
合金ワイヤおよび半導体装置
【課題】第2ボンド後のワイヤ引きちぎり性を改善し、その後の第1ボンド前のボール形成時の偏芯およびボール寸法の変動を抑制することによって、安定的なボンディング性を有する合金ワイヤおよびそれを備えた半導体装置を提供する。
【解決手段】合金ワイヤ10は、リンを500質量ppm以上50000質量ppm以下含み、残部が銅および不可避不純物を含んでいる。
【解決手段】合金ワイヤ10は、リンを500質量ppm以上50000質量ppm以下含み、残部が銅および不可避不純物を含んでいる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、合金ワイヤおよび半導体装置に関し、特に、リンを含む合金ワイヤおよびそれを備えた半導体装置に関するものである。
【背景技術】
【0002】
従来、半導体素子の電極と基板電極、または別の半導体素子の電極同士を電気的に接続する方法として、アルミニウム(Al)、金(Au)、銅(Cu)などのワイヤボンドが用いられている。
【0003】
一般的なワイヤボンディング方法では、たとえば、半導体チップが実装された基板上において、キャピラリの先端から延在したワイヤが第1ボンド点および第2ボンド点の順に、ボンディングされる。通常ワイヤボンディング点は複数あるため、この動作が繰り返される。
【0004】
第1ボンドに続いて第2ボンドが終わると、ワイヤを切るため、キャピラリがワイヤに押し付けられる。続いて、ワイヤを挿通した状態でキャピラリが上昇し、クランプが閉じられる。クランプが閉じられた状態でワイヤを引っ張ることよってワイヤが引きちぎられる。その後、ワイヤの先端の側方に配置された放電電極によって引きちぎられたワイヤテールに向けて放電が行われる。これにより、ワイヤの先端にボールが形成される。そして、そのボールによって再び第1ボンドが行われる。以降、上記動作が繰り返し行われる。
【0005】
第2ボンド後のワイヤを切る際にワイヤが引っ張られて引きちぎられるため、ワイヤテールが傾斜したり、曲がったりすることがある。これにより、その後のボールの形成が安定して行われないことがある。そのため、ボールが略真球にならずにワイヤの芯に対して偏芯したり、ボールの寸法が変動したりすることによって、ワイヤボンディングの位置精度低下およびワイヤボンディング強度ばらつきが生じる。これにより、信頼性が大きく低下する。
【0006】
特に狭いピッチの小パッドには、ワイヤの機械的性質などから金ワイヤの使用が主流であるが、コスト低減のため銅ワイヤの使用も増えてきている。銅ワイヤは、金ワイヤに比べて酸化しやすい。銅酸化膜は銅に比べて熱伝導率が悪く融点も高いためボール形成時に内部の銅と均一に交じり合わない。このため、ボールが略真球にならずに偏芯しやすい。また、ワイヤが引っ張られて引きちぎられるため、銅ワイヤの酸化の影響で、ワイヤテール形状が安定せず、次のボール形成が安定して実施されない。
【0007】
そこで、たとえば特開2007−294581号公報(特許文献1)にはワイヤテール部の曲がりを防止する方法が提案されている。この方法では、ワイヤ切断前にキャピラリを横方向に振幅動作をさせて切断部に微小なひびを入れた後にワイヤの切断動作を行うことで、ワイヤに大きな引張り力をかけずにワイヤが切断される。
【0008】
また、たとえば特開2009−135168号公報(特許文献2)にはボールの偏芯およびボール寸法の変動を抑制する方法が提案されている。この方法では、ワイヤ切断前に、ワイヤを挿通した状態でキャピラリの位置を移動させることにより、傾斜したワイヤが修正される。
【0009】
ところで、ワイヤ自体への添加材について、特に第1ボンド性を改善するための添加材が提案されている。たとえば特開2010−171235号公報(特許文献3)には、純度99.9999質量%以上の高純度銅に0.5〜15ppmのリン(P)を添加した銅ワイヤが提案されている。また、たとえば特開2003−133364号公報(特許文献4)には、純度99.999質量%以上の高純度銅でリン含有量が40〜400質量ppmの銅ワイヤが提案されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2007−294581号公報
【特許文献2】特開2009−135168号公報
【特許文献3】特開2010−171235号公報
【特許文献4】特開2003−133364号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、特開2007−294581号公報に記載された方法では、ワイヤにひびを入れる動作が追加されているため、ボンディング時のタクトタイムが長くなる。このため量産性が乏しいという問題がある。特開2009−135168号公報に記載された方法では、キャピラリの位置を移動させる動作が追加されているためボンディング時のタクトタイムが長くなる。このため量産性が乏しいという問題がある。
【0012】
また、特開2010−171235号公報および特開2003−133364号公報に記載された銅ワイヤは、第1ボンド性の改善を目的としたものであって、第2ボンド後の引きちぎり性の改善を目的とした組成の最適化はなされていない。
