
合成樹脂製ボトル搬送装置

【課題】合成樹脂製ボトルに生じた凹部を合成樹脂製ボトルの搬送時に修繕する。
【解決手段】合成樹脂製ボトル搬送装置(10)は、合成樹脂製ボトルを懸架するためのスリット(15)が長手方向に沿って形成された筒型ケーシング(11)と、筒型ケーシングのスリットに懸架された合成樹脂製ボトルの頭部に対して気体を噴出して、合成樹脂製ボトルを筒型ケーシングの長手方向に搬送する搬送手段(40)と、スリットに懸架された合成樹脂製ボトルの胴部を押付ける押付手段(20、30)とを具備する。押付手段は、合成樹脂製ボトルの胴部を押圧する弾性手段(26、36、28、38)を含んでも良い。
【解決手段】合成樹脂製ボトル搬送装置(10)は、合成樹脂製ボトルを懸架するためのスリット(15)が長手方向に沿って形成された筒型ケーシング(11)と、筒型ケーシングのスリットに懸架された合成樹脂製ボトルの頭部に対して気体を噴出して、合成樹脂製ボトルを筒型ケーシングの長手方向に搬送する搬送手段(40)と、スリットに懸架された合成樹脂製ボトルの胴部を押付ける押付手段(20、30)とを具備する。押付手段は、合成樹脂製ボトルの胴部を押圧する弾性手段(26、36、28、38)を含んでも良い。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数の空の合成樹脂製ボトル、例えばペットボトルを搬送する合成樹脂製ボトル搬送装置に関する。
【背景技術】
【0002】
合成樹脂製ボトル、例えばペットボトルは、各種の液体、例えばミネラルウォーター、茶飲料、清涼飲料を充填するために広範に利用されている。そのような液体を充填する工場においては、空の合成樹脂製ボトルが搬送装置によって液体の充填装置まで搬送され、次いで充填装置によって液体が合成樹脂製ボトルに充填される。
【0003】
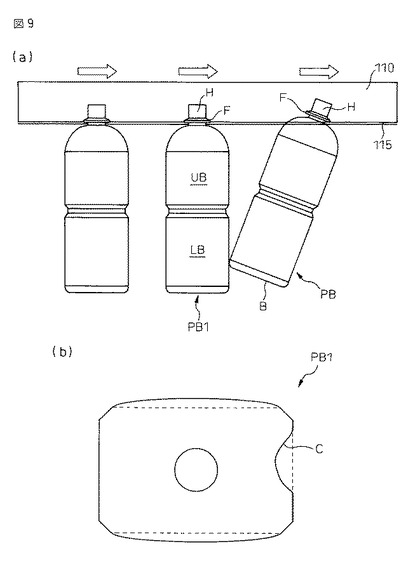
特許文献1においては、空の合成樹脂製ボトルを搬送する搬送装置が開示されている。図9(a)は、特許文献1に示されるような合成樹脂製ボトル搬送装置の側断面図である。そのような搬送装置は、水平方向に配置された角筒型ケーシング110と、この角筒型ケーシング110の側方内壁に備えられた複数の噴出孔(図示しない)とを含んでいる。角筒型ケーシング110の底部には、この角筒型ケーシング110の長手方向に延びるスリット115が形成されている。このスリット115は、合成樹脂製ボトルPBのネックフランジFを懸架するのに適した寸法である。
【0004】
複数の空の合成樹脂製ボトルPBのネックフランジFをスリット115に懸架させ、複数の噴出孔から空気を角筒型ケーシング110の長手方向に噴出させる。空気の噴出圧によって、複数の空の合成樹脂製ボトルPBは角筒型ケーシング110に沿って連続的に搬送される。
【特許文献1】特開2001−080731号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
噴出孔から噴出される空気流は合成樹脂製ボトルPBの頭部Hに衝突して合成樹脂製ボトルPBを搬送する。ネックフランジFが係合するスリット115とネックフランジFとが引っかかり、図9(a)に示されるように、合成樹脂製ボトルPBは、その頭部Hが底部Bよりも進行方向前方になるように傾斜する場合がある。特に、合成樹脂製ボトルPBの搬送速度が比較的高い場合には、合成樹脂製ボトルPBの傾斜が発生しやすくなる。
【0006】
合成樹脂製ボトルPBが傾斜する状態においては、その合成樹脂製ボトルPBの搬送速度は、その後方に位置する他の合成樹脂製ボトルPB1の搬送速度よりも小さくなるため、当該合成樹脂製ボトルPBの底部Bが前記他の合成樹脂製ボトルPB1の胴部に衝突する。このような場合には、図9(b)に示されるように、前記他の合成樹脂製ボトルPB1の胴部が内側に凹んで凹部Cが形成される。特に近年では、合成樹脂製ボトルPBが薄肉化しているので、空の合成樹脂製ボトルPBに凹部Cが形成されることが多い。
【0007】
そのような凹部Cが形成された合成樹脂製ボトルPB1は、外観検査において不合格であると判定される。従って、凹部Cが形成された合成樹脂製ボトルPB1は、液体を充填する前に修繕する必要がある。合成樹脂製ボトルPBの凹部Cを修繕するためには、例えば気体を合成樹脂製ボトルPB1内部に高圧で供給する手法が想定される。しかしながら、そのような手法は、搬送工程後に、気体供給工程を増やすだけでなく、気体を供給するための追加の費用を発生させる原因になる。
【0008】
本発明はこのような事情に鑑みてなされたものであり、合成樹脂製ボトルPBの一部分が凹んだ場合であっても、その凹部を合成樹脂製ボトルの搬送中に修繕した上で、搬送先、例えば液体の充填装置に搬送することのできる合成樹脂製ボトル搬送装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
前述した目的を達成するために1番目の発明によれば、合成樹脂製ボトルを懸架するためのスリットが長手方向に沿って形成された筒型ケーシングと、前記スリットに懸架された前記合成樹脂製ボトルの頭部に対して気体を噴出して、前記合成樹脂製ボトルを前記筒型ケーシングの前記長手方向に搬送する搬送手段と、前記スリットに懸架された前記合成樹脂製ボトルの胴部を押付ける押付手段とを具備する、合成樹脂製ボトル搬送装置が提供される。
【0010】
合成樹脂製ボトルの胴部の一部分に凹部が生じたときには、合成樹脂製ボトルの胴部の他の部分に凸部が形成されることになる。1番目の発明においては、合成樹脂製ボトルを押付けることにより、凸部が押込まれ、それにより、凹部を修繕することができる。押付手段の押付方向は、例えば筒型ケーシングの長手方向に対して垂直である。
【0011】
2番目の発明によれば、1番目の発明において、前記合成樹脂製ボトルの前記胴部は上方部分と下方部分とを含んでおり、前記押付手段は、前記合成樹脂製ボトルの胴部のうちの少なくとも下方部分を押付けるようにした。
合成樹脂製ボトルの下方部分において凹部が発生しやすいので、2番目の発明においては、比較的小型の押付手段であっても、そのような凹部を修繕できる。
【0012】
3番目の発明によれば、1番目の発明において、前記合成樹脂製ボトルの前記胴部は上方部分と下方部分とを含んでおり、前記押付手段は、前記合成樹脂製ボトルの胴部のうちの少なくとも上方部分を押付けるようにした。
すなわち3番目の発明においては、比較的小型の押付手段であっても、合成樹脂製ボトルの上方部分において発生した凹部を修繕できる。
【0013】
4番目の発明によれば、1番目から3番目のいずれかの発明において、前記押付手段は、前記スリットに懸架された前記合成樹脂製ボトルの一側に配置された第一ローラ対および該第一ローラ対に掛けられた第一ベルトと、前記スリットに懸架された前記合成樹脂製ボトルの他側に配置された第二ローラ対および該第二ローラ対に掛けられた第二ベルトとを含んでいるようにした。
すなわち4番目の発明においては、比較的簡易な構成により、合成樹脂製ボトルの胴部を広範に押付けて、合成樹脂製ボトルに生じた凹部を修繕でき、また、筒型ケーシングの長手方向に対して垂直な力を合成樹脂製ボトルに容易に与えることができる。
