
合成樹脂複合体
【課題】釣り竿の表面形状や模様を変化させたり、硬度や密着力を強化することができる合成樹脂複合体を提供する。
【解決手段】強化繊維にマトリックス樹脂を含浸させたプリプレグによって形成された竿素材2の外周面に、第1物質を含む内側装飾層3Aと内側装飾層3Aの上に第1物質とは異なる性状を呈する第2物質を含む外側装飾層3Bとを形成してある。内側装飾層3Aと外側装飾層3Bとに対して高エネルギー化手段を施して、第1物質と前記第2物質を混合して新たな変成装飾層を形成してある。
【解決手段】強化繊維にマトリックス樹脂を含浸させたプリプレグによって形成された竿素材2の外周面に、第1物質を含む内側装飾層3Aと内側装飾層3Aの上に第1物質とは異なる性状を呈する第2物質を含む外側装飾層3Bとを形成してある。内側装飾層3Aと外側装飾層3Bとに対して高エネルギー化手段を施して、第1物質と前記第2物質を混合して新たな変成装飾層を形成してある。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、釣り竿、及び、釣り用リール等に代表されるものであって、強化繊維にマトリックス樹脂を含浸させたプリプレグによって形成された素材の外周面に装飾層を形成してある合成樹脂複合体に関する。
【背景技術】
【0002】
上記合成樹脂複合体として釣り竿に適用したものがある。釣り竿においては、装飾層を形成するに、例えばエポキシ系樹脂塗料を使用して内側装飾層を形成するとともに、その上からウレタン系樹脂塗料を重ね塗りして外側装飾層を形成し、装飾層をエポキシ樹脂塗料の内側装飾層とウレタン樹脂塗料の外側装飾層との複数層に形成する。そして、更にその上からPVDやCVDの薄膜製法を利用して、前記外側装飾層の更に外側に干渉薄膜層を形成しているものがある(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−110925号公報(段落〔0023〕〜〔0029〕,図1〜図4)
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記構成のものにおいては、一旦形成された装飾層に対しては、硬度や密着力等の固有の性質の変更や構成変更が行われることはなかったので、エポキシ樹脂塗料やウレタン樹脂塗料の持つ固有の性質が発揮されるに止まり、耐摩耗性、耐熱性、耐候性といった面で不足する場合もある。
また、長期使用によって、装飾層の表面が損傷・変質・剥離をすることがあり、釣り竿としての表面形状や模様等が変化し、使い辛い面があった。
【0005】
本発明の目的は、上記従来の欠点を解消し、釣り竿の表面形状や模様を変化させたり、硬度や密着力を強化し、更には、表面改質を施すことができる合成樹脂複合体を提供する点にある。
【課題を解決するための手段】
【0006】
〔構成〕
請求項1に係る発明の特徴構成は、強化繊維にマトリックス樹脂を含浸させたプリプレグによって形成された素材の外周面に装飾層を形成してある合成樹脂複合体であって、前記装飾層に高エネルギー化手段を施して、前記装飾層を形態的又は性質的に異なる変成装飾層に形成してある点にあり、その作用効果は次の通りである。
【0007】
〔作用効果〕
高エネルギー化手段によって、装飾層の表面及び内部に光やイオンの高エネルギー粒子を作用させて、付与部分を活性化させる。
これによって、装飾層の表面硬度向上、表面撥水性付与等の表面改質、表面修復や研削による表面形状の変更を施して、模様や色彩等の形態的又は性質的に異なる変成装飾層に作り変えることができる。
【0008】
〔構成〕
請求項2に係る発明の特徴構成は、強化繊維にマトリックス樹脂を含浸させたプリプレグによって形成された素材の外周面に、第1物質を含む内側装飾層と前記内側装飾層の上に前記第1物質とは異なる性状を呈する第2物質を含む外側装飾層とを形成してある合成樹脂複合体であって、
前記内側装飾層と前記外側装飾層とに対して高エネルギー化手段による高エネルギー化処理を施して、前記第1物質と前記第2物質を混合して新たな変成装飾層を形成してある点にあり、その作用効果は次の通りである。
【0009】
〔作用効果〕
