
合金鋼製エンドミル
【課題】長期間の使用にわたって、すぐれた耐摩耗性を発揮する合金鋼製エンドミル、表面被覆合金鋼製エンドミルを提供する。
【解決手段】 質量%で、C:2.0〜3.0%、Si:3.0〜6.0%、Cr:9.0〜15.0%、WおよびMoのうちの1種または2種の合計:10.0〜12.0%、V:2.0〜3.0%、Co:3.0〜4.0%、残部はFeおよび不可避不純物からなる高温焼戻し軟化抵抗性を有する合金鋼で工具基体を構成した合金鋼製エンドミル、表面被覆合金鋼製エンドミル。
【解決手段】 質量%で、C:2.0〜3.0%、Si:3.0〜6.0%、Cr:9.0〜15.0%、WおよびMoのうちの1種または2種の合計:10.0〜12.0%、V:2.0〜3.0%、Co:3.0〜4.0%、残部はFeおよび不可避不純物からなる高温焼戻し軟化抵抗性を有する合金鋼で工具基体を構成した合金鋼製エンドミル、表面被覆合金鋼製エンドミル。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、長期の使用にわたってすぐれた耐摩耗性を発揮するエンドミルに関し、特に、高速切削加工時に、刃先が焼戻し温度以上の高温に晒された場合でも優れた高温焼戻し軟化抵抗性を備える合金鋼で工具基体を構成することにより、刃先の硬度低下が防止され、高温下で優れた切削性を発揮する合金鋼製エンドミルおよび工具基体表面に硬質被覆層を蒸着形成した表面被覆合金鋼製エンドミルに関する。
【背景技術】
【0002】
切削工具用の材料としては、合金鋼(JIS SKH、SKD等)、超硬合金、サーメット、cBN、ダイヤモンド等が知られているが、切削工具用合金鋼のなかでは、耐摩耗性と靭性に優れることから高速度工具鋼(JIS SKH)が多用されている。
高速度工具鋼は、C,Cr,W,Mo,V,Co等の合金元素を多量に添加し、特に高温での硬さや耐摩耗性を高めた工具鋼であるが、大別して、溶製により製造する高速度工具鋼と粉末冶金法により製造する粉末高速度工具鋼(粉末ハイスともいう)の2種類がある。
溶製法による場合には、通常の製法により製造し得るものの、粗大炭化物の偏析等による材料の均質化が問題となりやすく、一方、粉末冶金法による場合は、製造工程が複雑でコスト高になるという欠点はあるものの、溶製法により製造が困難である材質をも製造可能とするとともに、均一組織を形成することができるという利点がある。
【0003】
溶製法による高速度工具鋼については、例えば、特許文献1〜5に記載されており、特許文献1によれば、鋼中成分として微量の希土類元素を含有させ、また、共晶炭化物の形態制御を行うことにより、耐衝撃性と切削性能を高めることが知られている。
また、特許文献2によれば、鋼中にVC炭化物を形成することにより耐摩耗性を向上させるとともに、VC炭化物の晶出形態を微細かつ均一化することで靭性を高めることが知られている。
また、特許文献3によれば、鋼中の合金成分およびその含有量を調整することにより、熱間加工性、靭性、耐衝撃性、疲労強度を向上させることが知られている。
また、特許文献4によれば、鋼中の合金成分、特に、C、Si、Cr、Mo,Wの含有量を調整し、C:1.05〜2.00%、Si:0.3〜2.0%(好ましくは、Si:0.3〜1.0%)、Cr:3.0〜5.0%とした上で、0.4≦2Mo/(W+2Mo)×Si≦1.0の関係を満足させることにより、焼戻し硬さが高く、靭性、耐摩耗性を向上させることが知られている。
また、特許文献5によれば、鋼中に高硬度の微細炭化物を形成することにより耐摩耗性、耐熱性、耐焼付き性の向上を図り、さらに、鋳造組織を微細化することにより工具切刃の耐チッピング性の向上を図ることが知られている。
【0004】
粉末冶金法による粉末高速度工具鋼(粉末ハイス)については、例えば、特許文献6,7に記載されており、特許文献6によれば、1.5%を超え2.6%以下のC、6%を超え13%以下のCrをそれぞれ含有させ、Siを1.0%以下とし、かつ、鋼中の(W+2Mo)量及び(C−Ceq)の値を規制するとともに、Nb/Vの値を規制することにより、靭性、耐食性を有し、かつ、高温焼戻し軟化抵抗性を高めた粉末高速度工具鋼を得ることができるとされている。
また、特許文献7によれば、鋼中の合金成分相互の含有量を、一定の関係を満足するように調整することによって、耐摩耗性および靭性を向上させ得るとされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平1−165748号公報
【特許文献2】特開平7−228946号公報
【特許文献3】特開平8−100239号公報
【特許文献4】特開2000−144333号公報
【特許文献5】特許第2573951号明細書
【特許文献6】特開平5−171373号公報
【特許文献7】特開2001−294986号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年の切削技術の進展はめざましく、加えて切削加工における省力化、省エネ化、低コスト化さらに効率化等の要求も強く、これに伴い、ドライ条件での高速切削加工、高能率切削加工も求められているが、上記従来の合金鋼から作製された合金鋼製エンドミルを用い、ドライ高速切削を行ったような場合には、切刃が切削加工時の高熱にさらされるため、合金鋼が高温焼戻し軟化を起こして硬度低下を生じ、その結果、クレータ摩耗等を発生しやすくなり、工具寿命が短くなるという問題があった。
【課題を解決するための手段】
【0007】