【0014】
5番目の発明によれば、4番目の発明において、前記スリットから懸架される前記合成樹脂製ボトルの側面が鉛直方向に対して傾斜しており、前記第一ローラ対の回転軸線および前記第二ローラ対の回転軸線のうちの少なくとも一方が前記合成樹脂製ボトルの前記側面に対して平行であるようにした。
すなわち5番目の発明においては、合成樹脂製ボトルの側面が傾斜している場合であっても、合成樹脂製ボトルの胴部を広範に押付けて、合成樹脂製ボトルに生じた凹部を修繕することができる。
【0015】
6番目の発明によれば、4番目または5番目の発明において、前記第一ローラ対の回転速度と前記第二ローラ対の回転速度とを互いに異ならせるようにした。
すなわち6番目の発明においては、断面が略円形である合成樹脂製ボトルが楕円状に変形した場合に、第一および第二のローラ対の回転速度の差によって合成樹脂製ボトルを自転させ、それにより、押付手段が合成樹脂製ボトルをその長軸方向に押付けるようにできる。
【0016】
7番目の発明によれば、1番目から3番目のいずれかの発明において、前記押付手段は、前記合成樹脂製ボトルの前記胴部を押圧する弾性手段を含む。
すなわち7番目の発明においては、比較的大型の凹部が形成された場合であっても、弾性手段を用いて合成樹脂製ボトルを押付けることにより、凹部を確実に修繕することができる。
【0017】
8番目の発明によれば、1番目から7番目のいずれかの発明において、前記押付手段は、前記筒型ケーシングの終端近傍に設けられるようにした。
すなわち8番目の発明によれば、合成樹脂製ボトルに生じた凹部を確実に修繕した上で、搬送先に合成樹脂製ボトルを搬送することができる。
【発明を実施するための最良の形態】
【0018】
以下、添付図面を参照して本発明の実施形態を説明する。以下の図面において同様の部材には同様の参照符号が付けられている。理解を容易にするために、これら図面は縮尺を適宜変更している。
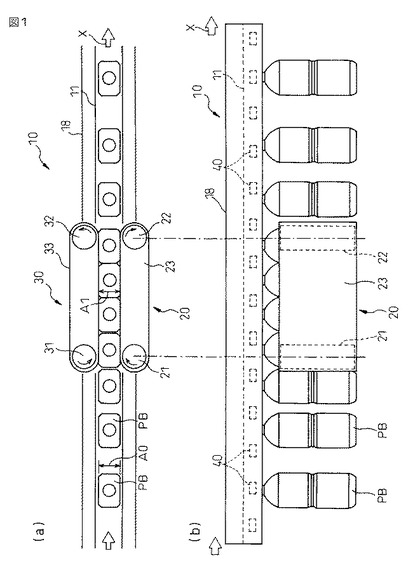
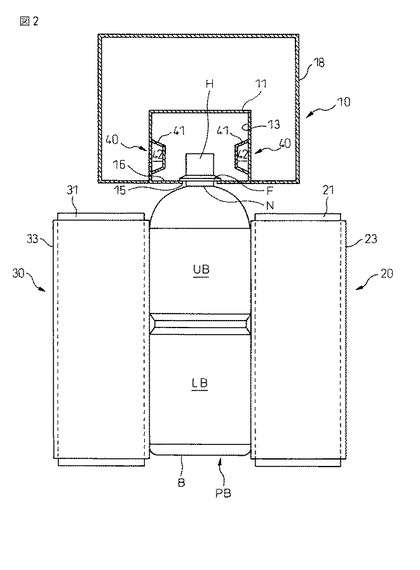
図1(a)は本発明に基づく合成樹脂製ボトル搬送装置の頂面図であり、図1(b)は図1(a)に示される合成樹脂製ボトル搬送装置の側面図である。さらに、図2は本発明の第一の実施形態に基づく合成樹脂製ボトル搬送装置の正面図である。
【0019】
これら図面に示される合成樹脂製ボトル搬送装置10は、複数の空の合成樹脂製ボトルPB、例えばペットボトルを搬送するのに使用される。第一の実施形態において、搬送される合成樹脂製ボトルPBは略直方体であり、断面が略矩形の胴部を備えている。図2に示されるように合成樹脂製ボトルPBの胴部は上方胴部UBおよび下方胴部LBを含んでいる。さらに、合成樹脂製ボトルPBの頭部Hと上方胴部UBとの間にはネックフランジFおよびネックNが配置されている。
【0020】
また、合成樹脂製ボトル搬送装置10は、断面が角筒型である筒型ケーシング11と、筒型ケーシング11を取囲む外部ケーシング18とを含んでいる。図1および図2などから分かるように、これら筒型ケーシング11および外部ケーシング18はその長手方向が水平になるように配置されている。また、図示されるように、筒型ケーシング11は底部16において外部ケーシング18と一体化している。
【0021】
図1(b)および図2から分かるように、筒型ケーシング11の両内側面13には複数の気体噴出部40が筒型ケーシング11の長手方向に等間隔で配置されている。これら気体噴出部40のそれぞれは内側面13から内側に膨出する膨出部41を備えている。膨出部41の前方端部には噴出孔42が形成されている。外部ケーシング18は図示しない空気源に接続されており、空気源からの空気は圧縮状態で外部ケーシング18内部に供給される。このため、外部ケーシング18内部の圧縮空気は噴出孔42から筒型ケーシング11内に図1(b)の矢印方向に噴出される。
【0022】
さらに、図2に示されるように、筒型ケーシング11の底部16には、筒型ケーシング11の長手方向に延びるスリット15が形成されている。スリット15の幅は、合成樹脂製ボトルPBのネックフランジFの直径よりも小さく、且つネックNの直径よりも大きい。このため、ネックフランジFを筒型ケーシング11の端部からスリット15に係合させると、合成樹脂製ボトルPBは筒型ケーシング11のスリット15から懸架されるようになる。
【0023】
このような合成樹脂製ボトル搬送装置10において複数の気体噴出部40の噴出孔42から空気を噴出させると、筒型ケーシング11の内部において空気の流れが筒型ケーシング11の長手方向に形成される。次いで、筒型ケーシング11のスリット15に空の合成樹脂製ボトルPBを係合させると、空気の流れが合成樹脂製ボトルPBの頭部Hに衝突し、それにより、合成樹脂製ボトルPBを筒型ケーシング11に沿って搬送方向Xに連続的に搬送させられる。
【0024】
本発明においては、図1(a)および図2等に示されるように、筒型ケーシング11から懸架された合成樹脂製ボトルPBの一側には押付部20が配置されている。押付部20は、鉛直方向に延びる回転軸線を備えた二つのローラ21、22と、これらローラ21、22に係合するエンドレスのベルト23とを含んでいる。押付部20のローラ21、22はそれぞれ所定の位置に配置されている。また、一方のローラ21は図示しないモータに接続されていて矢印方向に回転する。なお、ローラ21の代わりに、ローラ22が図示しないモータで回転されてもよく、ローラ21、22の両方がモータで回転されるようにしてもよい。また、他の実施形態においては、これらローラ21、22はモータで回転されなくてもよい。
【0025】
さらに、筒型ケーシング11から懸架された合成樹脂製ボトルPBの他側には押付部30が押付部20に対面して配置されている。押付部20と同様に、押付部30は、モータ(図示しない)に接続されたローラ31、32とベルト33とを含んでいる。ローラ21、31の回転速度およびベルト23、33の移動速度はモータ(図示しない)により調節される。なお、ベルト23、33の移動速度は、合成樹脂製ボトル搬送装置10により搬送される合成樹脂製ボトルPBの搬送速度よりも小さいものとする。
【0026】
図2に示されるように、これら押付部20、30の高さは、筒型ケーシング11から懸架された合成樹脂製ボトルPBの胴部(上方胴部UBおよび下方胴部LBの両方)に対応するように寸法決めされている。また、図1(a)を参照して分かるように、押付部20のベルト23と押付部30のベルト33との間の最短距離A1は、変形していない合成樹脂製ボトルPBの搬送方向Xに対して垂直な幅A0よりも小さい。
【0027】
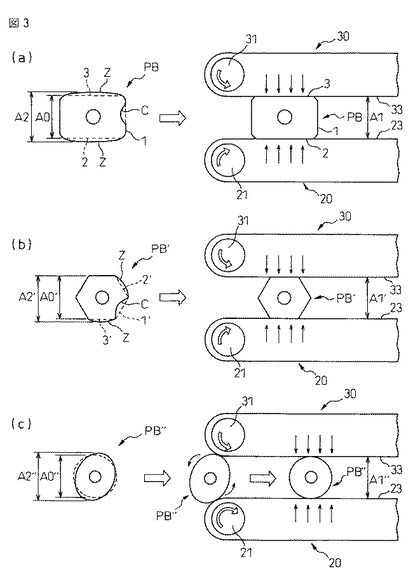
図3(a)は断面矩形の合成樹脂製ボトルを搬送する場合における合成樹脂製ボトル搬送装置の部分頂面図である。以下、図3(a)を参照しつつ、合成樹脂製ボトル搬送装置10の動作について説明する。
【0028】
