
吸収体製造装置
【課題】比較的に容易に粉粒体の供給量、供給領域の調節ができ、粉粒体の種類を変更しても、計量ローラーを交換することなく、定量を間欠的に供給することのできる吸収体製造装置を提供する。
【解決手段】粉粒体13を供給する粉粒体供給部24、粉粒体13の所定量を充填させるスクレーパ25、粉粒体13を一時的に収容するための供給シュート40、開閉自在のシャッター20とを含み、計量ローラー17は、回転駆動手段19によって回転軸18を介して一方向へ回転駆動され、シャッター20は、開閉作動手段21により開閉が制御され、回転駆動手段19と開閉作動手段21とが制御装置22において電気的に制御されることにり、連続シート11の搬送速度に対応した速度で回転駆動手段19が回転し、搬送速度に対応して開閉作動手段21の開閉がなされ、供給シュート40に一時的に収容された粉粒体13を連続シート11上に間欠的に供給する。
【解決手段】粉粒体13を供給する粉粒体供給部24、粉粒体13の所定量を充填させるスクレーパ25、粉粒体13を一時的に収容するための供給シュート40、開閉自在のシャッター20とを含み、計量ローラー17は、回転駆動手段19によって回転軸18を介して一方向へ回転駆動され、シャッター20は、開閉作動手段21により開閉が制御され、回転駆動手段19と開閉作動手段21とが制御装置22において電気的に制御されることにり、連続シート11の搬送速度に対応した速度で回転駆動手段19が回転し、搬送速度に対応して開閉作動手段21の開閉がなされ、供給シュート40に一時的に収容された粉粒体13を連続シート11上に間欠的に供給する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、吸収体製造装置に関し、さらに詳しくは、使い捨ておむつや衛生ナプキンなどの衛生用品に用いられる、粉砕パルプや粒子状の高吸収性材料からなる粉粒体をコンベアから搬送される連続シート上の所定位置に間欠的に供給する粉粒体供給装置を備える吸収体製造装置に関する。
【背景技術】
【0002】
従来、機械方向に搬送される連続シート上の所定位置に粉粒体を供給する吸収体製造装置は公知である。例えば、特許文献1には、連続シートを搬送する搬送ベルトと、搬送ベルトと同速度で回転する、粉粒体を保持するための凹溝を有するローラーと、ローラーに粉粒体を供給する供給手段とを備える吸収体製造装置が開示されている。また、特許文献2には、粉粒体保持用の凹溝を有するローラーと、該凹溝に対応して摺動可能なフォークとを備える吸収体製造装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−106861号公報
【特許文献2】特開平2−214572号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
