
同軸ケーブルの製造方法及び同軸ケーブル
【課題】 捻回特性及び被覆除去性の向上を図る。
【解決手段】 中心導体12に絶縁体14が被覆され、さらにその外周に外部導体16が形成された同軸ケーブル材料において、外部導体16の外周に高分子液体20及び紫外線硬化型樹脂組成物3を順次塗布した後、紫外線硬化型樹脂組成物3を硬化させてジャケット層18とする。
【解決手段】 中心導体12に絶縁体14が被覆され、さらにその外周に外部導体16が形成された同軸ケーブル材料において、外部導体16の外周に高分子液体20及び紫外線硬化型樹脂組成物3を順次塗布した後、紫外線硬化型樹脂組成物3を硬化させてジャケット層18とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、紫外線硬化型樹脂からなるジャケット層を有する同軸ケーブルの製造方法及び同軸ケーブルに関する。
【背景技術】
【0002】
極細同軸ケーブルは、超音波診断装置、内視鏡装置のような医療機器や、ノートパソコンのような電子機器や、携帯電話のような通信機器等、幅広い用途に用いられている。この極細同軸ケーブルは、一般に、中心導体に絶縁体を被覆し、その絶縁体に複数の導体素線を横巻きして外部導体を形成し、さらにその外部導体をジャケット層で被覆した構造となっている。ジャケット層は、PFA樹脂等の熱可塑性樹脂を用いて押出コーティングにより形成することが一般的である。この方法によるとジャケット層の厚みが30μm程度となる。
【0003】
これに対し、紫外線硬化型樹脂を用いてジャケット層を形成した極細同軸ケーブルが知られている(例えば、特許文献1参照)。特許文献1によれば、高いシールド特性を維持しつつ、ジャケット層を15μmまで薄肉化して仕上がり外径を細くした極細同軸ケーブルが得られることが記載されている。
【0004】
【特許文献1】特開2002−352642号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ノートパソコンや携帯電話等は機器本体部と表示部は折りたたみ構造とすることが一般的になっている。このため、機器本体部と表示部との間の電気接続は屈曲や捻回を伴う配線構造とされており、繰り返しの屈曲や捻回に対する耐久性に優れた極細の同軸ケーブルが必要とされている。また、医療機器用のケーブルも屈曲や捻回に対する耐久性を有することが極めて重要である。
【0006】
ところが、特許文献1に記載の極細同軸ケーブルでは、紫外線硬化型樹脂が硬化する際に収縮するため、外部導体の締め付け力が大きくなり、外部導体とジャケット層との密着力が高くなる。そのため、極細同軸ケーブルを屈曲、捻回させたときにジャケット層が外部導体上を滑ることができず、ジャケット層の破壊や外部導体の破断を生じるおそれがある。
【0007】
また、ジャケット層が外部導体を拘束する力が強いことから、極細同軸ケーブルを他の機器に接続する際、外部導体とジャケット層との界面に剥離が生じにくく、ジャケット層の除去が困難となる。また、ジャケット層に大きな力を加えて無理に除去しようとすると、ジャケット層が崩壊してそのカスが外部導体上に残留し、ハンダ濡れ性不良となりグランドバー取り付けに支障をきたす等の問題を生じる。
【0008】
本発明は、上記事情を考慮し、捻回特性に優れ、ジャケット層を容易に除去できる極細径の同軸ケーブル(極細同軸ケーブル)を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の同軸ケーブルの製造方法は、中心導体と、前記中心導体を被覆する絶縁体と、前記絶縁体の外周に形成される外部導体とを備えた同軸ケーブル材料に、高分子液体及び紫外線硬化型樹脂を順次塗布した後、前記紫外線硬化型樹脂を硬化させてジャケット層を形成することを特徴とする。
【0010】
本発明の同軸ケーブルの製造方法は、高分子液体の粘度が、塗布温度において0.5Pa・s〜60Pa・sの範囲であることが好ましい。
また、高分子液体の粘度が、紫外線硬化型樹脂の粘度と同等又は紫外線硬化型樹脂の粘度より大きいことが好ましい。
【0011】
本発明の同軸ケーブルの製造方法は、高分子液体が反応性を有するものであって、高分子液体を塗布した後、エネルギーを与えて高分子液体をゲル化させることが好ましい。
【0012】
本発明の同軸ケーブルの製造方法は、高分子液体の塗膜の厚さを0.5μm〜10μmの範囲とすることが好ましい。
【0013】
本発明の同軸ケーブルは、中心導体と、前記中心導体を被覆する絶縁体と、前記絶縁体の外周に形成される外部導体と、前記外部導体の外周に形成される高分子液体層と、前記高分子液体層の外周に形成されるジャケット層とを備え、前記ジャケット層が紫外線硬化型樹脂である。
【0014】
本発明の同軸ケーブルは、ジャケット層に全周に切れ目を入れ、切れ目を入れたジャケット層を同軸ケーブルから5mm/分の速さで10mm引き抜いたときの除去力が10N以下であることが好ましい。
【発明の効果】
【0015】
