
合金スラブおよびスパッタリングターゲット
【課題】 切断加工時などにおけるひび割れの発生を抑制することができるCu−Ga合金スラブ、および、このようなCu−Ga合金スラブを用いて作製されたスパッタリングターゲットを提供する。
【解決手段】 Cu−Ga合金スラブは、Cu−Ga合金よりも融点の高い高融点金属を、原子百分率で1at%以下含有する。このCu−Ga合金スラブを用いて、スパッタリングターゲットを作製する。
【解決手段】 Cu−Ga合金スラブは、Cu−Ga合金よりも融点の高い高融点金属を、原子百分率で1at%以下含有する。このCu−Ga合金スラブを用いて、スパッタリングターゲットを作製する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、Cu−Ga合金を主成分とする合金スラブ、および該合金スラブを用いて作製されるスパッタリングターゲットに関する。
【背景技術】
【0002】
Ga(ガリウム)の組成比が比較的大きいCu−Ga合金は、主に、薄膜型太陽電池を構成する光吸収層の薄膜形成用のスパッタリングターゲットとして用いられる。
【0003】
スパッタリングターゲットは、溶解鋳造法によって製造された直方体形状(例えば大きさが、300mm×400mm×1000mmである)の合金インゴット(スラブ)を、旋盤や丸鋸を用いて幾つかに切断し、切断された合金片(スラブ)を圧延、切削することにより製造される。
【0004】
例えば、特許文献1には、溶解鋳造によって、Cu−Ga合金からなるスパッタリングターゲット用のCu−Ga合金スラブを製造する方法が開示されている。しかしながら、特許文献1に開示される技術では、比較的小さなサイズのCu−Ga合金スラブしか製造することができず、また、所望するCu−Ga合金スラブの大きさに合わせたモールドをその都度用意しなければならないので、生産性が極めて低い。
【0005】
スパッタリングターゲット用のCu−Ga合金スラブを製造する他の方法としては、セラミックスなどの成形と同様に、Cu−Ga合金粉末を焼結することによって所望の形状に成形(製造)する方法がある。Cu−Ga合金粉末を焼結することによって製造されたCu−Ga合金スラブは、スパッタリングターゲットに加工したときに、相対密度が95%以下と低密度であり、酸素含有率が数1000ppmと高いため、スパッタ成膜時の異常放電や酸化物による汚染の問題が伴う。
【0006】
そのため、スパッタリングターゲット作製時にCu−Ga合金スラブを用いる場合には、Cu−Ga合金スラブは一般的に溶解鋳造によって製造されていることが望ましい。
【0007】
スパッタリングターゲットとして用いられるGaの組成比が比較的大きいCu−Ga合金は、延性や展性が乏しく、硬度が高くて割れ易い(脆い)。そのため、溶解鋳造により製造されたCu−Ga合金からなるCu−Ga合金スラブには、ひび割れが発生している場合がある。このようなひび割れが発生したCu−Ga合金スラブを製品化するためには、例えばひび割れが発生した部分を切削して除去しなければならない。また、発生した切削屑には切削によって不純物が混入してしまうため、例えばCu−Ga合金スラブをスパッタリングターゲットを作製するときに用いる場合には、当該切削屑をCu−Ga合金スラブを溶解鋳造して製造するときに再利用することができない。そのため、再利用できない多量の切削屑が発生してCu−Ga合金スラブの製品の歩留まりが悪くなる。
【0008】
例えば、非特許文献1には、銅合金鋳物を溶解鋳造により製造するときのひび割れの発生を抑制する方法として、鋳型形状の変更による応力発生源をなくす方法、鋳物各部を一様に冷却して温度勾配を小さくして応力を緩和する方法、鋳型上部などの押し湯部に発熱材や保温材などを設ける方法などが開示されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2000−73163号公報
【非特許文献】
【0010】
【非特許文献1】「銅合金鋳物の生産技術」、財団法人素形材センター、p.391〜392
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、Gaの組成比が比較的大きいCu−Ga合金は、硬度が高くて脆い硬脆材であるので、Cu−Ga合金スラブを溶解鋳造により製造するときのひび割れ対策として、非特許文献1に開示される技術を適用したとしても、大型のCu−Ga合金スラブを、ひび割れ発生を充分に抑制して製造することができない。
【0012】
また、製造時にひび割れの発生がなかったとしても、硬脆材であるCu−Ga合金からなるCu−Ga合金スラブは、切断加工時にひび割れが発生してしまうおそれがある。
【0013】
したがって本発明の目的は、切断加工時などにおけるひび割れの発生を抑制することができるCu−Ga合金スラブ、および、このようなCu−Ga合金スラブを用いて作製されたスパッタリングターゲットを提供することである。
【課題を解決するための手段】
【0014】
本発明は、Cu−Ga合金を主成分とする合金スラブであって、
前記Cu−Ga合金よりも融点の高い高融点金属が、原子百分率で1at%以下含有されていることを特徴とする合金スラブである。
また本発明は、前記高融点金属が、Moであることを特徴とする。
【0015】
また本発明は、前記Cu−Ga合金において、Gaの組成比は、原子百分率で10at%以上50at%以下であることを特徴とする。
【0016】
また本発明は、前記合金スラブを用いて作製されることを特徴とするスパッタリングターゲットである。
【発明の効果】
【0017】
本発明によれば、Cu−Ga合金を主成分とする合金スラブには、Cu−Ga合金よりも融点の高い高融点金属が、原子百分率で1at%以下含有されている。このCu−Ga合金を主成分とする合金スラブは、高融点金属を結晶核として、Cu−Ga合金の結晶が微細化されて結晶成長しており、破断に至るまでの変形量が大きいスラブとなっている。そのため、本発明の合金スラブは、切断加工時などにおけるひび割れの発生を抑制することができる。
【0018】
また本発明によれば、高融点金属がMoであるので、高融点金属が結晶核としての機能を果たすことができ、高強度化された合金スラブとなる。そのため、切断加工時などにおけるひび割れの発生が確実に抑制された合金スラブとなる。
【0019】
また本発明によれば、Cu−Ga合金において、Gaの組成比は、原子百分率で10at%以上50at%以下である。Ga濃度が低い場合には、Cu中へのGa固溶が起こるため、ひび割れの発生が少ない。Ga濃度が高すぎる場合には、固溶限界を超えるため、金属間化合物が形成され、ひび割れの発生が多くなり、かつ鋳造時に偏析が起こりやすくなる。Gaの組成比が、原子百分率で10at%以上50at%以下であることによって、ひび割れの発生のない高強度の合金スラブとなる。
【0020】
また本発明によれば、スパッタリングターゲットは、本発明の合金スラブを用いて作製される。本発明の合金スラブは、切断加工時などにおけるひび割れの発生を抑制することができるスラブであるので、その合金スラブを用いて作製されたスパッタリングターゲットは、ひび割れの発生が抑制されたものとなる。したがって、本発明のスパッタリングターゲットは、例えば、薄膜型太陽電池を構成する光吸収層の薄膜形成用のスパッタリングターゲットとして好適に用いることができる。
【図面の簡単な説明】
【0021】
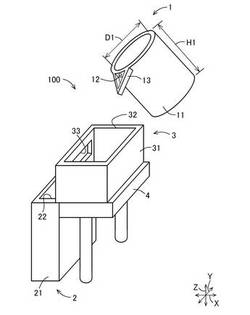
【図1】本発明の一実施形態である合金スラブを作製するために用いる鋳造装置100の構成を示す斜視図である。
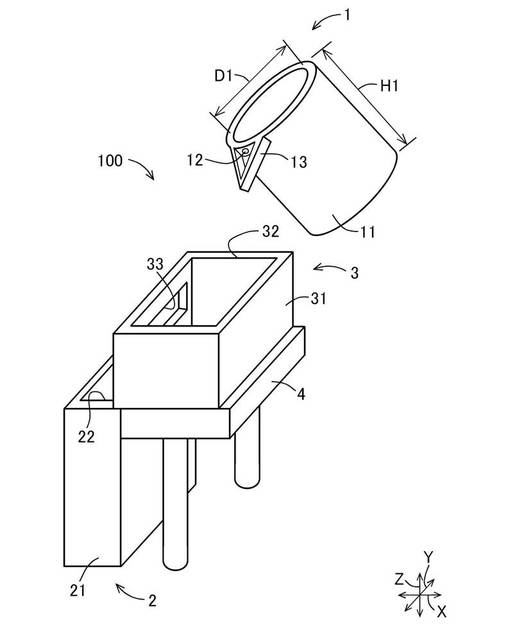
【図2】鋳型2および貯留槽3の構成を示す斜視図である。
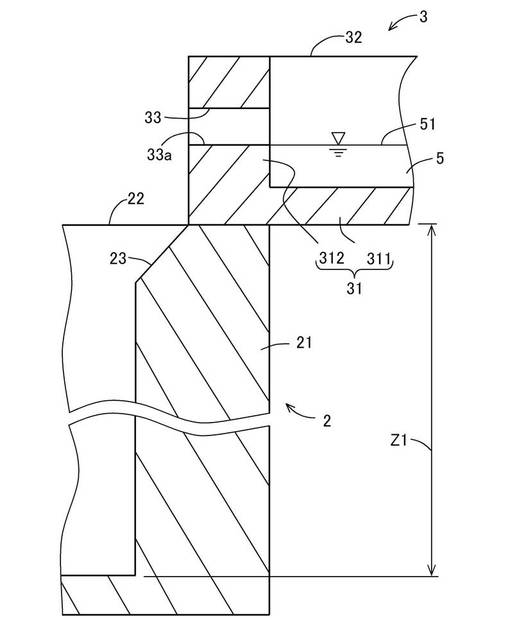
【図3】鋳型2に対する貯留槽3の配置位置を示す図である。
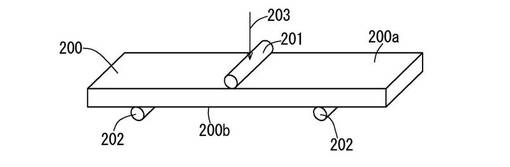
【図4】3点曲げ試験を行う様子を示す図である。
【発明を実施するための形態】
【0022】
本発明の一実施形態である合金スラブは、Cu(銅)およびGa(ガリウム)からなるCu−Ga合金を主成分とする。本実施形態のCu−Ga合金を主成分とする合金スラブ(以下単に「Cu−Ga合金スラブ」と記載する)は、Cu−Ga合金よりも融点の高い高融点金属が、原子百分率で1at%以下含有されている。
【0023】
本実施形態のCu−Ga合金スラブは、後述する溶解鋳造によって製造され、Cu、Ga、およびCu−Ga合金よりも融点の高い高融点金属(以下単に「高融点金属」と記載する)を原料として、溶解鋳造によって製造されることで、高融点金属を含有するものとなる。
