
合成樹脂製ボトルのブロー成形方法
【課題】合成樹脂製ボトルの底部を均一に延伸することができて薄肉化と強度及び耐熱性の向上とを両立させることができ、しかも、比較的少ない工程数で低コストの合成樹脂製ボトルを得ることができる合成樹脂製ボトルのブロー成形方法を提供する。
【解決手段】底部金型17を第1の所定位置よりも下方の第2の所定位置に位置させた状態で、延伸膨出工程により、胴部金型16内のプリフォーム1aに内圧を付与し、下部を下方に膨出させた底部膨出部1cを有する中間成形体1bを形成させる。このとき、底部膨出部1cは、底部金型17に非接触或いはリブ成形部25の少なくとも一部を残して底部金型17に当接する。続いて底部成形工程により底部金型17を第2の所定位置から第1の所定位置に移動させ、底部膨出部1cを突き上げ、底リブ9を成形しつつ底凹部7を形成させる。
【解決手段】底部金型17を第1の所定位置よりも下方の第2の所定位置に位置させた状態で、延伸膨出工程により、胴部金型16内のプリフォーム1aに内圧を付与し、下部を下方に膨出させた底部膨出部1cを有する中間成形体1bを形成させる。このとき、底部膨出部1cは、底部金型17に非接触或いはリブ成形部25の少なくとも一部を残して底部金型17に当接する。続いて底部成形工程により底部金型17を第2の所定位置から第1の所定位置に移動させ、底部膨出部1cを突き上げ、底リブ9を成形しつつ底凹部7を形成させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ブロー成形金型に取り付けたプリフォームに内圧を付与して合成樹脂製ボトルをブロー成形する合成樹脂製ボトルのブロー成形方法に関する。
【背景技術】
【0002】
この種の合成樹脂製ボトルとして、例えばポリエチレンテレフタレート製のボトル(PETボトル)が知られている。従来、飲料用PETボトルは、底部に胴部の内部に向かって隆起する底凹部と、底凹部の外周に連設された環状の接地部とが設けられている。
【0003】
この種のボトルは、一般にブロー成形金型を用いてブロー成形される。ブロー成形金型は、ボトルに対応する形状の胴部成形部と、胴部成形部の下端に連続してボトルの底部に対応する形状の底部成形部とを備え、金型に取り付けた合成樹脂製プリフォームに内圧を付与することにより金型内部でプリフォームを延伸させるようになっている。
【0004】
ブロー成形金型によりプリフォームをブロー成形すると、得られたボトルの底部は、その底凹部が延伸の少ない比較的厚肉に形成され、特に底凹部の中央部とその近傍はプリフォームの元の肉厚に近い厚肉となる。即ち、金型の底部成形部は、底凹部に対応して金型の胴部成形部の内部に突出する形状である。
【0005】
このため、プリフォームの胴部が形成される部分ではブロー時に外方に引き伸ばされ十分に延伸されるが、プリフォームの底部が形成される部分は延伸途中に底部成形部に接して延伸が進まず、厚肉の状態で底部の形状に成形される。
【0006】
そして、このように形成されたボトルの底部は、比較的厚肉とされることによりその強度が保持できるものの、十分に延伸されず結晶化度が低いために耐熱性が低く、例えば、飲料を高温充填するホットパック時や、飲料を充填したPETボトルを店頭などでホットウオーマー等により加熱保管した場合に、底部に白化或は熱変形が生じるおそれがある。
【0007】
一方、近年では、PETボトルにおける材料費の削減や省資源の観点から薄肉軽量化が求められている。そこで、従来の合成樹脂製ボトルにおける薄肉軽量化を行う場合には、プリフォームの底部が形成される部分を予め薄肉としておくことで、ボトル底部を薄肉に形成することが考えられる。
【0008】
しかし、プリフォームの肉厚を調節して底部の薄肉軽量化を行った場合には、胴部の下端部や底部の接地部及びその近傍が過度に薄肉化され、底部全体を均一に薄肉化することが困難であった。そして、胴部の下端部や底部の接地部及びその近傍が過度に薄肉化されると、底部周縁部の強度が低下し、変形や破損が生じるおそれがある。
【0009】
また、耐熱性を付与するために、プリフォームを一次ブロー成形して、最終ボトル形状よりも大きな形状の第1中間体を形成し、次いで第1中間体を熱収縮させて最終ボトル形状よりも小さな形状の第2中間体を形成し、この第2中間体を二次ブロー成形して最終ボトル形状とするブロー成形方法が知られている(下記特許文献1参照)。
【0010】
しかし、この方法によると、一次ブロー成形用の金型と、二次ブロー成形用の金型とが必要となるだけでなく、工程数も多く、製造コストがかかる不都合がある。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平8−39656
【発明の概要】
【発明が解決しようとする課題】
【0012】
上記の点に鑑み、本発明は、合成樹脂製ボトルの底部を均一に延伸することができて薄肉化と強度及び耐熱性の向上とを両立させることができ、しかも、比較的少ない工程数で低コストの合成樹脂製ボトルを得ることができる合成樹脂製ボトルのブロー成形方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明は、合成樹脂製ボトルを合成樹脂製プリフォームからブロー成形する合成樹脂製ボトルのブロー成形方法に関するものである。本発明のブロー成形方法により、口部と、該口部の下方に連設された筒状の胴部と、該胴部の下部を閉塞する底部とを有し、前記底部は、前記胴部の内部に向かって椀状に隆起する底凹部と、該底凹部の中央部から該底凹部の周縁部に向かって放射状に延びる複数の底リブと、該底凹部の下端部に連設された環状の接地部と、該接地部の周縁部から湾曲して胴部の下端部に連なる湾曲周端部とを備える合成樹脂製ボトルが製造される。
【0014】
本発明のブロー成形方法においては、前記ボトルの前記胴部及び前記湾曲周端部の形状に対応する胴部成形部を有する胴部金型と、該胴部金型の下端部に上下動可能に設けられ、前記底凹部及び前記接地部の形状に対応すると共に前記底リブに対応するリブ成形部が設けられた底部成形部を有する底部金型とを備え、該底部金型が第1の所定位置にあるとき胴部成形部と底部金型とにより形成される内部形状が前記ボトルの最終賦形形状に対応するブロー成形金型が用いられる。
