
合成樹脂製容器
【課題】 容器の形状によらず、少なくとも胴部の外表面を合成樹脂製フィルム層で密着状に被覆した合成樹脂製容器を得ることを技術課題として、もって、使用中の外観の低下がなく、今までにない独特な装飾性を有する、あるいフィルム層によりガスバリア性等の機能が十分に発揮される容器を提供する。
【解決手段】 プリフォームを延伸ブロー成形してなる、ポリオレフィン系樹脂、ポリスチレン系樹脂、ポリエステル系樹脂、ポリ塩化ビニル系樹脂、およびポリアミド系樹脂から選ばれる合成樹脂製の容器本体2の、少なくとも胴部4外表面の一部を、プリフォームの延伸ブロー時にこのプリフォームと共に延伸して形成された合成樹脂製のフィルム層11で被覆する構成とする。
【解決手段】 プリフォームを延伸ブロー成形してなる、ポリオレフィン系樹脂、ポリスチレン系樹脂、ポリエステル系樹脂、ポリ塩化ビニル系樹脂、およびポリアミド系樹脂から選ばれる合成樹脂製の容器本体2の、少なくとも胴部4外表面の一部を、プリフォームの延伸ブロー時にこのプリフォームと共に延伸して形成された合成樹脂製のフィルム層11で被覆する構成とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、外表面を合成樹脂製フィルムで密着状に被覆した合成樹脂製容器に関するものである。
【背景技術】
【0002】
ポリエチレン、ポリプロピレン、ポリスチレン、ポリエステル、ポリ塩化ビニル、ポリアミド等の樹脂製の延伸ブロー成形品はその強靭性、剛性、透明性、軽量性等の長所により、壜体等の容器として広い分野で使用されている。
【0003】
また、延伸ブロー成形した容器は、加飾の目的で商品名、模様等を印刷したラベルを胴部に貼付したり、あるいはシュリンクフィルムで胴部をカバーして広く一般に使用されている。たとえば引用文献1には装飾性を付与するために、延伸ブロー成形の際にインモールドで貼付する所謂インモールドラベルに関する記載がある。
【特許文献1】特開2004−136486号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、容器は耐圧性や強度を向上させるため、把手機能部等を取り付けるため、あるいは装飾的な目的で、胴部にさまざまな凹凸形状を形成したり、突設物を設ける必要があり、インモールドラベルを使用しても大きな凹凸の形状に沿ってラベルを貼付することは困難であり、ラベルを貼付できるのは一定の領域に限られる。
【0005】
また、シュリンクフィルムでは凹凸を超えてでカバーできるものの、フィルム端部が浮き上がったり、壜体外表面との間に隙間ができたり、フィルムの緩みにより皺が発生し外観が損なわれる場合がある。
【0006】
本発明は、上記した従来技術における問題点を解消すべく創案されたもので、容器の形状によらず、胴部の外表面を合成樹脂製フィルム層で密着状に被覆した合成樹脂製容器を得ることを技術課題として、もって、使用中の外観の低下がなく、今までにない独特な装飾性を有する、あるいはフィルム層によりガスバリア性等の機能が十分に発揮される容器を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記技術的課題を解決する本発明の内、請求項1記載の発明の手段は、
プリフォームを延伸ブロー成形してなる、ポリオレフィン系樹脂、ポリスチレン系樹脂、ポリエステル系樹脂、ポリ塩化ビニル系樹脂、およびポリアミド系樹脂から選ばれる合成樹脂製の容器本体の、少なくとも胴部外表面の一部を、プリフォームの延伸ブロー時にこのプリフォームと一体に延伸して形成された合成樹脂製のフィルム層で被覆する構成としたこと、にある。
【0008】
ポリオレフィン系樹、ポリスチレン系樹脂、ポリエステル系樹脂、ポリ塩化ビニル系樹脂、およびポリアミド系樹脂は2軸延伸ブロー成形に適した樹脂であるが、請求項1の上記構成によりプリフォームの延伸ブロー時に、このプリフォームと共に延伸して形成された合成樹脂製のフィルム層が容器本体を被覆するので、容器本体の凹凸構造、把手機能部等の突設物等によって被覆範囲を限定されることなく、皺、弛み、隙間、斑等が無く、壜本体の形状に沿って密着状にフィルム層を被覆した合成樹脂製容器を提供することができる。
【0009】
フィルム層を印刷等による加飾性を有するもの、あるいはガスバリア性、耐衝撃性、遮光性、紫外線吸収等の機能を有する構成とすることにより、加飾性や各種の機能を容易に、効果的に容器に付与することが可能である。
【0010】
ここで本発明においてポリオレフィン系樹脂としては、たとえばポリエチレン(PE)、ポリプロピレン(PP)、環状ポリオレフィン等の樹脂等を使用でき、ポリスチレン系樹脂としては、たとえばポリスチレン、立体規則性ポリスチレン、ハイインパクトポリスチレン、AS、ABS等の樹脂を使用することができる。
【0011】
