
含銀抗菌ステンレス鋼溶接活性剤
【課題】 含銀抗菌のステンレス鋼溶接活性剤を提供することにより、ステンレス鋼材の溶接道が抗菌の目的に達することができる。
【解決手段】 重量パーセントで、0.1%から0.5%までの金属銀、30%から54%までの二酸化ケイ素、20%から40%までの二酸化チタン、10%から20%までの酸化クロム、5%から20%までの酸化モリブデン、5%から10%までの二硫化モリブデンおよび5%から10%までのハロゲン化物が含まれるように構成されている。
【解決手段】 重量パーセントで、0.1%から0.5%までの金属銀、30%から54%までの二酸化ケイ素、20%から40%までの二酸化チタン、10%から20%までの酸化クロム、5%から20%までの酸化モリブデン、5%から10%までの二硫化モリブデンおよび5%から10%までのハロゲン化物が含まれるように構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ステンレス鋼の溶接活性剤に関するもので、特に含銀抗菌ステンレス鋼の溶接活性剤に係るものである。
【背景技術】
【0002】
従来の各種の鋼材に対して溶接を行おうとする時、アーク溶接の方式を選択して使用するのが通常であり、上記アーク溶接の方式にはタングステン不活性ガス溶接(Tungsten Inert Gas Welding、TIG)、ミグ溶接(Metal Inert Gas Welding、MIG)、サブマージアーク溶接(Submerged Arc Welding、SAW)およびフラックス入りアーク溶接(Flux Cored Arc Welding, FCAW)などが含まれる。ミグ溶接を例に挙げると、タングステン棒を電極とし、そして工作部材との間から生じるアークを溶接用の熱源とするものである。溶接の過程において、不活性の保護ガスは溶接ヘッドから工作部材における溶接しようとする部位まで供給されることにより、電極、溶接池、アークと隣接した熱を受ける区域に酸化の現象が生じるのを防止することができるため、溶接しようとする部位はスムースに凝固されるとともに、冷却して溶接道として形成される。しかし、仮に上記タングステン不活性ガス溶接を工作部材を形成する完全溶接浸透の溶接道に応用する時、溶接の浸透深度が不足になったり、溶接深度が不一致になったり、或いは溶接池が広く浅くなったりするという問題点が生じがちであり、その主な原因を探究すると、多くは工作部材の溶接池の合金元素が微量に変化することによるものである。一般の従来のタングステン不活性ガス溶接の製造工程における溶接浸透深度をいかに高めることにより、溶接道が完全に溶接浸透するのを確保し、そして溶接の生産効率を高めることは溶接の業者における大きな研究課題である。
【0003】
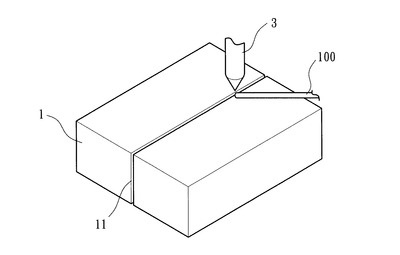
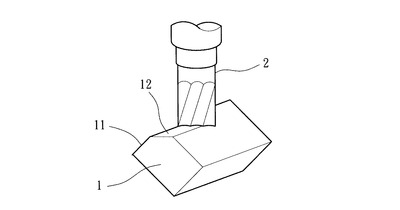
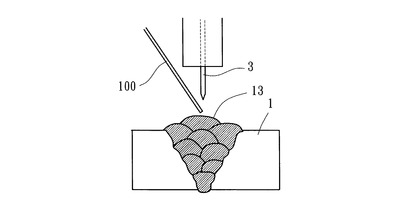
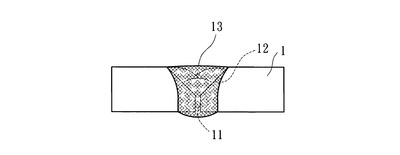
また、従来の鋼材の溶接として、例えば図3A、3Bと3Cに示すように、従来のタングステン不活性ガス溶接の改良の製造工程における予備加工処理と溶接後の断面の形態が掲示される。溶接池が広く浅くしか形成できないという問題を改善するべく、従来のタングステン不活性ガス溶接の製造工程においては、通常として先ず一個の工作部材1の側縁部11においてフライス削りカッター2を利用して傾斜面12を研削して加工し、そして同じ方式を用いてもう一個の工作部材1の側縁部11を加工する。それから二個の工作部材1の側縁部11と傾斜面12を突き合わせるように接合(Butt joint)することにより、共同でスリットの構造を形成し、さらにタングステン棒の電極の溶接ヘッド3と溶接材100を利用してタングステン不活性ガス溶接の製造工程を行うことにより、溶接道13を溶接して形成することができるようにとしたものがある。
【0004】
また、従来のステンレス鋼溶接活性剤として、例えば中華民国公告第I231239号の「ステンレス鋼アーク溶接用溶接剤」(特許文献1を参照)およびアメリカ公開第2005/0199317号の「ステンレス鋼アーク溶接用溶接剤とその溶接方法(Welding Flux for Use in Arc-Welding of Stainless Steels, Method of Welding Stainless Steel Members Using the Welding Flux)」(特許文献2を参照)の発明特許において、それらは二酸化マンガン(MnO2)を基質とし、そして選択的に酸化亜鉛(ZnO)、二酸化ケイ素(SiO2)、酸化クロム(CrO2)、二酸化チタン(TiO2)、二酸化モリブデン(MoO2)と酸化鉄(Fe2O3)の少なくとも一種を含ませることにより、活性添加物として形成することができる。上記基質(二酸化マンガン)の重量比は70%以上で、上記活化添加物の重量比は30%以下である。
【0005】
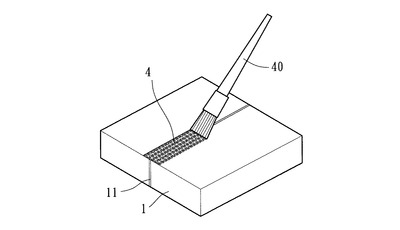
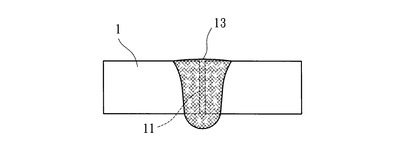
また、従来の鋼材の溶接として、例えば図4Aと4Bに示すように、工作部材1に対してアーク溶接を行う時、液体の媒質を利用して上記組成を含んだステンレス鋼溶接活性剤4を糊状に研磨した後、さらに進んでブラシ40を利用してステンレス鋼溶接活性剤4を上記二個の工作部材1が対応する境界の二個の側縁部11の上方に塗布することにより、工作部材1に対してアーク溶接の製造工程を行って溶接道13を形成することができる。ステンレス鋼溶接活性剤4を利用することにより、工作部材1の溶接道13の近くにはスパッタが殆ど生じておらず、さらに溶接道13の表面は工作部材1そのものの熔融していない表面とは殆ど平らになるように保持している。また、溶接道13の断面のサンプルを観察すると、工作部材1において幅が比較的狭くかつ完全に熔透浸透した溶接の現象を確実に生じることができるようにとしたものがある。
【0006】
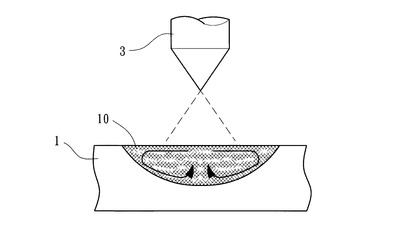
また、図5Aと図5Bに示すように、その溶接品質を改善する主な原因を探究すると、それはステンレス鋼溶接活性剤4には上記基質(二酸化マンガン)と活化添加物が添加されるからであり、このようにステンレス鋼溶接活性剤4により溶接池10の内の液態熔融金属の表面張力の傾度変化を有効に改善することができ、さらに溶接池10の内の液態熔融金属の流動方向を影響することができる。さらに詳しく言えば、液態熔融金属の表面張力の傾度変化は溶接池10の表面張力の温度係数によって決められるもので、そして上記表面張力の温度係数は活性元素が存在しているか否かによって決められるものである。
【0007】
図5Aに示すように、溶接池10の内に活性元素(または活性が比較的低い元素しか存在していない)が存在していない時、溶接池10の表面張力は溶接ヘッド3が提供するアークの温度の上昇に従って減少することにより、液態熔融金属の液面には溶接池10の中央からその外縁に向かって流動するように「外表面張力流」が形成され、さらに溶接道13は広く浅い断面の状態に形成される。図5Bに示すように、溶接池10の内に活性元素が存在している時、溶接池10の表面張力はアークの温度の上昇に従って増やすことにより、液態熔融金属の液面には溶接池10外縁からその中央に向かって流動するように「内表面張力流」が形成され、さらに溶接道13は狭く深い断面の形態に形成されるようにとしたものがある。
【0008】
さらに、従来のステンレス鋼溶接活性剤として、例えば中華民国公告第I297629号の「ステンレス鋼の溶接用の活性溶接剤」(特許文献3を参照)の発明特許において、二酸化チタン、酸化クロム、二酸化ケイ素、二硫化モリブデンと酸化モリブデンが含まれ、活化添加物として形成されることにより、ステンレス鋼の工作部材の溶接浸透深度を高めることができ、その中に重量パーセントとして上記二酸化チタンが25%から40%を占め、上記酸化クロムが25%から30%を占め、上記二酸化ケイ素が10%から30%を占め、上記二硫化モリブデンが10%から30%を占め、上記酸化モリブデンが5%から15%を占めるようにとしたものがある。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】中華民国公告第I231239号公報
【特許文献2】アメリカ公開第2005/0199317号公報
【特許文献3】中華民国公告第I297629号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
上記のような図3A、3Bと3Cに掲示される従来の鋼材の溶接においては、一般的に次のような問題点を有している。予め傾斜面12を加工して形成することによって溶接道13の溶接浸透深度が増えるのを確実に制御することができ、しかし、これでは却って製造工程の複雑性が増えるだけではなく、加工のコストと作業時間が増えてしまうという問題点があった。また、溶接道13によれば、溶接の構造が悪いという問題点は依然として存在し、さらに接合強度が低落し、溶接の表面は平らではないなどの問題点があった。
【0011】