内側装飾層と外側装飾層とに対して高エネルギー化手段を施すと、高エネルギーによって活性化された一方の物質が液体状態から固体状態に硬化する過程で他方の物質に融着し、第1物質と第2物質が融合して、内側装飾層と外側装飾層とが一体化した新たな変成装飾層を形成する。
これによって、装飾層としての硬度を変更したり、耐食性を向上させる等の性質を変更することができ、長期使用に耐える合成樹脂複合体を形成することができる。
【図面の簡単な説明】
【0010】
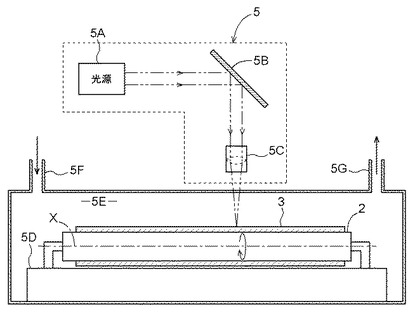
【図1】光照射装置を示す構成図である。
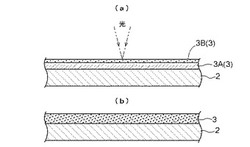
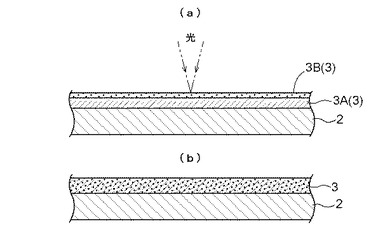
【図2】(a)内外二層の装飾層を備えたものに、光を照射する状態を示す縦断側面図、(b)光を照射した後に変成装飾層が形成された状態を示す縦断側面図である。
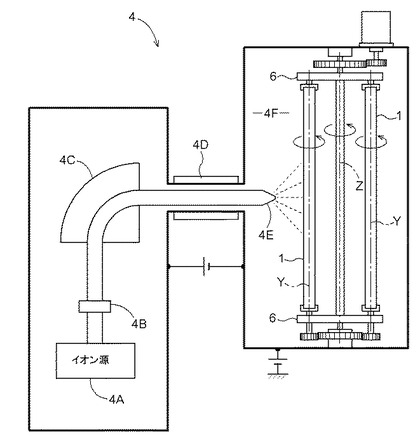
【図3】イオン注入装置を示す構成図である。
【発明を実施するための形態】
【0011】
〔第1実施形態〕
竿体1の装飾層3について形状の変更又は性質の変更を行う方法について説明する。処理対象となる竿体1の構造について説明する。
図示してはいないが、炭素繊維、ガラス繊維等の強化繊維を一方向に引き揃えたものに、エポキシ等の熱硬化性樹脂又はPET等の熱可塑性樹脂を含浸させて、プリプレグシートを構成する。その他、バルクモールド法、シートモールド法を利用して、プリプレグシートを構成してもよい。このプリプレグシートを所定形状に裁断して、メインパターンを形成する。この他、竿尻端等の補強を図る為に、メインパターンより軸芯長の短い補強パターン等をメインパターンの竿先側端部または竿尻側端部に重ねて巻回される。
【0012】
メインパターンとして、強化繊維を周方向に引き揃えた第1層と、強化繊維を軸線方向に沿って引き揃えた第2層と、強化繊維を周方向に引き揃えた第3層とを揃える。これらを重ね合わせてマンドレルに巻回し、または、順次マンドレルに巻回して積層していくことによって、筒状体を構成する。筒状体をマンドレルと一体で焼成し、マンドレルを脱芯後所定長さに裁断し研磨処理等を行って竿素材2を構成する。
竿素材2の外面には、塗料を刷毛塗りや扱き塗装、或いは、真空蒸着等のPVDやCVD等の薄膜製法技術を使用することによって装飾層3を形成する。
【0013】
〔混合〕
ここでは竿素材2の外周面に内外二層に形成された装飾層3に、高エネルギー化処理を施して内外装飾層3A、3Bを混合させる構成について説明する。図2(a)に示すように、装飾膜3は、竿素材2の外周面に施された内側装飾膜3Aとその内側装飾膜3Aの上に塗布された外側装飾膜3Bとで構成される。内側装飾膜3Aは、エポキシ・アクリルウレタン系塗料を主とした塗装膜であり、第1物質としてクロム等の耐摩耗性元素を含んでいる。外側装飾膜3BはUV塗料を主とした塗装膜であり、第2物質として光重合開始剤
を含んでいる。
【0014】
図1に示すように、高エネルギー化手段としての光照射装置5を使用する。光照射装置5は、加工用の紫外光を発生する光源5Aと、光源5Aからの紫外光を屈折させる光学ミラー5Bと、屈折された紫外光をターゲットとしての竿素材2の外周面に焦点を合わせる対物レンズ5Cと、竿素材2を自身の軸芯X周りで回転支持しながら、その軸芯方向に沿って往復移動する移動支持テーブル5Dと、竿素材2を収納する成膜室5Eと、成膜室5E内に不活性ガスをパージガスとして導入するガス導入口5Fと、ガス排気口5Gとで構成してある。
【0015】
使用される紫外線(紫外光)としては、250ナノメータより短い範囲の波長のものが使用され、高圧水銀灯等から得られる。
外側装飾膜3Bに紫外線が照射されると、光重合開始剤がこれを吸収し、高エネルギー状態のラジカルに変化する。ラジカルはUV塗料に含まれるモノマーやオリゴマーに働き
かけて、ラジカル反応を起こす。このラジカル反応によって液状のUV塗料は固体に変化するが、その変化する過程で、未だ硬化してはいない
内側装飾膜3Aを巻き込んで、硬化する。
