
吊上げ反転穴つきU字溝製造方法
【課題】吊上げ反転穴形成部材の型枠内への設置につき、長尺ナットさらには、長尺ボルトを使用することなく、簡単、迅速に行え、しかも施工性に優れ、しかも良質のコンクリート製U字溝を提供できる吊り上げ反転穴つきU字溝を製造する製造方法を提供することを目的とする。
【解決手段】長尺ナットが突出固着されていない型枠装置を用い、保持体と突出被嵌体とを有する保持部を、貫挿し、外型枠の外側に先端部が突き出る長い貫通杆の先端部にナット部材を螺挿して保持部を外型枠に固着し、突出被嵌体に吊上げ反転穴形成部材を嵌め込み、その後、型枠装置内にコンクリートを充填し、脱型は、回動軸部を回動軸として外型枠を外側へ拡開して行い、突出被嵌体をぬき、保持部を外すことなく、そのまま次の吊上げ反転穴形成部材の一端を保持部に嵌め込み、次いで一対の外型枠を立設して型枠装置を組み立て使用する、ことを特徴とする。
【解決手段】長尺ナットが突出固着されていない型枠装置を用い、保持体と突出被嵌体とを有する保持部を、貫挿し、外型枠の外側に先端部が突き出る長い貫通杆の先端部にナット部材を螺挿して保持部を外型枠に固着し、突出被嵌体に吊上げ反転穴形成部材を嵌め込み、その後、型枠装置内にコンクリートを充填し、脱型は、回動軸部を回動軸として外型枠を外側へ拡開して行い、突出被嵌体をぬき、保持部を外すことなく、そのまま次の吊上げ反転穴形成部材の一端を保持部に嵌め込み、次いで一対の外型枠を立設して型枠装置を組み立て使用する、ことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はU字溝の両側壁略中央部に形成された吊上げ反転穴を有するU字溝を製造する型枠装置を用い、吊上げ反転穴を有するU字溝を製造する吊上げ反転穴つきU字溝製造方法に関するものである。
【背景技術】
【0002】
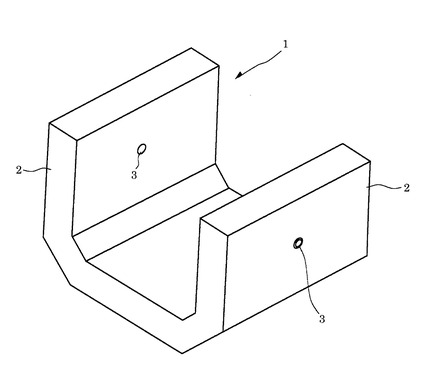
従来から、図10に示すように、例えばU字溝1の両側壁2,2の略中間位置(U字溝の略重心位置)に吊上げ反転穴3を形成したU字溝1が一般に製造され、広く使用されている。
ここで、コンクリート製のU字溝1は重量の重いもので数百キログラム以上の重量を有し、コンクリート固化後において、型枠からの脱型作業を安全に行うこと、そして製作したU字溝1を安全、迅速に所定箇所に移動し、また所定の敷設箇所に安全、迅速に運搬、敷設することが特に要請されている。
【0003】
そこで、本件発明者等は、大型で重量のあるU字溝1の安全な脱型作業、あるいは当該U字溝1の安全、迅速な運搬、敷設作業を行えるよう開発、実験を重ね、ついにU字溝1の側壁2に吊上げ反転用の穴ができるよう型枠設置と同時に簡単にその吊上げ反転穴形成治具を型枠内に設置でき、コンクリートの固化後はその吊上げ反転穴3を利用して簡単に脱型でき、さらには該U字溝1を敷設する際、その吊上げ反転穴3を使ってきわめて簡単に、かつ迅速に、かつ安全に敷設できる効果を有する発明(吊上げ反転穴付きU字溝及びその型枠装置等)を多く輩出してきた。
【0004】
ここで、何故U字溝1を吊上げて反転することが必要かにつき述べる。まず、U字溝1を脱型する際、該U字溝1は使用時とは反対の状態、すなわち逆U字状に寝かされた状態で取り出される。
そして、一般に製造されたU字溝1はこの逆U字状の状態で収納場所へ収納される。その状態の方が収納の安定性が高く、また複数段に重ねられ、収納効率が格段に優れているからである。
【0005】
よって、通常は該U字溝1を敷設現場に運搬する際も、また敷設現場に仮置きする際も逆U字状に寝かせた状態とし、かつ複数段に重ねて置かれる。しかし、実際に該U字溝1を敷設するときはU字状に起こして設置しなければならず、従来は多くの作業者が長時間かけてU字溝1を逆U字の状態からU字状の状態に起こし、また長時間かけて敷設場所まで運び、長時間かけて敷設の微調整(U字溝1を1個だけ敷設するのではなく複数のU字溝1を繋ぎ合わさなければならないため接続の微調整が必要とされる)を行い、U字溝1を敷設することとしていた。
【0006】
ここで、本件発明者等は前記のような画期的な吊上げ反転穴付きU字溝及びその型枠装置を発明したため、多くのコンクリート業者あるいは建設業者は飛躍的に作業時間を短縮化できたと共に、飛躍的に敷設作業等にかかる事故件数を減らすことが出来たのである。すなわち、あらかじめU字溝1を製造する型枠装置4内に吊上げ反転穴3を形成する部材を取り付けておき、その状態でコンクリートを充填して固化させれば、自動的に吊上げ反転穴付きのU字溝1を製造でき、この穴を使って脱型から、敷設作業から全て安全、迅速、かつコストをきわめて安価にして行うことが出来るからである。
【0007】
