
合金化溶融亜鉛めっき鋼板の製造方法および製造装置
【課題】合金化溶融亜鉛めっき鋼板を製造するに際して、鋼板エッジ部の合金化不良の発生を抑止して、良好な品質の合金化溶融亜鉛めっき鋼板を得ることができる合金化溶融亜鉛めっき鋼板の製造方法および製造設備を提供する。
【解決手段】鋼板エッジ部の温度低下を補償できるように、亜鉛付着量を調整した後から合金化炉8の入側の間にレーザー照射装置11を備えているとともに、合金化度計10からレーザー照射装置11へのフィードバック回路12を有している。
【解決手段】鋼板エッジ部の温度低下を補償できるように、亜鉛付着量を調整した後から合金化炉8の入側の間にレーザー照射装置11を備えているとともに、合金化度計10からレーザー照射装置11へのフィードバック回路12を有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、合金化溶融亜鉛めっき鋼板の製造方法および製造装置に関するものである。
【背景技術】
【0002】
合金化溶融亜鉛めっき鋼板の製造においては、従来から下記のような問題がある。
【0003】
すなわち、通常、鋼板エッジ部近傍ではめっき付着量が多くなる傾向があり、また、鋼板エッジ部は中央部に比べて冷却されやすいため、合金化処理の際に鋼板エッジ部近傍では、鋼板中央部と比較して合金化度が低くなる傾向があり、変色や摺動性の低下等の不良が発生しやすい。
【0004】
この問題に対応するために、これまで、下記のような技術が提案されている。
(1)エッジバーナーを設置して、鋼板エッジ部を局部加熱する(例えば、特許文献1)。
(2)事前に当該鋼板に合金化反応を促進するためのプレめっきとして電気めっきを実施して、鋼板幅方向の鋼板エッジ領域面のめっき付着量がその内側の領域のめっき付着量より多く形成させて合金化度を均一化する(例えば、特許文献2)。
(3)鋼板エッジ部近傍のめっき付着量が多くなる部分(エッジオーバーコート部)の板面放射率を高める(例えば、特許文献3、4)。
【特許文献1】特開平5−025604号公報
【特許文献2】特開平7−054117号公報
【特許文献3】特開平5−009696号公報
【特許文献4】特開平5−033112号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、前記の従来技術(特許文献1〜4)には下記のような問題があった。
(1)特許文献1に記載のエッジバーナーを設置するという技術は、鋼板エッジ部近傍の合金化不良を防止する効果が不明瞭であった。
(2)特許文献2に記載の事前に電気めっきを行うという技術は、微妙なコントロールが困難で、鋼板の進行に伴って時々刻々と変化する合金化状態への対応ができなかった。
(3)特許文献3、4に記載の板面放射率を高めるという技術は、合金化処理前に直接鋼板にロールを接触させて鋼板エッジ部の放射率を変化させるものであるため、長期間運用するとロールに亜鉛粉が付着したり、発生した亜鉛粉が鋼板に再付着したりして、別の不良を発生させることがあった。
【0006】
また、いずれの技術もコントロール可能範囲が限定的であり、応答性も良くないため、完全に鋼板エッジ部の合金化不良の発生を防止することは困難であった。
【0007】
本発明は、上記のような事情に鑑みてなされたものであり、合金化溶融亜鉛めっき鋼板を製造するに際して、めっきの合金化不良の発生を抑止して、良好な品質の合金化溶融亜鉛めっき鋼板を得ることができる合金化溶融亜鉛めっき鋼板の製造方法および製造装置を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
本発明者は、前記のような従来技術の問題点の解決を検討するにあたり、そのポイントを下記のように考えた。
