
同軸ケーブル
【課題】シールド特性、柔軟性、細径化構成、耐屈曲性、及び経済性を満足し、かつ端末加工性を改善する。
【解決手段】同軸ケーブル1は、中心導体11、絶縁体12、横巻シールド構造をもつ外部導体13、及び外被20が同軸に順次積層された構造を有する。外被20がPFAの場合は、絶縁体12はフッ素化されたPFAにより形成される。また外被20がFEPまたはFTFEの場合は、絶縁体12はフッ素化されたFEP、PFA、及びフッ素化されたPFAのいずれかにより形成される。ここでは上記構成に加えて、絶縁体12と外部導体13との間に、金属が蒸着またはメッキされたテープ層を設けてもよい。また同軸ケーブル1は、外部導体13の横巻線の横巻角度を70〜85°にする。また中心導体11は、複数線または単線の導体とすることができる。
【解決手段】同軸ケーブル1は、中心導体11、絶縁体12、横巻シールド構造をもつ外部導体13、及び外被20が同軸に順次積層された構造を有する。外被20がPFAの場合は、絶縁体12はフッ素化されたPFAにより形成される。また外被20がFEPまたはFTFEの場合は、絶縁体12はフッ素化されたFEP、PFA、及びフッ素化されたPFAのいずれかにより形成される。ここでは上記構成に加えて、絶縁体12と外部導体13との間に、金属が蒸着またはメッキされたテープ層を設けてもよい。また同軸ケーブル1は、外部導体13の横巻線の横巻角度を70〜85°にする。また中心導体11は、複数線または単線の導体とすることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ノートパソコン、携帯電話等の情報通信機器や、ゲーム機、白物家電、車載機器等に用いられる同軸ケーブルに関する。
【背景技術】
【0002】
無線技術の急速な進歩・拡大に伴い、携帯電話やノートPC等の情報通信機器、あるいはゲーム機、白物家電、車載機器等の機器において、無線化が急速に進行している。例えばノートPC等では、無線LAN、Bluetooth、あるいは赤外線通信等を行うための無線通信手段が設けられ、例えば車載機器では、ETCやGPSの機能を実現するための無線通信手段が設けられる。
【0003】
上記のような無線機器には、アンテナ及びその送受信回路が必須であるが、アンテナ及び送受信回路は、通常、上記機器において互いに離間した位置に配置されている。例えばこれらの無線機器において、通常はその表示部が折りたたみ可能な構造とされ、送受信回路が機器のマザー基板上に配置され、アンテナが無線機器の極力高い位置に配置される。このため、機器本体部と表示部との間の電気接続は、回動または捻回を伴う配線構造とされている。
【0004】
また一般に、高周波の信号線から放射される電磁波によって、回路間における電磁干渉(EMI)の発生を抑制する必要がある。
これらに対応するために、無線機器に適用する同軸ケーブルにおいては、高シールド、低減衰、細径化構成、高柔軟性、高耐屈曲性等の特性が必要となる。また当然に、これら機能を満たした上で同軸ケーブルとしての経済性が重要視される。
【0005】
上記のような無線機器に使用される同軸ケーブルとしては、一般的には、編組シールド構造もしくはセミフレキシブル構造のものが用いられる。編組シールド構造の同軸ケーブルは、内部導体の外周に誘電体層を設け、その誘電体層の外周に金属製編組を外部導体として設け、更にその外周に保護皮膜層を被覆して構成される。
【0006】
上記の編組シールド構造の同軸ケーブルにおいては、金属線編組の組織を1本組みとして細径化した編組構造の同軸ケーブルが知られている(例えば、特許文献1参照)。
またセミフレキシブル構造の同軸ケーブルとして、横巻シールドの外周に外側メッキ層を形成した構造(例えば、特許文献2参照)や、外部導体の編組の各隙間を溶融金属メッキによって埋めた構造のものが知られている。
【0007】
また中心導体上に樹脂を被覆してなる絶縁電線を、銅あるいはアルミ等の金属管に挿入した後、金属管と絶縁電線の間に隙間がないように均一にシンキング加工したセミリジット構造の同軸ケーブル、あるいは、導体上に順に絶縁体、無電解金属メッキ層、電解金属メッキ層、及び保護被膜を同軸に設けた外部導体メッキ構造の同軸ケーブル(例えば、特許文献3参照)が知られている。
【0008】
また特許文献3には、極細同軸ケーブルを複数束ね、その周囲にフッ素樹脂などからなる抑えテープ、錫メッキ軟銅線などを横巻きに巻回した外部シールド、及びフッ素樹脂による外被が順に形成された同軸ケーブルが開示されている。ここで上記極細ケーブルは、錫メッキ難銅線などからなる中心導体の外側に、フッ素樹脂などからなる誘電体、錫メッキ軟銅線などを横巻きに巻回した外部シールド、及びフッ素樹脂などからなるシースが順に配置されている。
【0009】
また非特許文献1には、同軸ケーブルに使用する誘電体の誘電特性を評価し、その評価結果を使用して同軸ケーブルの伝送損失を改善できるようにした同軸ケーブルが開示されている。非特許文献1では、PE,PTFE,PFA等の材料の誘電特性を評価し、これらの結果をもとにケーブルを試作した結果、ケーブルの伝送特性が改善されたことが示されている。
【特許文献1】特開平8−102222号公報
【特許文献2】特開2003−45244号公報
【特許文献3】特開2000−138013号公報
【特許文献4】特開2005−149818号公報
【非特許文献1】三菱電線工業時報第100号(2003年4月),79−83ページ,“高周波同軸ケーブル用低損失材料の開発”,藤田望他
【発明の開示】
【発明が解決しようとする課題】
【0010】
上記のように、ノートPCや携帯電話等の通信機器に使用する同軸ケーブルには、高シールド特性、低減衰、機器の小型化に伴う細径化構成、通信機器内における配線取り回しに対応するための高柔軟性、機器が使用中に繰り返し屈曲されることによる高耐屈曲性、皮むき自動機に対応するための端末加工適性、及び同軸ケーブルとしての経済性が重要視される。
【0011】
このような要求特性に関して、細径化、柔軟性、耐屈曲性、経済性に関しては、セミフレキシブル構造やセミリジッド構造を有しない横巻シールド構成が有利である。しかしながら、横巻シールド構成では、減衰量の低減が困難であるという問題がある。
【0012】