【0013】
本発明は、上記課題を鑑みてなされたものであり、その目的は、第2ボンド後のワイヤ引きちぎり性を改善し、その後の第1ボンド前のボール形成時の偏芯およびボール寸法の変動を抑制することによって、安定的なボンディング性を有する合金ワイヤおよびそれを備えた半導体装置を提供することである。
【課題を解決するための手段】
【0014】
本発明の合金ワイヤは、リンを500質量ppm以上50000質量ppm以下含み、残部が銅および不可避不純物を含んでいる。
【発明の効果】
【0015】
本発明の合金ワイヤによれば、リンが500質量ppm以上50000質量ppm以下含まれているため、合金ワイヤが脆くなることによって合金ワイヤの引きちぎり性を改善することができる。これにより、その後のボール形成時の偏芯およびボール寸法の変動を抑制することができる。また、リンの脱酸効果により銅の酸化が抑制されることによっても、ボール形成時の偏芯およびボール寸法の変動を抑制することができる。したがって、安定的にボンディングすることができる。
【図面の簡単な説明】
【0016】
【図1】本発明の一実施の形態における半導体装置の概略断面図である。
【図2】本発明の一実施の形態における合金ワイヤの概略斜視図である。
【図3】本発明の一実施の形態における半導体装置の合金ワイヤのボンディングを示す概略断面図である。
【図4】本発明の一実施の形態における半導体装置の合金ワイヤのボンディングの一工程を示す概略断面図である。
【図5】図4に示す工程の後の工程を示す概略断面図である。
【図6】図5に示す工程の後の工程を示す概略断面図である。
【図7】図6に示す工程の後の工程を示す概略断面図である。
【図8】図7に示す工程の後の工程を示す概略断面図である。
【図9】比較例の半導体装置の合金ワイヤのボンディングの一工程を示す概略断面図である。
【図10】図9に示す工程の後の工程を示す概略断面図である。
【図11】図10に示す工程の後の工程を示す概略断面図である。
【図12】図11に示す工程の後の工程を示す概略断面図である。
【図13】実施例のサンプルを示す概略斜視図である。
【発明を実施するための形態】
【0017】
以下、本発明の一実施の形態について図に基づいて説明する。
最初に、本発明の一実施の形態の合金ワイヤを備えた半導体装置の構成について説明する。
【0018】
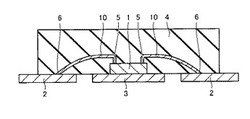
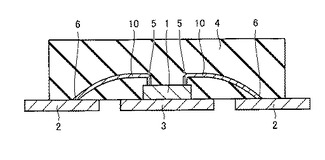
図1を参照して、本発明の一実施の形態の半導体装置は、半導体チップ1と、リード端子2と、基板3と、モールド材4と、合金ワイヤ10とを主に有している。半導体チップ1は、たとえばマイコンおよびパワートランジスタなどである。半導体チップ1とリード端子とは合金ワイヤ10によって電気的に接続されている。合金ワイヤ10は半導体チップ1およびリード端子2の各々に接続されている。半導体チップ1は基板3上に搭載されている。半導体チップ1、リード端子2、基板3および合金ワイヤ10はモールド材4で封止されている。
【0019】
図1および図2を参照して、合金ワイヤは、リンを500質量ppm以上50000質量ppm以下含み、残部が銅および不可避不純物を含んでいる。合金ワイヤ10はねじられた状態で塑性変形していることが好ましい。合金ワイヤ10はねじり応力によって塑性変形している。また、合金ワイヤ10は、リンを5000質量ppm以上50000質量ppm以下含んでいることが好ましい。さらに、合金ワイヤ10は銅を99.999質量%以上含んでいてもよい。
【0020】
次に、本発明の一実施の形態の合金ワイヤの製造方法について説明する。
銅にリンが所定量添加された原料が真空溶解炉で溶融された後インゴットに鋳造される。このインゴットが溝ロール圧延された後、アニール処理および防錆処理等が施される。これにより、合金ワイヤ10が製造される。
【0021】
合金ワイヤ10がねじられた状態で塑性変形している場合には、合金ワイヤ10に所定のねじりが加えられる。ねじり装置を用いて適度なねじり塑性変形が合金ワイヤ10に加えられる。
【0022】
次に、本発明の一実施の形態の合金ワイヤを備えた半導体装置の製造方法について説明する。
【0023】
図3を参照して、まず、半導体チップ1が基板3に搭載される。続いて、合金ワイヤ10が半導体チップ1およびリード端子2にボンディングされる。合金ワイヤ10は、第1ボンド点5で半導体チップ1とキャピラリ7によって第1ボンドされ、第2ボンド点6でリード端子2にキャピラリ7によって第2ボンドされる。この後、半導体チップ1、リード端子2、基板3および合金ワイヤ10がモールド材4で封止される。これにより、図1に示す半導体装置が製造される。
【0024】
次に、本発明の一実施の形態の合金ワイヤを用いたボンディングについて説明する。
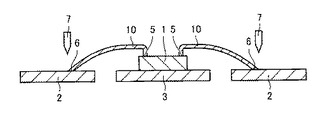
