望の繊維配向を得るために、繊維流に対して個々に影響を与えるための高いフレキシビリティを提供する。
【0062】
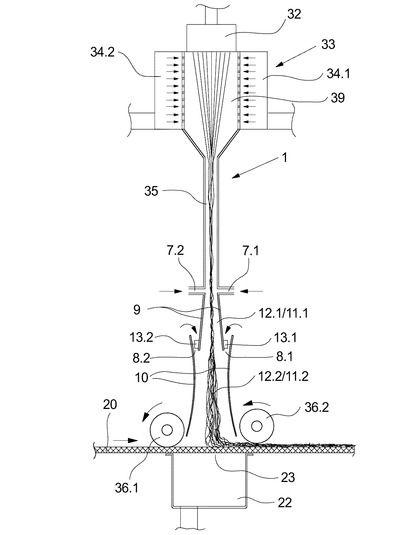
図7には、本発明による装置の別の実施形態が紡糸装置と一緒に示されている。図7に示した実施形態は単に横断面図で示されている。
【0063】
図7の実施形態は、加熱可能な紡糸ビーム32を有しており、この紡糸ビーム32はその下側面に、多数のノズル孔を備えた縦長の紡糸ノズルを有している。紡糸ノズルはここでは図示されていない。紡糸ビーム32の下には冷却装置33が設けられており、この冷却装置33は、紡糸ビーム32のそばで側部に2つの圧力室34.1,34.2を有しており、両圧力室34.1,34.2はそれぞれ1つのブロー壁によって紡糸シャフト39を形成している。
【0064】
冷却装置33の下には引出し装置1が配置されており、この引出し装置1は、紡糸シャフト39に対する延長部に引出し通路35を形成している。引出し通路35は冷却装置33にシール作用をもって接続されており、これによって冷却装置33の冷却空気はフィラメントカーテンと一緒に引出し通路35を通して案内される。引出し通路35の出口側もしくは流出側には、複数の成形金属薄板対9,10が配置されており、これらの成形金属薄板対9,10の間には各1つのディフューザ12.1,12.2が形成されている。引出し装置1と第1の成形金属薄板対9との間には、空気流入スリット7.1,7.2が形成されており、これらの空気流入スリット7.1,7.2を通して、二次空気の流入が調整可能である。案内区間11.1,11.2のさらなる経過において、第1のディフューザ12.1と第2のディフューザ12.2との間に、別の空気流入スリット8.1,8.2が形成されており、これらの空気流入スリット8.1,8.2にはそれぞれ複数の空気案内エレメント13.1,13.2が配設されている。空気流入スリット8.1,8.2における空気案内エレメント13.1,13.2の機能及び構成は、この場合上に述べた実施形態におけると同じであるので、ここではさらなる説明を省く。
【0065】
成形金属薄板10.1,10.2の、載置ベルト20に向けられた端部において、載置領域は、載置ベルト20の上側面において案内されている2つのシールローラ36.1,36.2によってシールされる。両シールローラ36.1,36.2の間において載置ベルト20の下側には真空ボックス22が設けられており、この真空ボックス22は吸込み開口23及び負圧源(図示せず)と接続されている。載置ベルト20はこの実施形態においても同様に、ガス透過性に形成されていて、無端のベルトとして駆動装置(図示せず)を介してベルト走行方向に駆動されている。シール作用を改善するために、シールローラ36.1,36.2にさらにアンダローラが配設されていてもよく、これらのアンダローラは、シールローラ36.1,36.2に対応して真空ボックス22のそばに保持されている。
【0066】
図7に示した実施形態では、一次空気は主として冷却空気によって生ぜしめられる。引出し装置1によって生ぜしめられた繊維流は、冷却空気とフィラメントカーテンとによって形成され、このフィラメントカーテンは、繊維流のさらなる案内経過において、供給された二次空気による影響を受ける。
【0067】
図示の実施形態において使用されている、繊維流の単数又は複数の案内区間を生ぜしめるための案内手段は、例に過ぎない。基本的には、案内手段として任意に成形された成形金属薄板、又はローラ又はその他の遮蔽手段を、案内区間を形成するために使用することができる。この場合に重要なことは、空気流入スリットを通して吸い込まれた二次空気が適宜な空気案内エレメントを介して変向されて、この際に二次空気の部分流が載置ベルトに対して横方向に方向付けられて流れ、これにより繊維を載置するために繊維流に影響が与えられることである。
【0068】
