
合金鋼の異種溶接のための装置及び方法
【課題】 合金鋼の異種溶接のための装置及び方法を提供する。
【解決手段】 溶接継手(12)は、低合金鋼部品(14)と合金鋼部品(16)とを含んでおり、それらの間の溶接ビードは、低合金鋼部品(14)と接する第1の溶接ワイヤ(18)と、高合金鋼部品(16)と接する第2の溶接ワイヤ(20)と、第1の溶接ワイヤ(18)と第2の溶接ワイヤ(20)の間の第3の溶接ワイヤ(22)とを含む。溶接方法は、低合金鋼部品(14)に第1の溶接ワイヤ(18)を施工し、高合金鋼部品(16)に第2の溶接ワイヤ(20)を施工し、第1の溶接ワイヤ(18)と第2の溶接ワイヤ(20)の間に第3の溶接ワイヤ(22)を施工することを含む。上記溶接継手及び方法において、第3の溶接ワイヤ(22)のクロム含有量は、第1の溶接ワイヤ(18)よりも高く第2の溶接ワイヤ(20)よりも低い。
【解決手段】 溶接継手(12)は、低合金鋼部品(14)と合金鋼部品(16)とを含んでおり、それらの間の溶接ビードは、低合金鋼部品(14)と接する第1の溶接ワイヤ(18)と、高合金鋼部品(16)と接する第2の溶接ワイヤ(20)と、第1の溶接ワイヤ(18)と第2の溶接ワイヤ(20)の間の第3の溶接ワイヤ(22)とを含む。溶接方法は、低合金鋼部品(14)に第1の溶接ワイヤ(18)を施工し、高合金鋼部品(16)に第2の溶接ワイヤ(20)を施工し、第1の溶接ワイヤ(18)と第2の溶接ワイヤ(20)の間に第3の溶接ワイヤ(22)を施工することを含む。上記溶接継手及び方法において、第3の溶接ワイヤ(22)のクロム含有量は、第1の溶接ワイヤ(18)よりも高く第2の溶接ワイヤ(20)よりも低い。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、広義には組成の異なる合金鋼部品、具体的にはクロム含有量の異なる合金鋼部品を溶接するための装置及び方法に関連する。
【背景技術】
【0002】
合金鋼は、鉄と70重量%以下のニッケル、クロム、モリブデン、マンガン、バナジウム、ケイ素及び/又はホウ素のような合金元素との組合せである。一般に、合金鋼は、炭素鋼よりも強度、硬度、高温硬度、耐摩耗性、焼入性及び/又は靱性が大きい。合金鋼はさらに、合金元素の添加量に特徴がある。合金鋼に属する一つの集団は、一般に約5重量%未満の合金元素を有する低合金鋼である。低合金鋼の具体例であるNiCrMoV及びCrMoVは、蒸気タービンのロータ、フランジ、ホイール及びディスク用途に多用される。高合金鋼は、合金鋼に属する第2の集団といえるものであり、一般に約5重量%超の合金元素を有する。ステンレス鋼は高合金鋼の具体例であり、約9〜12重量%又はそれ以上のクロムを含有する。
【0003】
様々な商業的用途で、高合金鋼部品に低合金鋼部品を溶接する必要が生じることが多い。例えば、蒸気タービンは、その長さに沿って連続して延在するロータを含むことがある。可能であれば、安価な低合金鋼をロータに使用することができる。しかし、ロータのうち高温に付される部分には、高合金鋼が望ましいことがある。その結果、ロータは、低合金鋼のセクションを高合金鋼のセクションに溶接して1つのロータ組立体とすることが多い。
【0004】
当技術分野で公知の通り、クロムレベルの異なる低合金鋼と高合金鋼の間のボンドには炭素拡散又は炭素偏析が生ずる。ボンドでの炭素拡散又は炭素偏析の量は、ボンドでのクロム勾配に正比例する。具体的には、溶接継手が例えば溶接後熱処理又は運転の際のような高温に暴露されると、炭素はクロム含有量の低い低合金鋼からボンドを横断してクロム含有量の高い高合金鋼へと拡散する。この炭素拡散又は炭素偏析は、ボンドの一方の側に脱炭領域を生じ、他方の側に浸炭領域を生じさせる。低合金鋼溶接ワイヤ(低クロムレベル)を用いて低合金鋼(低クロムレベル)部品を高合金鋼(高クロムレベル)部品に溶接した組立体では、炭素拡散が起こる境界は、低合金鋼溶着部と高合金鋼基材の間のボンドであり、そこでクロム勾配が最大となる。高合金鋼溶接ワイヤ(高クロムレベル)を用いて低合金鋼(低クロムレベル)部品を高合金鋼(高クロムレベル)部品に溶接した場合も、同様な炭素拡散又は炭素偏析が生じる。炭素拡散が起こる境界は、低合金鋼(低クロムレベル)基材と高合金鋼(高クロムレベル)溶着部の間のボンドであり、そこでクロム勾配が最大となる。この場合では、低合金鋼基材に脱炭域が形成され、高合金鋼(高クロムレベル)溶着部に浸炭域が形成される。脱炭及び浸炭領域は、溶接継手の強度及びクリープ特性に悪影響を与える。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】米国特許出願公開第2005/0255333号明細書