このような理由から、通常は、シールド特性、減衰量が比較的良好であって、端末加工性にも有利な編組シールド構造が採用されている。
しかしながら、特許文献1のような編組シールド構造は、その構造上細径化には不利であり、また編組を所定ピッチ以下でタイトに構成しないと、先端の段剥き加工時にバラケが発生して問題となる。このときに小ピッチでタイトに編組を構成することは、同軸ケーブルが堅くなって柔軟性や耐屈曲性が損なわれる。
すなわち、編組シールド構造は細径化に不利であり、また端末加工性を満足させると堅くなって柔軟性も悪く耐屈曲性能も阻害される。またこれに加えて、生産性も悪化しコストアップにもなる。
【0013】
また上記特許文献2のセミフレキシブル構造の同軸ケーブルでは、メッキを別工程で施すため細径化構成、柔軟性、耐屈曲性、経済性等が阻害される。
また上記のセミリジッド構造の同軸ケーブルは、金属管を使用するため、細径化構成、柔軟性、耐屈曲性等が問題となり、またコストも非常に高価である。また上記特許文献3のように、外部導体メッキ構造の同軸ケーブルは、細径化には有利であるが、この構成では堅くて座屈しやすいという問題がある。
【0014】
また上記特許文献4の同軸ケーブルでは、絶縁体と外被に一般的なフッ素樹脂を使用し、横巻きの外部シールドを付与しているため、減衰量の低減が困難となるという問題がある。
また非特許文献1では、PTFEやPFA等のフッ素系樹脂を使用した同軸ケーブルの記載があるが、特にシールドの構造については記載がなく、従って編組シールドと横巻シールドの長所及び短所を補って、要求性能の全てを満足させるような技術思想を開示するものではない。
【0015】
上述のように、通信機器に対して適用する同軸ケーブルにおいて、多様化し高度化する通信機器の全ての要求に対応できる同軸ケーブルは、ますます実現が困難となっているのが実情である。
【0016】
本発明は、上述した実情に鑑みてなされたもので、シールド特性、減衰量、柔軟性、細径化構成、耐屈曲性、及び経済性を満足し、かつ端末加工性を改善した同軸ケーブルとその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0017】
本発明による同軸ケーブルは、中心導体、絶縁体、横巻シールド層、及び外被が同軸に順次積層された構造を有する同軸ケーブルであって、外被はPFAにより形成され、絶縁体はフッ素化されたPFAにより形成されている。
また本発明による同軸ケーブルは、中心導体、絶縁体、横巻シールド層、及び外被が同軸に順次積層された構造を有する同軸ケーブルであって、外被はFEPまたはFTFEにより形成され、絶縁体はフッ素化されたFEP、PFA、及びフッ素化されたPFAのいずれかにより形成されている。
【0018】
さらに本発明による他の同軸ケーブルは、上記構成に加えて、絶縁体と横巻シールド層との間に、金属が蒸着またはメッキされたテープ層が備えられている。
また本発明による同軸ケーブルは、横巻シールド層の横巻角度が70〜85°になるようにしている。また上記の中心導体は、複数線または単線の導体とすることができる。
【発明の効果】
【0019】
本発明による同軸ケーブルは、シールド特性、減衰量、柔軟性、細径化構成、耐屈曲性、及び経済性を満足し、かつ端末加工性を改善することができる。
特に本発明によれば、中心導体、絶縁体、横巻シールド層、及び外被が同軸に順次積層された構造を有する同軸ケーブル、または絶縁体と横巻シールド層との間に金属が蒸着またはメッキされたテープ層を備える同軸ケーブルにおいて、フッ素化されたフッ素樹脂からなる絶縁体の上に横巻シールド層を形成することにより、絶縁体と外被との組み合わせの特徴によって、従来の編組シールド構造に比較して電気特性を10%前後向上させることができる。
【0020】
またこのときに、横巻シールド構造とすることで、従来の編組シールド構造に比較して細径化が可能となり、かつ機械的特性を大幅に向上させることができる。またさらには同軸ケーブルのコスト低減が可能となる。
また本発明によれば、横巻シールド層の横巻角度を70〜85°とすることにより、端末加工性を確保することができる。
【発明を実施するための最良の形態】
【0021】
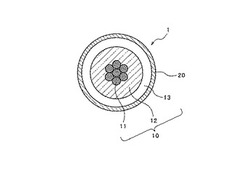
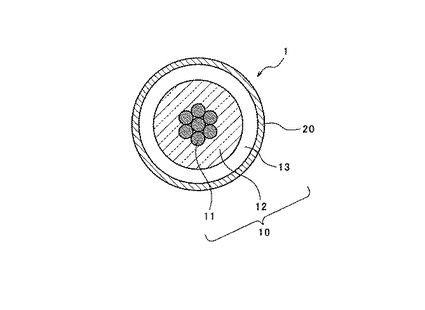
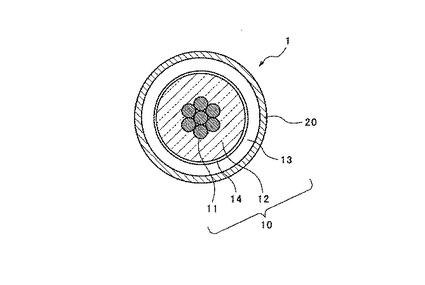
図により本発明の実施の形態を説明する。図1は、本発明による同軸ケーブルの一実施形態の断面図であり、図2は図1の同軸ケーブルの層構成を説明するための図である。図1及び図2において、1は同軸ケーブル、10は同軸ケーブル素線、11は中心導体、12は絶縁体、13は外部導体、13aは横巻線、20は外被である。
【0022】
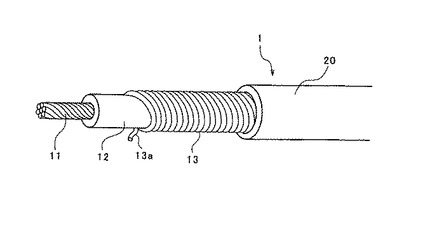
外部導体13は、細径の同軸ケーブルにおいて一般的に使用される可撓性を有する外部導体(いわゆるシールド)を適宜選択して用いることができる。このような外部導体13は、細径導線からなる横巻線13aを絶縁体12の外周に横巻きで巻き付けることにより形成することができる。横巻線13aには複数本の細径導線が用いられることが一般的である。
【0023】
外被20は、上記外部導体13の周囲に所定の樹脂を押出被覆加工して形成する。外被20を形成する樹脂材料としては、同軸ケーブルで一般的に使用される外被部材から適宜選択して用いることができるが、フッ素樹脂を好適に使用することができる。フッ素樹脂は、薄肉加工性が良好であるためケーブルの細径化に適していることと、またこれに加えて動摩擦係数が低いため耐屈曲特性が良くなることから、特に上述の開閉機能を持った電子機器用の同軸ケーブルに好適に適用することができる。
【0024】
外被に使用するフッ素樹脂としては、具体的には、PTFE(ポリテトラフルオロエチレン)、PFA(テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体)、FEP(テトラフルオロエチレン・ヘキサフルオロプロピレン共重合体)、ETFE(テトラフルオロエチレン・エチレン共重合体)などを用いることができる。
【0025】
また中心導体11は、図1に示すような複数の導体を束ねた構成のみならず、単線の導体による構成であってもよい。