よって、この分野における本件発明者等の特許及び実用新案登録件数の総数は100件を越えるものとなっていた。ここでこれら発明の特徴は、まず吊上げ反転穴形成部材5を金属製で形成したことである。数百キログラム以上の重量を有するU字溝1を2箇所で吊上げ、反転させるのである。金属製のように剛性の高いものでなければ吊上げ反転用の穴が破損してしまうことになるからである。
【0008】
次に、金属パイプ状の穴形成部の略中間位置にアンカー部を取り付けたことである。このようにアンカー部を外側に張り出したものとして構成しないと、吊上げ反転穴形成部材をコンクリートに埋設してU字溝製品として出荷した後、吊上げ反転の作業中に前記吊上げ反転穴形成部材が、該穴に差し込んだ吊上げ反転工具に引っ張られてとれてしまう恐れがあったからである。
【0009】
また、吊上げ反転穴3をU字溝1の側壁2を貫通する貫通型も形成したことである。通常、U字溝1は外側の吊上げ反転穴3に吊上げ反転工具を差し込んで吊上げ反転させるのであるが、実際の現場施工にあっては作業スペースがきわめて狭かったり、あるいはU字溝1を掘削した溝内に敷設するときなど、U字溝1の外側の穴に吊上げ反転工具を差し込んでは作業できない場合がある。
【0010】
このようなときは、U字溝1の内側にも穴を形成し(よって通常はU字溝の側壁を貫通する貫通型穴となる。この方がコストも安価となり、穴形成工事も簡単だからである。)、この穴に吊上げ反転工具を差し込んで敷設作業及びその微調整を行うのである。
【特許文献1】特開平9−94816号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
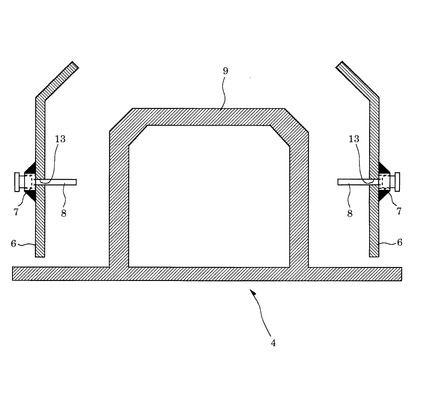
しかしながら、従来では以下に述べるような課題があった。すなわち、図8,図9から理解されるように型枠装置4の外型枠6の外側には、穿設された透孔に連通するように雌ねじ孔が設けられた長尺ナット7が固着されており、該長尺ナット7内の雌ねじ孔に外側から長尺ボルト8をねじ込み、型枠装置内4に長尺ボルト8を突出させ、該長尺ボルト8に吊上げ反転穴形成部材5を被せて配置していた。
【0012】
しかしながら、このように設置するのは現場の作業者にとってはきわめて面倒で、手間のかかる作業でもあった。すなわち、型枠装置の成型時に、長尺ボルト8をいちいち捻って前記長尺ナット7の雌ねじ孔に螺挿させ、かつ型枠内に突出させなければならないと共に、コンクリートの固化後においても、いちいち長尺ボルト8を捻って外型枠の長尺ナット7から外さなければならなかったからである。
かくして、本発明は上記課題を解決するために創案されたものであり、吊上げ反転穴形成部材の型枠内への設置につき、長尺ナットさらには、長尺ナットに螺挿する長尺ボルトを使用することなく、簡単、迅速に行え、しかも施工性に優れ、しかも良質のコンクリート製U字溝を提供できる吊り上げ反転穴つきU字溝を製造する製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0013】
本発明にかかる吊上げ反転穴つきU字溝製造方法は、
底型枠と、底型枠上に載置された略矩形山状をなす内型枠と、該内型枠と所定の間隔をおいて設置され、下端部側において前記底型枠との接続部である回動軸部を回動軸として外側へ拡開可能とされた板状をなす一対の外型枠と、該外型枠の略中央位置に穿設された透孔と、を有し、外型枠の外側には前記透孔とナット内の雌ねじ孔を連通させた長尺ナットが突出固着されていない型枠装置を用い、
前記外型枠内側から外型枠の透孔に、前記型枠装置内部に向けて突出する先細り状態の半楕円球体状をなす可撓製部材からなる突出被嵌体を備えた保持部を嵌め込み、
前記保持部は、前記透孔内に嵌まる嵌まり体と、嵌まり体の一端側から外側に張り出し外型枠の内壁に係止する張り出し片とからなる保持体と、前記型枠装置内部に向けて突出する先細り状態の半楕円球体状をなす可撓製部材からなる突出被嵌体と、を有し、通常、前記保持体は、金属部材で構成され、保持部の全体を可撓性を有する樹脂部材で形成可能とし、
次いで、前記保持部を貫挿し、前記外型枠の透孔内を挿通して外側に先端部が突き出る、外型枠の外側に、前記透孔とナット内の雌ねじ孔を連通させて固着した長尺ナットを用いた型枠装置に使用する長い貫通杆をも使用可能とし、該貫通杆の先端部に螺刻された雄ねじ部にナット部材を螺挿して前記保持部を外型枠に固着し、
前記突出被嵌体には円筒パイプ状をなす吊上げ反転穴形成部材の一端を嵌め込み、該吊上げ反転穴形成部材の一端には可撓製部材で形成されたキャップ状をなすカバー部材が取り付けられ、
前記吊上げ反転穴形成部材を嵌め込んだ後、一対の外型枠を立設し、その後、型枠装置内にコンクリートを充填し、コンクリート固化後の脱型は、前記回動軸部を回動軸として外型枠を外側へ拡開して行い、該拡開動作で吊上げ反転穴形成部材の穴から前記突出被嵌体をぬき、次回のU字溝作製時には前記保持部を外すことなく、そのまま次の吊上げ反転穴形成部材の一端を前記保持部に嵌め込み、次いで一対の外型枠を立設して型枠装置を組み立て使用する、
