
合成樹脂製二重容器及びその製造方法
【課題】従来の二重容器やデラミボトルにおける制約や難点を解消するものであり、外殻を形成する外容体と減容変形機能を発揮する内容体からなる二重容器において外容体の口筒部を広口にする等の形状的な制約を小さくし、外容体と内容体の簡略な組付け固定を可能とする合成樹脂製二重容器を提供する。
【解決手段】合成樹脂製二重容器において、外容体11と内容体21は共に合成樹脂製のブロー成形壜体で、内容体は、肩部23から底部25にかけての部分を萎み変形が自在に薄肉に成形したものであり、また内容体は、肩部から底部にかけての部分を萎み状、あるいは押潰し状に縮径変形させて外容体の口筒部12を通して、内部に挿入後、前記縮径変形部分を膨出状に元の形状に復元させたものであり、外容体から内容体が抜け出し不能に、内容体の肩部が外容体の肩部13に下方から係止する構成とする。
【解決手段】合成樹脂製二重容器において、外容体11と内容体21は共に合成樹脂製のブロー成形壜体で、内容体は、肩部23から底部25にかけての部分を萎み変形が自在に薄肉に成形したものであり、また内容体は、肩部から底部にかけての部分を萎み状、あるいは押潰し状に縮径変形させて外容体の口筒部12を通して、内部に挿入後、前記縮径変形部分を膨出状に元の形状に復元させたものであり、外容体から内容体が抜け出し不能に、内容体の肩部が外容体の肩部13に下方から係止する構成とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、外殻を形成する外容体の内側に内容体を配設した合成樹脂製二重容器及びその製造方法に関する。
【背景技術】
【0002】
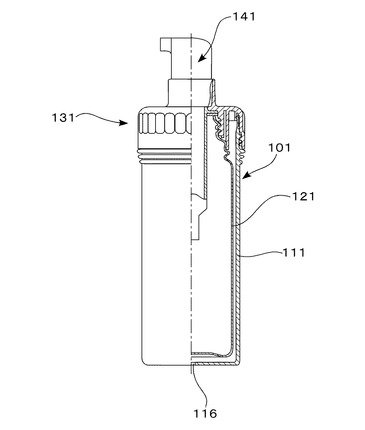
特許文献1には、別途成形した合成樹脂製の外容体と内容体を組み合せた二重容器に係る発明が記載されており、図8は、特許文献1中、実施例として記載される二重容器を利用したポンプ付き注出容器を一部縦断して示す側面図である。
この注出容器は、外殻を形成する有底円筒状の外容体111とブロー成形による内容体121から成る二重容器101を容器本体として利用するものであり、この二重容器101に、外容体111と内容体121を上端部で組付き固定する組付きキャップ131および注出ポンプ141を配設したものであり、内容体121の円筒状の胴部は萎み変形自在に薄肉に形成されている。
【0003】
上記の二重容器101を利用した注出容器では、注出ポンプ141により内容液を注出すると、内容液の減少分だけ内容体121の薄肉の胴部が萎み状に減容変形し、外部から空気が進入せず、内容液の品質の低下を抑制でき、あるいは内容液の鮮度を長期間維持することができる。(以下、内容液の減少分だけ萎み状に減容変形する機能を、減容変形機能と記す。)
また、大きな空気溜りができないので容器の姿勢に拠らず安定した注出を達成することができる。
ここで、内容体121が減容変形した分、外容体111の底部に形成された吸気孔116から外容体111と内容体121の間に外気が進入する。
【0004】
ただ、図8に示したような二重容器101では、外容体111と内容体121を別途成形後、内容体121を外容体111の内側に配設する必要があるので、外容体111の口筒部を広口にする等、形状面での制約がある。また、外容体111と内容体121の口筒部の間にかなりの隙間があるのでその上端部を液密状に組付け固定する組付きキャップ131の構造が複雑になる、と云う難点がある。
【0005】
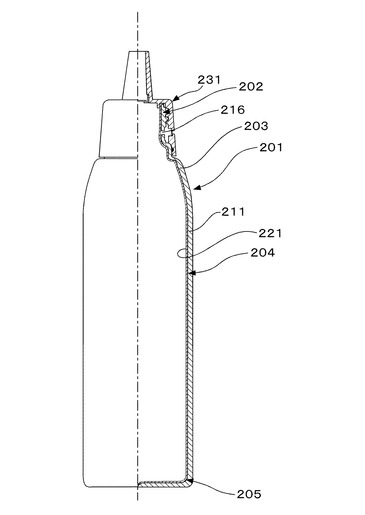
一方、特許文献2には外殻を形成する外層と、この外層に剥離自在に積層し、萎み変形可能に内袋体を形成する内層とから成る合成樹脂製ブロー成形壜体、所謂、デラミボトルを容器本体として利用した注出容器についての記載がある。
図9は特許文献2中、実施例として記載される注出容器の半縦断側面図であり、壜体201(デラミボトル)の口筒部202に逆止弁を備えた注出キャップ231を配設したものである。
【0006】
壜体201は、外層と内層に相互に接着性のないポリエチレン樹脂とナイロン樹脂を使用し、この外層と内層を積層したパリソンを共押出成形により成形してブロー成形したものであり、口筒部202、肩部203、円筒状の胴部204、底部205を有し、外殻を形成する外層211と、この外層211に剥離自在に積層し、減容変形機能を発揮する内層221から構成されている。
【0007】
壜体201を手でスクイズ状に押圧して内容液を注出すると、吸気孔216から外層211と内層221の間に外部の空気が導入され、内層221はスクイズ状に変形したままの形状を保持しつつ、外層211がその復元力により元の形状に復帰するようにしたもので、内容液をほぼ全量使い切ることができると共に、逆止弁の作用効果も相俟って、内層221中に外部から空気が進入しないように構成し、内容液の品質の低下を抑制することができる。
なお、図9の例はデラミボトルをスクイズタイプの注出容器に利用したものであるが、この種のデラミボトルは図8に示す二重容器と同様に、手動押下げ式ポンプを配設したポンプ付き注出容器にも利用することができる。
【0008】
そして、この種のデラミボトルでは、外層と内層を積層したパリソンを共押出成形により成形してブロー成形するので、図8の二重容器の場合のように、外容体の内部に内容体を配設することに起因する形状面での制約や、外容体と内容体を組付け固定する必要もなく、注出容器の容器本体として便利に使用することができる。
ただ、外層と内層には相互に接着性のない合成樹脂を使用し共押出成形によりパリソンを成形する必要があり、使用する合成樹脂あるいは成形方法について制約がある。また、外層と内層に異種の合成樹脂を使用するため、使用後の分別回収が難しいと云う難点がある。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2004−352327号公報
【特許文献2】特開2003−72864号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、外容体と減容変形機能を有する内容体からなる二重容器を基にして、上記した従来の二重容器やデラミボトルにおける制約や難点を解消しようとするものであり、その技術的な課題は外殻を形成する外容体と減容変形機能を発揮する内容体からなる二重容器において外容体の口筒部を広口にする等の形状的な制約を小さくすると共に、外容体と内容体の簡略な組付け固定が可能な構成を創出する、ことにある。
