
含油熱可塑性合成樹脂成形物の製造方法

【課題】ポリアセタール樹脂やポリアミド樹脂などの熱可塑性合成樹脂は、優れた機械的性質を有し、摩擦摩耗特性、耐熱性、耐薬品性および電気特性にも優れ、エンジニアリングプラスチックスとして自動車部品、電気・電子製品の部品として広く利用されているが、これら熱可塑性合成樹脂からなる軸受などの成形物においては、機械的特性を低下させることなく、摩擦係数、耐摩耗性などの摺動特性を向上させることが求められている。
【解決手段】熱可塑性合成樹脂からなる成形物1を、高圧容器2内に潤滑油4と接触させ配置し、常温において予め加圧された二酸化炭素ガス5を注入し、密閉し、二酸化炭素を超臨界状態とした後、その状態を所定時間保持し、潤滑油に溶解した超臨界二酸化炭素を成形物1中に含浸させ、該成形物から二酸化炭素ガスを除去し、含油熱可塑性合成樹脂成形物を製造する。
【解決手段】熱可塑性合成樹脂からなる成形物1を、高圧容器2内に潤滑油4と接触させ配置し、常温において予め加圧された二酸化炭素ガス5を注入し、密閉し、二酸化炭素を超臨界状態とした後、その状態を所定時間保持し、潤滑油に溶解した超臨界二酸化炭素を成形物1中に含浸させ、該成形物から二酸化炭素ガスを除去し、含油熱可塑性合成樹脂成形物を製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、含油熱可塑性合成樹脂成形物の製造方法に関する。
【背景技術】
【0002】
ポリアセタール樹脂やポリアミド樹脂などの熱可塑性合成樹脂は、優れた機械的性質を有し、摩擦摩耗特性、耐熱性、耐薬品性および電気特性にも優れ、エンジニアリングプラスチックスとして自動車部品、電気・電子製品の部品として広く利用されている。ところで、これら熱可塑性合成樹脂からなる軸受などの成形物においては、機械的特性を低下させることなく、摩擦係数、耐摩耗性などの摺動特性を向上させる幾つかの提案がなされている。
【0003】
ポリアセタール又はポリアミドから成る熱可塑性合成樹脂を粉末状にし、これに潤滑油剤を混ぜて撹拌してその樹脂粉末表面に潤滑油剤を均一に附着させ、次いで、これを加熱シリンダーの成形原料供給部が冷却手段によって該合成樹脂の融点以下の低温に保たれ、シリンダーの他の部分が少なくとも該合成樹脂の融点以上の温度に保たれた造粒機によって溶融混練して粒状とし、これを成形原料として所要の形状に成形する軸受などの要滑部材の製造方法が提案されている(特許文献1所載)。
【0004】
また、平均分子量50万以上を有する超高分子量のポリエチレンに潤滑油を混和したものを合成樹脂に添加し、成形する含油プラスチック組成物が提案されている(特許文献2所載)。
【特許文献1】特公昭46−42217号公報
【特許文献2】特公昭47−29374号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、前記のポリアセタール樹脂組成物から成る摺動部材は、射出成形等の成形加工性に問題がある。特に、前述の特許文献1に開示された技術においては、成形機の各部の温度コントロールを必要とする等、通常の成形条件では満足し得る成形物が得られ難いと言う問題がある。また、特許文献2に開示された技術においては、合成樹脂に潤滑油の保持体としてポリエチレン樹脂を配合しているため、成形物としては機械的物性値を低下させたり、原料段階で潤滑油を混合するため成形性を低下させるなどの問題がある。さらに、成形前の段階で潤滑油を混合しているため、潤滑油の分解温度以上の融点を有する合成樹脂には適用し難いという問題もある。
【0006】
本発明は、上記実情に鑑みなされたものであり、その目的とするところは、機械的性質を低下させることなく、摩擦係数、耐摩耗性などの摺動特性を改善することができる含油熱可塑性合成樹脂成形物の製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明の含油熱可塑性合成樹脂成形物の製造方法は、(a)熱可塑性合成樹脂からなる成形物を、高圧容器内において潤滑油と接触させるか、又は接触させることなく該高圧容器内に配置する工程と、(b)該高圧容器内に、常温において予め加圧された二酸化炭素を注入し、密閉する工程と、(c)該高圧容器内で二酸化炭素を加熱して該二酸化炭素に気化膨張にともなう圧力上昇を生じせしめ、該二酸化炭素を臨界温度(31.1℃)以上の温度を有しかつ臨界圧力(7.38Mpa)以上の圧力を有する領域にある超臨界状態、あるいは温度が臨界温度未満でかつ圧力が臨界圧力以上を有する領域にある亜臨界状態にする工程と、(d)超臨界状態あるいは亜臨界状態を所定時間保持せしめ、潤滑油に溶解した超臨界状態あるいは亜臨界状態の二酸化炭素を該成形物中に含浸させる工程と、(e)潤滑油に溶解した超臨界あるいは亜臨界状態の二酸化炭素が含浸された成形物を、所定温度で該成形物中から二酸化炭素を除去する工程とからなる。
【0008】