ことを特徴とするものである。
【発明の効果】
【0014】
本発明は以上の構成よりなる。そして、本発明に係る吊上げ反転穴つきU字溝製造方法によれば、吊上げ反転穴形成部材の型枠内への設置が簡単、迅速に行え、しかも施工性に優れ、良質のコンクリート製U字溝を提供できる
【発明を実施するための最良の形態】
【0015】
以下本発明にかかる吊上げ反転穴つきU字溝製造方法につき説明する。
まず、型枠装置を図に示す実施の態様に従って説明する。
符号9は内型枠を示す。該内型枠9は従来同様略矩形の山状をなして形成されている。そして通常、当該内型枠9は底型枠と略直角に接続されている。
【0016】
次に符号6は外型枠を示す。該外型枠6は前記内型枠9と所定の間隔を置いて一対設置され、その形状は平板状をなすと共に、上端部は各々内側に折曲されて構成されている。そして、外型枠6は図7から理解されるように、その下端部側において、底型枠との接続部である交差部を回動軸部30として外側へ拡開可能とされている。
【0017】
次に、図5を参照して説明すると、図5において符号5は吊上げ反転穴形成部材を示す。該吊上げ反転穴形成部材5は、通常は金属製のパイプより形成された穴形成部10と、この穴形成部10の外周長手方向略中間位置に略直角方向に張り出すリング状のアンカー部11とを備えている。
さらに、符号12はキャップ部材であり、該キャップ部材12は、プラスチック部材等の可撓性部材から構成され、その一端は閉塞され、他端は開口された略円筒状をなして形成されている。
【0018】
そして該キャップ部材12の内径は前記穴形成部10の外形が嵌まり合う内径とされ、この嵌まり合いの幅は奥深く嵌め込むことにより調整できるよう構成されている。
ここで、本発明によるU字溝1の製造方法につき説明する。一対の外型枠6、6の所定位置(製造されるU字溝の重心位置となる箇所)には、あらかじめ透孔13、13が穿設されていると共に、その透孔13、13と雌ねじ部が連通するように外型枠6、6の外側に長尺ナット7が固着されている。
【0019】
しかるに従来は、図9から理解されるように長尺ボルト8、8の先端側を前記長尺ナット7、7の雌ねじ部及び外型枠6、6の透孔13、13に挿通し、長尺ナット7、7の雌ねじ部に螺挿させつつ型枠内に長尺ボルト8、8を突設させていた。そして、型枠内に突設させた長尺ボルト8、8の先端側から吊上げ反転穴形成部材5、5を各々差し込んでいた。
【0020】
しかし、従来、長尺ボルト8、8の先端側を前記長尺ナット7、7の雌ねじ部及び外型枠6、6の透孔13、13に挿通し、長尺ナット7、7の雌ねじ部に螺挿させつつ型枠内に長尺ボルト8、8を突設させるのは、前記したように、ねじ込みについて時間を要する手間となり、特に建築現場でのねじ螺挿作業は面倒でいやがられていた。
【0021】
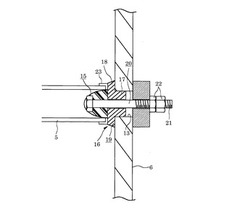
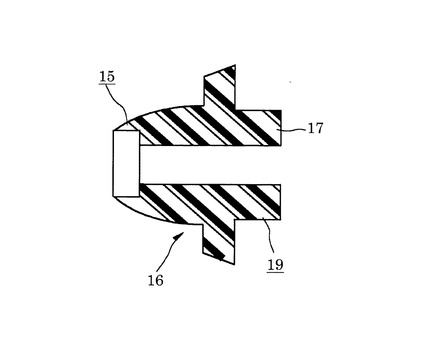
そこで、本発明では外型枠6の内側から外型枠6の透孔13に嵌まり込み、型枠内部に向けては、柔軟性を有する樹脂等の可撓性部材で構成され先細り状態の半楕円球体状をなす突出被嵌体15を備えた保持部16を用意したのである。
図1等から理解されるように、該保持部16は透孔13内に嵌まる嵌まり体17と、嵌まり体17の一端側から外側に張り出し外型枠6の内壁に係止する張り出し片18を有する保持体19と、該保持体19に密接する突出被嵌体15とにより構成されている。
【0022】
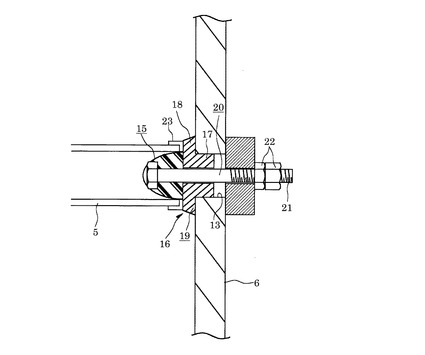
図1の実施例では保持体19と突出被嵌体15とは別体で形成され、通常保持体19は金属部材で、突出被嵌体15は前述のように柔軟性を有する樹脂部材で形成されている。尚、図2に示すように、保持体19及び突出被嵌体15、すなわち保持部16全体を可撓性を有する樹脂部材で形成しても構わないものである。
【0023】
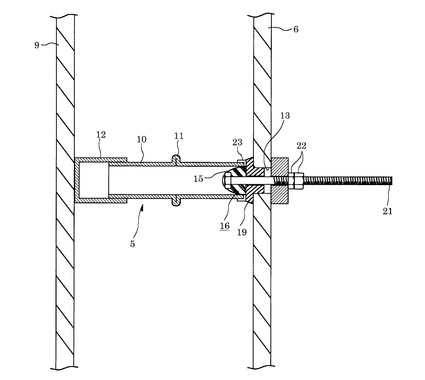
次に、符号20は貫通杆を示し、保持部16を貫挿し、外型枠6の透孔13内を通過して外型枠6の外側に雄ねじ状の先端部21が突出し、この先端部21に2つのナット部材22、22が螺挿して保持部16を外型枠6の内側に突出固定している。
しかして、外型枠6の内側に突出固定した保持部16,特に突出被嵌体15に円筒パイプ状をなす吊上げ反転穴形成部材5の一端を嵌め込む(図1等参照)。
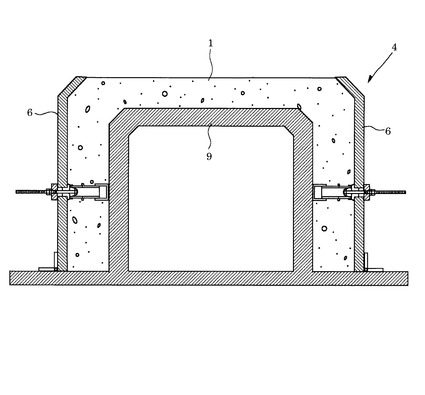