【特許文献2】米国特許第6152697号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
溶接継手で発生する炭素拡散又は炭素偏析を減少させる試みがなされてきた。例えば、合金鋼部品の一方又は両方で肉盛(クラッディング)を行うと、合金鋼部品間のクロム勾配を減少させることができる。その肉盛部品を次いで、例えば米国特許出願公開第2005/0255333号に記載されているように互いに溶接すればよい。しかし、このプロセスには、合金鋼部品を互いに溶接する前に、合金鋼部品での時間のかかる肉盛の施工とその焼戻しを要する。そこで、部品への肉盛の追加を必要とせずに、合金鋼部品間の溶接継手での炭素拡散又は炭素偏析に対処できる溶接継手があれば望ましい。
【0007】
以下、本発明の態様及び利点について開示するが、本発明の態様及び利点については、本願明細書の記載から明らかであることもあろうし、本発明の実施を通して理解されることもあろう。
【課題を解決するための手段】
【0008】
本発明の一実施形態は、約4重量%未満のクロムを有する低合金鋼部品と、約9重量%超のクロムを有する高合金鋼部品とを含む溶接継手である。低合金鋼部品と高合金鋼部品の間の溶接ビードは、低合金鋼部品と接触した第1の溶接ワイヤと、高合金鋼部品と接触した第2の溶接ワイヤと、第1の溶接ワイヤと第2の溶接ワイヤの間の第3の溶接ワイヤとを含む。第3の溶接ワイヤの重量%単位のクロム含有量は第1の溶接ワイヤよりも高く、第2の溶接ワイヤよりも低い。
【0009】
本発明の別の実施形態は、低合金鋼部品と、高合金鋼部品と、低合金鋼部品と高合金鋼部品の間のクロム勾配と、低合金鋼部品と高合金鋼部品の間のクロム勾配を減少させるための手段とを含む溶接継手である。
【0010】
本発明のさらに別の実施形態は、溶接方法であり、本方法は、低合金鋼部品に対して重量%単位のクロム含有量が低合金鋼部品よりも高い第1の溶接ワイヤを施工するステップを含む。本方法はさらに、高合金鋼部品に対して重量%単位のクロム含有量が高合金鋼部品よりも低い第2の溶接ワイヤを施工するステップを含む。本方法はさらに、第1の溶接ワイヤと第2の溶接ワイヤの間に重量%単位のクロム含有量が第1の溶接ワイヤよりも高くかつ第2の溶接ワイヤよりも低い第3の溶接ワイヤを施工するステップを含む。
【0011】
明細書の以下の記載から、上記その他の実施形態の特徴及び態様について理解を深めることができよう。
【図面の簡単な説明】
【0012】
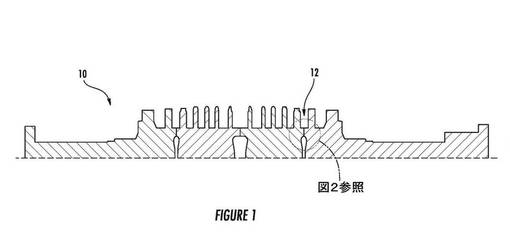
【図1】蒸気タービン用のロータの簡略部分断面図。
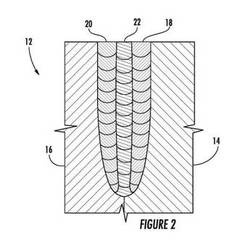
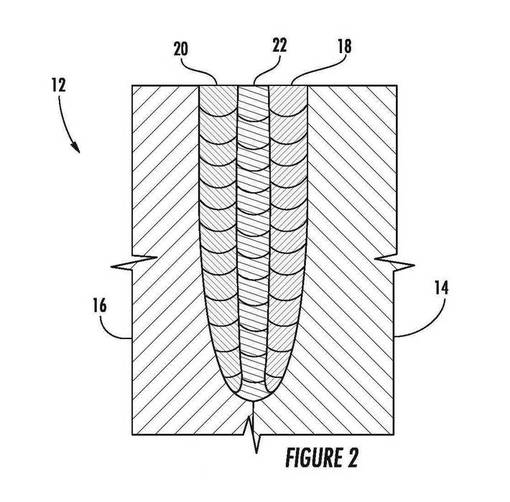
【図2】本発明の一実施形態による溶接継手を示す図。
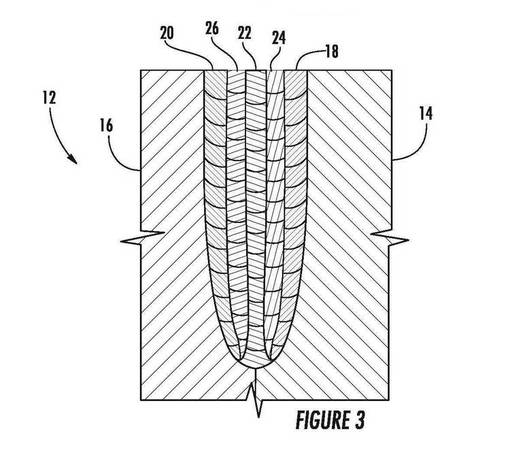
【図3】本発明の別の実施形態による溶接継手を示す図。
【発明を実施するための形態】
【0013】
以下、本明細書では、本発明を当業者が実施できるように本発明を最良の形態を含めて十分に開示するため、図面を参照しながら、具体的に説明する。
【0014】
以下、本発明の実施形態の詳細について、図面に示すその1以上の実施例で説明する。詳細な説明では、図面に記載した特徴を示すため符号を用いる。図面及び明細書では、本発明の同様又は類似の部材を示すのに、同様又は類似の符号を用いた。
【0015】
各実施例は、本発明を例示するためのものであり、本発明を限定するものではない。実際、本発明の技術的範囲及び技術思想から逸脱せずに本発明に様々な修正及び変更を加えることができることは当業者には明らかであろう。例えば、ある実施形態の一部として例示又は説明した特徴を、他の実施形態に適用してさらに別の実施形態とすることができる。従って、かかる修正及び変更は本発明の技術的範囲及びその均等の範囲に属するものとして保護される。
【0016】
本発明の実施形態は、合金鋼部品間の溶接継手での炭素拡散又は偏析を減少させるための様々な装置及び方法を提供する。例えば、図1は、蒸気タービン用のロータ10の簡略部分断面図を示しており、ロータ10は、低合金鋼部品14(低クロムレベル)と高合金鋼部品16(高クロムレベル)との2種類の材料からなる。図1は、本発明の技術的範囲に属する実施形態の様々な態様を例示しかつ説明するための具体例環境を示している。ロータとの関連で説明しかつ例示しているが、本発明は特定の装置に限定されるものではなく、実際に低合金鋼部品と高合金鋼部品の間のあらゆる溶接継手に使用できることは当業者には自明であろう。