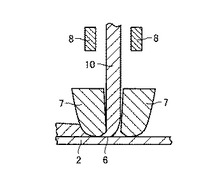
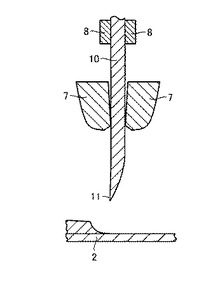
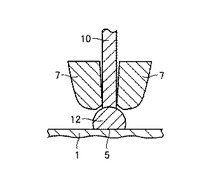
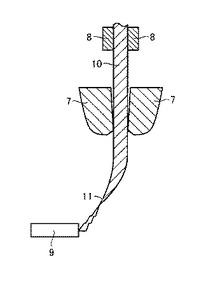
図4を参照して、合金ワイヤ10が第2ボンド点6でリード端子2に第2ボンドされると、合金ワイヤ10を切るため、キャピラリ7が合金ワイヤ10に押し付けられる。続いて、図5を参照して、合金ワイヤ10を挿通した状態でキャピラリ7が上昇し、クランプ8が閉じられる。クランプ8が閉じられた状態で合金ワイヤ10を引っ張ることよって合金ワイヤ10が引きちぎられる。本発明の一実施の形態の合金ワイヤ10は容易に引きちぎられるため、合金ワイヤ10のワイヤテール11が傾斜したり、曲がったりすることが抑制される。
【0025】
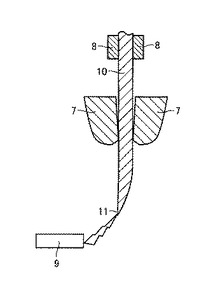
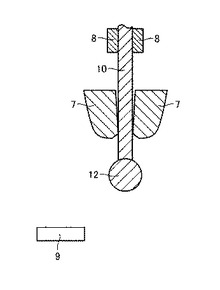
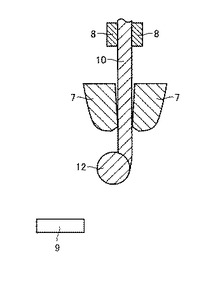
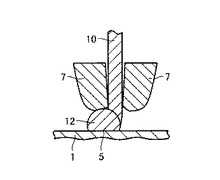
その後、図6を参照して、合金ワイヤ10の先端の側方に配置された放電電極9によって引きちぎられたワイヤテール11に向けて放電が行われる。これにより、図7を参照して、合金ワイヤ10の先端にボール12が形成される。本発明の一実施の形態の合金ワイヤ10では合金ワイヤ10のワイヤテール11が傾斜したり、曲がったりすることが抑制されるため、ボール12形成時の偏芯およびボール12寸法の変動を抑制することができる。そして、図8を参照して、そのボール12によって第1ボンド点5で第1ボンドが行われる。本発明の一実施の形態の合金ワイヤ10ではボール12形成時の偏芯およびボール12寸法の変動を抑制することができるため、安定的にボンディングすることができる。以降、上記動作が繰り返し行われる。
【0026】
次に、本発明の一実施の形態の作用効果について比較例と対比して説明する。
図9を参照して、比較例の合金ワイヤ10は、リンが0質量ppm以上400質量ppm以下含まれている点で本発明の一実施の形態の合金ワイヤ10と異なっている。比較例の合金ワイヤ10では、合金ワイヤ10を引っ張ることよって合金ワイヤ10が引きちぎられると合金ワイヤ10のワイヤテール11が大きく傾斜するとともに曲がる。
【0027】
その後、図10を参照して、合金ワイヤ10の先端の側方に配置された放電電極9によって引きちぎられたワイヤテール11に向けて放電が行われる。これにより、図11を参照して、合金ワイヤ10の先端にボール12が形成される。比較例の合金ワイヤ10では合金ワイヤ10のワイヤテール11が大きく傾斜するとともに曲がっているためボール12が偏芯する。またボール12寸法の変動も大きくなる。
【0028】
そのため、図12を参照して、そのボール12によって第1ボンド点5で第1ボンドが行われると、ワイヤボンディングの位置精度が低下する。またワイヤボンディング強度にばらつきが生じる。これにより、信頼性が大きく低下する。
【0029】
本発明の一実施の形態の合金ワイヤによれば、リンが500質量ppm以上50000質量ppm以下含まれているため、合金ワイヤ10が脆くなることによって合金ワイヤ10の引きちぎり性を改善することができる。これにより、その後のボール12形成時の偏芯およびボール12寸法の変動を抑制することができる。また、リンの脱酸効果により銅の酸化が抑制されることによっても、ボール12形成時の偏芯およびボール12寸法の変動を抑制することができる。したがって、安定的にボンディングすることができる。
【0030】
また、本発明の一実施の形態の合金ワイヤによれば、合金ワイヤがねじられた状態で塑性変形しているため、リン化合物と銅との粒界に歪みが生じる。このため、合金ワイヤ10をさらに容易に引きちぎることができる。これにより、合金ワイヤ10の引きちぎり性をさらに改善することができる。
【0031】
また、本発明の一実施の形態の合金ワイヤによれば、リンが5000質量ppm以上50000質量ppm以下含まれているためボール12形成時の偏芯およびボール12寸法の変動をさらに確実に抑制することができる。
【0032】
また、本発明の一実施の形態の合金ワイヤによれば、銅が99.999質量%以上含まれているため、生産コストを含めた生産性を向上しつつ、安定的にボンディングすることができる。
【0033】
また、本発明の一実施の形態の半導体装置によれば、半導体チップとリード端子とを電気的に接続するように半導体チップおよびリード端子の各々に合金ワイヤ10が接続されている。このため、合金ワイヤ10が安定的にボンディングされた半導体装置を得ることができる。これにより、信頼性の高い半導体装置を得ることができる。
【実施例】
【0034】
以下、本発明の実施例について説明する。