この際、一端側にはプラスチック部材等の可撓性部材で形成されたキャップ状をなすカバー部材23が取り付けられており、該カバー部材23を被せることにより、コンクリートを型枠内に充填する際、この箇所からコンクリートが長尺ナット7の雌ねじ部内に侵入することがない。そして、嵌め込んだ後は外型枠6を図6に示すように立設する。すると、吊上げ反転穴形成部材5の他端側に嵌め込んであるキャップ部材12が内型枠9の壁面に当接し、吊上げ反転穴形成部材5はこの内型枠9の壁面と突出被嵌体15とで型枠内で保持されるものとなる。
【0024】
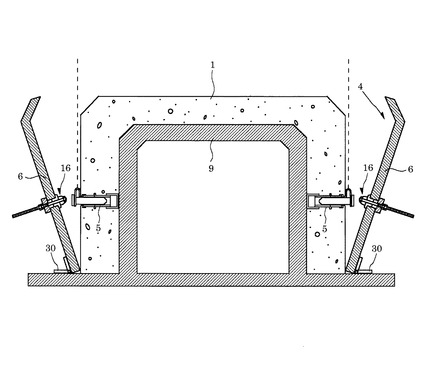
この状態からコンクリートを充填し、吊上げ反転穴付きU字溝1を作る。しかして、コンクリートが固化した後、型枠を脱型する。この脱型は外型枠6を外側に拡開することにより行う(図7参照)。ところで、従来は、長尺ナット7にねじ込んだ長尺ボルト8を高速で捻り、抜出しなければ脱型出来ず、これがまた作業の手間を増加させていた。
【0025】
しかし、本発明ではこのようなボルトをねじって抜く作業は全くない。外型枠6を外側に拡開するだけで突出被嵌体15は簡単に吊上げ反転穴形成部材5からとれるものとなる。しかも前述したように、突出被嵌体15は、柔軟性を有する樹脂等の可撓性部材で構成され先細り状態の半楕円球体状をなして構成されている。
【0026】
よって、外型枠6を外側に拡開する際にスムーズに吊上げ反転穴形成部材5の穴から突出被嵌体15を抜くことが出来る。そして、突出被嵌体15を有する保持部16は一回外型枠6に固定すれば、その後着脱する必要は全くない。そのまま型枠を組んで次のU字溝作製に使用できるのである。
【0027】
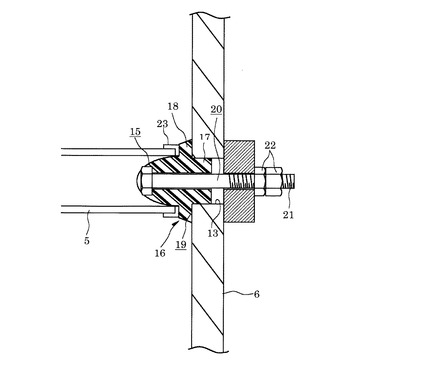
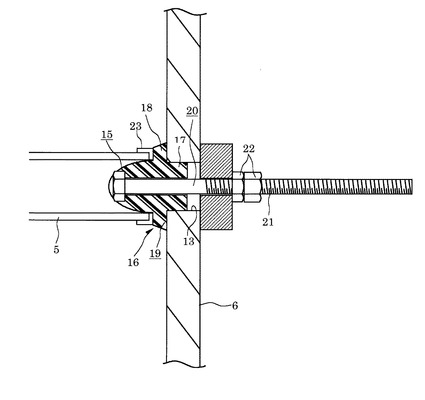
そして、本発明では、図1,図2,図3などのように、外型枠6の外側に長尺ナット7が固着されていない型枠装置にも使用できるメリットがあるのである。その場合に図1,図2に示すように、長さの短い貫通杆20を使用すればよい。しかし、この場合にも、外型枠6の透孔外側に長尺ナット7が固着されている従来タイプの型枠装置に使用する長い貫通杆20をも図3に示すように使用することもでき、この面から部品点数を減らすことができる。
【図面の簡単な説明】
【0028】
【図1】本発明による型枠装置の使用状態(その1)を示す概略断面図である。
【図2】本発明による型枠装置の使用状態(その2)を示す概略断面図である。
【図3】本発明による型枠装置の使用状態(その3)を示す概略断面図である。
【図4】保持部の他の実施例を示す概略構成説明図である。
【図5】本発明による型枠装置の使用状態(その4)を示す概略断面図である。
【図6】本発明による型枠装置の使用状態の全体を示す概略断面図(その1)である。
【図7】本発明による型枠装置の使用状態の全体を示す概略断面図(その2)である。
【図8】従来の型枠装置の使用状態の全体を示す概略断面図(その1)である。
【図9】従来の型枠装置の使用状態の全体を示す概略断面図(その2)である。
【図10】吊上げ反転穴付きU字溝を示す構成説明図である。
【符号の説明】
【0029】
1 U字溝
2 側壁
3 吊上げ反転穴
4 型枠装置
5 吊上げ反転穴形成部材
6 外型枠
7 長尺ナット
8 長尺ボルト
9 内型枠
10 穴形成部
11 アンカー部
12 キャップ部材
13 透孔
15 突出被嵌体
16 保持部
17 嵌まり体
18 張り出し片
19 保持体
20 貫通杆
21 雄ねじ状の先端部
22 ナット部材
23 カバー部材
30 回動軸部
【技術分野】
【0001】
本発明はU字溝の両側壁略中央部に形成された吊上げ反転穴を有するU字溝を製造する型枠装置を用い、吊上げ反転穴を有するU字溝を製造する吊上げ反転穴つきU字溝製造方法に関するものである。
【背景技術】
【0002】
従来から、図10に示すように、例えばU字溝1の両側壁2,2の略中間位置(U字溝の略重心位置)に吊上げ反転穴3を形成したU字溝1が一般に製造され、広く使用されている。
ここで、コンクリート製のU字溝1は重量の重いもので数百キログラム以上の重量を有し、コンクリート固化後において、型枠からの脱型作業を安全に行うこと、そして製作したU字溝1を安全、迅速に所定箇所に移動し、また所定の敷設箇所に安全、迅速に運搬、敷設することが特に要請されている。
【0003】
そこで、本件発明者等は、大型で重量のあるU字溝1の安全な脱型作業、あるいは当該U字溝1の安全、迅速な運搬、敷設作業を行えるよう開発、実験を重ね、ついにU字溝1の側壁2に吊上げ反転用の穴ができるよう型枠設置と同時に簡単にその吊上げ反転穴形成治具を型枠内に設置でき、コンクリートの固化後はその吊上げ反転穴3を利用して簡単に脱型でき、さらには該U字溝1を敷設する際、その吊上げ反転穴3を使ってきわめて簡単に、かつ迅速に、かつ安全に敷設できる効果を有する発明(吊上げ反転穴付きU字溝及びその型枠装置等)を多く輩出してきた。