本発明によれば、外部導体の外周面に高分子液体の薄い層を形成し、その上にジャケット層となる紫外線硬化型樹脂層を形成するため、外部導体とその外側の紫外線硬化型樹脂層との密着力を高分子液体層の介在により弱くすることができる。また、前記高分子液体をゲル化させた場合、捻回や屈曲を行った時に、ゲルが変形するために外部導体、ジャケット層がある程度自由に動くことが出来るため、破断を防ぐことができる。そのため、ジャケット層だけを必要な長さにわたり容易に除去することができるので、被覆除去性に優れた極細同軸ケーブルが得られる。また、捻回時にジャケット層が外部導体上を滑りやすくなるので、繰り返しの捻回に対してもジャケット層の破壊等が起こらず、捻回特性に優れる。
【発明を実施するための最良の形態】
【0016】
本発明を実施するための最良の形態について、図面を用いて詳細に説明する。
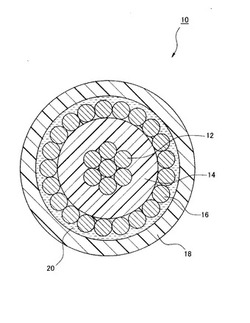
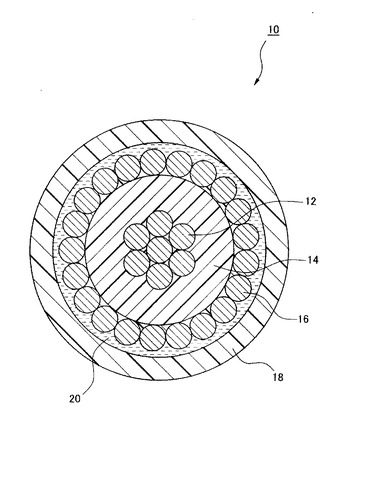
本実施形態に係る製造方法により製造しようとする同軸ケーブル10の構成を図1に示す。図1に示すように、同軸ケーブル10は、ケーブルのほぼ中心に導体素線を数本撚り合わせてなる中心導体12を有している(中心導体は一本の導体であってもよい)。中心導体12は絶縁体14により被覆されている。絶縁体14の外周は、複数の導体素線を横巻きして構成される外部導体16により覆われている。さらに、外部導体16の外周に高分子液体層20が設けられており、高分子液体層20の外周に紫外線硬化型樹脂からなるジャケット層18が設けられている。
【0017】
本実施形態に係る同軸ケーブル10は、直径が0.35mm以下のいわゆる極細同軸ケーブルである。AWG(American Wiring Gauge)で40番よりも細い線である。この実施形態では、中心導体12は、直径がおよそ0.03mm以下の導体素線7本からなり、中心導体12の直径は、およそ0.09mm以下である。中心導体を構成する線の数はこれに限らず一本または複数本であってもよい。また、絶縁体の厚さは、0.050mmほどであり、中心導体12を含む絶縁体までの直径は、およそ0.25mm以下である。また、外部導体16は、直径がおよそ0.030mmφの導体素線が複数本(例えば、21本)からなるものであり、外部導体16までの直径は0.31mm以下である。また、高分子液体層20の厚さは0.5〜10μm程度であり、ジャケット層18の厚さは15〜20μmである。
【0018】
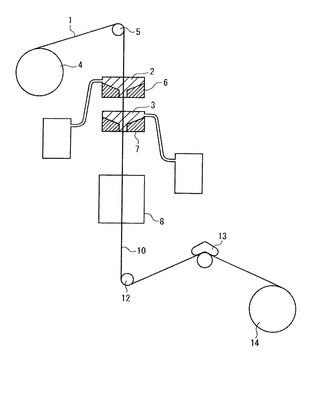
この同軸ケーブル10の製造方法について図2を用いて説明する。図2において、中心導体に絶縁体が被覆され、さらにその外周に外部導体が形成された同軸ケーブル材料1を供給ボビン4から繰り出し、ガイドローラ5を経由して、高分子液体2が充填された第1の塗布装置6に供給する。この第1の塗布装置6を通過させる際に高分子液体2を外部導体の外周に塗布する。
【0019】
高分子液体2の塗膜の厚さは0.5μm〜10μmの範囲とすることが好ましい。0.5μm以上とすることで、均一に塗布しやすくなり、外部導体とジャケット層とを充分に隔離できる。また、10μm以下とすると、端末加工でジャケット層を除去する際に外部導体上に残留する高分子液体量が少なくなるので、拭き取り作業の必要がなくなり、作業性に優れる。塗膜の厚さは同軸ケーブル材料1の外径とダイスの穴の径とを適宜組み合わせて選択することで調整可能である。
【0020】
高分子液体2を塗布した同軸ケーブル材料1を、紫外線硬化型樹脂組成物3が充填された第2の塗布装置7に供給し、この第2の塗布装置7を通過させる際に外周に紫外線硬化型樹脂組成物3を塗布する。さらに、紫外線硬化型樹脂組成物3を塗布した同軸ケーブル材料1を硬化装置8に供給する。この実施形態では、硬化装置8は、紫外線ランプ等を有する紫外線照射装置を使用している。硬化装置8内で紫外線硬化型樹脂組成物3を硬化させることにより、外部導体上に高分子液体層を介してジャケット層が被覆された同軸ケーブル10が得られる。
【0021】
硬化装置8を通過させた同軸ケーブル10を、ガイドローラ12によりパスラインの向きを変えた後、引取装置13に引き取り、引取装置13を通過させた後、巻取装置14に巻き取る。引取装置13と巻取装置14との間には、図示しないスクリーニング手段や蓄線装置などが設けられてもよい。
【0022】
以下、上記実施形態に係る製造方法で用いる各構成材料について説明する。
高分子液体2としては、シリコーンオイル、界面活性剤等を用いることができる。中でも、紫外線硬化型樹脂組成物3に対して膨潤しにくく、長期間にわたり安定した特性を有することから、シリコーンオイルを用いるのが好ましい。
シリコーンオイルとしては、ジャケット層への移行を防ぐために、高分子量であり、変性基が少ないものが好ましい。特に、分子量の平均値が4000〜10000程度のものが適する。分子量が大きすぎると、粘度が高くなり薄い層を形成することが難しくなる。
【0023】
高分子液体2の粘度は、塗布温度において0.5Pa・s〜60Pa・sの範囲であることが好ましい。これは、粘度が0.5Pa・sよりも小さいと、高分子液体2を薄く塗布する場合に塗膜が不均一になったり、塗布自体が不安定になる可能性があり、また、粘度が60Pa・s以上であると、薄く塗布すること自体が困難となる可能性があるからである。
【0024】
また、高分子液体2の粘度は、塗布温度において、紫外線硬化型樹脂組成物3の粘度と同等であるか、又は、それより大きいものであることが好ましい。紫外線硬化型樹脂組成物3の塗布時に、圧力により高分子液体2の塗膜が変形して高分子液体層が不均一に形成されるのを防ぐことができるからである。