【0017】
図2及び図3は、本発明の様々な実施形態による、図1の円内の溶接継手12のような溶接継手12の拡大図を示している。各図に示すように、溶接継手12は、低合金鋼部品14と高合金鋼部品16の間にある。本明細書で用いる低合金鋼という用語は、鉄と5重量%未満のニッケル、クロム、モリブデン、マンガン、バナジウム、ケイ素及び/又はホウ素のような合金元素との組合せとして定義される。例えば、2%CrMoNiWVは、0.20〜0.25重量%の炭素、0.65〜0.85重量%のニッケル、2.00〜2.5重量%のクロム、0.75〜0.95重量%のモリブデン、0.25〜0.35重量%のバナジウム及び0.60〜0.70重量%のタングステンを含む低合金鋼である。別の具体例として、1.25%CrMoVは、0.25〜0.33重量%の炭素、0.30〜0.60重量%のニッケル、0.90〜1.30重量%のクロム、1.00〜1.50重量%のモリブデン及び0.20〜0.30重量%のバナジウムを含む低合金鋼である。本明細書で用いる高合金鋼という用語は、鉄と5重量%超の合金元素との組合せとして定義される。例えば、高合金鋼の組成の一例は、0.10〜0.15重量%の炭素、0.60〜0.80重量%のニッケル、10.0〜12.0重量%のクロム、1.00〜1.20重量%のモリブデン、0.15〜0.25重量%のバナジウム、0.95〜1.10重量%のタングステン、0.04〜0.07重量%のニオブ及び0.04〜0.07重量%の窒素を含む。本明細書で用いるステンレス鋼という用語は、クロム含有量が約9.0重量%超の高合金鋼として定義される。
【0018】
各溶接継手12は、低合金鋼部品14と高合金鋼部品16の間のクロム勾配を減少させるための手段を含む。クロム勾配を減少させるための手段としては、重量%単位のクロム含有量が漸次増大する複数の溶接ワイヤが挙げられる。例えば、図2に示すように、クロム勾配を減少させるための手段は、3種類の異なる溶接ワイヤ18、20、22を含む。
【0019】
第1の溶接ワイヤ18は、低合金鋼部品14と近接及び/又は接触している。第1の溶接ワイヤ18には、2CrMoワイヤ、2CrMoVワイヤ又は2CrMoWワイヤが挙げられる。第1の溶接ワイヤ18は、約0.10〜0.15重量%の炭素、2.0〜4.0重量%のクロム、0.5〜1.0重量%のモリブデン、0.15〜0.30重量%のバナジウム及び/又は0.15〜0.30重量%のタングステンを含有し得る。
【0020】
第2の溶接ワイヤ20は、高合金鋼部品16と近接及び/又は接触しており、高合金鋼部品16はステンレス鋼部品であってもよい。第2の溶接ワイヤ20は、約0.10〜0.20重量%の炭素、8.0〜10.0重量%のクロム、0.5〜1.0重量%のモリブデン、0.5〜2.50重量%のニッケル及び/又は0.15〜0.20重量%のバナジウムを含有し得る。
【0021】
第3の溶接ワイヤ22は、第1の溶接ワイヤ18と第2の溶接ワイヤ20の間にある。第3の溶接ワイヤ22は、約0.08重量%の炭素、5〜10重量%、好ましくは5.0〜7.0重量%のクロム、0.5〜1.0重量%のモリブデン、0.5〜2.5重量%のニッケル及び/又は0.20重量%未満のバナジウムを含有し得る。
【0022】
低合金鋼部品14と高合金鋼部品16の間のクロム勾配を減少させる手段は、当技術分野で公知の部品溶接法を用いて施工し得る。例えば、アーク溶接法、TIG(GTAW)溶接法、MIG溶接法、レーザ溶接法又はそれらの組合せを用いて、低合金鋼部品14と高合金鋼部品16の間のクロム勾配を減少させる手段を施工することができる。実施に際して、第1の溶接ワイヤ18を低合金鋼部品14に直接施工してもよく、第2の溶接ワイヤ20を高合金鋼部品16に直接施工してもよく、第3の溶接ワイヤ22を第1の溶接ワイヤ18と第2の溶接ワイヤ20の間に施工してもよい。第1、第2及び第3の溶接ワイヤ18,20,22は、任意の順序で施工してもよく、或いは1つの溶接ビードとして同時に施工してもよい。
【0023】
