
同軸ケーブル及び多心ケーブル
【課題】発泡性樹脂を用いることなく、電気特性と機械特性に優れた細径の同軸ケーブル及び多心ケーブルを提供する。
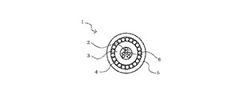
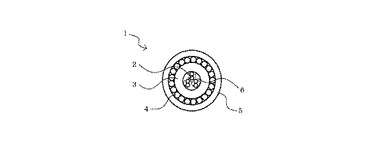
【解決手段】内部導体2とその内部導体2を囲む内部絶縁体3とその内部絶縁体3を囲む外部導体4とその外部導体4を囲むシース5とを有する同軸ケーブル1において、上記内部絶縁体3を無発泡の充実層で構成すると共に、上記内部導体2の表面と上記内部絶縁体3との間に空隙6を設けた。
【解決手段】内部導体2とその内部導体2を囲む内部絶縁体3とその内部絶縁体3を囲む外部導体4とその外部導体4を囲むシース5とを有する同軸ケーブル1において、上記内部絶縁体3を無発泡の充実層で構成すると共に、上記内部導体2の表面と上記内部絶縁体3との間に空隙6を設けた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、発泡性樹脂を用いることなく、電気特性と機械特性に優れた細径の同軸ケーブル及び多心ケーブルに関する。
【背景技術】
【0002】
同軸ケーブルは、内部導体とその内部導体を囲む内部絶縁体とその内部絶縁体を囲む外部導体とその外部導体を囲むシース(外部絶縁体であり、ジャケットとも言う)とを有する。
【0003】
コンピュータや通信機器等の電子機器に用いる同軸ケーブルには、高速高密度の要求が高まっている。この要求に応えるためには、絶縁体、とりわけ内部絶縁体の誘電率を小さくする必要がある。その技術として、絶縁体の多孔質化あるいは発泡化がある。発泡化は、絶縁体に発泡性樹脂を用いることで実現される。内部絶縁体の誘電率を小さくすることにより、同軸ケーブルの静電容量が、例えば、80pF/m以下と低静電容量化できる。
【0004】
一方、近年の医療機器を含む電子機器の小型化・軽量化に伴って、電子機器に使用される同軸ケーブルには、内部導体に用いる素線の直径が0.04mm以下、好ましくは0.03mm以下と、細径化が強く求められている。
【0005】
さらに、医療機器の一つである超音波診断装置では、その診断技術の高度化に伴い、超音波プローブと超音波診断装置とを結ぶ超音波プローブケーブルに用いる同軸ケーブルにおいて、内部導体に用いる素線の本数を200本〜300本に増やす多芯化と、90pF/m以下への低静電容量化に進んでいる。その一方で、同軸ケーブルを柔らかくすることも要求されている。また、移動体用通信ケーブルやコンピュータ周辺機器配線用ケーブルは、伝送損失を低下させることの他に、軽量化、コンパクト化のために細径化が要求されている。
【0006】
さらに、最近では細径化のニーズのみではなく、耐屈曲性の向上と伝送容量の増加とを目的に、低静電容量特性(低減衰特性)と耐屈曲性とを両立した同軸ケーブルの開発が強く求められている。耐屈曲性は、同軸ケーブルを曲げて使用したり端末装置を接続・取り外ししたりすることを繰り返しても不具合にならないために重要である。
【0007】
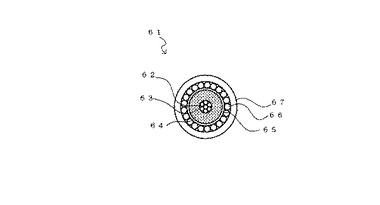
絶縁体を発泡化した同軸ケーブルである発泡電線を図6に示す。この発泡電線61は、素線62を7本撚り合わせた撚り線で構成した内部導体63と、その内部導体63を囲む発泡性樹脂からなる発泡内部絶縁体64と、その発泡内部絶縁体64を囲んで発泡内部絶縁体64の潰れを防止する薄膜のスキン層65と、そのスキン層65を囲む横巻シールドからなる外部導体66と、その外部導体を囲むシース67とを有する。
【0008】
発泡電線61において、更なる高速伝送化を実現するためには、高発泡化が必要になる。また、発泡電線61を細径化する場合、細径化によって強度が弱まるのを補い、構造によって強度を強化することが必要になる。
【0009】
しかし、発泡電線61は、発泡内部絶縁体64の内部に気泡が含まれているため極めて潰れやすく、機械強度(耐座屈性、耐屈曲性、耐捻回性)が低い。また、発泡内部絶縁体64の厚さを薄くするために薄肉発泡押出をした場合、発泡内部絶縁体64の厚さを70μm以下に設定すると、薄肉発泡押出の作業性が悪いため、生産性が悪く、コストが高い。つまり、薄肉発泡押出は、同軸ケーブルの細径化には不向きである。
【0010】
上記の他に発泡電線を生産あるいは使用する際の問題点は以下の通りである。
(1)発泡押出工程、すなわち発泡度45%以上の高発泡性樹脂を押出被覆する工程において、ガスを注入して発泡させる必要があるため、押出スピードが遅く、しかも導体のロスが多いため、発泡電線は生産性が悪く、製造コストが高い。
(2)発泡度45%以上の高発泡性樹脂は気泡の形成が不均一であるため、高発泡性樹脂を押し出して発泡内部絶縁体を形成したときに、発泡内部絶縁体の場所による電気特性のばらつきが大きくなる。
(3)発泡内部絶縁体は気泡が入っているため、単独では絶縁体としての耐電圧特性、絶縁抵抗特性が極めて低い。よって、絶縁体としての機能を持つスキン層を設ける必要があり、構造が複雑である共に材料が多く、コストが高い。
(4)発泡内部絶縁体は気泡が入っているため、製造工程中に潰れやすい。発泡内部絶縁体の潰れによって内部導体に折れ、座屈などのダメージが与えられる。
(5)発泡内部絶縁体は、径方向内側から外側までランダムに気泡が入っているため、外形の不均一が大きく、また、潰れやすいため、長手方向で静電容量などの電気特性が違ってきやすい。
【0011】
【特許文献1】特開2005−108576号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
以上をまとめると、同軸ケーブルには、電気特性(静電容量・減衰・通信速度)と機械特性(耐屈曲性・耐座屈性・耐捻回性)と使い勝手(細径)のいずれにも優れたものが望まれるが、発泡電線では生産性や品質均一性に問題がある。
【0013】
発泡性樹脂を用いずに発泡電線と同等の電気特性を備え、発泡電線よりも優れた機械特性、可撓性を備え、かつ細径化された同軸ケーブルが望まれる。
【0014】
そこで、本発明の目的は、上記課題を解決し、発泡性樹脂を用いることなく、電気特性と機械特性に優れた細径の同軸ケーブル及び多心ケーブルを提供することにある。
【課題を解決するための手段】
【0015】
上記目的を達成するために本発明の同軸ケーブルは、内部導体とその内部導体を囲む内部絶縁体とその内部絶縁体を囲む外部導体とその外部導体を囲むシースとを有する同軸ケーブルにおいて、上記内部絶縁体を無発泡の充実層で構成すると共に、上記内部導体の表面と上記内部絶縁体との間に空隙を設けたものである。
【0016】
上記内部導体に螺旋状の凹凸を形成することにより、その凹部分の表面と上記内部絶縁体との間に上記空隙が生じ、凸部分が上記内部絶縁体に接する構造としてもよい。
【0017】
上記空隙の断面積を上記内部導体の導体断面積の1倍よりも大きく3倍以下としてもよい。
【0018】
複数本の素線を撚り合わせた撚り線を複数本撚り合わせた二重撚り線で上記内部導体を構成することにより、上記空隙を形成してもよい。
【0019】
2本の素線を撚り合わせた対撚り線を2本撚り合わせた二重撚り線で上記内部導体を構成してもよい。
【0020】
2本の素線を撚り合わせた対撚り線を3本撚り合わせた二重撚り線で上記内部導体を構成してもよい。
【0021】
2本の素線を撚り合わせた対撚り線を4本撚り合わせた二重撚り線で上記内部導体を構成してもよい。
【0022】
3本の素線を撚り合わせた撚り線を2本撚り合わせた二重撚り線で上記内部導体を構成してもよい。
【0023】
3本の素線を撚り合わせた撚り線を3本撚り合わせた二重撚り線で上記内部導体を構成してもよい。
【0024】
上記二重撚り線の撚り方向を上記撚り線の撚り方向とは逆方向にしてもよい。
【0025】
上記シースの直径を上記内部導体の直径の5倍以下としてもよい。
【0026】
上記内部絶縁体の厚さを上記内部導体の直径の1/4以上1倍以下としてもよい。
【0027】
また、本発明の多心ケーブルは、上記いずれかの同軸ケーブルを複数本有するものである。
【0028】
上記複数本の同軸ケーブルを束ねた同軸ケーブル束を形成してもよい。
【0029】
上記同軸ケーブル束を複数本撚り合わせてもよい。
【0030】
上記複数本の同軸ケーブルを平行に並べてリボン状にしてもよい。
【発明の効果】
【0031】
本発明は次の如き優れた効果を発揮する。
【0032】
(1)発泡性樹脂を用いないので、発泡電線が持つ生産性や品質均一性の問題が解消される。
【0033】
(2)発泡電線と同等の電気特性を備え、発泡電線よりも優れた機械特性、可撓性を備え、かつ細径化される。
【発明を実施するための最良の形態】
【0034】
以下、本発明の一実施形態を添付図面に基づいて詳述する。
【0035】
図1に示されるように、本発明に係る同軸ケーブル1は、内部導体2とその内部導体2を囲む内部絶縁体3とその内部絶縁体3を囲む外部導体4とその外部導体4を囲むシース5とを有する同軸ケーブル1において、内部絶縁体3を無発泡の充実層で構成すると共に、内部導体2の表面と内部絶縁体3との間に空隙6を設けたものである。
【0036】
内部導体2には、後に詳しく述べるように螺旋状の凹凸が形成されており、凹部分の表面と内部絶縁体3との間に空隙6が生じ、凸部分が内部絶縁体3に接する構造となっている。凹凸は、複数本の素線を組み合わせて内部導体2を構成することにより、形成される。
【0037】
内部導体2を構成する素線としては、軟銅線、Snめっき銅合金線、銀めっき銅合金線などがある。
【0038】
内部絶縁体3の材料としては、誘電率の低い樹脂が良く、四フッ化エチレン・パーフロロプロピルビニルエーテル共重合体(PFA)、四フッ化エチレン・六フッ化プロピレン共重合体(FEP)、エチレン・四フッ化エチレン共重合体(ETFE)、ポリエチレン(PE)がある。
【0039】
外部導体4は、例えば横巻きシールドであり、Snめっき軟銅線、銀めっき軟銅線、Snめっき銅合金線、銀めっき銅合金線などの素線を多数本、例えば30本〜60本、所定ピッチで螺旋状に横巻きすることで形成する。
【0040】
シース5は、PETテープ巻きあるいは樹脂を押出被覆して形成する。樹脂としては、四フッ化エチレン・パーフロロプロピルビニルエーテル共重合体(PFA)、四フッ化エチレン・六フッ化プロピレン共重合体(FEP)、エチレン・四フッ化エチレン共重合体(ETFE)がある。
【0041】
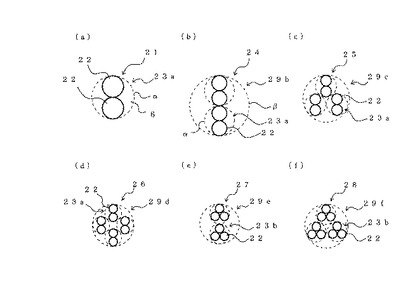
図2に内部導体2の構造に関する複数の実施形態を示す。
【0042】
図2(a)に比較例として示した内部導体21は、2本の素線22を撚り合わせた対撚り線23aを形成し、その対撚り線23aの1本で内部導体21を構成したものである。図示のように、内部導体21の断面は、各素線22のほぼ円形の断面が互いに接して並んだ8の字状を呈する。これにより、図示上方と下方に凸部分が形成され、左方と右方に凹部分が形成される。各素線22が撚り合わせてあるので、長手方向に位置をずらすと凹凸の角度がずれる。すなわち、内部導体21には、螺旋状の凹凸が形成される。凸部分の一番外側を結んだ線が破線αで示してある。この破線αは、凸部分に接している内部絶縁体3(図1参照)の内周である。従って、凹部分の表面と内部絶縁体3(の内周表面)との間に空隙6を生じる。
【0043】
撚り合わせる素線22の本数が3本以上でも、撚り合わせることにより、内部絶縁体3との間に空隙6を生じさせることができる。
【0044】
図2(b)〜図2(f)に示した内部導体24〜28は、複数本の素線22を撚り合わせた撚り線23(23a,23b)を複数本撚り合わせた二重撚り線29で内部導体24〜28を構成したものである。
【0045】
図2(b)の内部導体24は、2本の素線22を撚り合わせた対撚り線23aを2本撚り合わせた二重撚り線29bで構成されている。説明の便宜上、対撚り線23aの断面を破線αのようにほぼ円形と仮定すると、対撚り線23aを撚り合わせた二重撚り線29bには螺旋状の凹凸が形成される。凸部分の一番外側を結んだ線が破線βで示してある。この破線βは、二重撚り線29bの凸部分に接している内部絶縁体3(図1参照)の内周と考えてよい。二重撚り線29bの凹部分の表面と内部絶縁体3(の内周表面)との間に空隙6を生じる。さらに、対撚り線23の断面をほぼ円形と仮定した破線αの内側には、図2(a)で説明したのと同様の空隙6が有るので、二重撚り線29bは複数の素線22の総断面積に比して空隙の総断面積が広く得られる。
【0046】
図2(c)の内部導体25は、2本の素線22を撚り合わせた対撚り線23aを3本撚り合わせた二重撚り線29cで構成されている。
【0047】
図2(d)の内部導体26は、2本の素線22を撚り合わせた対撚り線23aを4本撚り合わせた二重撚り線29dで構成されている。
【0048】
図2(e)の内部導体27は、3本の素線22を撚り合わせた撚り線23bを2本撚り合わせた二重撚り線29eで構成されている。
【0049】
図2(f)の内部導体28は、3本の素線22を撚り合わせた撚り線23bを3本撚り合わせた二重撚り線29fで構成されている。
【0050】
図2(b)〜図2(f)には、撚りの方向を示さなかったが、二重撚り線29(29b〜29f)の撚り方向を撚り線23(23a,23b)の撚り方向とは逆方向にするのが好ましい。これは、撚り線23に生じている凹凸の捩れと反対向きに撚り線23を撚り合わせることにより、空隙6をより大きく膨らませ、かつ空隙6を保つことができるからである。
【0051】
図1に示した同軸ケーブル1は、内部導体2として図2(f)の内部導体28を用いたものである。図2(b)〜図2(e)の内部導体24〜27を用いてもよいことは言うまでもない。
【0052】
図1に示した同軸ケーブル1は、空隙6の断面積を内部導体2の導体断面積(=素線22の断面積の総和)の1倍よりも大きく3倍以下としたものである。
【0053】
また、図1に示した同軸ケーブル1は、シース5の直径(=同軸ケーブル1の外径)を内部導体2の直径の5倍以下としたものである。なお、内部導体2の直径とは、内部絶縁体3の内径と同じであり、内部導体21の場合、破線αの円の直径であり、内部導体24〜28の場合、破線βの円の直径である。
【0054】
図1に示した同軸ケーブル1は、内部絶縁体3の厚さを内部導体2の直径の1/4以上1倍以下としたものである。
【0055】
次に、図1に示した同軸ケーブル1の作用効果を述べる。
【0056】
同軸ケーブル1は、内部絶縁体3を無発泡の充実層で構成したので、従来の発泡電線が抱えていた問題点の多くが解消される。
【0057】
同軸ケーブル1は、内部導体2の表面と内部絶縁体3との間に空隙6を設けたので、内部絶縁体3を無発泡の充実層で構成したにもかかわらず、従来の発泡電線と同等かそれ以上又は大きく劣らない電気特性が得られる。これは、空隙6があることにより、低誘電率部材である空気が内外導体間に介在することが確保されるからである。
【0058】
同軸ケーブル1は、内部導体2に螺旋状の凹凸があるため、空隙6が規則的な形状となり、気泡のような不均一性の問題がない。
【0059】
同軸ケーブル1は、空隙6の断面積が内部導体2の導体断面積の1倍よりも大きいので、低静電容量化の効果が十分に得られる。このことは後述の実施例により実証する。
【0060】
また、同軸ケーブル1は、空隙6の断面積が内部導体2の導体断面積の3倍以下であるので、内部絶縁体3が潰れにくい。もし、空隙6の断面積が内部導体2の導体断面積の3倍を超えると、同軸ケーブルの機械特性が悪影響を受け、内部絶縁体3が潰れやすくなって、所望の低静電容量化が実現できないと思われる。
【0061】
同軸ケーブル1は、ケーブルの細径化のため、シース5の外径(同軸ケーブルの直径)が内部導体2の直径の5倍以下とする。
【0062】