【0015】
そして、本発明は、前記底部金型を前記第1の所定位置よりも下方の第2の所定位置に位置させた状態で、前記胴部金型に取付けた前記プリフォームに内圧を付与して中間成形体を形成させると共に、胴部成形部の下端よりも下方に中間成形体の下部を膨出させることにより、前記底部成形部に非接触或いは前記リブ成形部の少なくとも一部を残して前記底部成形部に当接する底部膨出部を形成させる延伸膨出工程と、該延伸膨出工程に続いて前記中間成形体に内圧を付与した状態で、前記底部金型を第2の所定位置から第1の所定位置に移動させて前記底部膨出部を前記底部成形部に当接し、前記リブ成形部により底リブを成形しつつ前記底凹部及び接地部を形成させる底部成形工程とを備える。
【0016】
本発明のブロー成形方法によれば、上記構成により、ブロー成形金型内に取り付けたプリフォームに内圧を付与し、胴部及び底部の一部である湾曲周端部を形成させ、更に、プリフォームに内圧を付与した状態のまま底部膨出部を突き上げて底部の他部である底凹部及び接地部を成形する。
【0017】
底部金型が第1の所定位置に位置しているときには、胴部金型の胴部成形部と底部金型の底部成形部とが連続する成形面を形成し、この成形面がボトルの最終賦形形状に対応するものとなる。一方、底部金型が第2の所定位置に位置しているときには、底部金型の底部成形部が胴部金型の胴部成形部から離れて胴部成形部の下方に空間が生じる。そして、この空間を用いて底部膨出部を形成させる。底部膨出部は胴部の下方にドーム状に膨らみ、この際に延伸される。
【0018】
前記延伸膨出工程においては、下方に膨らんだ底部膨出部が前記底部金型の前記底部成形部に非接触或いは前記リブ成形部の少なくとも一部を残して前記底部成形部に当接する位置である第2の所定位置に該底部金型を位置させておく。即ち、下方に膨らんだ底部膨出部がリブ成形部の全部を覆わないようにする。こうすることにより、底部膨出部は底部成形部に接しているものの、最終底部形状にはならない。従って、底部膨出部が底部成形部に接触することによる延伸の進行停止を抑えることができる。
【0019】
前記底部成形工程では、底部金型を第2の所定位置から第1の所定位置に移動させ、底部膨出部を胴部の内方に突き上げる。これにより、底部膨出部は、胴部の内部に向かって椀状に隆起し底凹部が成形される。
【0020】
そして、底部金型の第2の所定位置から第1の所定位置への移動時には、中間成形体に内圧を付与した状態を維持することで、内圧が凹入途中の底部膨出部に付与され、底部膨出部がリブ成形部の凹凸形状に沿うときに更に引き伸ばされる。
【0021】
これにより、底凹部、底リブ、及び接地部が十分に且つ均一に延伸され、強度及び耐熱性が高く且つ薄肉化された底部を成形することができる。しかも、上記構成により中間成形体をブロー成形金型から取り外すことなく十分に延伸された胴部及び底部の成形が行えるので、工程数が少なく製造コストも低減することができる。
【0022】
また、本発明において、前記延伸膨出工程は、前記底部膨出部を、前記リブ成形部の延設方向の長さの50%以上を残して当接するように膨出させて形成することが好ましい。
【0023】
本発明者の知見によれば、前記延伸膨出工程で底部膨出部が前記リブ成形部の延設方向の長さの50%を超えて覆った状態となると、底部膨出部の底部が形成される部分が底部成形部のリブ成形部に接触することにより延伸の進行が阻害され、底部金型を第2の所定位置から第1の所定位置に移動させても、その後のリブ成形部に沿った底部膨出部の延伸が比較的小となる場合がある。そこで、延伸膨出工程においては、前記底部膨出部を、前記リブ成形部の延設方向の長さの50%以上を残して当接するようにすることで、底部膨出部の底部が形成される部分における延伸の進行が阻害されることを防止することができる。
【0024】
また、本発明の前記底部成形工程においては、前記底部金型を第2の所定位置から第1の所定位置に移動させる際に前記中間成形体に内圧を付与して前記ボトルの最終賦形を行うことが適している。
【0025】
底部金型が第1の所定位置に位置すると、胴部金型の胴部成形部と底部金型の底部成形部とが連続する成形面を形成し、この成形面がボトルの最終賦形形状に対応するものとなる。そして、底部金型の移動により中間成形体の内圧を上昇させることで、中間成形体の外周面をボトルの最終賦形形状に対応する成形面に確実に沿わせることができ、極めて容易に最終賦形形状のボトルを得ることができる。
【0026】
また、前記底部成形工程を行った後、最終賦形形状の少なくとも前記底部をヒートセット(即ち熱処理による形状安定化)するヒートセット工程を行ってもよい。これにより、最終賦形形状の少なくとも前記底部の耐熱性を向上させることができる。
【図面の簡単な説明】
【0027】
【図1】合成樹脂製ボトルを示す説明的断面図。
【図2】図1の合成樹脂製ボトルの底面図。
【図3】本発明の実施形態のブロー成形方法を示す説明図。
【図4】他の実施形態を示す説明的断面図。
【発明を実施するための形態】
【0028】
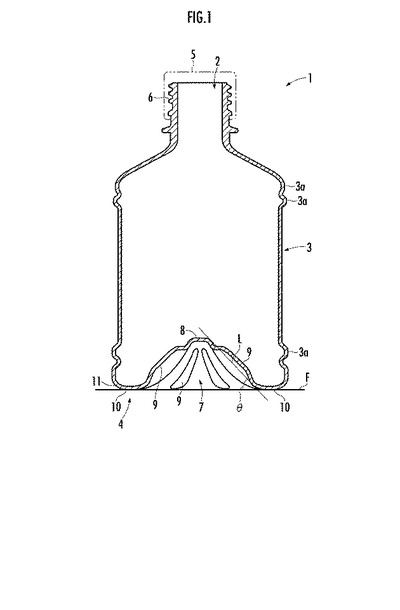
本実施形態の方法により製造される合成樹脂製ボトル1は、図1に示すように、口部2と、該口部2の下方に連設された筒状の胴部3と、該胴部3の下部を閉塞する底部4とを備えている。ボトル1は、射出成形されたポリエチレンテレフタレート樹脂製のプリフォーム1a(図3参照)からブロー成形され、これによって、胴部3及び底部4が二軸延伸された状態で形成されている。また、口部2の外周にはキャップ5(図1において二点鎖線で示す)を螺着するための螺着部6が形成されており、胴部3には、複数の胴部ビード3aが形成されている。
【0029】
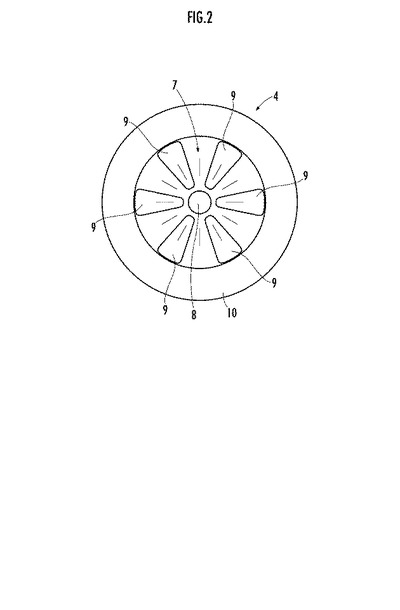