また、ポリエステル系樹脂としては、たとえばポリエチレンテレフタレート(PET)、ポリエチレンナフタレート等の樹脂を使用することができ、ポリアミド系樹脂としては、たとえばナイロン6、ナイロン66、キシリレン基含有ポリアミド等の樹脂を使用することができる。
そして勿論、上記した樹脂成分を主体とした共重合体、ブレンド物、そしてフィラー等をブレンドした樹脂も使用することができる。
また、容器本体はこれら樹脂を主体として、中間層に他の樹脂を積層した積層構造を有した物であってもよい。
【0012】
また、フィルム層は、プリフォームの延伸ブロー時にこのプリフォームと一体に延伸して形成されるので、少なくともプリフォームへの熱圧着による接着が可能であり、かつプリフォームの延伸ブロー成形温度領域で良好な延伸性を有する合成樹脂を選択する。
【0013】
請求項2記載の発明の手段は、請求項1記載の発明において、容器本体の胴部外表面の全周、および略全高さに亘ってフィルム層で被覆したこと、にある。
【0014】
請求項2記載の上記構成により、容器本体の胴部の略全域に亘って被覆するので、胴部の略全体に加飾性を発揮させることができ、また、フィルム層をガスバリア性の高い樹脂で形成すれば、ガスバリア製の高い容器を提供することができる。
【0015】
請求項3記載の発明の手段は、請求項1または2記載の発明において、胴部に、予め共延伸可能なフィルムをインモールドで接着したプリフォームを用い、このプリフォームの延伸ブロー時に、プリフォームと共にフィルムを延伸してフィルム層を形成したこと、にある。
【0016】
請求項3記載の上記構成は、フィルム層をプリフォームの延伸ブロー時にこのプリフォームと共に延伸して形成するための具体的な手段を構成要件として付加したものである。インモールド成形法を用いればプリフォームを射出成形すると同時にフィルムをプリフォームの胴部に容易に接着することができる。
また、インモールドの場合、溶融樹脂が高圧でフィルムを全領域に亘って略均一に押圧するので、皺の発生、ブリスターの発生のない状態で接着でき、延伸ブロー成形時における共延伸をスムーズに達成することができる。
【0017】
また、一般的にはプリフォームは円筒状の胴部を有した試験管状であり、プリフォームの胴部の略全高さ、そして全周に亘ってインモールドでフィルムを皺無く接着することができ、たとえば壜体の口部、あるいは底部を除いた肩部から胴部に亘る略全領域を容易に被覆することが可能である。
なお、プリフォームの成形は射出成形の他にも、ダイレクトブロー成形で成形することもできる。
【0018】
請求項4記載の発明の手段は、請求項3記載の発明において、プリフォームとフィルムを相互に同系統の合成樹脂製としたこと、にある。
【0019】
請求項4記載の上記構成により、同じ系統の樹脂の組み合わせでは相互に相溶性が高いので、両樹脂が界面で相互に浸透混合して所謂、熱融着することができ、プリフォームの壁面にフィルムを一体的に接着固定することができ、延伸ブロー成形時における共延伸をよりスムーズにかつ確実に達成することができる。
【0020】
ここで、プリフォームとフィルムを異なる系統の樹脂の組み合わせとした場合には熱融着するまでには至らないが、インモールドで少なくとも高圧で熱圧状に密着させた状態であれば延伸ブロー成形の際プリフォームを再加熱して両者をガラス転移温度以上で軟化することにより共延伸が可能となる。
【0021】
請求項5記載の発明の手段は、請求項1、2、3または4記載の発明において、フィルム層で容器を加飾する構成としたこと、にある。
【0022】
請求項5記載の上記構成により、胴部の凹凸構造等に係わらず、容器本体の胴部の形状に沿って密着状に被覆できると共に、模様等も延伸変形して表現されるので、今までにない独特な加飾効果を付与することができる。また、このような加飾効果を容器本体の胴部の略全領域に亘って発揮させることもできる。
【0023】
請求項6記載の発明の手段は、請求項1、2、3、4または5記載の発明において、フィルム層で容器のガスバリア性を向上させる構成としたこと、にある。
【0024】
請求項6記載の上記構成により、フィルム層で胴部の略全領域を密着状に被覆でき、フィルム層をガスバリア性の高い合成樹脂製とすることにより、容器のガスバリア性を容易に向上させることができる。
なお、ガスバリア性を有する樹脂のフィルム単独でのプリフォームへの接着、あるいは共延伸が困難であれば、たとえば接着性、および共延伸性を有する合成樹脂間にガスバリア性を有する樹脂をサンドイッチ状に積層したフィルムを使用することもできる。
【発明の効果】
【0025】
本発明は上記した構成であり、以下に示す効果を奏する。
請求項1記載の発明にあっては、プリフォームの延伸ブロー時に、このプリフォームと共に延伸されて形成されたフィルム層が容器本体を被覆する構成としたので、凹凸構造、突設物に関わらず、皺、弛み、隙間、斑等が無く、容器本体の形状に沿ってこのフィルム層を密着状に被覆することができ、従来にない加飾性、ガスバリア性等の各種機能を発揮させることができる。