(a)鋼板エッジ部の合金化不良は主に鋼板エッジ部のオーバーコート(過剰めっき)及び温度の低下に起因しているが、特に鋼板エッジ部の温度低下が問題であり、これを補償できる技術であること。
(b)更に、合金化不良部は原板のクラウンや形状、その他原板表面の状態によって、長手方向、幅方向に時々刻々とその状態が変化するので、その状態の変化に対応して微妙なコントロールができる技術であること。
(c)その技術を採用することによって他の品質不良を発生させない技術であること。
【0009】
そして、上記の(a)〜(c)の3ポイントを満足する技術を検討した結果、鋼板エッジ部の温度低下を補償する技術として、レーザー照射を適用することを着想した。
【0010】
すなわち、鋼板エッジ部へのレーザー照射によって、鋼板エッジ部の温度を高めることができるとともに、レーザーの照射条件(照射出力、照射範囲、照射時間等)を細かく調整することで、時々刻々の変化に対応して微妙なコントロールが可能であり、しかも非接触であるため、レーザー照射に起因した二次的不良の発生も回避できる。したがって、上記の(a)〜(c)の3ポイントを満足することができる。
【0011】
なお、通常、溶融亜鉛めっき鋼板の合金化不良は、鋼板のエッジ部で発生しやすいが、合金化炉内部の構造によって、エッジ部ではない部分の温度が低下している場合等もあるので、その場合には、その部分にレーザー照射を行えばよい。
【0012】
本発明は、前記の着想に基づいて、以下の特徴を有している。
【0013】
[1]鋼板を溶融亜鉛浴中を通過させ、亜鉛付着量を調整した後、合金化炉で合金化処理を行う合金化溶融亜鉛めっき鋼板の製造方法において、亜鉛付着量を調整した後から合金化炉の入側の間で、合金化の不足する鋼板部分の表面にレーザーを照射して、当該鋼板部分の温度を高めた後に、合金化炉にて合金化処理を行うことを特徴とする合金化溶融亜鉛めっき鋼板の製造方法。
【0014】
[2]合金化処理後に、合金化度計により鋼板幅方向の合金化度分布を検出し、検出した合金化度分布に基づいて、レーザーの照射条件を調整することを特徴とする前記[1]に記載の合金化溶融亜鉛めっき鋼板の製造方法。
【0015】
[3]前記鋼板部分は、鋼板エッジ部であることを特徴とする前記[1]または[2]に記載の合金化溶融亜鉛めっき鋼板の製造方法。
【0016】
[4]鋼板を溶融亜鉛浴中を通過させ、亜鉛付着量調整装置で亜鉛付着量を調整した後、合金化炉で合金化処理を行う合金化溶融亜鉛めっき鋼板の製造装置において、亜鉛付着量調整装置と合金化炉の入側の間に、合金化の不足する鋼板部分の表面にレーザーを照射して当該鋼板部分の温度を高めるためのレーザー照射装置を備えていることを特徴とする合金化溶融亜鉛めっき鋼板の製造装置。
【0017】
[5]合金化処理後に鋼板幅方向の合金化度分布を検出する合金化度計を備えていて、その合金化度計が検出した合金化度分布に基づいて、レーザー照射装置からのレーザーの照射条件を調整する制御装置を備えることを特徴とする前記[4]に記載の合金化溶融亜鉛めっき鋼板の製造装置。
【0018】
[6]前記鋼板部分は、鋼板エッジ部であることを特徴とする前記[4]または[5]に記載の合金化溶融亜鉛めっき鋼板の製造装置。
【発明の効果】
【0019】
本発明においては、合金化溶融亜鉛めっき鋼板を製造するに際して、合金化の不足する鋼板部分(例えば、鋼板エッジ部)の合金化不良の発生を抑止して、良好な品質の合金化溶融亜鉛めっき鋼板を得ることができる。
【発明を実施するための最良の形態】
【0020】
本発明の実施形態を図面に基づいて説明する。
【0021】
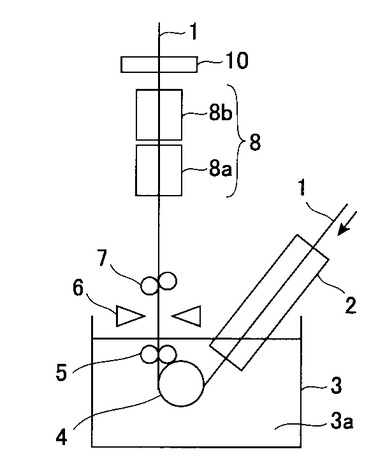
