
合成樹脂製シャワー成形品及びその成形方法
【目的】デザインの自由度が高く、生産性が高く、一体となった安価な合成樹脂製シャワー成形品を提供する。
【構成】合成樹脂製シャワー成形品1は、キャビティが設けられた金型を備えた射出成形装置を使用して、キャビティ内に溶融した樹脂を射出した後、キャビティ内の溶融樹脂中に加圧流体を導入することによって、中空部を有する射出成形品を製造する射出成形法にて作製され、合成樹脂製シャワー成形品1に形成された中空部10は水又は温水の流路を構成する。
【構成】合成樹脂製シャワー成形品1は、キャビティが設けられた金型を備えた射出成形装置を使用して、キャビティ内に溶融した樹脂を射出した後、キャビティ内の溶融樹脂中に加圧流体を導入することによって、中空部を有する射出成形品を製造する射出成形法にて作製され、合成樹脂製シャワー成形品1に形成された中空部10は水又は温水の流路を構成する。
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、浴槽やシャワー室等で使用されるシャワーを構成する合成樹脂製シャワー成形品及びその成形方法に関する。
【0002】
【従来の技術】軽量という利点から、合成樹脂製のシャワーが、一般家庭、銭湯、ホテル等の浴槽やシャワー室等で広く用いられている。合成樹脂製のシャワーは、シャワーヘッドと呼ばれる合成樹脂製シャワー成形品と、シャワー成形品の先端部分に取り付けられたシャワーノズル(シャワー放出口とも呼ばれる)、及びシャワー成形品の後端部分に取り付けられたホースから構成されている。
【0003】一般に、合成樹脂製シャワー成形品の形状は曲管状である。そして、合成樹脂製のシャワー成形品の射出成形時に、シャワーの機能として必要とされる水又は温水の流路を同時に形成する方法は、通常、取られていない。一般には、複数の合成樹脂製のシャワー成形品部材を射出成形法にて成形した後、これらの複数のシャワー成形品部材を例えば接着することによって、合成樹脂製シャワー成形品を作製している。あるいは又、水や温水の流路を形成するために、金型のキャビティ内に入子を配設した後、キャビティ内に溶融樹脂を射出することによって、入子に相当する部分に流路を形成する合成樹脂製シャワー成形品の成形方法も考えられる。
【0004】
【発明が解決しようとする課題】しかしながら、複数の合成樹脂製のシャワー成形品部材を組み立てることで合成樹脂製シャワー成形品を作製する方法では、部品点数の増加による製造コストの上昇が避けられないし、組み立て作業が必要とされるという問題を有する。金型のキャビティ内に入子を配設することで流路を形成する方法においては、合成樹脂製シャワー成形品の成形後、入子を合成樹脂製シャワー成形品から取り外し、取り外した入子を次の成形サイクルのために金型のキャビティ内に再び配設する必要があり、生産性が悪いという問題を有する。更には、これらの方法においては、複数の合成樹脂製のシャワー成形品部材を組み立てたり、流路を形成するために入子が必要とされるが故に、合成樹脂製シャワー成形品のデザインの自由度が低いという大きな問題がある。
【0005】従って、本発明の目的は、デザインの自由度が高く、生産性が高く、一体となった安価な合成樹脂製シャワー成形品及びその成形方法を提供することにある。
【0006】
【課題を解決するための手段】上記の目的を達成するための本発明の合成樹脂製シャワー成形品は、キャビティが設けられた金型を備えた射出成形装置を使用して、キャビティ内に溶融した樹脂を射出した後、キャビティ内の溶融樹脂中に加圧流体を導入することによって、中空部を有する射出成形品を製造する射出成形法にて作製され、合成樹脂製シャワー成形品に形成された中空部は水又は温水の流路を構成することを特徴とする。ここで、中空部は水又は温水の流路を構成するとは、中空部によって、水又は温水の流路の全てが形成される場合を意味するだけでなく、かかる流路の一部分が形成される場合をも意味する。