このような過程を経て、図2(b)に示すように、内外装飾膜3A、3Bの境目が消失して、新たな変成装飾層3が形成される。この場合に、内側装飾膜3AにCr等の耐磨耗性金属等が含有されていれば、変成装飾層3の全体にCrの耐磨耗性効果を拡大できる。
【0016】
(1)このように、UV塗料を用いた硬化過程を採用することによって、硬化する過程
で竿素材2が加熱されず、竿素材2を構成する熱硬化性樹脂に使用される硬化剤が劣化することが少ない。
(2)また、UV硬化によって表面硬度の高い、耐磨耗性の大きな変成装飾膜3を形成
することが可能になる。
(3)外側装飾膜3BにUV塗料を使用し内側装飾膜3Aにエポキシ・アクリルウレタ
ン系塗料を使用した構成のものを混合する形態について説明したが、内側装飾膜3AにUV塗料を使用し外側装飾膜3Bにエポキシ・アクリルウレタン系塗料を使用した構成のも
のでもよい。
(4)紫外線以外にレーザー光線を使用して、内外装飾層3A、3Bの混合を行なってもよい。
(5)このように、内外装飾膜3A、3Bが一体化することによって、内外装飾層3A、3Bの境界で剥離することがなくなる。
【0017】
〔第2実施形態〕
〔注入・拡散〕
次に、装飾層3に対してイオン等の高エネルギー粒子を注入し、かつ、拡散させる処理について説明する。まず、高エネルギー化手段としてのイオン注入装置4について説明する。
図3に示すように、イオン注入装置4は、ターゲットとなる竿体1の装飾層3に注入するイオンを供給するイオン源4Aと、イオン源4Aよりイオン流を引き出す引き出し電源4Bと、引き出されたイオン流から所望のイオン流を分離選別する質量分析マグネット4Cと、選別されたイオン流を加速する加速電源4Dと、加速されたイオンを拡散放出する拡散放出ノズル4Eと、ターゲットとなる竿体1を収納する真空チャンバー4Fとでなる。
【0018】
竿体1は、図3に示すように、真空チャンバー4F内において縦向き姿勢で回転支持テーブル6における周方向複数箇所に載置されており、回転支持テーブル6の回転中心Z周りに公転運動をしながら、竿体自体の軸芯Y周りで自転して、イオン注入を受ける。
【0019】
ここに、イオンに与えるエネルギーは100kev〜数Mevである。引き出し電圧は50kv〜100kvであり、イオンのビーム電流は数μA〜数mAである。
所望のイオンを注入することによって、装飾層3の表面に撥水性を付与することができる。所望のイオンとしては、珪素イオンS2+等を使用し、イオン注入された珪素イオンS2+が装飾層3内のウレタン塗料における水酸基OH―と結びついて、装飾層3の表面に撥水性の酸化珪素を形成し、装飾層3を変成装飾層に変化させる。
【0020】
ここでは、イオンを注入する方法について説明したが、注入するものとしては、イオンの代わりにシリコン粒子等であってもよい。これによって、シリコンの水酸基OH―とウレタン塗料のジイソシアネートNCO+とが結びついて、撥水性の高い化合物を構成する。
【0021】
図示してはいないが、装飾層3の表面に、PVD又はCVD製法による干渉薄膜層が形成されている場合に、注入するイオンのエネルギーを数Mev等の大きなエネルギーとする場合について説明する。
そうすると、装飾層3内をイオンが進行し、装飾層3に存在する原子核等と衝突を繰り返しながら拡散する。この拡散によって、イオンが広がり他の元素や塩基等との化合反応機会が広がり、化合層が広がっていく。
【0022】
装飾層3と竿素材2との境界面に高エネルギー化されたイオンが到達すると境界面の近傍に位置する部分が活性化し、装飾層3内の原子と竿素材2内の原子とがミキシングされて、装飾層3と竿素材2との間にミキシング層が形成され、そのミキシング層の形成によって、装飾層3と竿素材2との間の密着性が向上すると考えられる。
【0023】
〔第3実施形態〕
竿素材2の外周面に、光照射装置5を使用して装飾層3を形成及び変成する場合について説明する。
〔相変化〕
装飾層3のウレタン樹脂塗料元素を含んだゾル状の原料を竿素材2の外周面や既に存在する装飾層3の上に塗布する。その塗布面にレーザー光を照射して、ゾル状の原料を固体化する。
【0024】
このような塗装方法を採ることによって、刷毛塗り等の旧来の方法を採るものに比べて、乾燥工程の短縮化が可能になる。