次に、ボトル1の底部4について詳しく説明する。図1に示すように、底部4は、胴部3の内部に向かって椀状に隆起する底凹部7と、底凹部7の中央に位置する底中央部8と、底中央部8の近傍から底凹部7の周縁部に向かって放射状に延びる複数の底リブ9と、底凹部7の下端部に連設さてボトル1を自立させるときに接地させる環状の接地部10と、接地部10の周縁部から外側上方に湾曲して胴部3の下端部に連なる湾曲周端部11とによって構成されている。
【0030】
そして、本実施形態の方法によって製造されるボトル1は、底凹部7全体が実質的に二軸延伸されることにより薄肉化され軽量化されており、且つ、強度、耐久性が向上したものとなっている。
【0031】
底凹部7の肉厚寸法は、0.15〜0.7mmの範囲(0.1mm〜0.9mmの範囲内であればよい)の何れかとされている。発明者の知見によれば、底凹部7の肉厚寸法が0.1mm未満であると、底部4の強度が不足し変形しやすくなり、ボトル1に過剰な内圧がかかった場合、底部4が変形することがある。また、底凹部7の肉厚寸法が0.9mmを超えると底部4の延伸倍率を大きくすることが困難であり、柔軟性に欠け、底部4における樹脂材料の分量が多くなって全樹脂量を一定とした場合、胴部3等への樹脂の分配量が減少して全体としてのボトル強度設計上、胴部3の強度が低下する。このことから、底凹部7の肉厚寸法を0.1mm〜0.9mmの範囲内とし、好ましくは0.15〜0.7mmの範囲の何れかとすることで、胴部3の肉厚配分を減少させることなく変形し難い底部4を形成することができる。
【0032】
また、底凹部7は、プリフォーム1aからブロー成形されたときの延伸倍率が、3〜20倍の範囲(2倍以上であればよい)とされている。発明者の知見によれば、底凹部7の延伸倍率が2倍未満であると、延伸が不十分であるため、底部4の強度が低下し、耐熱性を付与するためにヒートセットした場合、底部4が白化して、底部4の透明性が低下するので外観上も好ましくない。このことから、底凹部7の延伸倍率を2倍以上とし、好ましくは3〜20倍の範囲の何れかとすることで、底部4の強度の低下やヒートセットに伴う白化が確実に防止できる。
【0033】
更に、底凹部7の傾斜角度θ(接地部10の内縁側境界と底中央部8の外縁側境界とを結ぶ線Lと接地面Fとが交わる角度)は、40°〜70°の範囲(20°〜75°の範囲内であればよい)の何れかに設定されている。発明者の知見によれば、底凹部7の傾斜角度θが20°未満であると、内容物充填後のボトル1の内圧が過剰になった場合、底凹部7が外方へ突出或は変形しやすくなる。また、底凹部7の傾斜角度θが75°を超えると成形段階で底部4に大きな変形を強いることになり肉厚分布が不均一になり好ましくない。よって、底凹部7の傾斜角度θを20°〜75°の範囲内とし、好ましくは40°〜70°の範囲の何れかに設定することで、変形に対する強度が得られ且つ肉厚分布が均一な底凹部7を形成することができる。
【0034】
また、底リブ9は、底凹部7の幅寸法(接地部10側端縁と底中央部8の外縁側端縁との間の寸法)に対して50〜100%の長さを有して延設されており、底リブ9の深さ寸法は、1〜5mmの範囲の何れかに形成されている。更に、図2に示すように、底リブ9は6本(3〜11本の何れかが好ましい)放射状に等間隔に配設されている。発明者の知見によれば、底リブ9の長さが底凹部7の幅寸法の50%未満であるか、或いは、底リブ9が2本以下であると、底凹部7に変形しやすい平坦な部分が広く形成されて、底部4の強度が低下する。また、底リブ9が11本以下であると、底リブ9の間隔が狭くなり、十分な深さに底リブ9を形成することができず、これによっても底部4の強度が低下する。よって、底リブ9を底凹部7の幅寸法に対して50〜100%の長さとし、3〜11本設けることで、強度の高い底部4を形成することができる。
【0035】
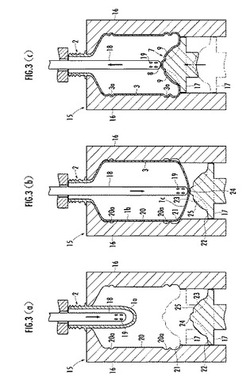
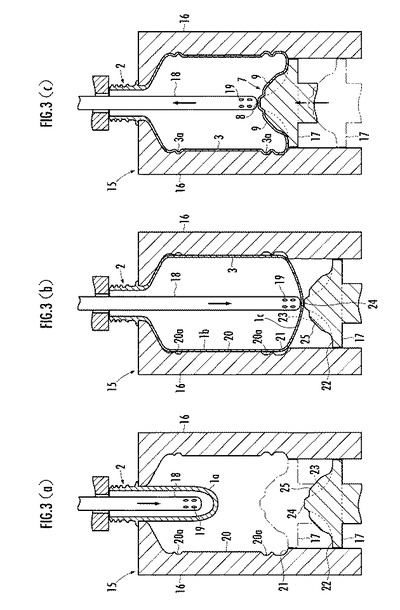
次に、本実施形態によるボトル1のブロー成形方法を説明する。ボトル1は、図3に模式的に示すように、ブロー成形用の金型15により成形される。該金型15は、胴部金型16と底部金型17とストレッチロッド18とを備えている。
【0036】
図3(a)に示すように、ストレッチロッド18は、金型15の内部に所定のストロークで侵入する。なお、ストレッチロッド18は、内部に中空の冷却空気流路を備え、その周壁には冷却空気を送出する複数のエア噴出口19を備えている。
【0037】
胴部金型16は、その内側に、胴部3に対応する胴部成形面20と、底部4の一部である湾曲周端部11に対応する湾曲周端部成形面21とを備えている。胴部成形面20と湾曲周端部成形面21とは連続して形成されており、本発明における胴部成形部を構成している。更に、胴部成形面20には、胴部ビード3aを成形するためのビード成形溝20aが形成されている。
【0038】
底部金型17は、外周部に接地部10に対応する接地部成形面22と、接地部成形面22の内側に底凹部7に対応する底凹部成形面23と、頂部に底中央部8に対応する平坦な底中央部成形面24を備えている。接地部成形面22、底凹部成形面23、及び底中央部成形面24は連続して形成されており、本発明における底部成形部を構成している。また、底凹部成形面23には、底リブ9に対応して突出するリブ成形凸部25(リブ成形部)が設けられている。
【0039】
そして、底部金型17は、図示しない昇降手段を備え、胴部金型16に対して昇降(上下動)されるようになっている。
【0040】
また、胴部金型16及び底部金型17には、図示しない加熱手段及び冷却手段が設けられており、適切に温度調節が行えるようになっている。
【0041】
金型15によるボトル1の成形においては、先ず、図3(a)に示すように、底部金型17を下降させて、底部金型17の頂部(本実施形態においては底中央部成形面24)を、胴部金型16の湾曲周端部成形面21の下端より下方に位置させる。このときの底部金型17の下降位置は本発明における第2の所定位置に相当する。
【0042】
次いで、図3(b)に示すように、加熱されたプリフォーム1aの口部2から加圧エアを供給し、加圧エアによる内圧上昇と、ストレッチロッド18による押し下げ引き伸ばしにより、二軸延伸された中間形状(金型15の内面への密着が不完全な状態での形状)の中間成形体1bが形成される。