断面が矩形である合成樹脂製ボトルPBが筒型ケーシング11に搬送されるときには、或る合成樹脂製ボトルPBが他の合成樹脂製ボトルPBに衝突する場合がある。このようなときには、搬送方向Xを向いた合成樹脂製ボトルPBの前面1に凹部Cが形成される。この場合には、図3(a)に示されるように、前面1に隣接する側面2、3には、凸部Zが凹部Cの寸法に応じてそれぞれ形成されるようになる。このような凸部Zにより、合成樹脂製ボトルPBの幅A0は幅A2まで増大される。
【0029】
次いで、合成樹脂製ボトルPBが押付部20、30まで搬送されると、合成樹脂製ボトルPBはローラ21、31の回転によってベルト23、33の間に引込まれる。前述したように、ベルト23とベルト33との間の最短距離A1は合成樹脂製ボトルPBの幅A0(および幅A2)よりも小さい。従って、合成樹脂製ボトルPBがベルト22、23の間に位置するときには、合成樹脂製ボトルPBの側面2、3はベルト23、33から搬送方向Xに対して垂直な押付力を受ける。なお、本願明細書において「垂直な押付力」とは、合成樹脂製ボトルPBの胴部に垂直に作用する力だけでなく、そのように垂直に作用する分力を含むあらゆる力を意味するものとする。
【0030】
このような押付力により凸部Zが押込まれ、このことに連動して、凹部Cも元に戻るようになる。そのような状態で合成樹脂製ボトルPBが押付けられ続けると、凹部Cおよび凸部Zは完全に修繕される。従って、合成樹脂製ボトルPBが押付部20、30から離脱するときには、前面1および側面2、3は平坦になり、合成樹脂製ボトルPBの幅A2は幅A0まで戻るようになる。ここで、押付部20、30は筒型ケーシング11の終端近傍に位置するのが望ましい。なお、「近傍」とは、合成樹脂製ボトルPBの凹部Cが修繕された後、搬送先に搬送されるまでの間に合成樹脂製ボトルPBが再度凹まない程度の距離のことである。
【0031】
図1等においては断面が矩形の合成樹脂製ボトルPBが示されているが、合成樹脂製ボトル搬送装置10により搬送される合成樹脂製ボトルの断面は矩形に限定されない。図3(b)は断面六角形の合成樹脂製ボトルを搬送する場合における合成樹脂製ボトル搬送装置の部分頂面図である。図3(b)に示されるように、断面六角形の合成樹脂製ボトルPB’が筒型ケーシング11に搬送されるときには、搬送方向X前方に位置する合成樹脂製ボトルPB’の面1’に凹部Cが衝突により形成され、面1’の隣接面2’、3’に凸部Zが形成される場合がある。
【0032】
この場合には、搬送方向Xに対して垂直な合成樹脂製ボトルPB’の幅A0’は幅A2’まで増大する。なお、この場合には、ベルト23、33の間の最短距離A1’は合成樹脂製ボトルPB’の幅A0’よりも小さく設定されているものとする。
【0033】
そのような合成樹脂製ボトルPB’がベルト23、33の間に引込まれると、合成樹脂製ボトルPB’には搬送方向Xに対して垂直な力が作用する。従って、押付部20により面3’の凸部Zが押込まれ、このことに連動して、面1’の凹部Cおよび面1’に隣接する他の面2’の凸部Zも元に戻るようになる。従って、前述したのと同様に、合成樹脂製ボトルPB’の面1’、2’、3’は平坦になり、合成樹脂製ボトルPB’の幅A2’は幅A0’まで戻るようになる。
【0034】
図3(c)は断面円形の合成樹脂製ボトルを搬送する場合における合成樹脂製ボトル搬送装置の部分頂面図である。図3(c)に示されるように、断面円形の合成樹脂製ボトルPB’’が筒型ケーシング11に搬送されるときには、合成樹脂製ボトルPB’’は衝突により楕円形に変形する場合がある。さらに、図3(c)においては、楕円形に変形した合成樹脂製ボトルPB’’の長軸が搬送方向Xに対して傾斜しており、合成樹脂製ボトルPB’’の幅A0’’は幅A2’’まで増大している。また、この場合には、ベルト23、33の間の最短距離A1’’は合成樹脂製ボトルPB’の幅A0’’よりも小さく設定されているものとする。
【0035】
このように楕円形に変形した合成樹脂製ボトルPBの長軸が搬送方向Xに対して傾斜している場合には、一方のローラ31の回転速度と他方のローラ21の回転速度とを変更すればよい。具体的には、合成樹脂製ボトルPB’’に先に接触するローラ31の回転速度を合成樹脂製ボトルPB’’に後で接触するローラ21の回転速度よりも小さくする。これにより、押付部20と押付部30との間に引込まれるときに合成樹脂製ボトルPB’’は自転するようになる。このため、合成樹脂製ボトルPB’’の長軸を搬送方向Xに対して垂直方向に向けられる。
【0036】
従って、合成樹脂製ボトルPB’’が押付部20、30によって押付けられる押付方向は、楕円形に変形した合成樹脂製ボトルPB’’の長軸方向に一致する。それゆえ、押付部20、30の押付作用によって合成樹脂製ボトルPB’’は円形になり、合成樹脂製ボトルPB’の幅A2’’も幅A0’’まで戻るようになる。このように、本発明においては、合成樹脂製ボトルの断面形状が異なる場合であっても、衝突により形成された凹部およびボトルの変形を修繕できるのが分かるであろう。
【0037】
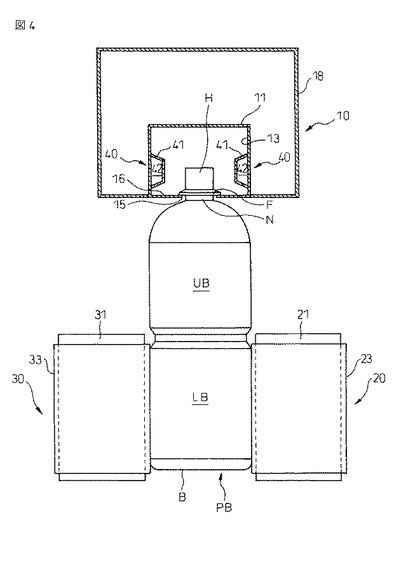
図2においては押付部20、30の高さは合成樹脂製ボトルPBの上方胴部UBおよび下方胴部LBの両方に対応するように寸法決めされている。図4に示される実施形態においては、押付部20、30の高さは、合成樹脂製ボトルPBの少なくとも下方胴部LBのみに対応するように寸法決めされる。図9(a)を参照して説明したように凹部Cは合成樹脂製ボトルPBの下方胴部LBに形成されやすいので、下方胴部LBのみに対応した比較的小型の押付部20、30であっても、凹部Cを修繕することが可能となる。
【0038】
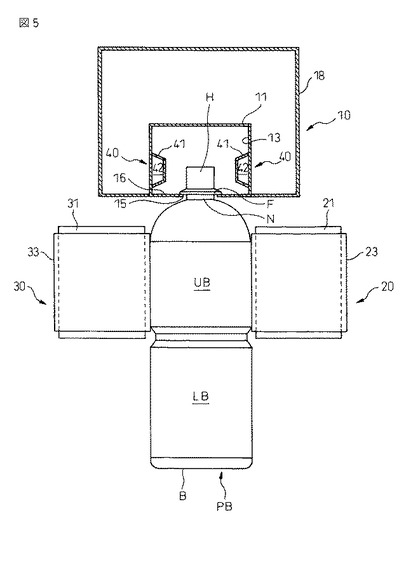
あるいは、図5に示されるように、押付部20、30の高さは、合成樹脂製ボトルPBの少なくとも上方胴部UBのみに対応するように寸法決めされていてもよい。このような場合には、比較的小型の押付部20、30であっても、合成樹脂製ボトルPBの上方胴部UBに形成された凹部Cを修繕することが可能となる。
【0039】
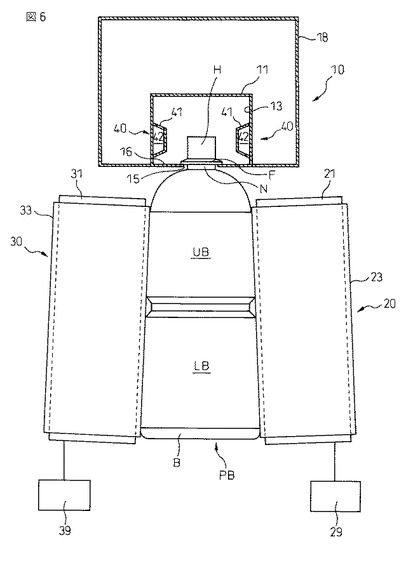
図6は本発明の第二の実施形態に基づく合成樹脂製ボトル搬送装置の正面図である。第二の実施形態において搬送される合成樹脂製ボトルPBはネックNから底部Bに向かって徐々に幅広になるように形成されている。従って、合成樹脂製ボトルPBがスリット15から懸架されると、図6に示されるように、合成樹脂製ボトルPBの側面は鉛直面に対して傾斜するようになる。
【0040】
第二の実施形態においては押付部20、30のそれぞれのローラ21、22、31、32の回転軸線は鉛直方向に対して傾斜されており、それにより、押付部20、30のベルト23、33が合成樹脂製ボトルPBの側面に対して平行になる。このようなローラ21等の傾斜作用は、ローラ21等に連結された調節機構部29、39により行うようにしてもよい。
【0041】
第二の実施形態においては、押付部20、30は傾斜した合成樹脂製ボトルPBの胴部の側面全体を両側から押付けることができる。それゆえ、合成樹脂製ボトルPBの側面が鉛直面に対して傾斜している場合であっても、合成樹脂製ボトルPBの凹部Cを修繕することが可能となる。