また、上記のような図5Aと5Bに掲示される従来のステンレス鋼溶接活性剤においては、一般的に次のような問題点を有している。上記従来のステンレス鋼溶接活性剤4はすでに活化添加物を提供し、しかし、ステンレス鋼溶接活性剤4の大部分の成分は活性化にあまり役立つことができない基質(二酸化マンガン)ばかりである。また、ステンレス鋼溶接活性剤4を上記側縁部11の上方に塗布することで、相対的に溶接の製造工程が複雑になり、さらに調合処理上においても大変不便になるという問題点があった。また、ステンレス鋼溶接活性剤4の粉末顆粒のサイズが比較的大きく、そして塗布性もよくないため、工作部材1の表面に塗布した時、厚さが不均一になるという現象が生じ易いため、溶接道の溶接深度が不均一になるという問題点があった。
【0012】
さらに、上記のような中華民国公告第I297629号の従来のステンレス鋼溶接活性剤においては、一般的に次のような問題点を有している。上記中華民国公告第I297629号において、二硫化モリブデンの組成の比率が比較的高いため、溶接後では溶接の残留物が生じ易く、そして生じられた溶接の残留物は除去し難いため、溶接道の表面は平らでなくなるとともに、掃除がし難いという問題点があった。また、それらの活性添加物は、例えば酸化クロムなどの成分の単価が比較的高く、またその占める割合も比較的多いため、製造コストが高くなるという問題点があった。さらに、上記ステンレス鋼溶接活性剤の粉末顆粒のサイズが比較的大きく、溶接部材の表面に塗布した時、表面が不均一になることにより、溶接の浸透性も悪くなるため、溶接道の溶接浸透深度が不足したり、溶接道の深度/幅の比が不足したりするなどの問題点があって、また溶接道の深度/幅の比が不足すると、溶接部材に変形が生じ易いという問題点があった。
【0013】
その他に、現在市場では抗菌の功能を有するステンレスの鋼材がすでに開発され、上記抗菌のステンレスの鋼材が仮に上述した従来のステンレス鋼溶接活性剤を利用して溶接を行うと、上記抗菌のステンレスの鋼材には上述した各種の溶接の浸透性がよくないという問題点が生じるだけではなく、溶接道の溶接浸透深度が不足したり、溶接道の深度/幅の比が不足したりするという問題点があった。また、上述した従来のステンレス鋼溶接活性剤には抗菌の成分が含まれていないため、上記抗菌のステンレス鋼材の溶接道には抗菌の功能が生じることができず、そのために上記抗菌のステンレスの鋼材は溶接後においても全面的な抗菌の効果を得ることができないという問題点があった。このように、上記のような従来のステンレス鋼溶接活性剤をさらに改良しなければならない。
【0014】
本発明はこのような問題点に鑑みて発明されたものであって、その主な目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、ステンレス鋼材の溶接道が抗菌の目的に達することにある。
【0015】
本発明の第二の目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、ステンレス鋼溶接活性剤のコストを低く抑えることである。
【0016】
本発明の第三の目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、溶接道の表面の水平性を高めることである。
【0017】
本発明の第四の目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、ステンレス鋼溶接活性剤の塗布性と浸透性を高めることである。
【0018】
本発明の第五の目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、ステンレス鋼の溶接浸透深度を増やすことである。
【0019】
本発明の第六の目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、溶接道の深度/幅の比を高めることである。
【0020】
本発明の第七の目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、ステンレス鋼の溶接性を高めることである。
【0021】
本発明の第八の目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、溶接道の腐食の抵抗性を高めることである。
【0022】
本発明の第九の目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、溶接道の機械強度を高めることである。
【0023】
本発明の第十の目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、溶接道の外観の整然性を高めることである。
【課題を解決するための手段】
【0024】
上記目的を達成するために、本発明による含銀抗菌のステンレス鋼溶接活性剤は、重量パーセントで、0.1%から0.5%までの金属銀、30%から54%までの二酸化ケイ素、20%から40%までの二酸化チタン、10%から20%までの酸化クロム、5%から20%までの酸化モリブデン、5%から10%までの二硫化モリブデンおよび5%から10%までのハロゲン化物が含まれる。
【0025】
また、上記ハロゲン化物はフッ化物、塩化物、臭化物およびヨウ化物の内の一つからなることもできる。また、上記フッ化物はフッ化マグネシウムおよびフッ化ニッケルの内の一つからなることもできる。また、上記ステンレス鋼溶接活性剤の粉末顆粒の粒径は0.2〜20ミクロンであることもできる。また、上記酸化モリブデンは三酸化モリブデンからなることもできる。また、他に溶接剤が含まれ、上記溶接剤は上記ステンレス鋼溶接活性剤の外に被覆されることによって溶接棒および溶接線のその内の一つを共同で結合してなることもできる。また、上記溶接剤は内へ向かって少なくとも一個の内延伸端が形成されることもできる。また、他に溶接剤が含まれ、上記ステンレス鋼溶接活性剤は上記溶接剤の外に被覆されることによって溶接棒および溶接線の内の一つを共同で結合してなることもできる。
【発明の効果】
【0026】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼材の溶接道が抗菌の目的に達することができるという利点がある。
【0027】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼溶接活性剤のコストを低く抑えることができるという利点がある。
【0028】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の表面の水平性を高めることができるという利点がある。
【0029】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼溶接活性剤の塗布性と浸透性を高めることができるという利点がある。
【0030】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼の溶接浸透深度を増やすことができるという利点がある。
【0031】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の深度/幅の比を高めることができるという利点がある。
【0032】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼の溶接性を高めることができるという利点がある。
【0033】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の腐食の抵抗性を高めることができるという利点がある。
【0034】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の機械強度を高めることができるという利点がある。
【0035】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の外観の整然性を高めることができるという利点がある。
【図面の簡単な説明】
【0036】
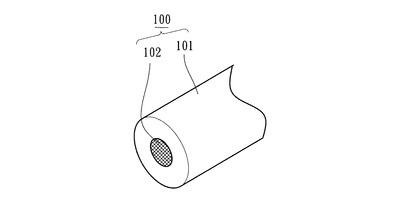
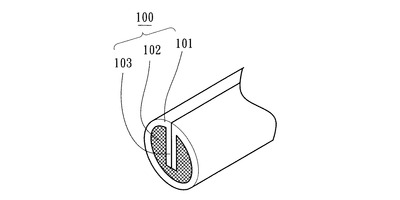
【図1A】図1Aは、本発明の実施形態1の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の局部の拡大斜視図である。
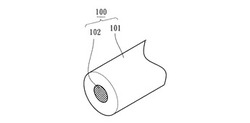
【図1B】図1Bは、本発明の実施形態2の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の局部の拡大斜視図である。
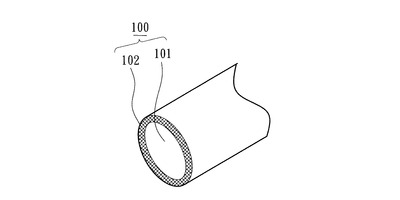
【図1C】図1Cは、本発明の実施形態3の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の局部の拡大斜視図である。
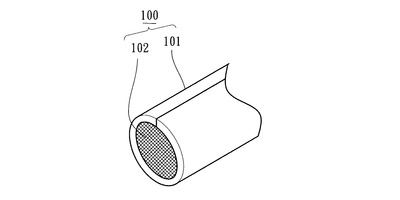
【図1D】図1Dは、本発明の実施形態4の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の局部の拡大斜視図である。