表1を参照して、本発明の実施例および比較例の合金ワイヤを準備した。99.999質量%以上の高純度銅金属を原料として、リンを所定量添加し、表1に示すような組成のφ30μmの銅合金ワイヤをそれぞれ準備した。ワイヤ加工は、まず所定量の原料を真空溶解炉で溶解した後インゴットに鋳造した。このインゴットに溝ロール圧延をした後、アニール処理、防錆処理等を施して銅合金ワイヤを作製した。さらに、実施例11〜16では合金ワイヤに所定のねじりを加えた。ねじり装置を用いてねじり応力を加えることで適度なねじり塑性変形を加えた。ねじり回数はワイヤ径、ワイヤの材料によって異なるが、リンを5000質量ppm添加し、φ30μmの合金ワイヤに、2m毎に40回ほどのねじりを加えて、合金ワイヤをねじり塑性変形させた。なお、ねじり回数については、ワイヤが塑性変形していればよく、上記回数に限定するものではない。
【0035】
【表1】

【0036】
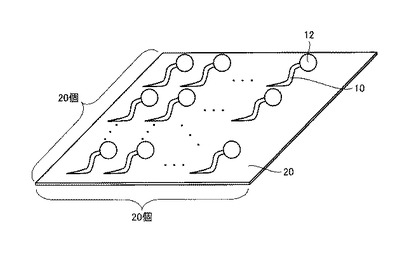
次に、図13を参照して、基板20にボール形成(φ60μm)と、第2ボンドのみを繰り返し行うようなサンプルを各銅合金ワイヤについて400個作製した。具体的には、合金ワイヤ10の先端に放電を行い、ボール12を形成した。クランプ8(図4)を開けて、合金ワイヤ10を所定の長さ出して、キャピラリ7(図4)を移動し、基板20の所定の位置に第2ボンドを行った。第2ボンドが終わると、合金ワイヤ10を切るため、キャピラリ7を合金ワイヤ10に押し付けた。続けて、キャピラリ7を上昇させ、クランプ8を閉じることで、合金ワイヤ10を引きちぎった。その後、合金ワイヤ10の先端に放電を行う動作を繰り返し行った。
【0037】
ボール形成雰囲気は窒素(N)などの不活性ガスと水素(H)1%の混合ガスとした。水素(H)は爆発の危険があるため、少ないほうが良いが、一方で、酸素(O)と反応して、ボールの酸化をより防ぐことができる(還元作用)。ただし、上記ガスを吹き付けていても、酸素を完全に除去することはできず、一部は残存している。ガスの吹き付け量は、任意であるが、吹き付け量を多くしすぎると、ボール形成時のアークを消してしまい、ボール形成が困難である。また吹き付け量を少なくしすぎると、ガスの不活性、還元効果が薄れる。ガスの吹き付け量は、たとえば0.4〜0.6L/分である。
【0038】
次にボール表面観察を実施し、ボールが良好な形状でない割合(=不良率[%])を算出した。結果を表1に示す。なお、ボール形状不良とは、たとえば、ボールが真球にならずに、槍状のもの、楕円球のもの、芯の位置がずれているもの(偏芯)、表面に酸化が見られたもの(変色)、クレータが見られたもの、ボール表面が滑らかではなく、一部にしわが見られたものを言う。なお槍状、楕円状のボールの表面を見ると、酸化膜と見られるような変色部分が表面に多く見られた。
【0039】
ボール表面観察の結果、比較例1〜5および実施例1〜16に示すようにリンを添加することで、リンを添加しない場合と比べてボール形成不良率が低下した。これは、リンを添加することで、リンが酸素と化合してボール表面の酸化を防止しているため、良好なボール形成がされたと考えられる。なおリンは酸化リンとして気化するため、ボール表面には残存しない。また、銅内にリンを添加していくと、純銅に比べて、脆くなるため、引きちぎりが容易で、安定し、ワイヤテールが傾斜したり、曲がったりせず、ボール形成が良好になると考えられる。
【0040】
ボール形成不良率はリンの添加量が500質量ppm以上50000質量ppm以下の間で良好な結果となった。そして、リンの添加量が5000質量ppm以上50000質量ppm以下の範囲でさらに良好な結果となった。
【0041】
リンの添加量が500質量ppmより少ないと、ボール形成不良率が高く、得られる効果は小さかった。また、リンを50000質量ppmより多く添加すると、脆くなりすぎてしまい、合金ワイヤ10の製造時の溝ロール圧延時に、一部ワイヤに亀裂が発生するものが見られた。このため、リンの添加量としては歩留まりを考慮すると50000質量ppm以下が好ましいことがわかった。
【0042】
さらに合金ワイヤにねじりを加えることで、ボール形成不良率を0%にすることができた。ねじりを加えることで、合金ワイヤ内のリン化合物と銅との粒界に歪みが生じ、容易に合金ワイヤが引きちぎられたため、ワイヤテールの変形が抑制されたと考えられる。
【0043】
今回開示された実施の形態および実施例はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【符号の説明】
【0044】
1 半導体チップ、2 リード端子、3 基板、4 モールド材、5 第1ボンド点、6 第2ボンド点、7 キャピラリ、8 クランプ、9 放電電極、10 合金ワイヤ、11 ワイヤテール、12 ボール、20 基板。
【技術分野】
【0001】
本発明は、合金ワイヤおよび半導体装置に関し、特に、リンを含む合金ワイヤおよびそれを備えた半導体装置に関するものである。
【背景技術】
【0002】
従来、半導体素子の電極と基板電極、または別の半導体素子の電極同士を電気的に接続する方法として、アルミニウム(Al)、金(Au)、銅(Cu)などのワイヤボンドが用いられている。