まず、図1は、従来の合金化溶融亜鉛めっき鋼板の製造装置を示すものである。図1において、1は鋼板、2はスナウト、3は亜鉛浴槽、3aは溶融亜鉛浴、4はシンクロール、5は浴中サポートロール、6はガスワイピングノズル、7は浴上サポートロール、8は合金化炉(8aが加熱帯、8bが保熱帯)、10が合金化度計である。
【0022】
これによって、スナウト2を経由した鋼板1が溶融亜鉛浴3a中を通過し、ガスワイピングノズル6で亜鉛付着量を調整された後、合金化炉8にて合金化処理を施される。そして、合金化処理後の鋼板幅方向の合金化度分布が合金化度計10により検出される。
【0023】
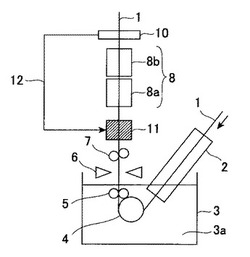
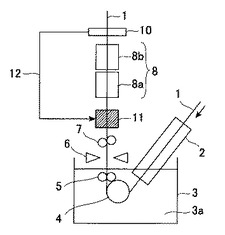
これに対して、図2は、本発明の一実施形態に係る合金化溶融亜鉛めっき鋼板の製造装置を示すものである。本発明の一実施形態に係る合金化溶融亜鉛めっき鋼板の製造装置は、図1に示した従来の合金化溶融亜鉛めっき鋼板の製造装置に比べて、亜鉛付着量調整装置として例示したガスワイピングノズル6と合金化炉8の入側の間にレーザー照射装置11を備えているとともに、合金化度計10からレーザー照射装置11へのフィードバック回路12を有している。
【0024】
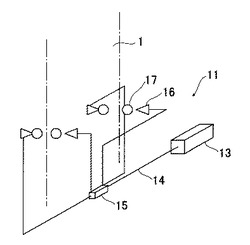
そして、図3に詳細図を示すように、レーザー照射装置11は、レーザー発信機13と、レーザー分配器15と、トーチ16と、可動ミラー17と、レーザー照射制御装置(図示せず)を備えており、レーザー発信機13から発信されたレーザーが光路14を経由して、鋼板1の両エッジ部の表裏面に照射され、鋼板1エッジ部の温度を高めるようになっている。
【0025】
その際に、合金化度計10により検出された鋼板幅方向の合金化度分布がフィードバック回路12を経由してレーザー照射装置11にフィードバックされ、合金化度分布の検出結果に基づいて、均一な合金化度分布が得られるように、レーザー照射制御装置によってレーザーの照射条件(照射出力、照射範囲、照射時間等)が細かく調整されるようになっている。
【0026】
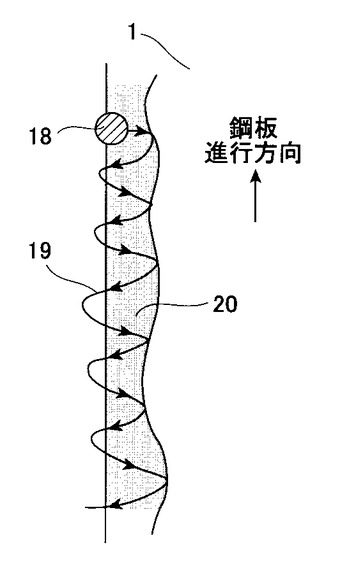
図4は、そのような鋼板1エッジ部へのレーザーの照射状態の一例を示す図である。図4において、18はレーザー照射点、19は鋼板1上のレーザー照射点18の移動軌跡である。合金化度計10からフィードバックされた合金化度分布情報に基づいて、そのままでは合金化度が低くなると予測される領域(すなわち、温度が低下していると判断される領域)20を適切な温度に高めることができるように、レーザーの照射出力、照射時間(照射点18の移動速度)、照射範囲(照射点18の移動範囲)が細かく調整されている。
【0027】
上記のようにして、この実施形態においては、鋼板エッジ部の温度低下をレーザー照射によって補償するようにしているので、レーザーの照射条件(照射出力、照射範囲、照射時間等)を細かく調整することで、時々刻々の変化に対応して微妙なコントロールが可能であり、鋼板エッジ部の合金化不良の発生を的確に抑止することができる。また、非接触であるため、レーザー照射に起因した二次的不良の発生も回避することができる。その結果、良好な品質の合金化溶融亜鉛めっき鋼板を安定して得ることができるようになる。
【0028】
なお、この実施形態においては、通常、溶融亜鉛めっき鋼板の合金化不良は、鋼板のエッジ部で発生しやすいので、鋼板エッジ部にレーザー照射を行っているが、合金化炉内部の構造によって、エッジ部ではない部分の温度が低下している場合等には、その部分にレーザー照射を行えばよい。
【実施例1】
【0029】