さらに図示の実施形態では二次空気流はそれぞれ周囲から生ぜしめられている。しかしながらまた基本的には、図示の実施形態において付加的な空気源が、空気案内エレメントを有する空気流入スリットの1つ又は両方と接続されているような配置形態も可能である。このようになっていると、二次空気を空気源からアクティブに供給することができる。
【符号の説明】
【0069】
1 引出し装置、 2 引出しノズル、 2.1 ノズル半部、 2.2 ノズル半部、 3 案内通路、 4 ノズル通路、 5 圧力室、 6.1,6.2,6.3,6.4 案内手段、 7.1,7.2 空気流入スリット、 8.1,8.2 空気流入スリット、 9 成形金属薄板対、 9.1,9.2 成形金属薄板、 10 成形金属薄板対、 10.1,10.2 成形金属薄板、 11.1,11.2 案内区間、 12.1,12.2 ディフューザ、 13,13.1,13.2 空気案内エレメント、 14 案内金属薄板、 15 成形体、 16 案内面、 17.1,17.2 案内端部、 18.1,18.2 案内端部、 19 フィラメントカーテン、 20 載置ベルト、 21 ベルトローラ、 22 真空ボックス、 23 吸込み開口、 24 調節フラップ、 25 吸込み接続部、 26 補償ローラ対、 26.1,26.2 補償ローラ、 27 遮蔽金属薄板、 28.1,28.2 空気フラップ、 29 圧力空気接続部、 30.1,30.2 シール金属薄板、 31 シール条片、 32 紡糸ビーム、 33 冷却装置、 34.1,34.2 圧力室、 35 引出し通路、 36.1,36.2 シールローラ、 37 排出側、 38 供給側、 39 紡糸シャフト、 α 流入角度
【特許請求の範囲】
【請求項1】
引出し装置(1)と、
該引出し装置(1)の下に配置された載置ベルト(20)と、
前記引出し装置(1)と前記載置ベルト(20)との間に配置された複数の案内手段(6.1〜6.4)とを備え、
該案内手段(6.1〜6.4)は対を成して互いに内外に移行する案内区間(11.1,11.2)を、フィラメントによって形成されたフィラメントカーテンを案内するために形成しており、前記案内手段(6.1〜6.4)は前記引出し装置(1)の下に、二次空気の供給を可能にする複数の空気流入スリット(8.1,8.2)を有する、合成フィラメントを案内及び載置してフリースを形成する装置であって、
前記空気流入スリットのうちの少なくとも1つの空気流入スリット(8.1)に、前記案内手段(6.1〜6.4)のうちの1つに配置された複数の空気案内エレメント(13)が配設されていることを特徴とする、合成フィラメントを案内及び載置してフリースを形成する装置。
【請求項2】
前記空気案内エレメント(13)は、前記載置ベルト(20)の幅にわたって分配されて、互いに等しい大きさの間隔又は互いに異なった大きさの間隔をおいて並んで配置されている、請求項1記載の装置。
【請求項3】
前記空気案内エレメント(13)は、少なくとも1つの傾けられた案内面(16)を有し、該案内面(16)は二次空気の流入時に、前記載置ベルト(20)に対して横方向に向けられた部分空気流を生ぜしめる、請求項1又は2記載の装置。
【請求項4】
前記空気案内エレメント(13)は、成形体(15)によって及び/又は斜めに保持された案内金属薄板(14)によって形成されている、請求項3記載の装置。
【請求項5】
前記空気案内エレメント(13)はその角度位置が調節可能に、前記案内手段(6.1〜6.4)のうちの1つに保持されている、請求項1から4までのいずれか1項記載の装置。
【請求項6】
前記空気流入スリット(8.1)は、互いに上下に配置された2つの案内手段(6.1,6.3)の縦長の案内端部(17.1,18.1)の間に形成されていて、該案内端部(17.1,18.1)は鉛直方向において互いにオーバラップして保持されている、請求項1から5までのいずれか1項記載の装置。
【請求項7】
前記空気案内エレメント(13)は、前記案内手段(6.1,6.3)の前記案内端部(17.1,18.1)の間を延びている前記空気流入スリット(8.1)の間隙幅と同じ大きさの高さか又は該間隙幅よりも小さい高さを有する、請求項6記載の装置。
【請求項8】