【0025】
高分子液体2としては、反応性を有するものを用いることが好ましい。高分子液体2が反応性を有するものであると、この高分子液体2にエネルギーを与えてゲル化させることができ、これにより、長期安定性が向上するという利点がある。
このような反応性を有する高分子液体としては、例えば、紫外線を照射するとラジカルを生成する光重合開始剤と反応性シリコーンとの混合物を用いることができる。この混合物を外部導体上に塗布した後紫外線を照射すると、反応性シリコーンが重合してゲル状になる。
また、反応性を有する高分子液体としてシリコーンオイルと白金との混合物を用いることもできる。この場合、高分子液体を加熱することによりゲル状にすることができる。
【0026】
紫外線硬化型樹脂組成物3としては、例えば、ウレタンアクリレート樹脂、ウレタンアクリレート樹脂にエポキシアクリレート樹脂やポリエステルアクリレート樹脂を配合したもの等の樹脂組成物を使用することができる。
具体的には、モノマー又はオリゴマーとしては、ビスフェノールA・エチレンオキサイド付加ジオール、トリレンジイソシアネート及びヒドロキシエチルアクリレートを反応させて得られるウレタンアクリレート;ポリテトラメチレングリコール、トリレンジイソシアネート及びヒドロキシエチルアクリレートを反応させて得られるウレタンアクリレート;トリレンジイソシアネート及びヒドロキシエチルアクリレートを反応させて得られるウレタンアクリレート等から選ばれるオリゴマーとトリシクロデカンジアクリレート;N−ビニルピロリドン;イシボニルアクリレート;ビスフェノールA・エチレンオキサイド付加ジオールジアクリレート;ラウリルアクリレート;ビスフェノールAアポキシアクリレート;エチレンオキサイド付加ノニルフェノールアクリレート等を用いることができる。これらのモノマーは、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
【0027】
また、紫外線硬化型樹脂組成物3に用いる光重合開始剤としては、2-メチル-1-[4-(メチルチオ)フェニル]-2-モルホリノ-プロパン-1-オン、2,4,6-トリメチルベンゾイルジフェニルフォスフィンオキサイド等が挙げられる。光重合開始剤の含有量は樹脂組成物に対し、0.5重量%〜5.0重量%であることが好ましい。
その他、必要に応じて紫外線硬化型樹脂組成物3に各種の添加剤を配合することができる。
【0028】
以上説明したように、外部導体とジャケット層間が高分子液体で満たされているので、密着は生じない。捻回や屈曲で破断するのは、外部導体が起点になるが、外部導体が制約をうけず自由な動きができるため、捻回や屈曲で破壊が起こらないものと考えられる。
よって、繰り返しの捻回に適した同軸ケーブルが得られる。また、外部導体とその外側の紫外線硬化型樹脂層(ジャケット層)との結合を高分子液体層の介在により弱くすることができるので、被覆除去の際に、外側のジャケット層だけを容易に除去することが可能となる。
【0029】
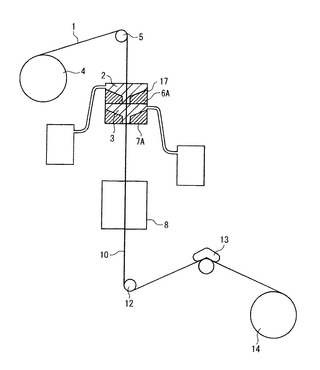
なお、図2では、高分子液体2の塗布装置6と紫外線硬化型樹脂組成物3の塗布装置7を離して設けた場合を示したが、デュアル方式で塗布してもよい。図3はその例を示す。ここでは、1つの塗布装置17に2つのダイ6A、7Aを直列に並べて配置し、高分子液体2と紫外線硬化型樹脂組成物3とをほぼ同時に塗布するようにしている。この場合は、特に高分子液体2の粘度を紫外線硬化型樹脂組成物3の粘度以上とする必要がある。例えば、高分子液体2の粘度が紫外線硬化型樹脂組成物3の粘度よりも小さいと、高分子液体2の塗膜が紫外線硬化型樹脂組成物3の塗布時の圧力により変形し、高分子液体層が不均一に形成される場合があるからである。
【0030】
また、前述のように高分子液体2をゲル化させる場合は、紫外線硬化型樹脂組成物3の塗布後に紫外線を照射して、高分子液体2のゲル化と紫外線硬化型樹脂組成物3の硬化を同時に行ってもよいし、紫外線硬化型樹脂組成物3の塗布前に高分子液体2に紫外線を照射してこれをゲル化させ、その後紫外線硬化型樹脂組成物3の塗布・硬化を行ってもよい。
【0031】
次に、本実施形態に係る同軸ケーブル10をコネクタ等に接続する際の端末加工について説明する。この端末加工には、外部導体をコネクタのグランドバーに接続するために、ケーブル端末のジャケット層を除去し、外部導体が等長で露出される工程がある。その際、一般的には、例えばCO2レーザー光を照射してジャケット層を除去して外部導体をある長さで露出させた後に、YAGレーザーなどにより外部導体の各導体素線の先端部に切れ目を入れて外部導体の先端部を除去する。その後、外部導体の露出表面にグランドバーをハンダ付けをする。
ジャケット層の除去については、CO2レーザーを使用せず被覆除去治具によりメカニカルに切り目をいれて除去する方法、などがある。
【0032】
上記ようにメカニカルにジャケット層を除去する場合、ジャケット層に全周切れ目を入れて、切れ目を入れたジャケット層を5mm/分の速さで10mm引き抜いたときの除去力は、10N以下であることが好ましい。除去力が小さいと、速やかにジャケット層を同軸ケーブル10から剥離できて確実に除去することができる。
【実施例】
【0033】
