
合成樹脂製網状構造体及び合成樹脂製網状構造体用合成樹脂モノフィラメントの製造方法
【課題】軽量で長期間使用中にも優れた耐久性を有し、且つ、応力集中により破網し難い合成樹脂製網状構造体を得ることを課題とする。
【解決手段】降伏強度が15〜35kgf/mm2、25%伸長時強度/降伏強度の比が1.5以下、繊維長手方向の直径斑が10%未満である合成樹脂モノフィラメントを少なくとも一部に配して構成したことを特徴とする合成樹脂製網状構造体。
【解決手段】降伏強度が15〜35kgf/mm2、25%伸長時強度/降伏強度の比が1.5以下、繊維長手方向の直径斑が10%未満である合成樹脂モノフィラメントを少なくとも一部に配して構成したことを特徴とする合成樹脂製網状構造体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、合成樹脂モノフィラメントを少なくとも一部に配した合成樹脂製網状構造体に関するものであり、更に詳しくは、金属製網状構造体を代替可能な特性を有する合成樹脂製網状構造体と、この合成樹脂製網状構造体を構成する合成樹脂モノフィラメントの製造方法に関するものである。
【背景技術】
【0002】
現在、養殖用生簀(水産資材)、護岸工法に用いられる蛇籠/布団籠(土木資材)、落石防止網(土木資材)、車両や動物等の侵入防止網(農業資材、建築資材)、自動車用グリルネット(車両資材)等の様々な分野において金属製網状構造体が用いられているが、金属製網状構造体は酸化腐食して耐久性が低下すること、破網時に鋭利で固い金属端が露出すること、重量が重く取り扱い性に劣ること等の幾多の問題を有しているため、これら問題を解決した網状構造体の開発が強く望まれている。
【0003】
従来技術の中で、前述の問題点を解決する技術の1つとして合成樹脂製網状構造体が特許文献1、及び、特許文献2等で提案されている。
【0004】
特許文献1は「合成樹脂製モノフィラメントを素材とする亀甲型網状体の破断強力、破断伸度および耐久性をさらに改善すること(2頁)」を課題とし、その解決手段として「極限粘度が0.6以上、線径が1.5〜4.5mm、強度伸度積が750〜3000kg/mm2・%、磨耗耐久性が5000回/mm2以上であるポリエステルモノフィラメントを素材とし、撚り合わせ部分に溶着または接着を伴うことなく織成してなる、六角形の網目を有する合成樹脂製網状構造体(請求項1)」を開示しており、当該合成樹脂製網状構造体は「とくに水産用途に有用(1頁)」と記載されている。
【0005】
また、特許文献2は「落石などの重量物の衝撃に対して高い強度と優れた衝撃耐久性をもち、落石防護に効果的な合成樹脂製網状体の提供[0009]」を課題とし、その解決手段として「ポリエステルモノフィラメントを構成素材として製網され、六角形の亀甲型網目を有し・・ポリエステルモノフィラメントの・・引張破断仕事が1000kg/mm2以上である・・落石防護用合成樹脂製網状体[請求項1]」を開示している。
【0006】
上記従来技術は、耐摩耗性あるいは耐衝撃性に優れた合成樹脂製網状構造体について開示しているが、いずれも実使用には十分なレベルになく、合成樹脂製網状構造体を種々の分野に広く展開するには満足できるものではなかった。つまり、本発明が目指し、且つ、その達成に取り込んできた金属製網状構造体を代替可能な合成樹脂製網状構造体とは異なるものであった。以下に従来技術の問題点を述べる。
【0007】
特許文献1によれば、その実施例および比較例において、強度伸度積、極限粘度、線径、磨耗耐久性が一定範囲にあるポリエステルモノフィラメントを用いることでハマチ養殖用生簀として優れた破網耐久性を有する合成樹脂製網状構造体が得られることが示されている。確かに水産資材、特に生簀として使用される網状構造体には水棲動物の衝突やフカレによる網同士の摩擦に対する耐久性が必要であり、特許文献1記載の合成樹脂製網状構造体は水産資材用途には好適に使用できると考えられる。
【0008】
しかしながら、特許文献1記載の合成樹脂製網状構造体を落石等の衝突を受ける落石防止ネット、車両や動物等の衝突を受ける安全ネット、石等の充填物に絶えず磨耗される護岸工法用ネット等に使用する場合には、十分な耐久性、機械特性を有しているとは言えず、これら用途に適用するための方法は特許文献1に開示されていない。また、本発明で着目した応力集中による破網の防止手段については記載も示唆もされていない。
【0009】
特許文献2によれば、その実施例において引張破断仕事が1000kg/mm2・%以上のポリエステルモノフィラメントを用いた合成樹脂製網状構造体は、実際に石を落下させる実用評価試験においてモノフィラメントの破断が無く、網状体の変形が小さい旨が記載されている。これら結果から、特許文献2記載の網状構造体は、製網直後には落石等の衝撃を受けた際にも大きく伸びることなく衝撃エネルギーを吸収可能だと考えられる。
【0010】
しかし、特許文献2の網状構造体は、衝撃を受けた際に伸び難いため、構造体の一部分に応力が集中した際には破壊されやすいと言う問題を有している。また、網状構造体を種々の用途に長期間展開するために、必要な風雨、紫外線、更飛来物や落石等による擦過を受けた後の耐久性に関しては記載も示唆もされていない。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特公平7−30495号公報
【特許文献2】特開2008−7986号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は長期間使用中にも優れた耐久性を有し、且つ、応力集中により破網し難い合成樹脂製網状構造体を得ることを課題とする。
【課題を解決するための手段】
【0013】
前述の課題に対し検討を重ねた結果、降伏強度が15〜35kgf/mm2、25%伸長時強度/降伏強度の比が1.5以下、繊維長手方向の直径斑が10%未満である合成樹脂モノフィラメントを少なくとも一部に配して構成したことを特徴とする合成樹脂製網状構造体により、前述の課題が解決できることを見出した。
【0014】
なお、本発明の合成樹脂製網状構造体においては、
前記合成樹脂モノフィラメントの扁平率が0〜20%であること、
前記合成樹脂モノフィラメントがポリエステルモノフィラメントであること、
前記合成樹脂モノフィラメントがシリコーン化合物を0.01〜3重量%含有すること、
前記合成樹脂モノフィラメントがカーボンブラック及び/又は酸化チタンを0.05〜5重量%含有すること、
六角形の亀甲網目構造を有する無結節網であること
が、いずれも好ましい条件として挙げられる。
【0015】
また、上記の合成樹脂製網状構造体を構成する合成樹脂モノフィラメントの製造方法は、紡糸口金より吐出した合成樹脂モノフィラメントを冷却浴で冷却して得られる直径3〜10mmの未延伸モノフィラメントを延伸することからなる合成樹脂モノフィラメントの製造方法において、前記冷却浴の冷却温度を使用樹脂のガラス転移温度−5℃以上、冷却時間を0.5〜2分、口金面と冷却浴液面間距離を20〜80mm、1段延伸、又は、2段延伸において2段目の延伸倍率を1.3倍以下とすることを特徴とする。
【発明の効果】
【0016】
本発明によれば、応力集中による破網を生じ難く、長期間使用中にも優れた耐久性を保持する合成樹脂製網状構造体の提供が可能となる。
【図面の簡単な説明】
【0017】
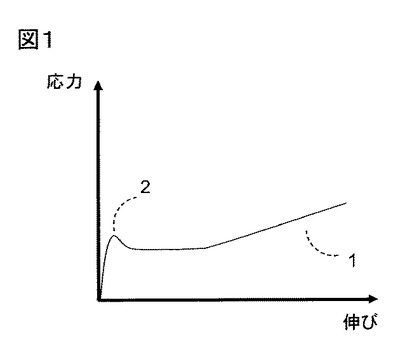
【図1】合成樹脂モノフィラメントの降伏点の説明図である。
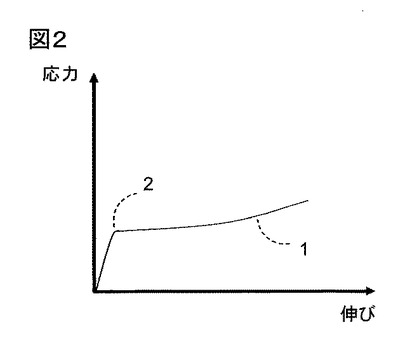
【図2】合成樹脂モノフィラメントの降伏点の説明図である。
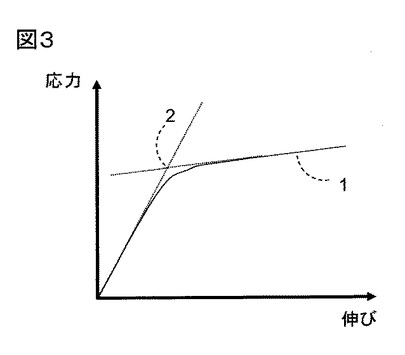
【図3】合成樹脂モノフィラメントの降伏点の説明図である。
【発明を実施するための形態】
【0018】
以下に、本発明について詳細に説明する。
【0019】
本発明の合成樹脂製網状構造体は、合成樹脂モノフィラメント(以下、単にモノフィラメントと呼ぶこともある。)を少なくとも一部に配して構成したことが重要な要件である。
【0020】
すなわち、合成樹脂製網状構造体に合成樹脂マルチフィラメントを用いた場合には、製網工程、及び、実使用時に毛羽立った単糸が品位を悪化させたり、耐摩耗性を悪化させたりする要因となる。このため、耐摩耗性、品位にも優れた本発明の合成樹脂製網状構造体は、モノフィラメントを構成要素の一部とすることが必要である。
【0021】
本発明の合成樹脂製網状構造体(以下、網状構造体と呼ぶこともある。)に使用するモノフィラメントの比率は特に制限されるものでは無く、網状構造体同士の連結部、支柱等への接合部は勿論のこと、必要に応じて網状構造体本体部にも他素材を適用することができる。しかしながら、網状構造体に優れた耐久性を保持させるためには、網状構造体本体の80重量%以上を本発明のモノフィラメントで構成することが好ましく、更に好ましいモノフィラメント使用比率として90重量%以上、より好ましい範囲として95重量%以上を例示できる。
【0022】
本発明の合成樹脂製網状構造体に使用するモノフィラメントは、製網前、又は、製網時に複数本を合糸(必要に応じて撚糸)して使用しても良い。複数本のモノフィラメントを合糸することで、モノフィラメント1本より構成される網状構造体と比べて柔軟な網状構造体を得ることが可能となる。合糸するモノフィラメントの本数は特に制限されるものでは無いが、合糸本数が多い場合には前述の網状構造体にマルチフィラメントを使用した場合同様に、品位、耐摩耗性が悪化する可能性があることから、合糸するモノフィラメントの本数は10本以下であることが好ましい。
【0023】
本発明の範囲を満足する限り、本発明の合成樹脂製網状構造体に使用するモノフィラメントの素材は何ら制限されるものではなく、芳香族ポリエステル、脂肪族ポリエステル、芳香族ポリアミド、脂肪族ポリアミド、ポリオレフィン、弗素ポリマ等の従来知られた素材を使用することができる。しかしながら、価格、汎用性は勿論のこと、風や波にフカレ難い適度な比重、更には適度なコシを有するポリエステル系樹脂、中でもポリエチレンテレフタレート樹脂が合成樹脂製網状構造体に使用するモノフィラメント用素材としては最も好適である。