本発明の含油熱可塑性合成樹脂成形物の製造方法によれば、高圧容器内に常温(23℃)において予め加圧(6Mpa程度)された状態で注入された二酸化炭素は、臨界温度(31.1℃)以上の温度を有しかつ臨界圧力(7.38Mpa)以上の圧力を有する領域にある液体状の超臨界状態、あるいは臨界温度未満の温度を有しかつ臨界圧力以上の圧力を有する領域にある亜臨界状態になることにより潤滑油に溶解し、超臨界あるいは亜臨界状態を所定時間保持することにより潤滑油に溶解した超臨界あるいは亜臨界状態の二酸化炭素は成形物中に含浸される。そして、潤滑油に溶解した超臨界あるいは亜臨界状態の二酸化炭素が含浸された成形物を、所定温度で該成形物中から二酸化炭素を除去することにより、該成形物中に潤滑油のみが含浸された含油熱可塑性合成樹脂成形物が得られる。
【0009】
本発明の含油熱可塑性合成樹脂成形物の製造方法において、熱可塑性合成樹脂成形物は、高圧容器内において該圧力容器内に設けられた支持体の上に配置されていると共に該圧力容器内に貯留された潤滑油中に浸漬されている態様が採られる。
【0010】
また、本発明の含油熱可塑性合成樹脂成形物の製造方法において、熱可塑性合成樹脂成形物は、高圧容器内において該圧力容器内に設けられた支持体の上に配置されていると共に該成形物の表面に潤滑油が塗布されている態様でもよく、さらに熱可塑性合成樹脂成形物は、高圧容器内において該高圧容器内に貯留された潤滑油と接触することなく該圧力容器内に設けられた支持体の上に配置されている態様でもよい。特に、高圧容器内に設けられた支持体の上に配置されていると共に該成形物の表面に潤滑油が塗布されている態様においては、熱可塑性合成樹脂成形物への潤滑油の含浸量を高めることができる。
【0011】
本発明の含油熱可塑性合成樹脂成形物の製造方法において、高圧容器内の温度は、二酸化炭素を臨界温度以上の温度を有しかつ臨界圧力以上の圧力を有する領域にある超臨界状態で使用する場合は、臨界温度以上の35〜120℃に設定されるのが好ましく、また高圧容器内の圧力は、臨界圧力以上の8.5〜25MPaに設定されるのが好ましい。また、二酸化炭素を臨界温度未満の温度を有しかつ臨界圧力以上の圧力を有する領域にある亜臨界状態で使用する場合は、高圧容器内の温度は、臨界温度未満であって、高圧容器内の圧力は、臨界圧力以上の8.5〜25MPaに設定される。そして、そして、高圧容器内での超臨界状態での保持時間は、5〜120時間に設定されるのが好ましい。
【0012】
本発明の含油熱可塑性合成樹脂成形物の製造方法において、熱可塑性合成樹脂の成形物は、ポリアセタール樹脂、ポリアミド樹脂、ポリエーテルエーテルケトン樹脂、ポリエチレンテレフタレート樹脂、ポリエチレン樹脂、ポリフェニレンサルファイド樹脂のいずれかからなる。
【発明の効果】
【0013】
本発明によれば、潤滑油の分解温度以上の融点を有する合成樹脂に対しても機械的性質を低下させることなく、摩擦係数、耐摩耗性などの摺動特性を改善することができる含油熱可塑性合成樹脂成形物の製造方法を提供することができる。
【発明を実施するための最良の形態】
【0014】
以下、本発明の含油熱可塑性合成樹脂成形物の製造方法について詳細に説明する。
【0015】
本発明の含油熱可塑性合成樹脂成形物の製造方法は、(a)熱可塑性合成樹脂からなる成形物を、高圧容器内において潤滑油と接触させるか、又は接触させることなく該高圧容器内に配置する工程と、(b)該高圧容器内に、常温において予め加圧された二酸化炭素を注入し、密閉する工程と、(c)該高圧容器内で二酸化炭素を加熱して該二酸化炭素に気化膨張にともなう圧力上昇を生じせしめ、該二酸化炭素を臨界温度(31.1℃)以上の温度を有しかつ臨界圧力(7.38Mpa)以上の圧力を有する領域にある超臨界状態、あるいは温度が臨界温度未満でかつ圧力が臨界圧力以上を有する領域にある亜臨界状態にする工程と、(d)超臨界状態あるいは亜臨界状態を所定時間保持せしめ、潤滑油に溶解した超臨界状態あるいは亜臨界状態の二酸化炭素を該成形物中に含浸させる工程と、(e)潤滑油に溶解した超臨界あるいは亜臨界状態の二酸化炭素が含浸された成形物を、所定温度で該成形物中から二酸化炭素を除去する工程とからなるものである。
【0016】
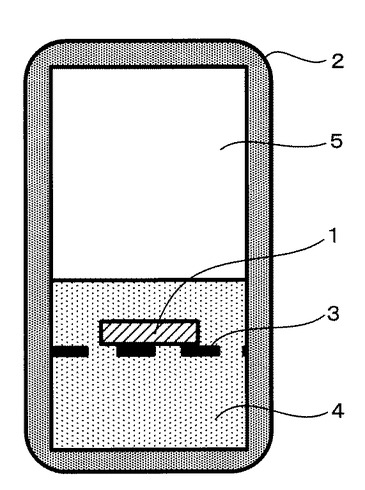
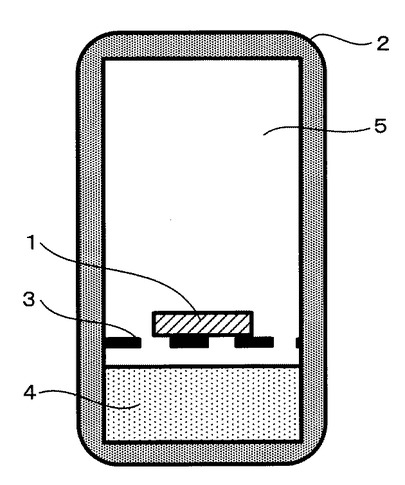
図1乃至図3は、熱可塑性合成樹脂からなる成形物を、高圧容器内において潤滑油と接触させるか、又は接触させることなく該高圧容器内に配置する態様を示すものであり、図1は、熱可塑性合成樹脂製成形物1が高圧容器2内において、該高圧容器2内に設けられた支持体3としての金属メッシュの上に配置されていると共に該高圧容器2内に貯留された潤滑油4中に浸漬されている態様を示す。また図2は、熱可塑性合成樹脂製成形物1が高圧容器2内において、該高圧容器2内に設けられた支持体3としての金属メッシュの上に配置されていると共に該成形物の表面に潤滑油4が塗布されている態様を示し、図3は、熱可塑性合成樹脂製成形物1が高圧容器2内において、該高圧容器2内に貯留された潤滑油4と接触することなく該高圧容器2内に設けられた支持体3としての金属メッシュの上に配置されている態様を示す。
【0017】
