
合成樹脂シートのクランプ方法およびその装置
【課題】合成樹脂シートのクランプに必要な力を軽減して合成樹脂シートの成形装置の小型化が可能になる合成樹脂シートのクランプ方法を提供する。
【解決手段】上面が平坦状を成しかつ所要サイズの上端開口面積と深さを備えた凹みを複数個所要の間隔をおいて直線状に配設した合成樹脂シートの載置可能な受け部材の上面に、合成樹脂シートのクランプすべき部分を複数個の凹みの真上に位置させて載せた後、合成樹脂シートの厚さより長くかつ長さが多段階的に相異する2種類以上の針状突起を、複数個、受け部材の複数個の凹みと同じ間隔をおくとともに同じ長さの針状突起の個数と相互の間隔が偏らないように配置して突設した押え部材を下降させ、複数個の針状突起を長さ毎に分け多段階に亘って合成樹脂シートに突き刺して合成樹脂シートをクランプする。
【解決手段】上面が平坦状を成しかつ所要サイズの上端開口面積と深さを備えた凹みを複数個所要の間隔をおいて直線状に配設した合成樹脂シートの載置可能な受け部材の上面に、合成樹脂シートのクランプすべき部分を複数個の凹みの真上に位置させて載せた後、合成樹脂シートの厚さより長くかつ長さが多段階的に相異する2種類以上の針状突起を、複数個、受け部材の複数個の凹みと同じ間隔をおくとともに同じ長さの針状突起の個数と相互の間隔が偏らないように配置して突設した押え部材を下降させ、複数個の針状突起を長さ毎に分け多段階に亘って合成樹脂シートに突き刺して合成樹脂シートをクランプする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、合成樹脂シートをクランプするのに好適な方法およびその装置に関する。
【背景技術】
【0002】
従来、例えば、熱可塑性樹脂シート等の合成樹脂シートを熱成形・真空成形する成形装置においては、合成樹脂シートの周縁部分をクランプ装置によって把持している。そして、このクランプ装置には、クランプに鋭角の突起を設けて合成樹脂シートに食い込ませたり、薄肉の合成樹脂シートの場合には、上部クランプに鋭角の突起を、下部クランプにその突起と嵌合する凹部を設けて鋭角の突起を合成樹脂シートに突き刺したりしたものがある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−18882号公報 段落[0015]
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、このように構成された従来の合成樹脂シートのクランプ装置では、合成樹脂シートの引き込みや外れ防止のために鋭角突起を多数個設けた場合、合成樹脂シートに多数個の鋭角突起を突き刺してクランプするための大きな力が必要になり、それに伴って、クランプするための大きな力を与えるアクチュエータが大型の高価なものになる。
その結果、従来の合成樹脂シートの成形装置では、合成樹脂シートのクランプ装置の搬送機構や周辺フレーム等が大型の高価なものになり、それに伴って設備費が嵩むなどの問題が起きている。
【0005】
本発明は上記の事情に鑑みてなされたもので、その目的は、合成樹脂シートのクランプに必要な力を軽減して合成樹脂シートの成形装置の小型化が可能になる合成樹脂シートのクランプ方法およびその装置を提供することにある。
