
同時二軸延伸フィルムの製造方法
【課題】同時二軸延伸法で問題となる応力緩和に起因する厚さムラの拡大を極力抑え、均一で優れた品質安定性を有する同時二軸延伸フィルムを得る。
【解決手段】未延伸フィルムの両端部を複数のクリップで把持して縦方向および横方向同時に二軸延伸するテンター法同時二軸延伸方法によりフィルムを延伸するに際し、クリップ間距離で表す縦延伸倍率についての、延伸過程の任意の時点における、クリップがフィルムを把持せずにフリー走行しているときの縦延伸倍率軌跡と、フィルムを把持して延伸走行しているときの縦延伸倍率軌跡との差を、最大延伸倍率の5%以下とする。
【解決手段】未延伸フィルムの両端部を複数のクリップで把持して縦方向および横方向同時に二軸延伸するテンター法同時二軸延伸方法によりフィルムを延伸するに際し、クリップ間距離で表す縦延伸倍率についての、延伸過程の任意の時点における、クリップがフィルムを把持せずにフリー走行しているときの縦延伸倍率軌跡と、フィルムを把持して延伸走行しているときの縦延伸倍率軌跡との差を、最大延伸倍率の5%以下とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は同時二軸延伸フィルムの製造方法に関し、特に、延伸ムラに起因する物性ムラが抑えられた高品質の同時二軸延伸フィルムを製造することができる製造方法に関する。更に詳しくは、同時二軸延伸工程において応力緩和に起因してフィルムに発生する応力変形バランスの崩れを抑えることで、物性均一性、特に機械的特性・熱寸法安定性・光学特性に優れた品質・性能を有する同時二軸延伸フィルムを製造することができる製造方法に関するものである。
【背景技術】
【0002】
通常、二軸延伸ポリアミドフィルムなどの二軸延伸フィルムの製造においては、押出工程で実質的に無配向の未延伸フィルムを成型し、延伸工程で縦方向と横方向の二軸に引き延ばすことで、充分に分子配向された高強度の二軸配向フィルムを得る方法が採用されている。二軸延伸方法には、フィルムの縦方向(長さ方向)に縦延伸した後に引き続きフィルムの横方向(巾方向)に横延伸する逐次二軸延伸法と、縦・横同時に延伸する同時二軸延伸法とがある。同時二軸延伸法は、逐次二軸延伸法に比べ、面方向の配向バランスが均質なフィルムが得られる優れた利点があるものの、物理的に複雑な延伸機構が必要となる。つまり、未延伸フィルムの横方向の両端部を、フィルムの縦方向に沿って複数配置された走行式のクリップにて把持し、延伸機構によってフィルムの縦方向に沿ったクリップ同士の間隔を広げることで縦方向の延伸が行われ、延伸機構によってフィルムの横方向の両端部のクリップ同士の間隔を広げることで横方向の延伸が行われる。このようなクリップ同士の間隔を広げるためには、特に、未延伸フィルムの端部を把持した状態で機械的或いは電気的に駆動されるクリップの走行速度を加速制御することが可能な複雑な延伸機構を必要とする。このために、延伸工程で均一に延伸変形させることは難しい。
【0003】
従来から、同時二軸延伸法における縦延伸倍率の軌跡を工夫することで、延伸工程における変形挙動の均一化を図る検討がなされている。縦延伸倍率軌跡とは、延伸工程の進行に伴う縦延伸倍率の変化をいい、特にその変化の様子を線図で表したものをいう。例えば、変形挙動の均一化の阻害要因であるボーイング現象を抑制しようとする手段として、縦方向に弛緩処理しながら横方向に延伸する方法(特許文献1)が提案されている。或いは縦延伸倍率軌跡を横延伸倍率軌跡より先行させる方法(特許文献2)、更に縦延伸倍率軌跡の歪に起因する応力低下を抑制する方法(特許文献3)などが提案されている。
【0004】
換言すると、延伸倍率軌跡とは、延伸開始点から最大延伸倍率到達点に至る延伸倍率変化であり、その変化をたとえばグラフなどで表したものであると定義付けることができる。縦延伸倍率は、一般的に、(1)二つのクリップとクリップとの直線距離として表すものと、(2)このクリップ間距離を縦(フィルム流れ)方向に投影した距離で表すものがある。
【0005】
このうちの、特に(1)のクリップ間直線距離で表す縦延伸倍率軌跡を巧く制御できないと、応力緩和に起因する延伸ムラが発生して延伸フィルムの厚さムラが拡大するという問題がある。
【0006】
この延伸工程で生じる延伸ムラは、上述のように先ず厚さムラとして現れると共に、分子配向の違いによるフィルム物性のムラに繋がる。この物性のムラは、直接フィルム生産工程の弊害に関わらなくても、二軸延伸フィルムを製品としたときに問題となる。たとえばフィルムを包装用途に供した場合には、フィルム製品の印刷ラミネート加工・製袋充填加工といった加工工程が必要となるが、これらの加工工程において、印刷ピッチずれ・蛇行・シール不良・製袋ムラなどのトラブル発生や、それにもとづくフィルム加工製品の品質悪化を招くことになる。こうした品質の悪化したフィルムは、特に物性バランスが要求されるフィルム用途では、延伸されたフィルムが全巾にわたって同一物性を有するものとして製品扱いすることができないことになる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2000−309051号公報
【特許文献2】特開2002−370278号公報
【特許文献3】特開2009−113391号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上記同時二軸延伸法で問題となる応力緩和に起因する厚さムラの拡大を極力抑え、均一で優れた品質安定性を有する同時二軸延伸フィルムを得ることができる製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決するため、機械的面倍率変形軌跡と実際のポリアミドフィルムの延伸変形、応力挙動について解析し、本発明に到達した。
すなわち、本発明は、次の通りのものである。
【0010】
(1)未延伸フィルムの横方向の両端部を複数のクリップで把持して縦方向および横方向同時に二軸延伸するテンター法同時二軸延伸方法によりフィルムを延伸するに際し、クリップ間距離で表す縦延伸倍率についての、延伸過程の任意の時点における、クリップがフィルムを把持せずにフリー走行しているときの縦延伸倍率軌跡と、フィルムを把持して延伸走行しているときの縦延伸倍率軌跡との差を、最大延伸倍率の5%以下とすることを特徴とする同時二軸延伸フィルムの製造方法。