本発明の実施例1として、板厚0.8mm、板幅1400mmの一般的な極低炭軟鋼原板(質量%で、C:0.0010%、Mn:0.1%、S:0.007%、Al:0.028%、Ti:0.030%、Nb:0.005%)を用いて、合金化溶融亜鉛めっき鋼板の製造を行った。めっき付着量目標は48g/m2、合金化度目標は11.0%(範囲10.0%〜12.0%)とした。
【0030】
そして、図1に示した従来の合金化溶融亜鉛めっき鋼板の製造装置を用いた場合を従来例とし、図2に示した本発明の一実施形態に係る合金化溶融亜鉛めっき鋼板の製造装置を用いた場合を本発明例とした。なお、本発明例では、レーザー照射装置にCO2レーザー照射装置(最大出力5kW)を使用した。
【0031】
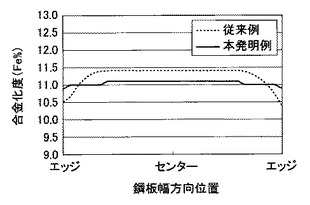
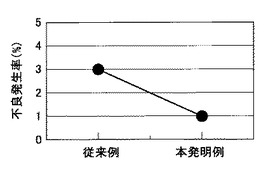
従来例と本発明例の結果を比較したものを図5、図6に示す。図5は鋼板幅方向の合金化度分布(Fe%分布)を比較したものであり、図6は鋼板エッジの合金化度不良による不良発生率を比較したものである。
【0032】
図5に示すように、本発明例では、鋼板幅方向の合金化度分布の均一化度が従来例に比べて向上している。
【0033】
また、図6に示すように、本発明例では、鋼板エッジの合金化度不良による不良発生率が、従来例の3%から1%へと大幅に改善されている。
【0034】
以上のことから、本発明の有効性を確認することができた。
【図面の簡単な説明】
【0035】
【図1】従来の合金化溶融亜鉛めっき鋼板の製造装置を示す図である。
【図2】本発明の一実施形態に係る合金化溶融亜鉛めっき鋼板の製造装置を示す図である。
【図3】レーザー照射装置の詳細図である。
【図4】鋼板エッジ部へのレーザーの照射状態を示す図である。
【図5】本発明の実施例1における合金化度分布の比較図である。
【図6】本発明の実施例1における不良発生率の比較図である。
【符号の説明】
【0036】
1 鋼板
2 スナウト
3 亜鉛浴槽
3a 溶融亜鉛浴
4 シンクロール
5 浴中サポートロール
6 ガスワイピングノズル
7 浴上サポートロール
8 合金化炉
8a 加熱帯
8b 保熱帯
10 合金化度計
11 レーザー照射装置
12 フィードバック回路
13 レーザー発信機
14 レーザー光路
15 レーザー分配器
16 トーチ
17 可動ミラー
18 レーザー照射点
19 鋼板上のレーザー照射点の移動軌跡
20 レーザー照射領域
【技術分野】
【0001】
本発明は、合金化溶融亜鉛めっき鋼板の製造方法および製造装置に関するものである。
【背景技術】
【0002】
合金化溶融亜鉛めっき鋼板の製造においては、従来から下記のような問題がある。
【0003】
すなわち、通常、鋼板エッジ部近傍ではめっき付着量が多くなる傾向があり、また、鋼板エッジ部は中央部に比べて冷却されやすいため、合金化処理の際に鋼板エッジ部近傍では、鋼板中央部と比較して合金化度が低くなる傾向があり、変色や摺動性の低下等の不良が発生しやすい。
【0004】
この問題に対応するために、これまで、下記のような技術が提案されている。
(1)エッジバーナーを設置して、鋼板エッジ部を局部加熱する(例えば、特許文献1)。
(2)事前に当該鋼板に合金化反応を促進するためのプレめっきとして電気めっきを実施して、鋼板幅方向の鋼板エッジ領域面のめっき付着量がその内側の領域のめっき付着量より多く形成させて合金化度を均一化する(例えば、特許文献2)。
(3)鋼板エッジ部近傍のめっき付着量が多くなる部分(エッジオーバーコート部)の板面放射率を高める(例えば、特許文献3、4)。
【特許文献1】特開平5−025604号公報
【特許文献2】特開平7−054117号公報
【特許文献3】特開平5−009696号公報