【0026】
請求項2記載の発明にあっては、容器本体の胴部の略全域に亘ってフィルム層で被覆するので、胴部の略全体に加飾性、あるいはガスバリア性等の機能を発揮させることができる。
【0027】
請求項3記載の発明にあっては、インモールド成形法では溶融樹脂により高圧でフィルムの全領域に亘って略均一に押圧することができ、皺の発生、ブリスターの発生のない状態でフィルムを接着でき、延伸ブロー成形時におけるフィルムの共延伸をスムーズに達成することができる。また、一般的にはプリフォームは円筒状の胴部を有した試験管状であり、フィルムをプリフォームの胴部の略全高さ、そして全周に亘って皺無く接着することができ、壜体等の容器本体の胴部の略全領域に亘る被覆を容易に達成できる。
【0028】
請求項4記載の発明にあっては、プリフォームとフィルムを相互に同系統の合成樹脂製とすることにより、プリフォームの壁面にフィルムを熱融着により一体的に接着固定することができ、延伸ブロー成形時におけるフィルムの延伸をよりスムーズにかつ確実に達成することができる。
【0029】
請求項5記載の発明にあっては、胴部に設けられた凹凸構造、あるいは把手機能部等の突設物に関わらず、皺、弛み、隙間、斑等が無く、胴部の外表面の略全領域に、容器本体の形状に沿って印刷模様が広がった、装飾効果を有した容器を提供することができる。
また、フィルム層では、印刷した模様等も延伸変形して表現されるので、今までにない独特な加飾効果を付与することができる。
【0030】
請求項6記載の発明にあっては、フィルム層で胴部の略全領域を密着状に被覆でき、フィルム層をガスバリア性の高い合成樹脂製とすることにより、容器のガスバリア性を容易に向上させることができる。
【発明を実施するための最良の形態】
【0031】
本発明の実施形態を、図面を参照しながら説明する。
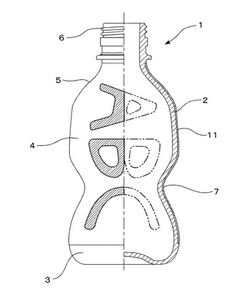
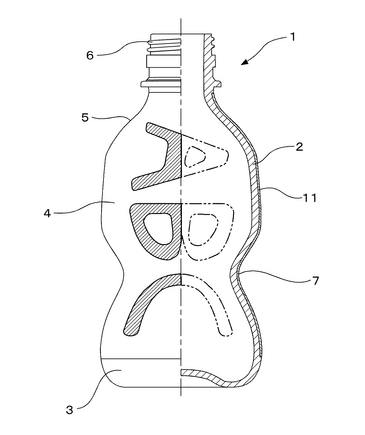
図1に本発明の合成樹脂製容器の一実施例である壜体1の半縦断正面図を示す。容器本体である壜本体2はPP樹脂製の延伸ブロー成形品で、中間高さ位置に大きく凹んだ凹部7が周設された胴部4を有し、肩部5を介して短円筒形状の口部6を一体に立設したものである。
【0032】
壜本体2の口部6および底部3を除いた、肩部5を含む胴部4の略全領域に亘る外表面は、プリフォームを延伸ブローする際に、プリフォームと共に延伸して形成された、壜本体2と同系統の合成樹脂であるランダムPP樹脂製のフィルム層11により、凹部7も含めて壜本体2の形状に沿って密着状に被覆されている。
そして本実施例の壜体1はこのフィルム層11により加飾性を付与しようとするものであり、延伸変形により図案化した”ABC”なる印刷された文字が変形して表現されており、今までにない独特な加飾が施されている。なお、図1および後述する図2は半縦断正面図であるが、図案化された文字”ABC”が良く判るように縦断部分にも2点鎖線でその形を示した。
【0033】
次に上記、壜体1の製造方法の一例を説明する。(図2〜図5参照)
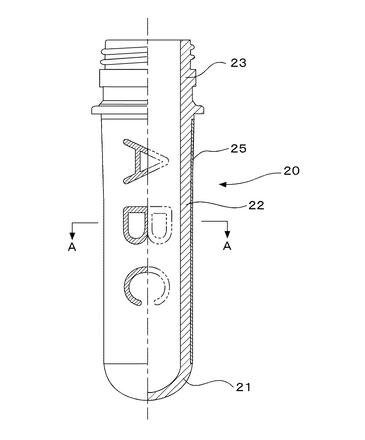
壜本体2の成形は、図2に示す試験管状で底部21、胴部22、口部23を有するプリフォーム20をPP樹脂を使用して射出成形する工程と、このプリフォーム20を延伸ブロー成形する工程からなる。
【0034】
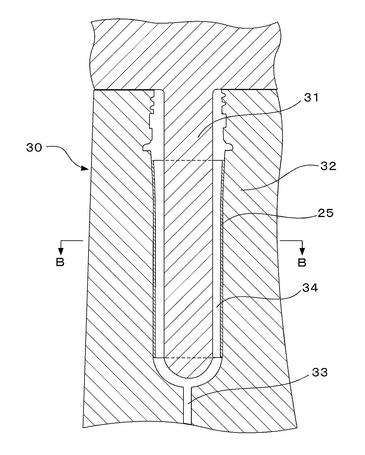
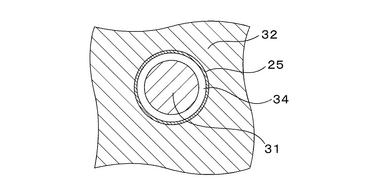
そして、予め表面に”ABC”なる図案化した文字を印刷したランダムPP樹脂製の無延伸のフィルム25を円筒状にして、射出成形金型30のキャビティー型32に設置した状態で、次にコア型31をキャビティー型32内に挿入し(図4、図5参照)、PP樹脂をゲート33からキャビティー34に射出してプリフォーム20を成形する。これによりフィルム25がインモールド成形法によりプリフォーム20胴部22の略全高さ、全周に亘って接着状に積層される(図2、図3参照)。
【0035】
ここで、ランダムPP樹脂は主成分となるプロピレン成分にエチレン成分をランダムに共重合したものであり、壜本体2を形成するPP樹脂に比較して軟化温度、および融点が低く、このフィルム25はインモールド成形でプリフォーム20の壁面に熱融着して接着すると共に、無延伸フィルムであることが相俟って、優れた延伸性を有する。
【0036】
そして、プリフォーム20の射出成形は、通常のPP樹脂の成形と同様な条件で実施することができ、ランダムPP樹脂製のフィルム25は広い温度範囲でPP樹脂からなるプリフォーム20に熱融着することができる。また、プリフォーム20のフィルム25が接着される部分は一定の外径のストレートな円筒状部分であり、さらに射出成形によるインモールド成形では、フィルム25が溶融樹脂により略均一にかつ高圧で押付けられるので、局部的に皺や、ブリスターの発生のない状態でフィルム25がプリフォーム壁面に接着される。