そこで、本発明者等は、高熱発生を伴うドライ高速切削を行ったような場合にも、高温焼戻し軟化を生じず、硬度低下の少ない合金鋼製エンドミル、表面被覆合金鋼製エンドミルを提供すべく、鋭意研究を行った結果、次のような知見を得たのである。
【0008】
従来の合金鋼、特に、高速度工具鋼においては、通常その合金成分として、C,Si,Mn,Cr,W,Mo,V,Co等が含有されているが、その合金成分のうちのSiについては、主として脱酸剤としての作用を期待して添加されており、硬さを向上させる作用もあるが、Si含有量が多くなりすぎると、高速度工具鋼の靭性を劣化させることになる(例えば、前記特許文献4参照)ので、靭性に悪影響を与えないという観点から通常は多くても2%以下の範囲内で添加されていた。
【0009】
本発明者等は、C成分、Si成分及びCr成分の含有量と作用に着目し、これらの各成分の含有量を種々に変化させた場合の高温焼戻し軟化特性への影響を調査したところ、鋼中のSi成分の含有量を3.0〜6.0%と高くし、しかも、鋼中のC成分及びCr成分を同時に多量添加した場合には、合金鋼の高温焼戻し軟化特性が大きく改善され、高温に晒された場合でも硬度低下が抑制されることを見出したのである。
なお、ここでいう多量のSiとは、通常の合金鋼において、脱酸剤として添加される量をはるかに超える量をいい、例えば、先に挙げた特許文献1〜6の高速度工具鋼におけるSi含有量は、最大で2質量%であり(なお、特許文献4においては、2%を超える過度の添加は、偏析による靭性の低下を招くとしている)、最大3質量%のSiを含有し得るとしている特許文献7においても、Si含有量の好ましい上限値は1%(段落0022参照)とされており、本発明者等は3質量%以上のSiを添加すると同時にC及びCrの多量添加を行うことによって、従来技術からは予期し得ない程度に合金鋼の高温焼戻し軟化特性が大きく改善されることを見出したのであり、また、この合金鋼によって構成されたエンドミルはすぐれた切削性能を備えることを見出したのである。
【0010】
この発明は、上記の知見に基づいてなされたものであって、
「(1)質量%で、C:2.0〜3.0%、Si:3.0〜6.0%、Cr:9.0〜15.0%、WおよびMoのうちの1種または2種の合計:10.0〜12.0%、V:2.0〜3.0%、Co:3.0〜4.0%、残部はFeおよび不可避不純物からなる高温焼戻し軟化抵抗性を備える合金鋼で構成したことを特徴とする合金鋼製エンドミル。
(2) 前記(1)記載の高温焼戻し軟化抵抗性を備える合金鋼を基体とし、該基体表面に硬質被覆層を蒸着形成したことを特徴とする表面被覆合金鋼製エンドミル。」
に特徴を有するものである。
【0011】
この発明について、以下に詳細に説明する。
まず、この発明の合金鋼製エンドミルを構成する合金鋼の合金成分組成範囲についての数値限定理由は次の通りである。
【0012】
C:2.0〜3.0質量%(以下においては、質量%を単に%で示す)
Cは、焼入れ状態でその一部がマトリックスに固溶してマトリックスを強化し、また、一部は、W,Mo,Cr,Vと結合して炭化物を形成し、合金鋼の硬さと耐摩耗性を向上させる。
C含有量が2.0%未満では、硬さと耐摩耗性向上を期待できないばかりか、後述するSiとの相互作用によって、高温焼戻し軟化特性の改善を図ることができない。また、C含有量が3.0%を超えると、硬くなり過ぎて靭性劣化が生じるようになり、また、不均一なミクロ組織の形成により材質の均質性が担保できなくなることから、C含有量は2.0〜3.0%と定めた。
【0013】
Si:3.0〜6.0%
通常の合金鋼の場合と同様に、Siは脱酸剤としての作用を有する。
さらに、この発明においては、合金鋼の高温焼戻し軟化特性の改善を図る上で、上記Cおよび後記するCrとともに重要な合金成分である。
Si含有量が3.0%未満では軟化特性の向上に寄与がみられず、一方、Si含有量が6.0%を超えると靭性が大幅に低下するため、Si含有量は3.0〜6.0%と定めた。
【0014】
Cr:9.0〜15.0%
Crは、鋼の焼入れ性を確保するとともに、熱処理時の耐酸化性を高め、またSiと同時に大量添加すると軟化特性向上に寄与するために9.0%以上のCrの含有を必要とし、一方、Cr含有量が15.0%を超えると、Cr炭化物が偏析し加工性が劣化するだけでなく靭性が大幅に低下するため、Cr添加量は、9.0〜15.0%と定めた。
【0015】
本発明者等は、合金鋼の合金成分である上記のC,Si,Crの含有量と、焼戻し温度、高温硬さの関連について詳細な調査を行った。
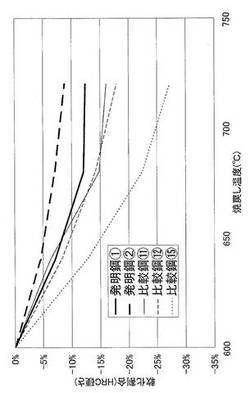
図1に、各種の鋼についての、焼戻し温度(℃)による高温硬さ変化(軟化割合(HRC硬さ))の一例を示す。
図1において、鋼中のC、SiおよびCrの各含有量は、次のとおりである。
本発明鋼1−A: 2.1%C,4.0%Si,9.1%Cr、
かつ、C+Si+Cr=15.2%
本発明鋼2−A: 2.5%C,4.0%Si,12.0%Cr、
かつ、C+Si+Cr=18.5%
比較鋼11−A: 2.1%C、4.0%Si、3.8%Cr、
比較鋼12−A: 2.5%C、4.0%Si、4.1%Cr、
比較鋼15−A: 1.0%C,0.2%Si,4.0%Cr、
ここで、上記比較鋼15は、C,Si,Cr含有量のいずれもが、本発明の組成範囲を外れる従来鋼であり、また、比較鋼11,12は、C含有量およびSi含有量は本発明の範囲内であるが、Cr含有量が本発明の範囲外のものである。