【0043】
そして更に、中間成形体1bへの加圧エアの供給と共に、ストレッチロッド18による押し下げを続けると、底部金型17が上記位置に下降されていることにより、この空間において中間成形体1bの下部(底部4が成形される部分)がドーム状に下方に膨出して 延伸された底部膨出部1cが形成される(延伸膨出工程)。
【0044】
底部膨出部1cは、最終形状の底部4の形状を考慮した所定の大きさに膨出させるが、底部金型17の下降位置(本発明における第2の所定位置)は、所定の大きさに膨出した底部膨出部1cが、底部金型17の底中央部成形面24に接するように設定されている。
【0045】
次いで、図3(c)に示すように、中間成形体1bに内圧を付与した状態で、ストレッチロッド18を上昇させ、底部金型17を上昇させて、底部金型17の接地部成形面22の外周縁と胴部金型16の湾曲周端部成形面21の内周縁とを同一位置に合致させる。このときの底部金型17の上昇位置は本発明における第1の所定位置に相当する。
【0046】
これにより、底部金型17はその上昇に伴って底部膨出部1cを上方に突き上げ、底部4が成形される(底部成形工程)。このとき、底部金型17は中間成形体1bの内圧に抗して上昇し、底部膨出部1cが胴部3の内部に向かって隆起して底凹部7が成形されると共に、接地部成形面22により接地部10が成形される。同時に、底部膨出部1cが内圧によりリブ成形凸部25に押し付けられて延伸された底リブ9が成形され、肉厚が均一に延伸された底部4が成形される。
【0047】
そして、底部金型17を上昇させる工程時には、内圧が中間成形体1bの内部全体に付与されるので、金型15の内面への密着が不完全な状態であった中間成形体1bの胴部3が成形される部分が胴部成形面20に密着し、更に、中間成形体1bの胴部3がビード成形溝20aに沿った形状に確実に成形されて、胴部ビード3aを有する胴部3の最終賦形が行われる。
【0048】
その後、所望により金型15を加熱し、好ましくは胴部3と共に底部4をヒートセットする(ヒートセット工程)。これにより、底部4の形状が安定すると共に耐熱性が向上する。しかも、底部4は二軸延伸されていることにより、ヒートセットによる熱処理時に良好な透明度を維持し、良好な外観が維持される。
【0049】
なお、本実施形態の延伸膨出工程においては、図3(b)に示すように、底部膨出部1cが底部金型17の底中央部成形面24に接するまで膨出させた例を示したが、底部膨出部1cと底部金型17とは僅かに離間して非接触であってもよい。
【0050】
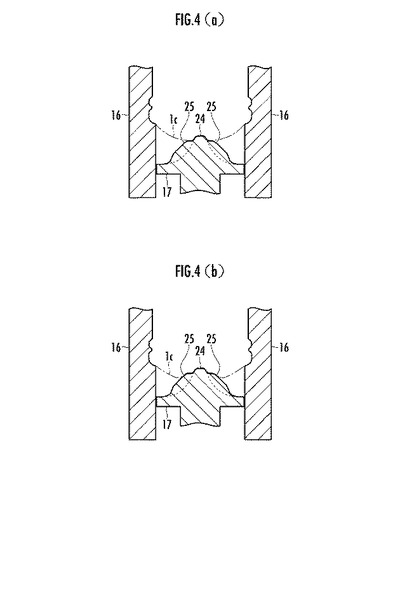
また、それ以外に、底部膨出部1cは、リブ成形凸部25の延設方向の長さの50%以上を残して当接するまで膨出させることができる。このとき、底部膨出部1cは、最終形状の底部4の形状を考慮した大きさに膨出させる必要があるので、底部膨出部1cを底部金型17の所望の位置まで当接させるときには、底部金型17の下降位置(第2の所定位置)を適宜設定することにより行われる。即ち、図4(a)に示すように、所定の大きさに膨出された底部膨出部1cが、底部金型17の底中央部成形面24と底凹部成形面23の上端の一部を僅かに覆う位置に、底部金型17を下降させておいてもよく、また、図4(b)に示すように、所定の大きさに膨出された底部膨出部1cが、底部金型17のリブ成形凸部25の延設方向の長さの50%近傍まで覆う位置に、底部金型17を下降させておいてもよい。これによっても、肉厚が均一に延伸された底部4を有するボトル1を成形することができる。
【0051】
また、本実施形態においては、胴部成形面20に胴部ビード3aを成形するためのビード成形溝20aを備える胴部金型16を示したが、胴部ビード3aを形成しない胴部3を成形する場合には、図示しないが、ビード成形溝20aを備えない胴部金型16を用いてもよい。
【符号の説明】
【0052】
1…合成樹脂製ボトル、1a…プリフォーム、1b…中間成形体、1c…底部膨出部、2…口部、3…胴部、4…底部、7…底凹部、9…底リブ、10…接地部、11…湾曲周端部、15…ブロー成形金型、16…胴部金型、17…底部金型、25…リブ成形凸部(リブ成形部)。
【技術分野】
【0001】
本発明は、ブロー成形金型に取り付けたプリフォームに内圧を付与して合成樹脂製ボトルをブロー成形する合成樹脂製ボトルのブロー成形方法に関する。
【背景技術】
【0002】
この種の合成樹脂製ボトルとして、例えばポリエチレンテレフタレート製のボトル(PETボトル)が知られている。従来、飲料用PETボトルは、底部に胴部の内部に向かって隆起する底凹部と、底凹部の外周に連設された環状の接地部とが設けられている。
【0003】
この種のボトルは、一般にブロー成形金型を用いてブロー成形される。ブロー成形金型は、ボトルに対応する形状の胴部成形部と、胴部成形部の下端に連続してボトルの底部に対応する形状の底部成形部とを備え、金型に取り付けた合成樹脂製プリフォームに内圧を付与することにより金型内部でプリフォームを延伸させるようになっている。
【0004】
ブロー成形金型によりプリフォームをブロー成形すると、得られたボトルの底部は、その底凹部が延伸の少ない比較的厚肉に形成され、特に底凹部の中央部とその近傍はプリフォームの元の肉厚に近い厚肉となる。即ち、金型の底部成形部は、底凹部に対応して金型の胴部成形部の内部に突出する形状である。
【0005】
このため、プリフォームの胴部が形成される部分ではブロー時に外方に引き伸ばされ十分に延伸されるが、プリフォームの底部が形成される部分は延伸途中に底部成形部に接して延伸が進まず、厚肉の状態で底部の形状に成形される。
【0006】
そして、このように形成されたボトルの底部は、比較的厚肉とされることによりその強度が保持できるものの、十分に延伸されず結晶化度が低いために耐熱性が低く、例えば、飲料を高温充填するホットパック時や、飲料を充填したPETボトルを店頭などでホットウオーマー等により加熱保管した場合に、底部に白化或は熱変形が生じるおそれがある。