このように熱可塑性合成樹脂製成形物1が高圧容器2内に配置された状態で、該高圧容器2内に室温(23℃)で予め6MPa程度の圧力に加圧した二酸化炭素5を注入し密閉する。この二酸化炭素5の高圧容器2内への注入により、図1に示す態様では潤滑油4の層の上に二酸化炭素5が層状に形成され、二酸化炭素5と潤滑油4の層とは完全に分離されている。また図2に示す態様では、二酸化炭素5が熱可塑性合成樹脂製成形物1と該成形物1の表面に塗布された潤滑油4の層を覆っている。さらに図3に示す態様では、二酸化炭素5が潤滑油4の層の上に熱可塑性合成樹脂製成形物1を覆って層状に形成され、二酸化炭素5と潤滑油4の層とは完全に分離されている。
【0018】
二酸化炭素5が注入された高圧容器2を、二酸化炭素の臨界温度(31.1℃)以上の温度、好ましくは35〜120℃の温度に加熱する。
【0019】
高圧容器2を加熱することにより、該高圧容器2内に注入された二酸化炭素5は、気化膨張にともなう圧力上昇を生じ、該二酸化炭素5の臨界圧力(7.38MPa)以上の圧力において、該二酸化炭素5は、上記臨界温度以上の温度を有しかつ臨界圧力以上の圧力を有する領域にある超臨界二酸化炭素となる。
【0020】
高圧容器5内の圧力としては、臨界圧力以上の圧力、好ましくは8.5〜25MPaの圧力となるよう適宜排気しながら調整する。
【0021】
高圧容器2内において、超臨界二酸化炭素は臨界状態で所定時間保持される。保持時間としては、5〜25時間(hr)の範囲が好ましい。
【0022】
高圧容器2内において、臨界状態で保持された超臨界二酸化炭素は、潤滑油4に溶解すると共に熱可塑性合成樹脂製成形物1中に含浸される。この成形物1中に含浸された潤滑油4は、超臨界二酸化炭素を含んでいるので、該成形物1を、所定の温度、例えば120℃の温度に加熱された容器内に静置することにより、該成形物1中から超臨界二酸化炭素が気化して除去され、成形物1中に潤滑油4のみが含浸された含油熱可塑性合成樹脂製成形物1とされる。
【0023】
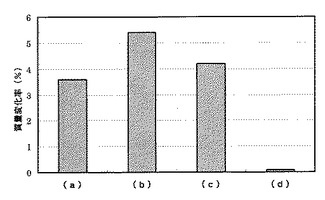
図4は、高圧容器2内で、熱可塑性合成樹脂成形物としてポリアセタール樹脂成形物1を用いて、前記図1乃至3に示す態様、すなわち該成形物を潤滑油中に完全に浸漬させる態様(a)(図1)、該成形物の表面に潤滑油を塗布する態様(b)(図2)、該成形物を潤滑油と接触させない態様(c)(図3)について、超臨界二酸化炭素の条件を、圧力25MPa、温度120℃、保持時間25hrに設定し、該成形物の質量変化率(%)、換言すれば該成形物中への潤滑油及び該潤滑油に溶解した超臨界状態の二酸化炭素の含浸率(%)について試験した結果を示すグラフである。潤滑油としては、シリコーン油(3000mm2/s@25℃)を使用した。なお、態様(d)は、比較のために該成形物を潤滑油(シリコーン油)中に、温度120℃、保持時間25hrの条件で浸漬したものである。
【0024】
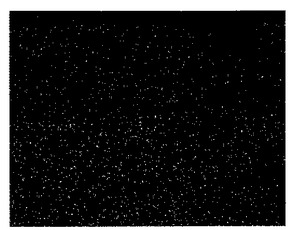
試験結果から、態様(a)乃至態様(c)のポリアセタール樹脂成形物1には、3.6〜5.2%の質量変化が認められることから、潤滑油及び該潤滑油に溶解した超臨界状態の二酸化炭素が分散含有されていることが分かる。特に態様(b)のポリアセタール樹脂成形物1について、EDX分析(Energy Dispersive X-ray Fluorescence Spectrometer)を実施し、シリコーン油中に含まれる珪素(Si)についてマッピングした結果を図5に示す。該成形物のほぼ全面的に均一にSiが分散されていることが確認できることから、シリコーン油が含浸されているものと判断される。
【0025】
なお、以上においては超臨界状態の二酸化炭素についての説明であったが、熱可塑性合成樹脂成形物1が高圧容器2内に配置された状態で、該高圧容器2内に室温で予め6MPaの圧力に加圧した二酸化炭素5を注入し、密閉したのち、二酸化炭素を二酸化炭素の臨界温度未満の温度で、かつ該二酸化炭素5の臨界圧力以上の圧力に保持することにより臨界温度未満の温度を有しかつ臨界圧力以上の圧力を有する領域にある亜臨界二酸化炭素としてもよい。
【0026】
この亜臨界二酸化炭素においても、上記した超臨界二酸化炭素と同様、熱可塑性合成樹脂製成形物中に潤滑油を含浸させることができる。
【0027】
熱可塑性合成樹脂は、上記したポリアセタール樹脂の他にポリアミド樹脂、ポリエーテルエーテルケトン樹脂、ポリエチレンテレフタレート樹脂、ポリエチレン樹脂、ポリフェニレンサルファイド樹脂が使用されて好適であり、これらの熱可塑性合成樹脂を射出成形あるいは押出成形によって熱可塑性合成樹脂成形物が作製される。
【0028】
本発明で用いられる潤滑油としては、スピンドル油、エンジン油、タービン油、ダイナモ油、冷凍機油、シリンダー油、ギヤ油等などの鉱油、鯨油、ヒマシ油、ホホバ油等の動・植物油、ポリグリコール、ポリフェニルエーテル、シルコーン油等の合成油が挙げられる。
【0029】
このようにして得られた含油熱可塑性合成樹脂成形物は、滑り板、軸受ブッシュなどの摺動部材として使用される。
【実施例】
【0030】
以下、本発明を実施例により詳細に説明するが、本発明は、その要旨を超えない限り、以下の実施例に限定されるものではない。
【0031】
実施例