図1において、600℃の焼戻し温度における硬さ(H600)を基準とし、焼戻し温度T(℃)(但し、T≧600)における硬さをHTとした場合の、焼戻し温度による硬さ低下の度合い示す指標である軟化割合(但し、軟化割合(%)=(HT−H600)×100/H600)をみると、Si含有量の多い比較鋼11、比較鋼12は、比較鋼15に比しすぐれた軟化抵抗性を有するが、SiとともにCrを同時に多量添加した本発明鋼1、本発明鋼2は、比較鋼15ばかりか、比較鋼11、比較鋼12に対しても一段と優れた焼き戻し軟化抵抗性を有することが分かる。
【0016】
本発明で高温焼戻し軟化抵抗性が向上する理由は未だ十分に解明されているとはいえないが、おそらく、600〜700℃の温度範囲では、鋼中に多量に含有されているSiがセメンタイト形成を抑制するとともに、セメンタイトに固溶したCrが連続的に炭化物を形成することでセメンタイトの凝集・粗大化を遅らせ、焼戻し時の母相の軟化が遅れると考えられる。
加えてSi、Crを同時添加することで母相中にSiとCrの金属間化合物が形成され、焼戻し二次硬化ピークが高温側に移動し、焼戻し時の軟化開始点が高温側になると考えられる。
これらの効果により高温焼戻し軟化抵抗が大幅に向上していると推測される。
【0017】
WおよびMoのうちの1種または2種の合計:10.0〜12.0%
Wは、MC型やM6C型の炭化物を形成すると共に、その一部がマトリックス中に固溶し、耐摩耗性、高温焼戻し軟化抵抗性を向上させるが、Wの含有量が過剰になると、炭化物の粗大化を招き、靭性も低下する。
また、Moは、Wと同様に、MC型やM6C型の炭化物を形成して耐摩耗性、高温焼戻し軟化抵抗性を高めるとともに、靭性を向上させるが、Moの含有量が過剰になると、結晶粒が粗大化し脆弱になるとともに、熱処理時に脱炭を生じやすくなる。
したがって、耐摩耗性、高温焼戻し軟化抵抗性を向上させるためには、WおよびMoのうちの1種または2種の合計は10.0%以上必要であるが、その合計量が12.0%を超えると、炭化物の粗大化、結晶粒の粗大化による靭性の低下等が生じるようになるので、WおよびMoのうちの1種または2種の含有量は、10.0〜12.0%と定めた。
【0018】
V:2.0〜3.0%
Vは、強力な炭化物形成元素で、Cと結合することによってMC型の微細な炭化物を形成し、耐摩耗性の向上に効果がある。また、Vは、結晶粒の微細化作用を有し、結晶粒の粗大化による靭性の低下を防止するとともに、高温焼戻し軟化抵抗性を高める。このような効果を発揮させるためには、2.0%以上含有させる必要があるが、過剰に含有されると研削性を害するのでその上限は3.0%に定めた。
【0019】
Co:3.0〜4.0%
Coは、それ自体は炭化物を形成しないが、マトリックスに固溶することによって、耐熱性、耐摩耗性、高温焼戻し軟化抵抗性を高める。これらの効果を得るためには、3.0%以上の含有が必要であるが、過剰に含有されると、炭化物の偏析を助長したり脱炭を促進することから、その上限は4.0%と定めた。
【0020】
Mn:
本発明では、Siを多量に含有し、これが脱酸剤として作用することから、Si同様に脱酸剤として作用するMnの添加は必ずしも必要でないが、Mnには焼入れ性向上作用もあるので、1.0%以下の範囲内で添加することができる。
【0021】
上記のとおり、本発明の合金鋼は、質量%で、C:2.0〜3.0%、Si:3.0〜6.0%、Cr:9.0〜15.0%、WおよびMoのうちの1種または2種の合計:10.0〜12.0%、V:2.0〜3.0%、Co:3.0〜4.0%、残部はFeからなるが、前記のとおり、1.0%以下のMnを含有することが許容されるとともに、不可避不純物として、本発明の合金鋼の高温焼戻し軟化抵抗性に影響を与えない範囲内でのP,S,N,Ni,Nb,Cu,As,Sb等の含有が許容される。
【0022】
また、本発明の合金鋼の高温焼戻し軟化抵抗性を実験により定量化したところ、600〜700℃における軟化割合(%)を、
軟化割合(%)=(HT−H600)×100/H600
で表した場合、本発明の合金鋼では、上記軟化割合(%)は0〜−15%の範囲内であることを確認した。
ここで、軟化割合(%)とは、600℃の焼戻し温度における硬さ(H600)を基準とし、焼戻し温度T(℃)(但し、600≦T≦700)における硬さをHTとした場合の、焼戻し温度による硬さ低下の度合い示す指標である。
【0023】
また、本発明では、合金鋼製エンドミルを基体とし、その表面に、AlとTiの複合窒化物層、AlとTiとSiの複合窒化物層、AlとCrの複合窒化物層等の当業者に既によく知られている硬質被覆層を蒸着形成することにより、表面被覆合金鋼製エンドミルとして利用することができる。
上記の硬質被覆層を蒸着形成した表面被覆合金鋼製エンドミルは、耐熱性、耐摩耗性が一段と向上し、高温切削条件下でさらに優れた切削性を発揮するものである。
【発明の効果】
【0024】
本発明の合金鋼製エンドミル、表面被覆合金鋼製エンドミルは、特に、合金成分としてのCを2.0〜3.0%とした上で、Si添加量およびCr添加量を高め、Si含有量を3.0〜6.0%、Cr含有量を9.0〜15.0%としたことにより、600〜700℃の温度範囲で焼戻しを行った場合でもすぐれた高温焼戻し軟化抵抗性を示すことから、高温にさらされる高速切削条件下であっても、刃先の軟化(硬度低下)が生じることがないために、長期の使用に亘って、すぐれた切削性能を発揮することができる。
【図面の簡単な説明】
【0025】
【図1】本発明鋼および比較鋼に焼戻しを行った場合の、焼戻し温度(℃)と軟化割合(%)との関係を示すグラフである。
【発明を実施するための形態】
【0026】
本発明を実施例により、以下に説明する。
【実施例】