当業者には自明であろうが、低合金鋼部品14と高合金鋼部品16の間のクロム勾配を減少させる手段は4種以上の溶接ワイヤを含んでいてもよい。例えば、図3に示すように、低合金鋼部品14と高合金鋼部品16の間のクロム勾配を減少させるための手段は、5種類の溶接ワイヤを含むことができる。図2に示す実施形態に関して説明した通り、第1の溶接ワイヤ18は、低合金鋼部品14に直接施工することができ、第2の溶接ワイヤ20は高合金鋼部品16に直接施工することができ、第3の溶接ワイヤ22は第1の溶接ワイヤ18と第2の溶接ワイヤ20の間に施工できる。第4及び第5の溶接ワイヤ24,26は、それぞれ、第1の溶接ワイヤ18と第3の溶接ワイヤ22の間及び第3の溶接ワイヤ22と第2の溶接ワイヤ20の間に施工することができる。上記と同様に、5つの溶接ワイヤ18,20,22,24,26は、低合金鋼部品14から高合金鋼部品16に向かって漸次増大する重量%単位のクロムと共に、適量の炭素、モリブデン、ニッケル及びバナジウムを含有し得る。
【0024】
従って、本発明の様々な実施形態では、クロム含有量は低合金鋼部品14のレベルから高合金鋼部品16のレベルへと漸次増大する。その結果、これらの様々な実施形態は、低合金鋼部品14と高合金鋼部品16の間でクロム勾配を徐々に減少させて、溶接継手12で炭素拡散又は炭素偏析が生じるおそれを低減させる。加えて、低合金鋼部品14から高合金鋼部品16へのクロム含有量の漸増に応じて、溶接継手12での熱膨張率も漸増する。従って、クロム含有量の漸増によって、溶接継手12の引張強度及びクリープ強度も増大する。溶接継手12の引張強度及びクリープ強度の増大によって、溶接継手12は、従来よりも高い温度環境で使用できるようになる。
【0025】
本明細書では、本発明を最良の形態を含めて開示するとともに、装置又はシステムの製造・使用及び方法の実施を始め、本発明を当業者が実施できるようにするため、例を用いて説明してきた。本発明の特許性を有する範囲は、特許請求の範囲によって規定され、当業者に自明な他の例も包含する。かかる他の例は、特許請求の範囲の文言上の差のない構成要素を有しているか、或いは特許請求の範囲の文言と実質的な差のない均等な構成要素を有していれば、特許請求の範囲に記載された技術的範囲に属する。
【符号の説明】
【0026】
10 ロータ
12 溶接継手
14 低合金鋼部品
16 高合金鋼部品
18 第1の溶接ワイヤ
20 第2の溶接ワイヤ
22 第3の溶接ワイヤ
24 第4の溶接ワイヤ
26 第5の溶接ワイヤ
【技術分野】
【0001】
本発明は、広義には組成の異なる合金鋼部品、具体的にはクロム含有量の異なる合金鋼部品を溶接するための装置及び方法に関連する。
【背景技術】
【0002】
合金鋼は、鉄と70重量%以下のニッケル、クロム、モリブデン、マンガン、バナジウム、ケイ素及び/又はホウ素のような合金元素との組合せである。一般に、合金鋼は、炭素鋼よりも強度、硬度、高温硬度、耐摩耗性、焼入性及び/又は靱性が大きい。合金鋼はさらに、合金元素の添加量に特徴がある。合金鋼に属する一つの集団は、一般に約5重量%未満の合金元素を有する低合金鋼である。低合金鋼の具体例であるNiCrMoV及びCrMoVは、蒸気タービンのロータ、フランジ、ホイール及びディスク用途に多用される。高合金鋼は、合金鋼に属する第2の集団といえるものであり、一般に約5重量%超の合金元素を有する。ステンレス鋼は高合金鋼の具体例であり、約9〜12重量%又はそれ以上のクロムを含有する。
【0003】
様々な商業的用途で、高合金鋼部品に低合金鋼部品を溶接する必要が生じることが多い。例えば、蒸気タービンは、その長さに沿って連続して延在するロータを含むことがある。可能であれば、安価な低合金鋼をロータに使用することができる。しかし、ロータのうち高温に付される部分には、高合金鋼が望ましいことがある。その結果、ロータは、低合金鋼のセクションを高合金鋼のセクションに溶接して1つのロータ組立体とすることが多い。
【0004】
当技術分野で公知の通り、クロムレベルの異なる低合金鋼と高合金鋼の間のボンドには炭素拡散又は炭素偏析が生ずる。ボンドでの炭素拡散又は炭素偏析の量は、ボンドでのクロム勾配に正比例する。具体的には、溶接継手が例えば溶接後熱処理又は運転の際のような高温に暴露されると、炭素はクロム含有量の低い低合金鋼からボンドを横断してクロム含有量の高い高合金鋼へと拡散する。この炭素拡散又は炭素偏析は、ボンドの一方の側に脱炭領域を生じ、他方の側に浸炭領域を生じさせる。低合金鋼溶接ワイヤ(低クロムレベル)を用いて低合金鋼(低クロムレベル)部品を高合金鋼(高クロムレベル)部品に溶接した組立体では、炭素拡散が起こる境界は、低合金鋼溶着部と高合金鋼基材の間のボンドであり、そこでクロム勾配が最大となる。高合金鋼溶接ワイヤ(高クロムレベル)を用いて低合金鋼(低クロムレベル)部品を高合金鋼(高クロムレベル)部品に溶接した場合も、同様な炭素拡散又は炭素偏析が生じる。炭素拡散が起こる境界は、低合金鋼(低クロムレベル)基材と高合金鋼(高クロムレベル)溶着部の間のボンドであり、そこでクロム勾配が最大となる。この場合では、低合金鋼基材に脱炭域が形成され、高合金鋼(高クロムレベル)溶着部に浸炭域が形成される。脱炭及び浸炭領域は、溶接継手の強度及びクリープ特性に悪影響を与える。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】米国特許出願公開第2005/0255333号明細書