【0024】
また、本発明の合成樹脂製網状構造体に使用するモノフィラメントは、本発明の効果を満足する限り異型断面形状であっても複合であっても良く、更には通常合成繊維に用いられる艶消し剤、難燃剤、耐熱剤、耐光剤、紫外線吸収剤、着色顔料等として無機微粒子や有機化合物を必要に応じて添加するのは勿論のこと、異ポリマを共重合したものであっても良い。本発明の効果を損なわない範囲であれば添加剤の添加率、及び、共重合成分の共重合率に特に制限は無いが、製糸性の観点から添加剤は5体積%以下、共重合率は5モル%以下であることが好ましい。
【0025】
本発明の合成樹脂製網状構造体に使用するモノフィラメントの直径は、0.5〜5.0mmが好ましく、より好ましい範囲として1.5〜4.0mmを、更に好ましい範囲として2.0〜4.0mmを例示できる。モノフィラメントの直径が前記範囲を満足する場合、耐摩耗性、モノフィラメント生産性、網状構造体生産性、物理特性に優れた網状構造体を得ることが可能となる。
【0026】
本発明の合成樹脂製網状構造体に使用するモノフィラメントは、その降伏強度が15〜35kgf/mm2であることが必要である。降伏強度は衝撃が加わった際等に伸長し始める強度を示している。降伏強度が15kgf/mm2未満の場合には、衝撃が加わった際に過剰に伸長し、例えば落石防止ネットとして使用した際に保護対象の保護が困難となる。一方、35kgf/mm2を超える場合には、合成樹脂製網状構造体が降伏し難くなるため応力集中に起因する破網が発生し易い。また、降伏強度が35kgf/mm2を超える場合には、モノフィラメントの残留伸度が低くなるため本発明の効果が得難くなる。
【0027】
また、本発明者が前述の用途に適合する合成樹脂製網状体について調査検討を重ねた結果、従来の合成樹脂製網状構造体の問題点が応力集中による破網にあることが判明した。すなわち、落石等によって瞬間的かつ部分的に応力が集中した際、また、岩石や生物との擦過に起因する小さな傷に応力が集中し、合成樹脂製網状構造体が破網して期待される効果を発現しないことが従来合成樹脂製網状構造体の問題点である。
【0028】
この問題を解決するために、本発明の網状構造体に使用するモノフィラメントは、25%伸長時強度/降伏強度の比が1.5以下であることが必要であり、好ましい範囲として1.2以下、更に好ましい範囲として1.1以下の範囲を例示できる。
【0029】
25%伸長時強度/降伏強度の比はモノフィラメントが降伏してから25%伸長するまでに受ける応力履歴を示すパラメーターであり、25%伸長時強度/降伏強度の比が1.5以下であることは、モノフィラメントの降伏強度と25%伸長時強度が近いことを示している。すなわち、25%伸長時強度/降伏強度の比が1.5以下であるモノフィラメントは、部分的に応力が集中した際にも応力集中部位が十分に伸長して衝撃等のエネルギーを他の部位に分散することが可能である。また、擦過に起因する小さな傷に応力が集中する場合、従来の合成樹脂製網状構造体では擦過痕の欠点に応力が集中して破網するが、25%伸長時強度/降伏強度の比が前記範囲を満足する本発明の合成樹脂製網状構造体であれば欠点部位が十分に伸長し、且つ、欠点部位近傍の正常部が欠点部位と近い応力で伸長するため、欠点部位に応力を集中させること無く網状構造体全体で衝突等のエネルギーを吸収することが可能となる。
【0030】
すなわち、25%伸長時強度/降伏強度の比が前記範囲を満足する本発明の合成樹脂製網状構造体は、従来の合成樹脂製網状構造体の問題点であった応力集中に起因する破網の抑制が可能となる。一方、25%伸長時強度/降伏強度の比が1.5を超える場合には応力集中に起因する破網を抑制することが困難となる。また、25%伸長時強度/降伏強度の比に下限は無いが、極端に25%伸長時強度が降伏強度よりも低い場合には、合成樹脂製網状構造体が急激に伸長し、網状構造体として期待される効果を発現しなくなる可能性が高くなることから、25%伸長時強度/降伏強度の比は0.9以上であることが好ましく、より好ましい範囲として0.95以上、更に好ましい範囲として1.0以上を例示できる。
【0031】
なお、本発明でいう降伏点2とは、図1に示す通り、応力―歪曲線1が一端立ち上がったのち強度が低下する点、図2に示す通り応力―歪曲線1が一端立ち上がったのち変曲する点であるが、図3に示すように、図2の如き明確な変曲点が現れない場合には、初期立ち上がり曲線1の接線と降伏後曲線の接線との接点を降伏点2とする。
【0032】
さらに、前述の応力集中を抑制する観点から、本発明の合成樹脂製網状構造体に使用するモノフィラメントは、繊維長手方向の直径斑が10%未満、好ましくは5%未満であることが必要である。繊維長手方向の直径斑が前記範囲を満足する場合は、直径の細い部位に応力が集中し難く、破網し難い合成樹脂製網状構造体を得ることが可能となる。一方、直径斑が10%以上の場合、合成樹脂製網状構造体に急激な負荷が掛かった際に、直径が細い部分に応力が集中して破網する問題が生じる。
【0033】
また、前述の通り本発明の合成樹脂製網状構造体に使用するモノフィラメントの断面形状に特に制限は無いが、応力集中抑制の観点からモノフィラメントは扁平率が0〜20%の丸断面であることが好ましく、より好ましい範囲として0〜15%、更に好ましい範囲として0〜10%を例示できる。扁平率が前記範囲を外れる場合、製網した際に網目交点におけるモノフィラメント同士の接触面積が大きくなり、衝撃等を受けた際に網目が可動し難くなるため交点に応力が集中して破網しやすくなるが、扁平率が前記範囲を満足する場合には接触面積が小さく応力集中しがたい合成樹脂製網状構造体を得ることが可能となる。なお、モノフィラメント製造コストが高くなる懸念はあるものの、モノフィラメント表面に微小凹凸を形成させることで網目交点におけるモノフィラメント同士の接触面積を低減する方法を採用することもできる。
【0034】
また、本発明の合成樹脂製網状構造体を構成するモノフィラメントは、シリコーン化合物を0.01〜3重量%含有することが好ましく、さらに好ましい範囲として0.02〜1重量%を例示できる。シリコーン化合物の添加量が前記範囲を満足するモノフィラメントは製糸性が良好であり、且つ、該モノフィラメントを用いた合成樹脂製網状構造体は網目交点におけるモノフィラメント同士の滑り性が良いために応力集中に起因する破網を起こし難い特徴を有する。
【0035】
本発明で使用するシリコーン化合物としては、ジメチルシロキサン(KF−96、信越シリコーン製)、ポリジメチルシロキサン(バイフルイドM、バイエル製)、メチルフェニルシロキサン(KF−54、信越シリコーン製)等を例示することができ、これらを市場から入手して使用することができる。
【0036】
また、本発明の合成樹脂製網状構造体を構成するモノフィラメントは、カーボンブラック及び/又は酸化チタンを0.05〜5重量%含有することが好ましく、より好ましいカーボンブラック及び/又は酸化チタン含有量として0.1〜2重量%の範囲を例示できる。カーボンブラック及び/又は酸化チタン含有量が前記範囲を満足する場合には、製糸性、及び、実使用時の耐候性に優れた合成樹脂製網状構造体を得ることが可能となる。カーボンブラック及び/又は酸化チタン添加により耐候性が大幅に向上する理由は明確でないものの、モノフィラメント表層に存在しているカーボンブラック及び/又は酸化チタンが光エネルギーを吸収及び/又は反射することで、モノフィラメント内層部を保護するためと考えられる。なお、カーボンブラック及び/又は酸化チタンにより保護された内層部の量が多いほど実使用後の強力が保持され易いという観点から、モノフィラメント直径は前述の通り0.5〜5.0mmが好ましく、より好ましい範囲として1.5〜5.0mm、更に好ましい範囲として2.0〜4.0mmを例示できる。
【0037】
本発明の合成樹脂製網状構造体を構成するモノフィラメントは、その破断強度が15kgf/mm2以上、好ましくは25kgf/mm2以上あることが合成樹脂製網状構造体の安全性を高めるために好ましい。
【0038】
本発明の合成樹脂製網状構造体を構成するモノフィラメントは、その降伏点伸度が5〜12%であることが好ましく、より好ましい範囲として7〜12%、更に好ましい範囲として6〜10%の範囲を例示できる。降伏点伸度が前記範囲を満足する場合には、合成樹脂製網状構造体が負荷を受けた際にも伸長し過ぎず、又、応力集中による破網が生じ難い。一方、降伏点伸度が12%を超える場合は、網状構造体が衝撃を受けた際に十分に衝撃エネルギーを吸収できない状態で網状構造体が伸長するため、対象物の保護が困難となったり、衝撃を吸収していないにも関わらず網目が伸長したりするため、網状構造体としての役割を果たすことが困難となる。一方、本発明のモノフィラメントについては降伏点伸度が5%を下回るものを得ることが困難であり、例え得られたとしても降伏点伸度が低すぎるために急激に網状構造体に負荷がかかり、応力が集中し易いという問題を有している。
【0039】
本発明の合成樹脂製網状構造体を構成するモノフィラメントは、その破断伸度が50%以上であることが好ましい。破断伸度が前記範囲を満足する場合には、合成樹脂製網状構造体に大きな負荷が掛かった際にも破網し難く、負荷を吸収しながら十分に伸長することが可能となる。
【0040】
本発明の合成樹脂製網状構造体を構成するモノフィラメントは、その沸収が0〜15%であることが好ましく、より好ましい範囲として5〜12%の範囲を例示できる。沸収が前記範囲を満足する場合には、実使用時および製網時の寸法安定性に優れた合成樹脂製網状構造体を得ることが可能となる。
【0041】
本発明の合成樹脂製網状構造体を構成するモノフィラメントは、後述の耐候試験後強度保持率が60%以上、伸度保持率が50%以上であることが好ましく、より好ましい耐候試験後強度保持率として70%以上、伸度保持率として60%以上を例示できる。
【0042】
耐候試験後の強度保持率、伸度保持率、及び、25%伸長時強度/降伏強度が前記範囲を満足する場合、屋外で長時間使用された際にも実用に耐えうる物理特性を有する合成樹脂製網状構造体となる。
【0043】
次に、本発明の合成樹脂製網状構造体、及び、この網状構造体を構成するモノフィラメントの製造方法の一例を示すが、製造方法はこれに限られるものではない。