【0042】
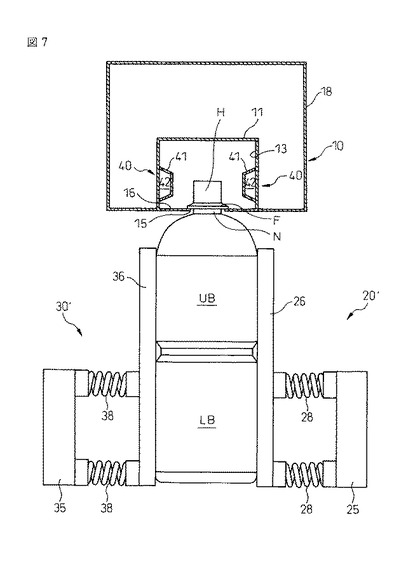
図7は本発明の第三の実施形態に基づく合成樹脂製ボトル搬送装置の正面図である。図7に示される押付部20’、30’は固定ブロック25、35と、合成樹脂製ボトルPBを押圧する押圧部材26、36とをそれぞれ含んでいる。これら固定ブロック25、35と押圧部材26、36との間には、弾性部材、例えばバネ28、38が配置されている。これらバネ28、38の弾性力は、合成樹脂製ボトルPBを押圧して凹部Cを修繕するのに十分に大きい。
【0043】
図7に示される実施形態においては、押圧部材26、36の高さは、筒型ケーシング11から懸架された合成樹脂製ボトルPBの胴部(上方胴部UBおよび下方胴部LBの両方)に対応するように寸法決めされている。
なお、押圧部材26、36の高さは、合成樹脂製ボトルPBの少なくとも下方胴部LBのみに対応するように寸法決めされていてもよく、あるいは少なくとも上方胴部UBのみに対応するように寸法決めされていてもよい。
【0044】
従って、第三の実施形態においては、合成樹脂製ボトルPBは、押付部20’、30’を通過するときに、バネ28、38によって押圧部材26、36から押圧される。これにより、合成樹脂製ボトルPBの凹部Cは前述したのと同様に修繕される。第三の実施形態においては、バネ28、38を取替えることによりこれらバネ28、38の弾性力を変更できる。従って、搬送時に形成されうる凹部Cが比較的小型である場合には、比較的弾性力の小さいバネ28、38を採用し、合成樹脂製ボトルPBに与える押付力を必要最小限に設定できる。同様に、形成される凹部Cが比較的大型である場合には比較的弾性力の大きいバネ28、38を採用し、凹部Cを確実に修繕することが可能となる。
【0045】
図8は本発明の第四の実施形態に基づく合成樹脂製ボトル搬送装置の正面図である。図8に示される押付部20”、30”は、固定ブロック25、35と、合成樹脂製ボトルPBを押圧する押圧部材26、36とをそれぞれ含んでいる。これら押圧部材26、36は、略円柱状のローラーから主に構成されており、例えばゴムなどの弾力性を有する弾性材によって形成されている。押圧部材26、36は、それぞれ回転軸x、y回りに回転可能な状態で固定ブロック25、35に取付けられている。
さらに、押圧部材26、36は、それ自体が弾力性を有するので、弾性部材としても機能する。これら押圧部材26、36の弾性力は、合成樹脂製ボトルPBを押圧して凹部Cを修繕するのに十分に大きい。なお、押付部20”、30”は、筒型ケーシング11に沿って少なくとも一つ配置されていれば足りるが、複数の押付部20”、30”を筒型ケーシング11に沿って離隔して配置してもよい。
【0046】
図8に示される実施形態においては、押圧部材26、36の高さは、筒型ケーシング11から懸架された合成樹脂製ボトルPBの胴部(上方胴部UBおよび下方胴部LBの両方)に対応するように寸法決めされている。
なお、押圧部材26、36の高さは、合成樹脂製ボトルPBの少なくとも下方胴部LBのみに対応するように寸法決めされていてもよく、あるいは少なくとも上方胴部UBのみに対応するように寸法決めされていてもよい。
【0047】
従って、第四の実施形態においては、合成樹脂製ボトルPBは、押付部20”、30”を通過するときに、弾力性を有する押圧部材26、36から押圧される。これにより、合成樹脂製ボトルPBの凹部Cは前述したのと同様に修繕される。
第四の実施形態においては、押圧部材26、36を取替えることによりこれら弾性部材の弾性力を変更できる。従って、搬送時に形成されうる凹部Cが比較的大型である場合には比較的弾性力の大きい押圧部材26、36を採用し、凹部Cを確実に修繕することが可能となる。さらに、前述した実施形態のいくつか適宜組み合わせることは本発明の範囲に含まれる。
【図面の簡単な説明】
【0048】
【図1】(a)本発明に基づく合成樹脂製ボトル搬送装置の頂面図である。(b)図1(a)に示される合成樹脂製ボトル搬送装置の側面図である。
【図2】本発明の第一の実施形態に基づく合成樹脂製ボトル搬送装置の正面図である。
【図3】(a)断面矩形の合成樹脂製ボトルを搬送する場合における合成樹脂製ボトル搬送装置の部分頂面図である。(b)断面略六角形の合成樹脂製ボトルを搬送する場合における合成樹脂製ボトル搬送装置の部分頂面図である。(c)断面円形の合成樹脂製ボトルを搬送する場合における合成樹脂製ボトル搬送装置の部分頂面図である。
【図4】本発明の第一の実施形態に基づく合成樹脂製ボトル搬送装置の他の正面図である。
【図5】本発明の第一の実施形態に基づく合成樹脂製ボトル搬送装置のさらに他の正面図である。
【図6】本発明の第二の実施形態に基づく合成樹脂製ボトル搬送装置の正面図である。
【図7】本発明の第三の実施形態に基づく合成樹脂製ボトル搬送装置の正面図である。
【図8】本発明の第四の実施形態に基づく合成樹脂製ボトル搬送装置の正面図である。
【図9】(a)従来技術における合成樹脂製ボトル搬送装置の一部分を示す側面図である。(b)凹部が形成された合成樹脂製ボトルの頂面図である。
【符号の説明】
【0049】
10 合成樹脂製ボトル搬送装置
11 筒型ケーシング
13 内側面
15 スリット
16 底部
18 外部ケーシング
20、30、20’、30’、20”、30” 押付部
21、22、31、32 ローラ
22、23 ベルト
25、35 固定ブロック
26、36 押圧部材
28、38 バネ
29、39 調節機構部
40 気体噴出部(搬送手段)
41 膨出部
42 噴出孔
C 凹部
F ネックフランジ
H 頭部
N ネック
PB 合成樹脂製ボトル
UB 上方胴部
LB 下方胴部
Z 凸部
【技術分野】
【0001】
本発明は、複数の空の合成樹脂製ボトル、例えばペットボトルを搬送する合成樹脂製ボトル搬送装置に関する。
【背景技術】
【0002】
合成樹脂製ボトル、例えばペットボトルは、各種の液体、例えばミネラルウォーター、茶飲料、清涼飲料を充填するために広範に利用されている。そのような液体を充填する工場においては、空の合成樹脂製ボトルが搬送装置によって液体の充填装置まで搬送され、次いで充填装置によって液体が合成樹脂製ボトルに充填される。
【0003】
特許文献1においては、空の合成樹脂製ボトルを搬送する搬送装置が開示されている。図9(a)は、特許文献1に示されるような合成樹脂製ボトル搬送装置の側断面図である。そのような搬送装置は、水平方向に配置された角筒型ケーシング110と、この角筒型ケーシング110の側方内壁に備えられた複数の噴出孔(図示しない)とを含んでいる。角筒型ケーシング110の底部には、この角筒型ケーシング110の長手方向に延びるスリット115が形成されている。このスリット115は、合成樹脂製ボトルPBのネックフランジFを懸架するのに適した寸法である。
【0004】
複数の空の合成樹脂製ボトルPBのネックフランジFをスリット115に懸架させ、複数の噴出孔から空気を角筒型ケーシング110の長手方向に噴出させる。空気の噴出圧によって、複数の空の合成樹脂製ボトルPBは角筒型ケーシング110に沿って連続的に搬送される。