【特許文献2】米国特許第6152697号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
溶接継手で発生する炭素拡散又は炭素偏析を減少させる試みがなされてきた。例えば、合金鋼部品の一方又は両方で肉盛(クラッディング)を行うと、合金鋼部品間のクロム勾配を減少させることができる。その肉盛部品を次いで、例えば米国特許出願公開第2005/0255333号に記載されているように互いに溶接すればよい。しかし、このプロセスには、合金鋼部品を互いに溶接する前に、合金鋼部品での時間のかかる肉盛の施工とその焼戻しを要する。そこで、部品への肉盛の追加を必要とせずに、合金鋼部品間の溶接継手での炭素拡散又は炭素偏析に対処できる溶接継手があれば望ましい。
【0007】
以下、本発明の態様及び利点について開示するが、本発明の態様及び利点については、本願明細書の記載から明らかであることもあろうし、本発明の実施を通して理解されることもあろう。
【課題を解決するための手段】
【0008】
本発明の一実施形態は、約4重量%未満のクロムを有する低合金鋼部品と、約9重量%超のクロムを有する高合金鋼部品とを含む溶接継手である。低合金鋼部品と高合金鋼部品の間の溶接ビードは、低合金鋼部品と接触した第1の溶接ワイヤと、高合金鋼部品と接触した第2の溶接ワイヤと、第1の溶接ワイヤと第2の溶接ワイヤの間の第3の溶接ワイヤとを含む。第3の溶接ワイヤの重量%単位のクロム含有量は第1の溶接ワイヤよりも高く、第2の溶接ワイヤよりも低い。
【0009】
本発明の別の実施形態は、低合金鋼部品と、高合金鋼部品と、低合金鋼部品と高合金鋼部品の間のクロム勾配と、低合金鋼部品と高合金鋼部品の間のクロム勾配を減少させるための手段とを含む溶接継手である。
【0010】
本発明のさらに別の実施形態は、溶接方法であり、本方法は、低合金鋼部品に対して重量%単位のクロム含有量が低合金鋼部品よりも高い第1の溶接ワイヤを施工するステップを含む。本方法はさらに、高合金鋼部品に対して重量%単位のクロム含有量が高合金鋼部品よりも低い第2の溶接ワイヤを施工するステップを含む。本方法はさらに、第1の溶接ワイヤと第2の溶接ワイヤの間に重量%単位のクロム含有量が第1の溶接ワイヤよりも高くかつ第2の溶接ワイヤよりも低い第3の溶接ワイヤを施工するステップを含む。
【0011】
明細書の以下の記載から、上記その他の実施形態の特徴及び態様について理解を深めることができよう。
【図面の簡単な説明】
【0012】
【図1】蒸気タービン用のロータの簡略部分断面図。
【図2】本発明の一実施形態による溶接継手を示す図。
【図3】本発明の別の実施形態による溶接継手を示す図。
【発明を実施するための形態】
【0013】
以下、本明細書では、本発明を当業者が実施できるように本発明を最良の形態を含めて十分に開示するため、図面を参照しながら、具体的に説明する。
【0014】
以下、本発明の実施形態の詳細について、図面に示すその1以上の実施例で説明する。詳細な説明では、図面に記載した特徴を示すため符号を用いる。図面及び明細書では、本発明の同様又は類似の部材を示すのに、同様又は類似の符号を用いた。
【0015】
各実施例は、本発明を例示するためのものであり、本発明を限定するものではない。実際、本発明の技術的範囲及び技術思想から逸脱せずに本発明に様々な修正及び変更を加えることができることは当業者には明らかであろう。例えば、ある実施形態の一部として例示又は説明した特徴を、他の実施形態に適用してさらに別の実施形態とすることができる。従って、かかる修正及び変更は本発明の技術的範囲及びその均等の範囲に属するものとして保護される。
【0016】
本発明の実施形態は、合金鋼部品間の溶接継手での炭素拡散又は偏析を減少させるための様々な装置及び方法を提供する。例えば、図1は、蒸気タービン用のロータ10の簡略部分断面図を示しており、ロータ10は、低合金鋼部品14(低クロムレベル)と高合金鋼部品16(高クロムレベル)との2種類の材料からなる。図1は、本発明の技術的範囲に属する実施形態の様々な態様を例示しかつ説明するための具体例環境を示している。ロータとの関連で説明しかつ例示しているが、本発明は特定の装置に限定されるものではなく、実際に低合金鋼部品と高合金鋼部品の間のあらゆる溶接継手に使用できることは当業者には自明であろう。