【0026】
そして本実施形態の同軸ケーブル1は、従来より耐熱性の高いフッ素化されたフッ素樹脂を絶縁体12に使用し、外部導体13として横巻シールド構造をもつ横巻線13aを使用することを特徴としている。このような構造の同軸ケーブル1は、横巻シールド構造であるにもかかわらず、従来の構成よりも良好なシールド特性を実現することができる。これに加えて、横巻シールド構造の本来的な特徴である細径化、柔軟性、耐屈曲性(機械的特性)、経済性に優れた同軸ケーブルを得ることができる。
【0027】
本実施形態の同軸ケーブルは、減衰量が小さく、特に高周波領域(2.4〜6GHz)における減衰量が小さい特性を有しているため、無線機器のアンテナ線として最適である。また同軸ケーブルの太さとしては、AWG(アメリカ式針金ゲージ)♯30よりも細くすることが可能である。
【0028】
横巻シールド構造であるにもかかわらず減衰量が低減する理由としては、絶縁体12として使用する高耐熱性のフッ素化されたフッ素樹脂により、絶縁体12の劣化が抑制されることが考えられている。
従来の編組構造は、従来の横巻シールド構造よりも減衰量が小さいと考えられていたが、従来の編組構造においても、構造上編組線同士の重なりが形成され、その接触点が減衰量の悪化の要因となっていたと考えられる。
しかし、上記のような本実施形態の構成は、絶縁体12として高耐熱性のフッ素化されたフッ素樹脂を使用することにより、外部導体13の外側に外被20を押出被覆成形する際に絶縁体12の劣化が抑えられるとともに、横巻きシールド構造によって従来の編組構造のような編組線同士の重なりが形成されないため、従来の編組構造よりもさらに減衰量を低減させることができる。
【0029】
上記の構成により、従来減衰量の低減が困難であった横巻シールド構造であっても、減衰量を低減させることができ、また横巻シールド構造の特徴である細径化、柔軟性、耐屈曲性、経済性等の特性を維持した同軸ケーブルを得ることができる。
【0030】
フッ素化されたフッ素樹脂としては、末端基をフッ素化(―CF3)したフッ素樹脂を用いることができるが、完全フッ素化したフッ素樹脂を適用してもよい。
【0031】
また上記の理由から、同軸ケーブルにおいては、外被20に使用する樹脂材料に応じて絶縁体12に使用可能な樹脂が異なってくる。
例えば外被20の樹脂材料として、PFA(融点:300〜310℃)を使用する場合には、絶縁体12の材料としてフッ素化されたPFAを使用する。また外被20の樹脂材料として、FEP(融点250〜270℃)やETFE(融点:230〜250℃)を使用する場合には、絶縁体12の樹脂材料としてはフッ素化されたFEPや、PFA(フッ素化されていなくてもよい)を使用することができる。
すなわち絶縁体12としては、少なくとも外被20に使用する樹脂材料と同等以上の融点をもつ樹脂材料を適用することが必要となる。
【0032】
また上記のような横巻シールド構造における効果を得るためには、絶縁体12の厚さも所定範囲に設定する必要があるが、本発明の構成により、AWG♯30であれば300±30μm厚、AWG♯32であれば230±30μm厚、AWG♯36であれば140±20μm厚にて特性が良好であることが確認されている。これは従来の絶縁体12の厚さ構成と同様の厚さで、良好な特性が得られることを示している。
【0033】
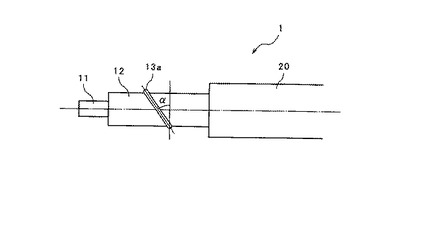
図3は、横巻線の横巻角度を説明するための図で、絶縁体12に対して横巻された横巻線13aを1周分のみ示すものである。
本発明に関わる同軸ケーブルでは、横巻シールド構造における端末加工性を改善するために、横巻線13aの横巻角度αを70〜85°の範囲とする。横巻角度は、絶縁体12の高さ方向(絶縁体12の長手方向中心軸に直交する方向)に対する横巻線13aの傾き角度αとして表現される。横巻角度αを70〜85°とすることにより、横巻シールド構造の同軸ケーブルにおける端末加工時のバラケを防ぐことができる。
なお、横巻線13aとしては、一般に錫メッキや銀メッキを施した軟銅線や合金線が用いられるが、本発明では横巻線の材質や寸法等を限定するものではなく、また横巻の巻方向も限定されない。
【0034】
図4は、本発明による同軸ケーブルの他の実施形態を示す断面図で、図中、14は金属蒸着テープ層である。
本実施形態は、上記図1の構成に加えて、絶縁体12と外部導体13との間に金属蒸着テープ層14を設けた構成を有している。この金属蒸着テープ層14を備えることにより、減衰量の低減とシールド効果を高めることができる。
【0035】
上記金属蒸着テープ層14は、プラスチックテープの表面に金属を蒸着させてなっている。プラスチックテープの基材としては耐熱性や寸法安定性を鑑みてPETやポリフェニレンサルファイドなどを好適に用いることができる。また、蒸着金属やメッキ金属には、銀、銅などの良導電性金属を使用する。また上記金属蒸着テープに換えて、プラスチックテープの表面に金属メッキを施してなる金属メッキテープを適用することができる。
【0036】
また上記の金属蒸着テープや金属メッキテープを絶縁体12の表面に配置する場合、そのテープを縦添えで配置しても、またテープを絶縁体12の表面に巻回してもよいが、縦添えにして配置した方が、特性上においても好ましい。
【0037】
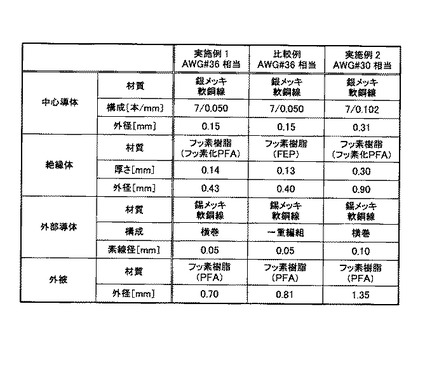
以下に本発明に関わる同軸ケーブルの実施例及び比較例を説明する。図5は、同軸ケーブルの実施例及び比較例の構成を説明するための図である。
本発明に関わる同軸ケーブルの第1の実施例として、図1に示す構成でAWG♯36に相当する同軸ケーブル1を作成した。中心導体11は、外径0.05mmφの銀メッキ軟銅線を7本撚って形成した。このときの中心導体11の径は0.15mmφであった。そしてこの中心導体11を厚さ0.14mmのフッ素化PFAで被覆して絶縁体12とした。このときの絶縁体12の外径は0.43mmφであった。そして、絶縁体12の外周面に、外径0.05mmφの錫メッキ軟銅線からなる横巻線13aをピッチ7mmで巻き付けて外部導体13とし、同軸ケーブル素線10を得た。このときの横巻線の横巻角度αは78°とした。
【0038】