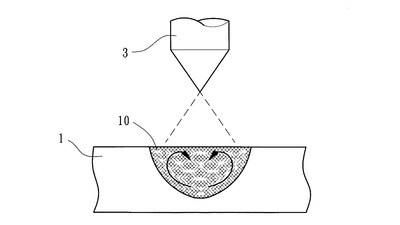
【図2】図2は、本発明の実施形態1から4の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の使用上の説明図である。
【図3A】図3Aは、従来のタングステン不活性ガス溶接の製造工程が一般の鋼材の工作部材に対して予備加工処理を行う状態の説明図である。
【図3B】図3Bは、従来のタングステン不活性ガス溶接の製造工程がステンレス鋼の工作部材に対して溶接を行う時の断面状態の説明図である。
【図3C】図3Cは、従来のタングステン不活性ガス溶接の製造工程がステンレス鋼の工作部材に対して溶接を行った後の断面状態の説明図である。
【図4A】図4Aは、もう一つの従来のタングステン不活性ガス溶接の製造工程が一般の鋼材の工作部材に対して予備加工処理を行う状態の説明図である。
【図4B】図4Bは、もう一つの従来のタングステン不活性ガス溶接の製造工程がステンレス鋼の工作部材に対して溶接を行った後の断面状態の説明図である。
【図5A】図5Aは、一般の鋼材の工作部材の溶接時における活性元素を添加していない場合の溶接池の液体金属の流動状態の説明図である。
【図5B】図5Bは、一般の鋼材の工作部材の溶接時における活性元素を添加している場合の溶接池の液体金屬の流動状態の説明図である。
【発明を実施するための最良の形態】
【0037】
本発明の実施の形態について、以下、図面を参照して説明する。
【0038】
下記の表1を参照すると、本発明の含銀抗菌のステンレス鋼溶接活性剤には特定の配分の金属銀(Ag)、二酸化ケイ素(SiO2)、二酸化チタン(TiO2)、酸化クロム(Cr2O3)、酸化モリブデン(MoO3)、二硫化モリブデン(MoS2)とハロゲン化物(halide)が含まれることにより、ステンレス鋼の工作部材が溶接剤の添加または溶接材を利用した方式によってアーク溶接を行う場合の溶接浸透深度、溶接性、溶接道の表面の水平性、機械強度と衝撃の粘性などを高めることができ、さらに溶接道の抗菌効果を高めることができる。
【0039】
本発明の含銀抗菌のステンレス鋼溶接活性剤の中、上記金属銀の成分は抗菌効果を提供するのに用いられ、そして好ましくは選択的にミクロンサイズのミクロン銀金属の粒子からなる。ミクロン銀金属の粒子がウィルス、菌類、細菌またはバクテリオファージなどの菌体に近づくと、上記菌体が酸素に対して代謝する蛋白酵素は上記ミクロン銀金属の粒子によって分解され、それらの菌体の蛋白酵素が功能を失った後、それらの菌体は酸素に対して正常な代謝の作用を生じることができないため、菌体は自然的に死亡してしまう。そのため、本発明のステンレス鋼溶接活性剤は抗菌効果を有することができ、そして溶接を行った後であってもステンレス鋼材の溶接道も抗菌効果を保有することができる。上記金属銀の比率を高めることによってステンレス鋼溶接活性剤の抗菌性を高めることができるが、金属銀の比率が高くなり過ぎてはならない。高くなり過ぎると全体的な製造コストが高くなってしまうからである。
【0040】
上記二酸化ケイ素の成分はステンレス鋼の溶接時の溶接特性を実質的に増やすのに用いられると同時に、溶接浸透深度を増やすのに補助することができる。そしてその価格も比較的安いため、二酸化ケイ素の比率を高めることによってステンレス鋼溶接活性剤の全体的な製造コストを低く抑えることができる。しかしながら、二酸化ケイ素の比率もまた高くなり過ぎてはならず、高くなり過ぎると溶接の残留物を沢山生じてしまう。
【0041】
上記二酸化チタンの成分はステンレス鋼の溶接道の腐食抵抗性を実質的に増やすのに用いられると同時に、溶接浸透深度を増やすのに補助することができる。また、上記酸化クロムの成分はステンレス鋼の溶接の機械強度と衝撃の粘性を実質的に増やすのに用いられると同時に、溶接浸透深度を増やすのに補助することができる。また、上記酸化モリブデンの成分は好ましくは選択的に三酸化モリブデン(MoO3)からなり、そして酸化モリブデンはステンレス鋼の溶接時の溶接浸透深度を実質的に増やすのに用いられることにより、溶接道の深度/幅の比を高めることができるため、溶接時の熱影響ゾーンを減らすことができる。さらに、上記二硫化モリブデンの成分は溶接道の外観に溶接の残留物を減らすのに用いられることにより、溶接道の表面の水平性を高めることができるため、溶接が行われた後、比較的よい溶接道の外観を得ることができる。
【0042】
その中に、上記ハロゲン化物の成分は溶接道の深度/幅の比を高めるのに用いられ、そしてハロゲン化物の価格が比較的安い。そのため、ステンレス鋼溶接活性剤の製造コストを大幅に低く抑えることができ、さらに溶接道の外観に溶接の残留物が生じるのを減らすことができるため、溶接道の表面は比較的平らになり、そして溶接の残留物が生じても比較的簡単に除去することができる。例を挙げてみると、上記ハロゲン化物は選択的にフッ化物(fluoride)、塩化物(chloride)、臭化物(bromide)またはヨウ化物(iodide)などからなり、好ましくは選択的にフッ化物からなる。上記フッ化物は選択的にフッ化マグネシウム(MgF2)またはフッ化ニッケル(NiF2)からなり、そして本実施例のハロゲン化物は選択的にフッ化マグネシウムからなる。
【0043】
比較的よい実施の比率において、本発明の含銀抗菌のステンレス鋼溶接活性剤には、好ましくは、重量パーセントは合計で0.1%から0.5%までの金属銀、30%から54%までの二酸化ケイ素、20%から40%までの二酸化チタン、10%から20%までの酸化クロム、5%から20%までの酸化モリブデン、5%から10%までの二硫化モリブデンと5%から10%までのハロゲン化物が含まれる。その他に、上述した各組成の顆粒のサイズは好ましくはナノスケールであり、例を挙げていえば、本発明における上述した各組成の顆粒のサイズは0.2から20ミクロンであり、そして製造工程の調整を通じてナノスケールの金属顆粒を製造して混合を行うことができる。そのように、上記ステンレス鋼溶接活性剤が溶接部材の表面に塗布される時の塗布性と浸透性を大幅に高めることができ、そして塗布性の高まりによってステンレス鋼溶接活性剤を溶接しようとする溶接部材の表面に均一に塗布することができるため、溶接道の各点の溶接深度は均一になり、そして溶接道の深度/幅の比を高め、さらに溶接部材が変形してしまうのを抑えることができ、同時に溶接道は抗菌効果を保有することができる。
【0044】
本発明の比較的よい実施例の含銀抗菌のステンレス鋼溶接活性剤について言えば、それは各種のステンレス鋼の工作部材に対して行う各種のアーク溶接の製造工程に適用するもので、そしてステンレス鋼の工作部材の全体的な溶接品質を改善することができる。上述したステンレス鋼の種類は選択的にJIS、AISI、DIN、BSまたはMILなどの国際通用標準に規範されるステンレス鋼からなることができ、例えばJIS規格のSUS304オーステナイト型のステンレス鋼またはSUS316オーステナイト型のステンレス鋼などからなることができる。上述したアーク溶接の製造工程は選択的にタングステン不活性ガス溶接(TIG)、ミグ溶接(MIG)、サブマージアーク溶接(SAW)およびフラックス入りアーク溶接(FCAW)などからなる。本発明では下記において、SUS316ステンレス鋼のタングステン不活性ガス溶接の製造工程を利用して本発明のステンレス鋼溶接活性剤の成分の比較的よい実施施の比率を詳しく説明したが、本発明のステンレス鋼溶接活性剤の成分は上述した実施例の比率に限定されることなく、ステンレス鋼と溶接部材の組成の成分に基づいて使用の比率を適当に制御することができる。
【0045】
【表1】

【0046】
【表2】
【0047】
【表3】
【0048】
表1(A)から表1(C)を参照すると、それらはそれぞれ本発明の第AグループからIグループまでの異なる調合比率とステンレス鋼の溶接の性質に関する比較である。表1(A)より表1(C)から分かるように、本発明のステンレス鋼溶接活性剤は溶接浸透深度、機械強度、腐食抵抗性、溶接道外観、溶接性と抗菌効果などにおいても全て最良な効果を有するとともに、ステンレス鋼の全体の溶接の製造コストを大幅に低く抑えることができる。
【0049】
日本工業規格JIS Z 2801-2000の規定に基づくと、新しく開発される抗菌製品は下記の定義に基づいての殺菌率は99%より低くならない。
【表4】
抗菌効果は抗菌製品上において24時間経った後の生菌数が比較製品上の生菌数の1%より小さくなるべきであると定義されているため、殺菌率99%以上が抗菌効果を計量する基準値とされる。本発明の抗菌効果を検証するべく、テスト用の細菌は大腸菌 Escherichia coli (BCRC11634,ATCC8739)と黄色ブドウ球菌 Staphylococcus aureus (BCRC12154,ATCC6538またはBCRC10451,ATCC6538P)を選択する。テストの結果で分かるように、含銀抗菌のステンレス鋼溶接活性剤がSUS316ステンレス鋼のタングステン不活性ガス溶接に使用された後、その溶接道の表面が大腸菌、黄色ブドウ球菌に対する殺菌率は全て99%以上に達することができたため、優良な抗菌性能と抗菌の持久性を有することを示すことができる。
【0050】