〔同軸ケーブルの作製〕
(実施例1)
図2に示す装置を用いて同軸ケーブルを作製した。高分子液体2として25℃における粘度が50Pa・sのシリコーンオイルを使用し、紫外線硬化型樹脂組成物3として、粘度が2.2Pa・sのウレタンアクリレート系樹脂組成物を使用した。なお、高分子液体の塗膜の厚みを、0.005mm、紫外線硬化樹脂層の厚みを0.02mmとした。また、この同軸ケーブルの直径は0.290mmであった。
なお、ジャケット層に使用した紫外線硬化型樹脂組成物は、ウレタンアクリレート系オリゴマーに単官能モノマー、2官能モノマーを配合したベース樹脂を用いた。
【0034】
(比較例1,2)
高分子液体層を形成することなく、外部導体の外周に直接ジャケット層を形成したこと以外は上記実施例1と同様にして同軸ケーブルを作製した(比較例1)。この同軸ケーブルの直径は0.290mmであった。
また、外部導体の外周に押出コーティングによりPFA樹脂からなるジャケット層を形成した同軸ケーブルを作製した(比較例2)。この同軸ケーブルのジャケット層の厚みは約35μm、同軸ケーブルの直径は0.310mmであった。
【0035】
〔評価〕
(除去力)
除去力は、ジャケット層に全周に切れ目を入れ、切れ目を入れたジャケット層を市販の除去工具である「マイクロストリップ」(マイクロエレクトロニクス社製 0.016インチの穴径の刃)を用いて、同軸ケーブルから5mm/分の速さで10mm除去したときの最大応力を測定し、その力を除去力[N]として表1に示した。
【0036】
(被覆除去性)
上記のようにジャケット層を除去した後、外部導体上に被覆カスが残留したかどうかを目視により確認した。被覆カスが無い場合を○、被覆カスがある場合を×として表1に示した。
【0037】
(捻回試験)
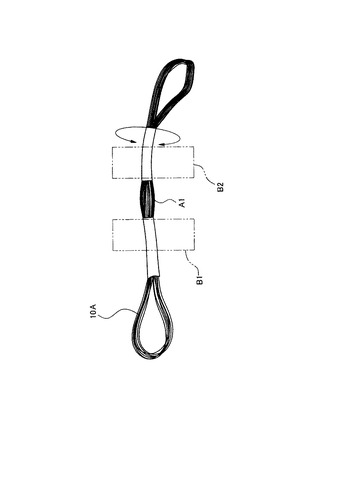
上記で作製した同軸ケーブルの耐久性評価として捻回試験を行った。図4は、本実施例で行った捻回試験について示す模式図である。図4に示すように、まず同軸ケーブル10Aを30回周回させてコイル状にし、これを半分に潰してその中央部A1(60芯相当)の両脇部B1,B2をテフロンテープで束ねた。中央部A1の長さは10mmとした。そして、一方の両脇部B1を固定し、他方の両脇部B2を軸方向に捻り角±180°で捻回させた。捻回試験中、同軸ケーブル10Aの導通を監視し、断線するまでの捻回回数を記録した。
10万回以上捻回しても断線しない場合を○、10万回未満で断線する場合を×として表1に示した。ジャケット層をPFA樹脂で形成したもの(比較例2)では15万回でも断線しなかったが、ジャケット層を紫外線硬化型樹脂で形成して、その下に高分子液体層を形成しなかったもの(比較例1)では1.5万回で断線した。一方、高分子液体層を形成したもの(実施例1)では15万回でも断線しなかった。
【0038】
【表1】

【0039】
以上から明らかなように、本発明の極細同軸ケーブルは従来の紫外線硬化型樹脂を使用した同軸ケーブルよりも格段に耐捻回に優れる。耐捻回に優れるということはもちろん耐屈曲にも優れるということである。また、本発明の極細同軸ケーブルは同等の耐捻回性を有するPFA樹脂をジャケット層とした極細同軸ケーブルよりも、その外径を格段に小さくでき(本実施例の場合はPFA樹脂を使用する場合よりも10%も細径化できる)、極細同軸ケーブルのさらなる細径化を実現する。
【図面の簡単な説明】
【0040】
【図1】本発明の同軸ケーブルの一実施形態を示す断面図である。
【図2】本発明に係る実施形態の製造方法の説明図である。
【図3】本発明に係る別の実施形態の製造方法の説明図である。
【図4】本実施例で行った捻回試験について示す模式図である。
【符号の説明】
【0041】
1 同軸ケーブル材料
2 高分子液体
3 紫外線硬化型樹脂組成物
6、7、17 塗布装置
10 同軸ケーブル
12 中心導体
14 絶縁体
16 外部導体
18 ジャケット層
20 高分子液体層
【技術分野】
【0001】
本発明は、紫外線硬化型樹脂からなるジャケット層を有する同軸ケーブルの製造方法及び同軸ケーブルに関する。
【背景技術】
【0002】
極細同軸ケーブルは、超音波診断装置、内視鏡装置のような医療機器や、ノートパソコンのような電子機器や、携帯電話のような通信機器等、幅広い用途に用いられている。この極細同軸ケーブルは、一般に、中心導体に絶縁体を被覆し、その絶縁体に複数の導体素線を横巻きして外部導体を形成し、さらにその外部導体をジャケット層で被覆した構造となっている。ジャケット層は、PFA樹脂等の熱可塑性樹脂を用いて押出コーティングにより形成することが一般的である。この方法によるとジャケット層の厚みが30μm程度となる。
【0003】
これに対し、紫外線硬化型樹脂を用いてジャケット層を形成した極細同軸ケーブルが知られている(例えば、特許文献1参照)。特許文献1によれば、高いシールド特性を維持しつつ、ジャケット層を15μmまで薄肉化して仕上がり外径を細くした極細同軸ケーブルが得られることが記載されている。
【0004】
【特許文献1】特開2002−352642号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ノートパソコンや携帯電話等は機器本体部と表示部は折りたたみ構造とすることが一般的になっている。このため、機器本体部と表示部との間の電気接続は屈曲や捻回を伴う配線構造とされており、繰り返しの屈曲や捻回に対する耐久性に優れた極細の同軸ケーブルが必要とされている。また、医療機器用のケーブルも屈曲や捻回に対する耐久性を有することが極めて重要である。