【0024】
溶解鋳造によるCu−Ga合金スラブの製造時、高融点金属は、結晶核としての機能を果たし、これによって、Cu−Ga合金の結晶が微細化されて結晶成長する。そのため、高融点金属が原子百分率で1at%以下含有されている本実施形態のCu−Ga合金スラブは、破断に至るまでの変形量が大きいスラブとなっており、これによって切断加工時などにおけるひび割れの発生を抑制することができる。
【0025】
高融点金属は、含有量が少なすぎると、Cu−Ga合金の結晶が微細化されて結晶成長する効果が果たせず、含有量が多すぎると、Cu−Ga合金の結晶構造が変化する。そのため、高融点金属は、原子百分率で0.1at%以上1at%以下含有されていることが好ましい。高融点金属の融点は、Cu−Ga合金の融点に対して、500℃以上高い温度であることが好ましい。
【0026】
Cu−Ga合金スラブに含有される高融点金属としては、Cu−Ga合金よりも融点が高く、後述するスパッタリングターゲットとしての金属汚染源とならないものであれば特に限定されるものではないが、たとえば、Mo(モリブデン)、Ti(チタン)、Si(シリコン)などを挙げることができる。
【0027】
Cu−Ga合金中のGaの組成比については、特に限定されるものではないが、10at%以上50at%以下が好ましく、より好ましくは20at%以上40at%以下である。なお、本発明においては、「at%」を「モル%」と類義の語句として扱うこととする。Ga濃度が低い場合には、Cu中へのGa固溶が起こるため、ひび割れの発生が少ない。Ga濃度が高すぎる場合には、固溶限界を超えるため、金属間化合物が形成され、ひび割れの発生が多くなり、かつ鋳造時に偏析が起こりやすくなる。
【0028】
Cu−Ga合金の融点は、Cu−Ga合金中のGaの組成比によって異なり、例えば、Gaの組成比が30at%である場合、そのCu−Ga合金の融点は850℃となる。
【0029】
次に、Cu−Ga合金スラブを製造する製造方法について説明する。図1は、本実施形態の合金スラブを作製するために用いる鋳造装置100の構成を示す斜視図である。図2は、鋳型2および貯留槽3の構成を示す斜視図である。図3は、鋳型2に対する貯留槽3の配置位置を示す図である。
【0030】
本実施形態のCu−Ga合金スラブは、鋳造装置100を用いて製造することができる。鋳造装置100は、Cu−Ga合金スラブを溶解鋳造により作製するための装置である。
【0031】
鋳造装置100は、減圧下での溶解鋳造が可能となるように、チャンバ内に配置されている。鋳造装置100は、坩堝1と鋳型2と貯留槽3とを備える。
【0032】
坩堝1は、高融点金属が含有されたCu−Ga合金の溶湯(以下単に「溶湯」と記載する)5を収容するものであり、その収容した溶湯5を出湯するための出湯開口12が設けられている。
【0033】
坩堝1を構成する材料としては、溶解撹拌できるものであれば特に限定はされないが、Cu−Ga合金中への金属汚染源にならないことを考慮するとセラミックス、黒鉛などが好ましい。
【0034】
坩堝1は、有底円筒状に形成される坩堝本体11を有し、その坩堝本体11の側壁の上端部近傍に、側壁を厚み方向に貫通する出湯開口12が設けられている。また、坩堝本体11の側壁には、前記出湯開口12を取囲むように、前記側壁から外方に突出する漏斗状の出湯案内部13が形成されている。この出湯案内部13は、坩堝本体11内に収容された溶湯5が、多方向に飛散しながら出湯開口12から出湯されないように、出湯開口12から出湯される溶湯5を一方向に案内する。
【0035】
坩堝1の大きさとしては特に限定はされないが、坩堝本体11の高さH1が300mm以上1000mm以下、開口部の開口直径D1が150mm以上500mm以下である。また、本実施形態では、出湯開口12は、開口直径が10mm以上20mm以下の円形状に形成される。
【0036】
鋳型2は、有底筒状に形成され、後述の貯留槽3の排出開口33から排出された溶湯5が流入する注湯開口22が設けられ、該注湯開口22から流入して注湯された溶湯5をスラブの形状に成形する。
【0037】
鋳型2を構成する材料としては、砂、金属、セラミックス、黒鉛(カーボン)などを挙げることができるが、Cu−Ga合金中への金属汚染源にならないことを考慮すると、砂、セラミックス、黒鉛などが好ましく、熱容量および熱伝導率が高く、冷却効率が高いという点で、黒鉛が特に好ましい。
【0038】
鋳型2は、有底筒状に形成される鋳型本体21を有する。この鋳型本体21は、鉛直方向Z上方に開口した中空の直方体であって、長方形平板状の底部と、底部の各辺から底部に対して垂直に立上がる複数(本実施形態では4)の側壁(長方形平板状)とを有する。鋳型2において、注湯開口22は、前記複数の側壁の上端部が連なって長方形状に形成され、鉛直方向Z上方に臨んで開口している。また、鋳型2において、複数の側壁の上端部、すなわち、注湯開口22を形成する開口部の上端部には、図3に示すように、鉛直方向Zの上方から下方に進むにつれて内方側に傾斜して面取りされた面取り部23が形成されている。
【0039】
鋳型2の大きさは、鋳型本体21の内側における鉛直方向Zの長さ、すなわち、鋳型本体21の内側における高さZ1が20mm以上1000mm以下、好ましくは50mm以上900mm以下であり、注湯開口22の短辺に平行な方向(以下、「短辺方向」という)Xの長さ、すなわち、注湯開口22の短辺の長さX1が20mm以上1000mm以下、好ましくは30mm以上150mm以下であり、注湯開口22の長辺に平行な方向(以下、「長辺方向」という)Yの長さ、すなわち、注湯開口22の長辺の長さY1が100mm以上1000mm以下、好ましくは150mm以上800mm以下である。さらに、鋳型本体21において、注湯開口22の短辺の長さX1と、注湯開口22の長辺の長さY1と、鋳型本体21の内側における高さZ1との関係は、Z1>Y1>X1であることが好ましい。
【0040】
鋳型本体21の大きさが小さすぎると、Cu−Ga合金スラブの生産性が低下し、さらにCu−Ga合金の溶湯5の急冷が起こるため、脆性割れの原因ともなりえる。また、鋳型本体21の大きさが大きくなりすぎると、鋳造後のCu−Ga合金スラブの内部に応力がたまって脆性割れの原因となるばかりではなく、Cu−Ga合金の溶湯5の最終凝固位置が中央部となるため内部欠陥発生の原因となる。
【0041】
また、鋳型本体21において、注湯開口22の短辺の長さX1と、注湯開口22の長辺の長さY1との長さ比率は、X1を「1」とした場合、X1:Y1が、1:2〜1:15であることが好ましい。より好ましくは、X1:Y1が、1:3〜1:10である。この「X1:Y1」においてY1の値が小さすぎる場合、Cu−Ga合金の溶湯5の鋳型本体21内における凝固形態が変化し、鉛直方向Zの中央部に応力が溜まるため、脆性割れの原因となり、また応力発生を軽減するため、徐冷を行った場合でも、偏析が起こる原因となりえる。また、「X1:Y1」においてY1の値が大きすぎる場合、鋳造後に得られるCu−Ga合金スラブを持ち上げて加工するなどの際に、長辺方向Yの中央部に多くの力がかかり、その部分で割れが発生する可能性が高くなる。
【0042】
また、鋳型本体21の内容積は、鋳型2を構成する材料の比熱、密度、熱伝導率などの条件から、鋳造時の鋳造温度、鋳型本体21の調整温度などの条件と照らし合わせて、適宜選定すればよい。
【0043】
貯留槽3は、坩堝1と鋳型2との間において、坩堝1の鉛直方向Z下方に配置され、坩堝1の出湯開口12から出湯された溶湯5を貯留する有底筒状の部材である。
【0044】
貯留槽3を構成する材料としては、砂、金属、セラミックス、黒鉛(カーボン)などを挙げることができるが、Cu−Ga合金中への金属汚染源にならないことを考慮すると、砂、セラミックス、黒鉛などが好ましい。
【0045】
貯留槽3は、坩堝1の出湯開口12から出湯された溶湯5が流入する流入開口32と、該流入開口32よりも鉛直方向Z下方に設けられ、流入開口32から流入して貯留される溶湯5を、溢流させて排出可能な排出開口33とが設けられている。
【0046】
具体的には、貯留槽3は、有底筒状に形成される貯留槽本体31を有する。この貯留槽本体31は、鉛直方向Z上方に開口した中空の直方体であって、長方形平板状の底部311と、底部311の各辺から底部311に対して垂直に立上がる複数(本実施形態では4)の側壁312(長方形平板状)とを有する。貯留槽3において、流入開口32は、前記複数の側壁312の上端部が連なって長方形状に形成され、鉛直方向Z上方に臨んで開口している。また、排出開口33は、複数の側壁312のうちの1つの側壁312、具体的には、底部311の長辺から垂直に立上がる1つの側壁312を厚み方向に貫通して形成される。この排出開口33は、底部311の長辺に平行に延びるスリット状(長方形状)に形成される。