特許文献1に開示の粉粒体製造装置では、供給手段からローラーに供給された粉粒体をローラーの外周面に形成された凹溝に保持し、それをローラーから直接的に連続シート上に均一にかつ間欠的に供給することによって、輪郭を有する任意の供給パターンを安定して形成することができる。また、特許文献2に開示の粉粒体製造装置では、フォークが開口度調節機構を有しており、その開口度の調節によって自在に粉粒体の供給量を調節することができる。
【0005】
しかし、特許文献1に開示の吸収体製造装置では、凹溝が一定のパターン形状を有するものであることから、凹溝に充填される粉粒体の量及び供給される領域の形状、大きさが決められており、任意に粉粒体の供給量や供給領域の調節をすることが困難である。また、粉粒体の種類の変更をして粒径が異なる場合には、定量の粉粒体を供給することができず、定量の粉粒体を供給するためには、種々の粉粒体の粒径に応じた大きさの凹溝を有するローラーに交換する必要がある。
【0006】
また、特許文献2に開示の吸収体製造装置では、粉粒体の供給量や供給領域を変更する場合には、ローラーに対し、フォークをその凹溝に入り込ませる必要があり、フォーク先端部が摩耗して連続的生産が困難になるおそれがある。さらに、凹溝が機械方向、すなわち、ローラーの周方向に延びていることから、凹溝に充填された粉粒体がローラーの回転によって連続シート上に滑り落ちるので、連続シートの所与位置に一定量の粉粒体を連続的に供給することは困難である。
【0007】
そこで、本発明の課題とするところは、粉粒体の供給量、供給領域の調節ができ、かつ、粉粒体の種類を変えても、計量ローラーを交換することなく、定量を間欠的に供給することのできる粉粒体供給装置を備える吸収体製造装置の提供にある。
【課題を解決するための手段】
【0008】
前記課題を解決するために、本発明が対象とするのは、機械方向に連続的に搬送される連続シート上に、粉粒体を間欠的に供給する粉粒体供給装置を備える吸収体製造装置である。
【0009】
本発明の特徴とするところは、機械方向に連続的に搬送される連続シート上に、粉粒体を間欠的に供給する粉粒体供給装置を備える吸収体製造装置において、
前記粉粒体供給装置は、一方向へ回転し、その外周面に所定量の粉粒体を充填するための粉粒体充填部を有する計量ローラーと、前記粉粒体が貯留されており、前記計量ローラーの前記粉粒体充填部に前記粉粒体を供給する粉粒体供給部と、前記粉粒体供給部の前記一方向の下流側において、前記計量ローラーの外周面に沿って配置されており、前記粉粒体充填部に供給された前記粉粒体のうちの所定量を前記粉粒体充填部に充填させるスクレーパと、前記粉粒体充填部に充填された前記粉粒体を一時的に収容するための供給シュートと、前記供給シュートを画成する周壁の一部をなす開閉自在のシャッターとを含み、前記計量ローラーは、回転駆動手段によって回転軸を介して前記一方向へ回転駆動されており、前記シャッターは、開閉作動手段によってその開閉が制御されており、前記回転駆動手段と前記開閉作動手段とが制御装置において電気的に制御されていることによって、前記連続シートの搬送速度に対応した速度で前記回転駆動手段が回転し、かつ、前記回転駆動手段と連動するように、前記搬送速度に対応して前記開閉作動手段の開閉がなされており、前記供給シュートに一時的に収容された前記粉粒体を前記連続シート上に間欠的に供給することにある。