【0037】
次に、延伸ブロー成形は、インモールド成形で胴部22の外表面にフィルム25を熱融着して接着積層したプリフォーム20を、延伸ブロー成形機の金型内にプリフォームの口部23を金型の上部に固定しながらセットして実施する。
PP樹脂製の場合、延伸ブロー成形における樹脂温度は130〜140℃程度の温度であり、プリフォーム20の胴部22の外表面に熱融着して接着積層したフィルム25がプリフォーム20と一体に共延伸され、延伸ブロー成形品である壜本体2の外表面にフィルム層11が形成される。
【0038】
以上の製造法より、壜本体2の胴部4と肩部5の外表面の略全域に亘って、胴部4に形成された凹部7に関わらず皺、弛み、隙間、斑等がない状態で、フィルム層11が壜本体2の形状に沿って、壜本体2に一体化して密着状に積層した容器1を得ることができる。
【0039】
そして壜体1は、フィルム25に印刷した図案化した文字”ABC”(図2参照)が延伸により変形した形となり(図1参照)、今までにない独特な装飾効果が発揮される。勿論文字を図案化したものに限らず、様々な模様を延伸変形させ、胴部4全体に広げたような効果も出すこともできる。
【0040】
なお、上記実施例に限らず本発明の容器は、容器本体とフィルム層を形成する合成樹脂を様々に組み合わせて使用することができるが、以下に他の組み合わせの例を記載する。これらの例はそれぞれの合成樹脂の組み合わせで、上述した実施例と同様にプリフォーム20にフィルム25をインモールドで接着し、延伸ブローにより図1に示す壜体1を成形した例である。
[例1]プリフォームをPP樹脂製、フィルムをポリスチレン樹脂製とすることによりPP樹脂製の壜本体にフィルム層を積層することができた。
[例2]プリフォームをPET樹脂製、フィルムをランダムPP樹脂製とすることによりPET樹脂製の壜本体にフィルム層を積層することができた。
[例3]プリフォームをPP樹脂製、フィルムをPET樹脂層/接着層/エバール樹脂層/接着層/PET樹脂層からなる3種5層の積層フィルムとすることにより、壜本体にフィルム層を積層することができると共に、エバール樹脂層によりガスバリア性を向上させることができた。
【0041】
なお、本発明は上記した実施例、あるいは例に限定されるものではない、容器は壜体に限定されるものではなく、プリフォームを使った延伸ブロー成形するたとえばカップ状容器等の他の成形品にも一般的に適用することができる。
また、容器本体とフィルム層の組み合わせは、プリフォームの成形時におけるフィルムのインモールド成形性、延伸ブロー成形時におけるフィルムの延伸性等を考えて、あるいは予め試験して、用途に合わせて様々な組み合わせ態様で使用することができる。
また、上述した実施例では壜本体2胴部4の略全高さ、そして全周に亘って被覆した例であるが、勿論、部分的にラベル状に被覆することもできる。
【産業上の利用可能性】
【0042】
以上説明したように本発明の合成樹脂製容器は、密着状に被覆するフィルム層によって、従来にない加飾性、ガスバリア性等の各種機能を発揮させることができ、さまざまな用途への展開が期待される。
【図面の簡単な説明】
【0043】
【図1】本発明容器の一実施例である壜体を示す、半縦断正面図である。
【図2】図1に示した壜本体のプリフォームを示す、半縦断正面図である。
【図3】図2に示したプリフォームの、A−A線に沿っての平断面図である。
【図4】図2に示したプリフォーム成形用の射出成形金型を示す縦断面図である。
【図5】図4に示した射出成形金型の、B−B線に沿っての平断面図である。
【符号の説明】
【0044】
1 ; 壜体(容器)
2 ; 壜本体(容器本体)
3 ; 底部
4 ; 胴部
5 ; 肩部
6 ; 口部
7 ; 凹部
11; フィルム層
20; プリフォーム
21; (プリフォーム)底部
22; (プリフォーム)胴部
23; (プリフォーム)口部
25; フィルム
30; 射出成形金型
31; コアー型
32; キャビティー型
33; ゲート
34; キャビティー
【技術分野】
【0001】
本発明は、外表面を合成樹脂製フィルムで密着状に被覆した合成樹脂製容器に関するものである。
【背景技術】
【0002】
ポリエチレン、ポリプロピレン、ポリスチレン、ポリエステル、ポリ塩化ビニル、ポリアミド等の樹脂製の延伸ブロー成形品はその強靭性、剛性、透明性、軽量性等の長所により、壜体等の容器として広い分野で使用されている。
【0003】
また、延伸ブロー成形した容器は、加飾の目的で商品名、模様等を印刷したラベルを胴部に貼付したり、あるいはシュリンクフィルムで胴部をカバーして広く一般に使用されている。たとえば引用文献1には装飾性を付与するために、延伸ブロー成形の際にインモールドで貼付する所謂インモールドラベルに関する記載がある。