【課題を解決するための手段】
【0006】
上記の目的を達成するため、請求項1の発明における合成樹脂シートのクランプ方法は、合成樹脂シートを表裏両側からクランプする方法であって、上面が平坦状を成しかつ所要サイズの上端開口面積と深さを備えた凹みを複数個所要の間隔をおいて直線状に配設した合成樹脂シートの載置可能な受け部材の上面に、合成樹脂シートのクランプすべき部分を複数個の凹みの真上に位置させて載せた後、合成樹脂シートの厚さより長くかつ長さが多段階的に相異する2種類以上の針状突起を、複数個、受け部材の複数個の凹みと同じ間隔をおくとともに同じ長さの針状突起の個数と相互の間隔が偏らないように配置して突設した押え部材を下降させ、複数個の針状突起を長さ毎に分け多段階に亘って合成樹脂シートに突き刺して合成樹脂シートをクランプすることを特徴とする。
【0007】
なお、本発明における針状突起とは、合成樹脂シートに突き刺すために先端を尖らせた棒状体のものであり、形状や製法は何ら問わない。そして、この針状突起は押え部材に一体的あるいは別個に設けてもよい。
またなお、本発明における凹みとは、押え部材の針状突起が進入可能であるとともに合成樹脂シートを貫通した針状突起の先端が逃げることができる空間であり、その形状や製法は何ら問わない。
またなお、本発明において、押え部材にクランプ力を与えるアクチュエータの種類は問わない。しかも、押え部材の動作は、押え部材を直線的に昇降させたり、回動させたりして針状突起を合成樹脂シートに突き刺すようにしてもよい。押え部材を回動させて針状突起を合成樹脂シートに突き刺す場合には、合成樹脂シートを針状突起側に引き寄せるため、合成樹脂シートの弛みを除去することができる。
【発明の効果】
【0008】
以上の説明から明らかなように、本発明は、上面が平坦状を成しかつ所要サイズの上端開口面積と深さを備えた凹みを複数個所要の間隔をおいて直線状に配設した合成樹脂シートの載置可能な受け部材の上面に、合成樹脂シートのクランプすべき部分を複数個の凹みの真上に位置させて載せた後、合成樹脂シートの厚さより長くかつ長さが多段階的に相異する2種類以上の針状突起を、複数個、受け部材の複数個の凹みと同じ間隔をおくとともに同じ長さの針状突起の個数と相互の間隔が偏らないように配置して突設した押え部材を下降させ、複数個の針状突起を長さ毎に分け多段階に亘って合成樹脂シートに突き刺して合成樹脂シートをクランプするから、従来のクランプ装置のように同じ長さの複数個の針状突起を合成樹脂シートに突き刺す場合と比較して、従来のクランプ装置の針状突起と同じ個数ではあるが、長さの相異する複数個の針状突起を、長さ毎に分け多段階に亘って合成樹脂シートに突き刺すため、この突き刺すための力を小さくすることができ、それに伴って押え部材を駆動するアクチュエータを出力の小さいものにすることが可能になり、その結果、合成樹脂シートの成形装置を小型化することできるなどの優れた実用的効果を奏する。
【図面の簡単な説明】
【0009】
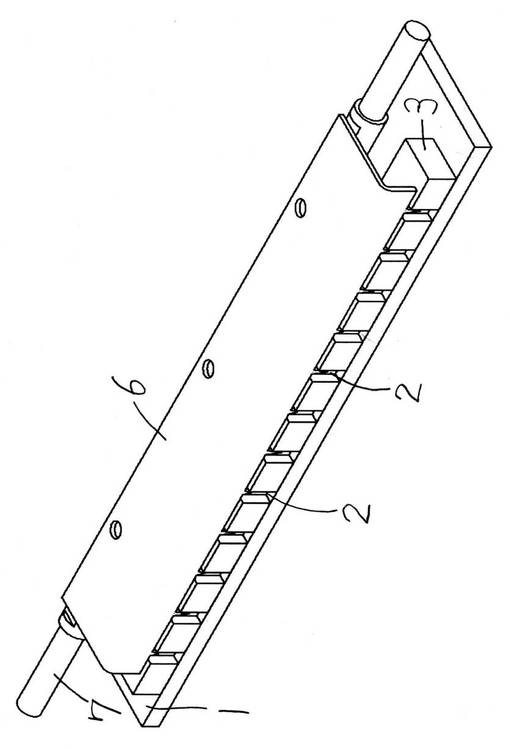