【特許文献4】特開平5−033112号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、前記の従来技術(特許文献1〜4)には下記のような問題があった。
(1)特許文献1に記載のエッジバーナーを設置するという技術は、鋼板エッジ部近傍の合金化不良を防止する効果が不明瞭であった。
(2)特許文献2に記載の事前に電気めっきを行うという技術は、微妙なコントロールが困難で、鋼板の進行に伴って時々刻々と変化する合金化状態への対応ができなかった。
(3)特許文献3、4に記載の板面放射率を高めるという技術は、合金化処理前に直接鋼板にロールを接触させて鋼板エッジ部の放射率を変化させるものであるため、長期間運用するとロールに亜鉛粉が付着したり、発生した亜鉛粉が鋼板に再付着したりして、別の不良を発生させることがあった。
【0006】
また、いずれの技術もコントロール可能範囲が限定的であり、応答性も良くないため、完全に鋼板エッジ部の合金化不良の発生を防止することは困難であった。
【0007】
本発明は、上記のような事情に鑑みてなされたものであり、合金化溶融亜鉛めっき鋼板を製造するに際して、めっきの合金化不良の発生を抑止して、良好な品質の合金化溶融亜鉛めっき鋼板を得ることができる合金化溶融亜鉛めっき鋼板の製造方法および製造装置を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
本発明者は、前記のような従来技術の問題点の解決を検討するにあたり、そのポイントを下記のように考えた。
(a)鋼板エッジ部の合金化不良は主に鋼板エッジ部のオーバーコート(過剰めっき)及び温度の低下に起因しているが、特に鋼板エッジ部の温度低下が問題であり、これを補償できる技術であること。
(b)更に、合金化不良部は原板のクラウンや形状、その他原板表面の状態によって、長手方向、幅方向に時々刻々とその状態が変化するので、その状態の変化に対応して微妙なコントロールができる技術であること。
(c)その技術を採用することによって他の品質不良を発生させない技術であること。
【0009】
そして、上記の(a)〜(c)の3ポイントを満足する技術を検討した結果、鋼板エッジ部の温度低下を補償する技術として、レーザー照射を適用することを着想した。
【0010】
すなわち、鋼板エッジ部へのレーザー照射によって、鋼板エッジ部の温度を高めることができるとともに、レーザーの照射条件(照射出力、照射範囲、照射時間等)を細かく調整することで、時々刻々の変化に対応して微妙なコントロールが可能であり、しかも非接触であるため、レーザー照射に起因した二次的不良の発生も回避できる。したがって、上記の(a)〜(c)の3ポイントを満足することができる。
【0011】
なお、通常、溶融亜鉛めっき鋼板の合金化不良は、鋼板のエッジ部で発生しやすいが、合金化炉内部の構造によって、エッジ部ではない部分の温度が低下している場合等もあるので、その場合には、その部分にレーザー照射を行えばよい。
【0012】
本発明は、前記の着想に基づいて、以下の特徴を有している。
【0013】
[1]鋼板を溶融亜鉛浴中を通過させ、亜鉛付着量を調整した後、合金化炉で合金化処理を行う合金化溶融亜鉛めっき鋼板の製造方法において、亜鉛付着量を調整した後から合金化炉の入側の間で、合金化の不足する鋼板部分の表面にレーザーを照射して、当該鋼板部分の温度を高めた後に、合金化炉にて合金化処理を行うことを特徴とする合金化溶融亜鉛めっき鋼板の製造方法。
【0014】
[2]合金化処理後に、合金化度計により鋼板幅方向の合金化度分布を検出し、検出した合金化度分布に基づいて、レーザーの照射条件を調整することを特徴とする前記[1]に記載の合金化溶融亜鉛めっき鋼板の製造方法。