【0017】
図2及び図3は、本発明の様々な実施形態による、図1の円内の溶接継手12のような溶接継手12の拡大図を示している。各図に示すように、溶接継手12は、低合金鋼部品14と高合金鋼部品16の間にある。本明細書で用いる低合金鋼という用語は、鉄と5重量%未満のニッケル、クロム、モリブデン、マンガン、バナジウム、ケイ素及び/又はホウ素のような合金元素との組合せとして定義される。例えば、2%CrMoNiWVは、0.20〜0.25重量%の炭素、0.65〜0.85重量%のニッケル、2.00〜2.5重量%のクロム、0.75〜0.95重量%のモリブデン、0.25〜0.35重量%のバナジウム及び0.60〜0.70重量%のタングステンを含む低合金鋼である。別の具体例として、1.25%CrMoVは、0.25〜0.33重量%の炭素、0.30〜0.60重量%のニッケル、0.90〜1.30重量%のクロム、1.00〜1.50重量%のモリブデン及び0.20〜0.30重量%のバナジウムを含む低合金鋼である。本明細書で用いる高合金鋼という用語は、鉄と5重量%超の合金元素との組合せとして定義される。例えば、高合金鋼の組成の一例は、0.10〜0.15重量%の炭素、0.60〜0.80重量%のニッケル、10.0〜12.0重量%のクロム、1.00〜1.20重量%のモリブデン、0.15〜0.25重量%のバナジウム、0.95〜1.10重量%のタングステン、0.04〜0.07重量%のニオブ及び0.04〜0.07重量%の窒素を含む。本明細書で用いるステンレス鋼という用語は、クロム含有量が約9.0重量%超の高合金鋼として定義される。
【0018】
各溶接継手12は、低合金鋼部品14と高合金鋼部品16の間のクロム勾配を減少させるための手段を含む。クロム勾配を減少させるための手段としては、重量%単位のクロム含有量が漸次増大する複数の溶接ワイヤが挙げられる。例えば、図2に示すように、クロム勾配を減少させるための手段は、3種類の異なる溶接ワイヤ18、20、22を含む。
【0019】
第1の溶接ワイヤ18は、低合金鋼部品14と近接及び/又は接触している。第1の溶接ワイヤ18には、2CrMoワイヤ、2CrMoVワイヤ又は2CrMoWワイヤが挙げられる。第1の溶接ワイヤ18は、約0.10〜0.15重量%の炭素、2.0〜4.0重量%のクロム、0.5〜1.0重量%のモリブデン、0.15〜0.30重量%のバナジウム及び/又は0.15〜0.30重量%のタングステンを含有し得る。
【0020】
第2の溶接ワイヤ20は、高合金鋼部品16と近接及び/又は接触しており、高合金鋼部品16はステンレス鋼部品であってもよい。第2の溶接ワイヤ20は、約0.10〜0.20重量%の炭素、8.0〜10.0重量%のクロム、0.5〜1.0重量%のモリブデン、0.5〜2.50重量%のニッケル及び/又は0.15〜0.20重量%のバナジウムを含有し得る。
【0021】
第3の溶接ワイヤ22は、第1の溶接ワイヤ18と第2の溶接ワイヤ20の間にある。第3の溶接ワイヤ22は、約0.08重量%の炭素、5〜10重量%、好ましくは5.0〜7.0重量%のクロム、0.5〜1.0重量%のモリブデン、0.5〜2.5重量%のニッケル及び/又は0.20重量%未満のバナジウムを含有し得る。
【0022】
低合金鋼部品14と高合金鋼部品16の間のクロム勾配を減少させる手段は、当技術分野で公知の部品溶接法を用いて施工し得る。例えば、アーク溶接法、TIG(GTAW)溶接法、MIG溶接法、レーザ溶接法又はそれらの組合せを用いて、低合金鋼部品14と高合金鋼部品16の間のクロム勾配を減少させる手段を施工することができる。実施に際して、第1の溶接ワイヤ18を低合金鋼部品14に直接施工してもよく、第2の溶接ワイヤ20を高合金鋼部品16に直接施工してもよく、第3の溶接ワイヤ22を第1の溶接ワイヤ18と第2の溶接ワイヤ20の間に施工してもよい。第1、第2及び第3の溶接ワイヤ18,20,22は、任意の順序で施工してもよく、或いは1つの溶接ビードとして同時に施工してもよい。
【0023】
当業者には自明であろうが、低合金鋼部品14と高合金鋼部品16の間のクロム勾配を減少させる手段は4種以上の溶接ワイヤを含んでいてもよい。例えば、図3に示すように、低合金鋼部品14と高合金鋼部品16の間のクロム勾配を減少させるための手段は、5種類の溶接ワイヤを含むことができる。図2に示す実施形態に関して説明した通り、第1の溶接ワイヤ18は、低合金鋼部品14に直接施工することができ、第2の溶接ワイヤ20は高合金鋼部品16に直接施工することができ、第3の溶接ワイヤ22は第1の溶接ワイヤ18と第2の溶接ワイヤ20の間に施工できる。第4及び第5の溶接ワイヤ24,26は、それぞれ、第1の溶接ワイヤ18と第3の溶接ワイヤ22の間及び第3の溶接ワイヤ22と第2の溶接ワイヤ20の間に施工することができる。上記と同様に、5つの溶接ワイヤ18,20,22,24,26は、低合金鋼部品14から高合金鋼部品16に向かって漸次増大する重量%単位のクロムと共に、適量の炭素、モリブデン、ニッケル及びバナジウムを含有し得る。