同軸ケーブル1は、内部絶縁体3の厚さが内部導体2の直径の1/4以上あるため、内部絶縁体3が潰れにくい。逆に、内部絶縁体3の厚さが内部導体2の直径の1/4未満であると、内部絶縁体3が潰れやすく、耐電圧特性と絶縁抵抗が低下すると共に、内部導体2との間に空隙6を安定して確保しにくい。また、内部絶縁体3の厚さが内部導体2の直径の1倍以下としたので、ケーブルの細径化に寄与する。
【0063】
同軸ケーブル1は、二重撚り線29の撚り方向を撚り線23の撚り方向とは逆方向にしたので、空隙6をより大きく膨らませることができる。逆に、二重撚り線29の撚り方向が撚り線23の撚り方向と同じであると、撚り形状が重なり合って空隙6を作りにくい。
【0064】
同軸ケーブル1は、内部導体2の真ん中に撚られない素線22がないように複数の素線22を撚ったので、あるいは二重撚り線にしたので、応力が集中しやすい真ん中の素線がなくなり、屈曲特性が良くなる。
【0065】
次に、図2(b)〜図2(f)の各内部導体21〜28を用いたことによる同軸ケーブル1の効果の違いを述べる。
【0066】
低静電容量化の効果の大きい順番は次の通りである。
【0067】
図2(a)<図2(f)<図2(d)<図2(e)=図2(c)<図2(b)
つまり、図2(b)の内部導体24を用いた同軸ケーブル1が最も静電容量が小さい。
【0068】
内部絶縁体3との間に安定した空隙6を作りやすい順番は次の通りである。
【0069】
図2(a)=図2(b)=図2(e)<図2(d)<図2(c)=図2(f)
つまり、図2(c)の内部導体25と図2(f)の内部導体28が最も安定した空隙6を作りやすい。
【0070】
機械特性がよい順番は次の通りである。
【0071】
図2(a)<図2(b)<図2(d)<図2(e)<図2(c)<図2(b)
つまり、図2(f)の内部導体28を用いた同軸ケーブル1が最も機械特性がよい。
【0072】
以上を総合すると、低静電容量化の効果が大きく、安定した空隙6を作りやすく、しかも機械特性が高い同軸ケーブル1をもたらす内部導体は、図2(c)の内部導体25である。
【0073】
次に、本発明に係る多心ケーブルについて説明する。
【0074】
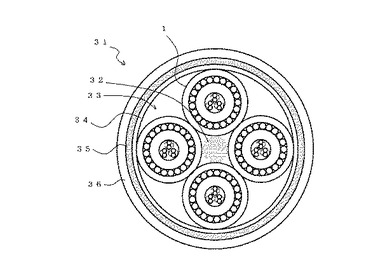
図3〜図5に示す本発明の多心ケーブルは、これまで説明した同軸ケーブルを複数本有するものである。
【0075】
図3に示した多心ケーブル31は、中心介在及びテンションメンバ32の回りに図1の同軸ケーブル1を4本束ねた同軸ケーブル束33を形成し、その同軸ケーブル束33をバインドテープ(押し巻きテープとも言う)34で巻き、そのバインドテープ34の外周にシールド35を設け、そのシールド35を外装シース36で覆ったものである。同軸ケーブル束33に含める同軸ケーブル1の本数は4本に限らず、2本以上何本でも良い。
【0076】
バインドテープ34の巻き厚は例えば0.1mmである。シールド35は、例えば、厚さが0.08mmであり、Snめっき軟鋼線編線である。横巻きシールドでも良い。外装シース36は、PETテープを巻き回したり、ビニル(PVC)、四フッ化エチレン・パーフロロプロピルビニルエーテル共重合体(PFA)、四フッ化エチレン・六フッ化プロピレン共重合体(FEP)、エチレン・四フッ化エチレン共重合体(ETFE)を押出被覆したりして形成する。
【0077】
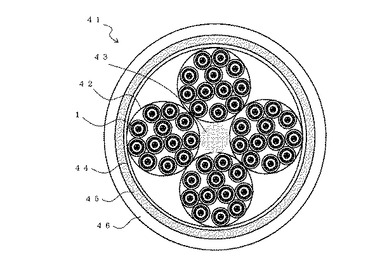
図4に示した多心ケーブル41は、図1の同軸ケーブル1を12本束ねた同軸ケーブル束42を形成し、その同軸ケーブル束42を4本、中心介在及びテンションメンバ43の回りに撚り合わせ、この撚り合わせたものをバインドテープ44で巻き、そのバインドテープ44の外周にシールド45を設け、そのシールド45を外装シース46で覆ったものである。撚り合わせる同軸ケーブル束42の本数は4本に限らず、2本以上何本でも良い。
【0078】
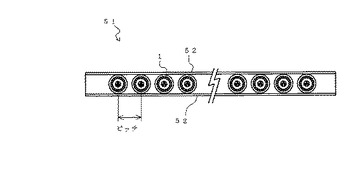
図5に示した多心ケーブル51は、図1の同軸ケーブル1を任意の整数本、平行に並べてリボン状にしたものである。同軸ケーブル1は一定のピッチで配置し、同軸ケーブル1の下面と上面にそれぞれ粘着テープ52を貼り付けることにより、全体を一体化してリボンケーブルにする。
【0079】
これらの多心ケーブル31,41,51は、同軸ケーブル1が細径化されているため、多心ケーブル31,41,51も細径化される。
【実施例】
【0080】
実施例1;対撚り線を3本撚り
素線22として直径0.033mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.5〜1.0mmで対撚りした。その対撚り線23aを3本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.142mmの二重撚り線29cを作製し、内部導体25とした。この内部導体25の外周に厚さ0.089mmのPFA樹脂を押出被覆して外径0.320mm、内径0.142mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.410mmの同軸ケーブル1を得た。
【0081】
このとき、内部導体2の導体断面積、すなわち素線22の総断面積が0.00513mm2であり、内部導体2と内部絶縁体3との隙間からなる空隙6の断面積が0.0108mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.410mmは内部導体2の直径0.142mmの5倍以下、内部絶縁体3の厚さ0.089mmは内部導体2の直径0.142mmの1/4以上1倍以下であった。
実施例2;対撚り線を3本撚り
素線22として直径0.027mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.4〜0.8mmで対撚りした。その対撚り線23aを3本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.117mmの二重撚り線29cを作製し、内部導体25とした。この内部導体25の外周に厚さ0.072mmのPFA樹脂を押出被覆して外径0.260mm、内径0.117mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.351mmの同軸ケーブル1を得た。
【0082】
このとき、内部導体2の導体断面積が0.00343mm2であり、空隙6の断面積が0.00725mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.351mmは内部導体2の直径0.117mmの5倍以下、内部絶縁体3の厚さ0.072mmは内部導体2の直径0.117mmの1/4以上1倍以下であった。
実施例3;対撚り線を3本撚り
素線22として直径0.025mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.4〜0.8mmで対撚りした。その対撚り線23aを3本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.107mmの二重撚り線29cを作製し、内部導体25とした。この内部導体25の外周に厚さ0.061mmのPFA樹脂を押出被覆して外径0.229mm、内径0.107mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.309mmの同軸ケーブル1を得た。
【0083】
このとき、内部導体2の導体断面積が0.00295mm2であり、空隙6の断面積が0.00621mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.309mmは内部導体2の直径0.107mmの5倍以下、内部絶縁体3の厚さ0.061mmは内部導体2の直径0.107mmの1/4以上1倍以下であった。
実施例4;対撚り線を3本撚り
素線22として直径0.022mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.3〜0.7mmで対撚りした。その対撚り線23aを3本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.093mmの二重撚り線29cを作製し、内部導体25とした。この内部導体25の外周に厚さ0.051mmのPFA樹脂を押出被覆して外径0.195mm、内径0.093mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.275mmの同軸ケーブル1を得た。
【0084】
このとき、内部導体2の導体断面積が0.00228mm2であり、空隙6の断面積が0.0048mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.275mmは内部導体2の直径0.093mmの5倍以下、内部絶縁体3の厚さ0.051mmは内部導体2の直径0.093mmの1/4以上1倍以下であった。
実施例5;対撚り線を3本撚り
素線22として直径0.019mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.3〜0.6mmで対撚りした。その対撚り線23aを3本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.084mmの二重撚り線29cを作製し、内部導体25とした。この内部導体25の外周に厚さ0.048mmのPFA樹脂を押出被覆して外径0.18mm、内径0.084mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.02mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.250mmの同軸ケーブル1を得た。
【0085】
このとき、内部導体2の導体断面積が0.00177mm2であり、空隙6の断面積が0.00377mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.250mmは内部導体2の直径0.084mmの5倍以下、内部絶縁体3の厚さ0.048mmは内部導体2の直径0.084mmの1/4以上1倍以下であった。
実施例6;対撚り線を3本撚り
素線22として直径0.017mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.3〜0.5mmで対撚りした。その対撚り線23aを3本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.074mmの二重撚り線29cを作製し、内部導体25とした。この内部導体25の外周に厚さ0.038mmのPFA樹脂を押出被覆して外径0.15mm、内径0.074mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.02mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.22mmの同軸ケーブル1を得た。
【0086】
このとき、内部導体2の導体断面積が0.00136mm2であり、空隙6の断面積が0.00286mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.250mmは内部導体2の直径0.084mmの5倍以下、内部絶縁体3の厚さ0.048mmは内部導体2の直径0.084mmの1/4以上1倍以下であった。
実施例7;対撚り線を4本撚り
素線22として直径0.028mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.4〜0.9mmで対撚りした。その対撚り線23aを4本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.135mmの二重撚り線29dを作製し、内部導体26とした。この内部導体26の外周に厚さ0.093mmのPFA樹脂を押出被覆して外径0.320mm、内径0.135mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.410mmの同軸ケーブル1を得た。
【0087】
このとき、内部導体2の導体断面積が0.00493mm2であり、空隙6の断面積が0.00938mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約1.90倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.410mmは内部導体2の直径0.135mmの5倍以下、内部絶縁体3の厚さ0.093mmは内部導体2の直径0.135mmの1/4以上1倍以下であった。
実施例8;対撚り線を4本撚り
素線22として直径0.023mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.3〜0.7mmで対撚りした。その対撚り線23aを4本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.111mmの二重撚り線29dを作製し、内部導体26とした。この内部導体26の外周に厚さ0.075mmのPFA樹脂を押出被覆して外径0.260mm、内径0.111mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.351mmの同軸ケーブル1を得た。
【0088】
このとき、内部導体2の導体断面積が0.00333mm2であり、空隙6の断面積が0.00634mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約1.90倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.351mmは内部導体2の直径0.111mmの5倍以下、内部絶縁体3の厚さ0.075mmは内部導体2の直径0.111mmの1/4以上1倍以下であった。
実施例9;対撚り線を4本撚り
素線22として直径0.021mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.3〜0.7mmで対撚りした。その対撚り線23aを4本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.102mmの二重撚り線29dを作製し、内部導体26とした。この内部導体26の外周に厚さ0.064mmのPFA樹脂を押出被覆して外径0.229mm、内径0.102mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.310mmの同軸ケーブル1を得た。
【0089】
このとき、内部導体2の導体断面積が0.00277mm2であり、空隙6の断面積が0.00540mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約1.95倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.310mmは内部導体2の直径0.102mmの5倍以下、内部絶縁体3の厚さ0.064mmは内部導体2の直径0.102mmの1/4以上1倍以下であった。
実施例10;対撚り線を4本撚り
素線22として直径0.019mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.3〜0.6mmで対撚りした。その対撚り線23aを4本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.092mmの二重撚り線29dを作製し、内部導体26とした。この内部導体26の外周に厚さ0.052mmのPFA樹脂を押出被覆して外径0.195mm、内径0.092mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.280mmの同軸ケーブル1を得た。