【特許文献1】特開2004−136486号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、容器は耐圧性や強度を向上させるため、把手機能部等を取り付けるため、あるいは装飾的な目的で、胴部にさまざまな凹凸形状を形成したり、突設物を設ける必要があり、インモールドラベルを使用しても大きな凹凸の形状に沿ってラベルを貼付することは困難であり、ラベルを貼付できるのは一定の領域に限られる。
【0005】
また、シュリンクフィルムでは凹凸を超えてでカバーできるものの、フィルム端部が浮き上がったり、壜体外表面との間に隙間ができたり、フィルムの緩みにより皺が発生し外観が損なわれる場合がある。
【0006】
本発明は、上記した従来技術における問題点を解消すべく創案されたもので、容器の形状によらず、胴部の外表面を合成樹脂製フィルム層で密着状に被覆した合成樹脂製容器を得ることを技術課題として、もって、使用中の外観の低下がなく、今までにない独特な装飾性を有する、あるいはフィルム層によりガスバリア性等の機能が十分に発揮される容器を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記技術的課題を解決する本発明の内、請求項1記載の発明の手段は、
プリフォームを延伸ブロー成形してなる、ポリオレフィン系樹脂、ポリスチレン系樹脂、ポリエステル系樹脂、ポリ塩化ビニル系樹脂、およびポリアミド系樹脂から選ばれる合成樹脂製の容器本体の、少なくとも胴部外表面の一部を、プリフォームの延伸ブロー時にこのプリフォームと一体に延伸して形成された合成樹脂製のフィルム層で被覆する構成としたこと、にある。
【0008】
ポリオレフィン系樹、ポリスチレン系樹脂、ポリエステル系樹脂、ポリ塩化ビニル系樹脂、およびポリアミド系樹脂は2軸延伸ブロー成形に適した樹脂であるが、請求項1の上記構成によりプリフォームの延伸ブロー時に、このプリフォームと共に延伸して形成された合成樹脂製のフィルム層が容器本体を被覆するので、容器本体の凹凸構造、把手機能部等の突設物等によって被覆範囲を限定されることなく、皺、弛み、隙間、斑等が無く、壜本体の形状に沿って密着状にフィルム層を被覆した合成樹脂製容器を提供することができる。
【0009】
フィルム層を印刷等による加飾性を有するもの、あるいはガスバリア性、耐衝撃性、遮光性、紫外線吸収等の機能を有する構成とすることにより、加飾性や各種の機能を容易に、効果的に容器に付与することが可能である。
【0010】
ここで本発明においてポリオレフィン系樹脂としては、たとえばポリエチレン(PE)、ポリプロピレン(PP)、環状ポリオレフィン等の樹脂等を使用でき、ポリスチレン系樹脂としては、たとえばポリスチレン、立体規則性ポリスチレン、ハイインパクトポリスチレン、AS、ABS等の樹脂を使用することができる。
【0011】
また、ポリエステル系樹脂としては、たとえばポリエチレンテレフタレート(PET)、ポリエチレンナフタレート等の樹脂を使用することができ、ポリアミド系樹脂としては、たとえばナイロン6、ナイロン66、キシリレン基含有ポリアミド等の樹脂を使用することができる。
そして勿論、上記した樹脂成分を主体とした共重合体、ブレンド物、そしてフィラー等をブレンドした樹脂も使用することができる。
また、容器本体はこれら樹脂を主体として、中間層に他の樹脂を積層した積層構造を有した物であってもよい。
【0012】
また、フィルム層は、プリフォームの延伸ブロー時にこのプリフォームと一体に延伸して形成されるので、少なくともプリフォームへの熱圧着による接着が可能であり、かつプリフォームの延伸ブロー成形温度領域で良好な延伸性を有する合成樹脂を選択する。
【0013】
請求項2記載の発明の手段は、請求項1記載の発明において、容器本体の胴部外表面の全周、および略全高さに亘ってフィルム層で被覆したこと、にある。
【0014】
請求項2記載の上記構成により、容器本体の胴部の略全域に亘って被覆するので、胴部の略全体に加飾性を発揮させることができ、また、フィルム層をガスバリア性の高い樹脂で形成すれば、ガスバリア製の高い容器を提供することができる。
【0015】
請求項3記載の発明の手段は、請求項1または2記載の発明において、胴部に、予め共延伸可能なフィルムをインモールドで接着したプリフォームを用い、このプリフォームの延伸ブロー時に、プリフォームと共にフィルムを延伸してフィルム層を形成したこと、にある。
【0016】
請求項3記載の上記構成は、フィルム層をプリフォームの延伸ブロー時にこのプリフォームと共に延伸して形成するための具体的な手段を構成要件として付加したものである。インモールド成形法を用いればプリフォームを射出成形すると同時にフィルムをプリフォームの胴部に容易に接着することができる。
また、インモールドの場合、溶融樹脂が高圧でフィルムを全領域に亘って略均一に押圧するので、皺の発生、ブリスターの発生のない状態で接着でき、延伸ブロー成形時における共延伸をスムーズに達成することができる。