【0007】本発明の合成樹脂製シャワー成形品においては、加圧流体導入部が合成樹脂製シャワー成形品に形成される中空部の略軸線方向に配設され、そして溶融樹脂注入部が合成樹脂製シャワー成形品に形成される中空部の軸線と略直角方向に配設された金型を用いることが好ましい。金型において、加圧流体導入部を合成樹脂製シャワー成形品に形成される中空部の略軸線方向に配設することによって、水又は温水の流路を構成する所望の中空部が合成樹脂製シャワー成形品のほぼ中心部に形成される。一方、金型において、溶融樹脂注入部を合成樹脂製シャワー成形品に形成される中空部の軸線と略直角方向に配設することによって、溶融した樹脂が溶融樹脂注入部から金型のキャビティ内に射出されたとき、溶融樹脂の流れがキャビティの金型面に当たるので、キャビティ内における樹脂の流れが乱流となる。その結果、ジェッティングやフローマークの発生を回避することができ、合成樹脂製シャワー成形品の外観特性の向上を図ることができる。尚、加圧流体導入部及び溶融樹脂注入部と中空部の軸線方向との関係は、厳密に平行及び直角でなくともよい。
【0008】この場合、加圧流体導入部の近傍に相当する合成樹脂製シャワー成形品の部分に螺旋ネジ部が形成されていることが更に好ましい。螺旋ネジ部を設けることによって、合成樹脂製シャワー成形品と接続すべき配管やホースを容易にネジ止めすることができ、極めて実用的である。
【0009】上記の目的を達成するための本発明の合成樹脂製シャワー成形品の成形方法は、キャビティが設けられた金型を備えた射出成形装置を使用して、キャビティ内に溶融した樹脂を射出した後、キャビティ内の溶融樹脂中に加圧流体を導入して、水又は温水の流路を構成する中空部をキャビティ内の樹脂中に形成することを特徴とする。本発明の合成樹脂製シャワー成形品の成形方法は、基本的には、シンプレス成形法(ガスアシスト法)と呼ばれる射出成形法を応用している。
【0010】本発明の合成樹脂製シャワー成形品の成形方法においては、加圧流体導入部が合成樹脂製シャワー成形品に形成される中空部の略軸線方向に配設され、そして溶融樹脂注入部が合成樹脂製シャワー成形品に形成される中空部の軸線と略直角方向に配設された金型を用いることが好ましい。
【0011】この場合、加圧流体導入部の近傍のキャビティの金型面に螺旋ネジ形成部が設けられている金型を用いることが更に好ましい。このような金型を用いることによって、合成樹脂製シャワー成形品と接続すべき配管やホースをねじ止めすることができる螺旋ネジ部を合成樹脂製シャワー成形品に容易に且つ一体に形成できる。更には、キャビティの金型面に螺旋ネジ形成部を設けることで、キャビティ内の溶融樹脂中に加圧流体を導入したときに、予めキャビティ内に射出された溶融樹脂の一部分は螺旋ネジ形成部において確実に止まる。即ち、螺旋ネジ形成部によって、予めキャビティ内に射出された溶融樹脂の一部分には所謂アンカー効果が及ぶ。その結果、加圧流体によって加圧流体導入部近傍の溶融樹脂が吹き飛ばされることを抑制することができ、確実に中空部を形成することが可能になる。また、連続して安定した成形サイクルで合成樹脂製シャワー成形品を製造することができる。
【0012】本発明の合成樹脂製シャワー成形品の製造に適用し得る樹脂には特に制限はなく、射出成形が可能な樹脂、詳しくは、熱可塑性樹脂、熱可塑性エラストマー、これらのアロイや、熱硬化性樹脂から適宜選択すればよいが、特に、合成樹脂製シャワー成形品の用途が浴槽やシャワー室等の水栓部品であることから薬品(合成洗剤、合成薬品、整髪料、ヘアーカラー等)に対する耐性が要求されることからエンジニアリングプラスチックを用いることが好ましく、例えば、ポリアセタール樹脂、ナイロン系樹脂、ポリブチレンテレフタレート(PBT)樹脂等の結晶性樹脂や、ポリカーボネート樹脂、変性PPE樹脂等の非晶性樹脂、あるいはこれらの樹脂の耐薬品性向上グレードを挙げることができる。また、所望に応じて、これらの樹脂に、繊維強化材、フィラー、安定剤等を配合した材料も使用できる。
【0013】本発明の合成樹脂製シャワー成形品の成形にあたって、射出成形時の溶融樹脂の量、温度、圧力あるいは射出速度、導入すべき加圧流体の量、圧力あるいは速度、金型の冷却時間等、種々の条件は、使用する樹脂の種類、金型の形状等に依存して、適宜選択、制御する必要があり、一義的に定めることはできない。
【0014】導入する加圧流体として、窒素ガス、炭酸ガス、空気、ヘリウムガス等常温でガス状の物質を使用することができるが、高圧下で液化したガスも含み得る。
【0015】溶融樹脂によって金型のキャビティが完全に充填された後、キャビティ内の溶融樹脂中に加圧流体を導入してもよいが、合成樹脂製シャワー成形品の軽量化及び大容積の中空部の形成といった観点からは、金型のキャビティの容積よりも少ない量の溶融樹脂をキャビティに射出し終わった後、キャビティ内の溶融樹脂中に加圧流体を導入したり、あるいは又、金型のキャビティの容積よりも少ない量の溶融樹脂をキャビティに射出しつつ、キャビティ内の溶融樹脂中に加圧流体を導入することが望ましい。