含銀抗菌のステンレス鋼溶接活性剤において抗菌作用を有する銀イオンはステンレス鋼の溶接道の表面から析出することができるようにならなければならず、そして溶接道の表面上の細菌と適当な条件で反応を起こすことにより、細菌の新陳代謝を阻止し、さらに細菌の繁殖を抑止する。その他に、銀イオンの析出の部位おいてその表面の不活性のフィルムが破壊されるため、腐食の抵抗性が低下してしまうかもしれない。そのため、抗菌性と腐食の抵抗性を兼備するべく、抗菌作用を有する銀イオンはステンレス鋼の溶接道の表面において均一した分散の分布状態にならなければならない。
【0051】
図1Aは本発明の実施形態1の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の局部の拡大斜視図で、図1Bは本発明の実施形態2の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の局部の拡大斜視図で、図1Cは本発明の実施形態3の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の局部の拡大斜視図で、図1Dは本発明の実施形態4の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の局部の拡大斜視図で、図2は本発明の実施形態1から4の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の使用上の説明図である。本発明の実施形態1から実施形態4は全て溶接剤101とステンレス鋼溶接活性剤102(または溶接剤と称す)が共同で溶接材100(或いは溶接棒または溶接線と称す)を結合してなる。
【0052】
図1Aを参照すると、本発明の実施形態1のステンレス鋼溶接活性剤102と溶接剤101の斜視図が掲示され、溶接材100は選択的にステンレス鋼溶接活性剤102を中空円柱状の溶接剤101の内に充填する。図1Bを参照すると、本発明の実施形態2のステンレス鋼溶接活性剤102と溶接剤101の斜視図が掲示され、溶接材100は選択的にステンレス鋼溶接活性剤102によって円柱状の溶接剤101の外に被覆される。図1Cを参照すると、本発明の実施形態3のステンレス鋼溶接活性剤102と溶接剤101の斜視図が掲示され、溶接材100は選択的に片状の溶接剤101を環状に圧延し、そしてステンレス鋼溶接活性剤102の外に被覆される。図1Dを参照すると、本発明の実施形態4のステンレス鋼溶接活性剤102と溶接剤101の斜視図が掲示され、溶接材100は選択的に片状の溶接剤101を環状に圧延し、そしてステンレス鋼溶接活性剤102の外に被覆されると同時に、溶接剤101には内へ向かって少なくとも一個の内延伸端103が形成される。
【0053】
再び図1A、1B、1C、1Dと図2を参照すると、本発明の溶接剤101とステンレス鋼溶接活性剤102の使用比率は各自の組成成分とステンレス鋼材の種類によって変化される。また、タングステン不活性ガス溶接の製造工程を行う時、溶接ヘッド3(すなわちタングステン棒の電極)をアルゴン、ヘリウムまたはアルゴンヘリウムの混合ガスなどの不活性ガスの保護の下でステンレス鋼により製造される二個の工作部材1に近付かせることにより、アークの熱エネルギーを提供して上記二個の工作部材1が対応する境界の二個の側縁部11に対してアーク溶接を行う。この時、溶接材100をアーク処理の溶接部位に近付かせることにより、溶接材100の溶接剤101を熔融すると同時に、溶接材100のステンレス鋼溶接活性剤102を利用して溶接剤101と工作部材1の液態金属の溶接性を高めるのに補助する。
【0054】
他に図4Bと5Bを参照すると、本発明のステンレス鋼溶接活性剤102に含まれる適量の金属銀、二酸化チタン、酸化クロム、二酸化ケイ素、酸化モリブデン、二硫化モリブデンとハロゲン化物等などは活化添加物として用いられるため、ステンレス鋼溶接活性剤の全体の溶接のコストを有効に低く抑えることができ、そして工作部材1の溶接池10の内の液態熔融金属の表面張力の傾度変化を有効に改善することができ、さらに溶接池10の内の液態熔融金属の流動方向を影響することができる。
【0055】
また、ステンレス鋼溶接活性剤102の補助の作用で溶接池10の表面張力はアークの温度の上昇に従って増やすことにより、液態熔融金属の液面には溶接池10外縁からその中央に向かって流動するように「内表面張力流」が形成される。これにより、溶接池10の内の液態熔融金属には緊縮の現象が生じられ、そして溶接池10の中に位置する陽極スポット(Anode spot)の電流の密度は高められる。さらに、溶接道13は狭くかつ深い断面の形態が形成される。すなわち、溶接池10の深度/幅の比を高めることにより、溶接時の熱影響ゾーンを減らすことができるため、溶接しない近接位置のステンレス鋼の基材の性質に影響を与えるのを避けることができる。
【0056】
再び表1を参照すると、本発明のステンレス鋼溶接活性剤102を使用し、ステンレス鋼溶接活性剤102には各種の作用の異なる活化添加物が含まれることにより、工作部材1の溶接道13には最良な溶接浸透深度、機械強度、衝撃の粘性、溶接性と抗菌効果などが形成され、さらに溶接道13の近くにはスパッタが殆ど生じておらず、さらに溶接道13の表面は工作部材1そのものの熔融していない表面とは殆ど平らになるように保持している。また、溶接道13の断面のサンプルを観察すると、溶接道13は工作部材1において幅が比較的狭くかつ完全に熔透浸透した溶接の現象を確実に生じることができる。これにより、工作部材1の側縁部11に対する予備加工の需要性を省略したり減少したりするのに役立つことができる。その他に、本発明のステンレス鋼溶接活性剤102はさらに溶接剤101と直接結合して同一の上記溶接材100(図4Aから図4Dに示す実施形態1から実施形態4の構造の如く)を形成することができるため、溶接の施工便利性を増やすのに役立つことができるとともに、ステンレス鋼溶接活性剤の供給の均一性を増やすのに役立つことができる。
【産業上の利用可能性】
【0057】
上述の如く、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼材の溶接道が抗菌の目的に達することができる。
【0058】
また、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼溶接活性剤のコストを低く抑えることができる。
【0059】
また、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の表面の水平性を高めることができる。
【0060】
また、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼溶接活性剤の塗布性と浸透性を高めることができる。
【0061】
また、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼の溶接浸透深度を増やすことができる。
【0062】
また、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の深度/幅の比を高めることができる。
【0063】
また、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼の溶接性を高めることができる。
【0064】
また、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の腐食の抵抗性を高めることができる。
【0065】
また、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の機械強度を高めることができる。
【0066】
また、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の外観の整然性を高めることができる。
【0067】
本発明は、その精神とび必須の特徴事項から逸脱することなく他のやり方で実施することができる。従って、本明細書に記載した好ましい実施形態は例示的なものであり、限定的なものではない。
【符号の説明】
【0068】
1 工作部材
10 溶接池
11 側縁部
12 傾斜面
13 溶接道
2 フライス削りカッター
3 溶接ヘッド
4 ステンレス鋼溶接活性剤
40 ブラシ
100 溶接材
101 溶接剤
102 ステンレス鋼溶接活性剤
103 内延伸端
【技術分野】
【0001】
本発明は、ステンレス鋼の溶接活性剤に関するもので、特に含銀抗菌ステンレス鋼の溶接活性剤に係るものである。
【背景技術】
【0002】
従来の各種の鋼材に対して溶接を行おうとする時、アーク溶接の方式を選択して使用するのが通常であり、上記アーク溶接の方式にはタングステン不活性ガス溶接(Tungsten Inert Gas Welding、TIG)、ミグ溶接(Metal Inert Gas Welding、MIG)、サブマージアーク溶接(Submerged Arc Welding、SAW)およびフラックス入りアーク溶接(Flux Cored Arc Welding, FCAW)などが含まれる。ミグ溶接を例に挙げると、タングステン棒を電極とし、そして工作部材との間から生じるアークを溶接用の熱源とするものである。溶接の過程において、不活性の保護ガスは溶接ヘッドから工作部材における溶接しようとする部位まで供給されることにより、電極、溶接池、アークと隣接した熱を受ける区域に酸化の現象が生じるのを防止することができるため、溶接しようとする部位はスムースに凝固されるとともに、冷却して溶接道として形成される。しかし、仮に上記タングステン不活性ガス溶接を工作部材を形成する完全溶接浸透の溶接道に応用する時、溶接の浸透深度が不足になったり、溶接深度が不一致になったり、或いは溶接池が広く浅くなったりするという問題点が生じがちであり、その主な原因を探究すると、多くは工作部材の溶接池の合金元素が微量に変化することによるものである。一般の従来のタングステン不活性ガス溶接の製造工程における溶接浸透深度をいかに高めることにより、溶接道が完全に溶接浸透するのを確保し、そして溶接の生産効率を高めることは溶接の業者における大きな研究課題である。