そして上記同軸ケーブル素線10に対して、外被20を押出被覆成形した。外被20の材料にはPFAを使用し、クロスヘッドダイから吐出したPFAの径が目標径まで小さくなるように引き落とした状態で、外部導体13の表面を被覆した。ここでは厚さ0.09mmでPFAを被覆することにより、外径0.7mmφの同軸ケーブルが得られた。
【0039】
次に比較例として、上記AWG♯36に相当する以下の構成の同軸ケーブルを作成した。
まず中心導体11を上記実施例と同様の構成で作成し、さらに中心導体11の周囲を厚さ0.13mmのFEPで被覆して絶縁体12とした。このときの絶縁体12の外径は0.40mmφであった。そして絶縁体12の外周面に、外径0.05mmφの錫メッキ軟銅線からなる一重編組構造の外部導体13を形成し、同軸ケーブル素線10を得た。この同軸ケーブル素線10に対して、上記実施例と同様の構成で外被20を押出被覆成形した。これにより外径0.81mmφの同軸ケーブルが得られた。
【0040】
また第2の実施例として、AWG♯30に相当する外径0.102mmφの銀メッキ軟銅線を7本撚って中心導体11を形成した。このときの中心導体11の径は0.31mmφであった。そしてこの中心導体11を厚さ0.30mmのフッ素化PFAで被覆して絶縁体12とした。このときの絶縁体12の外径は0.90mmφであった。そして、絶縁体12の外周面に、外径0.10mmφの錫メッキ軟銅線からなる横巻線13aをピッチ12mmで巻き付けて外部導体13とし、同軸ケーブル素線10を得た。このときの横巻線の横巻角度αは77°とした。
【0041】
そして上記同軸ケーブル素線10に対して、外被20を押出被覆成形した。外被20の材料にはPFAを使用し、クロスヘッドダイから吐出したPFAの径が目標径まで小さくなるように引き落とした状態で、外部導体13の表面を被覆した。ここでは厚さ0.12mmでPFAを被覆することにより、外径1.35mmφの同軸ケーブルが得られた。
【0042】
上記のように、実施例1の同軸ケーブルの外径は0.70mmφであって、比較例の同軸ケーブルの外径は0.81mmφであった。すなわち、横巻シールド構造にすることによって、細径化が可能となった。
【0043】
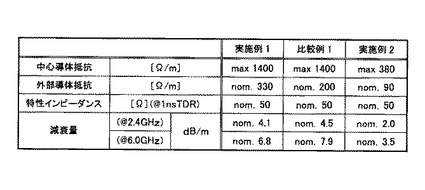
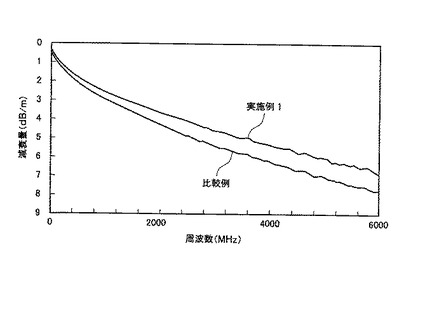
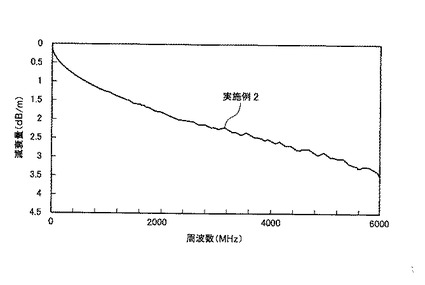
図6は、上記実施例及び比較例の同軸ケーブルの電気的特性を示す図である。また図7は、上記実施例1と比較例の周波数と減衰量との関係を示すグラフ、図8は実施例2の周波数と減衰量との関係を示すグラフである。
実施例1と比較例とを比較すると、図6に示すように、周波数2.4GHzにおける減衰量は、実施例1が4.1(dB/m)で、比較例は4.5(dB/m)であった。また周波数6.0GHzにおける減衰量は、実施例1が6.8(dB/m)で、比較例は7.9(dB/m)であった。
また図7を見ても明らかなように、実施例1は、その減衰量が全周波数領域(0〜6GHz)に亘って比較例よりも良好になっている。
【0044】
また実施例2の減衰量は、周波数2.4GHzでは2.0(dB/m)で、周波数6.0GHzでは3.5(dB/m)であった。AWG♯30における従来品の減衰量は、例えば周波数6GHzで3.9dB/mであり、本例においても減衰量が良好であることが確認された。
【0045】
次に上記同軸ケーブルの実施例1と比較例における屈曲試験の結果を説明する。
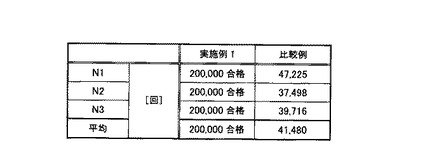
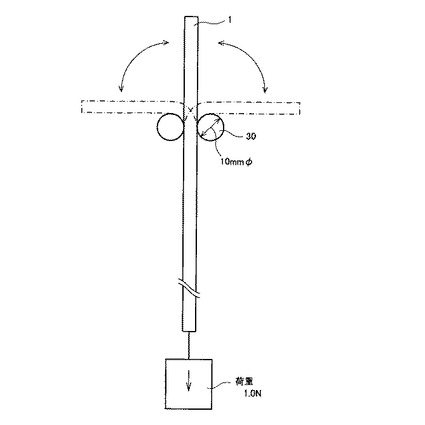
図9は実施例1と比較例の屈曲試験結果を示す図で、図10は屈曲試験を行う試験装置の概略を示す図である。
屈曲試験は図10に示すような装置を用い、その条件は、荷重1.0(N)、マンドレル30の径10mmφ(曲げ半径5mmφ)、屈曲角度90°、屈曲速度30(回/分)とした。
図9に示すように、上記実施例1では、20万回の屈曲に全て合格する。一方、比較例では、約3万7千回から4万7千回で断線に到った。
【0046】
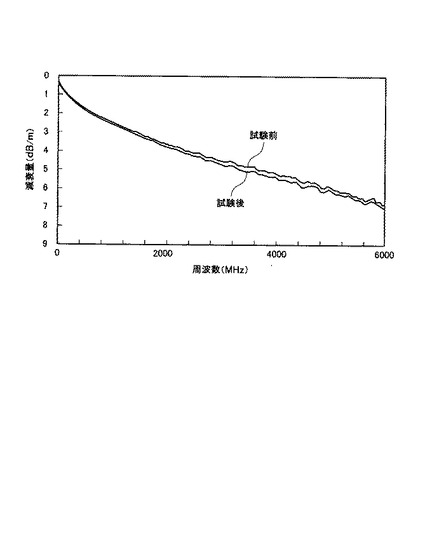
図11は上記実施例1の屈曲試験前後の電気特性を示す図で、屈曲試験前の電気特性と、20万回屈曲を行った後の電気特性とを示すものである。
図11に示すように実施例1における屈曲試験後の電気特性は、3GHz以上の周波数領域で0.1dB/km程度の範囲の低下であり、屈曲試験前後においてほぼ変化がなく、問題がなかった。
以上の結果から、実施例1の構成を採ることにより、屈曲特性が良好な同軸ケーブルを得ることができた。
【0047】
また上記実施例1,2で得られた同軸ケーブルを用いて端末加工処理を行ったところ、横巻線13aのバラケがなく良好な加工特性が得られた。従って、本実施例の横巻角度で横巻シールド構造を構成することにより、良好な端末加工特性を維持することができた。
【図面の簡単な説明】
【0048】
【図1】本発明による同軸ケーブルの一実施形態の断面図である。
【図2】図1の同軸ケーブルの層構成を説明するための図である。
【図3】横巻線の横巻角度を説明するための図である。
【図4】本発明による同軸ケーブルの他の実施形態を示す断面図である。
【図5】本発明に関わる同軸ケーブルの実施例及び比較例の構成を説明するための図である。
【図6】実施例及び比較例の同軸ケーブルの電気的特性を示す図である。
【図7】実施例1と比較例の周波数と減衰量との関係を示すグラフである。
【図8】実施例2の周波数と減衰量との関係を示すグラフである。
【図9】実施例1と比較例の屈曲試験結果を示す図である。
【図10】屈曲試験を行う試験装置の概略を示す図である。
【図11】実施例1の屈曲試験前後の電気特性を示す図である。
【符号の説明】
【0049】
1…同軸ケーブル、10…同軸ケーブル素線、11…中心導体、12…絶縁体、13…外部導体、13a…横巻線、14…金属蒸着テープ層、20…外被、30…マンドレル。
【技術分野】
【0001】
本発明は、ノートパソコン、携帯電話等の情報通信機器や、ゲーム機、白物家電、車載機器等に用いられる同軸ケーブルに関する。
【背景技術】
【0002】