【0024】
従って、本発明の様々な実施形態では、クロム含有量は低合金鋼部品14のレベルから高合金鋼部品16のレベルへと漸次増大する。その結果、これらの様々な実施形態は、低合金鋼部品14と高合金鋼部品16の間でクロム勾配を徐々に減少させて、溶接継手12で炭素拡散又は炭素偏析が生じるおそれを低減させる。加えて、低合金鋼部品14から高合金鋼部品16へのクロム含有量の漸増に応じて、溶接継手12での熱膨張率も漸増する。従って、クロム含有量の漸増によって、溶接継手12の引張強度及びクリープ強度も増大する。溶接継手12の引張強度及びクリープ強度の増大によって、溶接継手12は、従来よりも高い温度環境で使用できるようになる。
【0025】
本明細書では、本発明を最良の形態を含めて開示するとともに、装置又はシステムの製造・使用及び方法の実施を始め、本発明を当業者が実施できるようにするため、例を用いて説明してきた。本発明の特許性を有する範囲は、特許請求の範囲によって規定され、当業者に自明な他の例も包含する。かかる他の例は、特許請求の範囲の文言上の差のない構成要素を有しているか、或いは特許請求の範囲の文言と実質的な差のない均等な構成要素を有していれば、特許請求の範囲に記載された技術的範囲に属する。
【符号の説明】
【0026】
10 ロータ
12 溶接継手
14 低合金鋼部品
16 高合金鋼部品
18 第1の溶接ワイヤ
20 第2の溶接ワイヤ
22 第3の溶接ワイヤ
24 第4の溶接ワイヤ
26 第5の溶接ワイヤ
【特許請求の範囲】
【請求項1】
(a)クロム含有量約4重量%未満の低合金鋼部品(14)と、
(b)クロム含有量約9重量%超の高合金鋼部品(16)と、
(c)低合金鋼部品(14)と合金鋼部品(16)の間の溶接ビードであって、低合金鋼部品(14)と接触した第1の溶接ワイヤ(18)と、高合金鋼部品(16)と接触した第2の溶接ワイヤ(20)と、第1の溶接ワイヤ(18)と第2の溶接ワイヤ(20)の間の第3の溶接ワイヤ(22)とを含む溶接ビードと
を含む溶接継手(12)であって、第3の溶接ワイヤ(22)の重量%単位のクロム含有量が第1の溶接ワイヤ(18)よりも高くかつ第2の溶接ワイヤ(20)よりも低い、溶接継手(12)。
【請求項2】
前記低合金鋼部品(14)のクロム含有量が約3重量%未満である、請求項1記載の溶接継手(12)。
【請求項3】
第1の溶接ワイヤ(18)の重量%単位のクロム含有量が低合金鋼よりも高い、請求項1又は請求項2記載の溶接継手(12)。
【請求項4】
第1の溶接ワイヤ(18)のクロム含有量が約2〜4重量%である、請求項1乃至請求項3のいずれか1項記載の溶接継手(12)。
【請求項5】
第1の溶接ワイヤ(18)が炭素、モリブデン及びバナジウムを含む、請求項1乃至請求項4のいずれか1項記載の溶接継手(12)。
【請求項6】
第2の溶接ワイヤ(20)の重量%単位のクロム含有量が高合金鋼よりも低い、請求項1乃至請求項5のいずれか1項記載の溶接継手(12)。
【請求項7】
第2の溶接ワイヤ(20)のクロム含有量が約10〜11重量%である、請求項1乃至請求項6のいずれか1項記載の溶接継手(12)。
【請求項8】
第2の溶接ワイヤ(20)が炭素、ニッケル、モリブデン及びバナジウムを含む、請求項1乃至請求項7のいずれか1項記載の溶接継手(12)。
【請求項9】
第3の溶接ワイヤ(22)のクロム含有量が約5〜10重量%である、請求項1乃至請求項8のいずれか1項記載の溶接継手(12)。
【請求項10】
第3の溶接ワイヤ(22)が炭素、ニッケル、モリブデン及びバナジウムを含む、請求項1乃至請求項9のいずれか1項記載の溶接継手(12)。
【請求項11】
第2の溶接ワイヤ(20)が第1の溶接ワイヤ(18)よりも高い熱膨張率を有する、請求項1乃至請求項10のいずれか1項記載の溶接継手(12)。
【請求項12】
(a)低合金鋼部品(14)に対して、それよりも重量%単位のクロム含有量が高い第1の溶接ワイヤ(18)を施工するステップと、
(b)高合金鋼部品(16)に対して、それよりも重量%単位のクロム含有量が低い第2の溶接ワイヤ(20)を施工するステップと、