【0004】
ここで、何故U字溝1を吊上げて反転することが必要かにつき述べる。まず、U字溝1を脱型する際、該U字溝1は使用時とは反対の状態、すなわち逆U字状に寝かされた状態で取り出される。
そして、一般に製造されたU字溝1はこの逆U字状の状態で収納場所へ収納される。その状態の方が収納の安定性が高く、また複数段に重ねられ、収納効率が格段に優れているからである。
【0005】
よって、通常は該U字溝1を敷設現場に運搬する際も、また敷設現場に仮置きする際も逆U字状に寝かせた状態とし、かつ複数段に重ねて置かれる。しかし、実際に該U字溝1を敷設するときはU字状に起こして設置しなければならず、従来は多くの作業者が長時間かけてU字溝1を逆U字の状態からU字状の状態に起こし、また長時間かけて敷設場所まで運び、長時間かけて敷設の微調整(U字溝1を1個だけ敷設するのではなく複数のU字溝1を繋ぎ合わさなければならないため接続の微調整が必要とされる)を行い、U字溝1を敷設することとしていた。
【0006】
ここで、本件発明者等は前記のような画期的な吊上げ反転穴付きU字溝及びその型枠装置を発明したため、多くのコンクリート業者あるいは建設業者は飛躍的に作業時間を短縮化できたと共に、飛躍的に敷設作業等にかかる事故件数を減らすことが出来たのである。すなわち、あらかじめU字溝1を製造する型枠装置4内に吊上げ反転穴3を形成する部材を取り付けておき、その状態でコンクリートを充填して固化させれば、自動的に吊上げ反転穴付きのU字溝1を製造でき、この穴を使って脱型から、敷設作業から全て安全、迅速、かつコストをきわめて安価にして行うことが出来るからである。
【0007】
よって、この分野における本件発明者等の特許及び実用新案登録件数の総数は100件を越えるものとなっていた。ここでこれら発明の特徴は、まず吊上げ反転穴形成部材5を金属製で形成したことである。数百キログラム以上の重量を有するU字溝1を2箇所で吊上げ、反転させるのである。金属製のように剛性の高いものでなければ吊上げ反転用の穴が破損してしまうことになるからである。
【0008】
次に、金属パイプ状の穴形成部の略中間位置にアンカー部を取り付けたことである。このようにアンカー部を外側に張り出したものとして構成しないと、吊上げ反転穴形成部材をコンクリートに埋設してU字溝製品として出荷した後、吊上げ反転の作業中に前記吊上げ反転穴形成部材が、該穴に差し込んだ吊上げ反転工具に引っ張られてとれてしまう恐れがあったからである。
【0009】
また、吊上げ反転穴3をU字溝1の側壁2を貫通する貫通型も形成したことである。通常、U字溝1は外側の吊上げ反転穴3に吊上げ反転工具を差し込んで吊上げ反転させるのであるが、実際の現場施工にあっては作業スペースがきわめて狭かったり、あるいはU字溝1を掘削した溝内に敷設するときなど、U字溝1の外側の穴に吊上げ反転工具を差し込んでは作業できない場合がある。
【0010】
このようなときは、U字溝1の内側にも穴を形成し(よって通常はU字溝の側壁を貫通する貫通型穴となる。この方がコストも安価となり、穴形成工事も簡単だからである。)、この穴に吊上げ反転工具を差し込んで敷設作業及びその微調整を行うのである。
【特許文献1】特開平9−94816号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかしながら、従来では以下に述べるような課題があった。すなわち、図8,図9から理解されるように型枠装置4の外型枠6の外側には、穿設された透孔に連通するように雌ねじ孔が設けられた長尺ナット7が固着されており、該長尺ナット7内の雌ねじ孔に外側から長尺ボルト8をねじ込み、型枠装置内4に長尺ボルト8を突出させ、該長尺ボルト8に吊上げ反転穴形成部材5を被せて配置していた。
【0012】
しかしながら、このように設置するのは現場の作業者にとってはきわめて面倒で、手間のかかる作業でもあった。すなわち、型枠装置の成型時に、長尺ボルト8をいちいち捻って前記長尺ナット7の雌ねじ孔に螺挿させ、かつ型枠内に突出させなければならないと共に、コンクリートの固化後においても、いちいち長尺ボルト8を捻って外型枠の長尺ナット7から外さなければならなかったからである。
かくして、本発明は上記課題を解決するために創案されたものであり、吊上げ反転穴形成部材の型枠内への設置につき、長尺ナットさらには、長尺ナットに螺挿する長尺ボルトを使用することなく、簡単、迅速に行え、しかも施工性に優れ、しかも良質のコンクリート製U字溝を提供できる吊り上げ反転穴つきU字溝を製造する製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0013】
本発明にかかる吊上げ反転穴つきU字溝製造方法は、