【0047】
貯留槽3の大きさは、貯留槽本体31の鉛直方向Zの長さ、すなわち、貯留槽本体31の高さZ2が65mm以上1130mm以下、好ましくは80mm以上200mm以下であり、流入開口32の短辺に平行な方向Xの長さ、すなわち、流入開口32の短辺の長さX2が50mm以上1000mm以下、好ましくは100mm以上200mm以下であり、流入開口32の長辺に平行な方向Yの長さ、すなわち、流入開口32の長辺の長さY2が100mm以上1000mm以下、好ましくは150mm以上800mm以下である。さらに、貯留槽本体31において、排出開口33は、底部311から排出開口33を形成する開口部の鉛直方向Z下端部までの距離Z4が、30mm以上100mm以下、好ましくは40mm以上60mm以下の高さ位置に形成される。また、排出開口33の長辺に平行な方向Yの長さ、すなわち、排出開口33の長辺の長さY3が10mm以上1000mm以下、好ましくは15mm以上800mm以下であり、排出開口33の鉛直方向Zの長さ、すなわち、排出開口33の短辺の長さZ3が0mmを超えて100mm以下、好ましくは5mm以上50mm以下である。
【0048】
貯留槽3において、底部311から排出開口33を形成する開口部の鉛直方向Z下端部までの距離Z4が大きくなりすぎ、かつ、流入開口32の短辺の長さX2および長辺の長さY2が大きくなりすぎると、排出開口33から溢流して排出されずに貯留槽3に貯留される溶湯5の量が多くなりすぎるので、Cu−Ga合金スラブの生産効率が低下するおそれがある。
【0049】
また、貯留槽3において、底部311から排出開口33を形成する開口部の鉛直方向Z下端部までの距離Z4が小さくなりすぎ、かつ、流入開口32の短辺の長さX2および長辺の長さY2が小さくなりすぎると、坩堝1の出湯開口12から出湯された溶湯5を、貯留槽3を介して鋳型2に注湯するときの、溶湯5の運動エネルギーの低減効果が低下するおそれがある。
【0050】
更に貯留槽3は、注湯前に加熱しても構わない。加熱温度は50℃以上900℃以下が好ましく、100℃以上500℃以下が更に好ましい。加熱温度が高すぎる場合、加熱に要するエネルギーの使用により、製造コストの増加につながる。また、加熱温度が低すぎる場合には、溶湯5の温度低下に伴い溶湯5の粘度が上昇し、鋳型2内における溶湯5の湯周り不足の原因となりえる。さらには貯留槽3中で溶湯5の凝固が起こり、溶湯5を鋳型2へ注湯できないおそれがある。
【0051】
貯留槽3の加熱方法としては、貯留槽3を昇温できれば特に限定されるものではないが、電磁誘導、ヒーター、赤外線などで貯留槽3を加熱する方法が挙げられる。その中でも使用方法が簡易であり、微細な温度調整も可能であるヒーターが好ましい。
【0052】
以上のように構成された鋳造装置100を用いてCu−Ga合金スラブを溶解鋳造により作製する場合には、坩堝1に収容された溶湯5が、出湯開口12から出湯されて、流入開口32を介して貯留槽3に一時的に貯留される。このようにして貯留槽3に貯留された溶湯5は、その湯面51が排出開口33を形成する開口部の下面33aよりも上方に超えると、排出開口33から溢流し、貯留槽3から排出されることになる。そして、貯留槽3の排出開口33から溢流して排出された溶湯5は、注湯開口22を介して鋳型2に注湯される。
【0053】
鋳造装置100を用いてCu−Ga合金スラブを溶解鋳造により作製する場合には、前述のように、溶湯5が、坩堝1から直接的に鋳型2内に注湯されるのではなく、貯留槽3を介して鋳型2内に注湯されるので、鋳型2内に注湯されるときの溶湯5の運動エネルギーを減少させることができるとともに、注湯時における鋳型2の内面(特に底面)に衝突することによる溶湯5の飛散を防止することができる。これによって、鋳型2内に注湯されるときの溶湯5の対流を抑制することができるとともに、溶湯5の飛散を防止することができるので、鋳型2内において溶湯5を一様に凝固させることができ、そのため、大型のCu−Ga合金スラブを、ひび割れ発生および内部欠陥の発生を充分に抑制して製造することができる。
【0054】
また、図3に示すように、貯留槽3は、排出開口33が形成される側壁312の外面が、鋳型2の内面(鋳型本体21の内面)の上方に連なる位置に配置される。
【0055】
このような貯留槽3を備える鋳造装置100において、貯留槽3に貯留された溶湯5は、その湯面51が排出開口33を形成する開口部の下面33aよりも上方に超えると、排出開口33から溢流し、排出開口33が形成される側壁312の外面に沿って流過し、さらに、前記側壁312の外面に連なる鋳型2の内面に沿って面取り部23を介して流過して、鋳型2に注湯される。これによって、鋳型2内に注湯されるときの溶湯5の対流を抑制することができるので、鋳型2内において溶湯5を一様に凝固させることができ、そのため、大型のCu−Ga合金スラブを、ひび割れ発生を充分に抑制して製造することができる。
【0056】
以上のような鋳造装置100を用いてCu−Ga合金スラブを製造する場合、まず、坩堝1内にCu、Gaおよび高融点金属の必要量を仕込む。このとき、高融点金属は、粒子状の固体粉末のものを用いる。このような粒子状の高融点金属において、その体積平均粒子径は、たとえば、1μm以上100μm以下である。その後、坩堝1が投入されたチャンバ内を10−1Torr以下まで減圧する。
【0057】
チャンバ内が10−1Torr以下まで減圧されたことを確認後、昇温速度5〜20℃/分、好ましくは7〜18℃/分で800℃から1100℃に昇温する。昇温速度が速すぎる場合、突沸が起こる可能性があり、昇温速度が遅すぎる場合、生産性が下がる。昇温後の保持温度(鋳造温度)は、合金組成の融点、鋳型2の材料、体積、比熱、密度などによって変化するが、CuおよびGaの融点以上、高融点金属の融点未満である。これによって、CuおよびGaは溶融するが、高融点金属は溶融しないので、高融点金属が結晶核としての機能を果たすことができる。たとえば、高融点金属として融点が2622℃のMo(モリブデン)を用い、合金組成の融点が850℃である場合には、昇温後の保持温度(鋳造温度)は、900℃以上1000℃以下が好ましく、920℃以上980℃以下がより好ましい。昇温後の保持温度が高すぎる場合、電力消費等が増加するので、製品コストの増加につながる。昇温後の保持温度が低すぎる場合、注湯時に溶湯5が出湯開口12で固まり、出湯開口12が詰まるおそれがある。なお、大気中で昇温した場合、原料の酸化などの問題が起こり、歩留まりの低下につながる。
【0058】
その後、昇温後の温度(鋳造温度)で30分間〜12時間、好ましくは1時間〜5時間保持し、高融点金属が含有されたCu−Ga合金の溶湯5(合金液体)にする。保持時間が短すぎる場合、合金が完全に混ざり合わない、または溶湯5中に残存する気体が除ききらず、後のさらに高真空化する工程で、突沸が起こる原因となり得る、長すぎる場合、やはり生産性の低下を招き好ましくない。
【0059】
さらにその後、8×10−4Torr以下、好ましくは5×10−4Torrまで減圧し、30分間以上12時間以下、好ましくは1時間以上5時間以下保持する。鋳造時のチャンバ内圧力が高い場合、鋳造後のCu−Ga合金スラブ内への気体の巻き込みが起こり、内部欠陥の原因となる。また低すぎる場合には、ポンプ性能をあげる必要性があり、製造機器の高コスト化につながる。さらに昇温前に減圧しすぎると、突沸の原因となるため、避けたほうがよい。保持時間が短い場合、溶湯5中に存在する気体が除ききれず、内部欠陥の原因となる。逆に長すぎる場合には、やはり生産性の低下を招き好ましくない。
【0060】
以上のような工程を経て、坩堝1内において高融点金属が含有されたCu−Ga合金の溶湯5を得る。次に、坩堝1内の溶湯5を、出湯開口12から出湯させる。出湯開口12から出湯された溶湯5は、流入開口32を介して貯留槽3に一時的に貯留される。このようにして貯留槽3に貯留された溶湯5は、その湯面51が排出開口33を形成する開口部の下面よりも上方に超えると、排出開口33から溢流し、貯留槽3から排出される。そして、貯留槽3の排出開口33から溢流して排出された溶湯5は、注湯開口22を介して鋳型2に注湯される。
【0061】
なお、鋳型2および貯留槽3を複数個並べて、一度に鋳造することも可能である。次に、鋳型2内で鋳造された高融点金属が含有されたCu−Ga合金を室温まで自然冷却した後、鋳型2からそのCu−Ga合金を取出す。