【0003】
一般的なワイヤボンディング方法では、たとえば、半導体チップが実装された基板上において、キャピラリの先端から延在したワイヤが第1ボンド点および第2ボンド点の順に、ボンディングされる。通常ワイヤボンディング点は複数あるため、この動作が繰り返される。
【0004】
第1ボンドに続いて第2ボンドが終わると、ワイヤを切るため、キャピラリがワイヤに押し付けられる。続いて、ワイヤを挿通した状態でキャピラリが上昇し、クランプが閉じられる。クランプが閉じられた状態でワイヤを引っ張ることよってワイヤが引きちぎられる。その後、ワイヤの先端の側方に配置された放電電極によって引きちぎられたワイヤテールに向けて放電が行われる。これにより、ワイヤの先端にボールが形成される。そして、そのボールによって再び第1ボンドが行われる。以降、上記動作が繰り返し行われる。
【0005】
第2ボンド後のワイヤを切る際にワイヤが引っ張られて引きちぎられるため、ワイヤテールが傾斜したり、曲がったりすることがある。これにより、その後のボールの形成が安定して行われないことがある。そのため、ボールが略真球にならずにワイヤの芯に対して偏芯したり、ボールの寸法が変動したりすることによって、ワイヤボンディングの位置精度低下およびワイヤボンディング強度ばらつきが生じる。これにより、信頼性が大きく低下する。
【0006】
特に狭いピッチの小パッドには、ワイヤの機械的性質などから金ワイヤの使用が主流であるが、コスト低減のため銅ワイヤの使用も増えてきている。銅ワイヤは、金ワイヤに比べて酸化しやすい。銅酸化膜は銅に比べて熱伝導率が悪く融点も高いためボール形成時に内部の銅と均一に交じり合わない。このため、ボールが略真球にならずに偏芯しやすい。また、ワイヤが引っ張られて引きちぎられるため、銅ワイヤの酸化の影響で、ワイヤテール形状が安定せず、次のボール形成が安定して実施されない。
【0007】
そこで、たとえば特開2007−294581号公報(特許文献1)にはワイヤテール部の曲がりを防止する方法が提案されている。この方法では、ワイヤ切断前にキャピラリを横方向に振幅動作をさせて切断部に微小なひびを入れた後にワイヤの切断動作を行うことで、ワイヤに大きな引張り力をかけずにワイヤが切断される。
【0008】
また、たとえば特開2009−135168号公報(特許文献2)にはボールの偏芯およびボール寸法の変動を抑制する方法が提案されている。この方法では、ワイヤ切断前に、ワイヤを挿通した状態でキャピラリの位置を移動させることにより、傾斜したワイヤが修正される。
【0009】
ところで、ワイヤ自体への添加材について、特に第1ボンド性を改善するための添加材が提案されている。たとえば特開2010−171235号公報(特許文献3)には、純度99.9999質量%以上の高純度銅に0.5〜15ppmのリン(P)を添加した銅ワイヤが提案されている。また、たとえば特開2003−133364号公報(特許文献4)には、純度99.999質量%以上の高純度銅でリン含有量が40〜400質量ppmの銅ワイヤが提案されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2007−294581号公報
【特許文献2】特開2009−135168号公報
【特許文献3】特開2010−171235号公報
【特許文献4】特開2003−133364号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、特開2007−294581号公報に記載された方法では、ワイヤにひびを入れる動作が追加されているため、ボンディング時のタクトタイムが長くなる。このため量産性が乏しいという問題がある。特開2009−135168号公報に記載された方法では、キャピラリの位置を移動させる動作が追加されているためボンディング時のタクトタイムが長くなる。このため量産性が乏しいという問題がある。
【0012】
また、特開2010−171235号公報および特開2003−133364号公報に記載された銅ワイヤは、第1ボンド性の改善を目的としたものであって、第2ボンド後の引きちぎり性の改善を目的とした組成の最適化はなされていない。
【0013】
本発明は、上記課題を鑑みてなされたものであり、その目的は、第2ボンド後のワイヤ引きちぎり性を改善し、その後の第1ボンド前のボール形成時の偏芯およびボール寸法の変動を抑制することによって、安定的なボンディング性を有する合金ワイヤおよびそれを備えた半導体装置を提供することである。
【課題を解決するための手段】
【0014】
本発明の合金ワイヤは、リンを500質量ppm以上50000質量ppm以下含み、残部が銅および不可避不純物を含んでいる。
【発明の効果】
【0015】
本発明の合金ワイヤによれば、リンが500質量ppm以上50000質量ppm以下含まれているため、合金ワイヤが脆くなることによって合金ワイヤの引きちぎり性を改善することができる。これにより、その後のボール形成時の偏芯およびボール寸法の変動を抑制することができる。また、リンの脱酸効果により銅の酸化が抑制されることによっても、ボール形成時の偏芯およびボール寸法の変動を抑制することができる。したがって、安定的にボンディングすることができる。