【0017】
また、一般的にはプリフォームは円筒状の胴部を有した試験管状であり、プリフォームの胴部の略全高さ、そして全周に亘ってインモールドでフィルムを皺無く接着することができ、たとえば壜体の口部、あるいは底部を除いた肩部から胴部に亘る略全領域を容易に被覆することが可能である。
なお、プリフォームの成形は射出成形の他にも、ダイレクトブロー成形で成形することもできる。
【0018】
請求項4記載の発明の手段は、請求項3記載の発明において、プリフォームとフィルムを相互に同系統の合成樹脂製としたこと、にある。
【0019】
請求項4記載の上記構成により、同じ系統の樹脂の組み合わせでは相互に相溶性が高いので、両樹脂が界面で相互に浸透混合して所謂、熱融着することができ、プリフォームの壁面にフィルムを一体的に接着固定することができ、延伸ブロー成形時における共延伸をよりスムーズにかつ確実に達成することができる。
【0020】
ここで、プリフォームとフィルムを異なる系統の樹脂の組み合わせとした場合には熱融着するまでには至らないが、インモールドで少なくとも高圧で熱圧状に密着させた状態であれば延伸ブロー成形の際プリフォームを再加熱して両者をガラス転移温度以上で軟化することにより共延伸が可能となる。
【0021】
請求項5記載の発明の手段は、請求項1、2、3または4記載の発明において、フィルム層で容器を加飾する構成としたこと、にある。
【0022】
請求項5記載の上記構成により、胴部の凹凸構造等に係わらず、容器本体の胴部の形状に沿って密着状に被覆できると共に、模様等も延伸変形して表現されるので、今までにない独特な加飾効果を付与することができる。また、このような加飾効果を容器本体の胴部の略全領域に亘って発揮させることもできる。
【0023】
請求項6記載の発明の手段は、請求項1、2、3、4または5記載の発明において、フィルム層で容器のガスバリア性を向上させる構成としたこと、にある。
【0024】
請求項6記載の上記構成により、フィルム層で胴部の略全領域を密着状に被覆でき、フィルム層をガスバリア性の高い合成樹脂製とすることにより、容器のガスバリア性を容易に向上させることができる。
なお、ガスバリア性を有する樹脂のフィルム単独でのプリフォームへの接着、あるいは共延伸が困難であれば、たとえば接着性、および共延伸性を有する合成樹脂間にガスバリア性を有する樹脂をサンドイッチ状に積層したフィルムを使用することもできる。
【発明の効果】
【0025】
本発明は上記した構成であり、以下に示す効果を奏する。
請求項1記載の発明にあっては、プリフォームの延伸ブロー時に、このプリフォームと共に延伸されて形成されたフィルム層が容器本体を被覆する構成としたので、凹凸構造、突設物に関わらず、皺、弛み、隙間、斑等が無く、容器本体の形状に沿ってこのフィルム層を密着状に被覆することができ、従来にない加飾性、ガスバリア性等の各種機能を発揮させることができる。
【0026】
請求項2記載の発明にあっては、容器本体の胴部の略全域に亘ってフィルム層で被覆するので、胴部の略全体に加飾性、あるいはガスバリア性等の機能を発揮させることができる。
【0027】
請求項3記載の発明にあっては、インモールド成形法では溶融樹脂により高圧でフィルムの全領域に亘って略均一に押圧することができ、皺の発生、ブリスターの発生のない状態でフィルムを接着でき、延伸ブロー成形時におけるフィルムの共延伸をスムーズに達成することができる。また、一般的にはプリフォームは円筒状の胴部を有した試験管状であり、フィルムをプリフォームの胴部の略全高さ、そして全周に亘って皺無く接着することができ、壜体等の容器本体の胴部の略全領域に亘る被覆を容易に達成できる。
【0028】
請求項4記載の発明にあっては、プリフォームとフィルムを相互に同系統の合成樹脂製とすることにより、プリフォームの壁面にフィルムを熱融着により一体的に接着固定することができ、延伸ブロー成形時におけるフィルムの延伸をよりスムーズにかつ確実に達成することができる。
【0029】
請求項5記載の発明にあっては、胴部に設けられた凹凸構造、あるいは把手機能部等の突設物に関わらず、皺、弛み、隙間、斑等が無く、胴部の外表面の略全領域に、容器本体の形状に沿って印刷模様が広がった、装飾効果を有した容器を提供することができる。
また、フィルム層では、印刷した模様等も延伸変形して表現されるので、今までにない独特な加飾効果を付与することができる。
【0030】
請求項6記載の発明にあっては、フィルム層で胴部の略全領域を密着状に被覆でき、フィルム層をガスバリア性の高い合成樹脂製とすることにより、容器のガスバリア性を容易に向上させることができる。
【発明を実施するための最良の形態】
【0031】
本発明の実施形態を、図面を参照しながら説明する。