【0016】
【作用】本発明においては、水又は温水の流路を構成する中空部を備えた合成樹脂製シャワー成形品を一体成形にて成形することが可能であるが故に、合成樹脂製シャワー成形品のデザイン上の制約が無くなる。また、複数の合成樹脂製のシャワー成形品部材を組み立てる必要がなく、部品点数の増加や組み立て作業による製造コストの上昇を避けることができ、安価な合成樹脂製シャワー成形品を作製することができる。あるいは又、金型のキャビティ内に入子を配設する必要がない。
【0017】
【実施例】以下、本発明の合成樹脂製シャワー成形品及びその成形方法を、図1及び図2を参照して実施例に基づき、説明する。
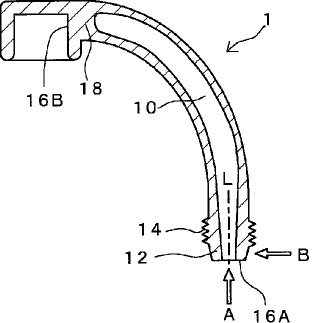
【0018】図1は本発明の合成樹脂製シャワー成形品1の模式的な断面図である。本発明の合成樹脂製シャワー成形品1は、水又は温水の流路を構成する中空部10を有している。尚、図1に示した合成樹脂製シャワー成形品1においては、中空部10によって、水又は温水の流路の一部分が形成される。図1中、矢印「A」は、金型に配設された加圧流体導入部の位置を示す。また、矢印「B」は、金型に配設された溶融樹脂注入部の位置を示す。加圧流体導入部は、合成樹脂製シャワー成形品1に形成される中空部の略軸線方向に配設されている。一方、溶融樹脂注入部は、合成樹脂製シャワー成形品1に形成される中空部の軸線と略直角方向に配設されている。尚、図1において、中空部の軸線を一点鎖線Lで示した。実施例においては、加圧流体導入部の近傍に相当する合成樹脂製シャワー成形品1の部分12に螺旋ネジ部14が形成されている。
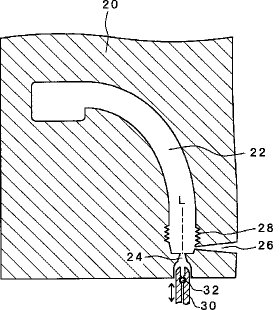
【0019】図2に、図1に示した合成樹脂製シャワー成形品1を成形するための金型20の構造を模式的な断面図で示す。金型20には、キャビティ22が設けられている。更に、キャビティ22に向けて開口した加圧流体導入部24及び溶融樹脂注入部(ゲート部)26が、金型20に配設されている。加圧流体導入部24の近傍のキャビティ22の金型面には螺旋ネジ形成部28が設けられている。
【0020】加圧流体導入部24と接するように、加圧流体注入ノズル30が設けられている。溶融樹脂が加圧流体注入ノズル30へ流入することを防止するために、加圧流体注入ノズル30の先端部には逆止弁32が設けられている。加圧流体注入ノズル30は、配管を介して加圧流体源(これらは図示せず)に接続されている。加圧流体注入ノズル30はノズル駆動用油圧シリンダ(図示せず)によって前進、後退させられる。加圧流体をキャビティ22内の溶融樹脂中に導入する際には、加圧流体注入ノズル30は前進位置を占め、加圧流体導入部24と接する。一方、キャビティ内で成形された合成樹脂製シャワー成形品の中空部から加圧流体を放出する際には、加圧流体注入ノズル30は後退位置を占め、加圧流体導入部24から離される。
【0021】溶融樹脂注入部26は、ランナ部、スプル部を介して射出用シリンダ(これらは図示せず)に連通している。樹脂として熱可塑性樹脂を使用する場合、射出用シリンダ内において樹脂は加熱され可塑化されつつ、射出用シリンダによってかかる樹脂が、スプル部、ランナ部及び溶融樹脂注入部26を介して金型20のキャビティ22内に射出される。
【0022】実施例においては、ポリアセタール樹脂(三菱エンジニアリングプラスチックス株式会社製、商品名:ユピタールF30自然色)を樹脂として用いた。そして、射出用シリンダ内で樹脂温度200゜Cにて、予め溶融・可塑化した。
【0023】金型を型締めした後、加圧流体注入ノズル30を前進させ、金型20の加圧流体導入部24と接触させた。そして、溶融樹脂注入部(ゲート部)26を介して溶融樹脂を金型20のキャビティ22内に射出した。所定量の溶融したポリアセタール樹脂を射出した後、射出動作を停止させた。尚、射出した溶融樹脂の量は、キャビティ22を完全には充填しない量とした。その後、直ちに圧縮窒素ガスから成る加圧流体を加圧流体注入ノズル30から加圧流体導入部24を介してキャビティ22内の溶融樹脂中に導入した。次いで、所定時間の間、キャビティ22内の樹脂を冷却・固化させた後、加圧流体注入ノズル30を後退させ、加圧流体導入部24から離した。これによって、キャビティ22内で成形された合成樹脂製シャワー成形品の中空部から加圧流体が加圧流体導入部24を介して大気中に放出された。最後に、金型の型開きを行い、合成樹脂製シャワー成形品1を金型から取り出した。