【図面の簡単な説明】
【0016】
【図1】本発明の一実施の形態における半導体装置の概略断面図である。
【図2】本発明の一実施の形態における合金ワイヤの概略斜視図である。
【図3】本発明の一実施の形態における半導体装置の合金ワイヤのボンディングを示す概略断面図である。
【図4】本発明の一実施の形態における半導体装置の合金ワイヤのボンディングの一工程を示す概略断面図である。
【図5】図4に示す工程の後の工程を示す概略断面図である。
【図6】図5に示す工程の後の工程を示す概略断面図である。
【図7】図6に示す工程の後の工程を示す概略断面図である。
【図8】図7に示す工程の後の工程を示す概略断面図である。
【図9】比較例の半導体装置の合金ワイヤのボンディングの一工程を示す概略断面図である。
【図10】図9に示す工程の後の工程を示す概略断面図である。
【図11】図10に示す工程の後の工程を示す概略断面図である。
【図12】図11に示す工程の後の工程を示す概略断面図である。
【図13】実施例のサンプルを示す概略斜視図である。
【発明を実施するための形態】
【0017】
以下、本発明の一実施の形態について図に基づいて説明する。
最初に、本発明の一実施の形態の合金ワイヤを備えた半導体装置の構成について説明する。
【0018】
図1を参照して、本発明の一実施の形態の半導体装置は、半導体チップ1と、リード端子2と、基板3と、モールド材4と、合金ワイヤ10とを主に有している。半導体チップ1は、たとえばマイコンおよびパワートランジスタなどである。半導体チップ1とリード端子とは合金ワイヤ10によって電気的に接続されている。合金ワイヤ10は半導体チップ1およびリード端子2の各々に接続されている。半導体チップ1は基板3上に搭載されている。半導体チップ1、リード端子2、基板3および合金ワイヤ10はモールド材4で封止されている。
【0019】
図1および図2を参照して、合金ワイヤは、リンを500質量ppm以上50000質量ppm以下含み、残部が銅および不可避不純物を含んでいる。合金ワイヤ10はねじられた状態で塑性変形していることが好ましい。合金ワイヤ10はねじり応力によって塑性変形している。また、合金ワイヤ10は、リンを5000質量ppm以上50000質量ppm以下含んでいることが好ましい。さらに、合金ワイヤ10は銅を99.999質量%以上含んでいてもよい。
【0020】
次に、本発明の一実施の形態の合金ワイヤの製造方法について説明する。
銅にリンが所定量添加された原料が真空溶解炉で溶融された後インゴットに鋳造される。このインゴットが溝ロール圧延された後、アニール処理および防錆処理等が施される。これにより、合金ワイヤ10が製造される。
【0021】
合金ワイヤ10がねじられた状態で塑性変形している場合には、合金ワイヤ10に所定のねじりが加えられる。ねじり装置を用いて適度なねじり塑性変形が合金ワイヤ10に加えられる。
【0022】
次に、本発明の一実施の形態の合金ワイヤを備えた半導体装置の製造方法について説明する。
【0023】
図3を参照して、まず、半導体チップ1が基板3に搭載される。続いて、合金ワイヤ10が半導体チップ1およびリード端子2にボンディングされる。合金ワイヤ10は、第1ボンド点5で半導体チップ1とキャピラリ7によって第1ボンドされ、第2ボンド点6でリード端子2にキャピラリ7によって第2ボンドされる。この後、半導体チップ1、リード端子2、基板3および合金ワイヤ10がモールド材4で封止される。これにより、図1に示す半導体装置が製造される。
【0024】
次に、本発明の一実施の形態の合金ワイヤを用いたボンディングについて説明する。
図4を参照して、合金ワイヤ10が第2ボンド点6でリード端子2に第2ボンドされると、合金ワイヤ10を切るため、キャピラリ7が合金ワイヤ10に押し付けられる。続いて、図5を参照して、合金ワイヤ10を挿通した状態でキャピラリ7が上昇し、クランプ8が閉じられる。クランプ8が閉じられた状態で合金ワイヤ10を引っ張ることよって合金ワイヤ10が引きちぎられる。本発明の一実施の形態の合金ワイヤ10は容易に引きちぎられるため、合金ワイヤ10のワイヤテール11が傾斜したり、曲がったりすることが抑制される。
【0025】
その後、図6を参照して、合金ワイヤ10の先端の側方に配置された放電電極9によって引きちぎられたワイヤテール11に向けて放電が行われる。これにより、図7を参照して、合金ワイヤ10の先端にボール12が形成される。本発明の一実施の形態の合金ワイヤ10では合金ワイヤ10のワイヤテール11が傾斜したり、曲がったりすることが抑制されるため、ボール12形成時の偏芯およびボール12寸法の変動を抑制することができる。そして、図8を参照して、そのボール12によって第1ボンド点5で第1ボンドが行われる。本発明の一実施の形態の合金ワイヤ10ではボール12形成時の偏芯およびボール12寸法の変動を抑制することができるため、安定的にボンディングすることができる。以降、上記動作が繰り返し行われる。