【0027】
窒素ガスアトマイズ法によって製造した所定の成分組成を有する粉末を、カプセルに充填・脱気後、温度1150℃×圧力100MPaにてHIP処理(熱間静水圧プレス処理)し、表1に示す成分組成を有する本発明の粉末合金鋼1〜10(以下、本発明鋼1〜10という)を作製した。
また、同様にして、本発明から外れる成分組成を有する比較例の粉末合金鋼11〜15(以下、比較例鋼11〜15という)を作製した。
同じく表1に、比較例鋼11〜15の成分組成を示す。
【0028】
【表1】

【0029】
上記本発明鋼1〜10について、表2に示す条件で熱処理を行い、本発明鋼1−A〜1−D,本発明鋼2−A〜2−D,本発明鋼3−A、3−B,本発明鋼4−A、4−B,本発明鋼5−A、5−B,本発明鋼6−A、6−B,本発明鋼7−A、7−B,本発明鋼8−A、8−B,本発明鋼9−A、9−B,本発明鋼10−A、10−Bを作製した。
同様に、比較例鋼11〜15についても、表3に示す条件で熱処理を行い、比較例鋼11−A〜11−D,比較例鋼12−A〜12−D,比較例鋼13−A、13−B,比較例鋼14−A、14−B,比較例鋼15−A、15−Bを作製した。
即ち、850〜950℃×60〜90分の条件でオーステナイト化処理を行った後、1130〜1180℃×30分間保持で焼入れし、その後、600〜700℃×1時間保持、戻し回数3回で焼戻しを行った。
【0030】
それぞれについて、焼入れ硬さ、600℃における硬さ(H600)、所定の焼戻し温度Tにおける硬さ(HT)をロックウェル硬度計で測定(いずれも5点測定の平均値)することにより硬度を求め、その硬度値から
軟化割合(%)(=(HT−H600)×100/H600)
を算出した。
これらの値を、表2、表3に示す。
なお、本発明鋼1−A、本発明鋼2−A、比較例鋼11−A、比較例鋼12−A、比較例鋼15−Aについては、焼戻し温度と硬さの関係を、図1に示した。
【0031】
【表2】
【0032】
【表3】
【0033】
表2、表3および図1から明らかなように、600〜700℃という高温焼戻しが行われた場合でも、本発明鋼1〜10は、すぐれた焼戻し硬さ(HRCは50以上)を有するとともに、比較例鋼11〜15に比してすぐれた高温焼戻し軟化抵抗性を示し、例えば、焼戻し温度700℃における軟化割合(%)は最大でも−9%(本発明鋼2−D)であった。
これに対して、比較例鋼11〜15は、本発明鋼1〜10に比して、高温焼戻し軟化抵抗性が劣り、例えば、焼戻し温度700℃における軟化割合(%)は、−18%(比較例鋼12−D),−27%(比較例鋼13−B)であって、高温焼戻し軟化抵抗性が十分であるとは言えない。
【0034】
次に、上記で作製した表1に示す成分組成の本発明鋼1〜10を素材として、機械加工にて、切刃部の直径×長さがそれぞれ10mm×25mmの寸法を有し、また、いずれもねじれ角45度の4枚刃スクエア形状をもった本発明合金鋼製エンドミル(以下、本発明エンドミルという)1〜10をそれぞれ製造した。
同様に、比較例鋼11〜15についても、比較例エンドミル11〜15を作製した。
【0035】
ついで、上記本発明エンドミル1〜10および比較例エンドミル11〜15のそれぞれに対して、(Al0.6,Ti0.4)Nからなる層厚5μmの硬質被覆層をアークイオンプレーティングにより蒸着形成することにより、本発明合金鋼製エンドミル(本発明被覆エンドミルという)1〜10および比較例合金製エンドミル(比較例被覆エンドミルという)11〜15を作製した。
【0036】
上記硬質被覆層を蒸着形成した本発明被覆エンドミル1〜10および比較例被覆エンドミル11〜15を用いて、次の条件で側面切削加工試験を行ない、切削性能を評価した。
被削材−平面:100mm×250mm、厚さ:50mmの寸法のJIS・S50Cの板材、
切削速度: 90 m/min.、
半径方向切込み量: 20.0 mm、
軸方向切込み量: 1.5 mm、
テーブル送り: 802 mm/分、
の条件での炭素鋼の乾式高速溝切削加工試験(通常の切削速度は60m/min.)。
上記の溝切削加工試験で、切刃部の外周刃の逃げ面摩耗幅が、使用寿命の目安とされる0.3mmに至るまでの切削溝長を測定した。
上記の結果を表4に示した。
【0037】
【表4】
【0038】
表4に示す結果から、本発明被覆エンドミル1〜10は切削加工時の高温にさらされても、切刃部の高温焼戻し軟化抵抗性が高いことから、軟化(硬度低下)によるクレーター摩耗の発生はなく、また、欠損等の異常損傷を生じることもなく、正常な摩耗形態をとり、切削長は90m以上であり、すぐれた切削性能を示した。
これに対して、比較例被覆エンドミル11〜15は、本発明被覆エンドミル1〜10に比べ軟化抵抗が低いことから、硬度低下によるクレーター摩耗等の異常摩耗が生じ、切削長も90m未満であって、短寿命であった。
【産業上の利用可能性】
【0039】
上記のとおり、本発明の合金鋼製エンドミル、表面被覆合金鋼製エンドミルは、すぐれた高温焼戻し軟化抵抗性を有し、刃先の硬度低下が防止される結果、高熱を発生する切削条件下で、すぐれた切削性能、耐摩耗性を発揮し、また、長寿命であることから、産業上の有益性が非常に大きいといえる。
【技術分野】
【0001】
この発明は、長期の使用にわたってすぐれた耐摩耗性を発揮するエンドミルに関し、特に、高速切削加工時に、刃先が焼戻し温度以上の高温に晒された場合でも優れた高温焼戻し軟化抵抗性を備える合金鋼で工具基体を構成することにより、刃先の硬度低下が防止され、高温下で優れた切削性を発揮する合金鋼製エンドミルおよび工具基体表面に硬質被覆層を蒸着形成した表面被覆合金鋼製エンドミルに関する。