【0090】
このとき、内部導体2の導体断面積が0.00277mm2であり、空隙6の断面積が0.00437mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約1.93倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.280mmは内部導体2の直径0.092mmの5倍以下、内部絶縁体3の厚さ0.052mmは内部導体2の直径0.092mmの1/4以上1倍以下であった。
実施例11;3本撚り線を2本撚り
素線22として直径0.033mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.6〜1.2mmで撚り合わせた。その撚り線23bを2本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.142mmの二重撚り線29eを作製し、内部導体27とした。この内部導体27の外周に厚さ0.089mmのPFA樹脂を押出被覆して外径0.320mm、内径0.142mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.410mmの同軸ケーブル1を得た。
【0091】
このとき、内部導体2の導体断面積が0.00513mm2であり、空隙6の断面積が0.0108mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.410mmは内部導体2の直径0.142mmの5倍以下、内部絶縁体3の厚さ0.089mmは内部導体2の直径0.142mmの1/4以上1倍以下であった。
実施例12;3本撚り線を2本撚り
素線22として直径0.027mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.5〜1.0mmで撚り合わせた。その撚り線23bを2本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.117mmの二重撚り線29eを作製し、内部導体27とした。この内部導体27の外周に厚さ0.072mmのPFA樹脂を押出被覆して外径0.260mm、内径0.117mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.350mmの同軸ケーブル1を得た。
【0092】
このとき、内部導体2の導体断面積が0.00343mm2であり、空隙6の断面積が0.00732mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.350mmは内部導体2の直径0.117mmの5倍以下、内部絶縁体3の厚さ0.072mmは内部導体2の直径0.117mmの1/4以上1倍以下であった。
実施例13;3本撚り線を2本撚り
素線22として直径0.025mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.4〜0.9mmで撚り合わせた。その撚り線23bを2本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.108mmの二重撚り線29eを作製し、内部導体27とした。この内部導体27の外周に厚さ0.061mmのPFA樹脂を押出被覆して外径0.229mm、内径0.108mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.310mmの同軸ケーブル1を得た。
【0093】
このとき、内部導体2の導体断面積が0.00295mm2であり、空隙6の断面積が0.00604mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.0倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.310mmは内部導体2の直径0.108mmの5倍以下、内部絶縁体3の厚さ0.061mmは内部導体2の直径0.108mmの1/4以上1倍以下であった。
実施例14;3本撚り線を2本撚り
素線22として直径0.022mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.4〜0.8mmで撚り合わせた。その撚り線23bを2本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.095mmの二重撚り線29eを作製し、内部導体27とした。この内部導体27の外周に厚さ0.050mmのPFA樹脂を押出被覆して外径0.195mm、内径0.095mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.280mmの同軸ケーブル1を得た。
【0094】
このとき、内部導体2の導体断面積が0.00228mm2であり、空隙6の断面積が0.0048mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.280mmは内部導体2の直径0.095mmの5倍以下、内部絶縁体3の厚さ0.050mmは内部導体2の直径0.095mmの1/4以上1倍以下であった。
実施例15;3本撚り線を2本撚り
素線22として直径0.019mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.3〜0.7mmで撚り合わせた。その撚り線23bを2本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.084mmの二重撚り線29eを作製し、内部導体27とした。この内部導体27の外周に厚さ0.048mmのPFA樹脂を押出被覆して外径0.18mm、内径0.084mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.02mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.25mmの同軸ケーブル1を得た。
【0095】
このとき、内部導体2の導体断面積が0.00177mm2であり、空隙6の断面積が0.00377mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.25mmは内部導体2の直径0.084mmの5倍以下、内部絶縁体3の厚さ0.048mmは内部導体2の直径0.084mmの1/4以上1倍以下であった。
実施例16;3本撚り線を2本撚り
素線22として直径0.017mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.3〜0.6mmで撚り合わせた。その撚り線23bを2本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.074mmの二重撚り線29eを作製し、内部導体27とした。この内部導体27の外周に厚さ0.038mmのPFA樹脂を押出被覆して外径0.15mm、内径0.074mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.02mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.22mmの同軸ケーブル1を得た。
【0096】
このとき、内部導体2の導体断面積が0.00136mm2であり、空隙6の断面積が0.00286mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.22mmは内部導体2の直径0.074mmの5倍以下、内部絶縁体3の厚さ0.038mmは内部導体2の直径0.074mmの1/4以上1倍以下であった。
実施例17;3本撚り線を3本撚り
素線22として直径0.027mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.5〜1.0mmで撚り合わせた。その撚り線23bを3本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.126mmの二重撚り線29fを作製し、内部導体28とした。この内部導体28の外周に厚さ0.097mmのPFA樹脂を押出被覆して外径0.320mm、内径0.126mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.410mmの同軸ケーブル1を得た。
【0097】
このとき、内部導体2の導体断面積が0.00515mm2であり、空隙6の断面積が0.00731mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約1.42倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.410mmは内部導体2の直径0.126mmの5倍以下、内部絶縁体3の厚さ0.097mmは内部導体2の直径0.126mmの1/4以上1倍以下であった。
実施例18;3本撚り線を3本撚り
素線22として直径0.022mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.4〜0.8mmで撚り合わせた。その撚り線23bを3本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.103mmの二重撚り線29fを作製し、内部導体28とした。この内部導体28の外周に厚さ0.078mmのPFA樹脂を押出被覆して外径0.260mm、内径0.103mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.350mmの同軸ケーブル1を得た。
【0098】
このとき、内部導体2の導体断面積が0.00342mm2であり、空隙6の断面積が0.00491mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約1.44倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.350mmは内部導体2の直径0.103mmの5倍以下、内部絶縁体3の厚さ0.078mmは内部導体2の直径0.103mmの1/4以上1倍以下であった。
実施例19;3本撚り線を3本撚り
素線22として直径0.02mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.3〜0.7mmで撚り合わせた。その撚り線23bを3本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.093mmの二重撚り線29fを作製し、内部導体28とした。この内部導体28の外周に厚さ0.068mmのPFA樹脂を押出被覆して外径0.229mm、内径0.093mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.310mmの同軸ケーブル1を得た。
【0099】
このとき、内部導体2の導体断面積が0.00283mm2であり、空隙6の断面積が0.00396mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約1.40倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.310mmは内部導体2の直径0.093mmの5倍以下、内部絶縁体3の厚さ0.068mmは内部導体2の直径0.093mmの1/4以上1倍以下であった。
実施例20;3本撚り線を3本撚り
素線22として直径0.018mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.3〜0.7mmで撚り合わせた。その撚り線23bを3本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.084mmの二重撚り線29fを作製し、内部導体28とした。この内部導体28の外周に厚さ0.055mmのPFA樹脂を押出被覆して外径0.195mm、内径0.084mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.280mmの同軸ケーブル1を得た。
【0100】
このとき、内部導体2の導体断面積が0.00229mm2であり、空隙6の断面積が0.00325mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約1.42倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.280mmは内部導体2の直径0.084mmの5倍以下、内部絶縁体3の厚さ0.055mmは内部導体2の直径0.084mmの1/4以上1倍以下であった。
比較例1;対撚り線を1本
素線22として直径0.056mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.8〜1.7mmで対撚りして外径が0.112mmの対撚り線23aを作製し、内部導体21とした。この内部導体21の外周に厚さ0.104mmのPFA樹脂を押出被覆して外径0.320mm、内径0.112mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.410mmの同軸ケーブル1を得た。
【0101】
このとき、内部導体2の導体断面積が0.00492mm2であり、空隙6の断面積が0.00492mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の1倍、つまり1倍よりも大きくなかった。同軸ケーブル1の外径0.410mmは内部導体2の直径0.112mmの5倍以下、内部絶縁体3の厚さ0.104mmは内部導体2の直径0.112mmの1/4以上1倍以下であった。
比較例2;対撚り線を1本
素線22として直径0.047mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.7〜1.4mmで対撚りして外径が0.094mmの対撚り線23aを作製し、内部導体21とした。この内部導体21の外周に厚さ0.084mmのPFA樹脂を押出被覆して外径0.260mm、内径0.094mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.350mmの同軸ケーブル1を得た。
【0102】
このとき、内部導体2の導体断面積が0.00347mm2であり、空隙6の断面積が0.00347mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の1倍、つまり1倍よりも大きくなかった。同軸ケーブル1の外径0.350mmは内部導体2の直径0.094mmの5倍以下、内部絶縁体3の厚さ0.084mmは内部導体2の直径0.094mmの1/4以上1倍以下であった。
比較例3;対撚り線を1本
素線22として直径0.043mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.6〜1.3mmで対撚りして外径が0.086mmの対撚り線23aを作製し、内部導体21とした。この内部導体21の外周に厚さ0.072mmのPFA樹脂を押出被覆して外径0.229mm、内径0.086mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.310mmの同軸ケーブル1を得た。
【0103】