【0026】
次に、本発明の一実施の形態の作用効果について比較例と対比して説明する。
図9を参照して、比較例の合金ワイヤ10は、リンが0質量ppm以上400質量ppm以下含まれている点で本発明の一実施の形態の合金ワイヤ10と異なっている。比較例の合金ワイヤ10では、合金ワイヤ10を引っ張ることよって合金ワイヤ10が引きちぎられると合金ワイヤ10のワイヤテール11が大きく傾斜するとともに曲がる。
【0027】
その後、図10を参照して、合金ワイヤ10の先端の側方に配置された放電電極9によって引きちぎられたワイヤテール11に向けて放電が行われる。これにより、図11を参照して、合金ワイヤ10の先端にボール12が形成される。比較例の合金ワイヤ10では合金ワイヤ10のワイヤテール11が大きく傾斜するとともに曲がっているためボール12が偏芯する。またボール12寸法の変動も大きくなる。
【0028】
そのため、図12を参照して、そのボール12によって第1ボンド点5で第1ボンドが行われると、ワイヤボンディングの位置精度が低下する。またワイヤボンディング強度にばらつきが生じる。これにより、信頼性が大きく低下する。
【0029】
本発明の一実施の形態の合金ワイヤによれば、リンが500質量ppm以上50000質量ppm以下含まれているため、合金ワイヤ10が脆くなることによって合金ワイヤ10の引きちぎり性を改善することができる。これにより、その後のボール12形成時の偏芯およびボール12寸法の変動を抑制することができる。また、リンの脱酸効果により銅の酸化が抑制されることによっても、ボール12形成時の偏芯およびボール12寸法の変動を抑制することができる。したがって、安定的にボンディングすることができる。
【0030】
また、本発明の一実施の形態の合金ワイヤによれば、合金ワイヤがねじられた状態で塑性変形しているため、リン化合物と銅との粒界に歪みが生じる。このため、合金ワイヤ10をさらに容易に引きちぎることができる。これにより、合金ワイヤ10の引きちぎり性をさらに改善することができる。
【0031】
また、本発明の一実施の形態の合金ワイヤによれば、リンが5000質量ppm以上50000質量ppm以下含まれているためボール12形成時の偏芯およびボール12寸法の変動をさらに確実に抑制することができる。
【0032】
また、本発明の一実施の形態の合金ワイヤによれば、銅が99.999質量%以上含まれているため、生産コストを含めた生産性を向上しつつ、安定的にボンディングすることができる。
【0033】
また、本発明の一実施の形態の半導体装置によれば、半導体チップとリード端子とを電気的に接続するように半導体チップおよびリード端子の各々に合金ワイヤ10が接続されている。このため、合金ワイヤ10が安定的にボンディングされた半導体装置を得ることができる。これにより、信頼性の高い半導体装置を得ることができる。
【実施例】
【0034】
以下、本発明の実施例について説明する。
表1を参照して、本発明の実施例および比較例の合金ワイヤを準備した。99.999質量%以上の高純度銅金属を原料として、リンを所定量添加し、表1に示すような組成のφ30μmの銅合金ワイヤをそれぞれ準備した。ワイヤ加工は、まず所定量の原料を真空溶解炉で溶解した後インゴットに鋳造した。このインゴットに溝ロール圧延をした後、アニール処理、防錆処理等を施して銅合金ワイヤを作製した。さらに、実施例11〜16では合金ワイヤに所定のねじりを加えた。ねじり装置を用いてねじり応力を加えることで適度なねじり塑性変形を加えた。ねじり回数はワイヤ径、ワイヤの材料によって異なるが、リンを5000質量ppm添加し、φ30μmの合金ワイヤに、2m毎に40回ほどのねじりを加えて、合金ワイヤをねじり塑性変形させた。なお、ねじり回数については、ワイヤが塑性変形していればよく、上記回数に限定するものではない。
【0035】
【表1】
【0036】
次に、図13を参照して、基板20にボール形成(φ60μm)と、第2ボンドのみを繰り返し行うようなサンプルを各銅合金ワイヤについて400個作製した。具体的には、合金ワイヤ10の先端に放電を行い、ボール12を形成した。クランプ8(図4)を開けて、合金ワイヤ10を所定の長さ出して、キャピラリ7(図4)を移動し、基板20の所定の位置に第2ボンドを行った。第2ボンドが終わると、合金ワイヤ10を切るため、キャピラリ7を合金ワイヤ10に押し付けた。続けて、キャピラリ7を上昇させ、クランプ8を閉じることで、合金ワイヤ10を引きちぎった。その後、合金ワイヤ10の先端に放電を行う動作を繰り返し行った。
【0037】
ボール形成雰囲気は窒素(N)などの不活性ガスと水素(H)1%の混合ガスとした。水素(H)は爆発の危険があるため、少ないほうが良いが、一方で、酸素(O)と反応して、ボールの酸化をより防ぐことができる(還元作用)。ただし、上記ガスを吹き付けていても、酸素を完全に除去することはできず、一部は残存している。ガスの吹き付け量は、任意であるが、吹き付け量を多くしすぎると、ボール形成時のアークを消してしまい、ボール形成が困難である。また吹き付け量を少なくしすぎると、ガスの不活性、還元効果が薄れる。ガスの吹き付け量は、たとえば0.4〜0.6L/分である。