【0011】
(2)縦延伸倍率軌跡を横延伸倍率軌跡より先行させることを特徴とする(1)の同時二軸延伸フィルムの製造方法。
【0012】
(3)同時二軸延伸の縦延伸倍率が2.5倍以上4.5倍以下であり、且つ、縦延伸倍率と横延伸倍率との比率が0.5以上1.5以下である(1)又は(2)の同時二軸延伸フィルムの製造方法。
【0013】
(4)リニアモータ方式で駆動されるテンター法同時二軸延伸機を用いることを特徴とする(1)〜(3)のいずれかの同時二軸延伸フィルムの製造方法。
【発明の効果】
【0014】
本発明によれば、同時二軸延伸法で問題となる応力緩和に起因する厚さムラの拡大を極力抑え、均一で優れた品質安定性を有する同時二軸延伸ドフィルムが生産できる。
【図面の簡単な説明】
【0015】
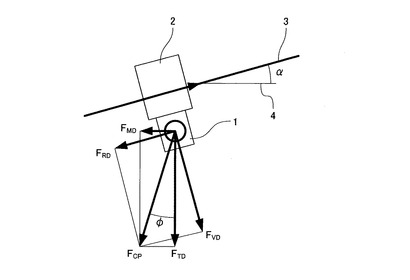
【図1】延伸応力成分及びベクトル合成応力とその傾きの関係を示す説明図である。
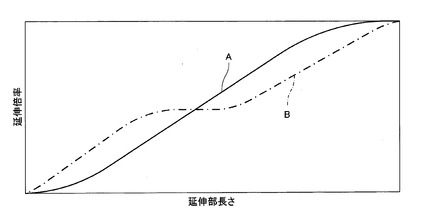
【図2】実施例及び比較例に用いた縦延伸倍率軌跡を示す概略図である。
【発明を実施するための形態】
【0016】
以下、本発明について詳細に説明する。
本発明では、未延伸フィルムの巾方向(横方向)の両端部を多数のクリップで把持して縦・横同時に二軸延伸するテンター法同時二軸延伸方法において、クリップ間距離で表す縦延伸倍率についての、任意の時点における、クリップがフィルムを把持せずにフリー走行しているときの縦延伸倍率軌跡と、フィルムを把持して延伸走行しているときの縦延伸倍率軌跡との差を、最大延伸倍率の5%以下とすることが最も重要である。更に好ましくは2%以下である。
【0017】
本発明でいう延伸倍率軌跡とは、延伸開始点から最大延伸倍率到達点に至る延伸倍率変化をいい、たとえばその変化をグラフなどで表したものをいう。縦延伸倍率としては、上述のように、(1)隣り合わせのクリップとクリップの直線距離として表すものと、(2)このクリップ間距離を縦(フィルム流れ)方向に投影した距離で表すものがあるが、本発明では(1)を用い、これを「クリップ間距離で表す縦延伸倍率」という。
【0018】
同時二軸延伸とは、縦・横の二軸方向に同時に引き伸ばす機構で行う延伸をいう。つまり、縦延伸として、フィルム走行方向に向かって右及び左に配列され、フィルム端部を把持して走行するクリップ列の隣同士のクリップとクリップの間隔を、次第に広げてフィルムをその走行方向に引き伸ばす(加速する)ことと、横延伸として、フィルム走行方向に向かって右左に対向するクリップのクリップ間距離を、次第に広げて巾方向に引き伸ばすこととが、同時に行われる延伸方法である。そのため、機械的に漸広する縦方向と横方向の延伸倍率変化が、実際のフィルム変形には相互に影響するのである。その理由は、縦(又は横)一軸方向の延伸変形が行われると、その直角方向である横(又は縦)に収縮応力が作用することによる。つまり、フィルム面には縦(又は横)一軸方向の延伸応力に加え、その直角方向の収縮応力が加重され、これらの応力が相互に且つ同時に作用しているためである。
【0019】
仮にクリップ間距離で表される縦延伸倍率の漸広変化が、延伸途中で一時的に停止し再び急加速する、或いは急加速した後に一時的に停止するといった不確実な動きをすると、一時的に停止したときに延伸応力低下を起こす。その応力低下は、縦方向の応力緩和の原因になると共に横方向にも波及する。このため、再び縦延伸倍率が戻っても、延伸ゾーンには、延伸倍率が停止する前の延伸応力と再び延伸倍率が加速したときの延伸応力とが平衡して存在することになる。横延伸倍率は既に進行しているので、フィルムがフィルムを引っ張り合う延伸ゾーンでは、面倍率の異なる延伸ムラが応力平衡して存在することになる。特にフィルムに厚さムラがあると、延伸応力の高い厚い部分は最大延伸倍率に至らず、そのまま延伸ゾーンを通過してしまう結果となる。そのため、延伸されたフィルムの厚さムラ拡大率は増加することになる。特にこの現象は、ポリアミドフィルムで顕著である。
【0020】
本発明でいう厚さムラ拡大率とは、単位長さの未延伸フィルムの厚さ変動係数と、その延伸された後の延伸フィルムの厚さ変動係数を比較した拡大倍率をいう。変動係数とは、標準偏差の平均値に対する比でデータのばらつき度を表す統計用語である。
【0021】
フィルムを把持しないフリー走行中及びフィルム端部を把持して延伸走行中の実際のクリップ間距離は、数台のカメラでクリップにピントを合わせ、延伸機入口のクリップ1ピッチ周期の送りのタイミングに同期して撮影し、その画像解析でクリップ間距離とクリップの位置ズレ量を計測することで、求めることができる。これによって、不確実な縦延伸倍率の動き(差)を捉えることができる。
【0022】
本発明においては、同時二軸延伸の途中で縦延伸倍率軌跡のこの不確実な変動に起因する応力低下をさせないことが重要である。
この延伸ゾーンでの応力解析は、例えば、クリップに掛かるフィルム延伸応力を計測することで行うことが可能である。クリップに掛かるフィルム延伸応力成分及びベクトル合成応力とその傾きの関係を図1に示す。
【0023】
図1において、1はクリップ、2はクリップ1を支持する支持部である。支持部2は、レール3に沿って走行される。4は縦方向、αは縦方向4に対するクリップ1の走行移動角である。クリップ1の走行移動の接線進行方向に掛かる応力FRD(逆方向を−FRD)と、クリップ1の走行移動の法線方向に掛かる応力FVDは実測できるので、クリップ1の走行移動角αから縦進行方向の応力成分FMD(逆方向を−FMD)と横方向の応力成分FTD、更にそのベクトル合成応力FCPとFCPの傾きφが計算できる。
【0024】
本発明では、このベクトル合成応力FCPを降下させないように、縦延伸倍率軌跡の変動を抑制することが重要である。
【0025】
尚、実際の延伸応力検出は、フィルム端部を把持する固定クリップの台座、又はレール走行ベアリング装置とクリップユニットを連結しているアームに、例えば、ストレインゲージや圧電素子などのセンサーを張り付け、そのセンサー信号をコンピュター解析することで可能である。