互いに向かい合って位置する前記案内手段(6.2,6.4)に形成された1つの空気流入スリット(8.2)に、等しい高さで、複数の別体の空気案内手段(13.2)が配設されている、請求項1から7までのいずれか1項記載の装置。
【請求項9】
互いに向かい合って位置する前記空気流入スリット(8.1,8.2)は、等しく方向付けられた空気案内手段(13.1,13.2)か、又は逆向きに方向付けられた空気案内手段(13.1,13.2)を備えて形成されている、請求項8記載の装置。
【請求項10】
前記案内手段(6.1〜6.4)は複数の成形金属薄板(9.1,9.2,10.1,10.2)によって形成されており、第1の成形金属薄板対(9)が、ディフューザ(12.1)として作用する走入区間(11.1)を形成し、かつ第2の成形金属薄板対(10)が、ディフューザ(12.2)として作用する走出区間(11.2)を形成している、請求項1から9までのいずれか1項記載の装置。
【請求項11】
前記空気流入スリット(8.1,8.2)は、前記両成形金属薄板対(9,10)の間にそれぞれ複数の空気案内手段(13.1,13.2)を備えて形成されている、請求項10記載の装置。
【請求項12】
前記引出し装置(1)は、1つの案内通路(3)と、該案内通路(3)に開口する複数のノズル通路(4)とを備えた引出しノズル(2)を有し、前記ノズル通路(4)は圧力空気源と接続されている、請求項1から11までのいずれか1項記載の装置。
【請求項13】
前記引出しノズル(2)の直ぐ下において、互いに向かい合って位置する前記案内手段(6.1,6.2)は、互いに向かい合って位置していて空気案内手段のない2つの空気流入スリット(7.1,7.2)を形成しており、該空気流入スリット(7.1,7.2)の間隙幅が調節可能に形成されている、請求項12記載の装置。
【請求項14】
前記載置ベルト(20)には、ベルト排出側(37)にローラ対(26)が配設されていて、前記案内手段のうちの1つの案内手段(6.3)の、前記載置ベルト(20)に向けられた案内端部と、前記ローラ対(26)のローラのうちの1つのローラ(26.1)との間に、シール装置(31)が形成されている、請求項1から13までのいずれか1項記載の装置。
【請求項15】
前記載置ベルト(20)には、供給側(38)に遮蔽金属薄板(27)が配設されていて、該遮蔽金属薄板(27)は、前記案内手段のうちの1つの案内手段(6.4)の、前記載置ベルト(20)に向けられた案内端部と結合されている、請求項14記載の装置。
【請求項16】
前記載置ベルト(20)には、下側に真空ボックス(22)が配設されていて、該真空ボックス(22)は、負圧源に接続されていて、前記載置ベルト(20)の下側に対して、調節可能な吸込み開口(23)を有する、請求項1から15までのいずれか1項記載の装置。
【請求項17】
押し出された多数のフィラメントを冷却後にフィラメントカーテンとして、生ぜしめられた一次空気流によって引き出し、かつ延伸し、
前記フィラメントカーテンを前記一次空気流と一緒に繊維流として、載置ベルトに向かって1つの案内区間を通して案内し、
フリースにおける繊維地合に影響を与えるために、二次空気流の複数の部分流を前記繊維流に供給する、合成フィラメントを案内及び載置してフリースを形成する方法であって、
前記二次空気の前記部分流のうちの少なくとも1つの部分流を、前記フィラメントカーテンのそばで側部において、前記載置ベルトに対して横方向に所定の流入角度をもって供給することを特徴とする、合成フィラメントを案内及び載置してフリースを形成する方法。
【請求項18】
前記二次空気流の複数の部分流を、前記フィラメントカーテンの両側において平行に、前記載置ベルトに対して横方向に前記流入角度をもって、前記繊維流に供給する、請求項17記載の方法。
【請求項19】
前記二次空気流の前記複数の部分流を、異なった流入角度で前記繊維流に供給する、請求項18記載の方法。
【請求項20】
前記二次空気流の前記部分流を、それぞれディフューザとして機能する2つの案内区間の間において、前記繊維流に供給する、請求項17から19までのいずれか1項記載の方法。