図1に本発明の合成樹脂製容器の一実施例である壜体1の半縦断正面図を示す。容器本体である壜本体2はPP樹脂製の延伸ブロー成形品で、中間高さ位置に大きく凹んだ凹部7が周設された胴部4を有し、肩部5を介して短円筒形状の口部6を一体に立設したものである。
【0032】
壜本体2の口部6および底部3を除いた、肩部5を含む胴部4の略全領域に亘る外表面は、プリフォームを延伸ブローする際に、プリフォームと共に延伸して形成された、壜本体2と同系統の合成樹脂であるランダムPP樹脂製のフィルム層11により、凹部7も含めて壜本体2の形状に沿って密着状に被覆されている。
そして本実施例の壜体1はこのフィルム層11により加飾性を付与しようとするものであり、延伸変形により図案化した”ABC”なる印刷された文字が変形して表現されており、今までにない独特な加飾が施されている。なお、図1および後述する図2は半縦断正面図であるが、図案化された文字”ABC”が良く判るように縦断部分にも2点鎖線でその形を示した。
【0033】
次に上記、壜体1の製造方法の一例を説明する。(図2〜図5参照)
壜本体2の成形は、図2に示す試験管状で底部21、胴部22、口部23を有するプリフォーム20をPP樹脂を使用して射出成形する工程と、このプリフォーム20を延伸ブロー成形する工程からなる。
【0034】
そして、予め表面に”ABC”なる図案化した文字を印刷したランダムPP樹脂製の無延伸のフィルム25を円筒状にして、射出成形金型30のキャビティー型32に設置した状態で、次にコア型31をキャビティー型32内に挿入し(図4、図5参照)、PP樹脂をゲート33からキャビティー34に射出してプリフォーム20を成形する。これによりフィルム25がインモールド成形法によりプリフォーム20胴部22の略全高さ、全周に亘って接着状に積層される(図2、図3参照)。
【0035】
ここで、ランダムPP樹脂は主成分となるプロピレン成分にエチレン成分をランダムに共重合したものであり、壜本体2を形成するPP樹脂に比較して軟化温度、および融点が低く、このフィルム25はインモールド成形でプリフォーム20の壁面に熱融着して接着すると共に、無延伸フィルムであることが相俟って、優れた延伸性を有する。
【0036】
そして、プリフォーム20の射出成形は、通常のPP樹脂の成形と同様な条件で実施することができ、ランダムPP樹脂製のフィルム25は広い温度範囲でPP樹脂からなるプリフォーム20に熱融着することができる。また、プリフォーム20のフィルム25が接着される部分は一定の外径のストレートな円筒状部分であり、さらに射出成形によるインモールド成形では、フィルム25が溶融樹脂により略均一にかつ高圧で押付けられるので、局部的に皺や、ブリスターの発生のない状態でフィルム25がプリフォーム壁面に接着される。
【0037】
次に、延伸ブロー成形は、インモールド成形で胴部22の外表面にフィルム25を熱融着して接着積層したプリフォーム20を、延伸ブロー成形機の金型内にプリフォームの口部23を金型の上部に固定しながらセットして実施する。
PP樹脂製の場合、延伸ブロー成形における樹脂温度は130〜140℃程度の温度であり、プリフォーム20の胴部22の外表面に熱融着して接着積層したフィルム25がプリフォーム20と一体に共延伸され、延伸ブロー成形品である壜本体2の外表面にフィルム層11が形成される。
【0038】
以上の製造法より、壜本体2の胴部4と肩部5の外表面の略全域に亘って、胴部4に形成された凹部7に関わらず皺、弛み、隙間、斑等がない状態で、フィルム層11が壜本体2の形状に沿って、壜本体2に一体化して密着状に積層した容器1を得ることができる。
【0039】
そして壜体1は、フィルム25に印刷した図案化した文字”ABC”(図2参照)が延伸により変形した形となり(図1参照)、今までにない独特な装飾効果が発揮される。勿論文字を図案化したものに限らず、様々な模様を延伸変形させ、胴部4全体に広げたような効果も出すこともできる。
【0040】
なお、上記実施例に限らず本発明の容器は、容器本体とフィルム層を形成する合成樹脂を様々に組み合わせて使用することができるが、以下に他の組み合わせの例を記載する。これらの例はそれぞれの合成樹脂の組み合わせで、上述した実施例と同様にプリフォーム20にフィルム25をインモールドで接着し、延伸ブローにより図1に示す壜体1を成形した例である。
[例1]プリフォームをPP樹脂製、フィルムをポリスチレン樹脂製とすることによりPP樹脂製の壜本体にフィルム層を積層することができた。
[例2]プリフォームをPET樹脂製、フィルムをランダムPP樹脂製とすることによりPET樹脂製の壜本体にフィルム層を積層することができた。
[例3]プリフォームをPP樹脂製、フィルムをPET樹脂層/接着層/エバール樹脂層/接着層/PET樹脂層からなる3種5層の積層フィルムとすることにより、壜本体にフィルム層を積層することができると共に、エバール樹脂層によりガスバリア性を向上させることができた。
【0041】