【0007】
一方、近年では、PETボトルにおける材料費の削減や省資源の観点から薄肉軽量化が求められている。そこで、従来の合成樹脂製ボトルにおける薄肉軽量化を行う場合には、プリフォームの底部が形成される部分を予め薄肉としておくことで、ボトル底部を薄肉に形成することが考えられる。
【0008】
しかし、プリフォームの肉厚を調節して底部の薄肉軽量化を行った場合には、胴部の下端部や底部の接地部及びその近傍が過度に薄肉化され、底部全体を均一に薄肉化することが困難であった。そして、胴部の下端部や底部の接地部及びその近傍が過度に薄肉化されると、底部周縁部の強度が低下し、変形や破損が生じるおそれがある。
【0009】
また、耐熱性を付与するために、プリフォームを一次ブロー成形して、最終ボトル形状よりも大きな形状の第1中間体を形成し、次いで第1中間体を熱収縮させて最終ボトル形状よりも小さな形状の第2中間体を形成し、この第2中間体を二次ブロー成形して最終ボトル形状とするブロー成形方法が知られている(下記特許文献1参照)。
【0010】
しかし、この方法によると、一次ブロー成形用の金型と、二次ブロー成形用の金型とが必要となるだけでなく、工程数も多く、製造コストがかかる不都合がある。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平8−39656
【発明の概要】
【発明が解決しようとする課題】
【0012】
上記の点に鑑み、本発明は、合成樹脂製ボトルの底部を均一に延伸することができて薄肉化と強度及び耐熱性の向上とを両立させることができ、しかも、比較的少ない工程数で低コストの合成樹脂製ボトルを得ることができる合成樹脂製ボトルのブロー成形方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明は、合成樹脂製ボトルを合成樹脂製プリフォームからブロー成形する合成樹脂製ボトルのブロー成形方法に関するものである。本発明のブロー成形方法により、口部と、該口部の下方に連設された筒状の胴部と、該胴部の下部を閉塞する底部とを有し、前記底部は、前記胴部の内部に向かって椀状に隆起する底凹部と、該底凹部の中央部から該底凹部の周縁部に向かって放射状に延びる複数の底リブと、該底凹部の下端部に連設された環状の接地部と、該接地部の周縁部から湾曲して胴部の下端部に連なる湾曲周端部とを備える合成樹脂製ボトルが製造される。
【0014】
本発明のブロー成形方法においては、前記ボトルの前記胴部及び前記湾曲周端部の形状に対応する胴部成形部を有する胴部金型と、該胴部金型の下端部に上下動可能に設けられ、前記底凹部及び前記接地部の形状に対応すると共に前記底リブに対応するリブ成形部が設けられた底部成形部を有する底部金型とを備え、該底部金型が第1の所定位置にあるとき胴部成形部と底部金型とにより形成される内部形状が前記ボトルの最終賦形形状に対応するブロー成形金型が用いられる。
【0015】
そして、本発明は、前記底部金型を前記第1の所定位置よりも下方の第2の所定位置に位置させた状態で、前記胴部金型に取付けた前記プリフォームに内圧を付与して中間成形体を形成させると共に、胴部成形部の下端よりも下方に中間成形体の下部を膨出させることにより、前記底部成形部に非接触或いは前記リブ成形部の少なくとも一部を残して前記底部成形部に当接する底部膨出部を形成させる延伸膨出工程と、該延伸膨出工程に続いて前記中間成形体に内圧を付与した状態で、前記底部金型を第2の所定位置から第1の所定位置に移動させて前記底部膨出部を前記底部成形部に当接し、前記リブ成形部により底リブを成形しつつ前記底凹部及び接地部を形成させる底部成形工程とを備える。
【0016】
本発明のブロー成形方法によれば、上記構成により、ブロー成形金型内に取り付けたプリフォームに内圧を付与し、胴部及び底部の一部である湾曲周端部を形成させ、更に、プリフォームに内圧を付与した状態のまま底部膨出部を突き上げて底部の他部である底凹部及び接地部を成形する。
【0017】
底部金型が第1の所定位置に位置しているときには、胴部金型の胴部成形部と底部金型の底部成形部とが連続する成形面を形成し、この成形面がボトルの最終賦形形状に対応するものとなる。一方、底部金型が第2の所定位置に位置しているときには、底部金型の底部成形部が胴部金型の胴部成形部から離れて胴部成形部の下方に空間が生じる。そして、この空間を用いて底部膨出部を形成させる。底部膨出部は胴部の下方にドーム状に膨らみ、この際に延伸される。
【0018】
前記延伸膨出工程においては、下方に膨らんだ底部膨出部が前記底部金型の前記底部成形部に非接触或いは前記リブ成形部の少なくとも一部を残して前記底部成形部に当接する位置である第2の所定位置に該底部金型を位置させておく。即ち、下方に膨らんだ底部膨出部がリブ成形部の全部を覆わないようにする。こうすることにより、底部膨出部は底部成形部に接しているものの、最終底部形状にはならない。従って、底部膨出部が底部成形部に接触することによる延伸の進行停止を抑えることができる。
【0019】
前記底部成形工程では、底部金型を第2の所定位置から第1の所定位置に移動させ、底部膨出部を胴部の内方に突き上げる。これにより、底部膨出部は、胴部の内部に向かって椀状に隆起し底凹部が成形される。
【0020】
そして、底部金型の第2の所定位置から第1の所定位置への移動時には、中間成形体に内圧を付与した状態を維持することで、内圧が凹入途中の底部膨出部に付与され、底部膨出部がリブ成形部の凹凸形状に沿うときに更に引き伸ばされる。
【0021】
これにより、底凹部、底リブ、及び接地部が十分に且つ均一に延伸され、強度及び耐熱性が高く且つ薄肉化された底部を成形することができる。しかも、上記構成により中間成形体をブロー成形金型から取り外すことなく十分に延伸された胴部及び底部の成形が行えるので、工程数が少なく製造コストも低減することができる。
【0022】
また、本発明において、前記延伸膨出工程は、前記底部膨出部を、前記リブ成形部の延設方向の長さの50%以上を残して当接するように膨出させて形成することが好ましい。
【0023】