このとき、内部導体2の導体断面積が0.0029mm2であり、空隙6の断面積が0.00290mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の1倍、つまり1倍よりも大きくなかった。同軸ケーブル1の外径0.310mmは内部導体2の直径0.086mmの5倍以下、内部絶縁体3の厚さ0.072mmは内部導体2の直径0.086mmの1/4以上1倍以下であった。
比較例4;対撚り線を1本
素線22として直径0.037mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.5〜1.1mmで対撚りして外径が0.074mmの対撚り線23aを作製し、内部導体21とした。この内部導体21の外周に厚さ0.063mmのPFA樹脂を押出被覆して外径0.20mm、内径0.074mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.280mmの同軸ケーブル1を得た。
【0104】
このとき、内部導体2の導体断面積が0.00215m2であり、空隙6の断面積が0.00215mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の1倍、つまり1倍よりも大きくなかった。同軸ケーブル1の外径0.280mmは内部導体2の直径0.074mmの5倍以下、内部絶縁体3の厚さ0.063mmは内部導体2の直径0.074mmの1/4以上1倍以下であった。
実施例21;対撚り線を2本撚り
素線22として直径0.04mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.6〜1.2mmで対撚りした。その対撚り線23aを2本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.16mmの二重撚り線29bを作製し、内部導体24とした。この内部導体24の外周に厚さ0.08mmのPFA樹脂を押出被覆して外径0.320mm、内径0.16mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.410mmの同軸ケーブル1を得た。
【0105】
このとき、内部導体2の導体断面積が0.00502mm2であり、空隙6の断面積が0.0151mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約3倍弱、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.410mmは内部導体2の直径0.16mmの5倍以下、内部絶縁体3の厚さ0.08mmは内部導体2の直径0.16mmの1/4以上1倍以下であった。
実施例22;対撚り線を2本撚り
素線22として直径0.033mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.5〜1.0mmで対撚りした。その対撚り線23aを2本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.132mmの二重撚り線29bを作製し、内部導体24とした。この内部導体24の外周に厚さ0.064mmのPFA樹脂を押出被覆して外径0.260mm、内径0.132mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.350mmの同軸ケーブル1を得た。
【0106】
このとき、内部導体2の導体断面積が0.00342mm2であり、空隙6の断面積が0.0102mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約3倍弱、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.410mmは内部導体2の直径0.16mmの5倍以下、内部絶縁体3の厚さ0.08mmは内部導体2の直径0.16mmの1/4以上1倍以下であった。
実施例23;対撚り線を2本撚り
素線22として直径0.033mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.4〜0.9mmで対撚りした。その対撚り線23aを2本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.12mmの二重撚り線29bを作製し、内部導体24とした。この内部導体24の外周に厚さ0.055mmのPFA樹脂を押出被覆して外径0.229mm、内径0.12mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.310mmの同軸ケーブル1を得た。
【0107】
このとき、内部導体2の導体断面積が0.00283mm2であり、空隙6の断面積が0.00847mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約3倍弱、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.310mmは内部導体2の直径0.12mmの5倍以下、内部絶縁体3の厚さ0.055mmは内部導体2の直径0.12mmの1/4以上1倍以下であった。
実施例24;対撚り線を2本撚り
素線22として直径0.027mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.4〜0.8mmで対撚りした。その対撚り線23aを2本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.108mmの二重撚り線29bを作製し、内部導体24とした。この内部導体24の外周に厚さ0.046mmのPFA樹脂を押出被覆して外径0.20mm、内径0.108mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.28mmの同軸ケーブル1を得た。
【0108】
このとき、内部導体2の導体断面積が0.00229mm2であり、空隙6の断面積が0.00686mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約3倍弱、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.28mmは内部導体2の直径0.108mmの5倍以下、内部絶縁体3の厚さ0.046mmは内部導体2の直径0.108mmの1/4以上1倍以下であった。
従来例1;発泡電線
素線62として直径0.03mmのSnめっき銅合金線を7本用意し、これら素線62をピッチ1.0〜1.5mmで集合撚りして外径が0.09mmの撚り線を作製し、内部導体63とした。この内部導体63の外周に厚さ0.105mmの発泡PFA樹脂を押出被覆して外径0.300mmの発泡内部絶縁体64を形成した。この発泡内部絶縁体64の外周に厚さ0.01mmのスキン層65を形成し、スキン層65の外径を0.320mmとした。スキン層65の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体66を形成し、その外部導体66の外周に厚さ0.02mmのPET樹脂からなるシース67を被覆して、外径0.410mmの同軸ケーブル1を得た。
従来例2;発泡電線
素線62として直径0.025mmのSnめっき銅合金線を7本用意し、これら素線62をピッチ0.8〜1.5mmで集合撚りして外径が0.075mmの撚り線を作製し、内部導体63とした。この内部導体63の外周に厚さ0.083mmの発泡PFA樹脂を押出被覆して外径0.240mmの発泡内部絶縁体64を形成した。この発泡内部絶縁体64の外周に厚さ0.01mmのスキン層65を形成し、スキン層65の外径を0.260mmとした。スキン層65の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体66を形成し、その外部導体66の外周に厚さ0.02mmのPET樹脂からなるシース67を被覆して、外径0.350mmの同軸ケーブル1を得た。
従来例3;発泡電線
素線62として直径0.023mmのSnめっき銅合金線を7本用意し、これら素線62をピッチ0.8〜1.3mmで集合撚りして外径が0.069mmの撚り線を作製し、内部導体63とした。この内部導体63の外周に厚さ0.07mmの発泡PFA樹脂を押出被覆して外径0.209mmの発泡内部絶縁体64を形成した。この発泡内部絶縁体64の外周に厚さ0.01mmのスキン層65を形成し、スキン層65の外径を0.229mmとした。スキン層65の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体66を形成し、その外部導体66の外周に厚さ0.015mmのPET樹脂からなるシース67を被覆して、外径0.310mmの同軸ケーブル1を得た。
従来例4;発泡電線
素線62として直径0.02mmのSnめっき銅合金線を7本用意し、これら素線62をピッチ0.8〜1.2mmで集合撚りして外径が0.06mmの撚り線を作製し、内部導体63とした。この内部導体63の外周に厚さ0.06mmの発泡PFA樹脂を押出被覆して外径0.180mmの発泡内部絶縁体64を形成した。この発泡内部絶縁体64の外周に厚さ0.01mmのスキン層65を形成し、スキン層65の外径を0.200mmとした。スキン層65の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体66を形成し、その外部導体66の外周に厚さ0.015mmのPET樹脂からなるシース67を被覆して、外径0.280mmの同軸ケーブル1を得た。
【0109】
以上の32種類(実施例1〜20、比較例1〜4、実施例21〜24、従来例1〜4)の試料ケーブルを各5mずつ作製し、電気特性と機械特性を調べ、表1の結果を得た。
【0110】
調査方法として、静電容量の測定は、1mの試料ケーブルの内部導体と外部導体との間にLCRメータを接続し、1kHzでの単位長あたり静電容量を測定した。特性インピーダンスは、ネットワークアナライザを用いて10MHzでの数値を測定した。導体構造の種別、及び空隙断面積と内部導体断面積の比率(倍数)は前述した通りであり、ワイヤサイズは内部導体断面積で規定される。
【0111】
屈曲寿命を求める屈曲試験は、曲げ半径が2mmの屈曲試験用のジグから試料ケーブルを垂らし、その試料ケーブルの下端に50gfの錘を吊り下げ、ジグに固定された試料ケーブルの根本が正逆90度ずつ屈曲するよう、錘を振った。これを繰り返し、試料ケーブルの内部導体が破断するまで屈曲させた回数を測定し、その回数を屈曲寿命とした。
【0112】
【表1】

表1に基づき、静電容量について比較する。ワイヤサイズが40AWG〜44AWGである従来例1〜従来例4は静電容量が60pFであるのに対し、これらとワイヤサイズが同等の実施例21〜実施例24は静電容量が53pFであり、低静電容量化の効果が最も良好である。ワイヤサイズがほぼ同等の実施例1〜実施例6と実施例11〜実施例16は発泡絶縁体を使用していないにもかかわらず、従来例1〜従来例4と同等の低静電容量である。実施例7〜実施例10は従来例1〜従来例4より静電容量が3pF/m高く、実施例17〜実施例20は従来例1〜従来例4より静電容量が8pF/m高いが低静電容量化の効果はある。
【0113】
減衰量について比較する。ワイヤサイズが40AWGであるもの同士を比較すると、実施例21の減衰量は0.35dB/mであり最も良好である。実施例1と実施例11は発泡絶縁体を使用していないにもかかわらず、従来例1と同等の減衰量である。実施例7と実施例17は従来例1と大差のない減衰量である。
【0114】
一方、比較例1〜比較例4について静電容量と減衰量を見ると、静電容量は従来例1〜従来例4より15pF/mも高い。また、減衰量も従来例1〜従来例4に比べて著しく劣る。従って、空隙6の断面積が内部導体2の導体断面積の1倍よりも大きくなければ低静電容量化の効果が少なく、電気特性の面で劣ることがわかる。
【0115】
屈曲寿命について比較する。ワイヤサイズが40AWGであるもの同士を比較すると、従来例1の屈曲寿命が2800回であるのに対し、実施例17の屈曲寿命は9300回、実施例1の屈曲寿命は7500回、実施例11の屈曲寿命は5200回、実施例7の屈曲寿命は4400回、実施例21の屈曲寿命は3800回である。このように、実施例の方が従来例よりも屈曲特性で優れている。従来例1の屈曲特性が悪い理由は、屈曲の際に発泡内部絶縁体が潰れてしまうために内部導体に曲げ応力が集中することと、7本撚りの内部導体では真ん中の1本の素線が実質的に撚られていない直線的な状態であるために、この真ん中の素線への応力を回避できないことが考えられる。従って、実施例1〜24のように、無発泡な充実層で内部絶縁体3を形成したことにより、内部導体2に曲げ応力が集中せず、内部導体2の真ん中に素線22がないようにしたことにより、応力が集中しやすい素線がなくなる。
【図面の簡単な説明】
【0116】
【図1】本発明の一実施形態を示す同軸ケーブルの断面図である。
【図2】(a)は比較例の内部導体の断面図、(b)〜(f)は、それぞれ本発明の一実施形態を示す内部導体の断面図である。
【図3】本発明の一実施形態を示す多心ケーブルの断面図である。
【図4】本発明の一実施形態を示す多心ケーブルの断面図である。
【図5】本発明の一実施形態を示す多心ケーブルの断面図である。
【図6】従来の同軸ケーブルの断面図である。
【符号の説明】
【0117】
1 同軸ケーブル
2 内部導体
3 内部絶縁体
4 外部導体
5 シース
6 空隙
22 素線
23 対撚り線
29 二重撚り線
【技術分野】
【0001】
本発明は、発泡性樹脂を用いることなく、電気特性と機械特性に優れた細径の同軸ケーブル及び多心ケーブルに関する。
【背景技術】
【0002】
同軸ケーブルは、内部導体とその内部導体を囲む内部絶縁体とその内部絶縁体を囲む外部導体とその外部導体を囲むシース(外部絶縁体であり、ジャケットとも言う)とを有する。
【0003】
コンピュータや通信機器等の電子機器に用いる同軸ケーブルには、高速高密度の要求が高まっている。この要求に応えるためには、絶縁体、とりわけ内部絶縁体の誘電率を小さくする必要がある。その技術として、絶縁体の多孔質化あるいは発泡化がある。発泡化は、絶縁体に発泡性樹脂を用いることで実現される。内部絶縁体の誘電率を小さくすることにより、同軸ケーブルの静電容量が、例えば、80pF/m以下と低静電容量化できる。
【0004】
一方、近年の医療機器を含む電子機器の小型化・軽量化に伴って、電子機器に使用される同軸ケーブルには、内部導体に用いる素線の直径が0.04mm以下、好ましくは0.03mm以下と、細径化が強く求められている。
【0005】
さらに、医療機器の一つである超音波診断装置では、その診断技術の高度化に伴い、超音波プローブと超音波診断装置とを結ぶ超音波プローブケーブルに用いる同軸ケーブルにおいて、内部導体に用いる素線の本数を200本〜300本に増やす多芯化と、90pF/m以下への低静電容量化に進んでいる。その一方で、同軸ケーブルを柔らかくすることも要求されている。また、移動体用通信ケーブルやコンピュータ周辺機器配線用ケーブルは、伝送損失を低下させることの他に、軽量化、コンパクト化のために細径化が要求されている。
【0006】
さらに、最近では細径化のニーズのみではなく、耐屈曲性の向上と伝送容量の増加とを目的に、低静電容量特性(低減衰特性)と耐屈曲性とを両立した同軸ケーブルの開発が強く求められている。耐屈曲性は、同軸ケーブルを曲げて使用したり端末装置を接続・取り外ししたりすることを繰り返しても不具合にならないために重要である。
【0007】
絶縁体を発泡化した同軸ケーブルである発泡電線を図6に示す。この発泡電線61は、素線62を7本撚り合わせた撚り線で構成した内部導体63と、その内部導体63を囲む発泡性樹脂からなる発泡内部絶縁体64と、その発泡内部絶縁体64を囲んで発泡内部絶縁体64の潰れを防止する薄膜のスキン層65と、そのスキン層65を囲む横巻シールドからなる外部導体66と、その外部導体を囲むシース67とを有する。