【課題を解決するための手段】
【0011】
本発明は合成樹脂製二重容器とその製造方法係るものであり、まず本発明の合成樹脂製二重容器について説明し、次に本発明の製造方法について説明する。
本発明の合成樹脂製二重容器の主たる構成は、
外殻を形成する外容体と内容液を収納する内容体とから構成される合成樹脂製二重容器において、
外容体と内容体は共に合成樹脂製のブロー成形壜体で、それぞれ口筒部、テーパー筒状の肩部、筒状の胴部及び底部を有し、
内容体は、肩部から底部にかけての部分を萎み変形が自在に薄肉に成形したものであり、
また内容体は、肩部から底部にかけての部分を萎み状、あるいは押潰し状に縮径変形させて外容体の口筒部を通してこの外容体の内部に挿入後、前記縮径変形部分を膨出状に元の形状に復元させたものであり、
外容体から内容体が抜け出し不能に、内容体の肩部が外容体の肩部に下方から係止する構成とする、と云うものである。
【0012】
上記構成の二重容器は、内容体を肩部から底部にかけての部分を萎み変形が自在に薄肉に成形したものとして減容変形機能を有する注出容器の容器本体として使用することができる。
ブロー成形品である内容体は肩部から底部にかけての部分を萎み変形自在に薄肉にしたことにより、肩部から底部にかけての部分を容易に、萎み状あるいは押潰し状に縮径変形することができ、この縮径の程度を外容体の口筒部の内径以下とすることにより、内容体を底部から、外容体の口筒部を通して外容体の内部に挿入することができる。
そして、その後内容体の口筒部から圧空を吹き込む等の膨らまし工程により、縮径変形部分を膨出状に復元することにより、内容体を元の形状にして二重容器が形成される。
【0013】
また、内容体の肩部が外容体の肩部に下方から係止する構成とすることにより、内容体の外容体からの抜け出しを確実に防止することができる。
また、内容体の口筒部が外容体の口筒部に略内接するようにしておけば、近接した両口筒部を利用して、外容体と内容体を容易に液密状あるいは気密状に組付き固定することができる。
すなわち、上記構成の二重容器によれば、従来の二重容器にあった、外容体の口筒部の口径を、内容体の胴部の径より大きくする必要があると云う制約、さらには外容体と内容体の簡略な組付け固定が困難であると云う難点を解消することが可能となる。
【0014】
本発明の合成樹脂製二重容器のさらに他の構成は、上記主たる構成において、内容体の口筒部の上端に外鍔状にフランジを周設し、このフランジが外容体の口筒部の上端面に係止する構成とする、と云うものである。
【0015】
上記構成によれば、内容体の外容体への挿入限界を決めることができる。
また、外容体の口筒部に螺合組付きする組付きキャップ等を利用して、フランジを口筒部の上端面に押し付けることにより、内容体を外容体にしっかりと、さらには液密状あるいは気密状にも組付け固定することができる。
【0016】
本発明の合成樹脂製二重容器のさらに他の構成は、上記主たる構成において、内容体の口筒部、肩部、胴部及び底部がそれぞれ外容体の口筒部、肩部、胴部及び底部に略内接する構成とする、と云うものである。
【0017】
上記構成によれば、外容体と内容体からなる二重容器を基にして、デラミボトルに近い形状、構成とすることができ、この二重容器により従来のデラミボトルにあった、使用する合成樹脂あるいは成形方法についての制約や、外層と内層に異種の合成樹脂を使用するため使用後の分別回収が難しいと云う難点を解消することが可能となる。
【0018】
ここで、本発明の二重容器では内容体と外容体は別途ブロー成形され、後工程で内容体を外容体の内側に配設するものであり、内容体がぴったりと外容体に内接することはほとんどなく、部位によってある程度の隙間が形成されるものであり、この観点から上記構成では、「略内接する構成」と云うように記載している。
【0019】
本発明の合成樹脂製二重容器のさらに他の構成は、上記主たる構成において、
内容体の肩部から底部にかけての高さ範囲に凸状縦リブを形成する、と云うものである。
【0020】
減容変形機能を有する二重容器を注出容器に利用した場合、上記構成にあるように凸状縦リブを形成することにより、たとえば内容体の胴部が扁平状に減容変形し、相対向する周壁が密着状に当接した場合にも、この凸状縦リブ部分が内容液の流路となり、内容液の注出を、スムーズに実施できると共にほとんど最後まで達成することが可能となる。
この凸状縦リブの断面形状や形成本数は内容液の粘度等の使用条件に応じて、適宜決めることができ、たとえば軸対称の位置に一対形成したり、等中心角度の位置に3ケ形成したりすることもできる。
【0021】
本発明の合成樹脂製二重容器のさらに他の構成は、上記主たる構成において、外容体と内容体を同種の合成樹脂製とする、と云うものである。
【0022】
外容体と内容体に使用する合成樹脂は、使用目的に応じて剛性、強度、耐薬品性、ガスバリア性等を考慮して各種合成樹脂の中から選択することができるが、上記構成にあるように同種の合成樹脂製とすることにより、使用後の外容体と内容体の分別の必要がなくなる。
【0023】
本発明の合成樹脂製二重容器のさらに他の構成は、本発明の二重容器の用途に係るものであり、上記主たる構成において、外容体の口筒部に逆止弁機能を有する注出キャップを組み付けて、注出容器の容器本体として使用する、と云うものである。
【0024】
本発明の二重容器はこれまで説明したように、従来の二重容器やデラミボトルにおける制約や難点を解消するものであり、減容変形機能を有する注出容器の容器本体として便利に使用できるものである。
【0025】
次に、合成樹脂製二重容器の製造方法係る本発明の方法は、
外殻を形成する外容体の内側に内容液を収納する内容体を配設した合成樹脂製二重容器の製造方法であって、
外容体と内容体は共に合成樹脂製のブロー成形壜体で、それぞれ口筒部、テーパー筒状の肩部、筒状の胴部及び底部を有するものとし、
内容体の肩部から底部にかけての周壁は、外容体の口筒部の口径より大きな径を有するものとし、
内容体は、肩部から底部にかけての部分を萎み変形が自在に薄肉に成形したものとし、
内容体の肩部から底部にかけての部分を萎み状、あるいは押潰し状に縮径変形させた状態にし、
前記縮径変形状態で内容体を外容体の口筒部を通して内部に挿入し、
その後、内容体の口筒部を通した、縮径変形部分の膨らまし工程により内容体を元の状態に復元する。
【0026】
上記製造方法は、前述した本発明の合成樹脂製二重容器を製造するための方法に係るものであり、