使用されるレーザとしては、エキシマレーザー、アルゴンレーザー、He―Neレーザ等が使用される。また、その他の光源としては、レーザー以外に放電管や水銀ランプ、キセノンランプ、紫外線ランプが使用できる。
【0025】
〔粉体―層状〕
また、別の成膜方法としては、次のような方法もある。図1で示す光照射装置5を利用して行う。ウレタン樹脂塗料等を形成する粒子を含んだ原料粉体を搬送ガスとなる不活性ガスと共にガス導入口5Fより導入する。その原料粉体を竿素材2の外周面に誘導衝突させ、かつ、衝突部位に光を照射して原料粉体を層状に堆積させる。
このように、原料粉体を所定の部位に誘導し、光を照射して高エネルギー化して堆積させることによって、装飾層3の欠損部位の補修が行える。
【0026】
〔第4実施形態〕
〔削る〕
ここでは、図1で示す光照射装置5を利用して、装飾層3に対するエッチングを行う。光源としては、パルスレーザー光を使用する。パルス幅はピコ秒以下の小さなものが望ましい。そうすると、装飾層3の製造工程での断熱性が高くなるので、冷却を必要とせず、竿素材2の硬化剤の劣化が少ない。
レーザー光線を対物レンズ5Cで絞って装飾層3に照射し、照射点に高エネルギーを加えて、所望の部分を除去していく。
これによって、装飾層3の表面に細かい凹凸面を形成して光の屈折を利用した干渉模様を発揮させたり、或いは、表面欠陥部分の除去が可能となる。
【0027】
なお、ここではレーザーを利用したが、プラズマを利用して行ってもよい。
エッチングを行う成形条件は、対向電極間に150MHzの高周波を加え、前記した竿素材2を支持した移動支持テーブル5Dを、略大気圧の20〜200kPaのチャンバー内に載置して、チャンバー内に導入されたエッチングガスを電極間に誘導しプラズマを発生させて、プラズマ内のイオンやラジカルの活性化粒子を装飾膜3に照射してエッチング処理を行う。
【0028】
エッチング処理等に使用される処理ガスは、アルゴン、ヘリウム等の不活性ガスに反応性ガスのテトラフルオロメタンガスを混合したものである。その他、使用電界としては、装飾層3をエッチングする為に大出力を必要とし、その高周波電源として、100kHz〜150MHzを採用する。出力電力は、1.2W/cm2以上で50W/cm2以下であることが望ましい。放電形態はグロー放電である。
【0029】
装飾層3の表面に微細な模様を形成する場合には、光を使用する場合も、このプラズマを使用する場合も、マスクを必要とし、マスクとしては、有機レジストを使用する。
【0030】
〔第5実施形態〕
〔除去〕
ここでは、装飾層3に含まれる不純物等を昇華させて、除去する。使用する装置は、前記したレーザー装置5を利用して行う。装飾層3にレーザー光線を照射すると、装飾層3の内部で焦点を結ぶレーザー光によって、焦点近くに位置する有機不純物が活性化して水酸基等と結合して、昇華性の結合物に変化する。その結合物は装飾層3の隙間を通して外部に漏出する。
これによって、不純物が取り除かれる。
【0031】
この不純物が装飾層3を形成する塗料を溶かすことに使用される溶剤であった場合もこのようにレーザー光を照射することによって、混入した溶剤を取り除くことができる。
【産業上の利用可能性】
【0032】
本発明は、合成樹脂複合体としての、上記した釣り竿用の竿体1以外に、リールシート、釣り糸ガイド、リール等に使用されている樹脂成形品、又は、自転車のフレーム、クランクアーム、ゴルフシャフト等の樹脂成形品に適用される。
【符号の説明】
【0033】
2 竿素材(素材)
3 装飾層
3A 内側装飾層
3B 外側装飾層
4 イオン注入装置(高エネルギー化手段)
5 光照射装置(高エネルギー化手段)
【技術分野】
【0001】
本発明は、釣り竿、及び、釣り用リール等に代表されるものであって、強化繊維にマトリックス樹脂を含浸させたプリプレグによって形成された素材の外周面に装飾層を形成してある合成樹脂複合体に関する。
【背景技術】
【0002】