【0008】
発泡電線61において、更なる高速伝送化を実現するためには、高発泡化が必要になる。また、発泡電線61を細径化する場合、細径化によって強度が弱まるのを補い、構造によって強度を強化することが必要になる。
【0009】
しかし、発泡電線61は、発泡内部絶縁体64の内部に気泡が含まれているため極めて潰れやすく、機械強度(耐座屈性、耐屈曲性、耐捻回性)が低い。また、発泡内部絶縁体64の厚さを薄くするために薄肉発泡押出をした場合、発泡内部絶縁体64の厚さを70μm以下に設定すると、薄肉発泡押出の作業性が悪いため、生産性が悪く、コストが高い。つまり、薄肉発泡押出は、同軸ケーブルの細径化には不向きである。
【0010】
上記の他に発泡電線を生産あるいは使用する際の問題点は以下の通りである。
(1)発泡押出工程、すなわち発泡度45%以上の高発泡性樹脂を押出被覆する工程において、ガスを注入して発泡させる必要があるため、押出スピードが遅く、しかも導体のロスが多いため、発泡電線は生産性が悪く、製造コストが高い。
(2)発泡度45%以上の高発泡性樹脂は気泡の形成が不均一であるため、高発泡性樹脂を押し出して発泡内部絶縁体を形成したときに、発泡内部絶縁体の場所による電気特性のばらつきが大きくなる。
(3)発泡内部絶縁体は気泡が入っているため、単独では絶縁体としての耐電圧特性、絶縁抵抗特性が極めて低い。よって、絶縁体としての機能を持つスキン層を設ける必要があり、構造が複雑である共に材料が多く、コストが高い。
(4)発泡内部絶縁体は気泡が入っているため、製造工程中に潰れやすい。発泡内部絶縁体の潰れによって内部導体に折れ、座屈などのダメージが与えられる。
(5)発泡内部絶縁体は、径方向内側から外側までランダムに気泡が入っているため、外形の不均一が大きく、また、潰れやすいため、長手方向で静電容量などの電気特性が違ってきやすい。
【0011】
【特許文献1】特開2005−108576号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
以上をまとめると、同軸ケーブルには、電気特性(静電容量・減衰・通信速度)と機械特性(耐屈曲性・耐座屈性・耐捻回性)と使い勝手(細径)のいずれにも優れたものが望まれるが、発泡電線では生産性や品質均一性に問題がある。
【0013】
発泡性樹脂を用いずに発泡電線と同等の電気特性を備え、発泡電線よりも優れた機械特性、可撓性を備え、かつ細径化された同軸ケーブルが望まれる。
【0014】
そこで、本発明の目的は、上記課題を解決し、発泡性樹脂を用いることなく、電気特性と機械特性に優れた細径の同軸ケーブル及び多心ケーブルを提供することにある。
【課題を解決するための手段】
【0015】
上記目的を達成するために本発明の同軸ケーブルは、内部導体とその内部導体を囲む内部絶縁体とその内部絶縁体を囲む外部導体とその外部導体を囲むシースとを有する同軸ケーブルにおいて、上記内部絶縁体を無発泡の充実層で構成すると共に、上記内部導体の表面と上記内部絶縁体との間に空隙を設けたものである。
【0016】
上記内部導体に螺旋状の凹凸を形成することにより、その凹部分の表面と上記内部絶縁体との間に上記空隙が生じ、凸部分が上記内部絶縁体に接する構造としてもよい。
【0017】
上記空隙の断面積を上記内部導体の導体断面積の1倍よりも大きく3倍以下としてもよい。
【0018】
複数本の素線を撚り合わせた撚り線を複数本撚り合わせた二重撚り線で上記内部導体を構成することにより、上記空隙を形成してもよい。
【0019】
2本の素線を撚り合わせた対撚り線を2本撚り合わせた二重撚り線で上記内部導体を構成してもよい。
【0020】
2本の素線を撚り合わせた対撚り線を3本撚り合わせた二重撚り線で上記内部導体を構成してもよい。
【0021】
2本の素線を撚り合わせた対撚り線を4本撚り合わせた二重撚り線で上記内部導体を構成してもよい。
【0022】
3本の素線を撚り合わせた撚り線を2本撚り合わせた二重撚り線で上記内部導体を構成してもよい。
【0023】
3本の素線を撚り合わせた撚り線を3本撚り合わせた二重撚り線で上記内部導体を構成してもよい。
【0024】
上記二重撚り線の撚り方向を上記撚り線の撚り方向とは逆方向にしてもよい。
【0025】
上記シースの直径を上記内部導体の直径の5倍以下としてもよい。
【0026】
上記内部絶縁体の厚さを上記内部導体の直径の1/4以上1倍以下としてもよい。
【0027】
また、本発明の多心ケーブルは、上記いずれかの同軸ケーブルを複数本有するものである。
【0028】
上記複数本の同軸ケーブルを束ねた同軸ケーブル束を形成してもよい。
【0029】
上記同軸ケーブル束を複数本撚り合わせてもよい。
【0030】
上記複数本の同軸ケーブルを平行に並べてリボン状にしてもよい。
【発明の効果】
【0031】
本発明は次の如き優れた効果を発揮する。
【0032】
(1)発泡性樹脂を用いないので、発泡電線が持つ生産性や品質均一性の問題が解消される。
【0033】
(2)発泡電線と同等の電気特性を備え、発泡電線よりも優れた機械特性、可撓性を備え、かつ細径化される。
【発明を実施するための最良の形態】
【0034】
以下、本発明の一実施形態を添付図面に基づいて詳述する。
【0035】
図1に示されるように、本発明に係る同軸ケーブル1は、内部導体2とその内部導体2を囲む内部絶縁体3とその内部絶縁体3を囲む外部導体4とその外部導体4を囲むシース5とを有する同軸ケーブル1において、内部絶縁体3を無発泡の充実層で構成すると共に、内部導体2の表面と内部絶縁体3との間に空隙6を設けたものである。
【0036】
内部導体2には、後に詳しく述べるように螺旋状の凹凸が形成されており、凹部分の表面と内部絶縁体3との間に空隙6が生じ、凸部分が内部絶縁体3に接する構造となっている。凹凸は、複数本の素線を組み合わせて内部導体2を構成することにより、形成される。
【0037】
内部導体2を構成する素線としては、軟銅線、Snめっき銅合金線、銀めっき銅合金線などがある。
【0038】
内部絶縁体3の材料としては、誘電率の低い樹脂が良く、四フッ化エチレン・パーフロロプロピルビニルエーテル共重合体(PFA)、四フッ化エチレン・六フッ化プロピレン共重合体(FEP)、エチレン・四フッ化エチレン共重合体(ETFE)、ポリエチレン(PE)がある。
【0039】
外部導体4は、例えば横巻きシールドであり、Snめっき軟銅線、銀めっき軟銅線、Snめっき銅合金線、銀めっき銅合金線などの素線を多数本、例えば30本〜60本、所定ピッチで螺旋状に横巻きすることで形成する。
【0040】
シース5は、PETテープ巻きあるいは樹脂を押出被覆して形成する。樹脂としては、四フッ化エチレン・パーフロロプロピルビニルエーテル共重合体(PFA)、四フッ化エチレン・六フッ化プロピレン共重合体(FEP)、エチレン・四フッ化エチレン共重合体(ETFE)がある。
【0041】
図2に内部導体2の構造に関する複数の実施形態を示す。
【0042】
図2(a)に比較例として示した内部導体21は、2本の素線22を撚り合わせた対撚り線23aを形成し、その対撚り線23aの1本で内部導体21を構成したものである。図示のように、内部導体21の断面は、各素線22のほぼ円形の断面が互いに接して並んだ8の字状を呈する。これにより、図示上方と下方に凸部分が形成され、左方と右方に凹部分が形成される。各素線22が撚り合わせてあるので、長手方向に位置をずらすと凹凸の角度がずれる。すなわち、内部導体21には、螺旋状の凹凸が形成される。凸部分の一番外側を結んだ線が破線αで示してある。この破線αは、凸部分に接している内部絶縁体3(図1参照)の内周である。従って、凹部分の表面と内部絶縁体3(の内周表面)との間に空隙6を生じる。
【0043】
撚り合わせる素線22の本数が3本以上でも、撚り合わせることにより、内部絶縁体3との間に空隙6を生じさせることができる。
【0044】
図2(b)〜図2(f)に示した内部導体24〜28は、複数本の素線22を撚り合わせた撚り線23(23a,23b)を複数本撚り合わせた二重撚り線29で内部導体24〜28を構成したものである。
【0045】
図2(b)の内部導体24は、2本の素線22を撚り合わせた対撚り線23aを2本撚り合わせた二重撚り線29bで構成されている。説明の便宜上、対撚り線23aの断面を破線αのようにほぼ円形と仮定すると、対撚り線23aを撚り合わせた二重撚り線29bには螺旋状の凹凸が形成される。凸部分の一番外側を結んだ線が破線βで示してある。この破線βは、二重撚り線29bの凸部分に接している内部絶縁体3(図1参照)の内周と考えてよい。二重撚り線29bの凹部分の表面と内部絶縁体3(の内周表面)との間に空隙6を生じる。さらに、対撚り線23の断面をほぼ円形と仮定した破線αの内側には、図2(a)で説明したのと同様の空隙6が有るので、二重撚り線29bは複数の素線22の総断面積に比して空隙の総断面積が広く得られる。
【0046】
図2(c)の内部導体25は、2本の素線22を撚り合わせた対撚り線23aを3本撚り合わせた二重撚り線29cで構成されている。
【0047】
図2(d)の内部導体26は、2本の素線22を撚り合わせた対撚り線23aを4本撚り合わせた二重撚り線29dで構成されている。
【0048】
図2(e)の内部導体27は、3本の素線22を撚り合わせた撚り線23bを2本撚り合わせた二重撚り線29eで構成されている。
【0049】
図2(f)の内部導体28は、3本の素線22を撚り合わせた撚り線23bを3本撚り合わせた二重撚り線29fで構成されている。
【0050】
図2(b)〜図2(f)には、撚りの方向を示さなかったが、二重撚り線29(29b〜29f)の撚り方向を撚り線23(23a,23b)の撚り方向とは逆方向にするのが好ましい。これは、撚り線23に生じている凹凸の捩れと反対向きに撚り線23を撚り合わせることにより、空隙6をより大きく膨らませ、かつ空隙6を保つことができるからである。
【0051】
図1に示した同軸ケーブル1は、内部導体2として図2(f)の内部導体28を用いたものである。図2(b)〜図2(e)の内部導体24〜27を用いてもよいことは言うまでもない。
【0052】
図1に示した同軸ケーブル1は、空隙6の断面積を内部導体2の導体断面積(=素線22の断面積の総和)の1倍よりも大きく3倍以下としたものである。
【0053】
また、図1に示した同軸ケーブル1は、シース5の直径(=同軸ケーブル1の外径)を内部導体2の直径の5倍以下としたものである。なお、内部導体2の直径とは、内部絶縁体3の内径と同じであり、内部導体21の場合、破線αの円の直径であり、内部導体24〜28の場合、破線βの円の直径である。
【0054】
図1に示した同軸ケーブル1は、内部絶縁体3の厚さを内部導体2の直径の1/4以上1倍以下としたものである。
【0055】
次に、図1に示した同軸ケーブル1の作用効果を述べる。
【0056】
同軸ケーブル1は、内部絶縁体3を無発泡の充実層で構成したので、従来の発泡電線が抱えていた問題点の多くが解消される。
【0057】
同軸ケーブル1は、内部導体2の表面と内部絶縁体3との間に空隙6を設けたので、内部絶縁体3を無発泡の充実層で構成したにもかかわらず、従来の発泡電線と同等かそれ以上又は大きく劣らない電気特性が得られる。これは、空隙6があることにより、低誘電率部材である空気が内外導体間に介在することが確保されるからである。
【0058】
同軸ケーブル1は、内部導体2に螺旋状の凹凸があるため、空隙6が規則的な形状となり、気泡のような不均一性の問題がない。
【0059】
同軸ケーブル1は、空隙6の断面積が内部導体2の導体断面積の1倍よりも大きいので、低静電容量化の効果が十分に得られる。このことは後述の実施例により実証する。
【0060】
また、同軸ケーブル1は、空隙6の断面積が内部導体2の導体断面積の3倍以下であるので、内部絶縁体3が潰れにくい。もし、空隙6の断面積が内部導体2の導体断面積の3倍を超えると、同軸ケーブルの機械特性が悪影響を受け、内部絶縁体3が潰れやすくなって、所望の低静電容量化が実現できないと思われる。
【0061】
同軸ケーブル1は、ケーブルの細径化のため、シース5の外径(同軸ケーブルの直径)が内部導体2の直径の5倍以下とする。
【0062】
同軸ケーブル1は、内部絶縁体3の厚さが内部導体2の直径の1/4以上あるため、内部絶縁体3が潰れにくい。逆に、内部絶縁体3の厚さが内部導体2の直径の1/4未満であると、内部絶縁体3が潰れやすく、耐電圧特性と絶縁抵抗が低下すると共に、内部導体2との間に空隙6を安定して確保しにくい。また、内部絶縁体3の厚さが内部導体2の直径の1倍以下としたので、ケーブルの細径化に寄与する。
【0063】
同軸ケーブル1は、二重撚り線29の撚り方向を撚り線23の撚り方向とは逆方向にしたので、空隙6をより大きく膨らませることができる。逆に、二重撚り線29の撚り方向が撚り線23の撚り方向と同じであると、撚り形状が重なり合って空隙6を作りにくい。
【0064】
同軸ケーブル1は、内部導体2の真ん中に撚られない素線22がないように複数の素線22を撚ったので、あるいは二重撚り線にしたので、応力が集中しやすい真ん中の素線がなくなり、屈曲特性が良くなる。
【0065】
次に、図2(b)〜図2(f)の各内部導体21〜28を用いたことによる同軸ケーブル1の効果の違いを述べる。
【0066】
低静電容量化の効果の大きい順番は次の通りである。
【0067】
図2(a)<図2(f)<図2(d)<図2(e)=図2(c)<図2(b)
つまり、図2(b)の内部導体24を用いた同軸ケーブル1が最も静電容量が小さい。
【0068】
内部絶縁体3との間に安定した空隙6を作りやすい順番は次の通りである。
【0069】
図2(a)=図2(b)=図2(e)<図2(d)<図2(c)=図2(f)
つまり、図2(c)の内部導体25と図2(f)の内部導体28が最も安定した空隙6を作りやすい。
【0070】
機械特性がよい順番は次の通りである。
【0071】
図2(a)<図2(b)<図2(d)<図2(e)<図2(c)<図2(b)
つまり、図2(f)の内部導体28を用いた同軸ケーブル1が最も機械特性がよい。
【0072】
以上を総合すると、低静電容量化の効果が大きく、安定した空隙6を作りやすく、しかも機械特性が高い同軸ケーブル1をもたらす内部導体は、図2(c)の内部導体25である。
【0073】
次に、本発明に係る多心ケーブルについて説明する。
【0074】
図3〜図5に示す本発明の多心ケーブルは、これまで説明した同軸ケーブルを複数本有するものである。
【0075】
図3に示した多心ケーブル31は、中心介在及びテンションメンバ32の回りに図1の同軸ケーブル1を4本束ねた同軸ケーブル束33を形成し、その同軸ケーブル束33をバインドテープ(押し巻きテープとも言う)34で巻き、そのバインドテープ34の外周にシールド35を設け、そのシールド35を外装シース36で覆ったものである。同軸ケーブル束33に含める同軸ケーブル1の本数は4本に限らず、2本以上何本でも良い。
【0076】
バインドテープ34の巻き厚は例えば0.1mmである。シールド35は、例えば、厚さが0.08mmであり、Snめっき軟鋼線編線である。横巻きシールドでも良い。外装シース36は、PETテープを巻き回したり、ビニル(PVC)、四フッ化エチレン・パーフロロプロピルビニルエーテル共重合体(PFA)、四フッ化エチレン・六フッ化プロピレン共重合体(FEP)、エチレン・四フッ化エチレン共重合体(ETFE)を押出被覆したりして形成する。
【0077】
図4に示した多心ケーブル41は、図1の同軸ケーブル1を12本束ねた同軸ケーブル束42を形成し、その同軸ケーブル束42を4本、中心介在及びテンションメンバ43の回りに撚り合わせ、この撚り合わせたものをバインドテープ44で巻き、そのバインドテープ44の外周にシールド45を設け、そのシールド45を外装シース46で覆ったものである。撚り合わせる同軸ケーブル束42の本数は4本に限らず、2本以上何本でも良い。