【0038】
次にボール表面観察を実施し、ボールが良好な形状でない割合(=不良率[%])を算出した。結果を表1に示す。なお、ボール形状不良とは、たとえば、ボールが真球にならずに、槍状のもの、楕円球のもの、芯の位置がずれているもの(偏芯)、表面に酸化が見られたもの(変色)、クレータが見られたもの、ボール表面が滑らかではなく、一部にしわが見られたものを言う。なお槍状、楕円状のボールの表面を見ると、酸化膜と見られるような変色部分が表面に多く見られた。
【0039】
ボール表面観察の結果、比較例1〜5および実施例1〜16に示すようにリンを添加することで、リンを添加しない場合と比べてボール形成不良率が低下した。これは、リンを添加することで、リンが酸素と化合してボール表面の酸化を防止しているため、良好なボール形成がされたと考えられる。なおリンは酸化リンとして気化するため、ボール表面には残存しない。また、銅内にリンを添加していくと、純銅に比べて、脆くなるため、引きちぎりが容易で、安定し、ワイヤテールが傾斜したり、曲がったりせず、ボール形成が良好になると考えられる。
【0040】
ボール形成不良率はリンの添加量が500質量ppm以上50000質量ppm以下の間で良好な結果となった。そして、リンの添加量が5000質量ppm以上50000質量ppm以下の範囲でさらに良好な結果となった。
【0041】
リンの添加量が500質量ppmより少ないと、ボール形成不良率が高く、得られる効果は小さかった。また、リンを50000質量ppmより多く添加すると、脆くなりすぎてしまい、合金ワイヤ10の製造時の溝ロール圧延時に、一部ワイヤに亀裂が発生するものが見られた。このため、リンの添加量としては歩留まりを考慮すると50000質量ppm以下が好ましいことがわかった。
【0042】
さらに合金ワイヤにねじりを加えることで、ボール形成不良率を0%にすることができた。ねじりを加えることで、合金ワイヤ内のリン化合物と銅との粒界に歪みが生じ、容易に合金ワイヤが引きちぎられたため、ワイヤテールの変形が抑制されたと考えられる。
【0043】
今回開示された実施の形態および実施例はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【符号の説明】
【0044】
1 半導体チップ、2 リード端子、3 基板、4 モールド材、5 第1ボンド点、6 第2ボンド点、7 キャピラリ、8 クランプ、9 放電電極、10 合金ワイヤ、11 ワイヤテール、12 ボール、20 基板。
【特許請求の範囲】
【請求項1】
リンを500質量ppm以上50000質量ppm以下含み、残部が銅および不可避不純物を含む、合金ワイヤ。
【請求項2】
前記合金ワイヤがねじられた状態で塑性変形している、請求項1に記載の合金ワイヤ。
【請求項3】
前記リンを5000質量ppm以上50000質量ppm以下含む、請求項1または2に記載の合金ワイヤ。
【請求項4】
前記銅を99.999質量%以上含む、請求項1〜3のいずれかに記載の合金ワイヤ。
【請求項5】
半導体チップと、
リード端子と、
前記半導体チップと前記リード端子とを電気的に接続するように前記半導体チップおよび前記リード端子の各々に接続された請求項1〜4のいずれかに記載の合金ワイヤとを備えた、半導体装置。
【請求項1】
リンを500質量ppm以上50000質量ppm以下含み、残部が銅および不可避不純物を含む、合金ワイヤ。
【請求項2】
前記合金ワイヤがねじられた状態で塑性変形している、請求項1に記載の合金ワイヤ。
【請求項3】
前記リンを5000質量ppm以上50000質量ppm以下含む、請求項1または2に記載の合金ワイヤ。
【請求項4】
前記銅を99.999質量%以上含む、請求項1〜3のいずれかに記載の合金ワイヤ。
【請求項5】
半導体チップと、
リード端子と、
前記半導体チップと前記リード端子とを電気的に接続するように前記半導体チップおよび前記リード端子の各々に接続された請求項1〜4のいずれかに記載の合金ワイヤとを備えた、半導体装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2013−110204(P2013−110204A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−252640(P2011−252640)
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000006013)三菱電機株式会社 (33,312)
【出願人】(302062931)ルネサスエレクトロニクス株式会社 (8,021)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000006013)三菱電機株式会社 (33,312)
【出願人】(302062931)ルネサスエレクトロニクス株式会社 (8,021)
【Fターム(参考)】
[ Back to top ]