上記合成樹脂複合体として釣り竿に適用したものがある。釣り竿においては、装飾層を形成するに、例えばエポキシ系樹脂塗料を使用して内側装飾層を形成するとともに、その上からウレタン系樹脂塗料を重ね塗りして外側装飾層を形成し、装飾層をエポキシ樹脂塗料の内側装飾層とウレタン樹脂塗料の外側装飾層との複数層に形成する。そして、更にその上からPVDやCVDの薄膜製法を利用して、前記外側装飾層の更に外側に干渉薄膜層を形成しているものがある(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−110925号公報(段落〔0023〕〜〔0029〕,図1〜図4)
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記構成のものにおいては、一旦形成された装飾層に対しては、硬度や密着力等の固有の性質の変更や構成変更が行われることはなかったので、エポキシ樹脂塗料やウレタン樹脂塗料の持つ固有の性質が発揮されるに止まり、耐摩耗性、耐熱性、耐候性といった面で不足する場合もある。
また、長期使用によって、装飾層の表面が損傷・変質・剥離をすることがあり、釣り竿としての表面形状や模様等が変化し、使い辛い面があった。
【0005】
本発明の目的は、上記従来の欠点を解消し、釣り竿の表面形状や模様を変化させたり、硬度や密着力を強化し、更には、表面改質を施すことができる合成樹脂複合体を提供する点にある。
【課題を解決するための手段】
【0006】
〔構成〕
請求項1に係る発明の特徴構成は、強化繊維にマトリックス樹脂を含浸させたプリプレグによって形成された素材の外周面に装飾層を形成してある合成樹脂複合体であって、前記装飾層に高エネルギー化手段を施して、前記装飾層を形態的又は性質的に異なる変成装飾層に形成してある点にあり、その作用効果は次の通りである。
【0007】
〔作用効果〕
高エネルギー化手段によって、装飾層の表面及び内部に光やイオンの高エネルギー粒子を作用させて、付与部分を活性化させる。
これによって、装飾層の表面硬度向上、表面撥水性付与等の表面改質、表面修復や研削による表面形状の変更を施して、模様や色彩等の形態的又は性質的に異なる変成装飾層に作り変えることができる。
【0008】
〔構成〕
請求項2に係る発明の特徴構成は、強化繊維にマトリックス樹脂を含浸させたプリプレグによって形成された素材の外周面に、第1物質を含む内側装飾層と前記内側装飾層の上に前記第1物質とは異なる性状を呈する第2物質を含む外側装飾層とを形成してある合成樹脂複合体であって、
前記内側装飾層と前記外側装飾層とに対して高エネルギー化手段による高エネルギー化処理を施して、前記第1物質と前記第2物質を混合して新たな変成装飾層を形成してある点にあり、その作用効果は次の通りである。
【0009】
〔作用効果〕
内側装飾層と外側装飾層とに対して高エネルギー化手段を施すと、高エネルギーによって活性化された一方の物質が液体状態から固体状態に硬化する過程で他方の物質に融着し、第1物質と第2物質が融合して、内側装飾層と外側装飾層とが一体化した新たな変成装飾層を形成する。
これによって、装飾層としての硬度を変更したり、耐食性を向上させる等の性質を変更することができ、長期使用に耐える合成樹脂複合体を形成することができる。
【図面の簡単な説明】
【0010】
【図1】光照射装置を示す構成図である。
【図2】(a)内外二層の装飾層を備えたものに、光を照射する状態を示す縦断側面図、(b)光を照射した後に変成装飾層が形成された状態を示す縦断側面図である。
【図3】イオン注入装置を示す構成図である。
【発明を実施するための形態】
【0011】
〔第1実施形態〕
竿体1の装飾層3について形状の変更又は性質の変更を行う方法について説明する。処理対象となる竿体1の構造について説明する。
図示してはいないが、炭素繊維、ガラス繊維等の強化繊維を一方向に引き揃えたものに、エポキシ等の熱硬化性樹脂又はPET等の熱可塑性樹脂を含浸させて、プリプレグシートを構成する。その他、バルクモールド法、シートモールド法を利用して、プリプレグシートを構成してもよい。このプリプレグシートを所定形状に裁断して、メインパターンを形成する。この他、竿尻端等の補強を図る為に、メインパターンより軸芯長の短い補強パターン等をメインパターンの竿先側端部または竿尻側端部に重ねて巻回される。
【0012】