【0078】
図5に示した多心ケーブル51は、図1の同軸ケーブル1を任意の整数本、平行に並べてリボン状にしたものである。同軸ケーブル1は一定のピッチで配置し、同軸ケーブル1の下面と上面にそれぞれ粘着テープ52を貼り付けることにより、全体を一体化してリボンケーブルにする。
【0079】
これらの多心ケーブル31,41,51は、同軸ケーブル1が細径化されているため、多心ケーブル31,41,51も細径化される。
【実施例】
【0080】
実施例1;対撚り線を3本撚り
素線22として直径0.033mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.5〜1.0mmで対撚りした。その対撚り線23aを3本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.142mmの二重撚り線29cを作製し、内部導体25とした。この内部導体25の外周に厚さ0.089mmのPFA樹脂を押出被覆して外径0.320mm、内径0.142mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.410mmの同軸ケーブル1を得た。
【0081】
このとき、内部導体2の導体断面積、すなわち素線22の総断面積が0.00513mm2であり、内部導体2と内部絶縁体3との隙間からなる空隙6の断面積が0.0108mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.410mmは内部導体2の直径0.142mmの5倍以下、内部絶縁体3の厚さ0.089mmは内部導体2の直径0.142mmの1/4以上1倍以下であった。
実施例2;対撚り線を3本撚り
素線22として直径0.027mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.4〜0.8mmで対撚りした。その対撚り線23aを3本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.117mmの二重撚り線29cを作製し、内部導体25とした。この内部導体25の外周に厚さ0.072mmのPFA樹脂を押出被覆して外径0.260mm、内径0.117mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.351mmの同軸ケーブル1を得た。
【0082】
このとき、内部導体2の導体断面積が0.00343mm2であり、空隙6の断面積が0.00725mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.351mmは内部導体2の直径0.117mmの5倍以下、内部絶縁体3の厚さ0.072mmは内部導体2の直径0.117mmの1/4以上1倍以下であった。
実施例3;対撚り線を3本撚り
素線22として直径0.025mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.4〜0.8mmで対撚りした。その対撚り線23aを3本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.107mmの二重撚り線29cを作製し、内部導体25とした。この内部導体25の外周に厚さ0.061mmのPFA樹脂を押出被覆して外径0.229mm、内径0.107mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.309mmの同軸ケーブル1を得た。
【0083】
このとき、内部導体2の導体断面積が0.00295mm2であり、空隙6の断面積が0.00621mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.309mmは内部導体2の直径0.107mmの5倍以下、内部絶縁体3の厚さ0.061mmは内部導体2の直径0.107mmの1/4以上1倍以下であった。
実施例4;対撚り線を3本撚り
素線22として直径0.022mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.3〜0.7mmで対撚りした。その対撚り線23aを3本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.093mmの二重撚り線29cを作製し、内部導体25とした。この内部導体25の外周に厚さ0.051mmのPFA樹脂を押出被覆して外径0.195mm、内径0.093mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.275mmの同軸ケーブル1を得た。
【0084】
このとき、内部導体2の導体断面積が0.00228mm2であり、空隙6の断面積が0.0048mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.275mmは内部導体2の直径0.093mmの5倍以下、内部絶縁体3の厚さ0.051mmは内部導体2の直径0.093mmの1/4以上1倍以下であった。
実施例5;対撚り線を3本撚り
素線22として直径0.019mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.3〜0.6mmで対撚りした。その対撚り線23aを3本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.084mmの二重撚り線29cを作製し、内部導体25とした。この内部導体25の外周に厚さ0.048mmのPFA樹脂を押出被覆して外径0.18mm、内径0.084mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.02mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.250mmの同軸ケーブル1を得た。
【0085】
このとき、内部導体2の導体断面積が0.00177mm2であり、空隙6の断面積が0.00377mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.250mmは内部導体2の直径0.084mmの5倍以下、内部絶縁体3の厚さ0.048mmは内部導体2の直径0.084mmの1/4以上1倍以下であった。
実施例6;対撚り線を3本撚り
素線22として直径0.017mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.3〜0.5mmで対撚りした。その対撚り線23aを3本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.074mmの二重撚り線29cを作製し、内部導体25とした。この内部導体25の外周に厚さ0.038mmのPFA樹脂を押出被覆して外径0.15mm、内径0.074mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.02mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.22mmの同軸ケーブル1を得た。
【0086】
このとき、内部導体2の導体断面積が0.00136mm2であり、空隙6の断面積が0.00286mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.250mmは内部導体2の直径0.084mmの5倍以下、内部絶縁体3の厚さ0.048mmは内部導体2の直径0.084mmの1/4以上1倍以下であった。
実施例7;対撚り線を4本撚り
素線22として直径0.028mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.4〜0.9mmで対撚りした。その対撚り線23aを4本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.135mmの二重撚り線29dを作製し、内部導体26とした。この内部導体26の外周に厚さ0.093mmのPFA樹脂を押出被覆して外径0.320mm、内径0.135mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.410mmの同軸ケーブル1を得た。
【0087】
このとき、内部導体2の導体断面積が0.00493mm2であり、空隙6の断面積が0.00938mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約1.90倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.410mmは内部導体2の直径0.135mmの5倍以下、内部絶縁体3の厚さ0.093mmは内部導体2の直径0.135mmの1/4以上1倍以下であった。
実施例8;対撚り線を4本撚り
素線22として直径0.023mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.3〜0.7mmで対撚りした。その対撚り線23aを4本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.111mmの二重撚り線29dを作製し、内部導体26とした。この内部導体26の外周に厚さ0.075mmのPFA樹脂を押出被覆して外径0.260mm、内径0.111mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.351mmの同軸ケーブル1を得た。
【0088】
このとき、内部導体2の導体断面積が0.00333mm2であり、空隙6の断面積が0.00634mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約1.90倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.351mmは内部導体2の直径0.111mmの5倍以下、内部絶縁体3の厚さ0.075mmは内部導体2の直径0.111mmの1/4以上1倍以下であった。
実施例9;対撚り線を4本撚り
素線22として直径0.021mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.3〜0.7mmで対撚りした。その対撚り線23aを4本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.102mmの二重撚り線29dを作製し、内部導体26とした。この内部導体26の外周に厚さ0.064mmのPFA樹脂を押出被覆して外径0.229mm、内径0.102mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.310mmの同軸ケーブル1を得た。
【0089】
このとき、内部導体2の導体断面積が0.00277mm2であり、空隙6の断面積が0.00540mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約1.95倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.310mmは内部導体2の直径0.102mmの5倍以下、内部絶縁体3の厚さ0.064mmは内部導体2の直径0.102mmの1/4以上1倍以下であった。
実施例10;対撚り線を4本撚り
素線22として直径0.019mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.3〜0.6mmで対撚りした。その対撚り線23aを4本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.092mmの二重撚り線29dを作製し、内部導体26とした。この内部導体26の外周に厚さ0.052mmのPFA樹脂を押出被覆して外径0.195mm、内径0.092mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.280mmの同軸ケーブル1を得た。
【0090】
このとき、内部導体2の導体断面積が0.00277mm2であり、空隙6の断面積が0.00437mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約1.93倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.280mmは内部導体2の直径0.092mmの5倍以下、内部絶縁体3の厚さ0.052mmは内部導体2の直径0.092mmの1/4以上1倍以下であった。
実施例11;3本撚り線を2本撚り
素線22として直径0.033mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.6〜1.2mmで撚り合わせた。その撚り線23bを2本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.142mmの二重撚り線29eを作製し、内部導体27とした。この内部導体27の外周に厚さ0.089mmのPFA樹脂を押出被覆して外径0.320mm、内径0.142mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.410mmの同軸ケーブル1を得た。
【0091】
このとき、内部導体2の導体断面積が0.00513mm2であり、空隙6の断面積が0.0108mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.410mmは内部導体2の直径0.142mmの5倍以下、内部絶縁体3の厚さ0.089mmは内部導体2の直径0.142mmの1/4以上1倍以下であった。
実施例12;3本撚り線を2本撚り
素線22として直径0.027mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.5〜1.0mmで撚り合わせた。その撚り線23bを2本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.117mmの二重撚り線29eを作製し、内部導体27とした。この内部導体27の外周に厚さ0.072mmのPFA樹脂を押出被覆して外径0.260mm、内径0.117mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.350mmの同軸ケーブル1を得た。
【0092】
このとき、内部導体2の導体断面積が0.00343mm2であり、空隙6の断面積が0.00732mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.350mmは内部導体2の直径0.117mmの5倍以下、内部絶縁体3の厚さ0.072mmは内部導体2の直径0.117mmの1/4以上1倍以下であった。
実施例13;3本撚り線を2本撚り
素線22として直径0.025mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.4〜0.9mmで撚り合わせた。その撚り線23bを2本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.108mmの二重撚り線29eを作製し、内部導体27とした。この内部導体27の外周に厚さ0.061mmのPFA樹脂を押出被覆して外径0.229mm、内径0.108mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.310mmの同軸ケーブル1を得た。
【0093】