熱可塑性合成樹脂としてポリアセタール樹脂を使用し、これを射出成形により一辺が20mm、厚さ5mmの方形状成形物(試験片)を準備した。
【0032】
この方形状成形物を高圧容器内に、該高圧容器内に設けられた保持体としての金属メッシュ(金網)の上に配置すると共に該成形物の表面に潤滑油を塗布した(図2参照)。潤滑油として、25℃の温度で68mPa・sの動粘度を示す冷凍機油を使用した。
【0033】
高圧容器内に室温(23℃)で予め6MPaの圧力に加圧された二酸化炭素を注入し、密閉した。ついで、高圧容器をヒーターによって、二酸化炭素の臨界温度以上の150℃の温度に加熱した。該高圧容器を加熱することにより、該高圧容器内に注入された二酸化炭素に気化膨張に伴う圧力上昇を生じせしめ、該二酸化炭素を臨界温度以上の温度を有しかつ臨界圧力以上の25Mpaの圧力を有する領域にある超臨界二酸化炭素とした。
【0034】
この超臨界二酸化炭素を超臨界状態で25hr保持し、該超臨界二酸化炭素を成形物の表面に塗布された潤滑油に溶解させると共に潤滑油に溶解した超臨界二酸化炭素を成形物中に含浸させた。
【0035】
ついで、高圧容器内の温度を室温まで冷却したのち高圧容器内の圧力を減圧し、該高圧容器から成形物を取出した。この成形物を120℃の温度に保持した容器内で静置して、該成形物中に含浸された二酸化炭素を気化除去した。二酸化炭素を除去した後の成形物中の潤滑油の含浸量は、0.3重量%であった。
【0036】
比較例1
実施例と同様のポリアセタール樹脂を使用し、これを射出成形により一辺が20mm、厚さ5mmの方形状成形物(試験片)を準備した。この成形物を120℃の温度に加熱した冷凍機油を貯留した容器中に25hr浸漬したのち取出し、この成形物を比較例1とした。
【0037】
比較例2
実施例と同様のポリアセタール樹脂を使用し、これを射出成形により一辺が20mm、厚さ5mmの方形状成形物(試験片)を準備し、この成形物を比較例2とした。
【0038】
上記した実施例、比較例1及び比較例2の成形物について、表1に示す試験条件で摩擦係数を試験した。
【0039】
(表1)
荷重(面圧) 0.98MPa
すべり速度 0.17m/sec
試験時間 120hr
相手材材質 SUS316
潤滑 無潤滑
運動形態 スラスト試験
【0040】
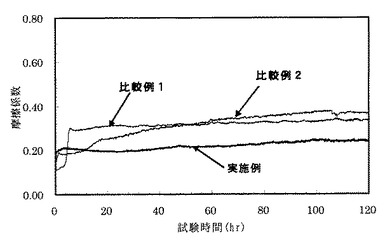
上記した条件での摩擦係数を測定した試験結果を図6に示す。試験結果から、実施例の含油成形物は、試験時間を通して安定した摩擦係数を示したのに対し、比較例1及び比較例2の成形物は、試験時間の経過とともに摩擦係数が増加する傾向を示していることがわかる。
【0041】
以上のように、本発明の含油熱可塑性合成樹脂成形物の製造方法は、潤滑油の分解温度以上の融点を有する合成樹脂に対しても機械的性質を低下させることなく含油処理を行うことができ、得られた含油熱可塑性合成樹脂成形物は摺動特性を改善することができる。
【図面の簡単な説明】
【0042】
【図1】本発明の含油熱可塑性合成樹脂成形物の製造方法における高圧容器内の態様を示す説明図である。
【図2】本発明の含油熱可塑性合成樹脂成形物の製造方法における高圧容器内の他の態様を示す説明図である。
【図3】本発明の含油熱可塑性合成樹脂成形物の製造方法における高圧容器内の他の態様を示す説明図である。
【図4】図1乃至図3に示す態様について、試験した試験結果を示すグラフである。
【図5】態様(b)のポリアセタール樹脂成形物についてのEDX分析によるシリコーン油中に含まれる珪素(Si)についてマッピングした結果を示す分析写真である。
【図6】スラスト試験結果を示すグラフである。
【符号の説明】
【0043】
1 熱可塑性合成樹脂製成形物
2 高圧容器
3 保持体
4 潤滑油
5 二酸化炭素ガス
【技術分野】
【0001】
本発明は、含油熱可塑性合成樹脂成形物の製造方法に関する。
【背景技術】
【0002】
ポリアセタール樹脂やポリアミド樹脂などの熱可塑性合成樹脂は、優れた機械的性質を有し、摩擦摩耗特性、耐熱性、耐薬品性および電気特性にも優れ、エンジニアリングプラスチックスとして自動車部品、電気・電子製品の部品として広く利用されている。ところで、これら熱可塑性合成樹脂からなる軸受などの成形物においては、機械的特性を低下させることなく、摩擦係数、耐摩耗性などの摺動特性を向上させる幾つかの提案がなされている。
【0003】
ポリアセタール又はポリアミドから成る熱可塑性合成樹脂を粉末状にし、これに潤滑油剤を混ぜて撹拌してその樹脂粉末表面に潤滑油剤を均一に附着させ、次いで、これを加熱シリンダーの成形原料供給部が冷却手段によって該合成樹脂の融点以下の低温に保たれ、シリンダーの他の部分が少なくとも該合成樹脂の融点以上の温度に保たれた造粒機によって溶融混練して粒状とし、これを成形原料として所要の形状に成形する軸受などの要滑部材の製造方法が提案されている(特許文献1所載)。
【0004】
また、平均分子量50万以上を有する超高分子量のポリエチレンに潤滑油を混和したものを合成樹脂に添加し、成形する含油プラスチック組成物が提案されている(特許文献2所載)。
【特許文献1】特公昭46−42217号公報