【0062】
次に、鋳型2から取出した前記Cu−Ga合金を大気圧下または真空下(好ましくは大気圧下)で加熱処理を行う。加熱処理時の温度としては、450℃以上700℃未満、より好ましくは500℃以上600℃以下である。前記Cu−Ga合金に加熱処理を施すことによって、鋳型2内において溶湯5が凝固されて得られた前記Cu−Ga合金において、Cu中にGaが偏析するのを抑制した上で、前記Cu−Ga合金の内部に発生した応力を解放することができる。加熱処理時の温度が低すぎる場合、凝固時に発生した応力を解放できず、高すぎる場合は偏析が起こる。加熱処理の時間は、1時間以上12時間以下が好ましく、より好ましくは2時間以上8時間以下である。加熱処理の時間が短すぎる場合、前記Cu−Ga合金の内部応力の解放ができず、長すぎる場合生産性の低下につながる。
【0063】
以上のようにして、Cu−Ga合金を主成分とし、高融点金属が含有されるCu−Ga合金スラブを得ることができる。
【0064】
なお、本実施形態では、高融点金属を坩堝1内に仕込む段階で投入したが、CuおよびGaのみをまず溶融させてCu−Ga合金の溶湯を得た後、そのCu−Ga合金の溶湯に高融点金属を投入するようにしてもよい。
【0065】
得られたCu−Ga合金スラブは、スパッタリングターゲットを作製するときのスラブとして、好適に用いることができる。
【0066】
Cu−Ga合金スラブをスパッタリングターゲットへと加工する方法としては、ワイヤー放電加工、放電加工、レーザー加工、研削機によるダイヤモンド切断加工、ダイヤモンドバンドソーを用いた切断加工、切削加工、ウォータージェット加工、ワイヤーソー、ブレードソーなど一般的な方法を採用することができる。これらの加工方法の中でも、Cu−Ga合金が硬脆材であることを考慮すると、ワイヤー放電加工、ダイヤモンドバンドソー、放電加工、レーザー加工、ワイヤーソー、ウォータージェット加工などが好ましく、ワイヤー放電加工、ダイヤモンドバンドソー、ワイヤーソーがより好ましい。
【0067】
Cu−Ga合金スラブを、ワイヤー放電加工にてスパッタリングターゲットへと加工する場合、0.1mm以上0.4mm以下のワイヤー線を用いることが好ましく、より好ましくは0.2mm以上0.4mm以下のワイヤー線を使用する。また、ワイヤー放電加工における切断速度(加工速度)は、0.1mm/分以上8mm/分以下が好ましく、より好ましくは0.1mm/分以上3mm/分以下である。ワイヤー線の太さは、細すぎるとワイヤー線が加工中に切れる原因になり、また加工速度においては、遅すぎると生産性の低下につながり、早すぎると割れる原因になる。
【0068】
本実施形態のCu−Ga合金スラブは、切断加工時などにおけるひび割れの発生を抑制することができるスラブであるので、その合金スラブを用いて作製されたスパッタリングターゲットは、ひび割れの発生が抑制されたものとなる。したがって、本実施形態のスパッタリングターゲットは、例えば、薄膜型太陽電池を構成する光吸収層の薄膜形成用のスパッタリングターゲットとして好適に用いることができる。
【0069】
(実施例)
以下、本発明を実施例により更に詳細に説明するが、実施例は本発明の一実施態様であり、本発明を限定するものではない。
【0070】
(実施例1)
<鋳造装置>
鋳造装置として、図1に示した、貯留槽を備える鋳造装置を用いた。
【0071】
[坩堝]
・材質:高純度黒鉛(カーボン)
・出湯開口の開口直径:12mm
【0072】
[鋳型]
・材質:高純度黒鉛(カーボン)
・鋳型本体の内側における高さZ1:650mm
・注湯開口の短辺の長さX1:70mm
・注湯開口の長辺の長さY1:350mm
【0073】
[貯留槽]
・材質:高純度黒鉛(カーボン)
・溶湯が注湯される直前の貯留槽の温度:200℃
・貯留槽本体の高さZ2:120mm
・流入開口の短辺の長さX2:128mm
・流入開口の長辺の長さY2:251mm
・底部から排出開口を形成する開口部の下端部までの距離Z4:45mm
・排出開口の長辺の長さY3:200mm
・排出開口の短辺の長さZ3:30mm
【0074】
まず、坩堝内に銅(Cu)67660g、ガリウム(Ga)31840g、モリブデン(Mo)500gを仕込み、坩堝が投入されたチャンバ内を1×10−1Torr台まで減圧した後、940℃(鋳造温度)で1時間保持し、その後、2×10−4Torr台まで減圧して2時間保持して、Moが含有されたCu−Ga合金の溶湯を得た。なお、高融点金属であるMoとしては、体積平均粒子径が3μmの粒子状の微粉末を用いた。
【0075】
次に、坩堝内の溶湯を、出湯開口から出湯させる。出湯開口から出湯された溶湯は、流入開口を介して貯留槽に一時的に貯留される。このようにして貯留槽に貯留された溶湯は、その湯面が排出開口を形成する開口部の下面よりも上方に超えると、排出開口から溢流し、鋳型に注湯される。このとき、注湯開口から流入して鋳型に注湯される溶湯の、単位時間あたりの注湯量は、22.4kg/minであった。
【0076】
次に、鋳型内で鋳造されたCu−Ga合金を室温まで自然冷却した後、鋳型からCu−Ga合金を取出して、熱風循環炉を用い、570℃で2時間の熱処理を行い、縦340mm×横450mm×厚さ50mmの直方体形状のCu−Ga合金スラブを得た。
【0077】
(比較例1)
高融点金属であるMoを投入しなかったこと以外は実施例1と同様にして、縦340mm×横450mm×厚さ50mmの直方体形状のCu−Ga合金スラブを得た。
【0078】
実施例1および比較例1で得られたCu−Ga合金スラブについて、以下の評価を行った。
【0079】
<最大ひずみの評価>
実施例1および比較例1で得られたCu−Ga合金スラブを、ワイヤー放電加工機(0.3mmのワイヤー線)を用いて、加工速度0.7mm/minで、縦340mm×横450mm×厚さ10mmのスライス板に加工した。その後、同じ条件で、スライス板を、縦40mm×横140mm×厚さ10mmの曲げ試験用の試験片へと加工した。
【0080】
得られた試験片を用いて、以下に示すような方法による3点曲げ試験を行い、最大ひずみの測定を行った。ここで示す最大ひずみとは、試験片の裏面の中央部にひずみゲージを接着して測定されるものであり、試験片破断時のひずみである。
【0081】
上記ひずみは、試験片の長さと、この試験片に荷重を加えたときの試験片の長さの変化量とを用いて算出されるものであり、ひずみゲージにおけるゲージ率およびゲージ抵抗と、試験片に荷重を加えたときのひずみゲージの抵抗変化量とを用いて、下記式(1)のように算出される。
ひずみε(%)=ΔL/L=(ΔR/R)/K …(1)
(式中、Lは試験片の長さを示し、ΔLは試験片に荷重を加えたときの試験片の長さの変化量を示し、Kはひずみゲージのゲージ率を示し、Rはひずみゲージのゲージ抵抗を示し、ΔRは試験片に荷重を加えたときのひずみゲージの抵抗変化量を示す。)なお、最大ひずみの値が大きいほど、破断にいたるまでの試験片の変形量が大きいことを示し、試験片が、塑性加工を施しやすい材料であるといえる。
【0082】
図4は、3点曲げ試験を行う様子を示す図である。3点曲げ試験では、まず、図4に示すように、一定距離(100mm)離間して配置された2本の支点棒202の上に、図示しないひずみゲージ(株式会社共和電業製、KFG−5−120−C1−11−L1M3R)が接着された試験片200の裏面200bが、2本の支点棒202と接触するように試験片200を置いた。2本の支点棒202間の中央に対応する試験片200の表面200aに支持棒201を置き、矢符203の方向からクロスヘッドスピード1mm/分で荷重を加えて、試験片200が破断するまでの応力とひずみとを測定した。2本の支点棒202および支持棒201には、それぞれΦ12.7mm×50mmの棒を用いた。評価結果を表1に示す。
【0083】
【表1】

【0084】
表1の結果から、実施例1で得られたCu−Ga合金スラブを用いた試験片は、最大ひずみの値が大きく、塑性加工が施しやすい材料であることがわかる。
【符号の説明】
【0085】
1 坩堝
2 鋳型
3 貯留槽
11 坩堝本体
12 出湯開口
13 出湯案内部
21 鋳型本体
22 注湯開口
31 貯留槽本体
32 流入開口
33 排出開口
100 鋳造装置
【技術分野】
【0001】
本発明は、Cu−Ga合金を主成分とする合金スラブ、および該合金スラブを用いて作製されるスパッタリングターゲットに関する。
【背景技術】
【0002】
Ga(ガリウム)の組成比が比較的大きいCu−Ga合金は、主に、薄膜型太陽電池を構成する光吸収層の薄膜形成用のスパッタリングターゲットとして用いられる。
【0003】