【0006】
ところが、特許文献1に記載の極細同軸ケーブルでは、紫外線硬化型樹脂が硬化する際に収縮するため、外部導体の締め付け力が大きくなり、外部導体とジャケット層との密着力が高くなる。そのため、極細同軸ケーブルを屈曲、捻回させたときにジャケット層が外部導体上を滑ることができず、ジャケット層の破壊や外部導体の破断を生じるおそれがある。
【0007】
また、ジャケット層が外部導体を拘束する力が強いことから、極細同軸ケーブルを他の機器に接続する際、外部導体とジャケット層との界面に剥離が生じにくく、ジャケット層の除去が困難となる。また、ジャケット層に大きな力を加えて無理に除去しようとすると、ジャケット層が崩壊してそのカスが外部導体上に残留し、ハンダ濡れ性不良となりグランドバー取り付けに支障をきたす等の問題を生じる。
【0008】
本発明は、上記事情を考慮し、捻回特性に優れ、ジャケット層を容易に除去できる極細径の同軸ケーブル(極細同軸ケーブル)を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の同軸ケーブルの製造方法は、中心導体と、前記中心導体を被覆する絶縁体と、前記絶縁体の外周に形成される外部導体とを備えた同軸ケーブル材料に、高分子液体及び紫外線硬化型樹脂を順次塗布した後、前記紫外線硬化型樹脂を硬化させてジャケット層を形成することを特徴とする。
【0010】
本発明の同軸ケーブルの製造方法は、高分子液体の粘度が、塗布温度において0.5Pa・s〜60Pa・sの範囲であることが好ましい。
また、高分子液体の粘度が、紫外線硬化型樹脂の粘度と同等又は紫外線硬化型樹脂の粘度より大きいことが好ましい。
【0011】
本発明の同軸ケーブルの製造方法は、高分子液体が反応性を有するものであって、高分子液体を塗布した後、エネルギーを与えて高分子液体をゲル化させることが好ましい。
【0012】
本発明の同軸ケーブルの製造方法は、高分子液体の塗膜の厚さを0.5μm〜10μmの範囲とすることが好ましい。
【0013】
本発明の同軸ケーブルは、中心導体と、前記中心導体を被覆する絶縁体と、前記絶縁体の外周に形成される外部導体と、前記外部導体の外周に形成される高分子液体層と、前記高分子液体層の外周に形成されるジャケット層とを備え、前記ジャケット層が紫外線硬化型樹脂である。
【0014】
本発明の同軸ケーブルは、ジャケット層に全周に切れ目を入れ、切れ目を入れたジャケット層を同軸ケーブルから5mm/分の速さで10mm引き抜いたときの除去力が10N以下であることが好ましい。
【発明の効果】
【0015】
本発明によれば、外部導体の外周面に高分子液体の薄い層を形成し、その上にジャケット層となる紫外線硬化型樹脂層を形成するため、外部導体とその外側の紫外線硬化型樹脂層との密着力を高分子液体層の介在により弱くすることができる。また、前記高分子液体をゲル化させた場合、捻回や屈曲を行った時に、ゲルが変形するために外部導体、ジャケット層がある程度自由に動くことが出来るため、破断を防ぐことができる。そのため、ジャケット層だけを必要な長さにわたり容易に除去することができるので、被覆除去性に優れた極細同軸ケーブルが得られる。また、捻回時にジャケット層が外部導体上を滑りやすくなるので、繰り返しの捻回に対してもジャケット層の破壊等が起こらず、捻回特性に優れる。
【発明を実施するための最良の形態】
【0016】
本発明を実施するための最良の形態について、図面を用いて詳細に説明する。
本実施形態に係る製造方法により製造しようとする同軸ケーブル10の構成を図1に示す。図1に示すように、同軸ケーブル10は、ケーブルのほぼ中心に導体素線を数本撚り合わせてなる中心導体12を有している(中心導体は一本の導体であってもよい)。中心導体12は絶縁体14により被覆されている。絶縁体14の外周は、複数の導体素線を横巻きして構成される外部導体16により覆われている。さらに、外部導体16の外周に高分子液体層20が設けられており、高分子液体層20の外周に紫外線硬化型樹脂からなるジャケット層18が設けられている。
【0017】
本実施形態に係る同軸ケーブル10は、直径が0.35mm以下のいわゆる極細同軸ケーブルである。AWG(American Wiring Gauge)で40番よりも細い線である。この実施形態では、中心導体12は、直径がおよそ0.03mm以下の導体素線7本からなり、中心導体12の直径は、およそ0.09mm以下である。中心導体を構成する線の数はこれに限らず一本または複数本であってもよい。また、絶縁体の厚さは、0.050mmほどであり、中心導体12を含む絶縁体までの直径は、およそ0.25mm以下である。また、外部導体16は、直径がおよそ0.030mmφの導体素線が複数本(例えば、21本)からなるものであり、外部導体16までの直径は0.31mm以下である。また、高分子液体層20の厚さは0.5〜10μm程度であり、ジャケット層18の厚さは15〜20μmである。
【0018】