【0015】
[3]前記鋼板部分は、鋼板エッジ部であることを特徴とする前記[1]または[2]に記載の合金化溶融亜鉛めっき鋼板の製造方法。
【0016】
[4]鋼板を溶融亜鉛浴中を通過させ、亜鉛付着量調整装置で亜鉛付着量を調整した後、合金化炉で合金化処理を行う合金化溶融亜鉛めっき鋼板の製造装置において、亜鉛付着量調整装置と合金化炉の入側の間に、合金化の不足する鋼板部分の表面にレーザーを照射して当該鋼板部分の温度を高めるためのレーザー照射装置を備えていることを特徴とする合金化溶融亜鉛めっき鋼板の製造装置。
【0017】
[5]合金化処理後に鋼板幅方向の合金化度分布を検出する合金化度計を備えていて、その合金化度計が検出した合金化度分布に基づいて、レーザー照射装置からのレーザーの照射条件を調整する制御装置を備えることを特徴とする前記[4]に記載の合金化溶融亜鉛めっき鋼板の製造装置。
【0018】
[6]前記鋼板部分は、鋼板エッジ部であることを特徴とする前記[4]または[5]に記載の合金化溶融亜鉛めっき鋼板の製造装置。
【発明の効果】
【0019】
本発明においては、合金化溶融亜鉛めっき鋼板を製造するに際して、合金化の不足する鋼板部分(例えば、鋼板エッジ部)の合金化不良の発生を抑止して、良好な品質の合金化溶融亜鉛めっき鋼板を得ることができる。
【発明を実施するための最良の形態】
【0020】
本発明の実施形態を図面に基づいて説明する。
【0021】
まず、図1は、従来の合金化溶融亜鉛めっき鋼板の製造装置を示すものである。図1において、1は鋼板、2はスナウト、3は亜鉛浴槽、3aは溶融亜鉛浴、4はシンクロール、5は浴中サポートロール、6はガスワイピングノズル、7は浴上サポートロール、8は合金化炉(8aが加熱帯、8bが保熱帯)、10が合金化度計である。
【0022】
これによって、スナウト2を経由した鋼板1が溶融亜鉛浴3a中を通過し、ガスワイピングノズル6で亜鉛付着量を調整された後、合金化炉8にて合金化処理を施される。そして、合金化処理後の鋼板幅方向の合金化度分布が合金化度計10により検出される。
【0023】
これに対して、図2は、本発明の一実施形態に係る合金化溶融亜鉛めっき鋼板の製造装置を示すものである。本発明の一実施形態に係る合金化溶融亜鉛めっき鋼板の製造装置は、図1に示した従来の合金化溶融亜鉛めっき鋼板の製造装置に比べて、亜鉛付着量調整装置として例示したガスワイピングノズル6と合金化炉8の入側の間にレーザー照射装置11を備えているとともに、合金化度計10からレーザー照射装置11へのフィードバック回路12を有している。
【0024】
そして、図3に詳細図を示すように、レーザー照射装置11は、レーザー発信機13と、レーザー分配器15と、トーチ16と、可動ミラー17と、レーザー照射制御装置(図示せず)を備えており、レーザー発信機13から発信されたレーザーが光路14を経由して、鋼板1の両エッジ部の表裏面に照射され、鋼板1エッジ部の温度を高めるようになっている。
【0025】
その際に、合金化度計10により検出された鋼板幅方向の合金化度分布がフィードバック回路12を経由してレーザー照射装置11にフィードバックされ、合金化度分布の検出結果に基づいて、均一な合金化度分布が得られるように、レーザー照射制御装置によってレーザーの照射条件(照射出力、照射範囲、照射時間等)が細かく調整されるようになっている。
【0026】
図4は、そのような鋼板1エッジ部へのレーザーの照射状態の一例を示す図である。図4において、18はレーザー照射点、19は鋼板1上のレーザー照射点18の移動軌跡である。合金化度計10からフィードバックされた合金化度分布情報に基づいて、そのままでは合金化度が低くなると予測される領域(すなわち、温度が低下していると判断される領域)20を適切な温度に高めることができるように、レーザーの照射出力、照射時間(照射点18の移動速度)、照射範囲(照射点18の移動範囲)が細かく調整されている。