本発明者の知見によれば、前記延伸膨出工程で底部膨出部が前記リブ成形部の延設方向の長さの50%を超えて覆った状態となると、底部膨出部の底部が形成される部分が底部成形部のリブ成形部に接触することにより延伸の進行が阻害され、底部金型を第2の所定位置から第1の所定位置に移動させても、その後のリブ成形部に沿った底部膨出部の延伸が比較的小となる場合がある。そこで、延伸膨出工程においては、前記底部膨出部を、前記リブ成形部の延設方向の長さの50%以上を残して当接するようにすることで、底部膨出部の底部が形成される部分における延伸の進行が阻害されることを防止することができる。
【0024】
また、本発明の前記底部成形工程においては、前記底部金型を第2の所定位置から第1の所定位置に移動させる際に前記中間成形体に内圧を付与して前記ボトルの最終賦形を行うことが適している。
【0025】
底部金型が第1の所定位置に位置すると、胴部金型の胴部成形部と底部金型の底部成形部とが連続する成形面を形成し、この成形面がボトルの最終賦形形状に対応するものとなる。そして、底部金型の移動により中間成形体の内圧を上昇させることで、中間成形体の外周面をボトルの最終賦形形状に対応する成形面に確実に沿わせることができ、極めて容易に最終賦形形状のボトルを得ることができる。
【0026】
また、前記底部成形工程を行った後、最終賦形形状の少なくとも前記底部をヒートセット(即ち熱処理による形状安定化)するヒートセット工程を行ってもよい。これにより、最終賦形形状の少なくとも前記底部の耐熱性を向上させることができる。
【図面の簡単な説明】
【0027】
【図1】合成樹脂製ボトルを示す説明的断面図。
【図2】図1の合成樹脂製ボトルの底面図。
【図3】本発明の実施形態のブロー成形方法を示す説明図。
【図4】他の実施形態を示す説明的断面図。
【発明を実施するための形態】
【0028】
本実施形態の方法により製造される合成樹脂製ボトル1は、図1に示すように、口部2と、該口部2の下方に連設された筒状の胴部3と、該胴部3の下部を閉塞する底部4とを備えている。ボトル1は、射出成形されたポリエチレンテレフタレート樹脂製のプリフォーム1a(図3参照)からブロー成形され、これによって、胴部3及び底部4が二軸延伸された状態で形成されている。また、口部2の外周にはキャップ5(図1において二点鎖線で示す)を螺着するための螺着部6が形成されており、胴部3には、複数の胴部ビード3aが形成されている。
【0029】
次に、ボトル1の底部4について詳しく説明する。図1に示すように、底部4は、胴部3の内部に向かって椀状に隆起する底凹部7と、底凹部7の中央に位置する底中央部8と、底中央部8の近傍から底凹部7の周縁部に向かって放射状に延びる複数の底リブ9と、底凹部7の下端部に連設さてボトル1を自立させるときに接地させる環状の接地部10と、接地部10の周縁部から外側上方に湾曲して胴部3の下端部に連なる湾曲周端部11とによって構成されている。
【0030】
そして、本実施形態の方法によって製造されるボトル1は、底凹部7全体が実質的に二軸延伸されることにより薄肉化され軽量化されており、且つ、強度、耐久性が向上したものとなっている。
【0031】
底凹部7の肉厚寸法は、0.15〜0.7mmの範囲(0.1mm〜0.9mmの範囲内であればよい)の何れかとされている。発明者の知見によれば、底凹部7の肉厚寸法が0.1mm未満であると、底部4の強度が不足し変形しやすくなり、ボトル1に過剰な内圧がかかった場合、底部4が変形することがある。また、底凹部7の肉厚寸法が0.9mmを超えると底部4の延伸倍率を大きくすることが困難であり、柔軟性に欠け、底部4における樹脂材料の分量が多くなって全樹脂量を一定とした場合、胴部3等への樹脂の分配量が減少して全体としてのボトル強度設計上、胴部3の強度が低下する。このことから、底凹部7の肉厚寸法を0.1mm〜0.9mmの範囲内とし、好ましくは0.15〜0.7mmの範囲の何れかとすることで、胴部3の肉厚配分を減少させることなく変形し難い底部4を形成することができる。
【0032】
また、底凹部7は、プリフォーム1aからブロー成形されたときの延伸倍率が、3〜20倍の範囲(2倍以上であればよい)とされている。発明者の知見によれば、底凹部7の延伸倍率が2倍未満であると、延伸が不十分であるため、底部4の強度が低下し、耐熱性を付与するためにヒートセットした場合、底部4が白化して、底部4の透明性が低下するので外観上も好ましくない。このことから、底凹部7の延伸倍率を2倍以上とし、好ましくは3〜20倍の範囲の何れかとすることで、底部4の強度の低下やヒートセットに伴う白化が確実に防止できる。
【0033】
更に、底凹部7の傾斜角度θ(接地部10の内縁側境界と底中央部8の外縁側境界とを結ぶ線Lと接地面Fとが交わる角度)は、40°〜70°の範囲(20°〜75°の範囲内であればよい)の何れかに設定されている。発明者の知見によれば、底凹部7の傾斜角度θが20°未満であると、内容物充填後のボトル1の内圧が過剰になった場合、底凹部7が外方へ突出或は変形しやすくなる。また、底凹部7の傾斜角度θが75°を超えると成形段階で底部4に大きな変形を強いることになり肉厚分布が不均一になり好ましくない。よって、底凹部7の傾斜角度θを20°〜75°の範囲内とし、好ましくは40°〜70°の範囲の何れかに設定することで、変形に対する強度が得られ且つ肉厚分布が均一な底凹部7を形成することができる。
【0034】
また、底リブ9は、底凹部7の幅寸法(接地部10側端縁と底中央部8の外縁側端縁との間の寸法)に対して50〜100%の長さを有して延設されており、底リブ9の深さ寸法は、1〜5mmの範囲の何れかに形成されている。更に、図2に示すように、底リブ9は6本(3〜11本の何れかが好ましい)放射状に等間隔に配設されている。発明者の知見によれば、底リブ9の長さが底凹部7の幅寸法の50%未満であるか、或いは、底リブ9が2本以下であると、底凹部7に変形しやすい平坦な部分が広く形成されて、底部4の強度が低下する。また、底リブ9が11本以下であると、底リブ9の間隔が狭くなり、十分な深さに底リブ9を形成することができず、これによっても底部4の強度が低下する。よって、底リブ9を底凹部7の幅寸法に対して50〜100%の長さとし、3〜11本設けることで、強度の高い底部4を形成することができる。