【0044】
本発明の合成樹脂製網状構造体を構成するモノフィラメントは、溶融紡出した未延伸モノフィラメントを冷却後にローラ間で熱延伸する溶融紡糸法で得ることが可能である。延伸段数は特に制限されるものではなく、1段延伸の他にも2段延伸、3段延伸といった多段延伸プロセスを採用することができる。
【0045】
溶融紡糸に供する原料樹脂の水分率は、溶融時の気泡発生抑制、及び、ポリエステル原料を使用する場合には加水分解抑制の観点から0〜200ppmであることが好ましい。水分率の測定方法は通常知られた方法で測定すればよく、例えば、平沼産業(株)製カールフィッシャー水分計(AQ−2100)を用いた電量滴定法で測定することができる。
【0046】
原料樹脂の溶融方法に特に決まりはなく、プレッシャーメルター、エクストルーダー等を用いて溶融すれば良い。溶融温度は原料種によって適宜変更すれば良いが、通常は溶融成形性、及び、熱分解抑制の観点から、通常原料樹脂の融点+10℃〜融点+60℃の範囲に設定される。
【0047】
溶融樹脂は紡糸パック内のフィルターにて異物を取り除いた後、口金孔より吐出される。孔形状及び孔の大きさは樹脂の溶融粘度、モノフィラメント直径等により適宜変更すれば良い。
【0048】
紡糸口金直下には必要に応じて加熱筒を設置することができる。紡出フィラメントを200〜300℃に保温された加熱筒を通過させることで、口金面温度を均一にできるばかりか、吐出フィラメントの配向が緩和され、均一な物性を有するフィラメントを延伸性良く得ることが可能となる。
【0049】
吐出されたフィラメントは次いで溶媒を満たした冷却浴で冷却固化させる。溶媒の種類に特に決まりは無く、冷却溶媒として水やポリエチレングリコール等を例示できる。
【0050】
ここで、本発明の合成樹脂製網状構造体を構成するモノフィラメントを得るためには、冷却温度を使用樹脂のガラス転移温度−5℃以上、冷却時間を0.5〜2分、好ましくは0.9〜1.5分とすることが重要であり、より好ましい冷却温度の範囲としてガラス転移温度−5℃〜95℃の範囲を例示できる。その詳細な機構は明らかではないものの、本発明の如き伸長時に応力が立ち上がり難いモノフィラメントを得るためには、伸長過程において分子鎖が高度に引き揃えられない繊維構造とする必要があると考えられる。このため、冷却温度および冷却時間を前記範囲とすることで、冷却工程において分子鎖運動性を確保し、冷却浴内において繊維構造内に所謂準結晶の如き分子鎖拘束領域を形成することにより、伸長時に非晶部の分子鎖が引き揃えられ難い繊維構造を得ることができると考えられる。
【0051】
一方、冷却温度がガラス転移温度−5℃を下回る場合、及び、冷却時間が0.5分未満の場合には、冷却浴内での分子鎖運動性が不十分な状態で大気中に曝されて冷却されるため、前述のモノフィラメント特性を得難く、更には吐出ポリマの自重により吐出斑が発生し、扁平率、直径斑に劣るモノフィラメントとなりやすいため好ましくない。また、冷却時間が2分を超える様な製造条件を採用するには、冷却浴の大型化が必要になる、又は、冷却浴内での未延伸糸の滞留時間を低下させる必要があるため、単位時間当たりの生産性が低下する問題が発生するため好ましくない。なお、冷却温度の上限に関しては、急激な結晶化による未延伸糸の収縮が発生しない条件であれば良いが、冷却溶媒として安全で安価な温水が好ましいことから、温水の沸騰しない温度、具体的には95℃以下であることが好ましい。
【0052】
また、本発明の製造方法においては、口金面と冷却浴液面間の距離が20〜80mm、好ましくは20〜60mmであることが重要である。口金面と冷却浴液面間が20mm未満の場合には、冷却浴液面の揺れに起因する吐出フィラメントの揺れが大きくなり製糸性が悪化する。一方、口金面と冷却浴液面間が80mmを超える場合には、温度が高く粘度の低い吐出ポリマは重力の影響を受け易いため、重力に起因して発生するフィラメント径の脈動により扁平率及び直径斑が生じ、結果として本発明の如き応力集中による破網の発生し難い合成樹脂製網状構造体を得ることができない。なお、加熱筒を用いる場合には、加熱筒下部と冷却浴液面間を20〜80mmとすれば良い。
【0053】
なお、前記製造方法は、直径が3〜10mm、好ましくは4〜9mmの未延伸モノフィラメントを冷却する際に特に優れた効果を発現する。すなわち、未延伸糸の直径が3mmを下回る場合には、合成樹脂製網状構造体に使用可能な特性を有するモノフィラメントを得るために延伸した場合に、得られるモノフィラメントの直径が細くなり、該モノフィラメントより得られた合成樹脂製網状構造体は物理特性の非常に低いものになってしまう。また、未延伸糸が細く紡糸機からの持込熱量が小さく冷却浴内で急冷されやすいため、前述の構造を形成することが困難になると考えられる。一方、未延伸糸の直径が10mmを超える場合には、未延伸糸が太く紡糸機からの持込熱量が大きすぎるため、前述の効果を得る為には延伸浴槽の大型化が必要となってしまうばかりか、冷却時に未延伸内外層の温度差が発生し易く、表層が固化する際の収縮によって製糸性が悪化し易いばかりか、内層部に空洞が発生して製品の品質を著しく低下させてしまう。
【0054】
次いで、冷却固化した未延伸フィラメントを引取ロールにて引き取る。第1ロールの表面速度は紡出する樹脂の曳糸性に応じて設定すれば良いが、通常1〜50m/分の範囲に設定される。なお、前述の冷却時間を得るためには前記引取速度と冷却浴の長さを調整すれば良い。
【0055】
前記速度で引き取られた未延伸フィラメントは、一旦巻き取った後、又は一旦巻き取ることなく連続的に延伸工程に供した後、必要に応じて弛緩熱処理を施してから巻取り機にて巻き取られる。なお、延伸および弛緩処理時にフィラメントに熱を付与する方法は特に制限されるものでは無く、樹脂種やフィラメント直径によって、加熱ロール、乾熱空気、蒸気、熱媒浴等から適宜選択すれば良い。また、延伸および弛緩処理時に付与する熱量に関しても使用する樹脂種によって適宜変更することができるが、延伸工程および弛緩処理時共に樹脂のガラス転移温度〜融点+20℃の範囲とすることが好ましい。
【0056】
なお、本発明のモノフィラメントを延伸する際には、総延伸倍率を2.5〜7倍に延伸することが好ましく、より好ましい範囲として3〜6倍の範囲を例示できる。また、特に多段延伸法を用いて延伸する際は、1段目の延伸倍率を2.5倍以上とすることが好ましい。延伸倍率を前記範囲とすることで直径斑が発生し難く、且つ、製糸性良くモノフィラメントを得ることができる。
【0057】
中でも、1段延伸、又は、2段延伸が好ましく、2段延伸の場合には2段目の延伸倍率を1.3倍以下とすることが好ましい。2段目の延伸倍率が1.3倍を超えると、本発明の要件である25%伸長時強度/降伏強度の比が1.5以下を達成しにくい傾向となるためである。
【0058】
さらに、モノフィラメントは工程通過性向上、静電気除去の観点から、モノフィラメント製造時に油剤0.1〜1.5重量%を付与させても良い。油剤付着量が0.1重量%未満の場合は油剤付与効果が発現し難く、一方、油剤付着量が1.5重量%を超える場合には次工程のガイド等を汚して工程通過性を悪化させる可能性がある。
【0059】
かくして本発明の合成樹脂製網状構造体に使用するモノフィラメントを得ることができる。
【0060】
次に、前記モノフィラメントを用いて網状構造体を製造する方法を説明する。本発明の合成樹脂製網状構造体は、発明の効果を損なわない範囲であれば網目形状は何ら限られるものでは無く、通常知られた網目形状を採用することができるが、製網性、耐破性の観点から、網目構造は六角形の亀甲網目構造を有する無結節網であることが好ましい。
【0061】
本発明の合成樹脂製網状構造体の目合いは特に限られたものではなく、使用する用途により適宜変更することが可能であるが、製品重量、内容物の流出防止、又は、落石等より保護対象を保護する観点から目合いは20〜80mmであることが好ましい。
【0062】
本発明の合成樹脂製網状構造体の製造方法は限られたものではなく、原料供給部又は製網部にモノフィラメントのガラス転移温度〜融点の範囲でモノフィラメントを予熱するオーブン、ホットロール、又は熱風吹き付け装置を取り付けた金網製網装置等を用いて製網したのち、ガラス転移温度以下の冷風を用いて構造固定する方法を採用することができる。
【実施例】
【0063】
以下、実施例によって本発明の態様を更に詳しく説明する。なお、明細書本文および実施例に用いた特性の定義および測定方法は次のとおりである。
【0064】
[直径]
株式会社ミツトヨ社製クーラントプルーフ型マイクロメーター(測定範囲0〜25mm)を用い、モノフィラメントを回転させながら、同一点における長径と短径を5本のサンプルについて測定し、その全平均を直径とした。
【0065】
[扁平率]
前記長径と短径の値を用い、下記式に従って計算した。
扁平率={(長径の平均)―(短径の平均)}/全平均×100
【0066】
[繊維長手方向の直径斑]
モノフィラメントの直径を1m毎に25点測定して求めた直径の最大値、最小値、及び、全平均を用い、下記式に従って算出した。
直径斑={(直径最大値)―(直径最小値)}/直径全平均
【0067】
[破断強度、破断伸度]
株式会社オリエンテック社製テンシロンUTM−4−100型引張試験機を用い、JIS L1013 8.5.1に準じて定速緊張形つかみ間隔25cmにて測定し、試行回数3回の平均値を求めた。
【0068】
[降伏強度、降伏伸度、および、25%伸長時強度]
株式会社オリエンテック社製テンシロンUTM−4−100型引張試験機を用い、JIS L1013 8.5.1に従い、定速緊張形、つかみ間隔25cmの条件で得た応力―歪曲線から求めた。
【0069】
[耐候試験]
スガ試験機株式会社製スーパーキセノンウェザーメーターSX75を用い、照射強度180W/m2、ブラックパネル温度63℃、水噴霧時間18分/120分で1000時間処理した後の強度または伸度を測定し、下記式に従って求めた。なお、3本のモノフィラメントの平均値を値として採用した。
強力保持率=耐候試験後強力/耐候試験前強力×100
伸度保持率=耐候試験後伸度/耐候試験後伸度×100
【0070】
[固有粘度(IV)]