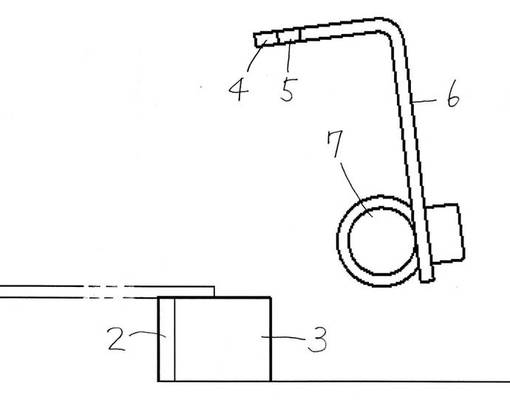
【図1】本発明を適用したクランプ装置の一実施例を示す斜視図である。
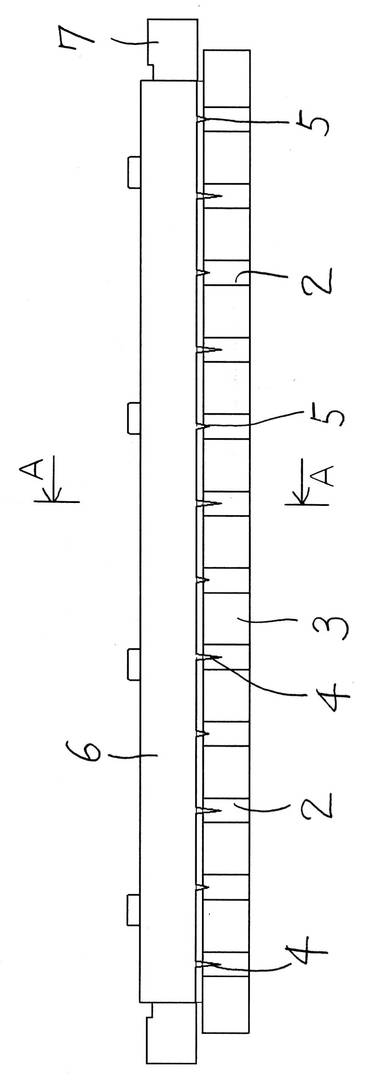
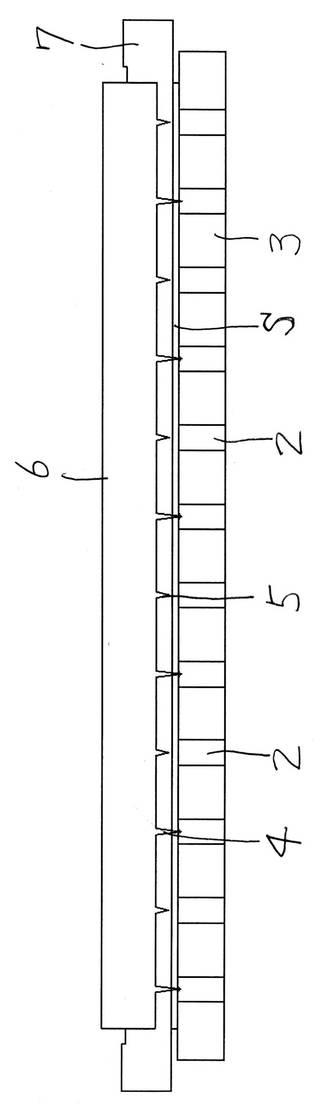
【図2】図1の主要部の正面図である。
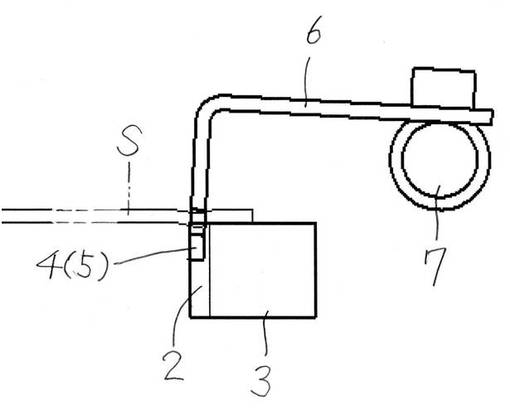
【図3】図2のA−A断面図である。
【図4】図2のクランプ装置の作動説明図であって、クランプ装置が開いた時の状態を示す。
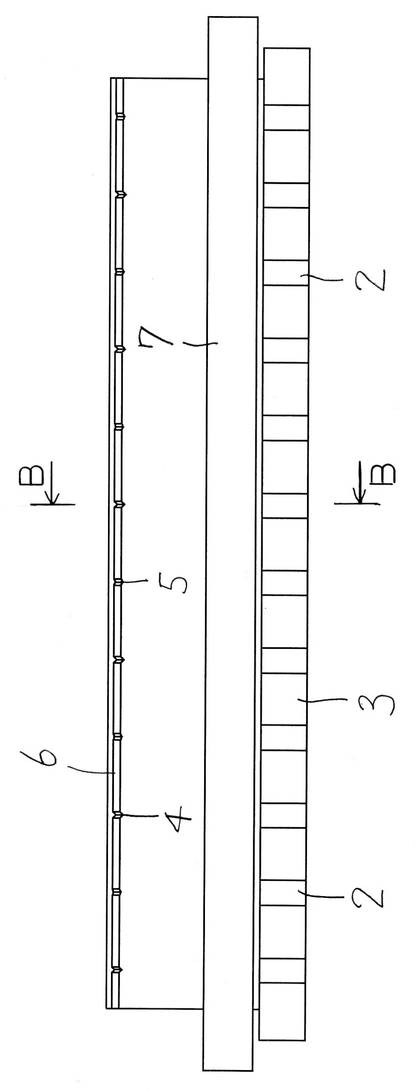
【図5】図4のB−B断面図である。
【図6】図1のクランプ装置の作動説明図であって、長い方の針状突起4が合成樹脂シートSに突き刺さった時の状態を示す。
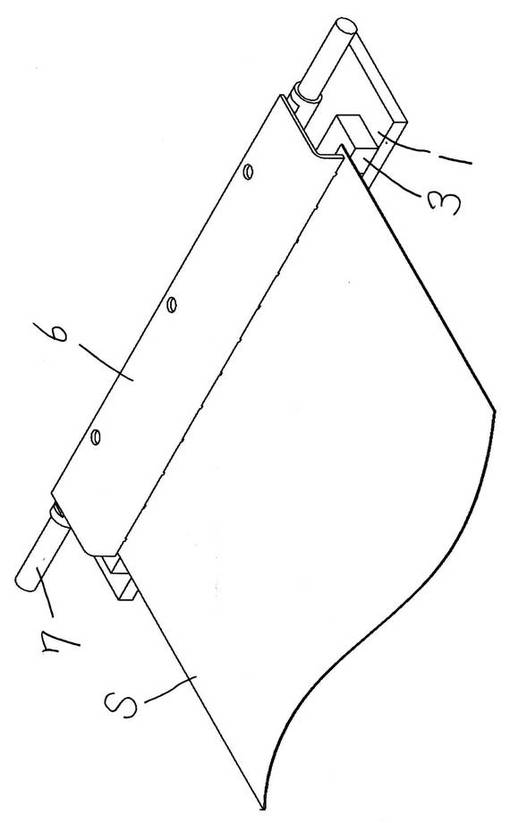
【図7】図1のクランプ装置が合成樹脂シートSのクランプを完了した時の斜視図である。
【発明を実施するための形態】
【0010】
以下、本発明を適用したクランプ装置の一実施例について、図1〜図7に基づき詳細に説明する。本クランプ装置は、図1〜図3に示すように、平坦な上面と所要の長さを有して水平に延びかつ固定して配設された長方形の板状の支持部材1と、この支持部材1上に固着され、縦断面形状が長方形の棒状を成しかつ所要のサイズを有して上下方向へ指向する複数個の切欠き2・2を等間隔をおいて前面に形成した合成樹脂シートSの載置可能な受け部材3と、縦断面L字形状の長尺体を成し、垂直部分の下端に長さの相異する2種類の針状突起4,5を複数個、受け部材3の複数個の切欠き2・2と同じ間隔をおくとともに長さを交互に相異させて突設し、かつ複数個の針状突起4,5が複数個の切欠き2・2に進入可能な押え部材6と、押え部材6の水平部分の側部が固着されかつ正逆回転可能にして支持部材1上に装着された回転軸7と、支持部材1に装着されて回転軸7を正逆回転させる駆動手段(図示せず)と、で構成してある。
【0011】
このように構成したものは、図4および図5に示すように、押え部材6を上方へ回動させてクランプ装置を開いた状態にして、合成樹脂シートSのクランプすべき部分を、受け部材3の上面における複数個の切欠き2・2群の真上に位置させて載せた後、駆動手段を駆動して回転軸7を介し押え部材6を下方へ回動する。すると、図6に示すように、まず、長さの長い複数個の針状突起4・4が合成樹脂シートSに突き刺さり、続いて、長さの長い複数個の針状突起4・4が合成樹脂シートSにさらに刺さるとともに、長さの短い複数個の針状突起5・5が合成樹脂シートSに突き刺さる。こうして、長さの相異する2種類の針状突起4,5を、長さの長い針状突起4と長さの短い針状突起5とに分け2段階に亘って合成樹脂シートSに突き刺すことにより、同じ長さの複数個の針状突起を一度に合成樹脂シートSに突き刺すよりも小さい力で突き刺すことができる。
【技術分野】
【0001】
本発明は、合成樹脂シートをクランプするのに好適な方法およびその装置に関する。