このとき、内部導体2の導体断面積が0.00295mm2であり、空隙6の断面積が0.00604mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.0倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.310mmは内部導体2の直径0.108mmの5倍以下、内部絶縁体3の厚さ0.061mmは内部導体2の直径0.108mmの1/4以上1倍以下であった。
実施例14;3本撚り線を2本撚り
素線22として直径0.022mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.4〜0.8mmで撚り合わせた。その撚り線23bを2本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.095mmの二重撚り線29eを作製し、内部導体27とした。この内部導体27の外周に厚さ0.050mmのPFA樹脂を押出被覆して外径0.195mm、内径0.095mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.280mmの同軸ケーブル1を得た。
【0094】
このとき、内部導体2の導体断面積が0.00228mm2であり、空隙6の断面積が0.0048mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.280mmは内部導体2の直径0.095mmの5倍以下、内部絶縁体3の厚さ0.050mmは内部導体2の直径0.095mmの1/4以上1倍以下であった。
実施例15;3本撚り線を2本撚り
素線22として直径0.019mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.3〜0.7mmで撚り合わせた。その撚り線23bを2本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.084mmの二重撚り線29eを作製し、内部導体27とした。この内部導体27の外周に厚さ0.048mmのPFA樹脂を押出被覆して外径0.18mm、内径0.084mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.02mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.25mmの同軸ケーブル1を得た。
【0095】
このとき、内部導体2の導体断面積が0.00177mm2であり、空隙6の断面積が0.00377mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.25mmは内部導体2の直径0.084mmの5倍以下、内部絶縁体3の厚さ0.048mmは内部導体2の直径0.084mmの1/4以上1倍以下であった。
実施例16;3本撚り線を2本撚り
素線22として直径0.017mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.3〜0.6mmで撚り合わせた。その撚り線23bを2本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.074mmの二重撚り線29eを作製し、内部導体27とした。この内部導体27の外周に厚さ0.038mmのPFA樹脂を押出被覆して外径0.15mm、内径0.074mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.02mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.22mmの同軸ケーブル1を得た。
【0096】
このとき、内部導体2の導体断面積が0.00136mm2であり、空隙6の断面積が0.00286mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約2.1倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.22mmは内部導体2の直径0.074mmの5倍以下、内部絶縁体3の厚さ0.038mmは内部導体2の直径0.074mmの1/4以上1倍以下であった。
実施例17;3本撚り線を3本撚り
素線22として直径0.027mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.5〜1.0mmで撚り合わせた。その撚り線23bを3本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.126mmの二重撚り線29fを作製し、内部導体28とした。この内部導体28の外周に厚さ0.097mmのPFA樹脂を押出被覆して外径0.320mm、内径0.126mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.410mmの同軸ケーブル1を得た。
【0097】
このとき、内部導体2の導体断面積が0.00515mm2であり、空隙6の断面積が0.00731mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約1.42倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.410mmは内部導体2の直径0.126mmの5倍以下、内部絶縁体3の厚さ0.097mmは内部導体2の直径0.126mmの1/4以上1倍以下であった。
実施例18;3本撚り線を3本撚り
素線22として直径0.022mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.4〜0.8mmで撚り合わせた。その撚り線23bを3本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.103mmの二重撚り線29fを作製し、内部導体28とした。この内部導体28の外周に厚さ0.078mmのPFA樹脂を押出被覆して外径0.260mm、内径0.103mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.350mmの同軸ケーブル1を得た。
【0098】
このとき、内部導体2の導体断面積が0.00342mm2であり、空隙6の断面積が0.00491mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約1.44倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.350mmは内部導体2の直径0.103mmの5倍以下、内部絶縁体3の厚さ0.078mmは内部導体2の直径0.103mmの1/4以上1倍以下であった。
実施例19;3本撚り線を3本撚り
素線22として直径0.02mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.3〜0.7mmで撚り合わせた。その撚り線23bを3本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.093mmの二重撚り線29fを作製し、内部導体28とした。この内部導体28の外周に厚さ0.068mmのPFA樹脂を押出被覆して外径0.229mm、内径0.093mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.310mmの同軸ケーブル1を得た。
【0099】
このとき、内部導体2の導体断面積が0.00283mm2であり、空隙6の断面積が0.00396mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約1.40倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.310mmは内部導体2の直径0.093mmの5倍以下、内部絶縁体3の厚さ0.068mmは内部導体2の直径0.093mmの1/4以上1倍以下であった。
実施例20;3本撚り線を3本撚り
素線22として直径0.018mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.3〜0.7mmで撚り合わせた。その撚り線23bを3本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.084mmの二重撚り線29fを作製し、内部導体28とした。この内部導体28の外周に厚さ0.055mmのPFA樹脂を押出被覆して外径0.195mm、内径0.084mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.280mmの同軸ケーブル1を得た。
【0100】
このとき、内部導体2の導体断面積が0.00229mm2であり、空隙6の断面積が0.00325mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約1.42倍、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.280mmは内部導体2の直径0.084mmの5倍以下、内部絶縁体3の厚さ0.055mmは内部導体2の直径0.084mmの1/4以上1倍以下であった。
比較例1;対撚り線を1本
素線22として直径0.056mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.8〜1.7mmで対撚りして外径が0.112mmの対撚り線23aを作製し、内部導体21とした。この内部導体21の外周に厚さ0.104mmのPFA樹脂を押出被覆して外径0.320mm、内径0.112mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.410mmの同軸ケーブル1を得た。
【0101】
このとき、内部導体2の導体断面積が0.00492mm2であり、空隙6の断面積が0.00492mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の1倍、つまり1倍よりも大きくなかった。同軸ケーブル1の外径0.410mmは内部導体2の直径0.112mmの5倍以下、内部絶縁体3の厚さ0.104mmは内部導体2の直径0.112mmの1/4以上1倍以下であった。
比較例2;対撚り線を1本
素線22として直径0.047mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.7〜1.4mmで対撚りして外径が0.094mmの対撚り線23aを作製し、内部導体21とした。この内部導体21の外周に厚さ0.084mmのPFA樹脂を押出被覆して外径0.260mm、内径0.094mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.350mmの同軸ケーブル1を得た。
【0102】
このとき、内部導体2の導体断面積が0.00347mm2であり、空隙6の断面積が0.00347mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の1倍、つまり1倍よりも大きくなかった。同軸ケーブル1の外径0.350mmは内部導体2の直径0.094mmの5倍以下、内部絶縁体3の厚さ0.084mmは内部導体2の直径0.094mmの1/4以上1倍以下であった。
比較例3;対撚り線を1本
素線22として直径0.043mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.6〜1.3mmで対撚りして外径が0.086mmの対撚り線23aを作製し、内部導体21とした。この内部導体21の外周に厚さ0.072mmのPFA樹脂を押出被覆して外径0.229mm、内径0.086mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.310mmの同軸ケーブル1を得た。
【0103】
このとき、内部導体2の導体断面積が0.0029mm2であり、空隙6の断面積が0.00290mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の1倍、つまり1倍よりも大きくなかった。同軸ケーブル1の外径0.310mmは内部導体2の直径0.086mmの5倍以下、内部絶縁体3の厚さ0.072mmは内部導体2の直径0.086mmの1/4以上1倍以下であった。
比較例4;対撚り線を1本
素線22として直径0.037mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.5〜1.1mmで対撚りして外径が0.074mmの対撚り線23aを作製し、内部導体21とした。この内部導体21の外周に厚さ0.063mmのPFA樹脂を押出被覆して外径0.20mm、内径0.074mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.280mmの同軸ケーブル1を得た。
【0104】
このとき、内部導体2の導体断面積が0.00215m2であり、空隙6の断面積が0.00215mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の1倍、つまり1倍よりも大きくなかった。同軸ケーブル1の外径0.280mmは内部導体2の直径0.074mmの5倍以下、内部絶縁体3の厚さ0.063mmは内部導体2の直径0.074mmの1/4以上1倍以下であった。
実施例21;対撚り線を2本撚り
素線22として直径0.04mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.6〜1.2mmで対撚りした。その対撚り線23aを2本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.16mmの二重撚り線29bを作製し、内部導体24とした。この内部導体24の外周に厚さ0.08mmのPFA樹脂を押出被覆して外径0.320mm、内径0.16mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.410mmの同軸ケーブル1を得た。
【0105】
このとき、内部導体2の導体断面積が0.00502mm2であり、空隙6の断面積が0.0151mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約3倍弱、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.410mmは内部導体2の直径0.16mmの5倍以下、内部絶縁体3の厚さ0.08mmは内部導体2の直径0.16mmの1/4以上1倍以下であった。
実施例22;対撚り線を2本撚り
素線22として直径0.033mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.5〜1.0mmで対撚りした。その対撚り線23aを2本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.132mmの二重撚り線29bを作製し、内部導体24とした。この内部導体24の外周に厚さ0.064mmのPFA樹脂を押出被覆して外径0.260mm、内径0.132mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.350mmの同軸ケーブル1を得た。
【0106】
このとき、内部導体2の導体断面積が0.00342mm2であり、空隙6の断面積が0.0102mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約3倍弱、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.410mmは内部導体2の直径0.16mmの5倍以下、内部絶縁体3の厚さ0.08mmは内部導体2の直径0.16mmの1/4以上1倍以下であった。