メインパターンとして、強化繊維を周方向に引き揃えた第1層と、強化繊維を軸線方向に沿って引き揃えた第2層と、強化繊維を周方向に引き揃えた第3層とを揃える。これらを重ね合わせてマンドレルに巻回し、または、順次マンドレルに巻回して積層していくことによって、筒状体を構成する。筒状体をマンドレルと一体で焼成し、マンドレルを脱芯後所定長さに裁断し研磨処理等を行って竿素材2を構成する。
竿素材2の外面には、塗料を刷毛塗りや扱き塗装、或いは、真空蒸着等のPVDやCVD等の薄膜製法技術を使用することによって装飾層3を形成する。
【0013】
〔混合〕
ここでは竿素材2の外周面に内外二層に形成された装飾層3に、高エネルギー化処理を施して内外装飾層3A、3Bを混合させる構成について説明する。図2(a)に示すように、装飾膜3は、竿素材2の外周面に施された内側装飾膜3Aとその内側装飾膜3Aの上に塗布された外側装飾膜3Bとで構成される。内側装飾膜3Aは、エポキシ・アクリルウレタン系塗料を主とした塗装膜であり、第1物質としてクロム等の耐摩耗性元素を含んでいる。外側装飾膜3BはUV塗料を主とした塗装膜であり、第2物質として光重合開始剤
を含んでいる。
【0014】
図1に示すように、高エネルギー化手段としての光照射装置5を使用する。光照射装置5は、加工用の紫外光を発生する光源5Aと、光源5Aからの紫外光を屈折させる光学ミラー5Bと、屈折された紫外光をターゲットとしての竿素材2の外周面に焦点を合わせる対物レンズ5Cと、竿素材2を自身の軸芯X周りで回転支持しながら、その軸芯方向に沿って往復移動する移動支持テーブル5Dと、竿素材2を収納する成膜室5Eと、成膜室5E内に不活性ガスをパージガスとして導入するガス導入口5Fと、ガス排気口5Gとで構成してある。
【0015】
使用される紫外線(紫外光)としては、250ナノメータより短い範囲の波長のものが使用され、高圧水銀灯等から得られる。
外側装飾膜3Bに紫外線が照射されると、光重合開始剤がこれを吸収し、高エネルギー状態のラジカルに変化する。ラジカルはUV塗料に含まれるモノマーやオリゴマーに働き
かけて、ラジカル反応を起こす。このラジカル反応によって液状のUV塗料は固体に変化するが、その変化する過程で、未だ硬化してはいない
内側装飾膜3Aを巻き込んで、硬化する。
このような過程を経て、図2(b)に示すように、内外装飾膜3A、3Bの境目が消失して、新たな変成装飾層3が形成される。この場合に、内側装飾膜3AにCr等の耐磨耗性金属等が含有されていれば、変成装飾層3の全体にCrの耐磨耗性効果を拡大できる。
【0016】
(1)このように、UV塗料を用いた硬化過程を採用することによって、硬化する過程
で竿素材2が加熱されず、竿素材2を構成する熱硬化性樹脂に使用される硬化剤が劣化することが少ない。
(2)また、UV硬化によって表面硬度の高い、耐磨耗性の大きな変成装飾膜3を形成
することが可能になる。
(3)外側装飾膜3BにUV塗料を使用し内側装飾膜3Aにエポキシ・アクリルウレタ
ン系塗料を使用した構成のものを混合する形態について説明したが、内側装飾膜3AにUV塗料を使用し外側装飾膜3Bにエポキシ・アクリルウレタン系塗料を使用した構成のも
のでもよい。
(4)紫外線以外にレーザー光線を使用して、内外装飾層3A、3Bの混合を行なってもよい。
(5)このように、内外装飾膜3A、3Bが一体化することによって、内外装飾層3A、3Bの境界で剥離することがなくなる。
【0017】
〔第2実施形態〕
〔注入・拡散〕
次に、装飾層3に対してイオン等の高エネルギー粒子を注入し、かつ、拡散させる処理について説明する。まず、高エネルギー化手段としてのイオン注入装置4について説明する。
図3に示すように、イオン注入装置4は、ターゲットとなる竿体1の装飾層3に注入するイオンを供給するイオン源4Aと、イオン源4Aよりイオン流を引き出す引き出し電源4Bと、引き出されたイオン流から所望のイオン流を分離選別する質量分析マグネット4Cと、選別されたイオン流を加速する加速電源4Dと、加速されたイオンを拡散放出する拡散放出ノズル4Eと、ターゲットとなる竿体1を収納する真空チャンバー4Fとでなる。
【0018】