【背景技術】
【0002】
従来、例えば、熱可塑性樹脂シート等の合成樹脂シートを熱成形・真空成形する成形装置においては、合成樹脂シートの周縁部分をクランプ装置によって把持している。そして、このクランプ装置には、クランプに鋭角の突起を設けて合成樹脂シートに食い込ませたり、薄肉の合成樹脂シートの場合には、上部クランプに鋭角の突起を、下部クランプにその突起と嵌合する凹部を設けて鋭角の突起を合成樹脂シートに突き刺したりしたものがある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−18882号公報 段落[0015]
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、このように構成された従来の合成樹脂シートのクランプ装置では、合成樹脂シートの引き込みや外れ防止のために鋭角突起を多数個設けた場合、合成樹脂シートに多数個の鋭角突起を突き刺してクランプするための大きな力が必要になり、それに伴って、クランプするための大きな力を与えるアクチュエータが大型の高価なものになる。
その結果、従来の合成樹脂シートの成形装置では、合成樹脂シートのクランプ装置の搬送機構や周辺フレーム等が大型の高価なものになり、それに伴って設備費が嵩むなどの問題が起きている。
【0005】
本発明は上記の事情に鑑みてなされたもので、その目的は、合成樹脂シートのクランプに必要な力を軽減して合成樹脂シートの成形装置の小型化が可能になる合成樹脂シートのクランプ方法およびその装置を提供することにある。
【課題を解決するための手段】
【0006】
上記の目的を達成するため、請求項1の発明における合成樹脂シートのクランプ方法は、合成樹脂シートを表裏両側からクランプする方法であって、上面が平坦状を成しかつ所要サイズの上端開口面積と深さを備えた凹みを複数個所要の間隔をおいて直線状に配設した合成樹脂シートの載置可能な受け部材の上面に、合成樹脂シートのクランプすべき部分を複数個の凹みの真上に位置させて載せた後、合成樹脂シートの厚さより長くかつ長さが多段階的に相異する2種類以上の針状突起を、複数個、受け部材の複数個の凹みと同じ間隔をおくとともに同じ長さの針状突起の個数と相互の間隔が偏らないように配置して突設した押え部材を下降させ、複数個の針状突起を長さ毎に分け多段階に亘って合成樹脂シートに突き刺して合成樹脂シートをクランプすることを特徴とする。
【0007】
なお、本発明における針状突起とは、合成樹脂シートに突き刺すために先端を尖らせた棒状体のものであり、形状や製法は何ら問わない。そして、この針状突起は押え部材に一体的あるいは別個に設けてもよい。
またなお、本発明における凹みとは、押え部材の針状突起が進入可能であるとともに合成樹脂シートを貫通した針状突起の先端が逃げることができる空間であり、その形状や製法は何ら問わない。
またなお、本発明において、押え部材にクランプ力を与えるアクチュエータの種類は問わない。しかも、押え部材の動作は、押え部材を直線的に昇降させたり、回動させたりして針状突起を合成樹脂シートに突き刺すようにしてもよい。押え部材を回動させて針状突起を合成樹脂シートに突き刺す場合には、合成樹脂シートを針状突起側に引き寄せるため、合成樹脂シートの弛みを除去することができる。