上記方法によれば、外容体の口筒部の口径よりも大きな径の周壁を有する内容体を、外容体の口筒部を通してその内部に内容体を挿入することができ、さらにその後、内容体の口筒部からその内部に例えば圧空等を吹き込む等の膨らまし工程により、縮径変形部分を元の状態に復元することができ、二重容器を製造することが可能となる。
【0027】
ここで、内容体はブロー成形により肩部から底部にかけての部分を萎み変形が自在に薄肉に成形したものであり、肩部から底部にかけての部分の縮径変形、及びこの変形部分の膨らまし工程による復元を容易に達成することが可能である。
【発明の効果】
【0028】
本発明の合成樹脂製二重容器及びその製造方法は、上記したようであり、
ブロー成形品である内容体は、肩部から底部にかけての周壁を萎み変形自在に薄肉にしたことにより、肩部から底部にかけての部分を萎み状、あるいは押潰し状に容易に縮径変形させて外容体の口筒部から挿入することができ、さらにその後、圧空を吹き込む等の膨らまし工程により、押潰し変形した部分を膨らませて容易に元の形状に戻すことができ、
外容体の口筒部の口径よりも大きな径の周壁を有する内容体を外容体の内側に配設して、本発明の合成樹脂製二重容器を製造することができる。
【0029】
そして、上記のように製造可能な本発明の二重容器は、従来の二重容器における、外容体の口筒部の口径を内容体の胴部の径より大きくする必要があると云う制約、さらには外容体と内容体の簡略な組付け固定が困難であると云う難点を解消することができるものであり、
また、外層と内層に異種の合成樹脂を使用するため、使用後の分別回収が難しいと云う従来のデラミボトルにあった制約や難点を解消することができるものであり、減容変形機能を有する注出容器の容器本体として便利に使用することができる。
【図面の簡単な説明】
【0030】
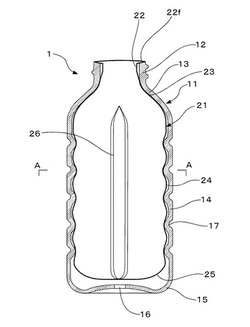
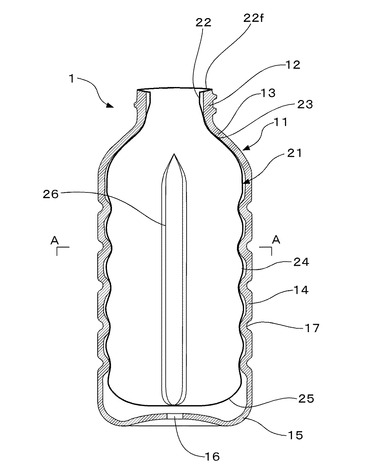
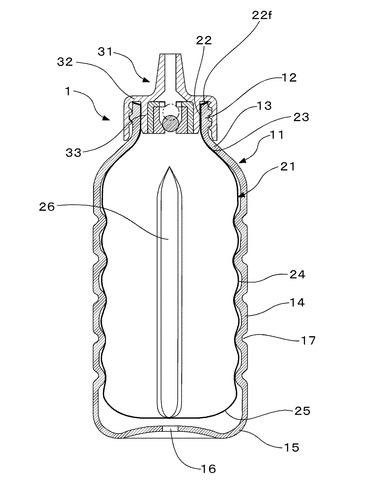
【図1】本発明の二重容器の一実施例を示す縦断正面図である。
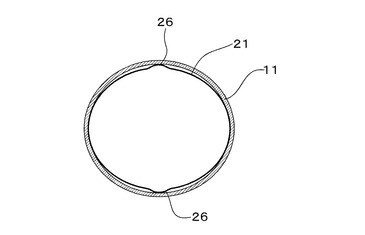
【図2】図1中のA−A線に沿って示す平断面図である。
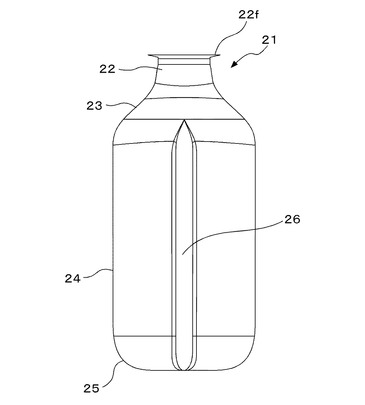
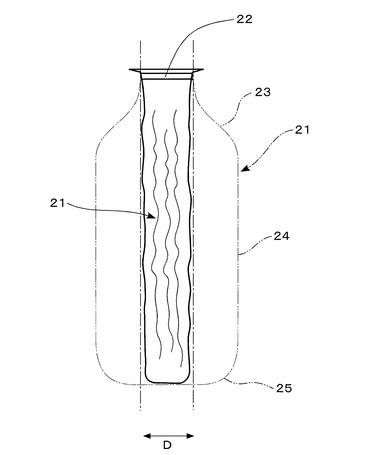
【図3】図1中の内容体の正面図である。
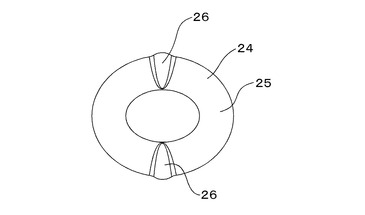
【図4】図3の内容体の底面図である。
【図5】図3の内容体を縮径変形させた状態を示す正面図である。
【図6】図1の二重容器を容器本体として利用した注出容器の例を示す縦断正面図である。
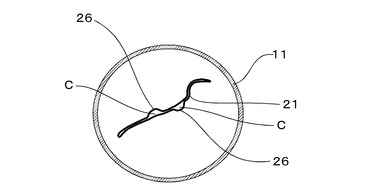
【図7】内容体の減容変形が進行した状態を図2と同様に示す平断面図である。
【図8】二重容器の従来例を部分的に縦断して示す側面図である。
【図9】デラミボトルの例を示す半縦断正面図である。
【発明を実施するための形態】
【0031】
以下、本発明の実施の形態を実施例に沿って、図面を参照しながら説明する。
図1〜4は本発明の合成樹脂製二重容器の一実施例を示すもので、図1は縦断して示す正面図、図2は図1中のA−A線に沿った平断面図、図3は図1中の内容体の正面図、図4は内容体の底面図である。
【0032】
この二重容器1は、外郭を形成する外容体11の内側に薄肉の内容体21を配設したものであり、これら外容体11と内容体21はいずれもポリエチレンテレフタレート(PET)樹脂製の2軸延伸ブロー成形による壜体で、相互に相似的な形状の口筒部12、22、テーパー筒状の肩部13、23、筒状の胴部14、24及び底部15、25を有し、胴部14、24の形状は図2の平断面形状に示されるように楕円筒状である。
【0033】
なお、本実施例では上記のように外容体11と内容体21は全体として相互に相似的な形状とし、胴部14、24の形状は共に楕円筒状としているが、後述するように内容体21の肩部23が外容体11の肩部13に下方から係止するように肩部13、23を相互に相似形とする以外、特に胴部14、24や底部15、25の形状は使用目的に応じて、たとえば外容体11の胴部14を楕円筒状とし、内容体21の胴部24を円筒状とする等、各種の形状を組み合せて使用することができる。
【0034】
外容体11の胴部14には多数の周溝リブ17が形成されており、口筒部12には螺条が形成されおり、また底部15には吸気孔16が形成されている。
なお、吸気孔16の形成位置は底部15に限定されるものではなく、口筒部12等、適宜の位置に形成することができる。
内容体21の肩部23、胴部24、底部25の周壁は萎み状の減容変形が自在に進行可能に薄肉に成形されており、これら周壁の肉厚は0.05〜0.2mmの範囲である。
また内容体21の正面と背面には、肩部23から底部25にかけての高さ範囲に縦方向に凸状縦リブ26が形成されている。また口筒部22の上端には外鍔状にフランジ22fが周設されている。
【0035】
そして、図1に示されるように内容体21を外容体11の内部に配設した状態では、内容体21の口筒部22、肩部23、胴部24及び底部25がそれぞれ外容体11の口筒部12、肩部13、胴部14に部位によっては若干の隙間を形成しながら略内接している。
また、内容体21の口筒部22の上端に周設されたフランジ22fが外容体11の口筒部12の上端面に上方から係止すると共に、内容体21の肩部23が外容体11の肩部13に下方から係止しており、これらにより外容体11の内部に内容体21が組付き固定された状態となっている。
【0036】
次に、外容体11の内側への内容体21の配設は、概略次の(1)〜(3)の工程に沿って実施することができる。
(1)内容体21の肩部23から底部25にかけての部分を図5に示すように、全体として外容体11の口筒部12の内径D以下になるように萎み状あるいは押潰し状に縮径変形する。
(2)上記のように縮径変形させた状態で内容体21を外容体11の口筒部12を通して内部に挿入する。この際、内容体21の口筒部22のフランジ22fが外容体11の口筒部12の上端面に当接し、内容体21の挿入限界が決められる。
(3)次に、内容体21の口筒部22から吹込みノズル等を挿入し、このノズルを介して圧空を吹き込んで、縮径変形した部分を膨らませて、内容体21を元の形状に復元する。
【0037】