この同軸ケーブル10の製造方法について図2を用いて説明する。図2において、中心導体に絶縁体が被覆され、さらにその外周に外部導体が形成された同軸ケーブル材料1を供給ボビン4から繰り出し、ガイドローラ5を経由して、高分子液体2が充填された第1の塗布装置6に供給する。この第1の塗布装置6を通過させる際に高分子液体2を外部導体の外周に塗布する。
【0019】
高分子液体2の塗膜の厚さは0.5μm〜10μmの範囲とすることが好ましい。0.5μm以上とすることで、均一に塗布しやすくなり、外部導体とジャケット層とを充分に隔離できる。また、10μm以下とすると、端末加工でジャケット層を除去する際に外部導体上に残留する高分子液体量が少なくなるので、拭き取り作業の必要がなくなり、作業性に優れる。塗膜の厚さは同軸ケーブル材料1の外径とダイスの穴の径とを適宜組み合わせて選択することで調整可能である。
【0020】
高分子液体2を塗布した同軸ケーブル材料1を、紫外線硬化型樹脂組成物3が充填された第2の塗布装置7に供給し、この第2の塗布装置7を通過させる際に外周に紫外線硬化型樹脂組成物3を塗布する。さらに、紫外線硬化型樹脂組成物3を塗布した同軸ケーブル材料1を硬化装置8に供給する。この実施形態では、硬化装置8は、紫外線ランプ等を有する紫外線照射装置を使用している。硬化装置8内で紫外線硬化型樹脂組成物3を硬化させることにより、外部導体上に高分子液体層を介してジャケット層が被覆された同軸ケーブル10が得られる。
【0021】
硬化装置8を通過させた同軸ケーブル10を、ガイドローラ12によりパスラインの向きを変えた後、引取装置13に引き取り、引取装置13を通過させた後、巻取装置14に巻き取る。引取装置13と巻取装置14との間には、図示しないスクリーニング手段や蓄線装置などが設けられてもよい。
【0022】
以下、上記実施形態に係る製造方法で用いる各構成材料について説明する。
高分子液体2としては、シリコーンオイル、界面活性剤等を用いることができる。中でも、紫外線硬化型樹脂組成物3に対して膨潤しにくく、長期間にわたり安定した特性を有することから、シリコーンオイルを用いるのが好ましい。
シリコーンオイルとしては、ジャケット層への移行を防ぐために、高分子量であり、変性基が少ないものが好ましい。特に、分子量の平均値が4000〜10000程度のものが適する。分子量が大きすぎると、粘度が高くなり薄い層を形成することが難しくなる。
【0023】
高分子液体2の粘度は、塗布温度において0.5Pa・s〜60Pa・sの範囲であることが好ましい。これは、粘度が0.5Pa・sよりも小さいと、高分子液体2を薄く塗布する場合に塗膜が不均一になったり、塗布自体が不安定になる可能性があり、また、粘度が60Pa・s以上であると、薄く塗布すること自体が困難となる可能性があるからである。
【0024】
また、高分子液体2の粘度は、塗布温度において、紫外線硬化型樹脂組成物3の粘度と同等であるか、又は、それより大きいものであることが好ましい。紫外線硬化型樹脂組成物3の塗布時に、圧力により高分子液体2の塗膜が変形して高分子液体層が不均一に形成されるのを防ぐことができるからである。
【0025】
高分子液体2としては、反応性を有するものを用いることが好ましい。高分子液体2が反応性を有するものであると、この高分子液体2にエネルギーを与えてゲル化させることができ、これにより、長期安定性が向上するという利点がある。
このような反応性を有する高分子液体としては、例えば、紫外線を照射するとラジカルを生成する光重合開始剤と反応性シリコーンとの混合物を用いることができる。この混合物を外部導体上に塗布した後紫外線を照射すると、反応性シリコーンが重合してゲル状になる。
また、反応性を有する高分子液体としてシリコーンオイルと白金との混合物を用いることもできる。この場合、高分子液体を加熱することによりゲル状にすることができる。
【0026】
紫外線硬化型樹脂組成物3としては、例えば、ウレタンアクリレート樹脂、ウレタンアクリレート樹脂にエポキシアクリレート樹脂やポリエステルアクリレート樹脂を配合したもの等の樹脂組成物を使用することができる。
具体的には、モノマー又はオリゴマーとしては、ビスフェノールA・エチレンオキサイド付加ジオール、トリレンジイソシアネート及びヒドロキシエチルアクリレートを反応させて得られるウレタンアクリレート;ポリテトラメチレングリコール、トリレンジイソシアネート及びヒドロキシエチルアクリレートを反応させて得られるウレタンアクリレート;トリレンジイソシアネート及びヒドロキシエチルアクリレートを反応させて得られるウレタンアクリレート等から選ばれるオリゴマーとトリシクロデカンジアクリレート;N−ビニルピロリドン;イシボニルアクリレート;ビスフェノールA・エチレンオキサイド付加ジオールジアクリレート;ラウリルアクリレート;ビスフェノールAアポキシアクリレート;エチレンオキサイド付加ノニルフェノールアクリレート等を用いることができる。これらのモノマーは、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
【0027】
また、紫外線硬化型樹脂組成物3に用いる光重合開始剤としては、2-メチル-1-[4-(メチルチオ)フェニル]-2-モルホリノ-プロパン-1-オン、2,4,6-トリメチルベンゾイルジフェニルフォスフィンオキサイド等が挙げられる。光重合開始剤の含有量は樹脂組成物に対し、0.5重量%〜5.0重量%であることが好ましい。