【背景技術】
【0002】
切削工具用の材料としては、合金鋼(JIS SKH、SKD等)、超硬合金、サーメット、cBN、ダイヤモンド等が知られているが、切削工具用合金鋼のなかでは、耐摩耗性と靭性に優れることから高速度工具鋼(JIS SKH)が多用されている。
高速度工具鋼は、C,Cr,W,Mo,V,Co等の合金元素を多量に添加し、特に高温での硬さや耐摩耗性を高めた工具鋼であるが、大別して、溶製により製造する高速度工具鋼と粉末冶金法により製造する粉末高速度工具鋼(粉末ハイスともいう)の2種類がある。
溶製法による場合には、通常の製法により製造し得るものの、粗大炭化物の偏析等による材料の均質化が問題となりやすく、一方、粉末冶金法による場合は、製造工程が複雑でコスト高になるという欠点はあるものの、溶製法により製造が困難である材質をも製造可能とするとともに、均一組織を形成することができるという利点がある。
【0003】
溶製法による高速度工具鋼については、例えば、特許文献1〜5に記載されており、特許文献1によれば、鋼中成分として微量の希土類元素を含有させ、また、共晶炭化物の形態制御を行うことにより、耐衝撃性と切削性能を高めることが知られている。
また、特許文献2によれば、鋼中にVC炭化物を形成することにより耐摩耗性を向上させるとともに、VC炭化物の晶出形態を微細かつ均一化することで靭性を高めることが知られている。
また、特許文献3によれば、鋼中の合金成分およびその含有量を調整することにより、熱間加工性、靭性、耐衝撃性、疲労強度を向上させることが知られている。
また、特許文献4によれば、鋼中の合金成分、特に、C、Si、Cr、Mo,Wの含有量を調整し、C:1.05〜2.00%、Si:0.3〜2.0%(好ましくは、Si:0.3〜1.0%)、Cr:3.0〜5.0%とした上で、0.4≦2Mo/(W+2Mo)×Si≦1.0の関係を満足させることにより、焼戻し硬さが高く、靭性、耐摩耗性を向上させることが知られている。
また、特許文献5によれば、鋼中に高硬度の微細炭化物を形成することにより耐摩耗性、耐熱性、耐焼付き性の向上を図り、さらに、鋳造組織を微細化することにより工具切刃の耐チッピング性の向上を図ることが知られている。
【0004】
粉末冶金法による粉末高速度工具鋼(粉末ハイス)については、例えば、特許文献6,7に記載されており、特許文献6によれば、1.5%を超え2.6%以下のC、6%を超え13%以下のCrをそれぞれ含有させ、Siを1.0%以下とし、かつ、鋼中の(W+2Mo)量及び(C−Ceq)の値を規制するとともに、Nb/Vの値を規制することにより、靭性、耐食性を有し、かつ、高温焼戻し軟化抵抗性を高めた粉末高速度工具鋼を得ることができるとされている。
また、特許文献7によれば、鋼中の合金成分相互の含有量を、一定の関係を満足するように調整することによって、耐摩耗性および靭性を向上させ得るとされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平1−165748号公報
【特許文献2】特開平7−228946号公報
【特許文献3】特開平8−100239号公報
【特許文献4】特開2000−144333号公報
【特許文献5】特許第2573951号明細書
【特許文献6】特開平5−171373号公報
【特許文献7】特開2001−294986号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年の切削技術の進展はめざましく、加えて切削加工における省力化、省エネ化、低コスト化さらに効率化等の要求も強く、これに伴い、ドライ条件での高速切削加工、高能率切削加工も求められているが、上記従来の合金鋼から作製された合金鋼製エンドミルを用い、ドライ高速切削を行ったような場合には、切刃が切削加工時の高熱にさらされるため、合金鋼が高温焼戻し軟化を起こして硬度低下を生じ、その結果、クレータ摩耗等を発生しやすくなり、工具寿命が短くなるという問題があった。
【課題を解決するための手段】
【0007】
そこで、本発明者等は、高熱発生を伴うドライ高速切削を行ったような場合にも、高温焼戻し軟化を生じず、硬度低下の少ない合金鋼製エンドミル、表面被覆合金鋼製エンドミルを提供すべく、鋭意研究を行った結果、次のような知見を得たのである。
【0008】
従来の合金鋼、特に、高速度工具鋼においては、通常その合金成分として、C,Si,Mn,Cr,W,Mo,V,Co等が含有されているが、その合金成分のうちのSiについては、主として脱酸剤としての作用を期待して添加されており、硬さを向上させる作用もあるが、Si含有量が多くなりすぎると、高速度工具鋼の靭性を劣化させることになる(例えば、前記特許文献4参照)ので、靭性に悪影響を与えないという観点から通常は多くても2%以下の範囲内で添加されていた。
【0009】
本発明者等は、C成分、Si成分及びCr成分の含有量と作用に着目し、これらの各成分の含有量を種々に変化させた場合の高温焼戻し軟化特性への影響を調査したところ、鋼中のSi成分の含有量を3.0〜6.0%と高くし、しかも、鋼中のC成分及びCr成分を同時に多量添加した場合には、合金鋼の高温焼戻し軟化特性が大きく改善され、高温に晒された場合でも硬度低下が抑制されることを見出したのである。