なお、上記した内容体21を縮径変形させる方法としては、たとえば、肩部23から底部25にかけての部分を捻り状に変形させることにより周壁を押潰すように縮径変形させる方法、あるいは口筒部22から外容体11の口筒部12の内径Dよりも小さな外径を有する吸引ノズルを挿入し、このノズルを介してバキュームで内容体21内を吸引し減圧状態として萎み状に縮径変形させる等、の適宜の方法を使用することができる。
【0038】
次に、図6は上記説明した実施例の二重容器1を容器本体として利用した、減容変形機能を有する注出容器の例を示す縦断正面図であり、ボール弁による逆止弁機構を有する注出キャップ31を外容体11の口筒部12に螺合組付けしたものである。
この注出キャップ31の外容体11の口筒部12への螺合により、内容体21の口筒部22の周壁は外容体11の口筒部12の周壁と注出キャップ31のシール筒片33により、またフランジ22fは外容体11の口筒部12の上端面と組付きキャップ31の頂壁32により押圧状に挟持され、注出容器のシール性が発揮されると共に、内容体21が外容体11に強固に固定された状態となる。
【0039】
この注出容器は、容器本体である減圧変形機能を有する二重容器1を利用し、比較的粘度の低い内容液を収納し、正立姿勢から傾斜姿勢、あるいは倒立姿勢にすることにより内容液を自重で、自然落下により注出させると云う使用態様を想定したもので、内容体21への外部からの空気の進入を阻止して内容液の品質の低下を抑制することができると云う特徴を有するものであり、食品調味料等の鮮度を要求される用途に適したものである。
【0040】
図6の注出容器を倒立姿勢にすると、ボール弁による逆止弁機構が開状態となって、内容体21に充填されている内容液(図示省略)が自重により、自然落下して注出され、内容液が外部に注出された分、内容体21の周壁が萎み状に減容変形し、この減容変形に伴って、外容体21の吸気孔16から外容体11と内容体21の間に外気が導入され、内容液の注出をスムーズに達成することができる。
そして、注出操作を終わって、注出容器を起立姿勢に戻した場合には逆止弁機構が、閉状態となって外気の内容体内部への進入が阻止される。
【0041】
ここで、図7は内容液の注出に伴って、内容体21の周壁の減容変形がかなり進行した状態における、内容体21の胴部24の周壁の平断面における変形の態様を示すものである。
この図にみられるように、減容変形がかなり進行すると胴部24の周壁が扁平状に減容変形し、相対向する周壁が密着状に当接して内容液の流路が閉塞してしまう恐れがあるが、このような状態でも凸状縦リブ26部分が内容液の流路Cとしての機能を発揮するため、内容液の注出をスムーズに実施できると共に、内容液をほとんど最後まで注出することができる。
なお、本実施例では凸状縦リブ26を軸対称の位置に一対形成したものとしたが、この凸状縦リブ26の断面形状や形成本数は、内容液の粘度等の使用条件に応じて、適宜決めることができるものである。
【0042】
以上、実施例沿って本発明の合成樹脂製二重容器と製造方法について、その作用効果と共に説明したが、本発明の実施の形態は上記実施例に限定されるものではない。
たとえば、上記実施例では外容体と内容体を共にPET樹脂製の二軸延伸ブロー成形品としたが、勿論、PET樹脂以外の他の合成樹脂も使用することができるし、異種の合成樹脂を組み合せて使用することもでき、また二軸延伸ブロー成形品に限らずダイレクトブロー成形品とすることもできる。
【0043】
また、本発明の二重容器を利用した例として、逆止弁機能を有する注出キャップを配設し、倒立状態で内容液を注出するタイプの注出容器について説明したが、本発明の二重容器の利用態様はこれに限定されるものではなく、従来からのデラミボトルの使用態様である、スクイズタイプの注出容器あるいはポンプ付き注出容器の容器本体としても利用できるものである。
【産業上の利用可能性】
【0044】
以上説明したように、本発明の二重容器は、従来の二重容器やデラミボトルの制約や難点を解消するものであり、減容変形機能を有する容器本体としてさまざまなタイプの注出容器への利用展開を期待することができる。
【符号の説明】
【0045】
1 ;二重容器
11;外容体
12;口筒部
13;肩部
14;胴部
15;底部
16;吸気孔
17;周溝リブ
21;内容体
22;口筒部
22f;フランジ
23;肩部
24;胴部
25;底部
26;凸状縦リブ
31;注出キャップ
32;頂壁
33;シール筒
C ;流路
【技術分野】
【0001】
本発明は、外殻を形成する外容体の内側に内容体を配設した合成樹脂製二重容器及びその製造方法に関する。
【背景技術】
【0002】
特許文献1には、別途成形した合成樹脂製の外容体と内容体を組み合せた二重容器に係る発明が記載されており、図8は、特許文献1中、実施例として記載される二重容器を利用したポンプ付き注出容器を一部縦断して示す側面図である。
この注出容器は、外殻を形成する有底円筒状の外容体111とブロー成形による内容体121から成る二重容器101を容器本体として利用するものであり、この二重容器101に、外容体111と内容体121を上端部で組付き固定する組付きキャップ131および注出ポンプ141を配設したものであり、内容体121の円筒状の胴部は萎み変形自在に薄肉に形成されている。
【0003】
上記の二重容器101を利用した注出容器では、注出ポンプ141により内容液を注出すると、内容液の減少分だけ内容体121の薄肉の胴部が萎み状に減容変形し、外部から空気が進入せず、内容液の品質の低下を抑制でき、あるいは内容液の鮮度を長期間維持することができる。(以下、内容液の減少分だけ萎み状に減容変形する機能を、減容変形機能と記す。)
また、大きな空気溜りができないので容器の姿勢に拠らず安定した注出を達成することができる。
ここで、内容体121が減容変形した分、外容体111の底部に形成された吸気孔116から外容体111と内容体121の間に外気が進入する。
【0004】
ただ、図8に示したような二重容器101では、外容体111と内容体121を別途成形後、内容体121を外容体111の内側に配設する必要があるので、外容体111の口筒部を広口にする等、形状面での制約がある。また、外容体111と内容体121の口筒部の間にかなりの隙間があるのでその上端部を液密状に組付け固定する組付きキャップ131の構造が複雑になる、と云う難点がある。
【0005】
一方、特許文献2には外殻を形成する外層と、この外層に剥離自在に積層し、萎み変形可能に内袋体を形成する内層とから成る合成樹脂製ブロー成形壜体、所謂、デラミボトルを容器本体として利用した注出容器についての記載がある。