【特許文献1】特開2001−080731号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
噴出孔から噴出される空気流は合成樹脂製ボトルPBの頭部Hに衝突して合成樹脂製ボトルPBを搬送する。ネックフランジFが係合するスリット115とネックフランジFとが引っかかり、図9(a)に示されるように、合成樹脂製ボトルPBは、その頭部Hが底部Bよりも進行方向前方になるように傾斜する場合がある。特に、合成樹脂製ボトルPBの搬送速度が比較的高い場合には、合成樹脂製ボトルPBの傾斜が発生しやすくなる。
【0006】
合成樹脂製ボトルPBが傾斜する状態においては、その合成樹脂製ボトルPBの搬送速度は、その後方に位置する他の合成樹脂製ボトルPB1の搬送速度よりも小さくなるため、当該合成樹脂製ボトルPBの底部Bが前記他の合成樹脂製ボトルPB1の胴部に衝突する。このような場合には、図9(b)に示されるように、前記他の合成樹脂製ボトルPB1の胴部が内側に凹んで凹部Cが形成される。特に近年では、合成樹脂製ボトルPBが薄肉化しているので、空の合成樹脂製ボトルPBに凹部Cが形成されることが多い。
【0007】
そのような凹部Cが形成された合成樹脂製ボトルPB1は、外観検査において不合格であると判定される。従って、凹部Cが形成された合成樹脂製ボトルPB1は、液体を充填する前に修繕する必要がある。合成樹脂製ボトルPBの凹部Cを修繕するためには、例えば気体を合成樹脂製ボトルPB1内部に高圧で供給する手法が想定される。しかしながら、そのような手法は、搬送工程後に、気体供給工程を増やすだけでなく、気体を供給するための追加の費用を発生させる原因になる。
【0008】
本発明はこのような事情に鑑みてなされたものであり、合成樹脂製ボトルPBの一部分が凹んだ場合であっても、その凹部を合成樹脂製ボトルの搬送中に修繕した上で、搬送先、例えば液体の充填装置に搬送することのできる合成樹脂製ボトル搬送装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
前述した目的を達成するために1番目の発明によれば、合成樹脂製ボトルを懸架するためのスリットが長手方向に沿って形成された筒型ケーシングと、前記スリットに懸架された前記合成樹脂製ボトルの頭部に対して気体を噴出して、前記合成樹脂製ボトルを前記筒型ケーシングの前記長手方向に搬送する搬送手段と、前記スリットに懸架された前記合成樹脂製ボトルの胴部を押付ける押付手段とを具備する、合成樹脂製ボトル搬送装置が提供される。
【0010】
合成樹脂製ボトルの胴部の一部分に凹部が生じたときには、合成樹脂製ボトルの胴部の他の部分に凸部が形成されることになる。1番目の発明においては、合成樹脂製ボトルを押付けることにより、凸部が押込まれ、それにより、凹部を修繕することができる。押付手段の押付方向は、例えば筒型ケーシングの長手方向に対して垂直である。
【0011】
2番目の発明によれば、1番目の発明において、前記合成樹脂製ボトルの前記胴部は上方部分と下方部分とを含んでおり、前記押付手段は、前記合成樹脂製ボトルの胴部のうちの少なくとも下方部分を押付けるようにした。
合成樹脂製ボトルの下方部分において凹部が発生しやすいので、2番目の発明においては、比較的小型の押付手段であっても、そのような凹部を修繕できる。
【0012】
3番目の発明によれば、1番目の発明において、前記合成樹脂製ボトルの前記胴部は上方部分と下方部分とを含んでおり、前記押付手段は、前記合成樹脂製ボトルの胴部のうちの少なくとも上方部分を押付けるようにした。
すなわち3番目の発明においては、比較的小型の押付手段であっても、合成樹脂製ボトルの上方部分において発生した凹部を修繕できる。
【0013】
4番目の発明によれば、1番目から3番目のいずれかの発明において、前記押付手段は、前記スリットに懸架された前記合成樹脂製ボトルの一側に配置された第一ローラ対および該第一ローラ対に掛けられた第一ベルトと、前記スリットに懸架された前記合成樹脂製ボトルの他側に配置された第二ローラ対および該第二ローラ対に掛けられた第二ベルトとを含んでいるようにした。
すなわち4番目の発明においては、比較的簡易な構成により、合成樹脂製ボトルの胴部を広範に押付けて、合成樹脂製ボトルに生じた凹部を修繕でき、また、筒型ケーシングの長手方向に対して垂直な力を合成樹脂製ボトルに容易に与えることができる。
【0014】
5番目の発明によれば、4番目の発明において、前記スリットから懸架される前記合成樹脂製ボトルの側面が鉛直方向に対して傾斜しており、前記第一ローラ対の回転軸線および前記第二ローラ対の回転軸線のうちの少なくとも一方が前記合成樹脂製ボトルの前記側面に対して平行であるようにした。
すなわち5番目の発明においては、合成樹脂製ボトルの側面が傾斜している場合であっても、合成樹脂製ボトルの胴部を広範に押付けて、合成樹脂製ボトルに生じた凹部を修繕することができる。
【0015】
6番目の発明によれば、4番目または5番目の発明において、前記第一ローラ対の回転速度と前記第二ローラ対の回転速度とを互いに異ならせるようにした。
すなわち6番目の発明においては、断面が略円形である合成樹脂製ボトルが楕円状に変形した場合に、第一および第二のローラ対の回転速度の差によって合成樹脂製ボトルを自転させ、それにより、押付手段が合成樹脂製ボトルをその長軸方向に押付けるようにできる。
【0016】
7番目の発明によれば、1番目から3番目のいずれかの発明において、前記押付手段は、前記合成樹脂製ボトルの前記胴部を押圧する弾性手段を含む。
すなわち7番目の発明においては、比較的大型の凹部が形成された場合であっても、弾性手段を用いて合成樹脂製ボトルを押付けることにより、凹部を確実に修繕することができる。
【0017】
8番目の発明によれば、1番目から7番目のいずれかの発明において、前記押付手段は、前記筒型ケーシングの終端近傍に設けられるようにした。
すなわち8番目の発明によれば、合成樹脂製ボトルに生じた凹部を確実に修繕した上で、搬送先に合成樹脂製ボトルを搬送することができる。
【発明を実施するための最良の形態】
【0018】
以下、添付図面を参照して本発明の実施形態を説明する。以下の図面において同様の部材には同様の参照符号が付けられている。理解を容易にするために、これら図面は縮尺を適宜変更している。
図1(a)は本発明に基づく合成樹脂製ボトル搬送装置の頂面図であり、図1(b)は図1(a)に示される合成樹脂製ボトル搬送装置の側面図である。さらに、図2は本発明の第一の実施形態に基づく合成樹脂製ボトル搬送装置の正面図である。
【0019】
これら図面に示される合成樹脂製ボトル搬送装置10は、複数の空の合成樹脂製ボトルPB、例えばペットボトルを搬送するのに使用される。第一の実施形態において、搬送される合成樹脂製ボトルPBは略直方体であり、断面が略矩形の胴部を備えている。図2に示されるように合成樹脂製ボトルPBの胴部は上方胴部UBおよび下方胴部LBを含んでいる。さらに、合成樹脂製ボトルPBの頭部Hと上方胴部UBとの間にはネックフランジFおよびネックNが配置されている。
【0020】