【0026】
同時二軸延伸機では、例えば、特公昭51−33590号公報に記載されたリニアモータ式の同時二軸延伸装置では、単独に走行するクリップ支持部はレールに沿って配設された複数のリニアモータの固定誘導子が発生する移動磁界に牽引されて移動する。この移動磁界とクリップ支持部に取り付けられている永久磁石との間に吸引力が作用して、移動磁界に同期して走行している。しかしながら、クリップがフィルム端部を把持して延伸走行中では、クリップにフィルム延伸応力が掛かる。この延伸応力に対してクリップ支持部は移動磁界より位置ズレするズレ量(変位量)に対抗して反力を発生させる原理になっているので、その応力平衡位置にクリップは変位して走行することになる。延伸前期ではクリップ支持部は出口側へ進行方向に変位し、延伸後期では逆に入口側へ後退方向に変位してクリップは走行する。この変位が逆転する変曲点でクリップ間距離で表す延伸倍率が不確実な動きをすることになる。
【0027】
次に、機械式の同時二軸延伸機では、例えば、実公昭45−6785号公報に記載されたパンタグラフ式の同時二軸延伸機では、リンクユニットをエンドレスに連結した無端リンク装置は、左右一対のガイドレールに規制されながら、スプロケットにより駆動される。リンクユニットに固定されているクリップのクリップ間距離を伸長する縦延伸機構は、このガイドレール間隔を次第に狭めることにより漸広される構造になっている。
【0028】
この一対の無端リンク装置の駆動は、入口側スプロケットにより押し込まれ、同時に出口側スプロケットに引っ張られることにより行われる。この両駆動リンク漸広機構には、途中で押し荷重も引き荷重も作用しない点(以下「中立点」と称す)が存在する。
【0029】
通常、レールに沿って走行するクリップ支持部とレールとの間には、意図的に遊び(隙間)が設けられる。そのためこの中立点には、クリップが走行方向に自由に動くことができる移動幅がある。
【0030】
中立点は、押し荷重でレールに接触回転していたベアリングが、一旦フリーになり、次に引き荷重でレールの対抗面に接触回転が移行する位置であり、このレールのどちらにも接触規制されない浮遊区間(バックラッシュ)となる。
【0031】
このクリップのバックラッシュは、クリップに掛かるフィルム延伸応力とその傾き角によって、その可動範囲を移動し、クリップ間距離で表す縦延伸倍率の不確実な変動を引き起こすことになる。
【0032】
このバックラッシュの移動幅が大きいと、クリップがフィルムを把持せずフリー走行しているときは中立点も一定で縦延伸倍率軌跡も安定しているが、フィルムを把持して延伸走行中には、クリップに掛かるフィルム延伸応力の合力と傾きが変化することによって、中立点が勝手に大きく移動し、且つ縦延伸倍率軌跡が一時的に変動するのである。
【0033】
延伸途中で縦延伸倍率の変動が起きると、延伸ゾーンでのフィルム面全体の延伸変形挙動に大きく悪影響を及ぼすことになる。
【0034】
縦延伸倍率軌跡を不確実に変動をさせないためには、前記したバックラッシュを抑制して、上述のように、延伸過程の任意の時点における、クリップがフィルムを把持せずにフリー走行しているときの縦延伸倍率軌跡と、フィルムを把持して延伸走行しているときの縦延伸倍率軌跡との差を、最大延伸倍率の5%以下とすればよい。
【0035】
抑制方法としては、例えば、リニアモータ式の同時二軸延伸装置では、固定誘導子の界磁コイルに供給する交流周波数を変えることで、各クリップ支持部の走行速度を個別に加減速調整できるので、各リニアモータドライバにおける周波数に修正を加えたり、固定誘導子の界磁コイルに供給する励磁電圧を上げ磁力を強化したりすることで、縦延伸倍率軌跡のズレを補正する方法が挙げられる。
【0036】
次に、機械式のパンタグラフ式同時二軸延伸機では、レールに沿って走行するクリップ支持体とレールとのクリアランスを狭くする方法があるが、適正なクリアランスを有しないとリンクユニットの寿命を低下させる原因となるので、組立精度に配慮した適正なクリアランスの選択が必要である。又、入口側と出口側のスプロケットに加え中立点に中間駆動装置を設ける方法などが挙げられるが、これに限定するものではない。
【0037】
更に本発明では、縦延伸倍率軌跡を横延伸倍率軌跡より先行させるボーイング対策と組み合わせて適用できる。縦延伸倍率軌跡を横延伸倍率軌跡より先行させるとは、延伸過程の任意の時点において、縦延伸の最大延伸倍率に対するその時点での縦延伸倍率が、横延伸の最大倍率に対するその時点での横延伸倍率よりも高くなるようにすることを意味する。
【0038】
又、本発明では、同時二軸延伸の縦延伸倍率が2.5倍以上4.5倍以下であり、且つ、縦延伸倍率と横延伸倍率との比率が0.5以上1.5以下であることが好ましい。上記範囲は、充分な配向を与えるために実用化されている同時二軸延伸フィルムの二軸延伸倍率範囲であり、本発明の焦点である縦延伸倍率軌跡を最大倍率の5%以上降下させない効果、つまり均一延伸させるための効果が顕著に発現できる範囲である。この倍率範囲で本発明は特に有用なものとなる。
【0039】
この縦延伸倍率軌跡に関わる横延伸倍率軌跡(レール)のカーブは、特に限定するものではないが、二次或いは三次関数、三角関数、円弧と直線、曲線などの組み合わせで設定できる。
【0040】
次に、本発明における同時二軸延伸は、パンタグラフ方式テンター、スクリュー方式テンター、リニアモータ方式テンターなどを用いて行うことができる。かかる手段の具体例として、個々のクリップがリニアモータ方式で単独に駆動されているテンターは、可変周波数ドライバを制御することで縦延伸倍率変化を任意に制御できる柔軟性から最も好ましい。この方式によると、縦延伸倍率軌跡の補正調整が容易であり、縦延伸倍率及び軌跡のカーブを微妙にしかも自由に選定できる利点がある。
【0041】
本発明の製造方法が適用できる樹脂としては、ポリアミド樹脂、ポリエステル樹脂などの、フィルムを形成することが可能な任意の樹脂を挙げることができる。なかでも、本発明は上述のように特にポリアミド樹脂に適用した場合にその効果が顕著である。ポリアミド樹脂としては、ナイロン6、ナイロン66の他、ナイロン11、ナイロン12などの単独重合体や、これらの混合物、共重合体などが挙げられる。