オルトクロロフェノール100mlに対し試料8gを溶解した溶液の相対粘度ηをオストワルド式粘度計を用いて25℃で測定し、IV=0.0242η+0.2634の近似式によって求めた。
【0071】
[落下試験]
一辺が2mの鉄枠に張設した網状構造体の金枠部をグラウンドに設置した金網に3ヶ月間固定した。3ヶ月経過後の網状構造体を金枠で固定したまま地面と水平方向に固定し、該網状構造体に向けて重量90kgの丸石を高さ3.5mより落下させ、落下させた後の断糸本数を計測した。計測値はサンプル毎に2回実施した際の平均値を採用した。
【0072】
[製糸性]
80時間連続運転した際に発生した糸切れ回数を測定した。
【0073】
[原料]
回転型真空乾燥機を用い、東レ株式会社製ポリエチレンテレフタレートチップ(酸化チタン含有量0.1重量%、固有粘度1.15、ガラス転移温度69℃)を乾燥温度110℃で水分率が60±20ppmとなるまで乾燥したチップを原料Aとした。
【0074】
回転型真空乾燥機を用い、東レ株式会社製ポリエチレンテレフタレートチップ(酸化チタン非含有、固有粘度1.21、ガラス転移温度69℃)を乾燥温度110℃で水分率が60±20ppmとなるまで乾燥したチップを原料Bとした。
【0075】
原料Aに加工温度285℃の2軸押出機を用いてカーボンブラック20重量%を添加して得られたチップを、乾燥温度110℃で水分率が60±20ppmとなるまで乾燥したチップを原料Cとした。
【0076】
原料Aに加工温度275℃の2軸押出機を用いて、ジメチルポリシロキサン(信越化学工業株式会社製シリコーンオイルKF96)を10重量%添加して得られたチップを、乾燥温度110℃で水分率が60±20ppmとなるまで乾燥したチップを原料Dとした。
【0077】
[実施例1〜5]
原料A、原料B、原料C、原料Dを表1のブレンド率となるようにブレンドした混合原料をφ60mm(L/D=25)の1軸エクストルーダーを有する溶融紡糸装置に供給して紡糸温度285℃で溶融した。溶融樹脂は延伸後の直径が表1記載となるようにギヤポンプで計量した後、紡糸パック中で#200の金属織物フィルターで濾過し、孔径15mm、孔長10mmの口金孔より紡出した。紡出したストランドを表1記載温度の温水を満たした冷却浴に導入し、表1記載の冷却時間浴内を通過させたのち、表面速度3m/分で回転する第1ロールにより引き取った。引き取った未延伸モノフィラメントは一旦巻き取ることなく連続して第1ロールと第2ロール間で表1記載の延伸倍率で一段延伸し、第2ロールと第3ロール間で1倍の弛緩処理を施した後、巻取り機に巻き取った。なお、第1ロールと第2ロール間には延伸熱源として長さ1500mm、温度95℃の温水浴を設置した。ついで、得られたモノフィラメントを、特許文献1実施例記載の方法で六角形の亀甲網目構造を有する無結節網に製網した。かくして得られたモノフィラメント、及び、合成樹脂製網状構造体の特性を表1に示した。
【0078】
[実施例6、8〜10]
吐出量、及び、冷却浴への未延伸糸の浸漬長の変更により、表1記載の未延伸糸直径、口金面と冷却浴液面間距離、及び、冷却時間としたこと以外は、実施例1と同様におこなった。
【0079】
[実施例7]
原料A、原料B、原料C、原料Dを表1のブレンド率となるようにブレンドした混合原料を、φ60mm(L/D=25)の1軸エクストルーダーを有する溶融紡糸装置に供給して紡糸温度285℃で溶融した。溶融樹脂は延伸後の直径が表1記載となるようにギヤポンプで計量した後、紡糸パック中で#200の金属織物フィルターで濾過し、孔径15mm、孔長10mmの口金孔より紡出した。紡出したストランドを表1記載温度の温水を満たした冷却浴に導入し、表1記載の冷却時間浴内を通過させたのち、表面速度3m/分で回転する第1ロールにより引き取った。引き取った未延伸モノフィラメントは一旦巻き取ることなく連続して第1ロールと第2ロール間で3.0倍に延伸した後、第2ロールと第3ロール間で総倍率が3.45倍となるように2段目の延伸を行い、第3ロールと第4ロール間で1倍の弛緩処理を施した後、巻取り機に巻き取った。なお、第1ロールと第2ロール間には延伸熱源として長さ1500mm、温度95℃の温水浴を設置し、第2ロールと第3ロール間には長さ160℃、長さ2000mmの乾熱オーブンを設置した。ついで、得られたモノフィラメントを、特許文献1実施例記載の方法で六角形の亀甲網目構造を有する無結節網に製網した。かくして得られたモノフィラメント、及び、合成樹脂製網状構造体の特性を表1に示した。
【0080】
【表1】

【0081】
表1より明らかな様に、本発明の合成樹脂製網状構造体に使用されるモノフィラメント、及び、モノフィラメントの製造方法は製糸性に優れ、更に、該マルチフィラメントを使用した合成樹脂製網状構造体は実使用後にも優れた物理特性を有するものであった。
[比較例1]
原料A、原料B、原料C、原料Dを表2のブレンド率となるようにブレンドした混合原料を、φ60mm(L/D=25)の1軸エクストルーダーを有する溶融紡糸装置に供給して紡糸温度285℃で溶融した。溶融樹脂は延伸後の直径が表2記載となるようにギヤポンプで計量した後、紡糸パック中で#200の金属織物フィルターで濾過し、孔径15mm、孔長10mmの口金孔より紡出した。紡出したストランドを表2記載温度の温水を満たした冷却浴に導入し、表2記載の冷却時間浴内を通過させたのち、表面速度3m/分で回転する第一ロールにより引き取った。引き取った未延伸モノフィラメントは一旦巻き取ることなく連続して第1ロールと第2ロール間で3.6倍に延伸した後、第2ロールと第3ロール間で総倍率が5.7倍となるように2段目の延伸を行い、第3ロールと第4ロール間で1倍の弛緩処理を施した後、巻取り機に巻き取った。なお、第1ロールと第2ロール間には延伸熱源として長さ1500mm、温度95℃の温水浴を設置し、第2ロールと第3ロール間には長さ160℃、長さ2000mmの乾熱オーブンを設置した。ついで、得られたモノフィラメントを、特許文献1実施例記載の方法で六角形の亀甲網目構造を有する無結節網に製網した。かくして得られたモノフィラメント、及び、合成樹脂製網状構造体の特性を表2に示した。
[比較例2、3、4、5]
吐出量、及び、冷却浴への未延伸糸の浸漬長の変更により表2記載の未延伸糸直径、口金面と冷却浴液面間距離、及び、冷却時間としたこと以外は、比較例1と同様におこなった。得られたモノフィラメント、及び、合成樹脂製網状構造体の特性を表2に示した。
【0082】
【表2】
【0083】
表2より明らかな様に、本発明の範囲を外れる製法では、本発明の合成樹脂製網状構造体に使用可能なモノフィラメントを得難く、また、本発明の範囲外のモノフィラメントを使用した合成樹脂製網状構造体は実使用後の耐久性に劣るものであった。
【0084】
すなわち、比較例1に記載のように冷却時間が短い場合には、モノフィラメントの直径斑を生じやすく製糸性も悪化する結果であった。また、前述の直径斑に加え、多段延伸で高倍率に延伸することから降伏強度が低く、且つ、25%伸長時強度/降伏強度の比が本発明の範囲を超えることから、実使用時には応力集中に起因する破網が生じる結果であった。
【0085】
比較例2に記載の様に、未延伸糸の直径が10mmを超える場合には、製網可能な長さを有するモノフィラメントを得ることができなかった。
【0086】
比較例3に記載の様に、冷却温度が本発明の範囲を下回る場合には、得られたモノフィラメントは直径斑、扁平率に劣るものであり、結果として得られた合成樹脂製網状構造体も実使用後の耐久性に劣るものであった。
【0087】
比較例4は、特許文献1に記載の口金面と冷却浴液面間距離で得られたモノフィラメント、及び、合成樹脂製網状構造体を示しているが、従来の製法で得られたモノフィラメントは、直径斑、扁平率、及び、製糸性に劣るものであり、該モノフィラメントを用いて得られた合成樹脂製網状構造体も実使用後の耐久性に劣るものであった。
【0088】
比較例5に記載の様に、口金面と冷却浴液面間距離が本発明の製法の範囲を下回る場合には、得られたモノフィラメントは直径斑、扁平率に劣るものであり、該モノフィラメントを製網して得られた合成樹脂製網状構造体も実使用後の耐久性に劣るものであった。
【産業上の利用可能性】
【0089】
本発明の合成樹脂製網状構造体は、従来の金属製網状構造体と比べて軽量であることから取り扱い性に優れ、且つ、応力集中による破網を生じ難いことから、養殖用生簀(水産資材)、護岸工法に用いられる蛇籠/布団籠/護岸ネット(土木資材)、落石防止網(土木資材)、車両や動物等の侵入防止網(農業資材、建築資材)、自動車用グリルネット(車両資材)等の種々の分野に適用可能である。
【符号の説明】
【0090】
1.応力―歪曲線
2.降伏点
【技術分野】
【0001】
本発明は、合成樹脂モノフィラメントを少なくとも一部に配した合成樹脂製網状構造体に関するものであり、更に詳しくは、金属製網状構造体を代替可能な特性を有する合成樹脂製網状構造体と、この合成樹脂製網状構造体を構成する合成樹脂モノフィラメントの製造方法に関するものである。
【背景技術】
【0002】
現在、養殖用生簀(水産資材)、護岸工法に用いられる蛇籠/布団籠(土木資材)、落石防止網(土木資材)、車両や動物等の侵入防止網(農業資材、建築資材)、自動車用グリルネット(車両資材)等の様々な分野において金属製網状構造体が用いられているが、金属製網状構造体は酸化腐食して耐久性が低下すること、破網時に鋭利で固い金属端が露出すること、重量が重く取り扱い性に劣ること等の幾多の問題を有しているため、これら問題を解決した網状構造体の開発が強く望まれている。
【0003】
従来技術の中で、前述の問題点を解決する技術の1つとして合成樹脂製網状構造体が特許文献1、及び、特許文献2等で提案されている。
【0004】
特許文献1は「合成樹脂製モノフィラメントを素材とする亀甲型網状体の破断強力、破断伸度および耐久性をさらに改善すること(2頁)」を課題とし、その解決手段として「極限粘度が0.6以上、線径が1.5〜4.5mm、強度伸度積が750〜3000kg/mm2・%、磨耗耐久性が5000回/mm2以上であるポリエステルモノフィラメントを素材とし、撚り合わせ部分に溶着または接着を伴うことなく織成してなる、六角形の網目を有する合成樹脂製網状構造体(請求項1)」を開示しており、当該合成樹脂製網状構造体は「とくに水産用途に有用(1頁)」と記載されている。