【特許文献2】特公昭47−29374号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、前記のポリアセタール樹脂組成物から成る摺動部材は、射出成形等の成形加工性に問題がある。特に、前述の特許文献1に開示された技術においては、成形機の各部の温度コントロールを必要とする等、通常の成形条件では満足し得る成形物が得られ難いと言う問題がある。また、特許文献2に開示された技術においては、合成樹脂に潤滑油の保持体としてポリエチレン樹脂を配合しているため、成形物としては機械的物性値を低下させたり、原料段階で潤滑油を混合するため成形性を低下させるなどの問題がある。さらに、成形前の段階で潤滑油を混合しているため、潤滑油の分解温度以上の融点を有する合成樹脂には適用し難いという問題もある。
【0006】
本発明は、上記実情に鑑みなされたものであり、その目的とするところは、機械的性質を低下させることなく、摩擦係数、耐摩耗性などの摺動特性を改善することができる含油熱可塑性合成樹脂成形物の製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明の含油熱可塑性合成樹脂成形物の製造方法は、(a)熱可塑性合成樹脂からなる成形物を、高圧容器内において潤滑油と接触させるか、又は接触させることなく該高圧容器内に配置する工程と、(b)該高圧容器内に、常温において予め加圧された二酸化炭素を注入し、密閉する工程と、(c)該高圧容器内で二酸化炭素を加熱して該二酸化炭素に気化膨張にともなう圧力上昇を生じせしめ、該二酸化炭素を臨界温度(31.1℃)以上の温度を有しかつ臨界圧力(7.38Mpa)以上の圧力を有する領域にある超臨界状態、あるいは温度が臨界温度未満でかつ圧力が臨界圧力以上を有する領域にある亜臨界状態にする工程と、(d)超臨界状態あるいは亜臨界状態を所定時間保持せしめ、潤滑油に溶解した超臨界状態あるいは亜臨界状態の二酸化炭素を該成形物中に含浸させる工程と、(e)潤滑油に溶解した超臨界あるいは亜臨界状態の二酸化炭素が含浸された成形物を、所定温度で該成形物中から二酸化炭素を除去する工程とからなる。
【0008】
本発明の含油熱可塑性合成樹脂成形物の製造方法によれば、高圧容器内に常温(23℃)において予め加圧(6Mpa程度)された状態で注入された二酸化炭素は、臨界温度(31.1℃)以上の温度を有しかつ臨界圧力(7.38Mpa)以上の圧力を有する領域にある液体状の超臨界状態、あるいは臨界温度未満の温度を有しかつ臨界圧力以上の圧力を有する領域にある亜臨界状態になることにより潤滑油に溶解し、超臨界あるいは亜臨界状態を所定時間保持することにより潤滑油に溶解した超臨界あるいは亜臨界状態の二酸化炭素は成形物中に含浸される。そして、潤滑油に溶解した超臨界あるいは亜臨界状態の二酸化炭素が含浸された成形物を、所定温度で該成形物中から二酸化炭素を除去することにより、該成形物中に潤滑油のみが含浸された含油熱可塑性合成樹脂成形物が得られる。
【0009】
本発明の含油熱可塑性合成樹脂成形物の製造方法において、熱可塑性合成樹脂成形物は、高圧容器内において該圧力容器内に設けられた支持体の上に配置されていると共に該圧力容器内に貯留された潤滑油中に浸漬されている態様が採られる。
【0010】
また、本発明の含油熱可塑性合成樹脂成形物の製造方法において、熱可塑性合成樹脂成形物は、高圧容器内において該圧力容器内に設けられた支持体の上に配置されていると共に該成形物の表面に潤滑油が塗布されている態様でもよく、さらに熱可塑性合成樹脂成形物は、高圧容器内において該高圧容器内に貯留された潤滑油と接触することなく該圧力容器内に設けられた支持体の上に配置されている態様でもよい。特に、高圧容器内に設けられた支持体の上に配置されていると共に該成形物の表面に潤滑油が塗布されている態様においては、熱可塑性合成樹脂成形物への潤滑油の含浸量を高めることができる。
【0011】
本発明の含油熱可塑性合成樹脂成形物の製造方法において、高圧容器内の温度は、二酸化炭素を臨界温度以上の温度を有しかつ臨界圧力以上の圧力を有する領域にある超臨界状態で使用する場合は、臨界温度以上の35〜120℃に設定されるのが好ましく、また高圧容器内の圧力は、臨界圧力以上の8.5〜25MPaに設定されるのが好ましい。また、二酸化炭素を臨界温度未満の温度を有しかつ臨界圧力以上の圧力を有する領域にある亜臨界状態で使用する場合は、高圧容器内の温度は、臨界温度未満であって、高圧容器内の圧力は、臨界圧力以上の8.5〜25MPaに設定される。そして、そして、高圧容器内での超臨界状態での保持時間は、5〜120時間に設定されるのが好ましい。
【0012】
本発明の含油熱可塑性合成樹脂成形物の製造方法において、熱可塑性合成樹脂の成形物は、ポリアセタール樹脂、ポリアミド樹脂、ポリエーテルエーテルケトン樹脂、ポリエチレンテレフタレート樹脂、ポリエチレン樹脂、ポリフェニレンサルファイド樹脂のいずれかからなる。
【発明の効果】
【0013】
本発明によれば、潤滑油の分解温度以上の融点を有する合成樹脂に対しても機械的性質を低下させることなく、摩擦係数、耐摩耗性などの摺動特性を改善することができる含油熱可塑性合成樹脂成形物の製造方法を提供することができる。