無線技術の急速な進歩・拡大に伴い、携帯電話やノートPC等の情報通信機器、あるいはゲーム機、白物家電、車載機器等の機器において、無線化が急速に進行している。例えばノートPC等では、無線LAN、Bluetooth、あるいは赤外線通信等を行うための無線通信手段が設けられ、例えば車載機器では、ETCやGPSの機能を実現するための無線通信手段が設けられる。
【0003】
上記のような無線機器には、アンテナ及びその送受信回路が必須であるが、アンテナ及び送受信回路は、通常、上記機器において互いに離間した位置に配置されている。例えばこれらの無線機器において、通常はその表示部が折りたたみ可能な構造とされ、送受信回路が機器のマザー基板上に配置され、アンテナが無線機器の極力高い位置に配置される。このため、機器本体部と表示部との間の電気接続は、回動または捻回を伴う配線構造とされている。
【0004】
また一般に、高周波の信号線から放射される電磁波によって、回路間における電磁干渉(EMI)の発生を抑制する必要がある。
これらに対応するために、無線機器に適用する同軸ケーブルにおいては、高シールド、低減衰、細径化構成、高柔軟性、高耐屈曲性等の特性が必要となる。また当然に、これら機能を満たした上で同軸ケーブルとしての経済性が重要視される。
【0005】
上記のような無線機器に使用される同軸ケーブルとしては、一般的には、編組シールド構造もしくはセミフレキシブル構造のものが用いられる。編組シールド構造の同軸ケーブルは、内部導体の外周に誘電体層を設け、その誘電体層の外周に金属製編組を外部導体として設け、更にその外周に保護皮膜層を被覆して構成される。
【0006】
上記の編組シールド構造の同軸ケーブルにおいては、金属線編組の組織を1本組みとして細径化した編組構造の同軸ケーブルが知られている(例えば、特許文献1参照)。
またセミフレキシブル構造の同軸ケーブルとして、横巻シールドの外周に外側メッキ層を形成した構造(例えば、特許文献2参照)や、外部導体の編組の各隙間を溶融金属メッキによって埋めた構造のものが知られている。
【0007】
また中心導体上に樹脂を被覆してなる絶縁電線を、銅あるいはアルミ等の金属管に挿入した後、金属管と絶縁電線の間に隙間がないように均一にシンキング加工したセミリジット構造の同軸ケーブル、あるいは、導体上に順に絶縁体、無電解金属メッキ層、電解金属メッキ層、及び保護被膜を同軸に設けた外部導体メッキ構造の同軸ケーブル(例えば、特許文献3参照)が知られている。
【0008】
また特許文献3には、極細同軸ケーブルを複数束ね、その周囲にフッ素樹脂などからなる抑えテープ、錫メッキ軟銅線などを横巻きに巻回した外部シールド、及びフッ素樹脂による外被が順に形成された同軸ケーブルが開示されている。ここで上記極細ケーブルは、錫メッキ難銅線などからなる中心導体の外側に、フッ素樹脂などからなる誘電体、錫メッキ軟銅線などを横巻きに巻回した外部シールド、及びフッ素樹脂などからなるシースが順に配置されている。
【0009】
また非特許文献1には、同軸ケーブルに使用する誘電体の誘電特性を評価し、その評価結果を使用して同軸ケーブルの伝送損失を改善できるようにした同軸ケーブルが開示されている。非特許文献1では、PE,PTFE,PFA等の材料の誘電特性を評価し、これらの結果をもとにケーブルを試作した結果、ケーブルの伝送特性が改善されたことが示されている。
【特許文献1】特開平8−102222号公報
【特許文献2】特開2003−45244号公報
【特許文献3】特開2000−138013号公報
【特許文献4】特開2005−149818号公報
【非特許文献1】三菱電線工業時報第100号(2003年4月),79−83ページ,“高周波同軸ケーブル用低損失材料の開発”,藤田望他
【発明の開示】
【発明が解決しようとする課題】
【0010】
上記のように、ノートPCや携帯電話等の通信機器に使用する同軸ケーブルには、高シールド特性、低減衰、機器の小型化に伴う細径化構成、通信機器内における配線取り回しに対応するための高柔軟性、機器が使用中に繰り返し屈曲されることによる高耐屈曲性、皮むき自動機に対応するための端末加工適性、及び同軸ケーブルとしての経済性が重要視される。
【0011】
このような要求特性に関して、細径化、柔軟性、耐屈曲性、経済性に関しては、セミフレキシブル構造やセミリジッド構造を有しない横巻シールド構成が有利である。しかしながら、横巻シールド構成では、減衰量の低減が困難であるという問題がある。
【0012】
このような理由から、通常は、シールド特性、減衰量が比較的良好であって、端末加工性にも有利な編組シールド構造が採用されている。
しかしながら、特許文献1のような編組シールド構造は、その構造上細径化には不利であり、また編組を所定ピッチ以下でタイトに構成しないと、先端の段剥き加工時にバラケが発生して問題となる。このときに小ピッチでタイトに編組を構成することは、同軸ケーブルが堅くなって柔軟性や耐屈曲性が損なわれる。
すなわち、編組シールド構造は細径化に不利であり、また端末加工性を満足させると堅くなって柔軟性も悪く耐屈曲性能も阻害される。またこれに加えて、生産性も悪化しコストアップにもなる。
【0013】
また上記特許文献2のセミフレキシブル構造の同軸ケーブルでは、メッキを別工程で施すため細径化構成、柔軟性、耐屈曲性、経済性等が阻害される。
また上記のセミリジッド構造の同軸ケーブルは、金属管を使用するため、細径化構成、柔軟性、耐屈曲性等が問題となり、またコストも非常に高価である。また上記特許文献3のように、外部導体メッキ構造の同軸ケーブルは、細径化には有利であるが、この構成では堅くて座屈しやすいという問題がある。
【0014】
また上記特許文献4の同軸ケーブルでは、絶縁体と外被に一般的なフッ素樹脂を使用し、横巻きの外部シールドを付与しているため、減衰量の低減が困難となるという問題がある。
また非特許文献1では、PTFEやPFA等のフッ素系樹脂を使用した同軸ケーブルの記載があるが、特にシールドの構造については記載がなく、従って編組シールドと横巻シールドの長所及び短所を補って、要求性能の全てを満足させるような技術思想を開示するものではない。
【0015】
上述のように、通信機器に対して適用する同軸ケーブルにおいて、多様化し高度化する通信機器の全ての要求に対応できる同軸ケーブルは、ますます実現が困難となっているのが実情である。
【0016】