【0005】
また、特許文献2は「落石などの重量物の衝撃に対して高い強度と優れた衝撃耐久性をもち、落石防護に効果的な合成樹脂製網状体の提供[0009]」を課題とし、その解決手段として「ポリエステルモノフィラメントを構成素材として製網され、六角形の亀甲型網目を有し・・ポリエステルモノフィラメントの・・引張破断仕事が1000kg/mm2以上である・・落石防護用合成樹脂製網状体[請求項1]」を開示している。
【0006】
上記従来技術は、耐摩耗性あるいは耐衝撃性に優れた合成樹脂製網状構造体について開示しているが、いずれも実使用には十分なレベルになく、合成樹脂製網状構造体を種々の分野に広く展開するには満足できるものではなかった。つまり、本発明が目指し、且つ、その達成に取り込んできた金属製網状構造体を代替可能な合成樹脂製網状構造体とは異なるものであった。以下に従来技術の問題点を述べる。
【0007】
特許文献1によれば、その実施例および比較例において、強度伸度積、極限粘度、線径、磨耗耐久性が一定範囲にあるポリエステルモノフィラメントを用いることでハマチ養殖用生簀として優れた破網耐久性を有する合成樹脂製網状構造体が得られることが示されている。確かに水産資材、特に生簀として使用される網状構造体には水棲動物の衝突やフカレによる網同士の摩擦に対する耐久性が必要であり、特許文献1記載の合成樹脂製網状構造体は水産資材用途には好適に使用できると考えられる。
【0008】
しかしながら、特許文献1記載の合成樹脂製網状構造体を落石等の衝突を受ける落石防止ネット、車両や動物等の衝突を受ける安全ネット、石等の充填物に絶えず磨耗される護岸工法用ネット等に使用する場合には、十分な耐久性、機械特性を有しているとは言えず、これら用途に適用するための方法は特許文献1に開示されていない。また、本発明で着目した応力集中による破網の防止手段については記載も示唆もされていない。
【0009】
特許文献2によれば、その実施例において引張破断仕事が1000kg/mm2・%以上のポリエステルモノフィラメントを用いた合成樹脂製網状構造体は、実際に石を落下させる実用評価試験においてモノフィラメントの破断が無く、網状体の変形が小さい旨が記載されている。これら結果から、特許文献2記載の網状構造体は、製網直後には落石等の衝撃を受けた際にも大きく伸びることなく衝撃エネルギーを吸収可能だと考えられる。
【0010】
しかし、特許文献2の網状構造体は、衝撃を受けた際に伸び難いため、構造体の一部分に応力が集中した際には破壊されやすいと言う問題を有している。また、網状構造体を種々の用途に長期間展開するために、必要な風雨、紫外線、更飛来物や落石等による擦過を受けた後の耐久性に関しては記載も示唆もされていない。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特公平7−30495号公報
【特許文献2】特開2008−7986号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は長期間使用中にも優れた耐久性を有し、且つ、応力集中により破網し難い合成樹脂製網状構造体を得ることを課題とする。
【課題を解決するための手段】
【0013】
前述の課題に対し検討を重ねた結果、降伏強度が15〜35kgf/mm2、25%伸長時強度/降伏強度の比が1.5以下、繊維長手方向の直径斑が10%未満である合成樹脂モノフィラメントを少なくとも一部に配して構成したことを特徴とする合成樹脂製網状構造体により、前述の課題が解決できることを見出した。
【0014】
なお、本発明の合成樹脂製網状構造体においては、
前記合成樹脂モノフィラメントの扁平率が0〜20%であること、
前記合成樹脂モノフィラメントがポリエステルモノフィラメントであること、
前記合成樹脂モノフィラメントがシリコーン化合物を0.01〜3重量%含有すること、
前記合成樹脂モノフィラメントがカーボンブラック及び/又は酸化チタンを0.05〜5重量%含有すること、
六角形の亀甲網目構造を有する無結節網であること
が、いずれも好ましい条件として挙げられる。
【0015】
また、上記の合成樹脂製網状構造体を構成する合成樹脂モノフィラメントの製造方法は、紡糸口金より吐出した合成樹脂モノフィラメントを冷却浴で冷却して得られる直径3〜10mmの未延伸モノフィラメントを延伸することからなる合成樹脂モノフィラメントの製造方法において、前記冷却浴の冷却温度を使用樹脂のガラス転移温度−5℃以上、冷却時間を0.5〜2分、口金面と冷却浴液面間距離を20〜80mm、1段延伸、又は、2段延伸において2段目の延伸倍率を1.3倍以下とすることを特徴とする。
【発明の効果】
【0016】
本発明によれば、応力集中による破網を生じ難く、長期間使用中にも優れた耐久性を保持する合成樹脂製網状構造体の提供が可能となる。
【図面の簡単な説明】
【0017】
【図1】合成樹脂モノフィラメントの降伏点の説明図である。
【図2】合成樹脂モノフィラメントの降伏点の説明図である。
【図3】合成樹脂モノフィラメントの降伏点の説明図である。
【発明を実施するための形態】
【0018】
以下に、本発明について詳細に説明する。
【0019】
本発明の合成樹脂製網状構造体は、合成樹脂モノフィラメント(以下、単にモノフィラメントと呼ぶこともある。)を少なくとも一部に配して構成したことが重要な要件である。
【0020】
すなわち、合成樹脂製網状構造体に合成樹脂マルチフィラメントを用いた場合には、製網工程、及び、実使用時に毛羽立った単糸が品位を悪化させたり、耐摩耗性を悪化させたりする要因となる。このため、耐摩耗性、品位にも優れた本発明の合成樹脂製網状構造体は、モノフィラメントを構成要素の一部とすることが必要である。
【0021】
本発明の合成樹脂製網状構造体(以下、網状構造体と呼ぶこともある。)に使用するモノフィラメントの比率は特に制限されるものでは無く、網状構造体同士の連結部、支柱等への接合部は勿論のこと、必要に応じて網状構造体本体部にも他素材を適用することができる。しかしながら、網状構造体に優れた耐久性を保持させるためには、網状構造体本体の80重量%以上を本発明のモノフィラメントで構成することが好ましく、更に好ましいモノフィラメント使用比率として90重量%以上、より好ましい範囲として95重量%以上を例示できる。
【0022】
本発明の合成樹脂製網状構造体に使用するモノフィラメントは、製網前、又は、製網時に複数本を合糸(必要に応じて撚糸)して使用しても良い。複数本のモノフィラメントを合糸することで、モノフィラメント1本より構成される網状構造体と比べて柔軟な網状構造体を得ることが可能となる。合糸するモノフィラメントの本数は特に制限されるものでは無いが、合糸本数が多い場合には前述の網状構造体にマルチフィラメントを使用した場合同様に、品位、耐摩耗性が悪化する可能性があることから、合糸するモノフィラメントの本数は10本以下であることが好ましい。
【0023】
本発明の範囲を満足する限り、本発明の合成樹脂製網状構造体に使用するモノフィラメントの素材は何ら制限されるものではなく、芳香族ポリエステル、脂肪族ポリエステル、芳香族ポリアミド、脂肪族ポリアミド、ポリオレフィン、弗素ポリマ等の従来知られた素材を使用することができる。しかしながら、価格、汎用性は勿論のこと、風や波にフカレ難い適度な比重、更には適度なコシを有するポリエステル系樹脂、中でもポリエチレンテレフタレート樹脂が合成樹脂製網状構造体に使用するモノフィラメント用素材としては最も好適である。
【0024】
また、本発明の合成樹脂製網状構造体に使用するモノフィラメントは、本発明の効果を満足する限り異型断面形状であっても複合であっても良く、更には通常合成繊維に用いられる艶消し剤、難燃剤、耐熱剤、耐光剤、紫外線吸収剤、着色顔料等として無機微粒子や有機化合物を必要に応じて添加するのは勿論のこと、異ポリマを共重合したものであっても良い。本発明の効果を損なわない範囲であれば添加剤の添加率、及び、共重合成分の共重合率に特に制限は無いが、製糸性の観点から添加剤は5体積%以下、共重合率は5モル%以下であることが好ましい。
【0025】
本発明の合成樹脂製網状構造体に使用するモノフィラメントの直径は、0.5〜5.0mmが好ましく、より好ましい範囲として1.5〜4.0mmを、更に好ましい範囲として2.0〜4.0mmを例示できる。モノフィラメントの直径が前記範囲を満足する場合、耐摩耗性、モノフィラメント生産性、網状構造体生産性、物理特性に優れた網状構造体を得ることが可能となる。
【0026】
本発明の合成樹脂製網状構造体に使用するモノフィラメントは、その降伏強度が15〜35kgf/mm2であることが必要である。降伏強度は衝撃が加わった際等に伸長し始める強度を示している。降伏強度が15kgf/mm2未満の場合には、衝撃が加わった際に過剰に伸長し、例えば落石防止ネットとして使用した際に保護対象の保護が困難となる。一方、35kgf/mm2を超える場合には、合成樹脂製網状構造体が降伏し難くなるため応力集中に起因する破網が発生し易い。また、降伏強度が35kgf/mm2を超える場合には、モノフィラメントの残留伸度が低くなるため本発明の効果が得難くなる。
【0027】
また、本発明者が前述の用途に適合する合成樹脂製網状体について調査検討を重ねた結果、従来の合成樹脂製網状構造体の問題点が応力集中による破網にあることが判明した。すなわち、落石等によって瞬間的かつ部分的に応力が集中した際、また、岩石や生物との擦過に起因する小さな傷に応力が集中し、合成樹脂製網状構造体が破網して期待される効果を発現しないことが従来合成樹脂製網状構造体の問題点である。
【0028】
この問題を解決するために、本発明の網状構造体に使用するモノフィラメントは、25%伸長時強度/降伏強度の比が1.5以下であることが必要であり、好ましい範囲として1.2以下、更に好ましい範囲として1.1以下の範囲を例示できる。
【0029】