【0027】
上記のようにして、この実施形態においては、鋼板エッジ部の温度低下をレーザー照射によって補償するようにしているので、レーザーの照射条件(照射出力、照射範囲、照射時間等)を細かく調整することで、時々刻々の変化に対応して微妙なコントロールが可能であり、鋼板エッジ部の合金化不良の発生を的確に抑止することができる。また、非接触であるため、レーザー照射に起因した二次的不良の発生も回避することができる。その結果、良好な品質の合金化溶融亜鉛めっき鋼板を安定して得ることができるようになる。
【0028】
なお、この実施形態においては、通常、溶融亜鉛めっき鋼板の合金化不良は、鋼板のエッジ部で発生しやすいので、鋼板エッジ部にレーザー照射を行っているが、合金化炉内部の構造によって、エッジ部ではない部分の温度が低下している場合等には、その部分にレーザー照射を行えばよい。
【実施例1】
【0029】
本発明の実施例1として、板厚0.8mm、板幅1400mmの一般的な極低炭軟鋼原板(質量%で、C:0.0010%、Mn:0.1%、S:0.007%、Al:0.028%、Ti:0.030%、Nb:0.005%)を用いて、合金化溶融亜鉛めっき鋼板の製造を行った。めっき付着量目標は48g/m2、合金化度目標は11.0%(範囲10.0%〜12.0%)とした。
【0030】
そして、図1に示した従来の合金化溶融亜鉛めっき鋼板の製造装置を用いた場合を従来例とし、図2に示した本発明の一実施形態に係る合金化溶融亜鉛めっき鋼板の製造装置を用いた場合を本発明例とした。なお、本発明例では、レーザー照射装置にCO2レーザー照射装置(最大出力5kW)を使用した。
【0031】
従来例と本発明例の結果を比較したものを図5、図6に示す。図5は鋼板幅方向の合金化度分布(Fe%分布)を比較したものであり、図6は鋼板エッジの合金化度不良による不良発生率を比較したものである。
【0032】
図5に示すように、本発明例では、鋼板幅方向の合金化度分布の均一化度が従来例に比べて向上している。
【0033】
また、図6に示すように、本発明例では、鋼板エッジの合金化度不良による不良発生率が、従来例の3%から1%へと大幅に改善されている。
【0034】
以上のことから、本発明の有効性を確認することができた。
【図面の簡単な説明】
【0035】
【図1】従来の合金化溶融亜鉛めっき鋼板の製造装置を示す図である。
【図2】本発明の一実施形態に係る合金化溶融亜鉛めっき鋼板の製造装置を示す図である。
【図3】レーザー照射装置の詳細図である。
【図4】鋼板エッジ部へのレーザーの照射状態を示す図である。
【図5】本発明の実施例1における合金化度分布の比較図である。
【図6】本発明の実施例1における不良発生率の比較図である。
【符号の説明】
【0036】
1 鋼板
2 スナウト
3 亜鉛浴槽
3a 溶融亜鉛浴
4 シンクロール
5 浴中サポートロール
6 ガスワイピングノズル
7 浴上サポートロール
8 合金化炉
8a 加熱帯
8b 保熱帯
10 合金化度計
11 レーザー照射装置
12 フィードバック回路
13 レーザー発信機
14 レーザー光路
15 レーザー分配器
16 トーチ
17 可動ミラー
18 レーザー照射点
19 鋼板上のレーザー照射点の移動軌跡
20 レーザー照射領域
【特許請求の範囲】
【請求項1】
鋼板を溶融亜鉛浴中を通過させ、亜鉛付着量を調整した後、合金化炉で合金化処理を行う合金化溶融亜鉛めっき鋼板の製造方法において、亜鉛付着量を調整した後から合金化炉の入側の間で、合金化の不足する鋼板部分の表面にレーザーを照射して、当該鋼板部分の温度を高めた後に、合金化炉にて合金化処理を行うことを特徴とする合金化溶融亜鉛めっき鋼板の製造方法。