【0024】得られた合成樹脂製シャワー成形品1には、図1に示すように、水又は温水の流路を構成する中空部10が形成されていた。この中空部10は、金型20の加圧流体導入部24に対向する合成樹脂製シャワー成形品の一端部16Aから、合成樹脂製シャワー成形品の他端部16Bの近傍まで延びていた。合成樹脂製シャワー成形品1の成形後、合成樹脂製シャワー成形品の他端部16Bから中空部10までの合成樹脂製シャワー成形品の部分18を切削加工すれば、合成樹脂製シャワー成形品1の一端部16Aから他端部16Bまで連通した流路を形成することができる。こうして成形された合成樹脂製シャワー成形品の他端部16Bにシャワーノズル(シャワー放出口)を取り付け、また、合成樹脂製シャワー成形品1の螺旋ネジ部14に、かかる螺旋ネジ部14と螺合するホースや配管を取り付けることで、合成樹脂製のシャワーが得られる。
【0025】以上、本発明を好ましい実施例に基づき説明したが、本発明はこの実施例に限定されるものではない。実施例にて説明した合成樹脂製シャワー成形品の形状や構造は例示であり、適宜変更することができる。また、実施例にて説明した合成樹脂製シャワー成形品の成形方法における各種条件も例示であり、適宜変更することができる。合成樹脂製シャワー成形品の構造によっては、合成樹脂製シャワー成形品の他端部16Bに対向する金型の部分にも加圧流体導入部を設けることができる。これによって、加圧流体をキャビティ内の溶融樹脂中に導入すれば、合成樹脂製シャワー成形品の一端部16Aから他端部16Bまで連通した流路である中空部を形成することができる。
【0026】
【発明の効果】本発明によれば、形成された中空部が水又は温水の流路を構成するので、合成樹脂製シャワー成形品の一体成形が可能であり、合成樹脂製シャワー成形品のデザインの制約が無くなる。しかも、耐薬品性等に優れた安価な合成樹脂製シャワー成形品を提供することができる。更には、射出成形法を基本的には適用しているので、生産性が高い。
【図面の簡単な説明】
【図1】本発明の合成樹脂製シャワー成形品の模式的な断面図である。
【図2】本発明の合成樹脂製シャワー成形品を成形するための金型の模式的な断面図である。
【符号の説明】
1 合成樹脂製シャワー成形品
10 中空部
12 加圧流体導入部の近傍に相当する合成樹脂製シャワー成形品の部分
14 螺旋ネジ部
20 金型
22 キャビティ
24 加圧流体導入部
26 溶融樹脂注入部(ゲート部)
28 螺旋ネジ形成部
30 ランナ部
32 スプル部
30 加圧流体注入ノズル
32 逆止弁
【0001】
【産業上の利用分野】本発明は、浴槽やシャワー室等で使用されるシャワーを構成する合成樹脂製シャワー成形品及びその成形方法に関する。
【0002】
【従来の技術】軽量という利点から、合成樹脂製のシャワーが、一般家庭、銭湯、ホテル等の浴槽やシャワー室等で広く用いられている。合成樹脂製のシャワーは、シャワーヘッドと呼ばれる合成樹脂製シャワー成形品と、シャワー成形品の先端部分に取り付けられたシャワーノズル(シャワー放出口とも呼ばれる)、及びシャワー成形品の後端部分に取り付けられたホースから構成されている。
【0003】一般に、合成樹脂製シャワー成形品の形状は曲管状である。そして、合成樹脂製のシャワー成形品の射出成形時に、シャワーの機能として必要とされる水又は温水の流路を同時に形成する方法は、通常、取られていない。一般には、複数の合成樹脂製のシャワー成形品部材を射出成形法にて成形した後、これらの複数のシャワー成形品部材を例えば接着することによって、合成樹脂製シャワー成形品を作製している。あるいは又、水や温水の流路を形成するために、金型のキャビティ内に入子を配設した後、キャビティ内に溶融樹脂を射出することによって、入子に相当する部分に流路を形成する合成樹脂製シャワー成形品の成形方法も考えられる。
【0004】
【発明が解決しようとする課題】しかしながら、複数の合成樹脂製のシャワー成形品部材を組み立てることで合成樹脂製シャワー成形品を作製する方法では、部品点数の増加による製造コストの上昇が避けられないし、組み立て作業が必要とされるという問題を有する。金型のキャビティ内に入子を配設することで流路を形成する方法においては、合成樹脂製シャワー成形品の成形後、入子を合成樹脂製シャワー成形品から取り外し、取り外した入子を次の成形サイクルのために金型のキャビティ内に再び配設する必要があり、生産性が悪いという問題を有する。更には、これらの方法においては、複数の合成樹脂製のシャワー成形品部材を組み立てたり、流路を形成するために入子が必要とされるが故に、合成樹脂製シャワー成形品のデザインの自由度が低いという大きな問題がある。