【0003】
また、従来の鋼材の溶接として、例えば図3A、3Bと3Cに示すように、従来のタングステン不活性ガス溶接の改良の製造工程における予備加工処理と溶接後の断面の形態が掲示される。溶接池が広く浅くしか形成できないという問題を改善するべく、従来のタングステン不活性ガス溶接の製造工程においては、通常として先ず一個の工作部材1の側縁部11においてフライス削りカッター2を利用して傾斜面12を研削して加工し、そして同じ方式を用いてもう一個の工作部材1の側縁部11を加工する。それから二個の工作部材1の側縁部11と傾斜面12を突き合わせるように接合(Butt joint)することにより、共同でスリットの構造を形成し、さらにタングステン棒の電極の溶接ヘッド3と溶接材100を利用してタングステン不活性ガス溶接の製造工程を行うことにより、溶接道13を溶接して形成することができるようにとしたものがある。
【0004】
また、従来のステンレス鋼溶接活性剤として、例えば中華民国公告第I231239号の「ステンレス鋼アーク溶接用溶接剤」(特許文献1を参照)およびアメリカ公開第2005/0199317号の「ステンレス鋼アーク溶接用溶接剤とその溶接方法(Welding Flux for Use in Arc-Welding of Stainless Steels, Method of Welding Stainless Steel Members Using the Welding Flux)」(特許文献2を参照)の発明特許において、それらは二酸化マンガン(MnO2)を基質とし、そして選択的に酸化亜鉛(ZnO)、二酸化ケイ素(SiO2)、酸化クロム(CrO2)、二酸化チタン(TiO2)、二酸化モリブデン(MoO2)と酸化鉄(Fe2O3)の少なくとも一種を含ませることにより、活性添加物として形成することができる。上記基質(二酸化マンガン)の重量比は70%以上で、上記活化添加物の重量比は30%以下である。
【0005】
また、従来の鋼材の溶接として、例えば図4Aと4Bに示すように、工作部材1に対してアーク溶接を行う時、液体の媒質を利用して上記組成を含んだステンレス鋼溶接活性剤4を糊状に研磨した後、さらに進んでブラシ40を利用してステンレス鋼溶接活性剤4を上記二個の工作部材1が対応する境界の二個の側縁部11の上方に塗布することにより、工作部材1に対してアーク溶接の製造工程を行って溶接道13を形成することができる。ステンレス鋼溶接活性剤4を利用することにより、工作部材1の溶接道13の近くにはスパッタが殆ど生じておらず、さらに溶接道13の表面は工作部材1そのものの熔融していない表面とは殆ど平らになるように保持している。また、溶接道13の断面のサンプルを観察すると、工作部材1において幅が比較的狭くかつ完全に熔透浸透した溶接の現象を確実に生じることができるようにとしたものがある。
【0006】
また、図5Aと図5Bに示すように、その溶接品質を改善する主な原因を探究すると、それはステンレス鋼溶接活性剤4には上記基質(二酸化マンガン)と活化添加物が添加されるからであり、このようにステンレス鋼溶接活性剤4により溶接池10の内の液態熔融金属の表面張力の傾度変化を有効に改善することができ、さらに溶接池10の内の液態熔融金属の流動方向を影響することができる。さらに詳しく言えば、液態熔融金属の表面張力の傾度変化は溶接池10の表面張力の温度係数によって決められるもので、そして上記表面張力の温度係数は活性元素が存在しているか否かによって決められるものである。
【0007】
図5Aに示すように、溶接池10の内に活性元素(または活性が比較的低い元素しか存在していない)が存在していない時、溶接池10の表面張力は溶接ヘッド3が提供するアークの温度の上昇に従って減少することにより、液態熔融金属の液面には溶接池10の中央からその外縁に向かって流動するように「外表面張力流」が形成され、さらに溶接道13は広く浅い断面の状態に形成される。図5Bに示すように、溶接池10の内に活性元素が存在している時、溶接池10の表面張力はアークの温度の上昇に従って増やすことにより、液態熔融金属の液面には溶接池10外縁からその中央に向かって流動するように「内表面張力流」が形成され、さらに溶接道13は狭く深い断面の形態に形成されるようにとしたものがある。
【0008】
さらに、従来のステンレス鋼溶接活性剤として、例えば中華民国公告第I297629号の「ステンレス鋼の溶接用の活性溶接剤」(特許文献3を参照)の発明特許において、二酸化チタン、酸化クロム、二酸化ケイ素、二硫化モリブデンと酸化モリブデンが含まれ、活化添加物として形成されることにより、ステンレス鋼の工作部材の溶接浸透深度を高めることができ、その中に重量パーセントとして上記二酸化チタンが25%から40%を占め、上記酸化クロムが25%から30%を占め、上記二酸化ケイ素が10%から30%を占め、上記二硫化モリブデンが10%から30%を占め、上記酸化モリブデンが5%から15%を占めるようにとしたものがある。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】中華民国公告第I231239号公報
【特許文献2】アメリカ公開第2005/0199317号公報
【特許文献3】中華民国公告第I297629号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
上記のような図3A、3Bと3Cに掲示される従来の鋼材の溶接においては、一般的に次のような問題点を有している。予め傾斜面12を加工して形成することによって溶接道13の溶接浸透深度が増えるのを確実に制御することができ、しかし、これでは却って製造工程の複雑性が増えるだけではなく、加工のコストと作業時間が増えてしまうという問題点があった。また、溶接道13によれば、溶接の構造が悪いという問題点は依然として存在し、さらに接合強度が低落し、溶接の表面は平らではないなどの問題点があった。
【0011】
また、上記のような図5Aと5Bに掲示される従来のステンレス鋼溶接活性剤においては、一般的に次のような問題点を有している。上記従来のステンレス鋼溶接活性剤4はすでに活化添加物を提供し、しかし、ステンレス鋼溶接活性剤4の大部分の成分は活性化にあまり役立つことができない基質(二酸化マンガン)ばかりである。また、ステンレス鋼溶接活性剤4を上記側縁部11の上方に塗布することで、相対的に溶接の製造工程が複雑になり、さらに調合処理上においても大変不便になるという問題点があった。また、ステンレス鋼溶接活性剤4の粉末顆粒のサイズが比較的大きく、そして塗布性もよくないため、工作部材1の表面に塗布した時、厚さが不均一になるという現象が生じ易いため、溶接道の溶接深度が不均一になるという問題点があった。
【0012】
さらに、上記のような中華民国公告第I297629号の従来のステンレス鋼溶接活性剤においては、一般的に次のような問題点を有している。上記中華民国公告第I297629号において、二硫化モリブデンの組成の比率が比較的高いため、溶接後では溶接の残留物が生じ易く、そして生じられた溶接の残留物は除去し難いため、溶接道の表面は平らでなくなるとともに、掃除がし難いという問題点があった。また、それらの活性添加物は、例えば酸化クロムなどの成分の単価が比較的高く、またその占める割合も比較的多いため、製造コストが高くなるという問題点があった。さらに、上記ステンレス鋼溶接活性剤の粉末顆粒のサイズが比較的大きく、溶接部材の表面に塗布した時、表面が不均一になることにより、溶接の浸透性も悪くなるため、溶接道の溶接浸透深度が不足したり、溶接道の深度/幅の比が不足したりするなどの問題点があって、また溶接道の深度/幅の比が不足すると、溶接部材に変形が生じ易いという問題点があった。
【0013】
その他に、現在市場では抗菌の功能を有するステンレスの鋼材がすでに開発され、上記抗菌のステンレスの鋼材が仮に上述した従来のステンレス鋼溶接活性剤を利用して溶接を行うと、上記抗菌のステンレスの鋼材には上述した各種の溶接の浸透性がよくないという問題点が生じるだけではなく、溶接道の溶接浸透深度が不足したり、溶接道の深度/幅の比が不足したりするという問題点があった。また、上述した従来のステンレス鋼溶接活性剤には抗菌の成分が含まれていないため、上記抗菌のステンレス鋼材の溶接道には抗菌の功能が生じることができず、そのために上記抗菌のステンレスの鋼材は溶接後においても全面的な抗菌の効果を得ることができないという問題点があった。このように、上記のような従来のステンレス鋼溶接活性剤をさらに改良しなければならない。
【0014】