【0042】
ポリアミド樹脂には、公知の添加剤、たとえば安定剤、酸化防止剤、充填剤、滑剤、帯電防止剤、ブロッキング防止剤、着色剤などを含有させても良い。
【実施例】
【0043】
本発明において用いた評価方法を下記に示す。
(1)厚さムラ拡大率
未延伸フィルムの厚みを、巾方向に5mmピッチで測定した。これを長さ方向10m毎に10箇所測定し、全データより変動係数を求め、未延伸フィルムの厚さ変動係数CADとした。次に二軸延伸後のフィルムについて、その厚みを巾方向に[5×横延伸倍率×リラックス率]mmピッチで測定し、これを長さ方向[10×縦延伸倍率×リラックス率]m毎に10箇所測定し、全データより変動係数を求め、延伸フィルムの厚さ変動係数CBOとした。
【0044】
このCADに対するCBOの倍率(CBO/CAD)を求め、厚さムラ拡大率とした。
尚、測定器は、アンリツ社製FILM THICKNESS TESTER(KG601A)を使用した。
【0045】
(2)升目延伸倍率(面倍率)
未延伸フィルム全面に10mm角の升目を印刷しながら、連続延伸を行った。二軸延伸後の升目四辺形の面積を求め、各升目毎に該当するフィルムの実質延伸倍率(面倍率)を計測した。巻取フィルムの全巾を長さ方向に5m採取して、実質延伸倍率の配列マトリックスより面倍率分布を得た。これを長さ方向100m毎に10箇所測定した。全ての面倍率データから変動係数を求めた。
【0046】
次に、本発明を実施例によって具体的に説明する。
【0047】
実施例1
ナイロン6樹脂を巾600mmT型ダイより溶融押出し、冷却ロール上でシート状に冷却固化させ、厚さ150μmの未延伸ポリアミドフィルムを成形し、続いて50℃に温調された温水槽で吸水処理させた。次に、このフィルムをリニアモータ駆動の同時二軸延伸テンターに供給し、両端をクリップで把持して、190℃の条件下で、縦延伸倍率3.0倍、横延伸倍率3.3倍に同時二軸延伸を行った。尚この際、リニアモータドライバの周波数を調整して補正を加え、フリー走行中及びフィルム延伸走行中のクリップ間距離で表す縦延伸倍率の差が、延伸過程の任意の時点において、最大延伸倍率つまり最終的な延伸倍率の0.5%以下の縦延伸倍率軌跡を採用した。フリー走行中の縦延伸倍率軌跡を図2のAに、フィルム延伸走行中の縦延伸倍率軌跡を図2のBに示す。
【0048】
尚、図2では、フリー走行中の縦延伸倍率軌跡Aと、フィルム延伸走行中の縦延伸倍率軌跡Bとの差を誇張して表示しているが、本実施例1では、実際は上記のようにこの差が最大延伸倍率すなわち最終延伸倍率の0.5%以下となるようにした。
【0049】
更にテンターオーブンで215℃の熱処理を施し、縦横2%リラックス処理をして冷却後、フィルムの両端部をトリミングして巻取機で巻取った。こうして厚さ15μmの同時二軸延伸ポリアミドフィルム製品ロールを得た。巻取速度は、120m/minとした。
【0050】
この実施例1での巾方向の厚さムラ拡大率は2.1倍であった(未延伸フィルムの厚さ変動係数が1.0%に対して、延伸フィルムの厚さ変動係数は2.1%)。面倍率の変動係数は2%以下であり、均一に延伸されていた。又、図1に示されるFCPの低下は全くなかった。
【0051】
巾方向にも長さ方向にも均一に延伸されたフィルムが得られた。ほぼフィルム全巾が製品として実用可能であった。
【0052】
実施例2
実施例1と同様の条件で、リニアモータドライバの周波数を調整して補正を加え、上記実施例1に対して、縦延伸倍率の差が2%以下となる縦延伸倍率軌跡を採用した。
【0053】
この実施例2での巾方向の厚さムラ拡大率は3.4倍であった(未延伸フィルムの厚さ変動係数が1.0%に対して、延伸フィルムの厚さ変動係数は3.4%)。面倍率の変動係数は4%以下であるが、実施例1に比べて厚さムラは増大していた。又、FCPは一時的に平衡状態になるが低下はなかった。
【0054】
ほぼ均一に延伸され実用上問題ないフィルムが得られた。フィルム製品として採用できた。
【0055】
実施例3
実施例1と同様の条件で、パンタグラフ式同時二軸延伸機に供給し、両端をクリップで把持して、縦延伸倍率3.0倍、横延伸倍率3.3倍に同時二軸延伸を行った。尚この際、リンクとレールのクリアランスを調整して、延伸過程の任意の時点における、フリー走行中及びフィルム延伸走行中のクリップ間距離で表す縦延伸倍率の差が1%以下の縦延伸倍率軌跡を採用した。フリー走行中の縦延伸倍率軌跡とフィルム延伸走行中の縦延伸倍率軌跡は、実施例1の場合と同様に、図2に表されている傾向を示した。
【0056】
この実施例3での巾方向の厚さムラ拡大率は2.2倍であった(未延伸フィルムの厚さ変動係数が1.0%に対して、延伸フィルムの厚さ変動係数は2.2%)。面倍率の変動係数は2%以下であり、均一に延伸されていた。又、FCPの低下は全くなかった。
【0057】
巾方向にも長さ方向にも均一に延伸されたフィルムが得られた。ほぼフィルム全巾が製品として実用可能であった。
【0058】
比較例
実施例1と同様の条件で、実施例3に対して、縦延伸倍率の差が5%以上となる縦延伸倍率軌跡を採用した。
【0059】
この比較例での巾方向の厚さムラ拡大率は8.2倍であった(未延伸フィルムの厚さ変動係数が1.0%に対して、延伸フィルムの厚さ変動係数は8.2%)。面倍率の変動係数は8%以上で、著しい延伸ムラが観察された。又、FCPは一時的に20%低下した。
【0060】
フィルム製品として採用できなかった。
【技術分野】
【0001】
本発明は同時二軸延伸フィルムの製造方法に関し、特に、延伸ムラに起因する物性ムラが抑えられた高品質の同時二軸延伸フィルムを製造することができる製造方法に関する。更に詳しくは、同時二軸延伸工程において応力緩和に起因してフィルムに発生する応力変形バランスの崩れを抑えることで、物性均一性、特に機械的特性・熱寸法安定性・光学特性に優れた品質・性能を有する同時二軸延伸フィルムを製造することができる製造方法に関するものである。
【背景技術】
【0002】