【発明の効果】
【0008】
以上の説明から明らかなように、本発明は、上面が平坦状を成しかつ所要サイズの上端開口面積と深さを備えた凹みを複数個所要の間隔をおいて直線状に配設した合成樹脂シートの載置可能な受け部材の上面に、合成樹脂シートのクランプすべき部分を複数個の凹みの真上に位置させて載せた後、合成樹脂シートの厚さより長くかつ長さが多段階的に相異する2種類以上の針状突起を、複数個、受け部材の複数個の凹みと同じ間隔をおくとともに同じ長さの針状突起の個数と相互の間隔が偏らないように配置して突設した押え部材を下降させ、複数個の針状突起を長さ毎に分け多段階に亘って合成樹脂シートに突き刺して合成樹脂シートをクランプするから、従来のクランプ装置のように同じ長さの複数個の針状突起を合成樹脂シートに突き刺す場合と比較して、従来のクランプ装置の針状突起と同じ個数ではあるが、長さの相異する複数個の針状突起を、長さ毎に分け多段階に亘って合成樹脂シートに突き刺すため、この突き刺すための力を小さくすることができ、それに伴って押え部材を駆動するアクチュエータを出力の小さいものにすることが可能になり、その結果、合成樹脂シートの成形装置を小型化することできるなどの優れた実用的効果を奏する。
【図面の簡単な説明】
【0009】
【図1】本発明を適用したクランプ装置の一実施例を示す斜視図である。
【図2】図1の主要部の正面図である。
【図3】図2のA−A断面図である。
【図4】図2のクランプ装置の作動説明図であって、クランプ装置が開いた時の状態を示す。
【図5】図4のB−B断面図である。
【図6】図1のクランプ装置の作動説明図であって、長い方の針状突起4が合成樹脂シートSに突き刺さった時の状態を示す。
【図7】図1のクランプ装置が合成樹脂シートSのクランプを完了した時の斜視図である。
【発明を実施するための形態】
【0010】
以下、本発明を適用したクランプ装置の一実施例について、図1〜図7に基づき詳細に説明する。本クランプ装置は、図1〜図3に示すように、平坦な上面と所要の長さを有して水平に延びかつ固定して配設された長方形の板状の支持部材1と、この支持部材1上に固着され、縦断面形状が長方形の棒状を成しかつ所要のサイズを有して上下方向へ指向する複数個の切欠き2・2を等間隔をおいて前面に形成した合成樹脂シートSの載置可能な受け部材3と、縦断面L字形状の長尺体を成し、垂直部分の下端に長さの相異する2種類の針状突起4,5を複数個、受け部材3の複数個の切欠き2・2と同じ間隔をおくとともに長さを交互に相異させて突設し、かつ複数個の針状突起4,5が複数個の切欠き2・2に進入可能な押え部材6と、押え部材6の水平部分の側部が固着されかつ正逆回転可能にして支持部材1上に装着された回転軸7と、支持部材1に装着されて回転軸7を正逆回転させる駆動手段(図示せず)と、で構成してある。
【0011】