なお、本発明は上記した実施例、あるいは例に限定されるものではない、容器は壜体に限定されるものではなく、プリフォームを使った延伸ブロー成形するたとえばカップ状容器等の他の成形品にも一般的に適用することができる。
また、容器本体とフィルム層の組み合わせは、プリフォームの成形時におけるフィルムのインモールド成形性、延伸ブロー成形時におけるフィルムの延伸性等を考えて、あるいは予め試験して、用途に合わせて様々な組み合わせ態様で使用することができる。
また、上述した実施例では壜本体2胴部4の略全高さ、そして全周に亘って被覆した例であるが、勿論、部分的にラベル状に被覆することもできる。
【産業上の利用可能性】
【0042】
以上説明したように本発明の合成樹脂製容器は、密着状に被覆するフィルム層によって、従来にない加飾性、ガスバリア性等の各種機能を発揮させることができ、さまざまな用途への展開が期待される。
【図面の簡単な説明】
【0043】
【図1】本発明容器の一実施例である壜体を示す、半縦断正面図である。
【図2】図1に示した壜本体のプリフォームを示す、半縦断正面図である。
【図3】図2に示したプリフォームの、A−A線に沿っての平断面図である。
【図4】図2に示したプリフォーム成形用の射出成形金型を示す縦断面図である。
【図5】図4に示した射出成形金型の、B−B線に沿っての平断面図である。
【符号の説明】
【0044】
1 ; 壜体(容器)
2 ; 壜本体(容器本体)
3 ; 底部
4 ; 胴部
5 ; 肩部
6 ; 口部
7 ; 凹部
11; フィルム層
20; プリフォーム
21; (プリフォーム)底部
22; (プリフォーム)胴部
23; (プリフォーム)口部
25; フィルム
30; 射出成形金型
31; コアー型
32; キャビティー型
33; ゲート
34; キャビティー
【特許請求の範囲】
【請求項1】
プリフォームを延伸ブロー成形してなる、ポリオレフィン系樹、ポリスチレン系樹脂、ポリエステル系樹脂、ポリ塩化ビニル系樹脂、およびポリアミド系樹脂から選ばれる合成樹脂製の容器本体の少なくとも胴部外表面の一部を、前記プリフォームの延伸ブロー時に該プリフォームと共に延伸して形成された合成樹脂製のフィルム層で被覆した合成樹脂製容器。
【請求項2】
容器本体の胴部外表面の全周、および略全高さに亘ってフィルム層で被覆した請求項1記載の合成樹脂製容器。
【請求項3】
胴部に、予め共延伸可能なフィルムをインモールドで接着したプリフォームを用い、該プリフォームの延伸ブロー時に、プリフォームと共に前記フィルムを延伸してフィルム層を形成した請求項1または2記載の合成樹脂製容器。
【請求項4】
プリフォームとフィルムを相互に同じ系統の合成樹脂製とした請求項3記載の合成樹脂製容器。
【請求項5】
フィルム層で容器を加飾する構成とした請求項1、2、3または4記載の合成樹脂製容器。
【請求項6】
フィルム層で容器のガスバリア性を向上させる構成とした請求項1、2、3、4または5記載の合成樹脂製容器。
【請求項1】
プリフォームを延伸ブロー成形してなる、ポリオレフィン系樹、ポリスチレン系樹脂、ポリエステル系樹脂、ポリ塩化ビニル系樹脂、およびポリアミド系樹脂から選ばれる合成樹脂製の容器本体の少なくとも胴部外表面の一部を、前記プリフォームの延伸ブロー時に該プリフォームと共に延伸して形成された合成樹脂製のフィルム層で被覆した合成樹脂製容器。
【請求項2】
容器本体の胴部外表面の全周、および略全高さに亘ってフィルム層で被覆した請求項1記載の合成樹脂製容器。
【請求項3】
胴部に、予め共延伸可能なフィルムをインモールドで接着したプリフォームを用い、該プリフォームの延伸ブロー時に、プリフォームと共に前記フィルムを延伸してフィルム層を形成した請求項1または2記載の合成樹脂製容器。
【請求項4】
プリフォームとフィルムを相互に同じ系統の合成樹脂製とした請求項3記載の合成樹脂製容器。
【請求項5】
フィルム層で容器を加飾する構成とした請求項1、2、3または4記載の合成樹脂製容器。
【請求項6】
フィルム層で容器のガスバリア性を向上させる構成とした請求項1、2、3、4または5記載の合成樹脂製容器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−240629(P2006−240629A)
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願番号】特願2005−55025(P2005−55025)
【出願日】平成17年2月28日(2005.2.28)
【出願人】(000006909)株式会社吉野工業所 (2,913)
【Fターム(参考)】
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願日】平成17年2月28日(2005.2.28)
【出願人】(000006909)株式会社吉野工業所 (2,913)
【Fターム(参考)】
[ Back to top ]