【0010】
本発明の他の実施態様の一つとして、前記粉粒体充填部が、前記機械方向に交差する方向へ延びる複数の充填凹溝部から形成されている。
【0011】
本発明の他の実施態様の一つとして、前記充填凹溝部が、前記計量ローラーの外周面においてその周方向に連続的に並んでいる。
【0012】
本発明の他の実施態様の一つとして、前記連続シートの前記搬送速度を検出する速度検出手段を有し、前記速度検出手段によって検出された前記搬送速度が前記制御装置に入力され、前記制御装置から前記搬送速度に応じた制御信号が前記回転駆動手段および前記開閉作動手段に送られる。
【0013】
本発明の他の実施態様の一つとして、前記回転駆動手段がサーボモータである。
【0014】
本発明の他の実施態様の一つとして、前記供給シュートと前記シャッターとが前記交差する方向において複数に分割されており、前記連続シート上に前記粉粒体を前記機械方向及び前記交差する方向へ間欠的に供給することができる。
【0015】
本発明の他の実施態様の一つとして、前記計量ローラーの前記粉粒体充填部と前記スクレーパとが前記交差する方向において複数に分割されており、前記分割された各粉粒体充填部に対応して、前記供給シュートと前記シャッターとが分割されている。
【0016】
本発明の他の実施態様の一つとして、前記連続シートが回転ドラムによって搬送されており、少なくとも前記粉粒体供給装置による前記粉粒体の供給工程と、前記連続シートに連続貼り合せシートを接合する工程とが前記回転ドラム上でなされている。
【発明の効果】
【0017】
本発明に係る吸収体製造装置によれば、粉粒体供給装置の計量ローラーを回転駆動するための回転駆動手段と、シャッターを開閉するための開閉作動手段とが連続シートの搬送速度に対応して駆動、作動するように電気的に制御されているので、粉粒体の供給量、供給領域の調節が比較的に容易であり、かつ、粉粒体の種類を変更しても、計量ローラーを交換することなく定量を連続シート上に供給できる。
【図面の簡単な説明】
【0018】
【図1】本発明の第1実施形態における吸収体製造装置の概略を示す図。
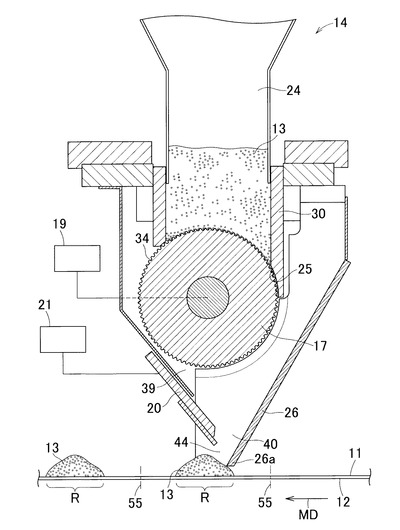
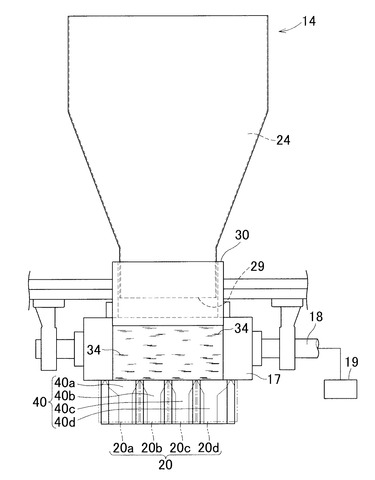
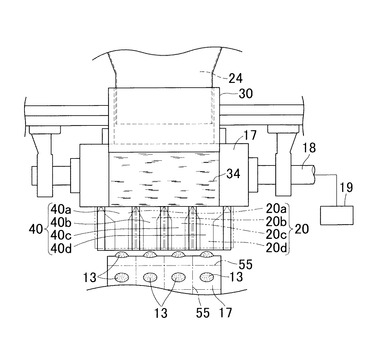
【図2】粉粒体供給装置の正面図。
【図3】図2のIII−III線断面図。
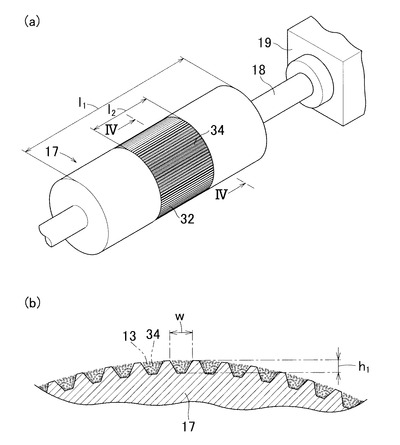