本発明は、上述した実情に鑑みてなされたもので、シールド特性、減衰量、柔軟性、細径化構成、耐屈曲性、及び経済性を満足し、かつ端末加工性を改善した同軸ケーブルとその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0017】
本発明による同軸ケーブルは、中心導体、絶縁体、横巻シールド層、及び外被が同軸に順次積層された構造を有する同軸ケーブルであって、外被はPFAにより形成され、絶縁体はフッ素化されたPFAにより形成されている。
また本発明による同軸ケーブルは、中心導体、絶縁体、横巻シールド層、及び外被が同軸に順次積層された構造を有する同軸ケーブルであって、外被はFEPまたはFTFEにより形成され、絶縁体はフッ素化されたFEP、PFA、及びフッ素化されたPFAのいずれかにより形成されている。
【0018】
さらに本発明による他の同軸ケーブルは、上記構成に加えて、絶縁体と横巻シールド層との間に、金属が蒸着またはメッキされたテープ層が備えられている。
また本発明による同軸ケーブルは、横巻シールド層の横巻角度が70〜85°になるようにしている。また上記の中心導体は、複数線または単線の導体とすることができる。
【発明の効果】
【0019】
本発明による同軸ケーブルは、シールド特性、減衰量、柔軟性、細径化構成、耐屈曲性、及び経済性を満足し、かつ端末加工性を改善することができる。
特に本発明によれば、中心導体、絶縁体、横巻シールド層、及び外被が同軸に順次積層された構造を有する同軸ケーブル、または絶縁体と横巻シールド層との間に金属が蒸着またはメッキされたテープ層を備える同軸ケーブルにおいて、フッ素化されたフッ素樹脂からなる絶縁体の上に横巻シールド層を形成することにより、絶縁体と外被との組み合わせの特徴によって、従来の編組シールド構造に比較して電気特性を10%前後向上させることができる。
【0020】
またこのときに、横巻シールド構造とすることで、従来の編組シールド構造に比較して細径化が可能となり、かつ機械的特性を大幅に向上させることができる。またさらには同軸ケーブルのコスト低減が可能となる。
また本発明によれば、横巻シールド層の横巻角度を70〜85°とすることにより、端末加工性を確保することができる。
【発明を実施するための最良の形態】
【0021】
図により本発明の実施の形態を説明する。図1は、本発明による同軸ケーブルの一実施形態の断面図であり、図2は図1の同軸ケーブルの層構成を説明するための図である。図1及び図2において、1は同軸ケーブル、10は同軸ケーブル素線、11は中心導体、12は絶縁体、13は外部導体、13aは横巻線、20は外被である。
【0022】
外部導体13は、細径の同軸ケーブルにおいて一般的に使用される可撓性を有する外部導体(いわゆるシールド)を適宜選択して用いることができる。このような外部導体13は、細径導線からなる横巻線13aを絶縁体12の外周に横巻きで巻き付けることにより形成することができる。横巻線13aには複数本の細径導線が用いられることが一般的である。
【0023】
外被20は、上記外部導体13の周囲に所定の樹脂を押出被覆加工して形成する。外被20を形成する樹脂材料としては、同軸ケーブルで一般的に使用される外被部材から適宜選択して用いることができるが、フッ素樹脂を好適に使用することができる。フッ素樹脂は、薄肉加工性が良好であるためケーブルの細径化に適していることと、またこれに加えて動摩擦係数が低いため耐屈曲特性が良くなることから、特に上述の開閉機能を持った電子機器用の同軸ケーブルに好適に適用することができる。
【0024】
外被に使用するフッ素樹脂としては、具体的には、PTFE(ポリテトラフルオロエチレン)、PFA(テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体)、FEP(テトラフルオロエチレン・ヘキサフルオロプロピレン共重合体)、ETFE(テトラフルオロエチレン・エチレン共重合体)などを用いることができる。
【0025】
また中心導体11は、図1に示すような複数の導体を束ねた構成のみならず、単線の導体による構成であってもよい。
【0026】
そして本実施形態の同軸ケーブル1は、従来より耐熱性の高いフッ素化されたフッ素樹脂を絶縁体12に使用し、外部導体13として横巻シールド構造をもつ横巻線13aを使用することを特徴としている。このような構造の同軸ケーブル1は、横巻シールド構造であるにもかかわらず、従来の構成よりも良好なシールド特性を実現することができる。これに加えて、横巻シールド構造の本来的な特徴である細径化、柔軟性、耐屈曲性(機械的特性)、経済性に優れた同軸ケーブルを得ることができる。
【0027】
本実施形態の同軸ケーブルは、減衰量が小さく、特に高周波領域(2.4〜6GHz)における減衰量が小さい特性を有しているため、無線機器のアンテナ線として最適である。また同軸ケーブルの太さとしては、AWG(アメリカ式針金ゲージ)♯30よりも細くすることが可能である。
【0028】
横巻シールド構造であるにもかかわらず減衰量が低減する理由としては、絶縁体12として使用する高耐熱性のフッ素化されたフッ素樹脂により、絶縁体12の劣化が抑制されることが考えられている。
従来の編組構造は、従来の横巻シールド構造よりも減衰量が小さいと考えられていたが、従来の編組構造においても、構造上編組線同士の重なりが形成され、その接触点が減衰量の悪化の要因となっていたと考えられる。
しかし、上記のような本実施形態の構成は、絶縁体12として高耐熱性のフッ素化されたフッ素樹脂を使用することにより、外部導体13の外側に外被20を押出被覆成形する際に絶縁体12の劣化が抑えられるとともに、横巻きシールド構造によって従来の編組構造のような編組線同士の重なりが形成されないため、従来の編組構造よりもさらに減衰量を低減させることができる。
【0029】
上記の構成により、従来減衰量の低減が困難であった横巻シールド構造であっても、減衰量を低減させることができ、また横巻シールド構造の特徴である細径化、柔軟性、耐屈曲性、経済性等の特性を維持した同軸ケーブルを得ることができる。
【0030】
フッ素化されたフッ素樹脂としては、末端基をフッ素化(―CF3)したフッ素樹脂を用いることができるが、完全フッ素化したフッ素樹脂を適用してもよい。
【0031】