スパッタリングターゲットは、溶解鋳造法によって製造された直方体形状(例えば大きさが、300mm×400mm×1000mmである)の合金インゴット(スラブ)を、旋盤や丸鋸を用いて幾つかに切断し、切断された合金片(スラブ)を圧延、切削することにより製造される。
【0004】
例えば、特許文献1には、溶解鋳造によって、Cu−Ga合金からなるスパッタリングターゲット用のCu−Ga合金スラブを製造する方法が開示されている。しかしながら、特許文献1に開示される技術では、比較的小さなサイズのCu−Ga合金スラブしか製造することができず、また、所望するCu−Ga合金スラブの大きさに合わせたモールドをその都度用意しなければならないので、生産性が極めて低い。
【0005】
スパッタリングターゲット用のCu−Ga合金スラブを製造する他の方法としては、セラミックスなどの成形と同様に、Cu−Ga合金粉末を焼結することによって所望の形状に成形(製造)する方法がある。Cu−Ga合金粉末を焼結することによって製造されたCu−Ga合金スラブは、スパッタリングターゲットに加工したときに、相対密度が95%以下と低密度であり、酸素含有率が数1000ppmと高いため、スパッタ成膜時の異常放電や酸化物による汚染の問題が伴う。
【0006】
そのため、スパッタリングターゲット作製時にCu−Ga合金スラブを用いる場合には、Cu−Ga合金スラブは一般的に溶解鋳造によって製造されていることが望ましい。
【0007】
スパッタリングターゲットとして用いられるGaの組成比が比較的大きいCu−Ga合金は、延性や展性が乏しく、硬度が高くて割れ易い(脆い)。そのため、溶解鋳造により製造されたCu−Ga合金からなるCu−Ga合金スラブには、ひび割れが発生している場合がある。このようなひび割れが発生したCu−Ga合金スラブを製品化するためには、例えばひび割れが発生した部分を切削して除去しなければならない。また、発生した切削屑には切削によって不純物が混入してしまうため、例えばCu−Ga合金スラブをスパッタリングターゲットを作製するときに用いる場合には、当該切削屑をCu−Ga合金スラブを溶解鋳造して製造するときに再利用することができない。そのため、再利用できない多量の切削屑が発生してCu−Ga合金スラブの製品の歩留まりが悪くなる。
【0008】
例えば、非特許文献1には、銅合金鋳物を溶解鋳造により製造するときのひび割れの発生を抑制する方法として、鋳型形状の変更による応力発生源をなくす方法、鋳物各部を一様に冷却して温度勾配を小さくして応力を緩和する方法、鋳型上部などの押し湯部に発熱材や保温材などを設ける方法などが開示されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2000−73163号公報
【非特許文献】
【0010】
【非特許文献1】「銅合金鋳物の生産技術」、財団法人素形材センター、p.391〜392
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、Gaの組成比が比較的大きいCu−Ga合金は、硬度が高くて脆い硬脆材であるので、Cu−Ga合金スラブを溶解鋳造により製造するときのひび割れ対策として、非特許文献1に開示される技術を適用したとしても、大型のCu−Ga合金スラブを、ひび割れ発生を充分に抑制して製造することができない。
【0012】
また、製造時にひび割れの発生がなかったとしても、硬脆材であるCu−Ga合金からなるCu−Ga合金スラブは、切断加工時にひび割れが発生してしまうおそれがある。
【0013】
したがって本発明の目的は、切断加工時などにおけるひび割れの発生を抑制することができるCu−Ga合金スラブ、および、このようなCu−Ga合金スラブを用いて作製されたスパッタリングターゲットを提供することである。
【課題を解決するための手段】
【0014】
本発明は、Cu−Ga合金を主成分とする合金スラブであって、
前記Cu−Ga合金よりも融点の高い高融点金属が、原子百分率で1at%以下含有されていることを特徴とする合金スラブである。
また本発明は、前記高融点金属が、Moであることを特徴とする。
【0015】
また本発明は、前記Cu−Ga合金において、Gaの組成比は、原子百分率で10at%以上50at%以下であることを特徴とする。
【0016】
また本発明は、前記合金スラブを用いて作製されることを特徴とするスパッタリングターゲットである。
【発明の効果】
【0017】
本発明によれば、Cu−Ga合金を主成分とする合金スラブには、Cu−Ga合金よりも融点の高い高融点金属が、原子百分率で1at%以下含有されている。このCu−Ga合金を主成分とする合金スラブは、高融点金属を結晶核として、Cu−Ga合金の結晶が微細化されて結晶成長しており、破断に至るまでの変形量が大きいスラブとなっている。そのため、本発明の合金スラブは、切断加工時などにおけるひび割れの発生を抑制することができる。
【0018】
また本発明によれば、高融点金属がMoであるので、高融点金属が結晶核としての機能を果たすことができ、高強度化された合金スラブとなる。そのため、切断加工時などにおけるひび割れの発生が確実に抑制された合金スラブとなる。
【0019】
また本発明によれば、Cu−Ga合金において、Gaの組成比は、原子百分率で10at%以上50at%以下である。Ga濃度が低い場合には、Cu中へのGa固溶が起こるため、ひび割れの発生が少ない。Ga濃度が高すぎる場合には、固溶限界を超えるため、金属間化合物が形成され、ひび割れの発生が多くなり、かつ鋳造時に偏析が起こりやすくなる。Gaの組成比が、原子百分率で10at%以上50at%以下であることによって、ひび割れの発生のない高強度の合金スラブとなる。
【0020】
また本発明によれば、スパッタリングターゲットは、本発明の合金スラブを用いて作製される。本発明の合金スラブは、切断加工時などにおけるひび割れの発生を抑制することができるスラブであるので、その合金スラブを用いて作製されたスパッタリングターゲットは、ひび割れの発生が抑制されたものとなる。したがって、本発明のスパッタリングターゲットは、例えば、薄膜型太陽電池を構成する光吸収層の薄膜形成用のスパッタリングターゲットとして好適に用いることができる。
【図面の簡単な説明】
【0021】
【図1】本発明の一実施形態である合金スラブを作製するために用いる鋳造装置100の構成を示す斜視図である。
【図2】鋳型2および貯留槽3の構成を示す斜視図である。
【図3】鋳型2に対する貯留槽3の配置位置を示す図である。
【図4】3点曲げ試験を行う様子を示す図である。
【発明を実施するための形態】
【0022】
本発明の一実施形態である合金スラブは、Cu(銅)およびGa(ガリウム)からなるCu−Ga合金を主成分とする。本実施形態のCu−Ga合金を主成分とする合金スラブ(以下単に「Cu−Ga合金スラブ」と記載する)は、Cu−Ga合金よりも融点の高い高融点金属が、原子百分率で1at%以下含有されている。
【0023】
本実施形態のCu−Ga合金スラブは、後述する溶解鋳造によって製造され、Cu、Ga、およびCu−Ga合金よりも融点の高い高融点金属(以下単に「高融点金属」と記載する)を原料として、溶解鋳造によって製造されることで、高融点金属を含有するものとなる。
【0024】
溶解鋳造によるCu−Ga合金スラブの製造時、高融点金属は、結晶核としての機能を果たし、これによって、Cu−Ga合金の結晶が微細化されて結晶成長する。そのため、高融点金属が原子百分率で1at%以下含有されている本実施形態のCu−Ga合金スラブは、破断に至るまでの変形量が大きいスラブとなっており、これによって切断加工時などにおけるひび割れの発生を抑制することができる。
【0025】
高融点金属は、含有量が少なすぎると、Cu−Ga合金の結晶が微細化されて結晶成長する効果が果たせず、含有量が多すぎると、Cu−Ga合金の結晶構造が変化する。そのため、高融点金属は、原子百分率で0.1at%以上1at%以下含有されていることが好ましい。高融点金属の融点は、Cu−Ga合金の融点に対して、500℃以上高い温度であることが好ましい。
【0026】
Cu−Ga合金スラブに含有される高融点金属としては、Cu−Ga合金よりも融点が高く、後述するスパッタリングターゲットとしての金属汚染源とならないものであれば特に限定されるものではないが、たとえば、Mo(モリブデン)、Ti(チタン)、Si(シリコン)などを挙げることができる。
【0027】
Cu−Ga合金中のGaの組成比については、特に限定されるものではないが、10at%以上50at%以下が好ましく、より好ましくは20at%以上40at%以下である。なお、本発明においては、「at%」を「モル%」と類義の語句として扱うこととする。Ga濃度が低い場合には、Cu中へのGa固溶が起こるため、ひび割れの発生が少ない。Ga濃度が高すぎる場合には、固溶限界を超えるため、金属間化合物が形成され、ひび割れの発生が多くなり、かつ鋳造時に偏析が起こりやすくなる。