【0005】従って、本発明の目的は、デザインの自由度が高く、生産性が高く、一体となった安価な合成樹脂製シャワー成形品及びその成形方法を提供することにある。
【0006】
【課題を解決するための手段】上記の目的を達成するための本発明の合成樹脂製シャワー成形品は、キャビティが設けられた金型を備えた射出成形装置を使用して、キャビティ内に溶融した樹脂を射出した後、キャビティ内の溶融樹脂中に加圧流体を導入することによって、中空部を有する射出成形品を製造する射出成形法にて作製され、合成樹脂製シャワー成形品に形成された中空部は水又は温水の流路を構成することを特徴とする。ここで、中空部は水又は温水の流路を構成するとは、中空部によって、水又は温水の流路の全てが形成される場合を意味するだけでなく、かかる流路の一部分が形成される場合をも意味する。
【0007】本発明の合成樹脂製シャワー成形品においては、加圧流体導入部が合成樹脂製シャワー成形品に形成される中空部の略軸線方向に配設され、そして溶融樹脂注入部が合成樹脂製シャワー成形品に形成される中空部の軸線と略直角方向に配設された金型を用いることが好ましい。金型において、加圧流体導入部を合成樹脂製シャワー成形品に形成される中空部の略軸線方向に配設することによって、水又は温水の流路を構成する所望の中空部が合成樹脂製シャワー成形品のほぼ中心部に形成される。一方、金型において、溶融樹脂注入部を合成樹脂製シャワー成形品に形成される中空部の軸線と略直角方向に配設することによって、溶融した樹脂が溶融樹脂注入部から金型のキャビティ内に射出されたとき、溶融樹脂の流れがキャビティの金型面に当たるので、キャビティ内における樹脂の流れが乱流となる。その結果、ジェッティングやフローマークの発生を回避することができ、合成樹脂製シャワー成形品の外観特性の向上を図ることができる。尚、加圧流体導入部及び溶融樹脂注入部と中空部の軸線方向との関係は、厳密に平行及び直角でなくともよい。
【0008】この場合、加圧流体導入部の近傍に相当する合成樹脂製シャワー成形品の部分に螺旋ネジ部が形成されていることが更に好ましい。螺旋ネジ部を設けることによって、合成樹脂製シャワー成形品と接続すべき配管やホースを容易にネジ止めすることができ、極めて実用的である。
【0009】上記の目的を達成するための本発明の合成樹脂製シャワー成形品の成形方法は、キャビティが設けられた金型を備えた射出成形装置を使用して、キャビティ内に溶融した樹脂を射出した後、キャビティ内の溶融樹脂中に加圧流体を導入して、水又は温水の流路を構成する中空部をキャビティ内の樹脂中に形成することを特徴とする。本発明の合成樹脂製シャワー成形品の成形方法は、基本的には、シンプレス成形法(ガスアシスト法)と呼ばれる射出成形法を応用している。
【0010】本発明の合成樹脂製シャワー成形品の成形方法においては、加圧流体導入部が合成樹脂製シャワー成形品に形成される中空部の略軸線方向に配設され、そして溶融樹脂注入部が合成樹脂製シャワー成形品に形成される中空部の軸線と略直角方向に配設された金型を用いることが好ましい。
【0011】この場合、加圧流体導入部の近傍のキャビティの金型面に螺旋ネジ形成部が設けられている金型を用いることが更に好ましい。このような金型を用いることによって、合成樹脂製シャワー成形品と接続すべき配管やホースをねじ止めすることができる螺旋ネジ部を合成樹脂製シャワー成形品に容易に且つ一体に形成できる。更には、キャビティの金型面に螺旋ネジ形成部を設けることで、キャビティ内の溶融樹脂中に加圧流体を導入したときに、予めキャビティ内に射出された溶融樹脂の一部分は螺旋ネジ形成部において確実に止まる。即ち、螺旋ネジ形成部によって、予めキャビティ内に射出された溶融樹脂の一部分には所謂アンカー効果が及ぶ。その結果、加圧流体によって加圧流体導入部近傍の溶融樹脂が吹き飛ばされることを抑制することができ、確実に中空部を形成することが可能になる。また、連続して安定した成形サイクルで合成樹脂製シャワー成形品を製造することができる。