また、合成樹脂製ボトル搬送装置10は、断面が角筒型である筒型ケーシング11と、筒型ケーシング11を取囲む外部ケーシング18とを含んでいる。図1および図2などから分かるように、これら筒型ケーシング11および外部ケーシング18はその長手方向が水平になるように配置されている。また、図示されるように、筒型ケーシング11は底部16において外部ケーシング18と一体化している。
【0021】
図1(b)および図2から分かるように、筒型ケーシング11の両内側面13には複数の気体噴出部40が筒型ケーシング11の長手方向に等間隔で配置されている。これら気体噴出部40のそれぞれは内側面13から内側に膨出する膨出部41を備えている。膨出部41の前方端部には噴出孔42が形成されている。外部ケーシング18は図示しない空気源に接続されており、空気源からの空気は圧縮状態で外部ケーシング18内部に供給される。このため、外部ケーシング18内部の圧縮空気は噴出孔42から筒型ケーシング11内に図1(b)の矢印方向に噴出される。
【0022】
さらに、図2に示されるように、筒型ケーシング11の底部16には、筒型ケーシング11の長手方向に延びるスリット15が形成されている。スリット15の幅は、合成樹脂製ボトルPBのネックフランジFの直径よりも小さく、且つネックNの直径よりも大きい。このため、ネックフランジFを筒型ケーシング11の端部からスリット15に係合させると、合成樹脂製ボトルPBは筒型ケーシング11のスリット15から懸架されるようになる。
【0023】
このような合成樹脂製ボトル搬送装置10において複数の気体噴出部40の噴出孔42から空気を噴出させると、筒型ケーシング11の内部において空気の流れが筒型ケーシング11の長手方向に形成される。次いで、筒型ケーシング11のスリット15に空の合成樹脂製ボトルPBを係合させると、空気の流れが合成樹脂製ボトルPBの頭部Hに衝突し、それにより、合成樹脂製ボトルPBを筒型ケーシング11に沿って搬送方向Xに連続的に搬送させられる。
【0024】
本発明においては、図1(a)および図2等に示されるように、筒型ケーシング11から懸架された合成樹脂製ボトルPBの一側には押付部20が配置されている。押付部20は、鉛直方向に延びる回転軸線を備えた二つのローラ21、22と、これらローラ21、22に係合するエンドレスのベルト23とを含んでいる。押付部20のローラ21、22はそれぞれ所定の位置に配置されている。また、一方のローラ21は図示しないモータに接続されていて矢印方向に回転する。なお、ローラ21の代わりに、ローラ22が図示しないモータで回転されてもよく、ローラ21、22の両方がモータで回転されるようにしてもよい。また、他の実施形態においては、これらローラ21、22はモータで回転されなくてもよい。
【0025】
さらに、筒型ケーシング11から懸架された合成樹脂製ボトルPBの他側には押付部30が押付部20に対面して配置されている。押付部20と同様に、押付部30は、モータ(図示しない)に接続されたローラ31、32とベルト33とを含んでいる。ローラ21、31の回転速度およびベルト23、33の移動速度はモータ(図示しない)により調節される。なお、ベルト23、33の移動速度は、合成樹脂製ボトル搬送装置10により搬送される合成樹脂製ボトルPBの搬送速度よりも小さいものとする。
【0026】
図2に示されるように、これら押付部20、30の高さは、筒型ケーシング11から懸架された合成樹脂製ボトルPBの胴部(上方胴部UBおよび下方胴部LBの両方)に対応するように寸法決めされている。また、図1(a)を参照して分かるように、押付部20のベルト23と押付部30のベルト33との間の最短距離A1は、変形していない合成樹脂製ボトルPBの搬送方向Xに対して垂直な幅A0よりも小さい。
【0027】
図3(a)は断面矩形の合成樹脂製ボトルを搬送する場合における合成樹脂製ボトル搬送装置の部分頂面図である。以下、図3(a)を参照しつつ、合成樹脂製ボトル搬送装置10の動作について説明する。
【0028】
断面が矩形である合成樹脂製ボトルPBが筒型ケーシング11に搬送されるときには、或る合成樹脂製ボトルPBが他の合成樹脂製ボトルPBに衝突する場合がある。このようなときには、搬送方向Xを向いた合成樹脂製ボトルPBの前面1に凹部Cが形成される。この場合には、図3(a)に示されるように、前面1に隣接する側面2、3には、凸部Zが凹部Cの寸法に応じてそれぞれ形成されるようになる。このような凸部Zにより、合成樹脂製ボトルPBの幅A0は幅A2まで増大される。
【0029】
次いで、合成樹脂製ボトルPBが押付部20、30まで搬送されると、合成樹脂製ボトルPBはローラ21、31の回転によってベルト23、33の間に引込まれる。前述したように、ベルト23とベルト33との間の最短距離A1は合成樹脂製ボトルPBの幅A0(および幅A2)よりも小さい。従って、合成樹脂製ボトルPBがベルト22、23の間に位置するときには、合成樹脂製ボトルPBの側面2、3はベルト23、33から搬送方向Xに対して垂直な押付力を受ける。なお、本願明細書において「垂直な押付力」とは、合成樹脂製ボトルPBの胴部に垂直に作用する力だけでなく、そのように垂直に作用する分力を含むあらゆる力を意味するものとする。
【0030】
このような押付力により凸部Zが押込まれ、このことに連動して、凹部Cも元に戻るようになる。そのような状態で合成樹脂製ボトルPBが押付けられ続けると、凹部Cおよび凸部Zは完全に修繕される。従って、合成樹脂製ボトルPBが押付部20、30から離脱するときには、前面1および側面2、3は平坦になり、合成樹脂製ボトルPBの幅A2は幅A0まで戻るようになる。ここで、押付部20、30は筒型ケーシング11の終端近傍に位置するのが望ましい。なお、「近傍」とは、合成樹脂製ボトルPBの凹部Cが修繕された後、搬送先に搬送されるまでの間に合成樹脂製ボトルPBが再度凹まない程度の距離のことである。
【0031】
図1等においては断面が矩形の合成樹脂製ボトルPBが示されているが、合成樹脂製ボトル搬送装置10により搬送される合成樹脂製ボトルの断面は矩形に限定されない。図3(b)は断面六角形の合成樹脂製ボトルを搬送する場合における合成樹脂製ボトル搬送装置の部分頂面図である。図3(b)に示されるように、断面六角形の合成樹脂製ボトルPB’が筒型ケーシング11に搬送されるときには、搬送方向X前方に位置する合成樹脂製ボトルPB’の面1’に凹部Cが衝突により形成され、面1’の隣接面2’、3’に凸部Zが形成される場合がある。
【0032】
この場合には、搬送方向Xに対して垂直な合成樹脂製ボトルPB’の幅A0’は幅A2’まで増大する。なお、この場合には、ベルト23、33の間の最短距離A1’は合成樹脂製ボトルPB’の幅A0’よりも小さく設定されているものとする。
【0033】
そのような合成樹脂製ボトルPB’がベルト23、33の間に引込まれると、合成樹脂製ボトルPB’には搬送方向Xに対して垂直な力が作用する。従って、押付部20により面3’の凸部Zが押込まれ、このことに連動して、面1’の凹部Cおよび面1’に隣接する他の面2’の凸部Zも元に戻るようになる。従って、前述したのと同様に、合成樹脂製ボトルPB’の面1’、2’、3’は平坦になり、合成樹脂製ボトルPB’の幅A2’は幅A0’まで戻るようになる。
【0034】