【発明を実施するための最良の形態】
【0014】
以下、本発明の含油熱可塑性合成樹脂成形物の製造方法について詳細に説明する。
【0015】
本発明の含油熱可塑性合成樹脂成形物の製造方法は、(a)熱可塑性合成樹脂からなる成形物を、高圧容器内において潤滑油と接触させるか、又は接触させることなく該高圧容器内に配置する工程と、(b)該高圧容器内に、常温において予め加圧された二酸化炭素を注入し、密閉する工程と、(c)該高圧容器内で二酸化炭素を加熱して該二酸化炭素に気化膨張にともなう圧力上昇を生じせしめ、該二酸化炭素を臨界温度(31.1℃)以上の温度を有しかつ臨界圧力(7.38Mpa)以上の圧力を有する領域にある超臨界状態、あるいは温度が臨界温度未満でかつ圧力が臨界圧力以上を有する領域にある亜臨界状態にする工程と、(d)超臨界状態あるいは亜臨界状態を所定時間保持せしめ、潤滑油に溶解した超臨界状態あるいは亜臨界状態の二酸化炭素を該成形物中に含浸させる工程と、(e)潤滑油に溶解した超臨界あるいは亜臨界状態の二酸化炭素が含浸された成形物を、所定温度で該成形物中から二酸化炭素を除去する工程とからなるものである。
【0016】
図1乃至図3は、熱可塑性合成樹脂からなる成形物を、高圧容器内において潤滑油と接触させるか、又は接触させることなく該高圧容器内に配置する態様を示すものであり、図1は、熱可塑性合成樹脂製成形物1が高圧容器2内において、該高圧容器2内に設けられた支持体3としての金属メッシュの上に配置されていると共に該高圧容器2内に貯留された潤滑油4中に浸漬されている態様を示す。また図2は、熱可塑性合成樹脂製成形物1が高圧容器2内において、該高圧容器2内に設けられた支持体3としての金属メッシュの上に配置されていると共に該成形物の表面に潤滑油4が塗布されている態様を示し、図3は、熱可塑性合成樹脂製成形物1が高圧容器2内において、該高圧容器2内に貯留された潤滑油4と接触することなく該高圧容器2内に設けられた支持体3としての金属メッシュの上に配置されている態様を示す。
【0017】
このように熱可塑性合成樹脂製成形物1が高圧容器2内に配置された状態で、該高圧容器2内に室温(23℃)で予め6MPa程度の圧力に加圧した二酸化炭素5を注入し密閉する。この二酸化炭素5の高圧容器2内への注入により、図1に示す態様では潤滑油4の層の上に二酸化炭素5が層状に形成され、二酸化炭素5と潤滑油4の層とは完全に分離されている。また図2に示す態様では、二酸化炭素5が熱可塑性合成樹脂製成形物1と該成形物1の表面に塗布された潤滑油4の層を覆っている。さらに図3に示す態様では、二酸化炭素5が潤滑油4の層の上に熱可塑性合成樹脂製成形物1を覆って層状に形成され、二酸化炭素5と潤滑油4の層とは完全に分離されている。
【0018】
二酸化炭素5が注入された高圧容器2を、二酸化炭素の臨界温度(31.1℃)以上の温度、好ましくは35〜120℃の温度に加熱する。
【0019】
高圧容器2を加熱することにより、該高圧容器2内に注入された二酸化炭素5は、気化膨張にともなう圧力上昇を生じ、該二酸化炭素5の臨界圧力(7.38MPa)以上の圧力において、該二酸化炭素5は、上記臨界温度以上の温度を有しかつ臨界圧力以上の圧力を有する領域にある超臨界二酸化炭素となる。
【0020】
高圧容器5内の圧力としては、臨界圧力以上の圧力、好ましくは8.5〜25MPaの圧力となるよう適宜排気しながら調整する。
【0021】
高圧容器2内において、超臨界二酸化炭素は臨界状態で所定時間保持される。保持時間としては、5〜25時間(hr)の範囲が好ましい。
【0022】
高圧容器2内において、臨界状態で保持された超臨界二酸化炭素は、潤滑油4に溶解すると共に熱可塑性合成樹脂製成形物1中に含浸される。この成形物1中に含浸された潤滑油4は、超臨界二酸化炭素を含んでいるので、該成形物1を、所定の温度、例えば120℃の温度に加熱された容器内に静置することにより、該成形物1中から超臨界二酸化炭素が気化して除去され、成形物1中に潤滑油4のみが含浸された含油熱可塑性合成樹脂製成形物1とされる。
【0023】
図4は、高圧容器2内で、熱可塑性合成樹脂成形物としてポリアセタール樹脂成形物1を用いて、前記図1乃至3に示す態様、すなわち該成形物を潤滑油中に完全に浸漬させる態様(a)(図1)、該成形物の表面に潤滑油を塗布する態様(b)(図2)、該成形物を潤滑油と接触させない態様(c)(図3)について、超臨界二酸化炭素の条件を、圧力25MPa、温度120℃、保持時間25hrに設定し、該成形物の質量変化率(%)、換言すれば該成形物中への潤滑油及び該潤滑油に溶解した超臨界状態の二酸化炭素の含浸率(%)について試験した結果を示すグラフである。潤滑油としては、シリコーン油(3000mm2/s@25℃)を使用した。なお、態様(d)は、比較のために該成形物を潤滑油(シリコーン油)中に、温度120℃、保持時間25hrの条件で浸漬したものである。
【0024】