【0028】
Cu−Ga合金の融点は、Cu−Ga合金中のGaの組成比によって異なり、例えば、Gaの組成比が30at%である場合、そのCu−Ga合金の融点は850℃となる。
【0029】
次に、Cu−Ga合金スラブを製造する製造方法について説明する。図1は、本実施形態の合金スラブを作製するために用いる鋳造装置100の構成を示す斜視図である。図2は、鋳型2および貯留槽3の構成を示す斜視図である。図3は、鋳型2に対する貯留槽3の配置位置を示す図である。
【0030】
本実施形態のCu−Ga合金スラブは、鋳造装置100を用いて製造することができる。鋳造装置100は、Cu−Ga合金スラブを溶解鋳造により作製するための装置である。
【0031】
鋳造装置100は、減圧下での溶解鋳造が可能となるように、チャンバ内に配置されている。鋳造装置100は、坩堝1と鋳型2と貯留槽3とを備える。
【0032】
坩堝1は、高融点金属が含有されたCu−Ga合金の溶湯(以下単に「溶湯」と記載する)5を収容するものであり、その収容した溶湯5を出湯するための出湯開口12が設けられている。
【0033】
坩堝1を構成する材料としては、溶解撹拌できるものであれば特に限定はされないが、Cu−Ga合金中への金属汚染源にならないことを考慮するとセラミックス、黒鉛などが好ましい。
【0034】
坩堝1は、有底円筒状に形成される坩堝本体11を有し、その坩堝本体11の側壁の上端部近傍に、側壁を厚み方向に貫通する出湯開口12が設けられている。また、坩堝本体11の側壁には、前記出湯開口12を取囲むように、前記側壁から外方に突出する漏斗状の出湯案内部13が形成されている。この出湯案内部13は、坩堝本体11内に収容された溶湯5が、多方向に飛散しながら出湯開口12から出湯されないように、出湯開口12から出湯される溶湯5を一方向に案内する。
【0035】
坩堝1の大きさとしては特に限定はされないが、坩堝本体11の高さH1が300mm以上1000mm以下、開口部の開口直径D1が150mm以上500mm以下である。また、本実施形態では、出湯開口12は、開口直径が10mm以上20mm以下の円形状に形成される。
【0036】
鋳型2は、有底筒状に形成され、後述の貯留槽3の排出開口33から排出された溶湯5が流入する注湯開口22が設けられ、該注湯開口22から流入して注湯された溶湯5をスラブの形状に成形する。
【0037】
鋳型2を構成する材料としては、砂、金属、セラミックス、黒鉛(カーボン)などを挙げることができるが、Cu−Ga合金中への金属汚染源にならないことを考慮すると、砂、セラミックス、黒鉛などが好ましく、熱容量および熱伝導率が高く、冷却効率が高いという点で、黒鉛が特に好ましい。
【0038】
鋳型2は、有底筒状に形成される鋳型本体21を有する。この鋳型本体21は、鉛直方向Z上方に開口した中空の直方体であって、長方形平板状の底部と、底部の各辺から底部に対して垂直に立上がる複数(本実施形態では4)の側壁(長方形平板状)とを有する。鋳型2において、注湯開口22は、前記複数の側壁の上端部が連なって長方形状に形成され、鉛直方向Z上方に臨んで開口している。また、鋳型2において、複数の側壁の上端部、すなわち、注湯開口22を形成する開口部の上端部には、図3に示すように、鉛直方向Zの上方から下方に進むにつれて内方側に傾斜して面取りされた面取り部23が形成されている。
【0039】
鋳型2の大きさは、鋳型本体21の内側における鉛直方向Zの長さ、すなわち、鋳型本体21の内側における高さZ1が20mm以上1000mm以下、好ましくは50mm以上900mm以下であり、注湯開口22の短辺に平行な方向(以下、「短辺方向」という)Xの長さ、すなわち、注湯開口22の短辺の長さX1が20mm以上1000mm以下、好ましくは30mm以上150mm以下であり、注湯開口22の長辺に平行な方向(以下、「長辺方向」という)Yの長さ、すなわち、注湯開口22の長辺の長さY1が100mm以上1000mm以下、好ましくは150mm以上800mm以下である。さらに、鋳型本体21において、注湯開口22の短辺の長さX1と、注湯開口22の長辺の長さY1と、鋳型本体21の内側における高さZ1との関係は、Z1>Y1>X1であることが好ましい。
【0040】
鋳型本体21の大きさが小さすぎると、Cu−Ga合金スラブの生産性が低下し、さらにCu−Ga合金の溶湯5の急冷が起こるため、脆性割れの原因ともなりえる。また、鋳型本体21の大きさが大きくなりすぎると、鋳造後のCu−Ga合金スラブの内部に応力がたまって脆性割れの原因となるばかりではなく、Cu−Ga合金の溶湯5の最終凝固位置が中央部となるため内部欠陥発生の原因となる。
【0041】
また、鋳型本体21において、注湯開口22の短辺の長さX1と、注湯開口22の長辺の長さY1との長さ比率は、X1を「1」とした場合、X1:Y1が、1:2〜1:15であることが好ましい。より好ましくは、X1:Y1が、1:3〜1:10である。この「X1:Y1」においてY1の値が小さすぎる場合、Cu−Ga合金の溶湯5の鋳型本体21内における凝固形態が変化し、鉛直方向Zの中央部に応力が溜まるため、脆性割れの原因となり、また応力発生を軽減するため、徐冷を行った場合でも、偏析が起こる原因となりえる。また、「X1:Y1」においてY1の値が大きすぎる場合、鋳造後に得られるCu−Ga合金スラブを持ち上げて加工するなどの際に、長辺方向Yの中央部に多くの力がかかり、その部分で割れが発生する可能性が高くなる。
【0042】
また、鋳型本体21の内容積は、鋳型2を構成する材料の比熱、密度、熱伝導率などの条件から、鋳造時の鋳造温度、鋳型本体21の調整温度などの条件と照らし合わせて、適宜選定すればよい。
【0043】
貯留槽3は、坩堝1と鋳型2との間において、坩堝1の鉛直方向Z下方に配置され、坩堝1の出湯開口12から出湯された溶湯5を貯留する有底筒状の部材である。
【0044】
貯留槽3を構成する材料としては、砂、金属、セラミックス、黒鉛(カーボン)などを挙げることができるが、Cu−Ga合金中への金属汚染源にならないことを考慮すると、砂、セラミックス、黒鉛などが好ましい。
【0045】
貯留槽3は、坩堝1の出湯開口12から出湯された溶湯5が流入する流入開口32と、該流入開口32よりも鉛直方向Z下方に設けられ、流入開口32から流入して貯留される溶湯5を、溢流させて排出可能な排出開口33とが設けられている。
【0046】
具体的には、貯留槽3は、有底筒状に形成される貯留槽本体31を有する。この貯留槽本体31は、鉛直方向Z上方に開口した中空の直方体であって、長方形平板状の底部311と、底部311の各辺から底部311に対して垂直に立上がる複数(本実施形態では4)の側壁312(長方形平板状)とを有する。貯留槽3において、流入開口32は、前記複数の側壁312の上端部が連なって長方形状に形成され、鉛直方向Z上方に臨んで開口している。また、排出開口33は、複数の側壁312のうちの1つの側壁312、具体的には、底部311の長辺から垂直に立上がる1つの側壁312を厚み方向に貫通して形成される。この排出開口33は、底部311の長辺に平行に延びるスリット状(長方形状)に形成される。
【0047】
貯留槽3の大きさは、貯留槽本体31の鉛直方向Zの長さ、すなわち、貯留槽本体31の高さZ2が65mm以上1130mm以下、好ましくは80mm以上200mm以下であり、流入開口32の短辺に平行な方向Xの長さ、すなわち、流入開口32の短辺の長さX2が50mm以上1000mm以下、好ましくは100mm以上200mm以下であり、流入開口32の長辺に平行な方向Yの長さ、すなわち、流入開口32の長辺の長さY2が100mm以上1000mm以下、好ましくは150mm以上800mm以下である。さらに、貯留槽本体31において、排出開口33は、底部311から排出開口33を形成する開口部の鉛直方向Z下端部までの距離Z4が、30mm以上100mm以下、好ましくは40mm以上60mm以下の高さ位置に形成される。また、排出開口33の長辺に平行な方向Yの長さ、すなわち、排出開口33の長辺の長さY3が10mm以上1000mm以下、好ましくは15mm以上800mm以下であり、排出開口33の鉛直方向Zの長さ、すなわち、排出開口33の短辺の長さZ3が0mmを超えて100mm以下、好ましくは5mm以上50mm以下である。
【0048】