底型枠と、底型枠上に載置された略矩形山状をなす内型枠と、該内型枠と所定の間隔をおいて設置され、下端部側において前記底型枠との接続部である回動軸部を回動軸として外側へ拡開可能とされた板状をなす一対の外型枠と、該外型枠の略中央位置に穿設された透孔と、を有し、外型枠の外側には前記透孔とナット内の雌ねじ孔を連通させた長尺ナットが突出固着されていない型枠装置を用い、
前記外型枠内側から外型枠の透孔に、前記型枠装置内部に向けて突出する先細り状態の半楕円球体状をなす可撓製部材からなる突出被嵌体を備えた保持部を嵌め込み、
前記保持部は、前記透孔内に嵌まる嵌まり体と、嵌まり体の一端側から外側に張り出し外型枠の内壁に係止する張り出し片とからなる保持体と、前記型枠装置内部に向けて突出する先細り状態の半楕円球体状をなす可撓製部材からなる突出被嵌体と、を有し、通常、前記保持体は、金属部材で構成され、保持部の全体を可撓性を有する樹脂部材で形成可能とし、
次いで、前記保持部を貫挿し、前記外型枠の透孔内を挿通して外側に先端部が突き出る、外型枠の外側に、前記透孔とナット内の雌ねじ孔を連通させて固着した長尺ナットを用いた型枠装置に使用する長い貫通杆をも使用可能とし、該貫通杆の先端部に螺刻された雄ねじ部にナット部材を螺挿して前記保持部を外型枠に固着し、
前記突出被嵌体には円筒パイプ状をなす吊上げ反転穴形成部材の一端を嵌め込み、該吊上げ反転穴形成部材の一端には可撓製部材で形成されたキャップ状をなすカバー部材が取り付けられ、
前記吊上げ反転穴形成部材を嵌め込んだ後、一対の外型枠を立設し、その後、型枠装置内にコンクリートを充填し、コンクリート固化後の脱型は、前記回動軸部を回動軸として外型枠を外側へ拡開して行い、該拡開動作で吊上げ反転穴形成部材の穴から前記突出被嵌体をぬき、次回のU字溝作製時には前記保持部を外すことなく、そのまま次の吊上げ反転穴形成部材の一端を前記保持部に嵌め込み、次いで一対の外型枠を立設して型枠装置を組み立て使用する、
ことを特徴とするものである。
【発明の効果】
【0014】
本発明は以上の構成よりなる。そして、本発明に係る吊上げ反転穴つきU字溝製造方法によれば、吊上げ反転穴形成部材の型枠内への設置が簡単、迅速に行え、しかも施工性に優れ、良質のコンクリート製U字溝を提供できる
【発明を実施するための最良の形態】
【0015】
以下本発明にかかる吊上げ反転穴つきU字溝製造方法につき説明する。
まず、型枠装置を図に示す実施の態様に従って説明する。
符号9は内型枠を示す。該内型枠9は従来同様略矩形の山状をなして形成されている。そして通常、当該内型枠9は底型枠と略直角に接続されている。
【0016】
次に符号6は外型枠を示す。該外型枠6は前記内型枠9と所定の間隔を置いて一対設置され、その形状は平板状をなすと共に、上端部は各々内側に折曲されて構成されている。そして、外型枠6は図7から理解されるように、その下端部側において、底型枠との接続部である交差部を回動軸部30として外側へ拡開可能とされている。
【0017】
次に、図5を参照して説明すると、図5において符号5は吊上げ反転穴形成部材を示す。該吊上げ反転穴形成部材5は、通常は金属製のパイプより形成された穴形成部10と、この穴形成部10の外周長手方向略中間位置に略直角方向に張り出すリング状のアンカー部11とを備えている。
さらに、符号12はキャップ部材であり、該キャップ部材12は、プラスチック部材等の可撓性部材から構成され、その一端は閉塞され、他端は開口された略円筒状をなして形成されている。
【0018】
そして該キャップ部材12の内径は前記穴形成部10の外形が嵌まり合う内径とされ、この嵌まり合いの幅は奥深く嵌め込むことにより調整できるよう構成されている。
ここで、本発明によるU字溝1の製造方法につき説明する。一対の外型枠6、6の所定位置(製造されるU字溝の重心位置となる箇所)には、あらかじめ透孔13、13が穿設されていると共に、その透孔13、13と雌ねじ部が連通するように外型枠6、6の外側に長尺ナット7が固着されている。
【0019】
しかるに従来は、図9から理解されるように長尺ボルト8、8の先端側を前記長尺ナット7、7の雌ねじ部及び外型枠6、6の透孔13、13に挿通し、長尺ナット7、7の雌ねじ部に螺挿させつつ型枠内に長尺ボルト8、8を突設させていた。そして、型枠内に突設させた長尺ボルト8、8の先端側から吊上げ反転穴形成部材5、5を各々差し込んでいた。
【0020】
しかし、従来、長尺ボルト8、8の先端側を前記長尺ナット7、7の雌ねじ部及び外型枠6、6の透孔13、13に挿通し、長尺ナット7、7の雌ねじ部に螺挿させつつ型枠内に長尺ボルト8、8を突設させるのは、前記したように、ねじ込みについて時間を要する手間となり、特に建築現場でのねじ螺挿作業は面倒でいやがられていた。
【0021】
そこで、本発明では外型枠6の内側から外型枠6の透孔13に嵌まり込み、型枠内部に向けては、柔軟性を有する樹脂等の可撓性部材で構成され先細り状態の半楕円球体状をなす突出被嵌体15を備えた保持部16を用意したのである。