【請求項1】
引出し装置(1)と、
該引出し装置(1)の下に配置された載置ベルト(20)と、
前記引出し装置(1)と前記載置ベルト(20)との間に配置された複数の案内手段(6.1〜6.4)とを備え、
該案内手段(6.1〜6.4)は対を成して互いに内外に移行する案内区間(11.1,11.2)を、フィラメントによって形成されたフィラメントカーテンを案内するために形成しており、前記案内手段(6.1〜6.4)は前記引出し装置(1)の下に、二次空気の供給を可能にする複数の空気流入スリット(8.1,8.2)を有する、合成フィラメントを案内及び載置してフリースを形成する装置であって、
前記空気流入スリットのうちの少なくとも1つの空気流入スリット(8.1)に、前記案内手段(6.1〜6.4)のうちの1つに配置された複数の空気案内エレメント(13)が配設されていることを特徴とする、合成フィラメントを案内及び載置してフリースを形成する装置。
【請求項2】
前記空気案内エレメント(13)は、前記載置ベルト(20)の幅にわたって分配されて、互いに等しい大きさの間隔又は互いに異なった大きさの間隔をおいて並んで配置されている、請求項1記載の装置。
【請求項3】
前記空気案内エレメント(13)は、少なくとも1つの傾けられた案内面(16)を有し、該案内面(16)は二次空気の流入時に、前記載置ベルト(20)に対して横方向に向けられた部分空気流を生ぜしめる、請求項1又は2記載の装置。
【請求項4】
前記空気案内エレメント(13)は、成形体(15)によって及び/又は斜めに保持された案内金属薄板(14)によって形成されている、請求項3記載の装置。
【請求項5】
前記空気案内エレメント(13)はその角度位置が調節可能に、前記案内手段(6.1〜6.4)のうちの1つに保持されている、請求項1から4までのいずれか1項記載の装置。
【請求項6】
前記空気流入スリット(8.1)は、互いに上下に配置された2つの案内手段(6.1,6.3)の縦長の案内端部(17.1,18.1)の間に形成されていて、該案内端部(17.1,18.1)は鉛直方向において互いにオーバラップして保持されている、請求項1から5までのいずれか1項記載の装置。
【請求項7】
前記空気案内エレメント(13)は、前記案内手段(6.1,6.3)の前記案内端部(17.1,18.1)の間を延びている前記空気流入スリット(8.1)の間隙幅と同じ大きさの高さか又は該間隙幅よりも小さい高さを有する、請求項6記載の装置。
【請求項8】
互いに向かい合って位置する前記案内手段(6.2,6.4)に形成された1つの空気流入スリット(8.2)に、等しい高さで、複数の別体の空気案内手段(13.2)が配設されている、請求項1から7までのいずれか1項記載の装置。
【請求項9】
互いに向かい合って位置する前記空気流入スリット(8.1,8.2)は、等しく方向付けられた空気案内手段(13.1,13.2)か、又は逆向きに方向付けられた空気案内手段(13.1,13.2)を備えて形成されている、請求項8記載の装置。
【請求項10】
前記案内手段(6.1〜6.4)は複数の成形金属薄板(9.1,9.2,10.1,10.2)によって形成されており、第1の成形金属薄板対(9)が、ディフューザ(12.1)として作用する走入区間(11.1)を形成し、かつ第2の成形金属薄板対(10)が、ディフューザ(12.2)として作用する走出区間(11.2)を形成している、請求項1から9までのいずれか1項記載の装置。
【請求項11】
前記空気流入スリット(8.1,8.2)は、前記両成形金属薄板対(9,10)の間にそれぞれ複数の空気案内手段(13.1,13.2)を備えて形成されている、請求項10記載の装置。
【請求項12】
前記引出し装置(1)は、1つの案内通路(3)と、該案内通路(3)に開口する複数のノズル通路(4)とを備えた引出しノズル(2)を有し、前記ノズル通路(4)は圧力空気源と接続されている、請求項1から11までのいずれか1項記載の装置。
【請求項13】