竿体1は、図3に示すように、真空チャンバー4F内において縦向き姿勢で回転支持テーブル6における周方向複数箇所に載置されており、回転支持テーブル6の回転中心Z周りに公転運動をしながら、竿体自体の軸芯Y周りで自転して、イオン注入を受ける。
【0019】
ここに、イオンに与えるエネルギーは100kev〜数Mevである。引き出し電圧は50kv〜100kvであり、イオンのビーム電流は数μA〜数mAである。
所望のイオンを注入することによって、装飾層3の表面に撥水性を付与することができる。所望のイオンとしては、珪素イオンS2+等を使用し、イオン注入された珪素イオンS2+が装飾層3内のウレタン塗料における水酸基OH―と結びついて、装飾層3の表面に撥水性の酸化珪素を形成し、装飾層3を変成装飾層に変化させる。
【0020】
ここでは、イオンを注入する方法について説明したが、注入するものとしては、イオンの代わりにシリコン粒子等であってもよい。これによって、シリコンの水酸基OH―とウレタン塗料のジイソシアネートNCO+とが結びついて、撥水性の高い化合物を構成する。
【0021】
図示してはいないが、装飾層3の表面に、PVD又はCVD製法による干渉薄膜層が形成されている場合に、注入するイオンのエネルギーを数Mev等の大きなエネルギーとする場合について説明する。
そうすると、装飾層3内をイオンが進行し、装飾層3に存在する原子核等と衝突を繰り返しながら拡散する。この拡散によって、イオンが広がり他の元素や塩基等との化合反応機会が広がり、化合層が広がっていく。
【0022】
装飾層3と竿素材2との境界面に高エネルギー化されたイオンが到達すると境界面の近傍に位置する部分が活性化し、装飾層3内の原子と竿素材2内の原子とがミキシングされて、装飾層3と竿素材2との間にミキシング層が形成され、そのミキシング層の形成によって、装飾層3と竿素材2との間の密着性が向上すると考えられる。
【0023】
〔第3実施形態〕
竿素材2の外周面に、光照射装置5を使用して装飾層3を形成及び変成する場合について説明する。
〔相変化〕
装飾層3のウレタン樹脂塗料元素を含んだゾル状の原料を竿素材2の外周面や既に存在する装飾層3の上に塗布する。その塗布面にレーザー光を照射して、ゾル状の原料を固体化する。
【0024】
このような塗装方法を採ることによって、刷毛塗り等の旧来の方法を採るものに比べて、乾燥工程の短縮化が可能になる。
使用されるレーザとしては、エキシマレーザー、アルゴンレーザー、He―Neレーザ等が使用される。また、その他の光源としては、レーザー以外に放電管や水銀ランプ、キセノンランプ、紫外線ランプが使用できる。
【0025】
〔粉体―層状〕
また、別の成膜方法としては、次のような方法もある。図1で示す光照射装置5を利用して行う。ウレタン樹脂塗料等を形成する粒子を含んだ原料粉体を搬送ガスとなる不活性ガスと共にガス導入口5Fより導入する。その原料粉体を竿素材2の外周面に誘導衝突させ、かつ、衝突部位に光を照射して原料粉体を層状に堆積させる。
このように、原料粉体を所定の部位に誘導し、光を照射して高エネルギー化して堆積させることによって、装飾層3の欠損部位の補修が行える。
【0026】
〔第4実施形態〕
〔削る〕
ここでは、図1で示す光照射装置5を利用して、装飾層3に対するエッチングを行う。光源としては、パルスレーザー光を使用する。パルス幅はピコ秒以下の小さなものが望ましい。そうすると、装飾層3の製造工程での断熱性が高くなるので、冷却を必要とせず、竿素材2の硬化剤の劣化が少ない。
レーザー光線を対物レンズ5Cで絞って装飾層3に照射し、照射点に高エネルギーを加えて、所望の部分を除去していく。
これによって、装飾層3の表面に細かい凹凸面を形成して光の屈折を利用した干渉模様を発揮させたり、或いは、表面欠陥部分の除去が可能となる。
【0027】
なお、ここではレーザーを利用したが、プラズマを利用して行ってもよい。
エッチングを行う成形条件は、対向電極間に150MHzの高周波を加え、前記した竿素材2を支持した移動支持テーブル5Dを、略大気圧の20〜200kPaのチャンバー内に載置して、チャンバー内に導入されたエッチングガスを電極間に誘導しプラズマを発生させて、プラズマ内のイオンやラジカルの活性化粒子を装飾膜3に照射してエッチング処理を行う。
【0028】