なお、ここでいう多量のSiとは、通常の合金鋼において、脱酸剤として添加される量をはるかに超える量をいい、例えば、先に挙げた特許文献1〜6の高速度工具鋼におけるSi含有量は、最大で2質量%であり(なお、特許文献4においては、2%を超える過度の添加は、偏析による靭性の低下を招くとしている)、最大3質量%のSiを含有し得るとしている特許文献7においても、Si含有量の好ましい上限値は1%(段落0022参照)とされており、本発明者等は3質量%以上のSiを添加すると同時にC及びCrの多量添加を行うことによって、従来技術からは予期し得ない程度に合金鋼の高温焼戻し軟化特性が大きく改善されることを見出したのであり、また、この合金鋼によって構成されたエンドミルはすぐれた切削性能を備えることを見出したのである。
【0010】
この発明は、上記の知見に基づいてなされたものであって、
「(1)質量%で、C:2.0〜3.0%、Si:3.0〜6.0%、Cr:9.0〜15.0%、WおよびMoのうちの1種または2種の合計:10.0〜12.0%、V:2.0〜3.0%、Co:3.0〜4.0%、残部はFeおよび不可避不純物からなる高温焼戻し軟化抵抗性を備える合金鋼で構成したことを特徴とする合金鋼製エンドミル。
(2) 前記(1)記載の高温焼戻し軟化抵抗性を備える合金鋼を基体とし、該基体表面に硬質被覆層を蒸着形成したことを特徴とする表面被覆合金鋼製エンドミル。」
に特徴を有するものである。
【0011】
この発明について、以下に詳細に説明する。
まず、この発明の合金鋼製エンドミルを構成する合金鋼の合金成分組成範囲についての数値限定理由は次の通りである。
【0012】
C:2.0〜3.0質量%(以下においては、質量%を単に%で示す)
Cは、焼入れ状態でその一部がマトリックスに固溶してマトリックスを強化し、また、一部は、W,Mo,Cr,Vと結合して炭化物を形成し、合金鋼の硬さと耐摩耗性を向上させる。
C含有量が2.0%未満では、硬さと耐摩耗性向上を期待できないばかりか、後述するSiとの相互作用によって、高温焼戻し軟化特性の改善を図ることができない。また、C含有量が3.0%を超えると、硬くなり過ぎて靭性劣化が生じるようになり、また、不均一なミクロ組織の形成により材質の均質性が担保できなくなることから、C含有量は2.0〜3.0%と定めた。
【0013】
Si:3.0〜6.0%
通常の合金鋼の場合と同様に、Siは脱酸剤としての作用を有する。
さらに、この発明においては、合金鋼の高温焼戻し軟化特性の改善を図る上で、上記Cおよび後記するCrとともに重要な合金成分である。
Si含有量が3.0%未満では軟化特性の向上に寄与がみられず、一方、Si含有量が6.0%を超えると靭性が大幅に低下するため、Si含有量は3.0〜6.0%と定めた。
【0014】
Cr:9.0〜15.0%
Crは、鋼の焼入れ性を確保するとともに、熱処理時の耐酸化性を高め、またSiと同時に大量添加すると軟化特性向上に寄与するために9.0%以上のCrの含有を必要とし、一方、Cr含有量が15.0%を超えると、Cr炭化物が偏析し加工性が劣化するだけでなく靭性が大幅に低下するため、Cr添加量は、9.0〜15.0%と定めた。
【0015】
本発明者等は、合金鋼の合金成分である上記のC,Si,Crの含有量と、焼戻し温度、高温硬さの関連について詳細な調査を行った。
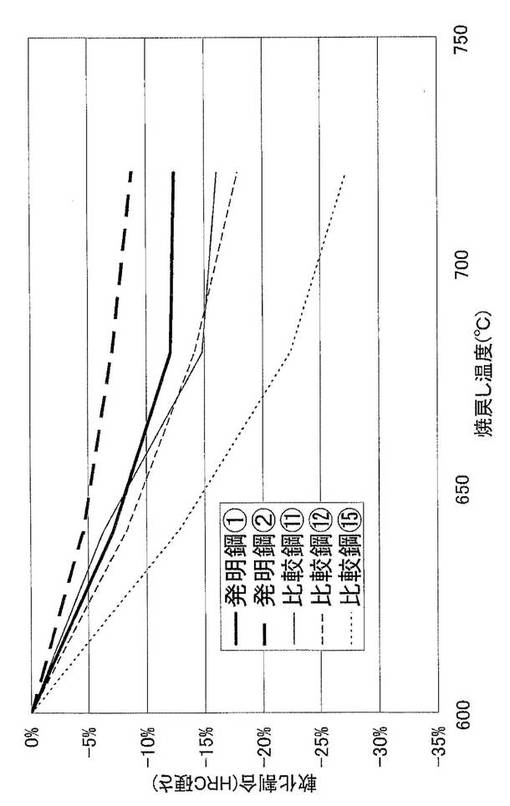
図1に、各種の鋼についての、焼戻し温度(℃)による高温硬さ変化(軟化割合(HRC硬さ))の一例を示す。
図1において、鋼中のC、SiおよびCrの各含有量は、次のとおりである。
本発明鋼1−A: 2.1%C,4.0%Si,9.1%Cr、
かつ、C+Si+Cr=15.2%
本発明鋼2−A: 2.5%C,4.0%Si,12.0%Cr、
かつ、C+Si+Cr=18.5%
比較鋼11−A: 2.1%C、4.0%Si、3.8%Cr、
比較鋼12−A: 2.5%C、4.0%Si、4.1%Cr、
比較鋼15−A: 1.0%C,0.2%Si,4.0%Cr、
ここで、上記比較鋼15は、C,Si,Cr含有量のいずれもが、本発明の組成範囲を外れる従来鋼であり、また、比較鋼11,12は、C含有量およびSi含有量は本発明の範囲内であるが、Cr含有量が本発明の範囲外のものである。
図1において、600℃の焼戻し温度における硬さ(H600)を基準とし、焼戻し温度T(℃)(但し、T≧600)における硬さをHTとした場合の、焼戻し温度による硬さ低下の度合い示す指標である軟化割合(但し、軟化割合(%)=(HT−H600)×100/H600)をみると、Si含有量の多い比較鋼11、比較鋼12は、比較鋼15に比しすぐれた軟化抵抗性を有するが、SiとともにCrを同時に多量添加した本発明鋼1、本発明鋼2は、比較鋼15ばかりか、比較鋼11、比較鋼12に対しても一段と優れた焼き戻し軟化抵抗性を有することが分かる。
【0016】
本発明で高温焼戻し軟化抵抗性が向上する理由は未だ十分に解明されているとはいえないが、おそらく、600〜700℃の温度範囲では、鋼中に多量に含有されているSiがセメンタイト形成を抑制するとともに、セメンタイトに固溶したCrが連続的に炭化物を形成することでセメンタイトの凝集・粗大化を遅らせ、焼戻し時の母相の軟化が遅れると考えられる。
加えてSi、Crを同時添加することで母相中にSiとCrの金属間化合物が形成され、焼戻し二次硬化ピークが高温側に移動し、焼戻し時の軟化開始点が高温側になると考えられる。
これらの効果により高温焼戻し軟化抵抗が大幅に向上していると推測される。
【0017】
WおよびMoのうちの1種または2種の合計:10.0〜12.0%
Wは、MC型やM6C型の炭化物を形成すると共に、その一部がマトリックス中に固溶し、耐摩耗性、高温焼戻し軟化抵抗性を向上させるが、Wの含有量が過剰になると、炭化物の粗大化を招き、靭性も低下する。