【0035】
次に、本実施形態によるボトル1のブロー成形方法を説明する。ボトル1は、図3に模式的に示すように、ブロー成形用の金型15により成形される。該金型15は、胴部金型16と底部金型17とストレッチロッド18とを備えている。
【0036】
図3(a)に示すように、ストレッチロッド18は、金型15の内部に所定のストロークで侵入する。なお、ストレッチロッド18は、内部に中空の冷却空気流路を備え、その周壁には冷却空気を送出する複数のエア噴出口19を備えている。
【0037】
胴部金型16は、その内側に、胴部3に対応する胴部成形面20と、底部4の一部である湾曲周端部11に対応する湾曲周端部成形面21とを備えている。胴部成形面20と湾曲周端部成形面21とは連続して形成されており、本発明における胴部成形部を構成している。更に、胴部成形面20には、胴部ビード3aを成形するためのビード成形溝20aが形成されている。
【0038】
底部金型17は、外周部に接地部10に対応する接地部成形面22と、接地部成形面22の内側に底凹部7に対応する底凹部成形面23と、頂部に底中央部8に対応する平坦な底中央部成形面24を備えている。接地部成形面22、底凹部成形面23、及び底中央部成形面24は連続して形成されており、本発明における底部成形部を構成している。また、底凹部成形面23には、底リブ9に対応して突出するリブ成形凸部25(リブ成形部)が設けられている。
【0039】
そして、底部金型17は、図示しない昇降手段を備え、胴部金型16に対して昇降(上下動)されるようになっている。
【0040】
また、胴部金型16及び底部金型17には、図示しない加熱手段及び冷却手段が設けられており、適切に温度調節が行えるようになっている。
【0041】
金型15によるボトル1の成形においては、先ず、図3(a)に示すように、底部金型17を下降させて、底部金型17の頂部(本実施形態においては底中央部成形面24)を、胴部金型16の湾曲周端部成形面21の下端より下方に位置させる。このときの底部金型17の下降位置は本発明における第2の所定位置に相当する。
【0042】
次いで、図3(b)に示すように、加熱されたプリフォーム1aの口部2から加圧エアを供給し、加圧エアによる内圧上昇と、ストレッチロッド18による押し下げ引き伸ばしにより、二軸延伸された中間形状(金型15の内面への密着が不完全な状態での形状)の中間成形体1bが形成される。
【0043】
そして更に、中間成形体1bへの加圧エアの供給と共に、ストレッチロッド18による押し下げを続けると、底部金型17が上記位置に下降されていることにより、この空間において中間成形体1bの下部(底部4が成形される部分)がドーム状に下方に膨出して 延伸された底部膨出部1cが形成される(延伸膨出工程)。
【0044】
底部膨出部1cは、最終形状の底部4の形状を考慮した所定の大きさに膨出させるが、底部金型17の下降位置(本発明における第2の所定位置)は、所定の大きさに膨出した底部膨出部1cが、底部金型17の底中央部成形面24に接するように設定されている。
【0045】
次いで、図3(c)に示すように、中間成形体1bに内圧を付与した状態で、ストレッチロッド18を上昇させ、底部金型17を上昇させて、底部金型17の接地部成形面22の外周縁と胴部金型16の湾曲周端部成形面21の内周縁とを同一位置に合致させる。このときの底部金型17の上昇位置は本発明における第1の所定位置に相当する。
【0046】
これにより、底部金型17はその上昇に伴って底部膨出部1cを上方に突き上げ、底部4が成形される(底部成形工程)。このとき、底部金型17は中間成形体1bの内圧に抗して上昇し、底部膨出部1cが胴部3の内部に向かって隆起して底凹部7が成形されると共に、接地部成形面22により接地部10が成形される。同時に、底部膨出部1cが内圧によりリブ成形凸部25に押し付けられて延伸された底リブ9が成形され、肉厚が均一に延伸された底部4が成形される。
【0047】
そして、底部金型17を上昇させる工程時には、内圧が中間成形体1bの内部全体に付与されるので、金型15の内面への密着が不完全な状態であった中間成形体1bの胴部3が成形される部分が胴部成形面20に密着し、更に、中間成形体1bの胴部3がビード成形溝20aに沿った形状に確実に成形されて、胴部ビード3aを有する胴部3の最終賦形が行われる。
【0048】
その後、所望により金型15を加熱し、好ましくは胴部3と共に底部4をヒートセットする(ヒートセット工程)。これにより、底部4の形状が安定すると共に耐熱性が向上する。しかも、底部4は二軸延伸されていることにより、ヒートセットによる熱処理時に良好な透明度を維持し、良好な外観が維持される。
【0049】
なお、本実施形態の延伸膨出工程においては、図3(b)に示すように、底部膨出部1cが底部金型17の底中央部成形面24に接するまで膨出させた例を示したが、底部膨出部1cと底部金型17とは僅かに離間して非接触であってもよい。
【0050】
また、それ以外に、底部膨出部1cは、リブ成形凸部25の延設方向の長さの50%以上を残して当接するまで膨出させることができる。このとき、底部膨出部1cは、最終形状の底部4の形状を考慮した大きさに膨出させる必要があるので、底部膨出部1cを底部金型17の所望の位置まで当接させるときには、底部金型17の下降位置(第2の所定位置)を適宜設定することにより行われる。即ち、図4(a)に示すように、所定の大きさに膨出された底部膨出部1cが、底部金型17の底中央部成形面24と底凹部成形面23の上端の一部を僅かに覆う位置に、底部金型17を下降させておいてもよく、また、図4(b)に示すように、所定の大きさに膨出された底部膨出部1cが、底部金型17のリブ成形凸部25の延設方向の長さの50%近傍まで覆う位置に、底部金型17を下降させておいてもよい。これによっても、肉厚が均一に延伸された底部4を有するボトル1を成形することができる。
【0051】