このように構成したものは、図4および図5に示すように、押え部材6を上方へ回動させてクランプ装置を開いた状態にして、合成樹脂シートSのクランプすべき部分を、受け部材3の上面における複数個の切欠き2・2群の真上に位置させて載せた後、駆動手段を駆動して回転軸7を介し押え部材6を下方へ回動する。すると、図6に示すように、まず、長さの長い複数個の針状突起4・4が合成樹脂シートSに突き刺さり、続いて、長さの長い複数個の針状突起4・4が合成樹脂シートSにさらに刺さるとともに、長さの短い複数個の針状突起5・5が合成樹脂シートSに突き刺さる。こうして、長さの相異する2種類の針状突起4,5を、長さの長い針状突起4と長さの短い針状突起5とに分け2段階に亘って合成樹脂シートSに突き刺すことにより、同じ長さの複数個の針状突起を一度に合成樹脂シートSに突き刺すよりも小さい力で突き刺すことができる。
【特許請求の範囲】
【請求項1】
合成樹脂シートを表裏両側からクランプする方法であって、
上面が平坦状を成しかつ所要サイズの上端開口面積と深さを備えた凹みを複数個所要の間隔をおいて直線状に配設した合成樹脂シートの載置可能な受け部材の上面に、合成樹脂シートのクランプすべき部分を前記複数個の凹みの真上に位置させて載せた後、合成樹脂シートの厚さより長くかつ長さが多段階的に相異する2種類以上の針状突起を、複数個、前記受け部材の複数個の凹みと同じ間隔をおくとともに同じ長さの針状突起の個数と相互の間隔が偏らないように配置して突設した押え部材を下降させ、複数個の針状突起を長さ毎に分け多段階に亘って合成樹脂シートに突き刺して合成樹脂シートをクランプすることを特徴とする合成樹脂シートのクランプ方法。
【請求項2】
請求項1に記載の合成樹脂シートのクランプ方法において、
前記押え部材には、長さの長い針状突起と長さの短い針状突起の2種類の針状突起を交互に突設したことを特徴とする合成樹脂シートのクランプ方法。
【請求項3】
請求項1または2に記載の合成樹脂シートのクランプ方法において、
前記押え部材を下方へ回動させ長さが多段階に異なる2種類以上の前記針状突起を複数個下方へ旋回させて、複数個の針状突起を合成樹脂シートに突き刺すことを特徴とする合成樹脂シートのクランプ方法。
【請求項4】
合成樹脂シートを表裏両面からクランプする装置であって、
縦断面形状が長方形の棒状を成しかつ所要サイズの上端開口面積と深さを備えた凹みを設けた合成樹脂シートのクランプ部分の載置可能な受け部材と、
水平に延びる長尺体を成し、下端に長さの相異する2種類以上の針状突起を複数個、前記受け部材の複数個の切欠きと同じ間隔をおくとともに長さを多段階的に相異させて突設し、かつ複数個の針状突起が複数個の切欠きに進入可能な押え部材と、
この押え部材を前記受け部材に対して相対的に接近・分離可能な昇降手段と、
を備えたことを特徴とする合成樹脂シートのクランプ装置。
【請求項5】
請求項4に記載の合成樹脂シートのクランプ装置において、
前記押え部材は、縦断面L字形状の長尺体を成し、垂直部分の下端に長さの相異する2種類以上の針状突起を複数個、前記受け部材の複数個の切欠きと同じ間隔をおくとともに長さを交互に相異させて突設し、かつ下方へ回動されて複数個の針状突起が前記受け部材の複数個の切欠きに進入可能であることを特徴とする合成樹脂シートのクランプ装置。