【請求項2】
合金化処理後に、合金化度計により鋼板幅方向の合金化度分布を検出し、検出した合金化度分布に基づいて、レーザーの照射条件を調整することを特徴とする請求項1に記載の合金化溶融亜鉛めっき鋼板の製造方法。
【請求項3】
前記鋼板部分は、鋼板エッジ部であることを特徴とする請求項1または2に記載の合金化溶融亜鉛めっき鋼板の製造方法。
【請求項4】
鋼板を溶融亜鉛浴中を通過させ、亜鉛付着量調整装置で亜鉛付着量を調整した後、合金化炉で合金化処理を行う合金化溶融亜鉛めっき鋼板の製造装置において、亜鉛付着量調整装置と合金化炉の入側の間に、合金化の不足する鋼板部分の表面にレーザーを照射して当該鋼板部分の温度を高めるためのレーザー照射装置を備えていることを特徴とする合金化溶融亜鉛めっき鋼板の製造装置。
【請求項5】
合金化処理後に鋼板幅方向の合金化度分布を検出する合金化度計を備えていて、その合金化度計が検出した合金化度分布に基づいて、レーザー照射装置からのレーザーの照射条件を調整する制御装置を備えることを特徴とする請求項4に記載の合金化溶融亜鉛めっき鋼板の製造装置。
【請求項6】
前記鋼板部分は、鋼板エッジ部であることを特徴とする請求項4または5に記載の合金化溶融亜鉛めっき鋼板の製造装置。
【請求項1】
鋼板を溶融亜鉛浴中を通過させ、亜鉛付着量を調整した後、合金化炉で合金化処理を行う合金化溶融亜鉛めっき鋼板の製造方法において、亜鉛付着量を調整した後から合金化炉の入側の間で、合金化の不足する鋼板部分の表面にレーザーを照射して、当該鋼板部分の温度を高めた後に、合金化炉にて合金化処理を行うことを特徴とする合金化溶融亜鉛めっき鋼板の製造方法。
【請求項2】
合金化処理後に、合金化度計により鋼板幅方向の合金化度分布を検出し、検出した合金化度分布に基づいて、レーザーの照射条件を調整することを特徴とする請求項1に記載の合金化溶融亜鉛めっき鋼板の製造方法。
【請求項3】
前記鋼板部分は、鋼板エッジ部であることを特徴とする請求項1または2に記載の合金化溶融亜鉛めっき鋼板の製造方法。
【請求項4】
鋼板を溶融亜鉛浴中を通過させ、亜鉛付着量調整装置で亜鉛付着量を調整した後、合金化炉で合金化処理を行う合金化溶融亜鉛めっき鋼板の製造装置において、亜鉛付着量調整装置と合金化炉の入側の間に、合金化の不足する鋼板部分の表面にレーザーを照射して当該鋼板部分の温度を高めるためのレーザー照射装置を備えていることを特徴とする合金化溶融亜鉛めっき鋼板の製造装置。
【請求項5】
合金化処理後に鋼板幅方向の合金化度分布を検出する合金化度計を備えていて、その合金化度計が検出した合金化度分布に基づいて、レーザー照射装置からのレーザーの照射条件を調整する制御装置を備えることを特徴とする請求項4に記載の合金化溶融亜鉛めっき鋼板の製造装置。
【請求項6】
前記鋼板部分は、鋼板エッジ部であることを特徴とする請求項4または5に記載の合金化溶融亜鉛めっき鋼板の製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−150618(P2010−150618A)
【公開日】平成22年7月8日(2010.7.8)
【国際特許分類】
【出願番号】特願2008−331649(P2008−331649)
【出願日】平成20年12月26日(2008.12.26)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成22年7月8日(2010.7.8)
【国際特許分類】
【出願日】平成20年12月26日(2008.12.26)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]