図9は特許文献2中、実施例として記載される注出容器の半縦断側面図であり、壜体201(デラミボトル)の口筒部202に逆止弁を備えた注出キャップ231を配設したものである。
【0006】
壜体201は、外層と内層に相互に接着性のないポリエチレン樹脂とナイロン樹脂を使用し、この外層と内層を積層したパリソンを共押出成形により成形してブロー成形したものであり、口筒部202、肩部203、円筒状の胴部204、底部205を有し、外殻を形成する外層211と、この外層211に剥離自在に積層し、減容変形機能を発揮する内層221から構成されている。
【0007】
壜体201を手でスクイズ状に押圧して内容液を注出すると、吸気孔216から外層211と内層221の間に外部の空気が導入され、内層221はスクイズ状に変形したままの形状を保持しつつ、外層211がその復元力により元の形状に復帰するようにしたもので、内容液をほぼ全量使い切ることができると共に、逆止弁の作用効果も相俟って、内層221中に外部から空気が進入しないように構成し、内容液の品質の低下を抑制することができる。
なお、図9の例はデラミボトルをスクイズタイプの注出容器に利用したものであるが、この種のデラミボトルは図8に示す二重容器と同様に、手動押下げ式ポンプを配設したポンプ付き注出容器にも利用することができる。
【0008】
そして、この種のデラミボトルでは、外層と内層を積層したパリソンを共押出成形により成形してブロー成形するので、図8の二重容器の場合のように、外容体の内部に内容体を配設することに起因する形状面での制約や、外容体と内容体を組付け固定する必要もなく、注出容器の容器本体として便利に使用することができる。
ただ、外層と内層には相互に接着性のない合成樹脂を使用し共押出成形によりパリソンを成形する必要があり、使用する合成樹脂あるいは成形方法について制約がある。また、外層と内層に異種の合成樹脂を使用するため、使用後の分別回収が難しいと云う難点がある。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2004−352327号公報
【特許文献2】特開2003−72864号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、外容体と減容変形機能を有する内容体からなる二重容器を基にして、上記した従来の二重容器やデラミボトルにおける制約や難点を解消しようとするものであり、その技術的な課題は外殻を形成する外容体と減容変形機能を発揮する内容体からなる二重容器において外容体の口筒部を広口にする等の形状的な制約を小さくすると共に、外容体と内容体の簡略な組付け固定が可能な構成を創出する、ことにある。
【課題を解決するための手段】
【0011】
本発明は合成樹脂製二重容器とその製造方法係るものであり、まず本発明の合成樹脂製二重容器について説明し、次に本発明の製造方法について説明する。
本発明の合成樹脂製二重容器の主たる構成は、
外殻を形成する外容体と内容液を収納する内容体とから構成される合成樹脂製二重容器において、
外容体と内容体は共に合成樹脂製のブロー成形壜体で、それぞれ口筒部、テーパー筒状の肩部、筒状の胴部及び底部を有し、
内容体は、肩部から底部にかけての部分を萎み変形が自在に薄肉に成形したものであり、
また内容体は、肩部から底部にかけての部分を萎み状、あるいは押潰し状に縮径変形させて外容体の口筒部を通してこの外容体の内部に挿入後、前記縮径変形部分を膨出状に元の形状に復元させたものであり、
外容体から内容体が抜け出し不能に、内容体の肩部が外容体の肩部に下方から係止する構成とする、と云うものである。
【0012】
上記構成の二重容器は、内容体を肩部から底部にかけての部分を萎み変形が自在に薄肉に成形したものとして減容変形機能を有する注出容器の容器本体として使用することができる。
ブロー成形品である内容体は肩部から底部にかけての部分を萎み変形自在に薄肉にしたことにより、肩部から底部にかけての部分を容易に、萎み状あるいは押潰し状に縮径変形することができ、この縮径の程度を外容体の口筒部の内径以下とすることにより、内容体を底部から、外容体の口筒部を通して外容体の内部に挿入することができる。
そして、その後内容体の口筒部から圧空を吹き込む等の膨らまし工程により、縮径変形部分を膨出状に復元することにより、内容体を元の形状にして二重容器が形成される。
【0013】
また、内容体の肩部が外容体の肩部に下方から係止する構成とすることにより、内容体の外容体からの抜け出しを確実に防止することができる。
また、内容体の口筒部が外容体の口筒部に略内接するようにしておけば、近接した両口筒部を利用して、外容体と内容体を容易に液密状あるいは気密状に組付き固定することができる。
すなわち、上記構成の二重容器によれば、従来の二重容器にあった、外容体の口筒部の口径を、内容体の胴部の径より大きくする必要があると云う制約、さらには外容体と内容体の簡略な組付け固定が困難であると云う難点を解消することが可能となる。
【0014】
本発明の合成樹脂製二重容器のさらに他の構成は、上記主たる構成において、内容体の口筒部の上端に外鍔状にフランジを周設し、このフランジが外容体の口筒部の上端面に係止する構成とする、と云うものである。
【0015】
上記構成によれば、内容体の外容体への挿入限界を決めることができる。
また、外容体の口筒部に螺合組付きする組付きキャップ等を利用して、フランジを口筒部の上端面に押し付けることにより、内容体を外容体にしっかりと、さらには液密状あるいは気密状にも組付け固定することができる。
【0016】
本発明の合成樹脂製二重容器のさらに他の構成は、上記主たる構成において、内容体の口筒部、肩部、胴部及び底部がそれぞれ外容体の口筒部、肩部、胴部及び底部に略内接する構成とする、と云うものである。
【0017】
上記構成によれば、外容体と内容体からなる二重容器を基にして、デラミボトルに近い形状、構成とすることができ、この二重容器により従来のデラミボトルにあった、使用する合成樹脂あるいは成形方法についての制約や、外層と内層に異種の合成樹脂を使用するため使用後の分別回収が難しいと云う難点を解消することが可能となる。
【0018】
ここで、本発明の二重容器では内容体と外容体は別途ブロー成形され、後工程で内容体を外容体の内側に配設するものであり、内容体がぴったりと外容体に内接することはほとんどなく、部位によってある程度の隙間が形成されるものであり、この観点から上記構成では、「略内接する構成」と云うように記載している。