また、本実施形態においては、胴部成形面20に胴部ビード3aを成形するためのビード成形溝20aを備える胴部金型16を示したが、胴部ビード3aを形成しない胴部3を成形する場合には、図示しないが、ビード成形溝20aを備えない胴部金型16を用いてもよい。
【符号の説明】
【0052】
1…合成樹脂製ボトル、1a…プリフォーム、1b…中間成形体、1c…底部膨出部、2…口部、3…胴部、4…底部、7…底凹部、9…底リブ、10…接地部、11…湾曲周端部、15…ブロー成形金型、16…胴部金型、17…底部金型、25…リブ成形凸部(リブ成形部)。
【特許請求の範囲】
【請求項1】
口部と、該口部の下方に連設された筒状の胴部と、該胴部の下部を閉塞する底部とを有し、前記底部は、前記胴部の内部に向かって椀状に隆起する底凹部と、該底凹部の中央部から該底凹部の周縁部に向かって放射状に延びる複数の底リブと、該底凹部の下端部に連設された環状の接地部と、該接地部の周縁部から湾曲して胴部の下端部に連なる湾曲周端部とを備える合成樹脂製ボトルを、合成樹脂製プリフォームからブロー成形する合成樹脂製ボトルのブロー成形方法であって、
前記ボトルの前記胴部及び前記湾曲周端部の形状に対応する胴部成形部を有する胴部金型と、該胴部金型の下端部に上下動可能に設けられ、前記底凹部及び前記接地部の形状に対応すると共に前記底リブに対応するリブ成形部が設けられた底部成形部を有する底部金型とを備え、該底部金型が第1の所定位置にあるとき胴部成形部と底部金型とにより形成される内部形状が前記ボトルの最終賦形形状に対応するブロー成形金型が用いられ、
前記底部金型を前記第1の所定位置よりも下方の第2の所定位置に位置させた状態で、前記胴部金型に取付けた前記プリフォームに内圧を付与して中間成形体を形成させると共に、胴部成形部の下端よりも下方に中間成形体の下部を膨出させることにより、前記底部成形部に非接触或いは前記リブ成形部の少なくとも一部を残して前記底部成形部に当接する底部膨出部を形成させる延伸膨出工程と、
該延伸膨出工程に続いて前記中間成形体に内圧を付与した状態で、前記底部金型を第2の所定位置から第1の所定位置に移動させて前記底部膨出部を前記底部成形部に当接し、前記リブ成形部により底リブを成形しつつ前記底凹部及び接地部を形成させる底部成形工程とを備えることを特徴とする合成樹脂製ボトルのブロー成形方法。
【請求項2】
前記延伸膨出工程は、前記底部膨出部を、前記リブ成形部の延設方向の長さの50%以上を残して当接するまで膨出させて形成することを特徴とする請求項1記載の合成樹脂製ボトルのブロー成形方法。
【請求項3】
前記底部成形工程においては、前記底部金型を第2の所定位置から第1の所定位置に移動させる際に前記中間成形体に内圧を付与して前記ボトルの最終賦形を行うことを特徴とする請求項1又は2記載の合成樹脂製ボトルのブロー成形方法。
【請求項4】
前記底部成形工程を行った後、最終賦形形状の少なくとも前記底部をヒートセットするヒートセット工程を備えることを特徴とする請求項1乃至3の何れか1項記載の合成樹脂製ボトルのブロー成形方法。
【請求項1】
口部と、該口部の下方に連設された筒状の胴部と、該胴部の下部を閉塞する底部とを有し、前記底部は、前記胴部の内部に向かって椀状に隆起する底凹部と、該底凹部の中央部から該底凹部の周縁部に向かって放射状に延びる複数の底リブと、該底凹部の下端部に連設された環状の接地部と、該接地部の周縁部から湾曲して胴部の下端部に連なる湾曲周端部とを備える合成樹脂製ボトルを、合成樹脂製プリフォームからブロー成形する合成樹脂製ボトルのブロー成形方法であって、
前記ボトルの前記胴部及び前記湾曲周端部の形状に対応する胴部成形部を有する胴部金型と、該胴部金型の下端部に上下動可能に設けられ、前記底凹部及び前記接地部の形状に対応すると共に前記底リブに対応するリブ成形部が設けられた底部成形部を有する底部金型とを備え、該底部金型が第1の所定位置にあるとき胴部成形部と底部金型とにより形成される内部形状が前記ボトルの最終賦形形状に対応するブロー成形金型が用いられ、
前記底部金型を前記第1の所定位置よりも下方の第2の所定位置に位置させた状態で、前記胴部金型に取付けた前記プリフォームに内圧を付与して中間成形体を形成させると共に、胴部成形部の下端よりも下方に中間成形体の下部を膨出させることにより、前記底部成形部に非接触或いは前記リブ成形部の少なくとも一部を残して前記底部成形部に当接する底部膨出部を形成させる延伸膨出工程と、
該延伸膨出工程に続いて前記中間成形体に内圧を付与した状態で、前記底部金型を第2の所定位置から第1の所定位置に移動させて前記底部膨出部を前記底部成形部に当接し、前記リブ成形部により底リブを成形しつつ前記底凹部及び接地部を形成させる底部成形工程とを備えることを特徴とする合成樹脂製ボトルのブロー成形方法。
【請求項2】
前記延伸膨出工程は、前記底部膨出部を、前記リブ成形部の延設方向の長さの50%以上を残して当接するまで膨出させて形成することを特徴とする請求項1記載の合成樹脂製ボトルのブロー成形方法。
【請求項3】
前記底部成形工程においては、前記底部金型を第2の所定位置から第1の所定位置に移動させる際に前記中間成形体に内圧を付与して前記ボトルの最終賦形を行うことを特徴とする請求項1又は2記載の合成樹脂製ボトルのブロー成形方法。
【請求項4】
前記底部成形工程を行った後、最終賦形形状の少なくとも前記底部をヒートセットするヒートセット工程を備えることを特徴とする請求項1乃至3の何れか1項記載の合成樹脂製ボトルのブロー成形方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−218722(P2011−218722A)
【公開日】平成23年11月4日(2011.11.4)
【国際特許分類】
【出願番号】特願2010−92300(P2010−92300)
【出願日】平成22年4月13日(2010.4.13)
【出願人】(505440295)北海製罐株式会社 (58)
【Fターム(参考)】
【公開日】平成23年11月4日(2011.11.4)
【国際特許分類】
【出願日】平成22年4月13日(2010.4.13)
【出願人】(505440295)北海製罐株式会社 (58)
【Fターム(参考)】
[ Back to top ]