また、Moは、Wと同様に、MC型やM6C型の炭化物を形成して耐摩耗性、高温焼戻し軟化抵抗性を高めるとともに、靭性を向上させるが、Moの含有量が過剰になると、結晶粒が粗大化し脆弱になるとともに、熱処理時に脱炭を生じやすくなる。
したがって、耐摩耗性、高温焼戻し軟化抵抗性を向上させるためには、WおよびMoのうちの1種または2種の合計は10.0%以上必要であるが、その合計量が12.0%を超えると、炭化物の粗大化、結晶粒の粗大化による靭性の低下等が生じるようになるので、WおよびMoのうちの1種または2種の含有量は、10.0〜12.0%と定めた。
【0018】
V:2.0〜3.0%
Vは、強力な炭化物形成元素で、Cと結合することによってMC型の微細な炭化物を形成し、耐摩耗性の向上に効果がある。また、Vは、結晶粒の微細化作用を有し、結晶粒の粗大化による靭性の低下を防止するとともに、高温焼戻し軟化抵抗性を高める。このような効果を発揮させるためには、2.0%以上含有させる必要があるが、過剰に含有されると研削性を害するのでその上限は3.0%に定めた。
【0019】
Co:3.0〜4.0%
Coは、それ自体は炭化物を形成しないが、マトリックスに固溶することによって、耐熱性、耐摩耗性、高温焼戻し軟化抵抗性を高める。これらの効果を得るためには、3.0%以上の含有が必要であるが、過剰に含有されると、炭化物の偏析を助長したり脱炭を促進することから、その上限は4.0%と定めた。
【0020】
Mn:
本発明では、Siを多量に含有し、これが脱酸剤として作用することから、Si同様に脱酸剤として作用するMnの添加は必ずしも必要でないが、Mnには焼入れ性向上作用もあるので、1.0%以下の範囲内で添加することができる。
【0021】
上記のとおり、本発明の合金鋼は、質量%で、C:2.0〜3.0%、Si:3.0〜6.0%、Cr:9.0〜15.0%、WおよびMoのうちの1種または2種の合計:10.0〜12.0%、V:2.0〜3.0%、Co:3.0〜4.0%、残部はFeからなるが、前記のとおり、1.0%以下のMnを含有することが許容されるとともに、不可避不純物として、本発明の合金鋼の高温焼戻し軟化抵抗性に影響を与えない範囲内でのP,S,N,Ni,Nb,Cu,As,Sb等の含有が許容される。
【0022】
また、本発明の合金鋼の高温焼戻し軟化抵抗性を実験により定量化したところ、600〜700℃における軟化割合(%)を、
軟化割合(%)=(HT−H600)×100/H600
で表した場合、本発明の合金鋼では、上記軟化割合(%)は0〜−15%の範囲内であることを確認した。
ここで、軟化割合(%)とは、600℃の焼戻し温度における硬さ(H600)を基準とし、焼戻し温度T(℃)(但し、600≦T≦700)における硬さをHTとした場合の、焼戻し温度による硬さ低下の度合い示す指標である。
【0023】
また、本発明では、合金鋼製エンドミルを基体とし、その表面に、AlとTiの複合窒化物層、AlとTiとSiの複合窒化物層、AlとCrの複合窒化物層等の当業者に既によく知られている硬質被覆層を蒸着形成することにより、表面被覆合金鋼製エンドミルとして利用することができる。
上記の硬質被覆層を蒸着形成した表面被覆合金鋼製エンドミルは、耐熱性、耐摩耗性が一段と向上し、高温切削条件下でさらに優れた切削性を発揮するものである。
【発明の効果】
【0024】
本発明の合金鋼製エンドミル、表面被覆合金鋼製エンドミルは、特に、合金成分としてのCを2.0〜3.0%とした上で、Si添加量およびCr添加量を高め、Si含有量を3.0〜6.0%、Cr含有量を9.0〜15.0%としたことにより、600〜700℃の温度範囲で焼戻しを行った場合でもすぐれた高温焼戻し軟化抵抗性を示すことから、高温にさらされる高速切削条件下であっても、刃先の軟化(硬度低下)が生じることがないために、長期の使用に亘って、すぐれた切削性能を発揮することができる。
【図面の簡単な説明】
【0025】
【図1】本発明鋼および比較鋼に焼戻しを行った場合の、焼戻し温度(℃)と軟化割合(%)との関係を示すグラフである。
【発明を実施するための形態】
【0026】
本発明を実施例により、以下に説明する。
【実施例】
【0027】
窒素ガスアトマイズ法によって製造した所定の成分組成を有する粉末を、カプセルに充填・脱気後、温度1150℃×圧力100MPaにてHIP処理(熱間静水圧プレス処理)し、表1に示す成分組成を有する本発明の粉末合金鋼1〜10(以下、本発明鋼1〜10という)を作製した。
また、同様にして、本発明から外れる成分組成を有する比較例の粉末合金鋼11〜15(以下、比較例鋼11〜15という)を作製した。
同じく表1に、比較例鋼11〜15の成分組成を示す。
【0028】
【表1】
【0029】
上記本発明鋼1〜10について、表2に示す条件で熱処理を行い、本発明鋼1−A〜1−D,本発明鋼2−A〜2−D,本発明鋼3−A、3−B,本発明鋼4−A、4−B,本発明鋼5−A、5−B,本発明鋼6−A、6−B,本発明鋼7−A、7−B,本発明鋼8−A、8−B,本発明鋼9−A、9−B,本発明鋼10−A、10−Bを作製した。
同様に、比較例鋼11〜15についても、表3に示す条件で熱処理を行い、比較例鋼11−A〜11−D,比較例鋼12−A〜12−D,比較例鋼13−A、13−B,比較例鋼14−A、14−B,比較例鋼15−A、15−Bを作製した。
即ち、850〜950℃×60〜90分の条件でオーステナイト化処理を行った後、1130〜1180℃×30分間保持で焼入れし、その後、600〜700℃×1時間保持、戻し回数3回で焼戻しを行った。
【0030】