図1等から理解されるように、該保持部16は透孔13内に嵌まる嵌まり体17と、嵌まり体17の一端側から外側に張り出し外型枠6の内壁に係止する張り出し片18を有する保持体19と、該保持体19に密接する突出被嵌体15とにより構成されている。
【0022】
図1の実施例では保持体19と突出被嵌体15とは別体で形成され、通常保持体19は金属部材で、突出被嵌体15は前述のように柔軟性を有する樹脂部材で形成されている。尚、図2に示すように、保持体19及び突出被嵌体15、すなわち保持部16全体を可撓性を有する樹脂部材で形成しても構わないものである。
【0023】
次に、符号20は貫通杆を示し、保持部16を貫挿し、外型枠6の透孔13内を通過して外型枠6の外側に雄ねじ状の先端部21が突出し、この先端部21に2つのナット部材22、22が螺挿して保持部16を外型枠6の内側に突出固定している。
しかして、外型枠6の内側に突出固定した保持部16,特に突出被嵌体15に円筒パイプ状をなす吊上げ反転穴形成部材5の一端を嵌め込む(図1等参照)。
この際、一端側にはプラスチック部材等の可撓性部材で形成されたキャップ状をなすカバー部材23が取り付けられており、該カバー部材23を被せることにより、コンクリートを型枠内に充填する際、この箇所からコンクリートが長尺ナット7の雌ねじ部内に侵入することがない。そして、嵌め込んだ後は外型枠6を図6に示すように立設する。すると、吊上げ反転穴形成部材5の他端側に嵌め込んであるキャップ部材12が内型枠9の壁面に当接し、吊上げ反転穴形成部材5はこの内型枠9の壁面と突出被嵌体15とで型枠内で保持されるものとなる。
【0024】
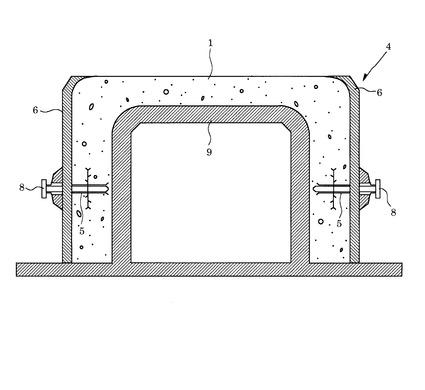
この状態からコンクリートを充填し、吊上げ反転穴付きU字溝1を作る。しかして、コンクリートが固化した後、型枠を脱型する。この脱型は外型枠6を外側に拡開することにより行う(図7参照)。ところで、従来は、長尺ナット7にねじ込んだ長尺ボルト8を高速で捻り、抜出しなければ脱型出来ず、これがまた作業の手間を増加させていた。
【0025】
しかし、本発明ではこのようなボルトをねじって抜く作業は全くない。外型枠6を外側に拡開するだけで突出被嵌体15は簡単に吊上げ反転穴形成部材5からとれるものとなる。しかも前述したように、突出被嵌体15は、柔軟性を有する樹脂等の可撓性部材で構成され先細り状態の半楕円球体状をなして構成されている。
【0026】
よって、外型枠6を外側に拡開する際にスムーズに吊上げ反転穴形成部材5の穴から突出被嵌体15を抜くことが出来る。そして、突出被嵌体15を有する保持部16は一回外型枠6に固定すれば、その後着脱する必要は全くない。そのまま型枠を組んで次のU字溝作製に使用できるのである。
【0027】
そして、本発明では、図1,図2,図3などのように、外型枠6の外側に長尺ナット7が固着されていない型枠装置にも使用できるメリットがあるのである。その場合に図1,図2に示すように、長さの短い貫通杆20を使用すればよい。しかし、この場合にも、外型枠6の透孔外側に長尺ナット7が固着されている従来タイプの型枠装置に使用する長い貫通杆20をも図3に示すように使用することもでき、この面から部品点数を減らすことができる。
【図面の簡単な説明】
【0028】
【図1】本発明による型枠装置の使用状態(その1)を示す概略断面図である。
【図2】本発明による型枠装置の使用状態(その2)を示す概略断面図である。
【図3】本発明による型枠装置の使用状態(その3)を示す概略断面図である。
【図4】保持部の他の実施例を示す概略構成説明図である。
【図5】本発明による型枠装置の使用状態(その4)を示す概略断面図である。
【図6】本発明による型枠装置の使用状態の全体を示す概略断面図(その1)である。
【図7】本発明による型枠装置の使用状態の全体を示す概略断面図(その2)である。
【図8】従来の型枠装置の使用状態の全体を示す概略断面図(その1)である。
【図9】従来の型枠装置の使用状態の全体を示す概略断面図(その2)である。
【図10】吊上げ反転穴付きU字溝を示す構成説明図である。
【符号の説明】
【0029】
1 U字溝
2 側壁
3 吊上げ反転穴
4 型枠装置
5 吊上げ反転穴形成部材
6 外型枠
7 長尺ナット
8 長尺ボルト
9 内型枠
10 穴形成部
11 アンカー部
12 キャップ部材
13 透孔
15 突出被嵌体
16 保持部
17 嵌まり体
18 張り出し片
19 保持体
20 貫通杆
21 雄ねじ状の先端部
22 ナット部材
23 カバー部材
30 回動軸部
【特許請求の範囲】
【請求項1】