貯留槽3において、底部311から排出開口33を形成する開口部の鉛直方向Z下端部までの距離Z4が大きくなりすぎ、かつ、流入開口32の短辺の長さX2および長辺の長さY2が大きくなりすぎると、排出開口33から溢流して排出されずに貯留槽3に貯留される溶湯5の量が多くなりすぎるので、Cu−Ga合金スラブの生産効率が低下するおそれがある。
【0049】
また、貯留槽3において、底部311から排出開口33を形成する開口部の鉛直方向Z下端部までの距離Z4が小さくなりすぎ、かつ、流入開口32の短辺の長さX2および長辺の長さY2が小さくなりすぎると、坩堝1の出湯開口12から出湯された溶湯5を、貯留槽3を介して鋳型2に注湯するときの、溶湯5の運動エネルギーの低減効果が低下するおそれがある。
【0050】
更に貯留槽3は、注湯前に加熱しても構わない。加熱温度は50℃以上900℃以下が好ましく、100℃以上500℃以下が更に好ましい。加熱温度が高すぎる場合、加熱に要するエネルギーの使用により、製造コストの増加につながる。また、加熱温度が低すぎる場合には、溶湯5の温度低下に伴い溶湯5の粘度が上昇し、鋳型2内における溶湯5の湯周り不足の原因となりえる。さらには貯留槽3中で溶湯5の凝固が起こり、溶湯5を鋳型2へ注湯できないおそれがある。
【0051】
貯留槽3の加熱方法としては、貯留槽3を昇温できれば特に限定されるものではないが、電磁誘導、ヒーター、赤外線などで貯留槽3を加熱する方法が挙げられる。その中でも使用方法が簡易であり、微細な温度調整も可能であるヒーターが好ましい。
【0052】
以上のように構成された鋳造装置100を用いてCu−Ga合金スラブを溶解鋳造により作製する場合には、坩堝1に収容された溶湯5が、出湯開口12から出湯されて、流入開口32を介して貯留槽3に一時的に貯留される。このようにして貯留槽3に貯留された溶湯5は、その湯面51が排出開口33を形成する開口部の下面33aよりも上方に超えると、排出開口33から溢流し、貯留槽3から排出されることになる。そして、貯留槽3の排出開口33から溢流して排出された溶湯5は、注湯開口22を介して鋳型2に注湯される。
【0053】
鋳造装置100を用いてCu−Ga合金スラブを溶解鋳造により作製する場合には、前述のように、溶湯5が、坩堝1から直接的に鋳型2内に注湯されるのではなく、貯留槽3を介して鋳型2内に注湯されるので、鋳型2内に注湯されるときの溶湯5の運動エネルギーを減少させることができるとともに、注湯時における鋳型2の内面(特に底面)に衝突することによる溶湯5の飛散を防止することができる。これによって、鋳型2内に注湯されるときの溶湯5の対流を抑制することができるとともに、溶湯5の飛散を防止することができるので、鋳型2内において溶湯5を一様に凝固させることができ、そのため、大型のCu−Ga合金スラブを、ひび割れ発生および内部欠陥の発生を充分に抑制して製造することができる。
【0054】
また、図3に示すように、貯留槽3は、排出開口33が形成される側壁312の外面が、鋳型2の内面(鋳型本体21の内面)の上方に連なる位置に配置される。
【0055】
このような貯留槽3を備える鋳造装置100において、貯留槽3に貯留された溶湯5は、その湯面51が排出開口33を形成する開口部の下面33aよりも上方に超えると、排出開口33から溢流し、排出開口33が形成される側壁312の外面に沿って流過し、さらに、前記側壁312の外面に連なる鋳型2の内面に沿って面取り部23を介して流過して、鋳型2に注湯される。これによって、鋳型2内に注湯されるときの溶湯5の対流を抑制することができるので、鋳型2内において溶湯5を一様に凝固させることができ、そのため、大型のCu−Ga合金スラブを、ひび割れ発生を充分に抑制して製造することができる。
【0056】
以上のような鋳造装置100を用いてCu−Ga合金スラブを製造する場合、まず、坩堝1内にCu、Gaおよび高融点金属の必要量を仕込む。このとき、高融点金属は、粒子状の固体粉末のものを用いる。このような粒子状の高融点金属において、その体積平均粒子径は、たとえば、1μm以上100μm以下である。その後、坩堝1が投入されたチャンバ内を10−1Torr以下まで減圧する。
【0057】
チャンバ内が10−1Torr以下まで減圧されたことを確認後、昇温速度5〜20℃/分、好ましくは7〜18℃/分で800℃から1100℃に昇温する。昇温速度が速すぎる場合、突沸が起こる可能性があり、昇温速度が遅すぎる場合、生産性が下がる。昇温後の保持温度(鋳造温度)は、合金組成の融点、鋳型2の材料、体積、比熱、密度などによって変化するが、CuおよびGaの融点以上、高融点金属の融点未満である。これによって、CuおよびGaは溶融するが、高融点金属は溶融しないので、高融点金属が結晶核としての機能を果たすことができる。たとえば、高融点金属として融点が2622℃のMo(モリブデン)を用い、合金組成の融点が850℃である場合には、昇温後の保持温度(鋳造温度)は、900℃以上1000℃以下が好ましく、920℃以上980℃以下がより好ましい。昇温後の保持温度が高すぎる場合、電力消費等が増加するので、製品コストの増加につながる。昇温後の保持温度が低すぎる場合、注湯時に溶湯5が出湯開口12で固まり、出湯開口12が詰まるおそれがある。なお、大気中で昇温した場合、原料の酸化などの問題が起こり、歩留まりの低下につながる。
【0058】
その後、昇温後の温度(鋳造温度)で30分間〜12時間、好ましくは1時間〜5時間保持し、高融点金属が含有されたCu−Ga合金の溶湯5(合金液体)にする。保持時間が短すぎる場合、合金が完全に混ざり合わない、または溶湯5中に残存する気体が除ききらず、後のさらに高真空化する工程で、突沸が起こる原因となり得る、長すぎる場合、やはり生産性の低下を招き好ましくない。
【0059】
さらにその後、8×10−4Torr以下、好ましくは5×10−4Torrまで減圧し、30分間以上12時間以下、好ましくは1時間以上5時間以下保持する。鋳造時のチャンバ内圧力が高い場合、鋳造後のCu−Ga合金スラブ内への気体の巻き込みが起こり、内部欠陥の原因となる。また低すぎる場合には、ポンプ性能をあげる必要性があり、製造機器の高コスト化につながる。さらに昇温前に減圧しすぎると、突沸の原因となるため、避けたほうがよい。保持時間が短い場合、溶湯5中に存在する気体が除ききれず、内部欠陥の原因となる。逆に長すぎる場合には、やはり生産性の低下を招き好ましくない。
【0060】
以上のような工程を経て、坩堝1内において高融点金属が含有されたCu−Ga合金の溶湯5を得る。次に、坩堝1内の溶湯5を、出湯開口12から出湯させる。出湯開口12から出湯された溶湯5は、流入開口32を介して貯留槽3に一時的に貯留される。このようにして貯留槽3に貯留された溶湯5は、その湯面51が排出開口33を形成する開口部の下面よりも上方に超えると、排出開口33から溢流し、貯留槽3から排出される。そして、貯留槽3の排出開口33から溢流して排出された溶湯5は、注湯開口22を介して鋳型2に注湯される。
【0061】
なお、鋳型2および貯留槽3を複数個並べて、一度に鋳造することも可能である。次に、鋳型2内で鋳造された高融点金属が含有されたCu−Ga合金を室温まで自然冷却した後、鋳型2からそのCu−Ga合金を取出す。
【0062】
次に、鋳型2から取出した前記Cu−Ga合金を大気圧下または真空下(好ましくは大気圧下)で加熱処理を行う。加熱処理時の温度としては、450℃以上700℃未満、より好ましくは500℃以上600℃以下である。前記Cu−Ga合金に加熱処理を施すことによって、鋳型2内において溶湯5が凝固されて得られた前記Cu−Ga合金において、Cu中にGaが偏析するのを抑制した上で、前記Cu−Ga合金の内部に発生した応力を解放することができる。加熱処理時の温度が低すぎる場合、凝固時に発生した応力を解放できず、高すぎる場合は偏析が起こる。加熱処理の時間は、1時間以上12時間以下が好ましく、より好ましくは2時間以上8時間以下である。加熱処理の時間が短すぎる場合、前記Cu−Ga合金の内部応力の解放ができず、長すぎる場合生産性の低下につながる。
【0063】
以上のようにして、Cu−Ga合金を主成分とし、高融点金属が含有されるCu−Ga合金スラブを得ることができる。
【0064】
なお、本実施形態では、高融点金属を坩堝1内に仕込む段階で投入したが、CuおよびGaのみをまず溶融させてCu−Ga合金の溶湯を得た後、そのCu−Ga合金の溶湯に高融点金属を投入するようにしてもよい。
【0065】
得られたCu−Ga合金スラブは、スパッタリングターゲットを作製するときのスラブとして、好適に用いることができる。
【0066】