【0019】
本発明の合成樹脂製二重容器のさらに他の構成は、上記主たる構成において、
内容体の肩部から底部にかけての高さ範囲に凸状縦リブを形成する、と云うものである。
【0020】
減容変形機能を有する二重容器を注出容器に利用した場合、上記構成にあるように凸状縦リブを形成することにより、たとえば内容体の胴部が扁平状に減容変形し、相対向する周壁が密着状に当接した場合にも、この凸状縦リブ部分が内容液の流路となり、内容液の注出を、スムーズに実施できると共にほとんど最後まで達成することが可能となる。
この凸状縦リブの断面形状や形成本数は内容液の粘度等の使用条件に応じて、適宜決めることができ、たとえば軸対称の位置に一対形成したり、等中心角度の位置に3ケ形成したりすることもできる。
【0021】
本発明の合成樹脂製二重容器のさらに他の構成は、上記主たる構成において、外容体と内容体を同種の合成樹脂製とする、と云うものである。
【0022】
外容体と内容体に使用する合成樹脂は、使用目的に応じて剛性、強度、耐薬品性、ガスバリア性等を考慮して各種合成樹脂の中から選択することができるが、上記構成にあるように同種の合成樹脂製とすることにより、使用後の外容体と内容体の分別の必要がなくなる。
【0023】
本発明の合成樹脂製二重容器のさらに他の構成は、本発明の二重容器の用途に係るものであり、上記主たる構成において、外容体の口筒部に逆止弁機能を有する注出キャップを組み付けて、注出容器の容器本体として使用する、と云うものである。
【0024】
本発明の二重容器はこれまで説明したように、従来の二重容器やデラミボトルにおける制約や難点を解消するものであり、減容変形機能を有する注出容器の容器本体として便利に使用できるものである。
【0025】
次に、合成樹脂製二重容器の製造方法係る本発明の方法は、
外殻を形成する外容体の内側に内容液を収納する内容体を配設した合成樹脂製二重容器の製造方法であって、
外容体と内容体は共に合成樹脂製のブロー成形壜体で、それぞれ口筒部、テーパー筒状の肩部、筒状の胴部及び底部を有するものとし、
内容体の肩部から底部にかけての周壁は、外容体の口筒部の口径より大きな径を有するものとし、
内容体は、肩部から底部にかけての部分を萎み変形が自在に薄肉に成形したものとし、
内容体の肩部から底部にかけての部分を萎み状、あるいは押潰し状に縮径変形させた状態にし、
前記縮径変形状態で内容体を外容体の口筒部を通して内部に挿入し、
その後、内容体の口筒部を通した、縮径変形部分の膨らまし工程により内容体を元の状態に復元する。
【0026】
上記製造方法は、前述した本発明の合成樹脂製二重容器を製造するための方法に係るものであり、
上記方法によれば、外容体の口筒部の口径よりも大きな径の周壁を有する内容体を、外容体の口筒部を通してその内部に内容体を挿入することができ、さらにその後、内容体の口筒部からその内部に例えば圧空等を吹き込む等の膨らまし工程により、縮径変形部分を元の状態に復元することができ、二重容器を製造することが可能となる。
【0027】
ここで、内容体はブロー成形により肩部から底部にかけての部分を萎み変形が自在に薄肉に成形したものであり、肩部から底部にかけての部分の縮径変形、及びこの変形部分の膨らまし工程による復元を容易に達成することが可能である。
【発明の効果】
【0028】
本発明の合成樹脂製二重容器及びその製造方法は、上記したようであり、
ブロー成形品である内容体は、肩部から底部にかけての周壁を萎み変形自在に薄肉にしたことにより、肩部から底部にかけての部分を萎み状、あるいは押潰し状に容易に縮径変形させて外容体の口筒部から挿入することができ、さらにその後、圧空を吹き込む等の膨らまし工程により、押潰し変形した部分を膨らませて容易に元の形状に戻すことができ、
外容体の口筒部の口径よりも大きな径の周壁を有する内容体を外容体の内側に配設して、本発明の合成樹脂製二重容器を製造することができる。
【0029】
そして、上記のように製造可能な本発明の二重容器は、従来の二重容器における、外容体の口筒部の口径を内容体の胴部の径より大きくする必要があると云う制約、さらには外容体と内容体の簡略な組付け固定が困難であると云う難点を解消することができるものであり、
また、外層と内層に異種の合成樹脂を使用するため、使用後の分別回収が難しいと云う従来のデラミボトルにあった制約や難点を解消することができるものであり、減容変形機能を有する注出容器の容器本体として便利に使用することができる。
【図面の簡単な説明】
【0030】
【図1】本発明の二重容器の一実施例を示す縦断正面図である。
【図2】図1中のA−A線に沿って示す平断面図である。
【図3】図1中の内容体の正面図である。
【図4】図3の内容体の底面図である。
【図5】図3の内容体を縮径変形させた状態を示す正面図である。
【図6】図1の二重容器を容器本体として利用した注出容器の例を示す縦断正面図である。
【図7】内容体の減容変形が進行した状態を図2と同様に示す平断面図である。
【図8】二重容器の従来例を部分的に縦断して示す側面図である。
【図9】デラミボトルの例を示す半縦断正面図である。
【発明を実施するための形態】
【0031】
以下、本発明の実施の形態を実施例に沿って、図面を参照しながら説明する。
図1〜4は本発明の合成樹脂製二重容器の一実施例を示すもので、図1は縦断して示す正面図、図2は図1中のA−A線に沿った平断面図、図3は図1中の内容体の正面図、図4は内容体の底面図である。
【0032】
この二重容器1は、外郭を形成する外容体11の内側に薄肉の内容体21を配設したものであり、これら外容体11と内容体21はいずれもポリエチレンテレフタレート(PET)樹脂製の2軸延伸ブロー成形による壜体で、相互に相似的な形状の口筒部12、22、テーパー筒状の肩部13、23、筒状の胴部14、24及び底部15、25を有し、胴部14、24の形状は図2の平断面形状に示されるように楕円筒状である。
【0033】
なお、本実施例では上記のように外容体11と内容体21は全体として相互に相似的な形状とし、胴部14、24の形状は共に楕円筒状としているが、後述するように内容体21の肩部23が外容体11の肩部13に下方から係止するように肩部13、23を相互に相似形とする以外、特に胴部14、24や底部15、25の形状は使用目的に応じて、たとえば外容体11の胴部14を楕円筒状とし、内容体21の胴部24を円筒状とする等、各種の形状を組み合せて使用することができる。
【0034】