また上記の理由から、同軸ケーブルにおいては、外被20に使用する樹脂材料に応じて絶縁体12に使用可能な樹脂が異なってくる。
例えば外被20の樹脂材料として、PFA(融点:300〜310℃)を使用する場合には、絶縁体12の材料としてフッ素化されたPFAを使用する。また外被20の樹脂材料として、FEP(融点250〜270℃)やETFE(融点:230〜250℃)を使用する場合には、絶縁体12の樹脂材料としてはフッ素化されたFEPや、PFA(フッ素化されていなくてもよい)を使用することができる。
すなわち絶縁体12としては、少なくとも外被20に使用する樹脂材料と同等以上の融点をもつ樹脂材料を適用することが必要となる。
【0032】
また上記のような横巻シールド構造における効果を得るためには、絶縁体12の厚さも所定範囲に設定する必要があるが、本発明の構成により、AWG♯30であれば300±30μm厚、AWG♯32であれば230±30μm厚、AWG♯36であれば140±20μm厚にて特性が良好であることが確認されている。これは従来の絶縁体12の厚さ構成と同様の厚さで、良好な特性が得られることを示している。
【0033】
図3は、横巻線の横巻角度を説明するための図で、絶縁体12に対して横巻された横巻線13aを1周分のみ示すものである。
本発明に関わる同軸ケーブルでは、横巻シールド構造における端末加工性を改善するために、横巻線13aの横巻角度αを70〜85°の範囲とする。横巻角度は、絶縁体12の高さ方向(絶縁体12の長手方向中心軸に直交する方向)に対する横巻線13aの傾き角度αとして表現される。横巻角度αを70〜85°とすることにより、横巻シールド構造の同軸ケーブルにおける端末加工時のバラケを防ぐことができる。
なお、横巻線13aとしては、一般に錫メッキや銀メッキを施した軟銅線や合金線が用いられるが、本発明では横巻線の材質や寸法等を限定するものではなく、また横巻の巻方向も限定されない。
【0034】
図4は、本発明による同軸ケーブルの他の実施形態を示す断面図で、図中、14は金属蒸着テープ層である。
本実施形態は、上記図1の構成に加えて、絶縁体12と外部導体13との間に金属蒸着テープ層14を設けた構成を有している。この金属蒸着テープ層14を備えることにより、減衰量の低減とシールド効果を高めることができる。
【0035】
上記金属蒸着テープ層14は、プラスチックテープの表面に金属を蒸着させてなっている。プラスチックテープの基材としては耐熱性や寸法安定性を鑑みてPETやポリフェニレンサルファイドなどを好適に用いることができる。また、蒸着金属やメッキ金属には、銀、銅などの良導電性金属を使用する。また上記金属蒸着テープに換えて、プラスチックテープの表面に金属メッキを施してなる金属メッキテープを適用することができる。
【0036】
また上記の金属蒸着テープや金属メッキテープを絶縁体12の表面に配置する場合、そのテープを縦添えで配置しても、またテープを絶縁体12の表面に巻回してもよいが、縦添えにして配置した方が、特性上においても好ましい。
【0037】
以下に本発明に関わる同軸ケーブルの実施例及び比較例を説明する。図5は、同軸ケーブルの実施例及び比較例の構成を説明するための図である。
本発明に関わる同軸ケーブルの第1の実施例として、図1に示す構成でAWG♯36に相当する同軸ケーブル1を作成した。中心導体11は、外径0.05mmφの銀メッキ軟銅線を7本撚って形成した。このときの中心導体11の径は0.15mmφであった。そしてこの中心導体11を厚さ0.14mmのフッ素化PFAで被覆して絶縁体12とした。このときの絶縁体12の外径は0.43mmφであった。そして、絶縁体12の外周面に、外径0.05mmφの錫メッキ軟銅線からなる横巻線13aをピッチ7mmで巻き付けて外部導体13とし、同軸ケーブル素線10を得た。このときの横巻線の横巻角度αは78°とした。
【0038】
そして上記同軸ケーブル素線10に対して、外被20を押出被覆成形した。外被20の材料にはPFAを使用し、クロスヘッドダイから吐出したPFAの径が目標径まで小さくなるように引き落とした状態で、外部導体13の表面を被覆した。ここでは厚さ0.09mmでPFAを被覆することにより、外径0.7mmφの同軸ケーブルが得られた。
【0039】
次に比較例として、上記AWG♯36に相当する以下の構成の同軸ケーブルを作成した。
まず中心導体11を上記実施例と同様の構成で作成し、さらに中心導体11の周囲を厚さ0.13mmのFEPで被覆して絶縁体12とした。このときの絶縁体12の外径は0.40mmφであった。そして絶縁体12の外周面に、外径0.05mmφの錫メッキ軟銅線からなる一重編組構造の外部導体13を形成し、同軸ケーブル素線10を得た。この同軸ケーブル素線10に対して、上記実施例と同様の構成で外被20を押出被覆成形した。これにより外径0.81mmφの同軸ケーブルが得られた。
【0040】
また第2の実施例として、AWG♯30に相当する外径0.102mmφの銀メッキ軟銅線を7本撚って中心導体11を形成した。このときの中心導体11の径は0.31mmφであった。そしてこの中心導体11を厚さ0.30mmのフッ素化PFAで被覆して絶縁体12とした。このときの絶縁体12の外径は0.90mmφであった。そして、絶縁体12の外周面に、外径0.10mmφの錫メッキ軟銅線からなる横巻線13aをピッチ12mmで巻き付けて外部導体13とし、同軸ケーブル素線10を得た。このときの横巻線の横巻角度αは77°とした。
【0041】
そして上記同軸ケーブル素線10に対して、外被20を押出被覆成形した。外被20の材料にはPFAを使用し、クロスヘッドダイから吐出したPFAの径が目標径まで小さくなるように引き落とした状態で、外部導体13の表面を被覆した。ここでは厚さ0.12mmでPFAを被覆することにより、外径1.35mmφの同軸ケーブルが得られた。
【0042】
上記のように、実施例1の同軸ケーブルの外径は0.70mmφであって、比較例の同軸ケーブルの外径は0.81mmφであった。すなわち、横巻シールド構造にすることによって、細径化が可能となった。
【0043】
図6は、上記実施例及び比較例の同軸ケーブルの電気的特性を示す図である。また図7は、上記実施例1と比較例の周波数と減衰量との関係を示すグラフ、図8は実施例2の周波数と減衰量との関係を示すグラフである。