底型枠と、底型枠上に載置された略矩形山状をなす内型枠と、該内型枠と所定の間隔をおいて設置され、下端部側において前記底型枠との接続部である回動軸部を回動軸として外側へ拡開可能とされた板状をなす一対の外型枠と、該外型枠の略中央位置に穿設された透孔と、を有し、外型枠の外側には前記透孔とナット内の雌ねじ孔を連通させた長尺ナットが突出固着されていない型枠装置を用い、
前記外型枠内側から外型枠の透孔に、前記型枠装置内部に向けて突出する先細り状態の半楕円球体状をなす可撓製部材からなる突出被嵌体を備えた保持部を嵌め込み、
前記保持部は、前記透孔内に嵌まる嵌まり体と、嵌まり体の一端側から外側に張り出し外型枠の内壁に係止する張り出し片とからなる保持体と、前記型枠装置内部に向けて突出する先細り状態の半楕円球体状をなす可撓製部材からなる突出被嵌体と、を有し、通常、前記保持体は、金属部材で構成され、保持部の全体を可撓性を有する樹脂部材で形成可能とし、
次いで、前記保持部を貫挿し、前記外型枠の透孔内を挿通して外側に先端部が突き出る、外型枠の外側に、前記透孔とナット内の雌ねじ孔を連通させて固着した長尺ナットを用いた型枠装置に使用する長い貫通杆をも使用可能とし、該貫通杆の先端部に螺刻された雄ねじ部にナット部材を螺挿して前記保持部を外型枠に固着し、
前記突出被嵌体には円筒パイプ状をなす吊上げ反転穴形成部材の一端を嵌め込み、該吊上げ反転穴形成部材の一端には可撓製部材で形成されたキャップ状をなすカバー部材が取り付けられ、
前記吊上げ反転穴形成部材を嵌め込んだ後、一対の外型枠を立設し、その後、型枠装置内にコンクリートを充填し、コンクリート固化後の脱型は、前記回動軸部を回動軸として外型枠を外側へ拡開して行い、該拡開動作で吊上げ反転穴形成部材の穴から前記突出被嵌体をぬき、次回のU字溝作製時には前記保持部を外すことなく、そのまま次の吊上げ反転穴形成部材の一端を前記保持部に嵌め込み、次いで一対の外型枠を立設して型枠装置を組み立て使用する、
ことを特徴とする吊上げ反転穴つきU字溝製造方法。
【請求項1】
底型枠と、底型枠上に載置された略矩形山状をなす内型枠と、該内型枠と所定の間隔をおいて設置され、下端部側において前記底型枠との接続部である回動軸部を回動軸として外側へ拡開可能とされた板状をなす一対の外型枠と、該外型枠の略中央位置に穿設された透孔と、を有し、外型枠の外側には前記透孔とナット内の雌ねじ孔を連通させた長尺ナットが突出固着されていない型枠装置を用い、
前記外型枠内側から外型枠の透孔に、前記型枠装置内部に向けて突出する先細り状態の半楕円球体状をなす可撓製部材からなる突出被嵌体を備えた保持部を嵌め込み、
前記保持部は、前記透孔内に嵌まる嵌まり体と、嵌まり体の一端側から外側に張り出し外型枠の内壁に係止する張り出し片とからなる保持体と、前記型枠装置内部に向けて突出する先細り状態の半楕円球体状をなす可撓製部材からなる突出被嵌体と、を有し、通常、前記保持体は、金属部材で構成され、保持部の全体を可撓性を有する樹脂部材で形成可能とし、
次いで、前記保持部を貫挿し、前記外型枠の透孔内を挿通して外側に先端部が突き出る、外型枠の外側に、前記透孔とナット内の雌ねじ孔を連通させて固着した長尺ナットを用いた型枠装置に使用する長い貫通杆をも使用可能とし、該貫通杆の先端部に螺刻された雄ねじ部にナット部材を螺挿して前記保持部を外型枠に固着し、
前記突出被嵌体には円筒パイプ状をなす吊上げ反転穴形成部材の一端を嵌め込み、該吊上げ反転穴形成部材の一端には可撓製部材で形成されたキャップ状をなすカバー部材が取り付けられ、
前記吊上げ反転穴形成部材を嵌め込んだ後、一対の外型枠を立設し、その後、型枠装置内にコンクリートを充填し、コンクリート固化後の脱型は、前記回動軸部を回動軸として外型枠を外側へ拡開して行い、該拡開動作で吊上げ反転穴形成部材の穴から前記突出被嵌体をぬき、次回のU字溝作製時には前記保持部を外すことなく、そのまま次の吊上げ反転穴形成部材の一端を前記保持部に嵌め込み、次いで一対の外型枠を立設して型枠装置を組み立て使用する、
ことを特徴とする吊上げ反転穴つきU字溝製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2008−207557(P2008−207557A)
【公開日】平成20年9月11日(2008.9.11)
【国際特許分類】
【出願番号】特願2008−91696(P2008−91696)
【出願日】平成20年3月31日(2008.3.31)
【分割の表示】特願平10−203343の分割
【原出願日】平成10年7月17日(1998.7.17)
【出願人】(398059563)株式会社トウブ (12)
【Fターム(参考)】
【公開日】平成20年9月11日(2008.9.11)
【国際特許分類】
【出願日】平成20年3月31日(2008.3.31)
【分割の表示】特願平10−203343の分割
【原出願日】平成10年7月17日(1998.7.17)
【出願人】(398059563)株式会社トウブ (12)
【Fターム(参考)】
[ Back to top ]