外容体11の胴部14には多数の周溝リブ17が形成されており、口筒部12には螺条が形成されおり、また底部15には吸気孔16が形成されている。
なお、吸気孔16の形成位置は底部15に限定されるものではなく、口筒部12等、適宜の位置に形成することができる。
内容体21の肩部23、胴部24、底部25の周壁は萎み状の減容変形が自在に進行可能に薄肉に成形されており、これら周壁の肉厚は0.05〜0.2mmの範囲である。
また内容体21の正面と背面には、肩部23から底部25にかけての高さ範囲に縦方向に凸状縦リブ26が形成されている。また口筒部22の上端には外鍔状にフランジ22fが周設されている。
【0035】
そして、図1に示されるように内容体21を外容体11の内部に配設した状態では、内容体21の口筒部22、肩部23、胴部24及び底部25がそれぞれ外容体11の口筒部12、肩部13、胴部14に部位によっては若干の隙間を形成しながら略内接している。
また、内容体21の口筒部22の上端に周設されたフランジ22fが外容体11の口筒部12の上端面に上方から係止すると共に、内容体21の肩部23が外容体11の肩部13に下方から係止しており、これらにより外容体11の内部に内容体21が組付き固定された状態となっている。
【0036】
次に、外容体11の内側への内容体21の配設は、概略次の(1)〜(3)の工程に沿って実施することができる。
(1)内容体21の肩部23から底部25にかけての部分を図5に示すように、全体として外容体11の口筒部12の内径D以下になるように萎み状あるいは押潰し状に縮径変形する。
(2)上記のように縮径変形させた状態で内容体21を外容体11の口筒部12を通して内部に挿入する。この際、内容体21の口筒部22のフランジ22fが外容体11の口筒部12の上端面に当接し、内容体21の挿入限界が決められる。
(3)次に、内容体21の口筒部22から吹込みノズル等を挿入し、このノズルを介して圧空を吹き込んで、縮径変形した部分を膨らませて、内容体21を元の形状に復元する。
【0037】
なお、上記した内容体21を縮径変形させる方法としては、たとえば、肩部23から底部25にかけての部分を捻り状に変形させることにより周壁を押潰すように縮径変形させる方法、あるいは口筒部22から外容体11の口筒部12の内径Dよりも小さな外径を有する吸引ノズルを挿入し、このノズルを介してバキュームで内容体21内を吸引し減圧状態として萎み状に縮径変形させる等、の適宜の方法を使用することができる。
【0038】
次に、図6は上記説明した実施例の二重容器1を容器本体として利用した、減容変形機能を有する注出容器の例を示す縦断正面図であり、ボール弁による逆止弁機構を有する注出キャップ31を外容体11の口筒部12に螺合組付けしたものである。
この注出キャップ31の外容体11の口筒部12への螺合により、内容体21の口筒部22の周壁は外容体11の口筒部12の周壁と注出キャップ31のシール筒片33により、またフランジ22fは外容体11の口筒部12の上端面と組付きキャップ31の頂壁32により押圧状に挟持され、注出容器のシール性が発揮されると共に、内容体21が外容体11に強固に固定された状態となる。
【0039】
この注出容器は、容器本体である減圧変形機能を有する二重容器1を利用し、比較的粘度の低い内容液を収納し、正立姿勢から傾斜姿勢、あるいは倒立姿勢にすることにより内容液を自重で、自然落下により注出させると云う使用態様を想定したもので、内容体21への外部からの空気の進入を阻止して内容液の品質の低下を抑制することができると云う特徴を有するものであり、食品調味料等の鮮度を要求される用途に適したものである。
【0040】
図6の注出容器を倒立姿勢にすると、ボール弁による逆止弁機構が開状態となって、内容体21に充填されている内容液(図示省略)が自重により、自然落下して注出され、内容液が外部に注出された分、内容体21の周壁が萎み状に減容変形し、この減容変形に伴って、外容体21の吸気孔16から外容体11と内容体21の間に外気が導入され、内容液の注出をスムーズに達成することができる。
そして、注出操作を終わって、注出容器を起立姿勢に戻した場合には逆止弁機構が、閉状態となって外気の内容体内部への進入が阻止される。
【0041】
ここで、図7は内容液の注出に伴って、内容体21の周壁の減容変形がかなり進行した状態における、内容体21の胴部24の周壁の平断面における変形の態様を示すものである。
この図にみられるように、減容変形がかなり進行すると胴部24の周壁が扁平状に減容変形し、相対向する周壁が密着状に当接して内容液の流路が閉塞してしまう恐れがあるが、このような状態でも凸状縦リブ26部分が内容液の流路Cとしての機能を発揮するため、内容液の注出をスムーズに実施できると共に、内容液をほとんど最後まで注出することができる。
なお、本実施例では凸状縦リブ26を軸対称の位置に一対形成したものとしたが、この凸状縦リブ26の断面形状や形成本数は、内容液の粘度等の使用条件に応じて、適宜決めることができるものである。
【0042】
以上、実施例沿って本発明の合成樹脂製二重容器と製造方法について、その作用効果と共に説明したが、本発明の実施の形態は上記実施例に限定されるものではない。
たとえば、上記実施例では外容体と内容体を共にPET樹脂製の二軸延伸ブロー成形品としたが、勿論、PET樹脂以外の他の合成樹脂も使用することができるし、異種の合成樹脂を組み合せて使用することもでき、また二軸延伸ブロー成形品に限らずダイレクトブロー成形品とすることもできる。
【0043】
また、本発明の二重容器を利用した例として、逆止弁機能を有する注出キャップを配設し、倒立状態で内容液を注出するタイプの注出容器について説明したが、本発明の二重容器の利用態様はこれに限定されるものではなく、従来からのデラミボトルの使用態様である、スクイズタイプの注出容器あるいはポンプ付き注出容器の容器本体としても利用できるものである。
【産業上の利用可能性】
【0044】
以上説明したように、本発明の二重容器は、従来の二重容器やデラミボトルの制約や難点を解消するものであり、減容変形機能を有する容器本体としてさまざまなタイプの注出容器への利用展開を期待することができる。
【符号の説明】
【0045】
1 ;二重容器
11;外容体
12;口筒部
13;肩部
14;胴部
15;底部
16;吸気孔
17;周溝リブ
21;内容体
22;口筒部
22f;フランジ
23;肩部
24;胴部
25;底部
26;凸状縦リブ
31;注出キャップ
32;頂壁
33;シール筒
C ;流路
【特許請求の範囲】