実施例23;対撚り線を2本撚り
素線22として直径0.033mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.4〜0.9mmで対撚りした。その対撚り線23aを2本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.12mmの二重撚り線29bを作製し、内部導体24とした。この内部導体24の外周に厚さ0.055mmのPFA樹脂を押出被覆して外径0.229mm、内径0.12mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.310mmの同軸ケーブル1を得た。
【0107】
このとき、内部導体2の導体断面積が0.00283mm2であり、空隙6の断面積が0.00847mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約3倍弱、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.310mmは内部導体2の直径0.12mmの5倍以下、内部絶縁体3の厚さ0.055mmは内部導体2の直径0.12mmの1/4以上1倍以下であった。
実施例24;対撚り線を2本撚り
素線22として直径0.027mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.4〜0.8mmで対撚りした。その対撚り線23aを2本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.108mmの二重撚り線29bを作製し、内部導体24とした。この内部導体24の外周に厚さ0.046mmのPFA樹脂を押出被覆して外径0.20mm、内径0.108mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.28mmの同軸ケーブル1を得た。
【0108】
このとき、内部導体2の導体断面積が0.00229mm2であり、空隙6の断面積が0.00686mm2であり、よって、空隙6の断面積が内部導体2の導体断面積の約3倍弱、つまり1倍よりも大きく3倍以下であった。同軸ケーブル1の外径0.28mmは内部導体2の直径0.108mmの5倍以下、内部絶縁体3の厚さ0.046mmは内部導体2の直径0.108mmの1/4以上1倍以下であった。
従来例1;発泡電線
素線62として直径0.03mmのSnめっき銅合金線を7本用意し、これら素線62をピッチ1.0〜1.5mmで集合撚りして外径が0.09mmの撚り線を作製し、内部導体63とした。この内部導体63の外周に厚さ0.105mmの発泡PFA樹脂を押出被覆して外径0.300mmの発泡内部絶縁体64を形成した。この発泡内部絶縁体64の外周に厚さ0.01mmのスキン層65を形成し、スキン層65の外径を0.320mmとした。スキン層65の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体66を形成し、その外部導体66の外周に厚さ0.02mmのPET樹脂からなるシース67を被覆して、外径0.410mmの同軸ケーブル1を得た。
従来例2;発泡電線
素線62として直径0.025mmのSnめっき銅合金線を7本用意し、これら素線62をピッチ0.8〜1.5mmで集合撚りして外径が0.075mmの撚り線を作製し、内部導体63とした。この内部導体63の外周に厚さ0.083mmの発泡PFA樹脂を押出被覆して外径0.240mmの発泡内部絶縁体64を形成した。この発泡内部絶縁体64の外周に厚さ0.01mmのスキン層65を形成し、スキン層65の外径を0.260mmとした。スキン層65の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体66を形成し、その外部導体66の外周に厚さ0.02mmのPET樹脂からなるシース67を被覆して、外径0.350mmの同軸ケーブル1を得た。
従来例3;発泡電線
素線62として直径0.023mmのSnめっき銅合金線を7本用意し、これら素線62をピッチ0.8〜1.3mmで集合撚りして外径が0.069mmの撚り線を作製し、内部導体63とした。この内部導体63の外周に厚さ0.07mmの発泡PFA樹脂を押出被覆して外径0.209mmの発泡内部絶縁体64を形成した。この発泡内部絶縁体64の外周に厚さ0.01mmのスキン層65を形成し、スキン層65の外径を0.229mmとした。スキン層65の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体66を形成し、その外部導体66の外周に厚さ0.015mmのPET樹脂からなるシース67を被覆して、外径0.310mmの同軸ケーブル1を得た。
従来例4;発泡電線
素線62として直径0.02mmのSnめっき銅合金線を7本用意し、これら素線62をピッチ0.8〜1.2mmで集合撚りして外径が0.06mmの撚り線を作製し、内部導体63とした。この内部導体63の外周に厚さ0.06mmの発泡PFA樹脂を押出被覆して外径0.180mmの発泡内部絶縁体64を形成した。この発泡内部絶縁体64の外周に厚さ0.01mmのスキン層65を形成し、スキン層65の外径を0.200mmとした。スキン層65の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体66を形成し、その外部導体66の外周に厚さ0.015mmのPET樹脂からなるシース67を被覆して、外径0.280mmの同軸ケーブル1を得た。
【0109】
以上の32種類(実施例1〜20、比較例1〜4、実施例21〜24、従来例1〜4)の試料ケーブルを各5mずつ作製し、電気特性と機械特性を調べ、表1の結果を得た。
【0110】
調査方法として、静電容量の測定は、1mの試料ケーブルの内部導体と外部導体との間にLCRメータを接続し、1kHzでの単位長あたり静電容量を測定した。特性インピーダンスは、ネットワークアナライザを用いて10MHzでの数値を測定した。導体構造の種別、及び空隙断面積と内部導体断面積の比率(倍数)は前述した通りであり、ワイヤサイズは内部導体断面積で規定される。
【0111】
屈曲寿命を求める屈曲試験は、曲げ半径が2mmの屈曲試験用のジグから試料ケーブルを垂らし、その試料ケーブルの下端に50gfの錘を吊り下げ、ジグに固定された試料ケーブルの根本が正逆90度ずつ屈曲するよう、錘を振った。これを繰り返し、試料ケーブルの内部導体が破断するまで屈曲させた回数を測定し、その回数を屈曲寿命とした。
【0112】
【表1】
表1に基づき、静電容量について比較する。ワイヤサイズが40AWG〜44AWGである従来例1〜従来例4は静電容量が60pFであるのに対し、これらとワイヤサイズが同等の実施例21〜実施例24は静電容量が53pFであり、低静電容量化の効果が最も良好である。ワイヤサイズがほぼ同等の実施例1〜実施例6と実施例11〜実施例16は発泡絶縁体を使用していないにもかかわらず、従来例1〜従来例4と同等の低静電容量である。実施例7〜実施例10は従来例1〜従来例4より静電容量が3pF/m高く、実施例17〜実施例20は従来例1〜従来例4より静電容量が8pF/m高いが低静電容量化の効果はある。
【0113】
減衰量について比較する。ワイヤサイズが40AWGであるもの同士を比較すると、実施例21の減衰量は0.35dB/mであり最も良好である。実施例1と実施例11は発泡絶縁体を使用していないにもかかわらず、従来例1と同等の減衰量である。実施例7と実施例17は従来例1と大差のない減衰量である。
【0114】
一方、比較例1〜比較例4について静電容量と減衰量を見ると、静電容量は従来例1〜従来例4より15pF/mも高い。また、減衰量も従来例1〜従来例4に比べて著しく劣る。従って、空隙6の断面積が内部導体2の導体断面積の1倍よりも大きくなければ低静電容量化の効果が少なく、電気特性の面で劣ることがわかる。
【0115】
屈曲寿命について比較する。ワイヤサイズが40AWGであるもの同士を比較すると、従来例1の屈曲寿命が2800回であるのに対し、実施例17の屈曲寿命は9300回、実施例1の屈曲寿命は7500回、実施例11の屈曲寿命は5200回、実施例7の屈曲寿命は4400回、実施例21の屈曲寿命は3800回である。このように、実施例の方が従来例よりも屈曲特性で優れている。従来例1の屈曲特性が悪い理由は、屈曲の際に発泡内部絶縁体が潰れてしまうために内部導体に曲げ応力が集中することと、7本撚りの内部導体では真ん中の1本の素線が実質的に撚られていない直線的な状態であるために、この真ん中の素線への応力を回避できないことが考えられる。従って、実施例1〜24のように、無発泡な充実層で内部絶縁体3を形成したことにより、内部導体2に曲げ応力が集中せず、内部導体2の真ん中に素線22がないようにしたことにより、応力が集中しやすい素線がなくなる。
【図面の簡単な説明】
【0116】
【図1】本発明の一実施形態を示す同軸ケーブルの断面図である。
【図2】(a)は比較例の内部導体の断面図、(b)〜(f)は、それぞれ本発明の一実施形態を示す内部導体の断面図である。
【図3】本発明の一実施形態を示す多心ケーブルの断面図である。
【図4】本発明の一実施形態を示す多心ケーブルの断面図である。
【図5】本発明の一実施形態を示す多心ケーブルの断面図である。
【図6】従来の同軸ケーブルの断面図である。
【符号の説明】
【0117】
1 同軸ケーブル
2 内部導体
3 内部絶縁体
4 外部導体
5 シース
6 空隙
22 素線
23 対撚り線
29 二重撚り線
【特許請求の範囲】
【請求項1】
内部導体とその内部導体を囲む内部絶縁体とその内部絶縁体を囲む外部導体とその外部導体を囲むシースとを有する同軸ケーブルにおいて、上記内部絶縁体を無発泡の充実層で構成すると共に、上記内部導体の表面と上記内部絶縁体との間に空隙を設けたことを特徴とする同軸ケーブル。
【請求項2】
上記内部導体に螺旋状の凹凸を形成することにより、その凹部分の表面と上記内部絶縁体との間に上記空隙が生じ、凸部分が上記内部絶縁体に接する構造としたことを特徴とする請求項1記載の同軸ケーブル。
【請求項3】
上記空隙の断面積を上記内部導体の導体断面積の1倍よりも大きく3倍以下としたことを特徴とする請求項1又は2記載の同軸ケーブル。
【請求項4】
複数本の素線を撚り合わせた撚り線を複数本撚り合わせた二重撚り線で上記内部導体を構成することにより、上記空隙を形成したことを特徴とする請求項1〜3いずれか記載の同軸ケーブル。
【請求項5】
2本の素線を撚り合わせた対撚り線を2本撚り合わせた二重撚り線で上記内部導体を構成したことを特徴とする請求項4記載の同軸ケーブル。
【請求項6】
2本の素線を撚り合わせた対撚り線を3本撚り合わせた二重撚り線で上記内部導体を構成したことを特徴とする請求項4記載の同軸ケーブル。
【請求項7】
2本の素線を撚り合わせた対撚り線を4本撚り合わせた二重撚り線で上記内部導体を構成したことを特徴とする請求項4記載の同軸ケーブル。
【請求項8】
3本の素線を撚り合わせた撚り線を2本撚り合わせた二重撚り線で上記内部導体を構成したことを特徴とする請求項4記載の同軸ケーブル。
【請求項9】
3本の素線を撚り合わせた撚り線を3本撚り合わせた二重撚り線で上記内部導体を構成したことを特徴とする請求項4記載の同軸ケーブル。
【請求項10】
上記二重撚り線の撚り方向を上記撚り線の撚り方向とは逆方向にしたことを特徴とする請求項4〜9いずれか記載の同軸ケーブル。
【請求項11】
上記シースの直径を上記内部導体の直径の5倍以下としたことを特徴とする請求項1〜10いずれか記載の同軸ケーブル。
【請求項12】
上記内部絶縁体の厚さを上記内部導体の直径の1/4以上1倍以下としたことを特徴とする請求項1〜11いずれか記載の同軸ケーブル。
【請求項13】
請求項1〜12いずれか記載の同軸ケーブルを複数本有することを特徴とする多心ケーブル。
【請求項14】
上記複数本の同軸ケーブルを束ねた同軸ケーブル束を形成したことを特徴とする請求項13記載の多心ケーブル。
【請求項15】
上記同軸ケーブル束を複数本撚り合わせたことを特徴とする請求項14記載の多心ケーブル。
【請求項16】
上記複数本の同軸ケーブルを平行に並べてリボン状にしたことを特徴とする請求項13記載の多心ケーブル。
【請求項1】
内部導体とその内部導体を囲む内部絶縁体とその内部絶縁体を囲む外部導体とその外部導体を囲むシースとを有する同軸ケーブルにおいて、上記内部絶縁体を無発泡の充実層で構成すると共に、上記内部導体の表面と上記内部絶縁体との間に空隙を設けたことを特徴とする同軸ケーブル。
【請求項2】
上記内部導体に螺旋状の凹凸を形成することにより、その凹部分の表面と上記内部絶縁体との間に上記空隙が生じ、凸部分が上記内部絶縁体に接する構造としたことを特徴とする請求項1記載の同軸ケーブル。
【請求項3】
上記空隙の断面積を上記内部導体の導体断面積の1倍よりも大きく3倍以下としたことを特徴とする請求項1又は2記載の同軸ケーブル。
【請求項4】
複数本の素線を撚り合わせた撚り線を複数本撚り合わせた二重撚り線で上記内部導体を構成することにより、上記空隙を形成したことを特徴とする請求項1〜3いずれか記載の同軸ケーブル。
【請求項5】
2本の素線を撚り合わせた対撚り線を2本撚り合わせた二重撚り線で上記内部導体を構成したことを特徴とする請求項4記載の同軸ケーブル。
【請求項6】
2本の素線を撚り合わせた対撚り線を3本撚り合わせた二重撚り線で上記内部導体を構成したことを特徴とする請求項4記載の同軸ケーブル。
【請求項7】
2本の素線を撚り合わせた対撚り線を4本撚り合わせた二重撚り線で上記内部導体を構成したことを特徴とする請求項4記載の同軸ケーブル。
【請求項8】
3本の素線を撚り合わせた撚り線を2本撚り合わせた二重撚り線で上記内部導体を構成したことを特徴とする請求項4記載の同軸ケーブル。
【請求項9】
3本の素線を撚り合わせた撚り線を3本撚り合わせた二重撚り線で上記内部導体を構成したことを特徴とする請求項4記載の同軸ケーブル。
【請求項10】
上記二重撚り線の撚り方向を上記撚り線の撚り方向とは逆方向にしたことを特徴とする請求項4〜9いずれか記載の同軸ケーブル。
【請求項11】
上記シースの直径を上記内部導体の直径の5倍以下としたことを特徴とする請求項1〜10いずれか記載の同軸ケーブル。
【請求項12】
上記内部絶縁体の厚さを上記内部導体の直径の1/4以上1倍以下としたことを特徴とする請求項1〜11いずれか記載の同軸ケーブル。
【請求項13】
請求項1〜12いずれか記載の同軸ケーブルを複数本有することを特徴とする多心ケーブル。
【請求項14】
上記複数本の同軸ケーブルを束ねた同軸ケーブル束を形成したことを特徴とする請求項13記載の多心ケーブル。
【請求項15】
上記同軸ケーブル束を複数本撚り合わせたことを特徴とする請求項14記載の多心ケーブル。
【請求項16】
上記複数本の同軸ケーブルを平行に並べてリボン状にしたことを特徴とする請求項13記載の多心ケーブル。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−242264(P2007−242264A)
【公開日】平成19年9月20日(2007.9.20)
【国際特許分類】
【出願番号】特願2006−59162(P2006−59162)
【出願日】平成18年3月6日(2006.3.6)
【出願人】(000005120)日立電線株式会社 (3,358)
【Fターム(参考)】
【公開日】平成19年9月20日(2007.9.20)
【国際特許分類】
【出願日】平成18年3月6日(2006.3.6)
【出願人】(000005120)日立電線株式会社 (3,358)
【Fターム(参考)】
[ Back to top ]