試験結果から、態様(a)乃至態様(c)のポリアセタール樹脂成形物1には、3.6〜5.2%の質量変化が認められることから、潤滑油及び該潤滑油に溶解した超臨界状態の二酸化炭素が分散含有されていることが分かる。特に態様(b)のポリアセタール樹脂成形物1について、EDX分析(Energy Dispersive X-ray Fluorescence Spectrometer)を実施し、シリコーン油中に含まれる珪素(Si)についてマッピングした結果を図5に示す。該成形物のほぼ全面的に均一にSiが分散されていることが確認できることから、シリコーン油が含浸されているものと判断される。
【0025】
なお、以上においては超臨界状態の二酸化炭素についての説明であったが、熱可塑性合成樹脂成形物1が高圧容器2内に配置された状態で、該高圧容器2内に室温で予め6MPaの圧力に加圧した二酸化炭素5を注入し、密閉したのち、二酸化炭素を二酸化炭素の臨界温度未満の温度で、かつ該二酸化炭素5の臨界圧力以上の圧力に保持することにより臨界温度未満の温度を有しかつ臨界圧力以上の圧力を有する領域にある亜臨界二酸化炭素としてもよい。
【0026】
この亜臨界二酸化炭素においても、上記した超臨界二酸化炭素と同様、熱可塑性合成樹脂製成形物中に潤滑油を含浸させることができる。
【0027】
熱可塑性合成樹脂は、上記したポリアセタール樹脂の他にポリアミド樹脂、ポリエーテルエーテルケトン樹脂、ポリエチレンテレフタレート樹脂、ポリエチレン樹脂、ポリフェニレンサルファイド樹脂が使用されて好適であり、これらの熱可塑性合成樹脂を射出成形あるいは押出成形によって熱可塑性合成樹脂成形物が作製される。
【0028】
本発明で用いられる潤滑油としては、スピンドル油、エンジン油、タービン油、ダイナモ油、冷凍機油、シリンダー油、ギヤ油等などの鉱油、鯨油、ヒマシ油、ホホバ油等の動・植物油、ポリグリコール、ポリフェニルエーテル、シルコーン油等の合成油が挙げられる。
【0029】
このようにして得られた含油熱可塑性合成樹脂成形物は、滑り板、軸受ブッシュなどの摺動部材として使用される。
【実施例】
【0030】
以下、本発明を実施例により詳細に説明するが、本発明は、その要旨を超えない限り、以下の実施例に限定されるものではない。
【0031】
実施例
熱可塑性合成樹脂としてポリアセタール樹脂を使用し、これを射出成形により一辺が20mm、厚さ5mmの方形状成形物(試験片)を準備した。
【0032】
この方形状成形物を高圧容器内に、該高圧容器内に設けられた保持体としての金属メッシュ(金網)の上に配置すると共に該成形物の表面に潤滑油を塗布した(図2参照)。潤滑油として、25℃の温度で68mPa・sの動粘度を示す冷凍機油を使用した。
【0033】
高圧容器内に室温(23℃)で予め6MPaの圧力に加圧された二酸化炭素を注入し、密閉した。ついで、高圧容器をヒーターによって、二酸化炭素の臨界温度以上の150℃の温度に加熱した。該高圧容器を加熱することにより、該高圧容器内に注入された二酸化炭素に気化膨張に伴う圧力上昇を生じせしめ、該二酸化炭素を臨界温度以上の温度を有しかつ臨界圧力以上の25Mpaの圧力を有する領域にある超臨界二酸化炭素とした。
【0034】
この超臨界二酸化炭素を超臨界状態で25hr保持し、該超臨界二酸化炭素を成形物の表面に塗布された潤滑油に溶解させると共に潤滑油に溶解した超臨界二酸化炭素を成形物中に含浸させた。
【0035】
ついで、高圧容器内の温度を室温まで冷却したのち高圧容器内の圧力を減圧し、該高圧容器から成形物を取出した。この成形物を120℃の温度に保持した容器内で静置して、該成形物中に含浸された二酸化炭素を気化除去した。二酸化炭素を除去した後の成形物中の潤滑油の含浸量は、0.3重量%であった。
【0036】
比較例1
実施例と同様のポリアセタール樹脂を使用し、これを射出成形により一辺が20mm、厚さ5mmの方形状成形物(試験片)を準備した。この成形物を120℃の温度に加熱した冷凍機油を貯留した容器中に25hr浸漬したのち取出し、この成形物を比較例1とした。
【0037】
比較例2
実施例と同様のポリアセタール樹脂を使用し、これを射出成形により一辺が20mm、厚さ5mmの方形状成形物(試験片)を準備し、この成形物を比較例2とした。
【0038】
上記した実施例、比較例1及び比較例2の成形物について、表1に示す試験条件で摩擦係数を試験した。
【0039】
(表1)
荷重(面圧) 0.98MPa
すべり速度 0.17m/sec
試験時間 120hr
相手材材質 SUS316
潤滑 無潤滑
運動形態 スラスト試験
【0040】
上記した条件での摩擦係数を測定した試験結果を図6に示す。試験結果から、実施例の含油成形物は、試験時間を通して安定した摩擦係数を示したのに対し、比較例1及び比較例2の成形物は、試験時間の経過とともに摩擦係数が増加する傾向を示していることがわかる。
【0041】
以上のように、本発明の含油熱可塑性合成樹脂成形物の製造方法は、潤滑油の分解温度以上の融点を有する合成樹脂に対しても機械的性質を低下させることなく含油処理を行うことができ、得られた含油熱可塑性合成樹脂成形物は摺動特性を改善することができる。
【図面の簡単な説明】
【0042】
【図1】本発明の含油熱可塑性合成樹脂成形物の製造方法における高圧容器内の態様を示す説明図である。
【図2】本発明の含油熱可塑性合成樹脂成形物の製造方法における高圧容器内の他の態様を示す説明図である。