実施例1と比較例とを比較すると、図6に示すように、周波数2.4GHzにおける減衰量は、実施例1が4.1(dB/m)で、比較例は4.5(dB/m)であった。また周波数6.0GHzにおける減衰量は、実施例1が6.8(dB/m)で、比較例は7.9(dB/m)であった。
また図7を見ても明らかなように、実施例1は、その減衰量が全周波数領域(0〜6GHz)に亘って比較例よりも良好になっている。
【0044】
また実施例2の減衰量は、周波数2.4GHzでは2.0(dB/m)で、周波数6.0GHzでは3.5(dB/m)であった。AWG♯30における従来品の減衰量は、例えば周波数6GHzで3.9dB/mであり、本例においても減衰量が良好であることが確認された。
【0045】
次に上記同軸ケーブルの実施例1と比較例における屈曲試験の結果を説明する。
図9は実施例1と比較例の屈曲試験結果を示す図で、図10は屈曲試験を行う試験装置の概略を示す図である。
屈曲試験は図10に示すような装置を用い、その条件は、荷重1.0(N)、マンドレル30の径10mmφ(曲げ半径5mmφ)、屈曲角度90°、屈曲速度30(回/分)とした。
図9に示すように、上記実施例1では、20万回の屈曲に全て合格する。一方、比較例では、約3万7千回から4万7千回で断線に到った。
【0046】
図11は上記実施例1の屈曲試験前後の電気特性を示す図で、屈曲試験前の電気特性と、20万回屈曲を行った後の電気特性とを示すものである。
図11に示すように実施例1における屈曲試験後の電気特性は、3GHz以上の周波数領域で0.1dB/km程度の範囲の低下であり、屈曲試験前後においてほぼ変化がなく、問題がなかった。
以上の結果から、実施例1の構成を採ることにより、屈曲特性が良好な同軸ケーブルを得ることができた。
【0047】
また上記実施例1,2で得られた同軸ケーブルを用いて端末加工処理を行ったところ、横巻線13aのバラケがなく良好な加工特性が得られた。従って、本実施例の横巻角度で横巻シールド構造を構成することにより、良好な端末加工特性を維持することができた。
【図面の簡単な説明】
【0048】
【図1】本発明による同軸ケーブルの一実施形態の断面図である。
【図2】図1の同軸ケーブルの層構成を説明するための図である。
【図3】横巻線の横巻角度を説明するための図である。
【図4】本発明による同軸ケーブルの他の実施形態を示す断面図である。
【図5】本発明に関わる同軸ケーブルの実施例及び比較例の構成を説明するための図である。
【図6】実施例及び比較例の同軸ケーブルの電気的特性を示す図である。
【図7】実施例1と比較例の周波数と減衰量との関係を示すグラフである。
【図8】実施例2の周波数と減衰量との関係を示すグラフである。
【図9】実施例1と比較例の屈曲試験結果を示す図である。
【図10】屈曲試験を行う試験装置の概略を示す図である。
【図11】実施例1の屈曲試験前後の電気特性を示す図である。
【符号の説明】
【0049】
1…同軸ケーブル、10…同軸ケーブル素線、11…中心導体、12…絶縁体、13…外部導体、13a…横巻線、14…金属蒸着テープ層、20…外被、30…マンドレル。
【特許請求の範囲】
【請求項1】
中心導体、絶縁体、横巻シールド層、及び外被が同軸に順次積層された構造を有する同軸ケーブルであって、前記外被はPFAにより形成され、前記絶縁体はフッ素化されたPFAにより形成されていることを特徴とする同軸ケーブル。
【請求項2】
中心導体、絶縁体、横巻シールド層、及び外被が同軸に順次積層された構造を有する同軸ケーブルであって、前記外被はFEPまたはFTFEにより形成され、前記絶縁体はフッ素化されたFEP、PFA、及びフッ素化されたPFAのいずれかにより形成されていることを特徴とする同軸ケーブル。
【請求項3】
前記絶縁体と前記横巻シールド層との間に、金属が蒸着またはメッキされたテープ層を備えることを特徴とする請求項1または2に記載の同軸ケーブル。
【請求項4】
前記横巻シールド層の横巻角度が70〜85°であることを特徴とする請求項1〜3のいずれか1項に記載の同軸ケーブル。
【請求項5】
前記中心導体は、複数線または単線の導体により形成されていることを特徴とする請求項1〜4のいずれか1項に記載の同軸ケーブル。
【請求項1】
中心導体、絶縁体、横巻シールド層、及び外被が同軸に順次積層された構造を有する同軸ケーブルであって、前記外被はPFAにより形成され、前記絶縁体はフッ素化されたPFAにより形成されていることを特徴とする同軸ケーブル。
【請求項2】
中心導体、絶縁体、横巻シールド層、及び外被が同軸に順次積層された構造を有する同軸ケーブルであって、前記外被はFEPまたはFTFEにより形成され、前記絶縁体はフッ素化されたFEP、PFA、及びフッ素化されたPFAのいずれかにより形成されていることを特徴とする同軸ケーブル。
【請求項3】
前記絶縁体と前記横巻シールド層との間に、金属が蒸着またはメッキされたテープ層を備えることを特徴とする請求項1または2に記載の同軸ケーブル。
【請求項4】
前記横巻シールド層の横巻角度が70〜85°であることを特徴とする請求項1〜3のいずれか1項に記載の同軸ケーブル。
【請求項5】
前記中心導体は、複数線または単線の導体により形成されていることを特徴とする請求項1〜4のいずれか1項に記載の同軸ケーブル。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2007−188782(P2007−188782A)
【公開日】平成19年7月26日(2007.7.26)
【国際特許分類】
【出願番号】特願2006−6401(P2006−6401)
【出願日】平成18年1月13日(2006.1.13)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.Bluetooth
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成19年7月26日(2007.7.26)
【国際特許分類】
【出願日】平成18年1月13日(2006.1.13)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.Bluetooth
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]