25%伸長時強度/降伏強度の比はモノフィラメントが降伏してから25%伸長するまでに受ける応力履歴を示すパラメーターであり、25%伸長時強度/降伏強度の比が1.5以下であることは、モノフィラメントの降伏強度と25%伸長時強度が近いことを示している。すなわち、25%伸長時強度/降伏強度の比が1.5以下であるモノフィラメントは、部分的に応力が集中した際にも応力集中部位が十分に伸長して衝撃等のエネルギーを他の部位に分散することが可能である。また、擦過に起因する小さな傷に応力が集中する場合、従来の合成樹脂製網状構造体では擦過痕の欠点に応力が集中して破網するが、25%伸長時強度/降伏強度の比が前記範囲を満足する本発明の合成樹脂製網状構造体であれば欠点部位が十分に伸長し、且つ、欠点部位近傍の正常部が欠点部位と近い応力で伸長するため、欠点部位に応力を集中させること無く網状構造体全体で衝突等のエネルギーを吸収することが可能となる。
【0030】
すなわち、25%伸長時強度/降伏強度の比が前記範囲を満足する本発明の合成樹脂製網状構造体は、従来の合成樹脂製網状構造体の問題点であった応力集中に起因する破網の抑制が可能となる。一方、25%伸長時強度/降伏強度の比が1.5を超える場合には応力集中に起因する破網を抑制することが困難となる。また、25%伸長時強度/降伏強度の比に下限は無いが、極端に25%伸長時強度が降伏強度よりも低い場合には、合成樹脂製網状構造体が急激に伸長し、網状構造体として期待される効果を発現しなくなる可能性が高くなることから、25%伸長時強度/降伏強度の比は0.9以上であることが好ましく、より好ましい範囲として0.95以上、更に好ましい範囲として1.0以上を例示できる。
【0031】
なお、本発明でいう降伏点2とは、図1に示す通り、応力―歪曲線1が一端立ち上がったのち強度が低下する点、図2に示す通り応力―歪曲線1が一端立ち上がったのち変曲する点であるが、図3に示すように、図2の如き明確な変曲点が現れない場合には、初期立ち上がり曲線1の接線と降伏後曲線の接線との接点を降伏点2とする。
【0032】
さらに、前述の応力集中を抑制する観点から、本発明の合成樹脂製網状構造体に使用するモノフィラメントは、繊維長手方向の直径斑が10%未満、好ましくは5%未満であることが必要である。繊維長手方向の直径斑が前記範囲を満足する場合は、直径の細い部位に応力が集中し難く、破網し難い合成樹脂製網状構造体を得ることが可能となる。一方、直径斑が10%以上の場合、合成樹脂製網状構造体に急激な負荷が掛かった際に、直径が細い部分に応力が集中して破網する問題が生じる。
【0033】
また、前述の通り本発明の合成樹脂製網状構造体に使用するモノフィラメントの断面形状に特に制限は無いが、応力集中抑制の観点からモノフィラメントは扁平率が0〜20%の丸断面であることが好ましく、より好ましい範囲として0〜15%、更に好ましい範囲として0〜10%を例示できる。扁平率が前記範囲を外れる場合、製網した際に網目交点におけるモノフィラメント同士の接触面積が大きくなり、衝撃等を受けた際に網目が可動し難くなるため交点に応力が集中して破網しやすくなるが、扁平率が前記範囲を満足する場合には接触面積が小さく応力集中しがたい合成樹脂製網状構造体を得ることが可能となる。なお、モノフィラメント製造コストが高くなる懸念はあるものの、モノフィラメント表面に微小凹凸を形成させることで網目交点におけるモノフィラメント同士の接触面積を低減する方法を採用することもできる。
【0034】
また、本発明の合成樹脂製網状構造体を構成するモノフィラメントは、シリコーン化合物を0.01〜3重量%含有することが好ましく、さらに好ましい範囲として0.02〜1重量%を例示できる。シリコーン化合物の添加量が前記範囲を満足するモノフィラメントは製糸性が良好であり、且つ、該モノフィラメントを用いた合成樹脂製網状構造体は網目交点におけるモノフィラメント同士の滑り性が良いために応力集中に起因する破網を起こし難い特徴を有する。
【0035】
本発明で使用するシリコーン化合物としては、ジメチルシロキサン(KF−96、信越シリコーン製)、ポリジメチルシロキサン(バイフルイドM、バイエル製)、メチルフェニルシロキサン(KF−54、信越シリコーン製)等を例示することができ、これらを市場から入手して使用することができる。
【0036】
また、本発明の合成樹脂製網状構造体を構成するモノフィラメントは、カーボンブラック及び/又は酸化チタンを0.05〜5重量%含有することが好ましく、より好ましいカーボンブラック及び/又は酸化チタン含有量として0.1〜2重量%の範囲を例示できる。カーボンブラック及び/又は酸化チタン含有量が前記範囲を満足する場合には、製糸性、及び、実使用時の耐候性に優れた合成樹脂製網状構造体を得ることが可能となる。カーボンブラック及び/又は酸化チタン添加により耐候性が大幅に向上する理由は明確でないものの、モノフィラメント表層に存在しているカーボンブラック及び/又は酸化チタンが光エネルギーを吸収及び/又は反射することで、モノフィラメント内層部を保護するためと考えられる。なお、カーボンブラック及び/又は酸化チタンにより保護された内層部の量が多いほど実使用後の強力が保持され易いという観点から、モノフィラメント直径は前述の通り0.5〜5.0mmが好ましく、より好ましい範囲として1.5〜5.0mm、更に好ましい範囲として2.0〜4.0mmを例示できる。
【0037】
本発明の合成樹脂製網状構造体を構成するモノフィラメントは、その破断強度が15kgf/mm2以上、好ましくは25kgf/mm2以上あることが合成樹脂製網状構造体の安全性を高めるために好ましい。
【0038】
本発明の合成樹脂製網状構造体を構成するモノフィラメントは、その降伏点伸度が5〜12%であることが好ましく、より好ましい範囲として7〜12%、更に好ましい範囲として6〜10%の範囲を例示できる。降伏点伸度が前記範囲を満足する場合には、合成樹脂製網状構造体が負荷を受けた際にも伸長し過ぎず、又、応力集中による破網が生じ難い。一方、降伏点伸度が12%を超える場合は、網状構造体が衝撃を受けた際に十分に衝撃エネルギーを吸収できない状態で網状構造体が伸長するため、対象物の保護が困難となったり、衝撃を吸収していないにも関わらず網目が伸長したりするため、網状構造体としての役割を果たすことが困難となる。一方、本発明のモノフィラメントについては降伏点伸度が5%を下回るものを得ることが困難であり、例え得られたとしても降伏点伸度が低すぎるために急激に網状構造体に負荷がかかり、応力が集中し易いという問題を有している。
【0039】
本発明の合成樹脂製網状構造体を構成するモノフィラメントは、その破断伸度が50%以上であることが好ましい。破断伸度が前記範囲を満足する場合には、合成樹脂製網状構造体に大きな負荷が掛かった際にも破網し難く、負荷を吸収しながら十分に伸長することが可能となる。
【0040】
本発明の合成樹脂製網状構造体を構成するモノフィラメントは、その沸収が0〜15%であることが好ましく、より好ましい範囲として5〜12%の範囲を例示できる。沸収が前記範囲を満足する場合には、実使用時および製網時の寸法安定性に優れた合成樹脂製網状構造体を得ることが可能となる。
【0041】
本発明の合成樹脂製網状構造体を構成するモノフィラメントは、後述の耐候試験後強度保持率が60%以上、伸度保持率が50%以上であることが好ましく、より好ましい耐候試験後強度保持率として70%以上、伸度保持率として60%以上を例示できる。
【0042】
耐候試験後の強度保持率、伸度保持率、及び、25%伸長時強度/降伏強度が前記範囲を満足する場合、屋外で長時間使用された際にも実用に耐えうる物理特性を有する合成樹脂製網状構造体となる。
【0043】
次に、本発明の合成樹脂製網状構造体、及び、この網状構造体を構成するモノフィラメントの製造方法の一例を示すが、製造方法はこれに限られるものではない。
【0044】
本発明の合成樹脂製網状構造体を構成するモノフィラメントは、溶融紡出した未延伸モノフィラメントを冷却後にローラ間で熱延伸する溶融紡糸法で得ることが可能である。延伸段数は特に制限されるものではなく、1段延伸の他にも2段延伸、3段延伸といった多段延伸プロセスを採用することができる。
【0045】
溶融紡糸に供する原料樹脂の水分率は、溶融時の気泡発生抑制、及び、ポリエステル原料を使用する場合には加水分解抑制の観点から0〜200ppmであることが好ましい。水分率の測定方法は通常知られた方法で測定すればよく、例えば、平沼産業(株)製カールフィッシャー水分計(AQ−2100)を用いた電量滴定法で測定することができる。
【0046】
原料樹脂の溶融方法に特に決まりはなく、プレッシャーメルター、エクストルーダー等を用いて溶融すれば良い。溶融温度は原料種によって適宜変更すれば良いが、通常は溶融成形性、及び、熱分解抑制の観点から、通常原料樹脂の融点+10℃〜融点+60℃の範囲に設定される。
【0047】
溶融樹脂は紡糸パック内のフィルターにて異物を取り除いた後、口金孔より吐出される。孔形状及び孔の大きさは樹脂の溶融粘度、モノフィラメント直径等により適宜変更すれば良い。
【0048】
紡糸口金直下には必要に応じて加熱筒を設置することができる。紡出フィラメントを200〜300℃に保温された加熱筒を通過させることで、口金面温度を均一にできるばかりか、吐出フィラメントの配向が緩和され、均一な物性を有するフィラメントを延伸性良く得ることが可能となる。
【0049】
吐出されたフィラメントは次いで溶媒を満たした冷却浴で冷却固化させる。溶媒の種類に特に決まりは無く、冷却溶媒として水やポリエチレングリコール等を例示できる。
【0050】
ここで、本発明の合成樹脂製網状構造体を構成するモノフィラメントを得るためには、冷却温度を使用樹脂のガラス転移温度−5℃以上、冷却時間を0.5〜2分、好ましくは0.9〜1.5分とすることが重要であり、より好ましい冷却温度の範囲としてガラス転移温度−5℃〜95℃の範囲を例示できる。その詳細な機構は明らかではないものの、本発明の如き伸長時に応力が立ち上がり難いモノフィラメントを得るためには、伸長過程において分子鎖が高度に引き揃えられない繊維構造とする必要があると考えられる。このため、冷却温度および冷却時間を前記範囲とすることで、冷却工程において分子鎖運動性を確保し、冷却浴内において繊維構造内に所謂準結晶の如き分子鎖拘束領域を形成することにより、伸長時に非晶部の分子鎖が引き揃えられ難い繊維構造を得ることができると考えられる。
【0051】