【0012】本発明の合成樹脂製シャワー成形品の製造に適用し得る樹脂には特に制限はなく、射出成形が可能な樹脂、詳しくは、熱可塑性樹脂、熱可塑性エラストマー、これらのアロイや、熱硬化性樹脂から適宜選択すればよいが、特に、合成樹脂製シャワー成形品の用途が浴槽やシャワー室等の水栓部品であることから薬品(合成洗剤、合成薬品、整髪料、ヘアーカラー等)に対する耐性が要求されることからエンジニアリングプラスチックを用いることが好ましく、例えば、ポリアセタール樹脂、ナイロン系樹脂、ポリブチレンテレフタレート(PBT)樹脂等の結晶性樹脂や、ポリカーボネート樹脂、変性PPE樹脂等の非晶性樹脂、あるいはこれらの樹脂の耐薬品性向上グレードを挙げることができる。また、所望に応じて、これらの樹脂に、繊維強化材、フィラー、安定剤等を配合した材料も使用できる。
【0013】本発明の合成樹脂製シャワー成形品の成形にあたって、射出成形時の溶融樹脂の量、温度、圧力あるいは射出速度、導入すべき加圧流体の量、圧力あるいは速度、金型の冷却時間等、種々の条件は、使用する樹脂の種類、金型の形状等に依存して、適宜選択、制御する必要があり、一義的に定めることはできない。
【0014】導入する加圧流体として、窒素ガス、炭酸ガス、空気、ヘリウムガス等常温でガス状の物質を使用することができるが、高圧下で液化したガスも含み得る。
【0015】溶融樹脂によって金型のキャビティが完全に充填された後、キャビティ内の溶融樹脂中に加圧流体を導入してもよいが、合成樹脂製シャワー成形品の軽量化及び大容積の中空部の形成といった観点からは、金型のキャビティの容積よりも少ない量の溶融樹脂をキャビティに射出し終わった後、キャビティ内の溶融樹脂中に加圧流体を導入したり、あるいは又、金型のキャビティの容積よりも少ない量の溶融樹脂をキャビティに射出しつつ、キャビティ内の溶融樹脂中に加圧流体を導入することが望ましい。
【0016】
【作用】本発明においては、水又は温水の流路を構成する中空部を備えた合成樹脂製シャワー成形品を一体成形にて成形することが可能であるが故に、合成樹脂製シャワー成形品のデザイン上の制約が無くなる。また、複数の合成樹脂製のシャワー成形品部材を組み立てる必要がなく、部品点数の増加や組み立て作業による製造コストの上昇を避けることができ、安価な合成樹脂製シャワー成形品を作製することができる。あるいは又、金型のキャビティ内に入子を配設する必要がない。
【0017】
【実施例】以下、本発明の合成樹脂製シャワー成形品及びその成形方法を、図1及び図2を参照して実施例に基づき、説明する。
【0018】図1は本発明の合成樹脂製シャワー成形品1の模式的な断面図である。本発明の合成樹脂製シャワー成形品1は、水又は温水の流路を構成する中空部10を有している。尚、図1に示した合成樹脂製シャワー成形品1においては、中空部10によって、水又は温水の流路の一部分が形成される。図1中、矢印「A」は、金型に配設された加圧流体導入部の位置を示す。また、矢印「B」は、金型に配設された溶融樹脂注入部の位置を示す。加圧流体導入部は、合成樹脂製シャワー成形品1に形成される中空部の略軸線方向に配設されている。一方、溶融樹脂注入部は、合成樹脂製シャワー成形品1に形成される中空部の軸線と略直角方向に配設されている。尚、図1において、中空部の軸線を一点鎖線Lで示した。実施例においては、加圧流体導入部の近傍に相当する合成樹脂製シャワー成形品1の部分12に螺旋ネジ部14が形成されている。
【0019】図2に、図1に示した合成樹脂製シャワー成形品1を成形するための金型20の構造を模式的な断面図で示す。金型20には、キャビティ22が設けられている。更に、キャビティ22に向けて開口した加圧流体導入部24及び溶融樹脂注入部(ゲート部)26が、金型20に配設されている。加圧流体導入部24の近傍のキャビティ22の金型面には螺旋ネジ形成部28が設けられている。
【0020】加圧流体導入部24と接するように、加圧流体注入ノズル30が設けられている。溶融樹脂が加圧流体注入ノズル30へ流入することを防止するために、加圧流体注入ノズル30の先端部には逆止弁32が設けられている。加圧流体注入ノズル30は、配管を介して加圧流体源(これらは図示せず)に接続されている。加圧流体注入ノズル30はノズル駆動用油圧シリンダ(図示せず)によって前進、後退させられる。加圧流体をキャビティ22内の溶融樹脂中に導入する際には、加圧流体注入ノズル30は前進位置を占め、加圧流体導入部24と接する。一方、キャビティ内で成形された合成樹脂製シャワー成形品の中空部から加圧流体を放出する際には、加圧流体注入ノズル30は後退位置を占め、加圧流体導入部24から離される。