図3(c)は断面円形の合成樹脂製ボトルを搬送する場合における合成樹脂製ボトル搬送装置の部分頂面図である。図3(c)に示されるように、断面円形の合成樹脂製ボトルPB’’が筒型ケーシング11に搬送されるときには、合成樹脂製ボトルPB’’は衝突により楕円形に変形する場合がある。さらに、図3(c)においては、楕円形に変形した合成樹脂製ボトルPB’’の長軸が搬送方向Xに対して傾斜しており、合成樹脂製ボトルPB’’の幅A0’’は幅A2’’まで増大している。また、この場合には、ベルト23、33の間の最短距離A1’’は合成樹脂製ボトルPB’の幅A0’’よりも小さく設定されているものとする。
【0035】
このように楕円形に変形した合成樹脂製ボトルPBの長軸が搬送方向Xに対して傾斜している場合には、一方のローラ31の回転速度と他方のローラ21の回転速度とを変更すればよい。具体的には、合成樹脂製ボトルPB’’に先に接触するローラ31の回転速度を合成樹脂製ボトルPB’’に後で接触するローラ21の回転速度よりも小さくする。これにより、押付部20と押付部30との間に引込まれるときに合成樹脂製ボトルPB’’は自転するようになる。このため、合成樹脂製ボトルPB’’の長軸を搬送方向Xに対して垂直方向に向けられる。
【0036】
従って、合成樹脂製ボトルPB’’が押付部20、30によって押付けられる押付方向は、楕円形に変形した合成樹脂製ボトルPB’’の長軸方向に一致する。それゆえ、押付部20、30の押付作用によって合成樹脂製ボトルPB’’は円形になり、合成樹脂製ボトルPB’の幅A2’’も幅A0’’まで戻るようになる。このように、本発明においては、合成樹脂製ボトルの断面形状が異なる場合であっても、衝突により形成された凹部およびボトルの変形を修繕できるのが分かるであろう。
【0037】
図2においては押付部20、30の高さは合成樹脂製ボトルPBの上方胴部UBおよび下方胴部LBの両方に対応するように寸法決めされている。図4に示される実施形態においては、押付部20、30の高さは、合成樹脂製ボトルPBの少なくとも下方胴部LBのみに対応するように寸法決めされる。図9(a)を参照して説明したように凹部Cは合成樹脂製ボトルPBの下方胴部LBに形成されやすいので、下方胴部LBのみに対応した比較的小型の押付部20、30であっても、凹部Cを修繕することが可能となる。
【0038】
あるいは、図5に示されるように、押付部20、30の高さは、合成樹脂製ボトルPBの少なくとも上方胴部UBのみに対応するように寸法決めされていてもよい。このような場合には、比較的小型の押付部20、30であっても、合成樹脂製ボトルPBの上方胴部UBに形成された凹部Cを修繕することが可能となる。
【0039】
図6は本発明の第二の実施形態に基づく合成樹脂製ボトル搬送装置の正面図である。第二の実施形態において搬送される合成樹脂製ボトルPBはネックNから底部Bに向かって徐々に幅広になるように形成されている。従って、合成樹脂製ボトルPBがスリット15から懸架されると、図6に示されるように、合成樹脂製ボトルPBの側面は鉛直面に対して傾斜するようになる。
【0040】
第二の実施形態においては押付部20、30のそれぞれのローラ21、22、31、32の回転軸線は鉛直方向に対して傾斜されており、それにより、押付部20、30のベルト23、33が合成樹脂製ボトルPBの側面に対して平行になる。このようなローラ21等の傾斜作用は、ローラ21等に連結された調節機構部29、39により行うようにしてもよい。
【0041】
第二の実施形態においては、押付部20、30は傾斜した合成樹脂製ボトルPBの胴部の側面全体を両側から押付けることができる。それゆえ、合成樹脂製ボトルPBの側面が鉛直面に対して傾斜している場合であっても、合成樹脂製ボトルPBの凹部Cを修繕することが可能となる。
【0042】
図7は本発明の第三の実施形態に基づく合成樹脂製ボトル搬送装置の正面図である。図7に示される押付部20’、30’は固定ブロック25、35と、合成樹脂製ボトルPBを押圧する押圧部材26、36とをそれぞれ含んでいる。これら固定ブロック25、35と押圧部材26、36との間には、弾性部材、例えばバネ28、38が配置されている。これらバネ28、38の弾性力は、合成樹脂製ボトルPBを押圧して凹部Cを修繕するのに十分に大きい。
【0043】
図7に示される実施形態においては、押圧部材26、36の高さは、筒型ケーシング11から懸架された合成樹脂製ボトルPBの胴部(上方胴部UBおよび下方胴部LBの両方)に対応するように寸法決めされている。
なお、押圧部材26、36の高さは、合成樹脂製ボトルPBの少なくとも下方胴部LBのみに対応するように寸法決めされていてもよく、あるいは少なくとも上方胴部UBのみに対応するように寸法決めされていてもよい。
【0044】
従って、第三の実施形態においては、合成樹脂製ボトルPBは、押付部20’、30’を通過するときに、バネ28、38によって押圧部材26、36から押圧される。これにより、合成樹脂製ボトルPBの凹部Cは前述したのと同様に修繕される。第三の実施形態においては、バネ28、38を取替えることによりこれらバネ28、38の弾性力を変更できる。従って、搬送時に形成されうる凹部Cが比較的小型である場合には、比較的弾性力の小さいバネ28、38を採用し、合成樹脂製ボトルPBに与える押付力を必要最小限に設定できる。同様に、形成される凹部Cが比較的大型である場合には比較的弾性力の大きいバネ28、38を採用し、凹部Cを確実に修繕することが可能となる。
【0045】
図8は本発明の第四の実施形態に基づく合成樹脂製ボトル搬送装置の正面図である。図8に示される押付部20”、30”は、固定ブロック25、35と、合成樹脂製ボトルPBを押圧する押圧部材26、36とをそれぞれ含んでいる。これら押圧部材26、36は、略円柱状のローラーから主に構成されており、例えばゴムなどの弾力性を有する弾性材によって形成されている。押圧部材26、36は、それぞれ回転軸x、y回りに回転可能な状態で固定ブロック25、35に取付けられている。
さらに、押圧部材26、36は、それ自体が弾力性を有するので、弾性部材としても機能する。これら押圧部材26、36の弾性力は、合成樹脂製ボトルPBを押圧して凹部Cを修繕するのに十分に大きい。なお、押付部20”、30”は、筒型ケーシング11に沿って少なくとも一つ配置されていれば足りるが、複数の押付部20”、30”を筒型ケーシング11に沿って離隔して配置してもよい。
【0046】
図8に示される実施形態においては、押圧部材26、36の高さは、筒型ケーシング11から懸架された合成樹脂製ボトルPBの胴部(上方胴部UBおよび下方胴部LBの両方)に対応するように寸法決めされている。
なお、押圧部材26、36の高さは、合成樹脂製ボトルPBの少なくとも下方胴部LBのみに対応するように寸法決めされていてもよく、あるいは少なくとも上方胴部UBのみに対応するように寸法決めされていてもよい。
【0047】
従って、第四の実施形態においては、合成樹脂製ボトルPBは、押付部20”、30”を通過するときに、弾力性を有する押圧部材26、36から押圧される。これにより、合成樹脂製ボトルPBの凹部Cは前述したのと同様に修繕される。