一方、冷却温度がガラス転移温度−5℃を下回る場合、及び、冷却時間が0.5分未満の場合には、冷却浴内での分子鎖運動性が不十分な状態で大気中に曝されて冷却されるため、前述のモノフィラメント特性を得難く、更には吐出ポリマの自重により吐出斑が発生し、扁平率、直径斑に劣るモノフィラメントとなりやすいため好ましくない。また、冷却時間が2分を超える様な製造条件を採用するには、冷却浴の大型化が必要になる、又は、冷却浴内での未延伸糸の滞留時間を低下させる必要があるため、単位時間当たりの生産性が低下する問題が発生するため好ましくない。なお、冷却温度の上限に関しては、急激な結晶化による未延伸糸の収縮が発生しない条件であれば良いが、冷却溶媒として安全で安価な温水が好ましいことから、温水の沸騰しない温度、具体的には95℃以下であることが好ましい。
【0052】
また、本発明の製造方法においては、口金面と冷却浴液面間の距離が20〜80mm、好ましくは20〜60mmであることが重要である。口金面と冷却浴液面間が20mm未満の場合には、冷却浴液面の揺れに起因する吐出フィラメントの揺れが大きくなり製糸性が悪化する。一方、口金面と冷却浴液面間が80mmを超える場合には、温度が高く粘度の低い吐出ポリマは重力の影響を受け易いため、重力に起因して発生するフィラメント径の脈動により扁平率及び直径斑が生じ、結果として本発明の如き応力集中による破網の発生し難い合成樹脂製網状構造体を得ることができない。なお、加熱筒を用いる場合には、加熱筒下部と冷却浴液面間を20〜80mmとすれば良い。
【0053】
なお、前記製造方法は、直径が3〜10mm、好ましくは4〜9mmの未延伸モノフィラメントを冷却する際に特に優れた効果を発現する。すなわち、未延伸糸の直径が3mmを下回る場合には、合成樹脂製網状構造体に使用可能な特性を有するモノフィラメントを得るために延伸した場合に、得られるモノフィラメントの直径が細くなり、該モノフィラメントより得られた合成樹脂製網状構造体は物理特性の非常に低いものになってしまう。また、未延伸糸が細く紡糸機からの持込熱量が小さく冷却浴内で急冷されやすいため、前述の構造を形成することが困難になると考えられる。一方、未延伸糸の直径が10mmを超える場合には、未延伸糸が太く紡糸機からの持込熱量が大きすぎるため、前述の効果を得る為には延伸浴槽の大型化が必要となってしまうばかりか、冷却時に未延伸内外層の温度差が発生し易く、表層が固化する際の収縮によって製糸性が悪化し易いばかりか、内層部に空洞が発生して製品の品質を著しく低下させてしまう。
【0054】
次いで、冷却固化した未延伸フィラメントを引取ロールにて引き取る。第1ロールの表面速度は紡出する樹脂の曳糸性に応じて設定すれば良いが、通常1〜50m/分の範囲に設定される。なお、前述の冷却時間を得るためには前記引取速度と冷却浴の長さを調整すれば良い。
【0055】
前記速度で引き取られた未延伸フィラメントは、一旦巻き取った後、又は一旦巻き取ることなく連続的に延伸工程に供した後、必要に応じて弛緩熱処理を施してから巻取り機にて巻き取られる。なお、延伸および弛緩処理時にフィラメントに熱を付与する方法は特に制限されるものでは無く、樹脂種やフィラメント直径によって、加熱ロール、乾熱空気、蒸気、熱媒浴等から適宜選択すれば良い。また、延伸および弛緩処理時に付与する熱量に関しても使用する樹脂種によって適宜変更することができるが、延伸工程および弛緩処理時共に樹脂のガラス転移温度〜融点+20℃の範囲とすることが好ましい。
【0056】
なお、本発明のモノフィラメントを延伸する際には、総延伸倍率を2.5〜7倍に延伸することが好ましく、より好ましい範囲として3〜6倍の範囲を例示できる。また、特に多段延伸法を用いて延伸する際は、1段目の延伸倍率を2.5倍以上とすることが好ましい。延伸倍率を前記範囲とすることで直径斑が発生し難く、且つ、製糸性良くモノフィラメントを得ることができる。
【0057】
中でも、1段延伸、又は、2段延伸が好ましく、2段延伸の場合には2段目の延伸倍率を1.3倍以下とすることが好ましい。2段目の延伸倍率が1.3倍を超えると、本発明の要件である25%伸長時強度/降伏強度の比が1.5以下を達成しにくい傾向となるためである。
【0058】
さらに、モノフィラメントは工程通過性向上、静電気除去の観点から、モノフィラメント製造時に油剤0.1〜1.5重量%を付与させても良い。油剤付着量が0.1重量%未満の場合は油剤付与効果が発現し難く、一方、油剤付着量が1.5重量%を超える場合には次工程のガイド等を汚して工程通過性を悪化させる可能性がある。
【0059】
かくして本発明の合成樹脂製網状構造体に使用するモノフィラメントを得ることができる。
【0060】
次に、前記モノフィラメントを用いて網状構造体を製造する方法を説明する。本発明の合成樹脂製網状構造体は、発明の効果を損なわない範囲であれば網目形状は何ら限られるものでは無く、通常知られた網目形状を採用することができるが、製網性、耐破性の観点から、網目構造は六角形の亀甲網目構造を有する無結節網であることが好ましい。
【0061】
本発明の合成樹脂製網状構造体の目合いは特に限られたものではなく、使用する用途により適宜変更することが可能であるが、製品重量、内容物の流出防止、又は、落石等より保護対象を保護する観点から目合いは20〜80mmであることが好ましい。
【0062】
本発明の合成樹脂製網状構造体の製造方法は限られたものではなく、原料供給部又は製網部にモノフィラメントのガラス転移温度〜融点の範囲でモノフィラメントを予熱するオーブン、ホットロール、又は熱風吹き付け装置を取り付けた金網製網装置等を用いて製網したのち、ガラス転移温度以下の冷風を用いて構造固定する方法を採用することができる。
【実施例】
【0063】
以下、実施例によって本発明の態様を更に詳しく説明する。なお、明細書本文および実施例に用いた特性の定義および測定方法は次のとおりである。
【0064】
[直径]
株式会社ミツトヨ社製クーラントプルーフ型マイクロメーター(測定範囲0〜25mm)を用い、モノフィラメントを回転させながら、同一点における長径と短径を5本のサンプルについて測定し、その全平均を直径とした。
【0065】
[扁平率]
前記長径と短径の値を用い、下記式に従って計算した。
扁平率={(長径の平均)―(短径の平均)}/全平均×100
【0066】
[繊維長手方向の直径斑]
モノフィラメントの直径を1m毎に25点測定して求めた直径の最大値、最小値、及び、全平均を用い、下記式に従って算出した。
直径斑={(直径最大値)―(直径最小値)}/直径全平均
【0067】
[破断強度、破断伸度]
株式会社オリエンテック社製テンシロンUTM−4−100型引張試験機を用い、JIS L1013 8.5.1に準じて定速緊張形つかみ間隔25cmにて測定し、試行回数3回の平均値を求めた。
【0068】
[降伏強度、降伏伸度、および、25%伸長時強度]
株式会社オリエンテック社製テンシロンUTM−4−100型引張試験機を用い、JIS L1013 8.5.1に従い、定速緊張形、つかみ間隔25cmの条件で得た応力―歪曲線から求めた。
【0069】
[耐候試験]
スガ試験機株式会社製スーパーキセノンウェザーメーターSX75を用い、照射強度180W/m2、ブラックパネル温度63℃、水噴霧時間18分/120分で1000時間処理した後の強度または伸度を測定し、下記式に従って求めた。なお、3本のモノフィラメントの平均値を値として採用した。
強力保持率=耐候試験後強力/耐候試験前強力×100
伸度保持率=耐候試験後伸度/耐候試験後伸度×100
【0070】
[固有粘度(IV)]
オルトクロロフェノール100mlに対し試料8gを溶解した溶液の相対粘度ηをオストワルド式粘度計を用いて25℃で測定し、IV=0.0242η+0.2634の近似式によって求めた。
【0071】
[落下試験]
一辺が2mの鉄枠に張設した網状構造体の金枠部をグラウンドに設置した金網に3ヶ月間固定した。3ヶ月経過後の網状構造体を金枠で固定したまま地面と水平方向に固定し、該網状構造体に向けて重量90kgの丸石を高さ3.5mより落下させ、落下させた後の断糸本数を計測した。計測値はサンプル毎に2回実施した際の平均値を採用した。
【0072】
[製糸性]
80時間連続運転した際に発生した糸切れ回数を測定した。
【0073】
[原料]
回転型真空乾燥機を用い、東レ株式会社製ポリエチレンテレフタレートチップ(酸化チタン含有量0.1重量%、固有粘度1.15、ガラス転移温度69℃)を乾燥温度110℃で水分率が60±20ppmとなるまで乾燥したチップを原料Aとした。
【0074】
回転型真空乾燥機を用い、東レ株式会社製ポリエチレンテレフタレートチップ(酸化チタン非含有、固有粘度1.21、ガラス転移温度69℃)を乾燥温度110℃で水分率が60±20ppmとなるまで乾燥したチップを原料Bとした。
【0075】
原料Aに加工温度285℃の2軸押出機を用いてカーボンブラック20重量%を添加して得られたチップを、乾燥温度110℃で水分率が60±20ppmとなるまで乾燥したチップを原料Cとした。
【0076】
原料Aに加工温度275℃の2軸押出機を用いて、ジメチルポリシロキサン(信越化学工業株式会社製シリコーンオイルKF96)を10重量%添加して得られたチップを、乾燥温度110℃で水分率が60±20ppmとなるまで乾燥したチップを原料Dとした。
【0077】
[実施例1〜5]
原料A、原料B、原料C、原料Dを表1のブレンド率となるようにブレンドした混合原料をφ60mm(L/D=25)の1軸エクストルーダーを有する溶融紡糸装置に供給して紡糸温度285℃で溶融した。溶融樹脂は延伸後の直径が表1記載となるようにギヤポンプで計量した後、紡糸パック中で#200の金属織物フィルターで濾過し、孔径15mm、孔長10mmの口金孔より紡出した。紡出したストランドを表1記載温度の温水を満たした冷却浴に導入し、表1記載の冷却時間浴内を通過させたのち、表面速度3m/分で回転する第1ロールにより引き取った。引き取った未延伸モノフィラメントは一旦巻き取ることなく連続して第1ロールと第2ロール間で表1記載の延伸倍率で一段延伸し、第2ロールと第3ロール間で1倍の弛緩処理を施した後、巻取り機に巻き取った。なお、第1ロールと第2ロール間には延伸熱源として長さ1500mm、温度95℃の温水浴を設置した。ついで、得られたモノフィラメントを、特許文献1実施例記載の方法で六角形の亀甲網目構造を有する無結節網に製網した。かくして得られたモノフィラメント、及び、合成樹脂製網状構造体の特性を表1に示した。