通常、二軸延伸ポリアミドフィルムなどの二軸延伸フィルムの製造においては、押出工程で実質的に無配向の未延伸フィルムを成型し、延伸工程で縦方向と横方向の二軸に引き延ばすことで、充分に分子配向された高強度の二軸配向フィルムを得る方法が採用されている。二軸延伸方法には、フィルムの縦方向(長さ方向)に縦延伸した後に引き続きフィルムの横方向(巾方向)に横延伸する逐次二軸延伸法と、縦・横同時に延伸する同時二軸延伸法とがある。同時二軸延伸法は、逐次二軸延伸法に比べ、面方向の配向バランスが均質なフィルムが得られる優れた利点があるものの、物理的に複雑な延伸機構が必要となる。つまり、未延伸フィルムの横方向の両端部を、フィルムの縦方向に沿って複数配置された走行式のクリップにて把持し、延伸機構によってフィルムの縦方向に沿ったクリップ同士の間隔を広げることで縦方向の延伸が行われ、延伸機構によってフィルムの横方向の両端部のクリップ同士の間隔を広げることで横方向の延伸が行われる。このようなクリップ同士の間隔を広げるためには、特に、未延伸フィルムの端部を把持した状態で機械的或いは電気的に駆動されるクリップの走行速度を加速制御することが可能な複雑な延伸機構を必要とする。このために、延伸工程で均一に延伸変形させることは難しい。
【0003】
従来から、同時二軸延伸法における縦延伸倍率の軌跡を工夫することで、延伸工程における変形挙動の均一化を図る検討がなされている。縦延伸倍率軌跡とは、延伸工程の進行に伴う縦延伸倍率の変化をいい、特にその変化の様子を線図で表したものをいう。例えば、変形挙動の均一化の阻害要因であるボーイング現象を抑制しようとする手段として、縦方向に弛緩処理しながら横方向に延伸する方法(特許文献1)が提案されている。或いは縦延伸倍率軌跡を横延伸倍率軌跡より先行させる方法(特許文献2)、更に縦延伸倍率軌跡の歪に起因する応力低下を抑制する方法(特許文献3)などが提案されている。
【0004】
換言すると、延伸倍率軌跡とは、延伸開始点から最大延伸倍率到達点に至る延伸倍率変化であり、その変化をたとえばグラフなどで表したものであると定義付けることができる。縦延伸倍率は、一般的に、(1)二つのクリップとクリップとの直線距離として表すものと、(2)このクリップ間距離を縦(フィルム流れ)方向に投影した距離で表すものがある。
【0005】
このうちの、特に(1)のクリップ間直線距離で表す縦延伸倍率軌跡を巧く制御できないと、応力緩和に起因する延伸ムラが発生して延伸フィルムの厚さムラが拡大するという問題がある。
【0006】
この延伸工程で生じる延伸ムラは、上述のように先ず厚さムラとして現れると共に、分子配向の違いによるフィルム物性のムラに繋がる。この物性のムラは、直接フィルム生産工程の弊害に関わらなくても、二軸延伸フィルムを製品としたときに問題となる。たとえばフィルムを包装用途に供した場合には、フィルム製品の印刷ラミネート加工・製袋充填加工といった加工工程が必要となるが、これらの加工工程において、印刷ピッチずれ・蛇行・シール不良・製袋ムラなどのトラブル発生や、それにもとづくフィルム加工製品の品質悪化を招くことになる。こうした品質の悪化したフィルムは、特に物性バランスが要求されるフィルム用途では、延伸されたフィルムが全巾にわたって同一物性を有するものとして製品扱いすることができないことになる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2000−309051号公報
【特許文献2】特開2002−370278号公報
【特許文献3】特開2009−113391号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上記同時二軸延伸法で問題となる応力緩和に起因する厚さムラの拡大を極力抑え、均一で優れた品質安定性を有する同時二軸延伸フィルムを得ることができる製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決するため、機械的面倍率変形軌跡と実際のポリアミドフィルムの延伸変形、応力挙動について解析し、本発明に到達した。
すなわち、本発明は、次の通りのものである。
【0010】
(1)未延伸フィルムの横方向の両端部を複数のクリップで把持して縦方向および横方向同時に二軸延伸するテンター法同時二軸延伸方法によりフィルムを延伸するに際し、クリップ間距離で表す縦延伸倍率についての、延伸過程の任意の時点における、クリップがフィルムを把持せずにフリー走行しているときの縦延伸倍率軌跡と、フィルムを把持して延伸走行しているときの縦延伸倍率軌跡との差を、最大延伸倍率の5%以下とすることを特徴とする同時二軸延伸フィルムの製造方法。
【0011】
(2)縦延伸倍率軌跡を横延伸倍率軌跡より先行させることを特徴とする(1)の同時二軸延伸フィルムの製造方法。
【0012】
(3)同時二軸延伸の縦延伸倍率が2.5倍以上4.5倍以下であり、且つ、縦延伸倍率と横延伸倍率との比率が0.5以上1.5以下である(1)又は(2)の同時二軸延伸フィルムの製造方法。
【0013】
(4)リニアモータ方式で駆動されるテンター法同時二軸延伸機を用いることを特徴とする(1)〜(3)のいずれかの同時二軸延伸フィルムの製造方法。
【発明の効果】
【0014】
本発明によれば、同時二軸延伸法で問題となる応力緩和に起因する厚さムラの拡大を極力抑え、均一で優れた品質安定性を有する同時二軸延伸ドフィルムが生産できる。
【図面の簡単な説明】
【0015】
【図1】延伸応力成分及びベクトル合成応力とその傾きの関係を示す説明図である。
【図2】実施例及び比較例に用いた縦延伸倍率軌跡を示す概略図である。
【発明を実施するための形態】
【0016】
以下、本発明について詳細に説明する。
本発明では、未延伸フィルムの巾方向(横方向)の両端部を多数のクリップで把持して縦・横同時に二軸延伸するテンター法同時二軸延伸方法において、クリップ間距離で表す縦延伸倍率についての、任意の時点における、クリップがフィルムを把持せずにフリー走行しているときの縦延伸倍率軌跡と、フィルムを把持して延伸走行しているときの縦延伸倍率軌跡との差を、最大延伸倍率の5%以下とすることが最も重要である。更に好ましくは2%以下である。
【0017】