それぞれについて、焼入れ硬さ、600℃における硬さ(H600)、所定の焼戻し温度Tにおける硬さ(HT)をロックウェル硬度計で測定(いずれも5点測定の平均値)することにより硬度を求め、その硬度値から
軟化割合(%)(=(HT−H600)×100/H600)
を算出した。
これらの値を、表2、表3に示す。
なお、本発明鋼1−A、本発明鋼2−A、比較例鋼11−A、比較例鋼12−A、比較例鋼15−Aについては、焼戻し温度と硬さの関係を、図1に示した。
【0031】
【表2】
【0032】
【表3】
【0033】
表2、表3および図1から明らかなように、600〜700℃という高温焼戻しが行われた場合でも、本発明鋼1〜10は、すぐれた焼戻し硬さ(HRCは50以上)を有するとともに、比較例鋼11〜15に比してすぐれた高温焼戻し軟化抵抗性を示し、例えば、焼戻し温度700℃における軟化割合(%)は最大でも−9%(本発明鋼2−D)であった。
これに対して、比較例鋼11〜15は、本発明鋼1〜10に比して、高温焼戻し軟化抵抗性が劣り、例えば、焼戻し温度700℃における軟化割合(%)は、−18%(比較例鋼12−D),−27%(比較例鋼13−B)であって、高温焼戻し軟化抵抗性が十分であるとは言えない。
【0034】
次に、上記で作製した表1に示す成分組成の本発明鋼1〜10を素材として、機械加工にて、切刃部の直径×長さがそれぞれ10mm×25mmの寸法を有し、また、いずれもねじれ角45度の4枚刃スクエア形状をもった本発明合金鋼製エンドミル(以下、本発明エンドミルという)1〜10をそれぞれ製造した。
同様に、比較例鋼11〜15についても、比較例エンドミル11〜15を作製した。
【0035】
ついで、上記本発明エンドミル1〜10および比較例エンドミル11〜15のそれぞれに対して、(Al0.6,Ti0.4)Nからなる層厚5μmの硬質被覆層をアークイオンプレーティングにより蒸着形成することにより、本発明合金鋼製エンドミル(本発明被覆エンドミルという)1〜10および比較例合金製エンドミル(比較例被覆エンドミルという)11〜15を作製した。
【0036】
上記硬質被覆層を蒸着形成した本発明被覆エンドミル1〜10および比較例被覆エンドミル11〜15を用いて、次の条件で側面切削加工試験を行ない、切削性能を評価した。
被削材−平面:100mm×250mm、厚さ:50mmの寸法のJIS・S50Cの板材、
切削速度: 90 m/min.、
半径方向切込み量: 20.0 mm、
軸方向切込み量: 1.5 mm、
テーブル送り: 802 mm/分、
の条件での炭素鋼の乾式高速溝切削加工試験(通常の切削速度は60m/min.)。
上記の溝切削加工試験で、切刃部の外周刃の逃げ面摩耗幅が、使用寿命の目安とされる0.3mmに至るまでの切削溝長を測定した。
上記の結果を表4に示した。
【0037】
【表4】
【0038】
表4に示す結果から、本発明被覆エンドミル1〜10は切削加工時の高温にさらされても、切刃部の高温焼戻し軟化抵抗性が高いことから、軟化(硬度低下)によるクレーター摩耗の発生はなく、また、欠損等の異常損傷を生じることもなく、正常な摩耗形態をとり、切削長は90m以上であり、すぐれた切削性能を示した。
これに対して、比較例被覆エンドミル11〜15は、本発明被覆エンドミル1〜10に比べ軟化抵抗が低いことから、硬度低下によるクレーター摩耗等の異常摩耗が生じ、切削長も90m未満であって、短寿命であった。
【産業上の利用可能性】
【0039】
上記のとおり、本発明の合金鋼製エンドミル、表面被覆合金鋼製エンドミルは、すぐれた高温焼戻し軟化抵抗性を有し、刃先の硬度低下が防止される結果、高熱を発生する切削条件下で、すぐれた切削性能、耐摩耗性を発揮し、また、長寿命であることから、産業上の有益性が非常に大きいといえる。
【特許請求の範囲】
【請求項1】
質量%で、C:2.0〜3.0%、Si:3.0〜6.0%、Cr:9.0〜15.0%、WおよびMoのうちの1種または2種の合計:10.0〜12.0%、V:2.0〜3.0%、Co:3.0〜4.0%、残部はFeおよび不可避不純物からなる高温焼戻し軟化抵抗性を備える合金鋼で構成したことを特徴とする合金鋼製エンドミル。
【請求項2】
請求項1に記載の高温焼戻し軟化抵抗性を備える合金鋼を基体とし、該基体表面に硬質被覆層を蒸着形成したことを特徴とする表面被覆合金鋼製エンドミル。
【請求項1】
質量%で、C:2.0〜3.0%、Si:3.0〜6.0%、Cr:9.0〜15.0%、WおよびMoのうちの1種または2種の合計:10.0〜12.0%、V:2.0〜3.0%、Co:3.0〜4.0%、残部はFeおよび不可避不純物からなる高温焼戻し軟化抵抗性を備える合金鋼で構成したことを特徴とする合金鋼製エンドミル。
【請求項2】
請求項1に記載の高温焼戻し軟化抵抗性を備える合金鋼を基体とし、該基体表面に硬質被覆層を蒸着形成したことを特徴とする表面被覆合金鋼製エンドミル。
【図1】

【公開番号】特開2013−108112(P2013−108112A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−252225(P2011−252225)
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000006264)三菱マテリアル株式会社 (4,417)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000006264)三菱マテリアル株式会社 (4,417)
【Fターム(参考)】
[ Back to top ]