【0078】
[実施例6、8〜10]
吐出量、及び、冷却浴への未延伸糸の浸漬長の変更により、表1記載の未延伸糸直径、口金面と冷却浴液面間距離、及び、冷却時間としたこと以外は、実施例1と同様におこなった。
【0079】
[実施例7]
原料A、原料B、原料C、原料Dを表1のブレンド率となるようにブレンドした混合原料を、φ60mm(L/D=25)の1軸エクストルーダーを有する溶融紡糸装置に供給して紡糸温度285℃で溶融した。溶融樹脂は延伸後の直径が表1記載となるようにギヤポンプで計量した後、紡糸パック中で#200の金属織物フィルターで濾過し、孔径15mm、孔長10mmの口金孔より紡出した。紡出したストランドを表1記載温度の温水を満たした冷却浴に導入し、表1記載の冷却時間浴内を通過させたのち、表面速度3m/分で回転する第1ロールにより引き取った。引き取った未延伸モノフィラメントは一旦巻き取ることなく連続して第1ロールと第2ロール間で3.0倍に延伸した後、第2ロールと第3ロール間で総倍率が3.45倍となるように2段目の延伸を行い、第3ロールと第4ロール間で1倍の弛緩処理を施した後、巻取り機に巻き取った。なお、第1ロールと第2ロール間には延伸熱源として長さ1500mm、温度95℃の温水浴を設置し、第2ロールと第3ロール間には長さ160℃、長さ2000mmの乾熱オーブンを設置した。ついで、得られたモノフィラメントを、特許文献1実施例記載の方法で六角形の亀甲網目構造を有する無結節網に製網した。かくして得られたモノフィラメント、及び、合成樹脂製網状構造体の特性を表1に示した。
【0080】
【表1】
【0081】
表1より明らかな様に、本発明の合成樹脂製網状構造体に使用されるモノフィラメント、及び、モノフィラメントの製造方法は製糸性に優れ、更に、該マルチフィラメントを使用した合成樹脂製網状構造体は実使用後にも優れた物理特性を有するものであった。
[比較例1]
原料A、原料B、原料C、原料Dを表2のブレンド率となるようにブレンドした混合原料を、φ60mm(L/D=25)の1軸エクストルーダーを有する溶融紡糸装置に供給して紡糸温度285℃で溶融した。溶融樹脂は延伸後の直径が表2記載となるようにギヤポンプで計量した後、紡糸パック中で#200の金属織物フィルターで濾過し、孔径15mm、孔長10mmの口金孔より紡出した。紡出したストランドを表2記載温度の温水を満たした冷却浴に導入し、表2記載の冷却時間浴内を通過させたのち、表面速度3m/分で回転する第一ロールにより引き取った。引き取った未延伸モノフィラメントは一旦巻き取ることなく連続して第1ロールと第2ロール間で3.6倍に延伸した後、第2ロールと第3ロール間で総倍率が5.7倍となるように2段目の延伸を行い、第3ロールと第4ロール間で1倍の弛緩処理を施した後、巻取り機に巻き取った。なお、第1ロールと第2ロール間には延伸熱源として長さ1500mm、温度95℃の温水浴を設置し、第2ロールと第3ロール間には長さ160℃、長さ2000mmの乾熱オーブンを設置した。ついで、得られたモノフィラメントを、特許文献1実施例記載の方法で六角形の亀甲網目構造を有する無結節網に製網した。かくして得られたモノフィラメント、及び、合成樹脂製網状構造体の特性を表2に示した。
[比較例2、3、4、5]
吐出量、及び、冷却浴への未延伸糸の浸漬長の変更により表2記載の未延伸糸直径、口金面と冷却浴液面間距離、及び、冷却時間としたこと以外は、比較例1と同様におこなった。得られたモノフィラメント、及び、合成樹脂製網状構造体の特性を表2に示した。
【0082】
【表2】
【0083】
表2より明らかな様に、本発明の範囲を外れる製法では、本発明の合成樹脂製網状構造体に使用可能なモノフィラメントを得難く、また、本発明の範囲外のモノフィラメントを使用した合成樹脂製網状構造体は実使用後の耐久性に劣るものであった。
【0084】
すなわち、比較例1に記載のように冷却時間が短い場合には、モノフィラメントの直径斑を生じやすく製糸性も悪化する結果であった。また、前述の直径斑に加え、多段延伸で高倍率に延伸することから降伏強度が低く、且つ、25%伸長時強度/降伏強度の比が本発明の範囲を超えることから、実使用時には応力集中に起因する破網が生じる結果であった。
【0085】
比較例2に記載の様に、未延伸糸の直径が10mmを超える場合には、製網可能な長さを有するモノフィラメントを得ることができなかった。
【0086】
比較例3に記載の様に、冷却温度が本発明の範囲を下回る場合には、得られたモノフィラメントは直径斑、扁平率に劣るものであり、結果として得られた合成樹脂製網状構造体も実使用後の耐久性に劣るものであった。
【0087】
比較例4は、特許文献1に記載の口金面と冷却浴液面間距離で得られたモノフィラメント、及び、合成樹脂製網状構造体を示しているが、従来の製法で得られたモノフィラメントは、直径斑、扁平率、及び、製糸性に劣るものであり、該モノフィラメントを用いて得られた合成樹脂製網状構造体も実使用後の耐久性に劣るものであった。
【0088】
比較例5に記載の様に、口金面と冷却浴液面間距離が本発明の製法の範囲を下回る場合には、得られたモノフィラメントは直径斑、扁平率に劣るものであり、該モノフィラメントを製網して得られた合成樹脂製網状構造体も実使用後の耐久性に劣るものであった。
【産業上の利用可能性】
【0089】
本発明の合成樹脂製網状構造体は、従来の金属製網状構造体と比べて軽量であることから取り扱い性に優れ、且つ、応力集中による破網を生じ難いことから、養殖用生簀(水産資材)、護岸工法に用いられる蛇籠/布団籠/護岸ネット(土木資材)、落石防止網(土木資材)、車両や動物等の侵入防止網(農業資材、建築資材)、自動車用グリルネット(車両資材)等の種々の分野に適用可能である。
【符号の説明】
【0090】
1.応力―歪曲線
2.降伏点
【特許請求の範囲】
【請求項1】
降伏強度が15〜35kgf/mm2、25%伸長時強度/降伏強度の比が1.5以下、繊維長手方向の直径斑が10%未満である合成樹脂モノフィラメントを少なくとも一部に配して構成したことを特徴とする合成樹脂製網状構造体。
【請求項2】
前記合成樹脂モノフィラメントの扁平率が0〜20%であることを特徴とする請求項1記載の合成樹脂製網状構造体。
【請求項3】
前記合成樹脂モノフィラメントがポリエステルモノフィラメントであることを特徴とする請求項1又は2記載の合成樹脂製網状構造体。
【請求項4】
前記合成樹脂モノフィラメントがシリコーン化合物を0.01〜3重量%含有することを特徴とする請求項1〜3のいずれか1項記載の合成樹脂製網状構造体。
【請求項5】
前記合成樹脂モノフィラメントがカーボンブラック及び/又は酸化チタンを0.05〜5重量%含有することを特徴とする請求項1〜4のいずれか1項記載の合成樹脂製網状構造体。
【請求項6】
六角形の亀甲網目構造を有する無結節網であることを特徴とする請求項1〜5のいずれか1項記載の合成樹脂製網状構造体。
【請求項7】
紡糸口金より吐出した合成樹脂モノフィラメントを冷却浴で冷却して得られる直径3〜10mmの未延伸モノフィラメントを延伸することからなる合成樹脂モノフィラメントの製造方法において、前記冷却浴の冷却温度を使用樹脂のガラス転移温度−5℃以上、冷却時間を0.5〜2分、口金面と冷却浴液面間距離を20〜80mm、1段延伸、又は、2段延伸において2段目の延伸倍率を1.3倍以下とすることを特徴とする請求項1〜6のいずれか1項記載の合成樹脂製網状構造体用合成樹脂モノフィラメントの製造方法。
【請求項1】
降伏強度が15〜35kgf/mm2、25%伸長時強度/降伏強度の比が1.5以下、繊維長手方向の直径斑が10%未満である合成樹脂モノフィラメントを少なくとも一部に配して構成したことを特徴とする合成樹脂製網状構造体。
【請求項2】
前記合成樹脂モノフィラメントの扁平率が0〜20%であることを特徴とする請求項1記載の合成樹脂製網状構造体。
【請求項3】
前記合成樹脂モノフィラメントがポリエステルモノフィラメントであることを特徴とする請求項1又は2記載の合成樹脂製網状構造体。
【請求項4】
前記合成樹脂モノフィラメントがシリコーン化合物を0.01〜3重量%含有することを特徴とする請求項1〜3のいずれか1項記載の合成樹脂製網状構造体。
【請求項5】
前記合成樹脂モノフィラメントがカーボンブラック及び/又は酸化チタンを0.05〜5重量%含有することを特徴とする請求項1〜4のいずれか1項記載の合成樹脂製網状構造体。
【請求項6】
六角形の亀甲網目構造を有する無結節網であることを特徴とする請求項1〜5のいずれか1項記載の合成樹脂製網状構造体。
【請求項7】
紡糸口金より吐出した合成樹脂モノフィラメントを冷却浴で冷却して得られる直径3〜10mmの未延伸モノフィラメントを延伸することからなる合成樹脂モノフィラメントの製造方法において、前記冷却浴の冷却温度を使用樹脂のガラス転移温度−5℃以上、冷却時間を0.5〜2分、口金面と冷却浴液面間距離を20〜80mm、1段延伸、又は、2段延伸において2段目の延伸倍率を1.3倍以下とすることを特徴とする請求項1〜6のいずれか1項記載の合成樹脂製網状構造体用合成樹脂モノフィラメントの製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−180621(P2012−180621A)
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願番号】特願2011−45256(P2011−45256)
【出願日】平成23年3月2日(2011.3.2)
【出願人】(000219288)東レ・モノフィラメント株式会社 (239)
【Fターム(参考)】
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願日】平成23年3月2日(2011.3.2)
【出願人】(000219288)東レ・モノフィラメント株式会社 (239)
【Fターム(参考)】
[ Back to top ]