本発明でいう延伸倍率軌跡とは、延伸開始点から最大延伸倍率到達点に至る延伸倍率変化をいい、たとえばその変化をグラフなどで表したものをいう。縦延伸倍率としては、上述のように、(1)隣り合わせのクリップとクリップの直線距離として表すものと、(2)このクリップ間距離を縦(フィルム流れ)方向に投影した距離で表すものがあるが、本発明では(1)を用い、これを「クリップ間距離で表す縦延伸倍率」という。
【0018】
同時二軸延伸とは、縦・横の二軸方向に同時に引き伸ばす機構で行う延伸をいう。つまり、縦延伸として、フィルム走行方向に向かって右及び左に配列され、フィルム端部を把持して走行するクリップ列の隣同士のクリップとクリップの間隔を、次第に広げてフィルムをその走行方向に引き伸ばす(加速する)ことと、横延伸として、フィルム走行方向に向かって右左に対向するクリップのクリップ間距離を、次第に広げて巾方向に引き伸ばすこととが、同時に行われる延伸方法である。そのため、機械的に漸広する縦方向と横方向の延伸倍率変化が、実際のフィルム変形には相互に影響するのである。その理由は、縦(又は横)一軸方向の延伸変形が行われると、その直角方向である横(又は縦)に収縮応力が作用することによる。つまり、フィルム面には縦(又は横)一軸方向の延伸応力に加え、その直角方向の収縮応力が加重され、これらの応力が相互に且つ同時に作用しているためである。
【0019】
仮にクリップ間距離で表される縦延伸倍率の漸広変化が、延伸途中で一時的に停止し再び急加速する、或いは急加速した後に一時的に停止するといった不確実な動きをすると、一時的に停止したときに延伸応力低下を起こす。その応力低下は、縦方向の応力緩和の原因になると共に横方向にも波及する。このため、再び縦延伸倍率が戻っても、延伸ゾーンには、延伸倍率が停止する前の延伸応力と再び延伸倍率が加速したときの延伸応力とが平衡して存在することになる。横延伸倍率は既に進行しているので、フィルムがフィルムを引っ張り合う延伸ゾーンでは、面倍率の異なる延伸ムラが応力平衡して存在することになる。特にフィルムに厚さムラがあると、延伸応力の高い厚い部分は最大延伸倍率に至らず、そのまま延伸ゾーンを通過してしまう結果となる。そのため、延伸されたフィルムの厚さムラ拡大率は増加することになる。特にこの現象は、ポリアミドフィルムで顕著である。
【0020】
本発明でいう厚さムラ拡大率とは、単位長さの未延伸フィルムの厚さ変動係数と、その延伸された後の延伸フィルムの厚さ変動係数を比較した拡大倍率をいう。変動係数とは、標準偏差の平均値に対する比でデータのばらつき度を表す統計用語である。
【0021】
フィルムを把持しないフリー走行中及びフィルム端部を把持して延伸走行中の実際のクリップ間距離は、数台のカメラでクリップにピントを合わせ、延伸機入口のクリップ1ピッチ周期の送りのタイミングに同期して撮影し、その画像解析でクリップ間距離とクリップの位置ズレ量を計測することで、求めることができる。これによって、不確実な縦延伸倍率の動き(差)を捉えることができる。
【0022】
本発明においては、同時二軸延伸の途中で縦延伸倍率軌跡のこの不確実な変動に起因する応力低下をさせないことが重要である。
この延伸ゾーンでの応力解析は、例えば、クリップに掛かるフィルム延伸応力を計測することで行うことが可能である。クリップに掛かるフィルム延伸応力成分及びベクトル合成応力とその傾きの関係を図1に示す。
【0023】
図1において、1はクリップ、2はクリップ1を支持する支持部である。支持部2は、レール3に沿って走行される。4は縦方向、αは縦方向4に対するクリップ1の走行移動角である。クリップ1の走行移動の接線進行方向に掛かる応力FRD(逆方向を−FRD)と、クリップ1の走行移動の法線方向に掛かる応力FVDは実測できるので、クリップ1の走行移動角αから縦進行方向の応力成分FMD(逆方向を−FMD)と横方向の応力成分FTD、更にそのベクトル合成応力FCPとFCPの傾きφが計算できる。
【0024】
本発明では、このベクトル合成応力FCPを降下させないように、縦延伸倍率軌跡の変動を抑制することが重要である。
【0025】
尚、実際の延伸応力検出は、フィルム端部を把持する固定クリップの台座、又はレール走行ベアリング装置とクリップユニットを連結しているアームに、例えば、ストレインゲージや圧電素子などのセンサーを張り付け、そのセンサー信号をコンピュター解析することで可能である。
【0026】
同時二軸延伸機では、例えば、特公昭51−33590号公報に記載されたリニアモータ式の同時二軸延伸装置では、単独に走行するクリップ支持部はレールに沿って配設された複数のリニアモータの固定誘導子が発生する移動磁界に牽引されて移動する。この移動磁界とクリップ支持部に取り付けられている永久磁石との間に吸引力が作用して、移動磁界に同期して走行している。しかしながら、クリップがフィルム端部を把持して延伸走行中では、クリップにフィルム延伸応力が掛かる。この延伸応力に対してクリップ支持部は移動磁界より位置ズレするズレ量(変位量)に対抗して反力を発生させる原理になっているので、その応力平衡位置にクリップは変位して走行することになる。延伸前期ではクリップ支持部は出口側へ進行方向に変位し、延伸後期では逆に入口側へ後退方向に変位してクリップは走行する。この変位が逆転する変曲点でクリップ間距離で表す延伸倍率が不確実な動きをすることになる。
【0027】
次に、機械式の同時二軸延伸機では、例えば、実公昭45−6785号公報に記載されたパンタグラフ式の同時二軸延伸機では、リンクユニットをエンドレスに連結した無端リンク装置は、左右一対のガイドレールに規制されながら、スプロケットにより駆動される。リンクユニットに固定されているクリップのクリップ間距離を伸長する縦延伸機構は、このガイドレール間隔を次第に狭めることにより漸広される構造になっている。
【0028】
この一対の無端リンク装置の駆動は、入口側スプロケットにより押し込まれ、同時に出口側スプロケットに引っ張られることにより行われる。この両駆動リンク漸広機構には、途中で押し荷重も引き荷重も作用しない点(以下「中立点」と称す)が存在する。
【0029】
通常、レールに沿って走行するクリップ支持部とレールとの間には、意図的に遊び(隙間)が設けられる。そのためこの中立点には、クリップが走行方向に自由に動くことができる移動幅がある。