本発明はこのような問題点に鑑みて発明されたものであって、その主な目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、ステンレス鋼材の溶接道が抗菌の目的に達することにある。
【0015】
本発明の第二の目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、ステンレス鋼溶接活性剤のコストを低く抑えることである。
【0016】
本発明の第三の目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、溶接道の表面の水平性を高めることである。
【0017】
本発明の第四の目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、ステンレス鋼溶接活性剤の塗布性と浸透性を高めることである。
【0018】
本発明の第五の目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、ステンレス鋼の溶接浸透深度を増やすことである。
【0019】
本発明の第六の目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、溶接道の深度/幅の比を高めることである。
【0020】
本発明の第七の目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、ステンレス鋼の溶接性を高めることである。
【0021】
本発明の第八の目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、溶接道の腐食の抵抗性を高めることである。
【0022】
本発明の第九の目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、溶接道の機械強度を高めることである。
【0023】
本発明の第十の目的とするところは、含銀抗菌のステンレス鋼溶接活性剤を提供することにより、溶接道の外観の整然性を高めることである。
【課題を解決するための手段】
【0024】
上記目的を達成するために、本発明による含銀抗菌のステンレス鋼溶接活性剤は、重量パーセントで、0.1%から0.5%までの金属銀、30%から54%までの二酸化ケイ素、20%から40%までの二酸化チタン、10%から20%までの酸化クロム、5%から20%までの酸化モリブデン、5%から10%までの二硫化モリブデンおよび5%から10%までのハロゲン化物が含まれる。
【0025】
また、上記ハロゲン化物はフッ化物、塩化物、臭化物およびヨウ化物の内の一つからなることもできる。また、上記フッ化物はフッ化マグネシウムおよびフッ化ニッケルの内の一つからなることもできる。また、上記ステンレス鋼溶接活性剤の粉末顆粒の粒径は0.2〜20ミクロンであることもできる。また、上記酸化モリブデンは三酸化モリブデンからなることもできる。また、他に溶接剤が含まれ、上記溶接剤は上記ステンレス鋼溶接活性剤の外に被覆されることによって溶接棒および溶接線のその内の一つを共同で結合してなることもできる。また、上記溶接剤は内へ向かって少なくとも一個の内延伸端が形成されることもできる。また、他に溶接剤が含まれ、上記ステンレス鋼溶接活性剤は上記溶接剤の外に被覆されることによって溶接棒および溶接線の内の一つを共同で結合してなることもできる。
【発明の効果】
【0026】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼材の溶接道が抗菌の目的に達することができるという利点がある。
【0027】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼溶接活性剤のコストを低く抑えることができるという利点がある。
【0028】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の表面の水平性を高めることができるという利点がある。
【0029】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼溶接活性剤の塗布性と浸透性を高めることができるという利点がある。
【0030】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼の溶接浸透深度を増やすことができるという利点がある。
【0031】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の深度/幅の比を高めることができるという利点がある。
【0032】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼の溶接性を高めることができるという利点がある。
【0033】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の腐食の抵抗性を高めることができるという利点がある。
【0034】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の機械強度を高めることができるという利点がある。
【0035】
本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の外観の整然性を高めることができるという利点がある。
【図面の簡単な説明】
【0036】
【図1A】図1Aは、本発明の実施形態1の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の局部の拡大斜視図である。
【図1B】図1Bは、本発明の実施形態2の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の局部の拡大斜視図である。
【図1C】図1Cは、本発明の実施形態3の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の局部の拡大斜視図である。
【図1D】図1Dは、本発明の実施形態4の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の局部の拡大斜視図である。
【図2】図2は、本発明の実施形態1から4の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の使用上の説明図である。
【図3A】図3Aは、従来のタングステン不活性ガス溶接の製造工程が一般の鋼材の工作部材に対して予備加工処理を行う状態の説明図である。
【図3B】図3Bは、従来のタングステン不活性ガス溶接の製造工程がステンレス鋼の工作部材に対して溶接を行う時の断面状態の説明図である。
【図3C】図3Cは、従来のタングステン不活性ガス溶接の製造工程がステンレス鋼の工作部材に対して溶接を行った後の断面状態の説明図である。
【図4A】図4Aは、もう一つの従来のタングステン不活性ガス溶接の製造工程が一般の鋼材の工作部材に対して予備加工処理を行う状態の説明図である。
【図4B】図4Bは、もう一つの従来のタングステン不活性ガス溶接の製造工程がステンレス鋼の工作部材に対して溶接を行った後の断面状態の説明図である。
【図5A】図5Aは、一般の鋼材の工作部材の溶接時における活性元素を添加していない場合の溶接池の液体金属の流動状態の説明図である。
【図5B】図5Bは、一般の鋼材の工作部材の溶接時における活性元素を添加している場合の溶接池の液体金屬の流動状態の説明図である。
【発明を実施するための最良の形態】
【0037】
本発明の実施の形態について、以下、図面を参照して説明する。
【0038】
下記の表1を参照すると、本発明の含銀抗菌のステンレス鋼溶接活性剤には特定の配分の金属銀(Ag)、二酸化ケイ素(SiO2)、二酸化チタン(TiO2)、酸化クロム(Cr2O3)、酸化モリブデン(MoO3)、二硫化モリブデン(MoS2)とハロゲン化物(halide)が含まれることにより、ステンレス鋼の工作部材が溶接剤の添加または溶接材を利用した方式によってアーク溶接を行う場合の溶接浸透深度、溶接性、溶接道の表面の水平性、機械強度と衝撃の粘性などを高めることができ、さらに溶接道の抗菌効果を高めることができる。
【0039】
本発明の含銀抗菌のステンレス鋼溶接活性剤の中、上記金属銀の成分は抗菌効果を提供するのに用いられ、そして好ましくは選択的にミクロンサイズのミクロン銀金属の粒子からなる。ミクロン銀金属の粒子がウィルス、菌類、細菌またはバクテリオファージなどの菌体に近づくと、上記菌体が酸素に対して代謝する蛋白酵素は上記ミクロン銀金属の粒子によって分解され、それらの菌体の蛋白酵素が功能を失った後、それらの菌体は酸素に対して正常な代謝の作用を生じることができないため、菌体は自然的に死亡してしまう。そのため、本発明のステンレス鋼溶接活性剤は抗菌効果を有することができ、そして溶接を行った後であってもステンレス鋼材の溶接道も抗菌効果を保有することができる。上記金属銀の比率を高めることによってステンレス鋼溶接活性剤の抗菌性を高めることができるが、金属銀の比率が高くなり過ぎてはならない。高くなり過ぎると全体的な製造コストが高くなってしまうからである。
【0040】