その他、必要に応じて紫外線硬化型樹脂組成物3に各種の添加剤を配合することができる。
【0028】
以上説明したように、外部導体とジャケット層間が高分子液体で満たされているので、密着は生じない。捻回や屈曲で破断するのは、外部導体が起点になるが、外部導体が制約をうけず自由な動きができるため、捻回や屈曲で破壊が起こらないものと考えられる。
よって、繰り返しの捻回に適した同軸ケーブルが得られる。また、外部導体とその外側の紫外線硬化型樹脂層(ジャケット層)との結合を高分子液体層の介在により弱くすることができるので、被覆除去の際に、外側のジャケット層だけを容易に除去することが可能となる。
【0029】
なお、図2では、高分子液体2の塗布装置6と紫外線硬化型樹脂組成物3の塗布装置7を離して設けた場合を示したが、デュアル方式で塗布してもよい。図3はその例を示す。ここでは、1つの塗布装置17に2つのダイ6A、7Aを直列に並べて配置し、高分子液体2と紫外線硬化型樹脂組成物3とをほぼ同時に塗布するようにしている。この場合は、特に高分子液体2の粘度を紫外線硬化型樹脂組成物3の粘度以上とする必要がある。例えば、高分子液体2の粘度が紫外線硬化型樹脂組成物3の粘度よりも小さいと、高分子液体2の塗膜が紫外線硬化型樹脂組成物3の塗布時の圧力により変形し、高分子液体層が不均一に形成される場合があるからである。
【0030】
また、前述のように高分子液体2をゲル化させる場合は、紫外線硬化型樹脂組成物3の塗布後に紫外線を照射して、高分子液体2のゲル化と紫外線硬化型樹脂組成物3の硬化を同時に行ってもよいし、紫外線硬化型樹脂組成物3の塗布前に高分子液体2に紫外線を照射してこれをゲル化させ、その後紫外線硬化型樹脂組成物3の塗布・硬化を行ってもよい。
【0031】
次に、本実施形態に係る同軸ケーブル10をコネクタ等に接続する際の端末加工について説明する。この端末加工には、外部導体をコネクタのグランドバーに接続するために、ケーブル端末のジャケット層を除去し、外部導体が等長で露出される工程がある。その際、一般的には、例えばCO2レーザー光を照射してジャケット層を除去して外部導体をある長さで露出させた後に、YAGレーザーなどにより外部導体の各導体素線の先端部に切れ目を入れて外部導体の先端部を除去する。その後、外部導体の露出表面にグランドバーをハンダ付けをする。
ジャケット層の除去については、CO2レーザーを使用せず被覆除去治具によりメカニカルに切り目をいれて除去する方法、などがある。
【0032】
上記ようにメカニカルにジャケット層を除去する場合、ジャケット層に全周切れ目を入れて、切れ目を入れたジャケット層を5mm/分の速さで10mm引き抜いたときの除去力は、10N以下であることが好ましい。除去力が小さいと、速やかにジャケット層を同軸ケーブル10から剥離できて確実に除去することができる。
【実施例】
【0033】
〔同軸ケーブルの作製〕
(実施例1)
図2に示す装置を用いて同軸ケーブルを作製した。高分子液体2として25℃における粘度が50Pa・sのシリコーンオイルを使用し、紫外線硬化型樹脂組成物3として、粘度が2.2Pa・sのウレタンアクリレート系樹脂組成物を使用した。なお、高分子液体の塗膜の厚みを、0.005mm、紫外線硬化樹脂層の厚みを0.02mmとした。また、この同軸ケーブルの直径は0.290mmであった。
なお、ジャケット層に使用した紫外線硬化型樹脂組成物は、ウレタンアクリレート系オリゴマーに単官能モノマー、2官能モノマーを配合したベース樹脂を用いた。
【0034】
(比較例1,2)
高分子液体層を形成することなく、外部導体の外周に直接ジャケット層を形成したこと以外は上記実施例1と同様にして同軸ケーブルを作製した(比較例1)。この同軸ケーブルの直径は0.290mmであった。
また、外部導体の外周に押出コーティングによりPFA樹脂からなるジャケット層を形成した同軸ケーブルを作製した(比較例2)。この同軸ケーブルのジャケット層の厚みは約35μm、同軸ケーブルの直径は0.310mmであった。
【0035】
〔評価〕
(除去力)
除去力は、ジャケット層に全周に切れ目を入れ、切れ目を入れたジャケット層を市販の除去工具である「マイクロストリップ」(マイクロエレクトロニクス社製 0.016インチの穴径の刃)を用いて、同軸ケーブルから5mm/分の速さで10mm除去したときの最大応力を測定し、その力を除去力[N]として表1に示した。
【0036】
(被覆除去性)
上記のようにジャケット層を除去した後、外部導体上に被覆カスが残留したかどうかを目視により確認した。被覆カスが無い場合を○、被覆カスがある場合を×として表1に示した。
【0037】
(捻回試験)
上記で作製した同軸ケーブルの耐久性評価として捻回試験を行った。図4は、本実施例で行った捻回試験について示す模式図である。図4に示すように、まず同軸ケーブル10Aを30回周回させてコイル状にし、これを半分に潰してその中央部A1(60芯相当)の両脇部B1,B2をテフロンテープで束ねた。中央部A1の長さは10mmとした。そして、一方の両脇部B1を固定し、他方の両脇部B2を軸方向に捻り角±180°で捻回させた。捻回試験中、同軸ケーブル10Aの導通を監視し、断線するまでの捻回回数を記録した。