第四の実施形態においては、押圧部材26、36を取替えることによりこれら弾性部材の弾性力を変更できる。従って、搬送時に形成されうる凹部Cが比較的大型である場合には比較的弾性力の大きい押圧部材26、36を採用し、凹部Cを確実に修繕することが可能となる。さらに、前述した実施形態のいくつか適宜組み合わせることは本発明の範囲に含まれる。
【図面の簡単な説明】
【0048】
【図1】(a)本発明に基づく合成樹脂製ボトル搬送装置の頂面図である。(b)図1(a)に示される合成樹脂製ボトル搬送装置の側面図である。
【図2】本発明の第一の実施形態に基づく合成樹脂製ボトル搬送装置の正面図である。
【図3】(a)断面矩形の合成樹脂製ボトルを搬送する場合における合成樹脂製ボトル搬送装置の部分頂面図である。(b)断面略六角形の合成樹脂製ボトルを搬送する場合における合成樹脂製ボトル搬送装置の部分頂面図である。(c)断面円形の合成樹脂製ボトルを搬送する場合における合成樹脂製ボトル搬送装置の部分頂面図である。
【図4】本発明の第一の実施形態に基づく合成樹脂製ボトル搬送装置の他の正面図である。
【図5】本発明の第一の実施形態に基づく合成樹脂製ボトル搬送装置のさらに他の正面図である。
【図6】本発明の第二の実施形態に基づく合成樹脂製ボトル搬送装置の正面図である。
【図7】本発明の第三の実施形態に基づく合成樹脂製ボトル搬送装置の正面図である。
【図8】本発明の第四の実施形態に基づく合成樹脂製ボトル搬送装置の正面図である。
【図9】(a)従来技術における合成樹脂製ボトル搬送装置の一部分を示す側面図である。(b)凹部が形成された合成樹脂製ボトルの頂面図である。
【符号の説明】
【0049】
10 合成樹脂製ボトル搬送装置
11 筒型ケーシング
13 内側面
15 スリット
16 底部
18 外部ケーシング
20、30、20’、30’、20”、30” 押付部
21、22、31、32 ローラ
22、23 ベルト
25、35 固定ブロック
26、36 押圧部材
28、38 バネ
29、39 調節機構部
40 気体噴出部(搬送手段)
41 膨出部
42 噴出孔
C 凹部
F ネックフランジ
H 頭部
N ネック
PB 合成樹脂製ボトル
UB 上方胴部
LB 下方胴部
Z 凸部
【特許請求の範囲】
【請求項1】
合成樹脂製ボトルを懸架するためのスリットが長手方向に沿って形成された筒型ケーシングと、
前記スリットに懸架された前記合成樹脂製ボトルの頭部に対して気体を噴出して、前記合成樹脂製ボトルを前記筒型ケーシングの前記長手方向に搬送する搬送手段と、
前記スリットに懸架された前記合成樹脂製ボトルの胴部を押付ける押付手段とを具備する、合成樹脂製ボトル搬送装置。
【請求項2】
前記合成樹脂製ボトルの前記胴部は上方部分と下方部分とを含んでおり、
前記押付手段は、前記合成樹脂製ボトルの胴部のうちの少なくとも下方部分を押付けるようにした請求項1に記載の合成樹脂製ボトル搬送装置。
【請求項3】
前記合成樹脂製ボトルの前記胴部は上方部分と下方部分とを含んでおり、
前記押付手段は、前記合成樹脂製ボトルの胴部のうちの少なくとも上方部分を押付けるようにした請求項1に記載の合成樹脂製ボトル搬送装置。
【請求項4】
前記押付手段は、前記スリットに懸架された前記合成樹脂製ボトルの一側に配置された第一ローラ対および該第一ローラ対に掛けられた第一ベルトと、前記スリットに懸架された前記合成樹脂製ボトルの他側に配置された第二ローラ対および該第二ローラ対に掛けられた第二ベルトとを含んでいる、
請求項1から3のいずれか一項に記載の合成樹脂製ボトル搬送装置。
【請求項5】
前記スリットから懸架される前記合成樹脂製ボトルの側面が鉛直方向に対して傾斜しており、
前記第一ローラ対の回転軸線および前記第二ローラ対の回転軸線のうちの少なくとも一方が前記合成樹脂製ボトルの前記側面に対して平行であるようにした請求項4に記載の合成樹脂製ボトル搬送装置。
【請求項6】
前記第一ローラ対の回転速度と前記第二ローラ対の回転速度とを互いに異ならせるようにした請求項4または5に記載の合成樹脂製ボトル搬送装置。
【請求項7】
前記押付手段は、前記合成樹脂製ボトルの前記胴部を押圧する弾性手段を含む請求項1から3のいずれか一項に記載の合成樹脂製ボトル搬送装置。
【請求項8】
前記押付手段は、前記筒型ケーシングの終端近傍に設けられた、請求項1から7のいずれか一項に記載の合成樹脂製ボトル搬送装置。
【請求項1】
合成樹脂製ボトルを懸架するためのスリットが長手方向に沿って形成された筒型ケーシングと、
前記スリットに懸架された前記合成樹脂製ボトルの頭部に対して気体を噴出して、前記合成樹脂製ボトルを前記筒型ケーシングの前記長手方向に搬送する搬送手段と、
前記スリットに懸架された前記合成樹脂製ボトルの胴部を押付ける押付手段とを具備する、合成樹脂製ボトル搬送装置。
【請求項2】
前記合成樹脂製ボトルの前記胴部は上方部分と下方部分とを含んでおり、
前記押付手段は、前記合成樹脂製ボトルの胴部のうちの少なくとも下方部分を押付けるようにした請求項1に記載の合成樹脂製ボトル搬送装置。
【請求項3】
前記合成樹脂製ボトルの前記胴部は上方部分と下方部分とを含んでおり、
前記押付手段は、前記合成樹脂製ボトルの胴部のうちの少なくとも上方部分を押付けるようにした請求項1に記載の合成樹脂製ボトル搬送装置。
【請求項4】
前記押付手段は、前記スリットに懸架された前記合成樹脂製ボトルの一側に配置された第一ローラ対および該第一ローラ対に掛けられた第一ベルトと、前記スリットに懸架された前記合成樹脂製ボトルの他側に配置された第二ローラ対および該第二ローラ対に掛けられた第二ベルトとを含んでいる、
請求項1から3のいずれか一項に記載の合成樹脂製ボトル搬送装置。
【請求項5】
前記スリットから懸架される前記合成樹脂製ボトルの側面が鉛直方向に対して傾斜しており、
前記第一ローラ対の回転軸線および前記第二ローラ対の回転軸線のうちの少なくとも一方が前記合成樹脂製ボトルの前記側面に対して平行であるようにした請求項4に記載の合成樹脂製ボトル搬送装置。
【請求項6】
前記第一ローラ対の回転速度と前記第二ローラ対の回転速度とを互いに異ならせるようにした請求項4または5に記載の合成樹脂製ボトル搬送装置。
【請求項7】
前記押付手段は、前記合成樹脂製ボトルの前記胴部を押圧する弾性手段を含む請求項1から3のいずれか一項に記載の合成樹脂製ボトル搬送装置。
【請求項8】
前記押付手段は、前記筒型ケーシングの終端近傍に設けられた、請求項1から7のいずれか一項に記載の合成樹脂製ボトル搬送装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2009−107838(P2009−107838A)
【公開日】平成21年5月21日(2009.5.21)
【国際特許分類】
【出願番号】特願2008−84838(P2008−84838)
【出願日】平成20年3月27日(2008.3.27)
【出願人】(000001904)サントリー酒類株式会社 (319)
【Fターム(参考)】
【公開日】平成21年5月21日(2009.5.21)
【国際特許分類】
【出願日】平成20年3月27日(2008.3.27)
【出願人】(000001904)サントリー酒類株式会社 (319)
【Fターム(参考)】
[ Back to top ]