【請求項1】
外殻を形成する外容体(11)と内容液を収納する内容体(21)とから構成され、前記外容体(11)と内容体(21)は共に合成樹脂製のブロー成形壜体で、それぞれ口筒部、テーパー筒状の肩部、筒状の胴部及び底部を有し、前記内容体(21)は、肩部(23)から底部(25)にかけての部分を萎み変形が自在に薄肉に成形したものであり、また前記内容体(21)は、肩部(23)から底部(25)にかけての部分を萎み状、あるいは押潰し状に縮径変形させて外容体(11)の口筒部(12)を通して該外容体(11)の内部に挿入後、前記縮径変形部分を膨出状に元の形状に復元させたものであり、前記外容体(21)から内容体(11)が抜け出し不能に、内容体(21)の肩部(23)が外容体(11)の肩部(13)に下方から係止する構成とした合成樹脂製二重容器。
【請求項2】
内容体(21)の口筒部(22)の上端に外鍔状にフランジ(22f)を周設し、該フランジ(22f)が外容体(11)の口筒部(12)の上端面に係止する構成とした請求項1記載の合成樹脂製二重容器。
【請求項3】
内容体(21)の口筒部(22)、肩部(23)、胴部(24)及び底部(25)がそれぞれ外容体(11)の口筒部(12)、肩部(13)、胴部(14)及び底部(15)に略内接する構成とした請求項1または2記載の合成樹脂製二重容器。
【請求項4】
内容体(21)の肩部(23)から底部(25)にかけての高さ範囲に、縦方向に、凸状縦リブ(26)を形成した請求項1、2または3記載の合成樹脂製二重容器。
【請求項5】
外容体(11)と内容体(21)を同種の合成樹脂製とした請求項1、2、3または4記載の合成樹脂製二重容器。
【請求項6】
外容体(11)の口筒部(12)に逆止弁機能を有する注出キャップを組み付けて、注出容器の容器本体として使用する請求項1、2、3、4または5記載の合成樹脂製二重容器。
【請求項7】
外殻を形成する外容体(11)の内側に内容液を収納する内容体(21)を配設した合成樹脂製二重容器の製造方法であって、前記外容体(11)と内容体(21)は共に合成樹脂製のブロー成形壜体で、それぞれ口筒部、テーパー筒状の肩部、筒状の胴部及び底部を有するものとし、前記内容体(21)の肩部(23)から底部(25)にかけての周壁は、外容体(11)の口筒部(12)の口径より大きな径を有するものとし、前記内容体(21)は、肩部(23)から底部(25)にかけての部分を萎み変形が自在に薄肉に成形したものとし、前記内容体(21)の肩部(23)から底部(25)にかけての部分を萎み状、あるいは押潰し状に縮径変形させた状態にし、前記縮径変形状態で内容体(21)を外容体(11)の口筒部(12)を通して内部に挿入し、その後、前記内容体(21)の口筒部(22)を通した、前記縮径変形部分の膨らまし工程により内容体(21)を元の状態に復元することを特徴とする合成樹脂製二重容器の製造方法。
【請求項1】
外殻を形成する外容体(11)と内容液を収納する内容体(21)とから構成され、前記外容体(11)と内容体(21)は共に合成樹脂製のブロー成形壜体で、それぞれ口筒部、テーパー筒状の肩部、筒状の胴部及び底部を有し、前記内容体(21)は、肩部(23)から底部(25)にかけての部分を萎み変形が自在に薄肉に成形したものであり、また前記内容体(21)は、肩部(23)から底部(25)にかけての部分を萎み状、あるいは押潰し状に縮径変形させて外容体(11)の口筒部(12)を通して該外容体(11)の内部に挿入後、前記縮径変形部分を膨出状に元の形状に復元させたものであり、前記外容体(21)から内容体(11)が抜け出し不能に、内容体(21)の肩部(23)が外容体(11)の肩部(13)に下方から係止する構成とした合成樹脂製二重容器。
【請求項2】
内容体(21)の口筒部(22)の上端に外鍔状にフランジ(22f)を周設し、該フランジ(22f)が外容体(11)の口筒部(12)の上端面に係止する構成とした請求項1記載の合成樹脂製二重容器。
【請求項3】
内容体(21)の口筒部(22)、肩部(23)、胴部(24)及び底部(25)がそれぞれ外容体(11)の口筒部(12)、肩部(13)、胴部(14)及び底部(15)に略内接する構成とした請求項1または2記載の合成樹脂製二重容器。
【請求項4】
内容体(21)の肩部(23)から底部(25)にかけての高さ範囲に、縦方向に、凸状縦リブ(26)を形成した請求項1、2または3記載の合成樹脂製二重容器。
【請求項5】
外容体(11)と内容体(21)を同種の合成樹脂製とした請求項1、2、3または4記載の合成樹脂製二重容器。
【請求項6】
外容体(11)の口筒部(12)に逆止弁機能を有する注出キャップを組み付けて、注出容器の容器本体として使用する請求項1、2、3、4または5記載の合成樹脂製二重容器。
【請求項7】
外殻を形成する外容体(11)の内側に内容液を収納する内容体(21)を配設した合成樹脂製二重容器の製造方法であって、前記外容体(11)と内容体(21)は共に合成樹脂製のブロー成形壜体で、それぞれ口筒部、テーパー筒状の肩部、筒状の胴部及び底部を有するものとし、前記内容体(21)の肩部(23)から底部(25)にかけての周壁は、外容体(11)の口筒部(12)の口径より大きな径を有するものとし、前記内容体(21)は、肩部(23)から底部(25)にかけての部分を萎み変形が自在に薄肉に成形したものとし、前記内容体(21)の肩部(23)から底部(25)にかけての部分を萎み状、あるいは押潰し状に縮径変形させた状態にし、前記縮径変形状態で内容体(21)を外容体(11)の口筒部(12)を通して内部に挿入し、その後、前記内容体(21)の口筒部(22)を通した、前記縮径変形部分の膨らまし工程により内容体(21)を元の状態に復元することを特徴とする合成樹脂製二重容器の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−136704(P2011−136704A)
【公開日】平成23年7月14日(2011.7.14)
【国際特許分類】
【出願番号】特願2009−296056(P2009−296056)
【出願日】平成21年12月25日(2009.12.25)
【出願人】(000006909)株式会社吉野工業所 (2,913)
【Fターム(参考)】
【公開日】平成23年7月14日(2011.7.14)
【国際特許分類】
【出願日】平成21年12月25日(2009.12.25)
【出願人】(000006909)株式会社吉野工業所 (2,913)
【Fターム(参考)】
[ Back to top ]