10万回以上捻回しても断線しない場合を○、10万回未満で断線する場合を×として表1に示した。ジャケット層をPFA樹脂で形成したもの(比較例2)では15万回でも断線しなかったが、ジャケット層を紫外線硬化型樹脂で形成して、その下に高分子液体層を形成しなかったもの(比較例1)では1.5万回で断線した。一方、高分子液体層を形成したもの(実施例1)では15万回でも断線しなかった。
【0038】
【表1】
【0039】
以上から明らかなように、本発明の極細同軸ケーブルは従来の紫外線硬化型樹脂を使用した同軸ケーブルよりも格段に耐捻回に優れる。耐捻回に優れるということはもちろん耐屈曲にも優れるということである。また、本発明の極細同軸ケーブルは同等の耐捻回性を有するPFA樹脂をジャケット層とした極細同軸ケーブルよりも、その外径を格段に小さくでき(本実施例の場合はPFA樹脂を使用する場合よりも10%も細径化できる)、極細同軸ケーブルのさらなる細径化を実現する。
【図面の簡単な説明】
【0040】
【図1】本発明の同軸ケーブルの一実施形態を示す断面図である。
【図2】本発明に係る実施形態の製造方法の説明図である。
【図3】本発明に係る別の実施形態の製造方法の説明図である。
【図4】本実施例で行った捻回試験について示す模式図である。
【符号の説明】
【0041】
1 同軸ケーブル材料
2 高分子液体
3 紫外線硬化型樹脂組成物
6、7、17 塗布装置
10 同軸ケーブル
12 中心導体
14 絶縁体
16 外部導体
18 ジャケット層
20 高分子液体層
【特許請求の範囲】
【請求項1】
中心導体と、前記中心導体を被覆する絶縁体と、前記絶縁体の外周に形成される外部導体とを備えた同軸ケーブル材料に、高分子液体及び紫外線硬化型樹脂を順次塗布した後、前記紫外線硬化型樹脂を硬化させてジャケット層を形成することを特徴とする同軸ケーブルの製造方法。
【請求項2】
前記高分子液体の粘度が、塗布温度において0.5Pa・s〜60Pa・sの範囲であることを特徴とする請求項1に記載の同軸ケーブルの製造方法。
【請求項3】
前記高分子液体の粘度が、前記紫外線硬化型樹脂の粘度と同等又は前記紫外線硬化型樹脂の粘度より大きいことを特徴とする請求項1又は2に記載の同軸ケーブルの製造方法。
【請求項4】
前記高分子液体が反応性を有するものであって、前記高分子液体を塗布した後、エネルギーを与えて高分子液体をゲル化させることを特徴とする請求項1〜3のいずれかに記載の同軸ケーブルの製造方法。
【請求項5】
前記高分子液体の塗膜の厚さを0.5μm〜10μmの範囲とすることを特徴とする請求項1〜4のいずれかに記載の同軸ケーブルの製造方法。
【請求項6】
中心導体と、前記中心導体を被覆する絶縁体と、前記絶縁体の外周に形成される外部導体と、前記外部導体の外周に形成される高分子液体層と、前記高分子液体層の外周に形成されるジャケット層とを備え、前記ジャケット層が紫外線硬化型樹脂である同軸ケーブル。
【請求項7】
前記ジャケット層に全周に切れ目を入れ、切れ目を入れた前記ジャケット層を同軸ケーブルから5mm/分の速さで10mm引き抜いたときの除去力が10N以下である請求項6に記載の同軸ケーブル。
【請求項1】
中心導体と、前記中心導体を被覆する絶縁体と、前記絶縁体の外周に形成される外部導体とを備えた同軸ケーブル材料に、高分子液体及び紫外線硬化型樹脂を順次塗布した後、前記紫外線硬化型樹脂を硬化させてジャケット層を形成することを特徴とする同軸ケーブルの製造方法。
【請求項2】
前記高分子液体の粘度が、塗布温度において0.5Pa・s〜60Pa・sの範囲であることを特徴とする請求項1に記載の同軸ケーブルの製造方法。
【請求項3】
前記高分子液体の粘度が、前記紫外線硬化型樹脂の粘度と同等又は前記紫外線硬化型樹脂の粘度より大きいことを特徴とする請求項1又は2に記載の同軸ケーブルの製造方法。
【請求項4】
前記高分子液体が反応性を有するものであって、前記高分子液体を塗布した後、エネルギーを与えて高分子液体をゲル化させることを特徴とする請求項1〜3のいずれかに記載の同軸ケーブルの製造方法。
【請求項5】
前記高分子液体の塗膜の厚さを0.5μm〜10μmの範囲とすることを特徴とする請求項1〜4のいずれかに記載の同軸ケーブルの製造方法。
【請求項6】
中心導体と、前記中心導体を被覆する絶縁体と、前記絶縁体の外周に形成される外部導体と、前記外部導体の外周に形成される高分子液体層と、前記高分子液体層の外周に形成されるジャケット層とを備え、前記ジャケット層が紫外線硬化型樹脂である同軸ケーブル。
【請求項7】
前記ジャケット層に全周に切れ目を入れ、切れ目を入れた前記ジャケット層を同軸ケーブルから5mm/分の速さで10mm引き抜いたときの除去力が10N以下である請求項6に記載の同軸ケーブル。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−140737(P2008−140737A)
【公開日】平成20年6月19日(2008.6.19)
【国際特許分類】
【出願番号】特願2006−328231(P2006−328231)
【出願日】平成18年12月5日(2006.12.5)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成20年6月19日(2008.6.19)
【国際特許分類】
【出願日】平成18年12月5日(2006.12.5)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]