【0030】
中立点は、押し荷重でレールに接触回転していたベアリングが、一旦フリーになり、次に引き荷重でレールの対抗面に接触回転が移行する位置であり、このレールのどちらにも接触規制されない浮遊区間(バックラッシュ)となる。
【0031】
このクリップのバックラッシュは、クリップに掛かるフィルム延伸応力とその傾き角によって、その可動範囲を移動し、クリップ間距離で表す縦延伸倍率の不確実な変動を引き起こすことになる。
【0032】
このバックラッシュの移動幅が大きいと、クリップがフィルムを把持せずフリー走行しているときは中立点も一定で縦延伸倍率軌跡も安定しているが、フィルムを把持して延伸走行中には、クリップに掛かるフィルム延伸応力の合力と傾きが変化することによって、中立点が勝手に大きく移動し、且つ縦延伸倍率軌跡が一時的に変動するのである。
【0033】
延伸途中で縦延伸倍率の変動が起きると、延伸ゾーンでのフィルム面全体の延伸変形挙動に大きく悪影響を及ぼすことになる。
【0034】
縦延伸倍率軌跡を不確実に変動をさせないためには、前記したバックラッシュを抑制して、上述のように、延伸過程の任意の時点における、クリップがフィルムを把持せずにフリー走行しているときの縦延伸倍率軌跡と、フィルムを把持して延伸走行しているときの縦延伸倍率軌跡との差を、最大延伸倍率の5%以下とすればよい。
【0035】
抑制方法としては、例えば、リニアモータ式の同時二軸延伸装置では、固定誘導子の界磁コイルに供給する交流周波数を変えることで、各クリップ支持部の走行速度を個別に加減速調整できるので、各リニアモータドライバにおける周波数に修正を加えたり、固定誘導子の界磁コイルに供給する励磁電圧を上げ磁力を強化したりすることで、縦延伸倍率軌跡のズレを補正する方法が挙げられる。
【0036】
次に、機械式のパンタグラフ式同時二軸延伸機では、レールに沿って走行するクリップ支持体とレールとのクリアランスを狭くする方法があるが、適正なクリアランスを有しないとリンクユニットの寿命を低下させる原因となるので、組立精度に配慮した適正なクリアランスの選択が必要である。又、入口側と出口側のスプロケットに加え中立点に中間駆動装置を設ける方法などが挙げられるが、これに限定するものではない。
【0037】
更に本発明では、縦延伸倍率軌跡を横延伸倍率軌跡より先行させるボーイング対策と組み合わせて適用できる。縦延伸倍率軌跡を横延伸倍率軌跡より先行させるとは、延伸過程の任意の時点において、縦延伸の最大延伸倍率に対するその時点での縦延伸倍率が、横延伸の最大倍率に対するその時点での横延伸倍率よりも高くなるようにすることを意味する。
【0038】
又、本発明では、同時二軸延伸の縦延伸倍率が2.5倍以上4.5倍以下であり、且つ、縦延伸倍率と横延伸倍率との比率が0.5以上1.5以下であることが好ましい。上記範囲は、充分な配向を与えるために実用化されている同時二軸延伸フィルムの二軸延伸倍率範囲であり、本発明の焦点である縦延伸倍率軌跡を最大倍率の5%以上降下させない効果、つまり均一延伸させるための効果が顕著に発現できる範囲である。この倍率範囲で本発明は特に有用なものとなる。
【0039】
この縦延伸倍率軌跡に関わる横延伸倍率軌跡(レール)のカーブは、特に限定するものではないが、二次或いは三次関数、三角関数、円弧と直線、曲線などの組み合わせで設定できる。
【0040】
次に、本発明における同時二軸延伸は、パンタグラフ方式テンター、スクリュー方式テンター、リニアモータ方式テンターなどを用いて行うことができる。かかる手段の具体例として、個々のクリップがリニアモータ方式で単独に駆動されているテンターは、可変周波数ドライバを制御することで縦延伸倍率変化を任意に制御できる柔軟性から最も好ましい。この方式によると、縦延伸倍率軌跡の補正調整が容易であり、縦延伸倍率及び軌跡のカーブを微妙にしかも自由に選定できる利点がある。
【0041】
本発明の製造方法が適用できる樹脂としては、ポリアミド樹脂、ポリエステル樹脂などの、フィルムを形成することが可能な任意の樹脂を挙げることができる。なかでも、本発明は上述のように特にポリアミド樹脂に適用した場合にその効果が顕著である。ポリアミド樹脂としては、ナイロン6、ナイロン66の他、ナイロン11、ナイロン12などの単独重合体や、これらの混合物、共重合体などが挙げられる。
【0042】
ポリアミド樹脂には、公知の添加剤、たとえば安定剤、酸化防止剤、充填剤、滑剤、帯電防止剤、ブロッキング防止剤、着色剤などを含有させても良い。
【実施例】
【0043】
本発明において用いた評価方法を下記に示す。
(1)厚さムラ拡大率
未延伸フィルムの厚みを、巾方向に5mmピッチで測定した。これを長さ方向10m毎に10箇所測定し、全データより変動係数を求め、未延伸フィルムの厚さ変動係数CADとした。次に二軸延伸後のフィルムについて、その厚みを巾方向に[5×横延伸倍率×リラックス率]mmピッチで測定し、これを長さ方向[10×縦延伸倍率×リラックス率]m毎に10箇所測定し、全データより変動係数を求め、延伸フィルムの厚さ変動係数CBOとした。
【0044】
このCADに対するCBOの倍率(CBO/CAD)を求め、厚さムラ拡大率とした。
尚、測定器は、アンリツ社製FILM THICKNESS TESTER(KG601A)を使用した。
【0045】
(2)升目延伸倍率(面倍率)
未延伸フィルム全面に10mm角の升目を印刷しながら、連続延伸を行った。二軸延伸後の升目四辺形の面積を求め、各升目毎に該当するフィルムの実質延伸倍率(面倍率)を計測した。巻取フィルムの全巾を長さ方向に5m採取して、実質延伸倍率の配列マトリックスより面倍率分布を得た。これを長さ方向100m毎に10箇所測定した。全ての面倍率データから変動係数を求めた。
【0046】
次に、本発明を実施例によって具体的に説明する。
【0047】
実施例1