上記二酸化ケイ素の成分はステンレス鋼の溶接時の溶接特性を実質的に増やすのに用いられると同時に、溶接浸透深度を増やすのに補助することができる。そしてその価格も比較的安いため、二酸化ケイ素の比率を高めることによってステンレス鋼溶接活性剤の全体的な製造コストを低く抑えることができる。しかしながら、二酸化ケイ素の比率もまた高くなり過ぎてはならず、高くなり過ぎると溶接の残留物を沢山生じてしまう。
【0041】
上記二酸化チタンの成分はステンレス鋼の溶接道の腐食抵抗性を実質的に増やすのに用いられると同時に、溶接浸透深度を増やすのに補助することができる。また、上記酸化クロムの成分はステンレス鋼の溶接の機械強度と衝撃の粘性を実質的に増やすのに用いられると同時に、溶接浸透深度を増やすのに補助することができる。また、上記酸化モリブデンの成分は好ましくは選択的に三酸化モリブデン(MoO3)からなり、そして酸化モリブデンはステンレス鋼の溶接時の溶接浸透深度を実質的に増やすのに用いられることにより、溶接道の深度/幅の比を高めることができるため、溶接時の熱影響ゾーンを減らすことができる。さらに、上記二硫化モリブデンの成分は溶接道の外観に溶接の残留物を減らすのに用いられることにより、溶接道の表面の水平性を高めることができるため、溶接が行われた後、比較的よい溶接道の外観を得ることができる。
【0042】
その中に、上記ハロゲン化物の成分は溶接道の深度/幅の比を高めるのに用いられ、そしてハロゲン化物の価格が比較的安い。そのため、ステンレス鋼溶接活性剤の製造コストを大幅に低く抑えることができ、さらに溶接道の外観に溶接の残留物が生じるのを減らすことができるため、溶接道の表面は比較的平らになり、そして溶接の残留物が生じても比較的簡単に除去することができる。例を挙げてみると、上記ハロゲン化物は選択的にフッ化物(fluoride)、塩化物(chloride)、臭化物(bromide)またはヨウ化物(iodide)などからなり、好ましくは選択的にフッ化物からなる。上記フッ化物は選択的にフッ化マグネシウム(MgF2)またはフッ化ニッケル(NiF2)からなり、そして本実施例のハロゲン化物は選択的にフッ化マグネシウムからなる。
【0043】
比較的よい実施の比率において、本発明の含銀抗菌のステンレス鋼溶接活性剤には、好ましくは、重量パーセントは合計で0.1%から0.5%までの金属銀、30%から54%までの二酸化ケイ素、20%から40%までの二酸化チタン、10%から20%までの酸化クロム、5%から20%までの酸化モリブデン、5%から10%までの二硫化モリブデンと5%から10%までのハロゲン化物が含まれる。その他に、上述した各組成の顆粒のサイズは好ましくはナノスケールであり、例を挙げていえば、本発明における上述した各組成の顆粒のサイズは0.2から20ミクロンであり、そして製造工程の調整を通じてナノスケールの金属顆粒を製造して混合を行うことができる。そのように、上記ステンレス鋼溶接活性剤が溶接部材の表面に塗布される時の塗布性と浸透性を大幅に高めることができ、そして塗布性の高まりによってステンレス鋼溶接活性剤を溶接しようとする溶接部材の表面に均一に塗布することができるため、溶接道の各点の溶接深度は均一になり、そして溶接道の深度/幅の比を高め、さらに溶接部材が変形してしまうのを抑えることができ、同時に溶接道は抗菌効果を保有することができる。
【0044】
本発明の比較的よい実施例の含銀抗菌のステンレス鋼溶接活性剤について言えば、それは各種のステンレス鋼の工作部材に対して行う各種のアーク溶接の製造工程に適用するもので、そしてステンレス鋼の工作部材の全体的な溶接品質を改善することができる。上述したステンレス鋼の種類は選択的にJIS、AISI、DIN、BSまたはMILなどの国際通用標準に規範されるステンレス鋼からなることができ、例えばJIS規格のSUS304オーステナイト型のステンレス鋼またはSUS316オーステナイト型のステンレス鋼などからなることができる。上述したアーク溶接の製造工程は選択的にタングステン不活性ガス溶接(TIG)、ミグ溶接(MIG)、サブマージアーク溶接(SAW)およびフラックス入りアーク溶接(FCAW)などからなる。本発明では下記において、SUS316ステンレス鋼のタングステン不活性ガス溶接の製造工程を利用して本発明のステンレス鋼溶接活性剤の成分の比較的よい実施施の比率を詳しく説明したが、本発明のステンレス鋼溶接活性剤の成分は上述した実施例の比率に限定されることなく、ステンレス鋼と溶接部材の組成の成分に基づいて使用の比率を適当に制御することができる。
【0045】
【表1】
【0046】
【表2】
【0047】
【表3】
【0048】
表1(A)から表1(C)を参照すると、それらはそれぞれ本発明の第AグループからIグループまでの異なる調合比率とステンレス鋼の溶接の性質に関する比較である。表1(A)より表1(C)から分かるように、本発明のステンレス鋼溶接活性剤は溶接浸透深度、機械強度、腐食抵抗性、溶接道外観、溶接性と抗菌効果などにおいても全て最良な効果を有するとともに、ステンレス鋼の全体の溶接の製造コストを大幅に低く抑えることができる。
【0049】
日本工業規格JIS Z 2801-2000の規定に基づくと、新しく開発される抗菌製品は下記の定義に基づいての殺菌率は99%より低くならない。
【表4】
抗菌効果は抗菌製品上において24時間経った後の生菌数が比較製品上の生菌数の1%より小さくなるべきであると定義されているため、殺菌率99%以上が抗菌効果を計量する基準値とされる。本発明の抗菌効果を検証するべく、テスト用の細菌は大腸菌 Escherichia coli (BCRC11634,ATCC8739)と黄色ブドウ球菌 Staphylococcus aureus (BCRC12154,ATCC6538またはBCRC10451,ATCC6538P)を選択する。テストの結果で分かるように、含銀抗菌のステンレス鋼溶接活性剤がSUS316ステンレス鋼のタングステン不活性ガス溶接に使用された後、その溶接道の表面が大腸菌、黄色ブドウ球菌に対する殺菌率は全て99%以上に達することができたため、優良な抗菌性能と抗菌の持久性を有することを示すことができる。
【0050】
含銀抗菌のステンレス鋼溶接活性剤において抗菌作用を有する銀イオンはステンレス鋼の溶接道の表面から析出することができるようにならなければならず、そして溶接道の表面上の細菌と適当な条件で反応を起こすことにより、細菌の新陳代謝を阻止し、さらに細菌の繁殖を抑止する。その他に、銀イオンの析出の部位おいてその表面の不活性のフィルムが破壊されるため、腐食の抵抗性が低下してしまうかもしれない。そのため、抗菌性と腐食の抵抗性を兼備するべく、抗菌作用を有する銀イオンはステンレス鋼の溶接道の表面において均一した分散の分布状態にならなければならない。
【0051】
図1Aは本発明の実施形態1の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の局部の拡大斜視図で、図1Bは本発明の実施形態2の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の局部の拡大斜視図で、図1Cは本発明の実施形態3の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の局部の拡大斜視図で、図1Dは本発明の実施形態4の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の局部の拡大斜視図で、図2は本発明の実施形態1から4の含銀抗菌のステンレス鋼溶接活性剤と溶接剤の使用上の説明図である。本発明の実施形態1から実施形態4は全て溶接剤101とステンレス鋼溶接活性剤102(または溶接剤と称す)が共同で溶接材100(或いは溶接棒または溶接線と称す)を結合してなる。
【0052】
図1Aを参照すると、本発明の実施形態1のステンレス鋼溶接活性剤102と溶接剤101の斜視図が掲示され、溶接材100は選択的にステンレス鋼溶接活性剤102を中空円柱状の溶接剤101の内に充填する。図1Bを参照すると、本発明の実施形態2のステンレス鋼溶接活性剤102と溶接剤101の斜視図が掲示され、溶接材100は選択的にステンレス鋼溶接活性剤102によって円柱状の溶接剤101の外に被覆される。図1Cを参照すると、本発明の実施形態3のステンレス鋼溶接活性剤102と溶接剤101の斜視図が掲示され、溶接材100は選択的に片状の溶接剤101を環状に圧延し、そしてステンレス鋼溶接活性剤102の外に被覆される。図1Dを参照すると、本発明の実施形態4のステンレス鋼溶接活性剤102と溶接剤101の斜視図が掲示され、溶接材100は選択的に片状の溶接剤101を環状に圧延し、そしてステンレス鋼溶接活性剤102の外に被覆されると同時に、溶接剤101には内へ向かって少なくとも一個の内延伸端103が形成される。
【0053】
再び図1A、1B、1C、1Dと図2を参照すると、本発明の溶接剤101とステンレス鋼溶接活性剤102の使用比率は各自の組成成分とステンレス鋼材の種類によって変化される。また、タングステン不活性ガス溶接の製造工程を行う時、溶接ヘッド3(すなわちタングステン棒の電極)をアルゴン、ヘリウムまたはアルゴンヘリウムの混合ガスなどの不活性ガスの保護の下でステンレス鋼により製造される二個の工作部材1に近付かせることにより、アークの熱エネルギーを提供して上記二個の工作部材1が対応する境界の二個の側縁部11に対してアーク溶接を行う。この時、溶接材100をアーク処理の溶接部位に近付かせることにより、溶接材100の溶接剤101を熔融すると同時に、溶接材100のステンレス鋼溶接活性剤102を利用して溶接剤101と工作部材1の液態金属の溶接性を高めるのに補助する。