【図3】本発明の含油熱可塑性合成樹脂成形物の製造方法における高圧容器内の他の態様を示す説明図である。
【図4】図1乃至図3に示す態様について、試験した試験結果を示すグラフである。
【図5】態様(b)のポリアセタール樹脂成形物についてのEDX分析によるシリコーン油中に含まれる珪素(Si)についてマッピングした結果を示す分析写真である。
【図6】スラスト試験結果を示すグラフである。
【符号の説明】
【0043】
1 熱可塑性合成樹脂製成形物
2 高圧容器
3 保持体
4 潤滑油
5 二酸化炭素ガス
【特許請求の範囲】
【請求項1】
(a)熱可塑性合成樹脂からなる成形物を、高圧容器内において潤滑油と接触させるか、又は接触させることなく該高圧容器内に配置する工程と、
(b)該高圧容器内に、常温において予め加圧された二酸化炭素ガスを注入し、密閉する工程と、
(c)該高圧容器内で二酸化炭素を加熱して該二酸化炭素に気化膨張にともなう圧力上昇を生じせしめ、該二酸化炭素を臨界温度(31.1℃)以上の温度を有しかつ臨界圧力(7.38Mpa)以上の圧力を有する領域にある超臨界状態、あるいは温度が臨界温度未満でかつ圧力が臨界圧力以上を有する領域にある亜臨界状態にする工程と、
(d)超臨界状態あるいは亜臨界状態を所定時間保持せしめ、潤滑油に溶解した超臨界状態あるいは亜臨界状態の二酸化炭素を該成形物中に含浸させる工程と、
(e)潤滑油に溶解した超臨界あるいは亜臨界状態の二酸化炭素が含浸された成形物を、所定温度で該成形物中から二酸化炭素ガスを除去する工程と、
からなる含油熱可塑性合成樹脂成形物の製造方法。
【請求項2】
前記成形物は、前記高圧容器内に貯留された潤滑油に浸漬されている請求項1に記載の含油熱可塑性合成樹脂成形物の製造方法。
【請求項3】
前記成形物は、前記高圧容器内に設けられた保持体の上に配置されていると共に該成形物の表面に潤滑油が塗布されている請求項1に記載の含油熱可塑性合成樹脂成形物の製造方法。
【請求項4】
前記成形物は、前記高圧容器内に貯留された潤滑油と接触することなく圧力容器内に設けられた保持体の上に配置されている請求項1に記載の含油熱可塑性合成樹脂成形物の製造方法。
【請求項5】
前記熱可塑性合成樹脂からなる成形物は、ポリアセタール樹脂、ポリアミド樹脂、ポリエーテルエーテルケトン樹脂、ポリエチレンテレフタレート樹脂、ポリエチレン樹脂、ポリフェニレンサルファイド樹脂のいずれかからなる請求項1から4のいずれか一項に記載の含油熱可塑性合成樹脂成形物の製造方法。
【請求項1】
(a)熱可塑性合成樹脂からなる成形物を、高圧容器内において潤滑油と接触させるか、又は接触させることなく該高圧容器内に配置する工程と、
(b)該高圧容器内に、常温において予め加圧された二酸化炭素ガスを注入し、密閉する工程と、
(c)該高圧容器内で二酸化炭素を加熱して該二酸化炭素に気化膨張にともなう圧力上昇を生じせしめ、該二酸化炭素を臨界温度(31.1℃)以上の温度を有しかつ臨界圧力(7.38Mpa)以上の圧力を有する領域にある超臨界状態、あるいは温度が臨界温度未満でかつ圧力が臨界圧力以上を有する領域にある亜臨界状態にする工程と、
(d)超臨界状態あるいは亜臨界状態を所定時間保持せしめ、潤滑油に溶解した超臨界状態あるいは亜臨界状態の二酸化炭素を該成形物中に含浸させる工程と、
(e)潤滑油に溶解した超臨界あるいは亜臨界状態の二酸化炭素が含浸された成形物を、所定温度で該成形物中から二酸化炭素ガスを除去する工程と、
からなる含油熱可塑性合成樹脂成形物の製造方法。
【請求項2】
前記成形物は、前記高圧容器内に貯留された潤滑油に浸漬されている請求項1に記載の含油熱可塑性合成樹脂成形物の製造方法。
【請求項3】
前記成形物は、前記高圧容器内に設けられた保持体の上に配置されていると共に該成形物の表面に潤滑油が塗布されている請求項1に記載の含油熱可塑性合成樹脂成形物の製造方法。
【請求項4】
前記成形物は、前記高圧容器内に貯留された潤滑油と接触することなく圧力容器内に設けられた保持体の上に配置されている請求項1に記載の含油熱可塑性合成樹脂成形物の製造方法。
【請求項5】
前記熱可塑性合成樹脂からなる成形物は、ポリアセタール樹脂、ポリアミド樹脂、ポリエーテルエーテルケトン樹脂、ポリエチレンテレフタレート樹脂、ポリエチレン樹脂、ポリフェニレンサルファイド樹脂のいずれかからなる請求項1から4のいずれか一項に記載の含油熱可塑性合成樹脂成形物の製造方法。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−91527(P2009−91527A)
【公開日】平成21年4月30日(2009.4.30)
【国際特許分類】
【出願番号】特願2007−266198(P2007−266198)
【出願日】平成19年10月12日(2007.10.12)
【出願人】(000103644)オイレス工業株式会社 (384)
【Fターム(参考)】
【公開日】平成21年4月30日(2009.4.30)
【国際特許分類】
【出願日】平成19年10月12日(2007.10.12)
【出願人】(000103644)オイレス工業株式会社 (384)
【Fターム(参考)】
[ Back to top ]