ナイロン6樹脂を巾600mmT型ダイより溶融押出し、冷却ロール上でシート状に冷却固化させ、厚さ150μmの未延伸ポリアミドフィルムを成形し、続いて50℃に温調された温水槽で吸水処理させた。次に、このフィルムをリニアモータ駆動の同時二軸延伸テンターに供給し、両端をクリップで把持して、190℃の条件下で、縦延伸倍率3.0倍、横延伸倍率3.3倍に同時二軸延伸を行った。尚この際、リニアモータドライバの周波数を調整して補正を加え、フリー走行中及びフィルム延伸走行中のクリップ間距離で表す縦延伸倍率の差が、延伸過程の任意の時点において、最大延伸倍率つまり最終的な延伸倍率の0.5%以下の縦延伸倍率軌跡を採用した。フリー走行中の縦延伸倍率軌跡を図2のAに、フィルム延伸走行中の縦延伸倍率軌跡を図2のBに示す。
【0048】
尚、図2では、フリー走行中の縦延伸倍率軌跡Aと、フィルム延伸走行中の縦延伸倍率軌跡Bとの差を誇張して表示しているが、本実施例1では、実際は上記のようにこの差が最大延伸倍率すなわち最終延伸倍率の0.5%以下となるようにした。
【0049】
更にテンターオーブンで215℃の熱処理を施し、縦横2%リラックス処理をして冷却後、フィルムの両端部をトリミングして巻取機で巻取った。こうして厚さ15μmの同時二軸延伸ポリアミドフィルム製品ロールを得た。巻取速度は、120m/minとした。
【0050】
この実施例1での巾方向の厚さムラ拡大率は2.1倍であった(未延伸フィルムの厚さ変動係数が1.0%に対して、延伸フィルムの厚さ変動係数は2.1%)。面倍率の変動係数は2%以下であり、均一に延伸されていた。又、図1に示されるFCPの低下は全くなかった。
【0051】
巾方向にも長さ方向にも均一に延伸されたフィルムが得られた。ほぼフィルム全巾が製品として実用可能であった。
【0052】
実施例2
実施例1と同様の条件で、リニアモータドライバの周波数を調整して補正を加え、上記実施例1に対して、縦延伸倍率の差が2%以下となる縦延伸倍率軌跡を採用した。
【0053】
この実施例2での巾方向の厚さムラ拡大率は3.4倍であった(未延伸フィルムの厚さ変動係数が1.0%に対して、延伸フィルムの厚さ変動係数は3.4%)。面倍率の変動係数は4%以下であるが、実施例1に比べて厚さムラは増大していた。又、FCPは一時的に平衡状態になるが低下はなかった。
【0054】
ほぼ均一に延伸され実用上問題ないフィルムが得られた。フィルム製品として採用できた。
【0055】
実施例3
実施例1と同様の条件で、パンタグラフ式同時二軸延伸機に供給し、両端をクリップで把持して、縦延伸倍率3.0倍、横延伸倍率3.3倍に同時二軸延伸を行った。尚この際、リンクとレールのクリアランスを調整して、延伸過程の任意の時点における、フリー走行中及びフィルム延伸走行中のクリップ間距離で表す縦延伸倍率の差が1%以下の縦延伸倍率軌跡を採用した。フリー走行中の縦延伸倍率軌跡とフィルム延伸走行中の縦延伸倍率軌跡は、実施例1の場合と同様に、図2に表されている傾向を示した。
【0056】
この実施例3での巾方向の厚さムラ拡大率は2.2倍であった(未延伸フィルムの厚さ変動係数が1.0%に対して、延伸フィルムの厚さ変動係数は2.2%)。面倍率の変動係数は2%以下であり、均一に延伸されていた。又、FCPの低下は全くなかった。
【0057】
巾方向にも長さ方向にも均一に延伸されたフィルムが得られた。ほぼフィルム全巾が製品として実用可能であった。
【0058】
比較例
実施例1と同様の条件で、実施例3に対して、縦延伸倍率の差が5%以上となる縦延伸倍率軌跡を採用した。
【0059】
この比較例での巾方向の厚さムラ拡大率は8.2倍であった(未延伸フィルムの厚さ変動係数が1.0%に対して、延伸フィルムの厚さ変動係数は8.2%)。面倍率の変動係数は8%以上で、著しい延伸ムラが観察された。又、FCPは一時的に20%低下した。
【0060】
フィルム製品として採用できなかった。
【特許請求の範囲】
【請求項1】
未延伸フィルムの横方向の両端部を複数のクリップで把持して縦方向および横方向に同時に二軸延伸するテンター法同時二軸延伸方法によりフィルムを延伸するに際し、クリップ間距離で表す縦延伸倍率についての、延伸過程の任意の時点における、クリップがフィルムを把持せずにフリー走行しているときの縦延伸倍率軌跡と、フィルムを把持して延伸走行しているときの縦延伸倍率軌跡との差を、最大延伸倍率の5%以下とすることを特徴とする同時二軸延伸フィルムの製造方法。
【請求項2】
縦延伸倍率軌跡を横延伸倍率軌跡より先行させることを特徴とする請求項1記載の同時二軸延伸フィルムの製造方法。
【請求項3】
同時二軸延伸の縦延伸倍率が2.5倍以上4.5倍以下であり、且つ、縦延伸倍率と横延伸倍率との比率が0.5以上1.5以下であることを特徴とする請求項1又は2に記載の同時二軸延伸フィルムの製造方法。
【請求項4】
リニアモータ方式で駆動されるテンター法同時二軸延伸機を用いることを特徴とする請求項1〜3のいずれかに記載の同時二軸延伸フィルムの製造方法。
【請求項1】
未延伸フィルムの横方向の両端部を複数のクリップで把持して縦方向および横方向に同時に二軸延伸するテンター法同時二軸延伸方法によりフィルムを延伸するに際し、クリップ間距離で表す縦延伸倍率についての、延伸過程の任意の時点における、クリップがフィルムを把持せずにフリー走行しているときの縦延伸倍率軌跡と、フィルムを把持して延伸走行しているときの縦延伸倍率軌跡との差を、最大延伸倍率の5%以下とすることを特徴とする同時二軸延伸フィルムの製造方法。
【請求項2】
縦延伸倍率軌跡を横延伸倍率軌跡より先行させることを特徴とする請求項1記載の同時二軸延伸フィルムの製造方法。
【請求項3】
同時二軸延伸の縦延伸倍率が2.5倍以上4.5倍以下であり、且つ、縦延伸倍率と横延伸倍率との比率が0.5以上1.5以下であることを特徴とする請求項1又は2に記載の同時二軸延伸フィルムの製造方法。
【請求項4】
リニアモータ方式で駆動されるテンター法同時二軸延伸機を用いることを特徴とする請求項1〜3のいずれかに記載の同時二軸延伸フィルムの製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2011−212928(P2011−212928A)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願番号】特願2010−82176(P2010−82176)
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
[ Back to top ]