【0021】溶融樹脂注入部26は、ランナ部、スプル部を介して射出用シリンダ(これらは図示せず)に連通している。樹脂として熱可塑性樹脂を使用する場合、射出用シリンダ内において樹脂は加熱され可塑化されつつ、射出用シリンダによってかかる樹脂が、スプル部、ランナ部及び溶融樹脂注入部26を介して金型20のキャビティ22内に射出される。
【0022】実施例においては、ポリアセタール樹脂(三菱エンジニアリングプラスチックス株式会社製、商品名:ユピタールF30自然色)を樹脂として用いた。そして、射出用シリンダ内で樹脂温度200゜Cにて、予め溶融・可塑化した。
【0023】金型を型締めした後、加圧流体注入ノズル30を前進させ、金型20の加圧流体導入部24と接触させた。そして、溶融樹脂注入部(ゲート部)26を介して溶融樹脂を金型20のキャビティ22内に射出した。所定量の溶融したポリアセタール樹脂を射出した後、射出動作を停止させた。尚、射出した溶融樹脂の量は、キャビティ22を完全には充填しない量とした。その後、直ちに圧縮窒素ガスから成る加圧流体を加圧流体注入ノズル30から加圧流体導入部24を介してキャビティ22内の溶融樹脂中に導入した。次いで、所定時間の間、キャビティ22内の樹脂を冷却・固化させた後、加圧流体注入ノズル30を後退させ、加圧流体導入部24から離した。これによって、キャビティ22内で成形された合成樹脂製シャワー成形品の中空部から加圧流体が加圧流体導入部24を介して大気中に放出された。最後に、金型の型開きを行い、合成樹脂製シャワー成形品1を金型から取り出した。
【0024】得られた合成樹脂製シャワー成形品1には、図1に示すように、水又は温水の流路を構成する中空部10が形成されていた。この中空部10は、金型20の加圧流体導入部24に対向する合成樹脂製シャワー成形品の一端部16Aから、合成樹脂製シャワー成形品の他端部16Bの近傍まで延びていた。合成樹脂製シャワー成形品1の成形後、合成樹脂製シャワー成形品の他端部16Bから中空部10までの合成樹脂製シャワー成形品の部分18を切削加工すれば、合成樹脂製シャワー成形品1の一端部16Aから他端部16Bまで連通した流路を形成することができる。こうして成形された合成樹脂製シャワー成形品の他端部16Bにシャワーノズル(シャワー放出口)を取り付け、また、合成樹脂製シャワー成形品1の螺旋ネジ部14に、かかる螺旋ネジ部14と螺合するホースや配管を取り付けることで、合成樹脂製のシャワーが得られる。
【0025】以上、本発明を好ましい実施例に基づき説明したが、本発明はこの実施例に限定されるものではない。実施例にて説明した合成樹脂製シャワー成形品の形状や構造は例示であり、適宜変更することができる。また、実施例にて説明した合成樹脂製シャワー成形品の成形方法における各種条件も例示であり、適宜変更することができる。合成樹脂製シャワー成形品の構造によっては、合成樹脂製シャワー成形品の他端部16Bに対向する金型の部分にも加圧流体導入部を設けることができる。これによって、加圧流体をキャビティ内の溶融樹脂中に導入すれば、合成樹脂製シャワー成形品の一端部16Aから他端部16Bまで連通した流路である中空部を形成することができる。
【0026】
【発明の効果】本発明によれば、形成された中空部が水又は温水の流路を構成するので、合成樹脂製シャワー成形品の一体成形が可能であり、合成樹脂製シャワー成形品のデザインの制約が無くなる。しかも、耐薬品性等に優れた安価な合成樹脂製シャワー成形品を提供することができる。更には、射出成形法を基本的には適用しているので、生産性が高い。
【図面の簡単な説明】
【図1】本発明の合成樹脂製シャワー成形品の模式的な断面図である。
【図2】本発明の合成樹脂製シャワー成形品を成形するための金型の模式的な断面図である。
【符号の説明】
1 合成樹脂製シャワー成形品
10 中空部
12 加圧流体導入部の近傍に相当する合成樹脂製シャワー成形品の部分
14 螺旋ネジ部
20 金型
22 キャビティ
24 加圧流体導入部
26 溶融樹脂注入部(ゲート部)
28 螺旋ネジ形成部
30 ランナ部
32 スプル部
30 加圧流体注入ノズル
32 逆止弁
【特許請求の範囲】
【請求項1】キャビティが設けられた金型を備えた射出成形装置を使用して、キャビティ内に溶融した樹脂を射出した後、キャビティ内の溶融樹脂中に加圧流体を導入することによって、中空部を有する射出成形品を製造する射出成形法にて作製された合成樹脂製シャワー成形品であって、合成樹脂製シャワー成形品に形成された中空部は水又は温水の流路を構成することを特徴とする合成樹脂製シャワー成形品。