Cu−Ga合金スラブをスパッタリングターゲットへと加工する方法としては、ワイヤー放電加工、放電加工、レーザー加工、研削機によるダイヤモンド切断加工、ダイヤモンドバンドソーを用いた切断加工、切削加工、ウォータージェット加工、ワイヤーソー、ブレードソーなど一般的な方法を採用することができる。これらの加工方法の中でも、Cu−Ga合金が硬脆材であることを考慮すると、ワイヤー放電加工、ダイヤモンドバンドソー、放電加工、レーザー加工、ワイヤーソー、ウォータージェット加工などが好ましく、ワイヤー放電加工、ダイヤモンドバンドソー、ワイヤーソーがより好ましい。
【0067】
Cu−Ga合金スラブを、ワイヤー放電加工にてスパッタリングターゲットへと加工する場合、0.1mm以上0.4mm以下のワイヤー線を用いることが好ましく、より好ましくは0.2mm以上0.4mm以下のワイヤー線を使用する。また、ワイヤー放電加工における切断速度(加工速度)は、0.1mm/分以上8mm/分以下が好ましく、より好ましくは0.1mm/分以上3mm/分以下である。ワイヤー線の太さは、細すぎるとワイヤー線が加工中に切れる原因になり、また加工速度においては、遅すぎると生産性の低下につながり、早すぎると割れる原因になる。
【0068】
本実施形態のCu−Ga合金スラブは、切断加工時などにおけるひび割れの発生を抑制することができるスラブであるので、その合金スラブを用いて作製されたスパッタリングターゲットは、ひび割れの発生が抑制されたものとなる。したがって、本実施形態のスパッタリングターゲットは、例えば、薄膜型太陽電池を構成する光吸収層の薄膜形成用のスパッタリングターゲットとして好適に用いることができる。
【0069】
(実施例)
以下、本発明を実施例により更に詳細に説明するが、実施例は本発明の一実施態様であり、本発明を限定するものではない。
【0070】
(実施例1)
<鋳造装置>
鋳造装置として、図1に示した、貯留槽を備える鋳造装置を用いた。
【0071】
[坩堝]
・材質:高純度黒鉛(カーボン)
・出湯開口の開口直径:12mm
【0072】
[鋳型]
・材質:高純度黒鉛(カーボン)
・鋳型本体の内側における高さZ1:650mm
・注湯開口の短辺の長さX1:70mm
・注湯開口の長辺の長さY1:350mm
【0073】
[貯留槽]
・材質:高純度黒鉛(カーボン)
・溶湯が注湯される直前の貯留槽の温度:200℃
・貯留槽本体の高さZ2:120mm
・流入開口の短辺の長さX2:128mm
・流入開口の長辺の長さY2:251mm
・底部から排出開口を形成する開口部の下端部までの距離Z4:45mm
・排出開口の長辺の長さY3:200mm
・排出開口の短辺の長さZ3:30mm
【0074】
まず、坩堝内に銅(Cu)67660g、ガリウム(Ga)31840g、モリブデン(Mo)500gを仕込み、坩堝が投入されたチャンバ内を1×10−1Torr台まで減圧した後、940℃(鋳造温度)で1時間保持し、その後、2×10−4Torr台まで減圧して2時間保持して、Moが含有されたCu−Ga合金の溶湯を得た。なお、高融点金属であるMoとしては、体積平均粒子径が3μmの粒子状の微粉末を用いた。
【0075】
次に、坩堝内の溶湯を、出湯開口から出湯させる。出湯開口から出湯された溶湯は、流入開口を介して貯留槽に一時的に貯留される。このようにして貯留槽に貯留された溶湯は、その湯面が排出開口を形成する開口部の下面よりも上方に超えると、排出開口から溢流し、鋳型に注湯される。このとき、注湯開口から流入して鋳型に注湯される溶湯の、単位時間あたりの注湯量は、22.4kg/minであった。
【0076】
次に、鋳型内で鋳造されたCu−Ga合金を室温まで自然冷却した後、鋳型からCu−Ga合金を取出して、熱風循環炉を用い、570℃で2時間の熱処理を行い、縦340mm×横450mm×厚さ50mmの直方体形状のCu−Ga合金スラブを得た。
【0077】
(比較例1)
高融点金属であるMoを投入しなかったこと以外は実施例1と同様にして、縦340mm×横450mm×厚さ50mmの直方体形状のCu−Ga合金スラブを得た。
【0078】
実施例1および比較例1で得られたCu−Ga合金スラブについて、以下の評価を行った。
【0079】
<最大ひずみの評価>
実施例1および比較例1で得られたCu−Ga合金スラブを、ワイヤー放電加工機(0.3mmのワイヤー線)を用いて、加工速度0.7mm/minで、縦340mm×横450mm×厚さ10mmのスライス板に加工した。その後、同じ条件で、スライス板を、縦40mm×横140mm×厚さ10mmの曲げ試験用の試験片へと加工した。
【0080】
得られた試験片を用いて、以下に示すような方法による3点曲げ試験を行い、最大ひずみの測定を行った。ここで示す最大ひずみとは、試験片の裏面の中央部にひずみゲージを接着して測定されるものであり、試験片破断時のひずみである。
【0081】
上記ひずみは、試験片の長さと、この試験片に荷重を加えたときの試験片の長さの変化量とを用いて算出されるものであり、ひずみゲージにおけるゲージ率およびゲージ抵抗と、試験片に荷重を加えたときのひずみゲージの抵抗変化量とを用いて、下記式(1)のように算出される。
ひずみε(%)=ΔL/L=(ΔR/R)/K …(1)
(式中、Lは試験片の長さを示し、ΔLは試験片に荷重を加えたときの試験片の長さの変化量を示し、Kはひずみゲージのゲージ率を示し、Rはひずみゲージのゲージ抵抗を示し、ΔRは試験片に荷重を加えたときのひずみゲージの抵抗変化量を示す。)なお、最大ひずみの値が大きいほど、破断にいたるまでの試験片の変形量が大きいことを示し、試験片が、塑性加工を施しやすい材料であるといえる。
【0082】
図4は、3点曲げ試験を行う様子を示す図である。3点曲げ試験では、まず、図4に示すように、一定距離(100mm)離間して配置された2本の支点棒202の上に、図示しないひずみゲージ(株式会社共和電業製、KFG−5−120−C1−11−L1M3R)が接着された試験片200の裏面200bが、2本の支点棒202と接触するように試験片200を置いた。2本の支点棒202間の中央に対応する試験片200の表面200aに支持棒201を置き、矢符203の方向からクロスヘッドスピード1mm/分で荷重を加えて、試験片200が破断するまでの応力とひずみとを測定した。2本の支点棒202および支持棒201には、それぞれΦ12.7mm×50mmの棒を用いた。評価結果を表1に示す。
【0083】
【表1】
【0084】
表1の結果から、実施例1で得られたCu−Ga合金スラブを用いた試験片は、最大ひずみの値が大きく、塑性加工が施しやすい材料であることがわかる。
【符号の説明】
【0085】
1 坩堝
2 鋳型
3 貯留槽
11 坩堝本体
12 出湯開口
13 出湯案内部
21 鋳型本体
22 注湯開口
31 貯留槽本体
32 流入開口
33 排出開口
100 鋳造装置
【特許請求の範囲】
【請求項1】
Cu−Ga合金を主成分とする合金スラブであって、
前記Cu−Ga合金よりも融点の高い高融点金属が、原子百分率で1at%以下含有されていることを特徴とする合金スラブ。
【請求項2】
前記高融点金属が、Moであることを特徴とする請求項1に記載の合金スラブ。
【請求項3】
前記Cu−Ga合金において、Gaの組成比は、原子百分率で10at%以上50at%以下であることを特徴とする請求項1または2に記載の合金スラブ。
【請求項4】
請求項1〜3のいずれか1つに記載の合金スラブを用いて作製されることを特徴とするスパッタリングターゲット。
【請求項1】
Cu−Ga合金を主成分とする合金スラブであって、
前記Cu−Ga合金よりも融点の高い高融点金属が、原子百分率で1at%以下含有されていることを特徴とする合金スラブ。
【請求項2】
前記高融点金属が、Moであることを特徴とする請求項1に記載の合金スラブ。
【請求項3】
前記Cu−Ga合金において、Gaの組成比は、原子百分率で10at%以上50at%以下であることを特徴とする請求項1または2に記載の合金スラブ。
【請求項4】
請求項1〜3のいずれか1つに記載の合金スラブを用いて作製されることを特徴とするスパッタリングターゲット。
【図1】

【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−91822(P2013−91822A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−233446(P2011−233446)
【出願日】平成23年10月24日(2011.10.24)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月24日(2011.10.24)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
[ Back to top ]