【請求項1】
合成樹脂シートを表裏両側からクランプする方法であって、
上面が平坦状を成しかつ所要サイズの上端開口面積と深さを備えた凹みを複数個所要の間隔をおいて直線状に配設した合成樹脂シートの載置可能な受け部材の上面に、合成樹脂シートのクランプすべき部分を前記複数個の凹みの真上に位置させて載せた後、合成樹脂シートの厚さより長くかつ長さが多段階的に相異する2種類以上の針状突起を、複数個、前記受け部材の複数個の凹みと同じ間隔をおくとともに同じ長さの針状突起の個数と相互の間隔が偏らないように配置して突設した押え部材を下降させ、複数個の針状突起を長さ毎に分け多段階に亘って合成樹脂シートに突き刺して合成樹脂シートをクランプすることを特徴とする合成樹脂シートのクランプ方法。
【請求項2】
請求項1に記載の合成樹脂シートのクランプ方法において、
前記押え部材には、長さの長い針状突起と長さの短い針状突起の2種類の針状突起を交互に突設したことを特徴とする合成樹脂シートのクランプ方法。
【請求項3】
請求項1または2に記載の合成樹脂シートのクランプ方法において、
前記押え部材を下方へ回動させ長さが多段階に異なる2種類以上の前記針状突起を複数個下方へ旋回させて、複数個の針状突起を合成樹脂シートに突き刺すことを特徴とする合成樹脂シートのクランプ方法。
【請求項4】
合成樹脂シートを表裏両面からクランプする装置であって、
縦断面形状が長方形の棒状を成しかつ所要サイズの上端開口面積と深さを備えた凹みを設けた合成樹脂シートのクランプ部分の載置可能な受け部材と、
水平に延びる長尺体を成し、下端に長さの相異する2種類以上の針状突起を複数個、前記受け部材の複数個の切欠きと同じ間隔をおくとともに長さを多段階的に相異させて突設し、かつ複数個の針状突起が複数個の切欠きに進入可能な押え部材と、
この押え部材を前記受け部材に対して相対的に接近・分離可能な昇降手段と、
を備えたことを特徴とする合成樹脂シートのクランプ装置。
【請求項5】
請求項4に記載の合成樹脂シートのクランプ装置において、
前記押え部材は、縦断面L字形状の長尺体を成し、垂直部分の下端に長さの相異する2種類以上の針状突起を複数個、前記受け部材の複数個の切欠きと同じ間隔をおくとともに長さを交互に相異させて突設し、かつ下方へ回動されて複数個の針状突起が前記受け部材の複数個の切欠きに進入可能であることを特徴とする合成樹脂シートのクランプ装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−104851(P2011−104851A)
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願番号】特願2009−261598(P2009−261598)
【出願日】平成21年11月17日(2009.11.17)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願日】平成21年11月17日(2009.11.17)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
[ Back to top ]