前記引出しノズル(2)の直ぐ下において、互いに向かい合って位置する前記案内手段(6.1,6.2)は、互いに向かい合って位置していて空気案内手段のない2つの空気流入スリット(7.1,7.2)を形成しており、該空気流入スリット(7.1,7.2)の間隙幅が調節可能に形成されている、請求項12記載の装置。
【請求項14】
前記載置ベルト(20)には、ベルト排出側(37)にローラ対(26)が配設されていて、前記案内手段のうちの1つの案内手段(6.3)の、前記載置ベルト(20)に向けられた案内端部と、前記ローラ対(26)のローラのうちの1つのローラ(26.1)との間に、シール装置(31)が形成されている、請求項1から13までのいずれか1項記載の装置。
【請求項15】
前記載置ベルト(20)には、供給側(38)に遮蔽金属薄板(27)が配設されていて、該遮蔽金属薄板(27)は、前記案内手段のうちの1つの案内手段(6.4)の、前記載置ベルト(20)に向けられた案内端部と結合されている、請求項14記載の装置。
【請求項16】
前記載置ベルト(20)には、下側に真空ボックス(22)が配設されていて、該真空ボックス(22)は、負圧源に接続されていて、前記載置ベルト(20)の下側に対して、調節可能な吸込み開口(23)を有する、請求項1から15までのいずれか1項記載の装置。
【請求項17】
押し出された多数のフィラメントを冷却後にフィラメントカーテンとして、生ぜしめられた一次空気流によって引き出し、かつ延伸し、
前記フィラメントカーテンを前記一次空気流と一緒に繊維流として、載置ベルトに向かって1つの案内区間を通して案内し、
フリースにおける繊維地合に影響を与えるために、二次空気流の複数の部分流を前記繊維流に供給する、合成フィラメントを案内及び載置してフリースを形成する方法であって、
前記二次空気の前記部分流のうちの少なくとも1つの部分流を、前記フィラメントカーテンのそばで側部において、前記載置ベルトに対して横方向に所定の流入角度をもって供給することを特徴とする、合成フィラメントを案内及び載置してフリースを形成する方法。
【請求項18】
前記二次空気流の複数の部分流を、前記フィラメントカーテンの両側において平行に、前記載置ベルトに対して横方向に前記流入角度をもって、前記繊維流に供給する、請求項17記載の方法。
【請求項19】
前記二次空気流の前記複数の部分流を、異なった流入角度で前記繊維流に供給する、請求項18記載の方法。
【請求項20】
前記二次空気流の前記部分流を、それぞれディフューザとして機能する2つの案内区間の間において、前記繊維流に供給する、請求項17から19までのいずれか1項記載の方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−87412(P2013−87412A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2012−232774(P2012−232774)
【出願日】平成24年10月22日(2012.10.22)
【出願人】(307031976)エーリコン テクスティル ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト (105)
【氏名又は名称原語表記】Oerlikon Textile GmbH & Co. KG
【住所又は居所原語表記】Leverkuser Strasse 65, D−42897 Remscheid, Germany
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成24年10月22日(2012.10.22)
【出願人】(307031976)エーリコン テクスティル ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト (105)
【氏名又は名称原語表記】Oerlikon Textile GmbH & Co. KG
【住所又は居所原語表記】Leverkuser Strasse 65, D−42897 Remscheid, Germany
【Fターム(参考)】
[ Back to top ]