【請求項2】加圧流体導入部が合成樹脂製シャワー成形品に形成される中空部の略軸線方向に配設され、そして溶融樹脂注入部が合成樹脂製シャワー成形品に形成される中空部の軸線と略直角方向に配設された金型を用いることを特徴とする請求項1に記載の合成樹脂製シャワー成形品。
【請求項3】前記加圧流体導入部の近傍に相当する合成樹脂製シャワー成形品の部分に螺旋ネジ部が形成されていることを特徴とする請求項2に記載の合成樹脂製シャワー成形品。
【請求項4】樹脂はポリアセタールから成ることを特徴とする請求項1乃至請求項3のいずれか1項に記載の合成樹脂製シャワー成形品。
【請求項5】キャビティが設けられた金型を備えた射出成形装置を使用して、キャビティ内に溶融した樹脂を射出した後、キャビティ内の溶融樹脂中に加圧流体を導入して、水又は温水の流路を構成する中空部をキャビティ内の樹脂中に形成することを特徴とする合成樹脂製シャワー成形品の成形方法。
【請求項6】加圧流体導入部が合成樹脂製シャワー成形品に形成される中空部の略軸線方向に配設され、そして溶融樹脂注入部が合成樹脂製シャワー成形品に形成される中空部の軸線と略直角方向に配設された金型を用いることを特徴とする請求項5に記載の合成樹脂製シャワー成形品の成形方法。
【請求項7】前記加圧流体導入部の近傍のキャビティの金型面に螺旋ネジ形成部が設けられている金型を用いることを特徴とする請求項6に記載の合成樹脂製シャワー成形品の成形方法。
【請求項8】樹脂はポリアセタールから成ることを特徴とする請求項5乃至請求項7のいずれか1項に記載の合成樹脂製シャワー成形品の成形方法。
【請求項1】キャビティが設けられた金型を備えた射出成形装置を使用して、キャビティ内に溶融した樹脂を射出した後、キャビティ内の溶融樹脂中に加圧流体を導入することによって、中空部を有する射出成形品を製造する射出成形法にて作製された合成樹脂製シャワー成形品であって、合成樹脂製シャワー成形品に形成された中空部は水又は温水の流路を構成することを特徴とする合成樹脂製シャワー成形品。
【請求項2】加圧流体導入部が合成樹脂製シャワー成形品に形成される中空部の略軸線方向に配設され、そして溶融樹脂注入部が合成樹脂製シャワー成形品に形成される中空部の軸線と略直角方向に配設された金型を用いることを特徴とする請求項1に記載の合成樹脂製シャワー成形品。
【請求項3】前記加圧流体導入部の近傍に相当する合成樹脂製シャワー成形品の部分に螺旋ネジ部が形成されていることを特徴とする請求項2に記載の合成樹脂製シャワー成形品。
【請求項4】樹脂はポリアセタールから成ることを特徴とする請求項1乃至請求項3のいずれか1項に記載の合成樹脂製シャワー成形品。
【請求項5】キャビティが設けられた金型を備えた射出成形装置を使用して、キャビティ内に溶融した樹脂を射出した後、キャビティ内の溶融樹脂中に加圧流体を導入して、水又は温水の流路を構成する中空部をキャビティ内の樹脂中に形成することを特徴とする合成樹脂製シャワー成形品の成形方法。
【請求項6】加圧流体導入部が合成樹脂製シャワー成形品に形成される中空部の略軸線方向に配設され、そして溶融樹脂注入部が合成樹脂製シャワー成形品に形成される中空部の軸線と略直角方向に配設された金型を用いることを特徴とする請求項5に記載の合成樹脂製シャワー成形品の成形方法。
【請求項7】前記加圧流体導入部の近傍のキャビティの金型面に螺旋ネジ形成部が設けられている金型を用いることを特徴とする請求項6に記載の合成樹脂製シャワー成形品の成形方法。
【請求項8】樹脂はポリアセタールから成ることを特徴とする請求項5乃至請求項7のいずれか1項に記載の合成樹脂製シャワー成形品の成形方法。
【図1】


【図2】
【図2】
【公開番号】特開平8−140881
【公開日】平成8年(1996)6月4日
【国際特許分類】
【出願番号】特願平6−312783
【出願日】平成6年(1994)11月22日
【出願人】(000004466)三菱瓦斯化学株式会社 (1,281)
【出願人】(594137579)三菱エンジニアリングプラスチックス株式会社 (609)
【公開日】平成8年(1996)6月4日
【国際特許分類】
【出願日】平成6年(1994)11月22日
【出願人】(000004466)三菱瓦斯化学株式会社 (1,281)
【出願人】(594137579)三菱エンジニアリングプラスチックス株式会社 (609)
[ Back to top ]