【0054】
他に図4Bと5Bを参照すると、本発明のステンレス鋼溶接活性剤102に含まれる適量の金属銀、二酸化チタン、酸化クロム、二酸化ケイ素、酸化モリブデン、二硫化モリブデンとハロゲン化物等などは活化添加物として用いられるため、ステンレス鋼溶接活性剤の全体の溶接のコストを有効に低く抑えることができ、そして工作部材1の溶接池10の内の液態熔融金属の表面張力の傾度変化を有効に改善することができ、さらに溶接池10の内の液態熔融金属の流動方向を影響することができる。
【0055】
また、ステンレス鋼溶接活性剤102の補助の作用で溶接池10の表面張力はアークの温度の上昇に従って増やすことにより、液態熔融金属の液面には溶接池10外縁からその中央に向かって流動するように「内表面張力流」が形成される。これにより、溶接池10の内の液態熔融金属には緊縮の現象が生じられ、そして溶接池10の中に位置する陽極スポット(Anode spot)の電流の密度は高められる。さらに、溶接道13は狭くかつ深い断面の形態が形成される。すなわち、溶接池10の深度/幅の比を高めることにより、溶接時の熱影響ゾーンを減らすことができるため、溶接しない近接位置のステンレス鋼の基材の性質に影響を与えるのを避けることができる。
【0056】
再び表1を参照すると、本発明のステンレス鋼溶接活性剤102を使用し、ステンレス鋼溶接活性剤102には各種の作用の異なる活化添加物が含まれることにより、工作部材1の溶接道13には最良な溶接浸透深度、機械強度、衝撃の粘性、溶接性と抗菌効果などが形成され、さらに溶接道13の近くにはスパッタが殆ど生じておらず、さらに溶接道13の表面は工作部材1そのものの熔融していない表面とは殆ど平らになるように保持している。また、溶接道13の断面のサンプルを観察すると、溶接道13は工作部材1において幅が比較的狭くかつ完全に熔透浸透した溶接の現象を確実に生じることができる。これにより、工作部材1の側縁部11に対する予備加工の需要性を省略したり減少したりするのに役立つことができる。その他に、本発明のステンレス鋼溶接活性剤102はさらに溶接剤101と直接結合して同一の上記溶接材100(図4Aから図4Dに示す実施形態1から実施形態4の構造の如く)を形成することができるため、溶接の施工便利性を増やすのに役立つことができるとともに、ステンレス鋼溶接活性剤の供給の均一性を増やすのに役立つことができる。
【産業上の利用可能性】
【0057】
上述の如く、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼材の溶接道が抗菌の目的に達することができる。
【0058】
また、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼溶接活性剤のコストを低く抑えることができる。
【0059】
また、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の表面の水平性を高めることができる。
【0060】
また、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼溶接活性剤の塗布性と浸透性を高めることができる。
【0061】
また、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼の溶接浸透深度を増やすことができる。
【0062】
また、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の深度/幅の比を高めることができる。
【0063】
また、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、ステンレス鋼の溶接性を高めることができる。
【0064】
また、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の腐食の抵抗性を高めることができる。
【0065】
また、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の機械強度を高めることができる。
【0066】
また、本発明の含銀抗菌のステンレス鋼溶接活性剤によれば、溶接道の外観の整然性を高めることができる。
【0067】
本発明は、その精神とび必須の特徴事項から逸脱することなく他のやり方で実施することができる。従って、本明細書に記載した好ましい実施形態は例示的なものであり、限定的なものではない。
【符号の説明】
【0068】
1 工作部材
10 溶接池
11 側縁部
12 傾斜面
13 溶接道
2 フライス削りカッター
3 溶接ヘッド
4 ステンレス鋼溶接活性剤
40 ブラシ
100 溶接材
101 溶接剤
102 ステンレス鋼溶接活性剤
103 内延伸端
【特許請求の範囲】
【請求項1】
重量パーセントで、0.1%から0.5%までの金属銀、30%から54%までの二酸化ケイ素、20%から40%までの二酸化チタン、10%から20%までの酸化クロム、5%から20%までの酸化モリブデン、5%から10%までの二硫化モリブデンおよび5%から10%までのハロゲン化物が含まれることを特徴とする含銀抗菌のステンレス鋼溶接活性剤。
【請求項2】
上記ハロゲン化物はフッ化物、塩化物、臭化物およびヨウ化物の内の一つからなることを特徴とする請求項1に記載の含銀抗菌のステンレス鋼溶接活性剤。
【請求項3】
上記フッ化物はフッ化マグネシウムおよびフッ化ニッケルの内の一つからなることを特徴とする請求項2に記載の含銀抗菌のステンレス鋼溶接活性剤。
【請求項4】
上記ステンレス鋼溶接活性剤の粉末顆粒の粒径は0.2〜20ミクロンであることを特徴とする請求項1に記載の含銀抗菌のステンレス鋼溶接活性剤。
【請求項5】
上記酸化モリブデンは三酸化モリブデンからなることを特徴とする請求項1に記載の含銀抗菌のステンレス鋼溶接活性剤。
【請求項6】
他に溶接剤が含まれ、上記溶接剤は上記ステンレス鋼溶接活性剤の外に被覆されることによって溶接棒および溶接線の内の一つを共同で結合してなることを特徴とする請求項1に記載の含銀抗菌のステンレス鋼溶接活性剤。
【請求項7】
上記溶接剤は内へ向かって少なくとも一個の内延伸端が形成されることを特徴とする請求項6に記載の含銀抗菌のステンレス鋼溶接活性剤。
【請求項8】
他に溶接剤が含まれ、上記ステンレス鋼溶接活性剤は上記溶接剤の外に被覆されることによって溶接棒および溶接線の内の一つを共同で結合してなることを特徴とする請求項1に記載の含銀抗菌のステンレス鋼溶接活性剤。
【請求項1】
重量パーセントで、0.1%から0.5%までの金属銀、30%から54%までの二酸化ケイ素、20%から40%までの二酸化チタン、10%から20%までの酸化クロム、5%から20%までの酸化モリブデン、5%から10%までの二硫化モリブデンおよび5%から10%までのハロゲン化物が含まれることを特徴とする含銀抗菌のステンレス鋼溶接活性剤。
【請求項2】
上記ハロゲン化物はフッ化物、塩化物、臭化物およびヨウ化物の内の一つからなることを特徴とする請求項1に記載の含銀抗菌のステンレス鋼溶接活性剤。
【請求項3】
上記フッ化物はフッ化マグネシウムおよびフッ化ニッケルの内の一つからなることを特徴とする請求項2に記載の含銀抗菌のステンレス鋼溶接活性剤。
【請求項4】
上記ステンレス鋼溶接活性剤の粉末顆粒の粒径は0.2〜20ミクロンであることを特徴とする請求項1に記載の含銀抗菌のステンレス鋼溶接活性剤。
【請求項5】
上記酸化モリブデンは三酸化モリブデンからなることを特徴とする請求項1に記載の含銀抗菌のステンレス鋼溶接活性剤。
【請求項6】
他に溶接剤が含まれ、上記溶接剤は上記ステンレス鋼溶接活性剤の外に被覆されることによって溶接棒および溶接線の内の一つを共同で結合してなることを特徴とする請求項1に記載の含銀抗菌のステンレス鋼溶接活性剤。
【請求項7】
上記溶接剤は内へ向かって少なくとも一個の内延伸端が形成されることを特徴とする請求項6に記載の含銀抗菌のステンレス鋼溶接活性剤。
【請求項8】
他に溶接剤が含まれ、上記ステンレス鋼溶接活性剤は上記溶接剤の外に被覆されることによって溶接棒および溶接線の内の一つを共同で結合してなることを特徴とする請求項1に記載の含銀抗菌のステンレス鋼溶接活性剤。
【図1A】

【図1B】
【図1C】
【図1D】
【図2】
【図3A】
【図3B】
【図3C】
【図4A】
【図4B】
【図5A】
【図5B】
【図1B】
【図1C】
【図1D】
【図2】
【図3A】
【図3B】
【図3C】
【図4A】
【図4B】
【図5A】
【図5B】
【公開番号】特開2011−125927(P2011−125927A)
【公開日】平成23年6月30日(2011.6.30)
【国際特許分類】
【出願番号】特願2010−121331(P2010−121331)
【出願日】平成22年5月27日(2010.5.27)
【出願人】(511053012)國立屏東科技大學 (1)
【Fターム(参考)】
【公開日】平成23年6月30日(2011.6.30)
【国際特許分類】
【出願日】平成22年5月27日(2010.5.27)
【出願人】(511053012)國立屏東科技大學 (1)
【Fターム(参考)】
[ Back to top ]