エッチング処理等に使用される処理ガスは、アルゴン、ヘリウム等の不活性ガスに反応性ガスのテトラフルオロメタンガスを混合したものである。その他、使用電界としては、装飾層3をエッチングする為に大出力を必要とし、その高周波電源として、100kHz〜150MHzを採用する。出力電力は、1.2W/cm2以上で50W/cm2以下であることが望ましい。放電形態はグロー放電である。
【0029】
装飾層3の表面に微細な模様を形成する場合には、光を使用する場合も、このプラズマを使用する場合も、マスクを必要とし、マスクとしては、有機レジストを使用する。
【0030】
〔第5実施形態〕
〔除去〕
ここでは、装飾層3に含まれる不純物等を昇華させて、除去する。使用する装置は、前記したレーザー装置5を利用して行う。装飾層3にレーザー光線を照射すると、装飾層3の内部で焦点を結ぶレーザー光によって、焦点近くに位置する有機不純物が活性化して水酸基等と結合して、昇華性の結合物に変化する。その結合物は装飾層3の隙間を通して外部に漏出する。
これによって、不純物が取り除かれる。
【0031】
この不純物が装飾層3を形成する塗料を溶かすことに使用される溶剤であった場合もこのようにレーザー光を照射することによって、混入した溶剤を取り除くことができる。
【産業上の利用可能性】
【0032】
本発明は、合成樹脂複合体としての、上記した釣り竿用の竿体1以外に、リールシート、釣り糸ガイド、リール等に使用されている樹脂成形品、又は、自転車のフレーム、クランクアーム、ゴルフシャフト等の樹脂成形品に適用される。
【符号の説明】
【0033】
2 竿素材(素材)
3 装飾層
3A 内側装飾層
3B 外側装飾層
4 イオン注入装置(高エネルギー化手段)
5 光照射装置(高エネルギー化手段)
【特許請求の範囲】
【請求項1】
強化繊維にマトリックス樹脂を含浸させたプリプレグによって形成された素材の外周面に装飾層を形成してある合成樹脂複合体であって、
前記装飾層に高エネルギー化手段による高エネルギー化処理を施して、前記装飾層を形態的又は性質的に異なる変成装飾層に形成してある合成樹脂複合体。
【請求項2】
強化繊維にマトリックス樹脂を含浸させたプリプレグによって形成された素材の外周面に、第1物質を含む内側装飾層と前記内側装飾層の上に前記第1物質とは異なる性状を呈する第2物質を含む外側装飾層とを形成してある合成樹脂複合体であって、
前記内側装飾層と前記外側装飾層とに対して高エネルギー化手段による高エネルギー化処理を施して、前記第1物質と前記第2物質を混合して新たな変成装飾層を形成してある合成樹脂複合体。
【請求項1】
強化繊維にマトリックス樹脂を含浸させたプリプレグによって形成された素材の外周面に装飾層を形成してある合成樹脂複合体であって、
前記装飾層に高エネルギー化手段による高エネルギー化処理を施して、前記装飾層を形態的又は性質的に異なる変成装飾層に形成してある合成樹脂複合体。
【請求項2】
強化繊維にマトリックス樹脂を含浸させたプリプレグによって形成された素材の外周面に、第1物質を含む内側装飾層と前記内側装飾層の上に前記第1物質とは異なる性状を呈する第2物質を含む外側装飾層とを形成してある合成樹脂複合体であって、
前記内側装飾層と前記外側装飾層とに対して高エネルギー化手段による高エネルギー化処理を施して、前記第1物質と前記第2物質を混合して新たな変成装飾層を形成してある合成樹脂複合体。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−213642(P2010−213642A)
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願番号】特願2009−65687(P2009−65687)
【出願日】平成21年3月18日(2009.3.18)
【出願人】(000002439)株式会社シマノ (1,038)
【Fターム(参考)】
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願日】平成21年3月18日(2009.3.18)
【出願人】(000002439)株式会社シマノ (1,038)
【Fターム(参考)】
[ Back to top ]