(c)第1の溶接ワイヤ(18)と第2の溶接ワイヤ(20)の間に、重量%単位のクロム含有量が第1の溶接ワイヤ(18)よりも高くかつ第2の溶接ワイヤ(20)よりも低い第3の溶接ワイヤ(22)を施工するステップと
を含む溶接方法。
【請求項13】
前記低合金鋼部品(14)に対して第1の溶接ワイヤ(18)を直接施工するステップをさらに含む、請求項12記載の方法。
【請求項14】
第1、第2及び第3の溶接ワイヤ(18、20、22)を同時に施工するステップをさらに含む、請求項12又は請求項13記載の方法。
【請求項1】
(a)クロム含有量約4重量%未満の低合金鋼部品(14)と、
(b)クロム含有量約9重量%超の高合金鋼部品(16)と、
(c)低合金鋼部品(14)と合金鋼部品(16)の間の溶接ビードであって、低合金鋼部品(14)と接触した第1の溶接ワイヤ(18)と、高合金鋼部品(16)と接触した第2の溶接ワイヤ(20)と、第1の溶接ワイヤ(18)と第2の溶接ワイヤ(20)の間の第3の溶接ワイヤ(22)とを含む溶接ビードと
を含む溶接継手(12)であって、第3の溶接ワイヤ(22)の重量%単位のクロム含有量が第1の溶接ワイヤ(18)よりも高くかつ第2の溶接ワイヤ(20)よりも低い、溶接継手(12)。
【請求項2】
前記低合金鋼部品(14)のクロム含有量が約3重量%未満である、請求項1記載の溶接継手(12)。
【請求項3】
第1の溶接ワイヤ(18)の重量%単位のクロム含有量が低合金鋼よりも高い、請求項1又は請求項2記載の溶接継手(12)。
【請求項4】
第1の溶接ワイヤ(18)のクロム含有量が約2〜4重量%である、請求項1乃至請求項3のいずれか1項記載の溶接継手(12)。
【請求項5】
第1の溶接ワイヤ(18)が炭素、モリブデン及びバナジウムを含む、請求項1乃至請求項4のいずれか1項記載の溶接継手(12)。
【請求項6】
第2の溶接ワイヤ(20)の重量%単位のクロム含有量が高合金鋼よりも低い、請求項1乃至請求項5のいずれか1項記載の溶接継手(12)。
【請求項7】
第2の溶接ワイヤ(20)のクロム含有量が約10〜11重量%である、請求項1乃至請求項6のいずれか1項記載の溶接継手(12)。
【請求項8】
第2の溶接ワイヤ(20)が炭素、ニッケル、モリブデン及びバナジウムを含む、請求項1乃至請求項7のいずれか1項記載の溶接継手(12)。
【請求項9】
第3の溶接ワイヤ(22)のクロム含有量が約5〜10重量%である、請求項1乃至請求項8のいずれか1項記載の溶接継手(12)。
【請求項10】
第3の溶接ワイヤ(22)が炭素、ニッケル、モリブデン及びバナジウムを含む、請求項1乃至請求項9のいずれか1項記載の溶接継手(12)。
【請求項11】
第2の溶接ワイヤ(20)が第1の溶接ワイヤ(18)よりも高い熱膨張率を有する、請求項1乃至請求項10のいずれか1項記載の溶接継手(12)。
【請求項12】
(a)低合金鋼部品(14)に対して、それよりも重量%単位のクロム含有量が高い第1の溶接ワイヤ(18)を施工するステップと、
(b)高合金鋼部品(16)に対して、それよりも重量%単位のクロム含有量が低い第2の溶接ワイヤ(20)を施工するステップと、
(c)第1の溶接ワイヤ(18)と第2の溶接ワイヤ(20)の間に、重量%単位のクロム含有量が第1の溶接ワイヤ(18)よりも高くかつ第2の溶接ワイヤ(20)よりも低い第3の溶接ワイヤ(22)を施工するステップと
を含む溶接方法。
【請求項13】
前記低合金鋼部品(14)に対して第1の溶接ワイヤ(18)を直接施工するステップをさらに含む、請求項12記載の方法。
【請求項14】
第1、第2及び第3の溶接ワイヤ(18、20、22)を同時に施工するステップをさらに含む、請求項12又は請求項13記載の方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−6079(P2012−6079A)
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【外国語出願】
【出願番号】特願2011−125900(P2011−125900)
【出願日】平成23年6月6日(2011.6.6)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【Fターム(参考)】
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願番号】特願2011−125900(P2011−125900)
【出願日】平成23年6月6日(2011.6.6)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【Fターム(参考)】
[ Back to top ]