【図4】(a)計量ローラーの斜視図、(b)図4(a)のIV−IV線断面図。
【図5】粉粒体を供給する状態を示す図3と同様の断面図。
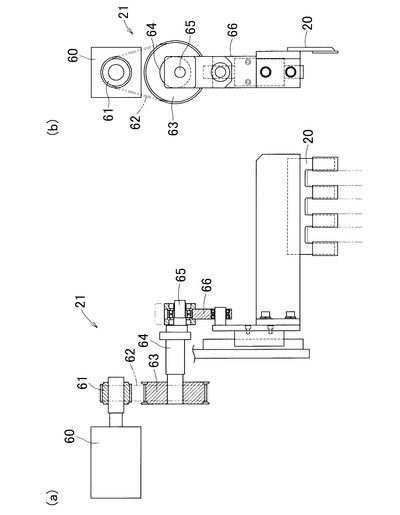
【図6】(a)開閉作動手段の一部拡大図、(b)開閉作動手段の一部参考断面図。
【図7】本発明の第2実施形態における粉粒体供給装置の正面図。
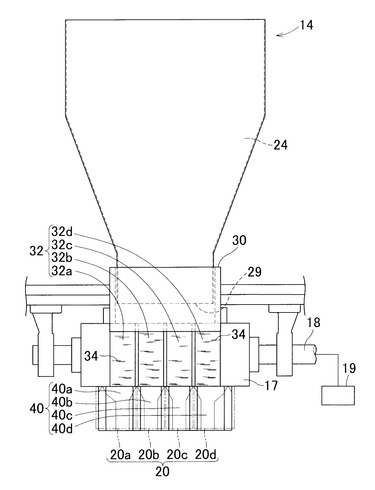
【図8】第2実施形態における吸収体製造装置の一部拡大図。
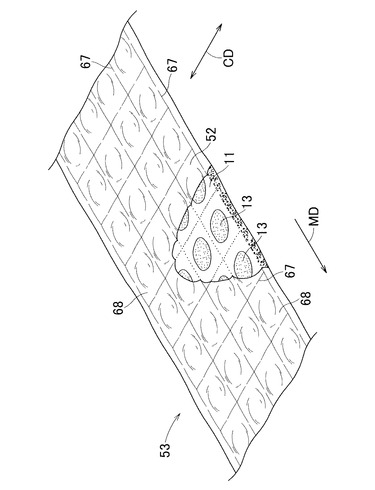
【図9】第2実施形態において製造される複合シートの一部破断斜視図。
【図10】本発明の第3実施形態における粉粒体供給装置の正面図。
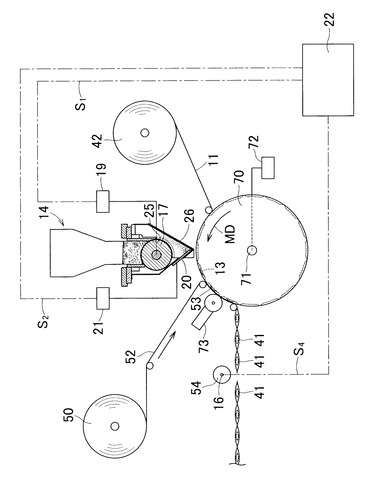
【図11】本発明の第4実施形態を示す、吸収体製造装置の概略図。
【発明を実施するための最良の形態】
【0019】
<第1実施形態>
図1は、本発明の第1実施形態における吸収体製造装置10の概略を示す図、図2は、粉粒体供給装置14の正面図、図3は、図2のIII−III線断面図、図4(a)は、計量ローラー17の斜視図、図4(b)は、図4(a)のIV−IV線断面図、図5は、粉粒体13を供給する状態を示す図3と同様の断面図、図6(a)は、開閉作動手段21の一部拡大図、図(b)は、開閉作動手段の一部参考断面図である。なお、図1では、吸収体製造装置10の機械方向をMDで示し、図2では、機械方向MDに交差する方向を交差方向CDで示す。また、図4(b)では、説明の便宜上、粉粒体13を仮想線で示す。
【0020】
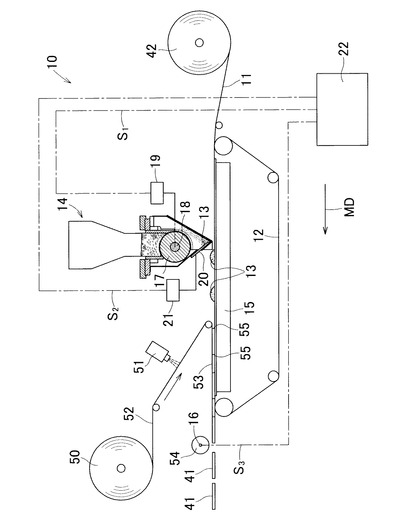
図1に示すとおり、吸収体製造装置10は、繊維ウエブからなる連続シート11を機械方向MDに搬送する多孔性の搬送ベルト12と、連続シート11の所与位置に間欠的に超吸収性ポリマー粒子などの粉粒体13を供給する粉粒体供給装置14とを含む。粉粒体供給装置14に対向する搬送ベルト12の下方には、連続シート11を搬送ベルト12上において安定的に搬送するためのサクションボックス15が設けられている。また、搬送ベルト12の下流側に位置するロールカッター54の回転軸には、たとえばロータリエンコダーからなる速度検出手段16が設けられており、速度検出手段16から出力された速度検出信号S3が制御装置22に入力されている。また、制御装置22から粉粒体供給装置14の計量ローラー17を回転軸18を介して回転駆動させる回転駆動手段19と、カム機構によってシャッター20を開閉する開閉作動手段21とに、それぞれ、制御信号S1,S2が送信されている。なお、速度検出手段16は、ロールカッター54の回転軸に設けず、搬送ベルト12上の上流側および/または下流側に設けていてもよいし、搬送ベルト12の一定の搬送速度を制御装置22に予めプログラム設定してもよい。
【0021】
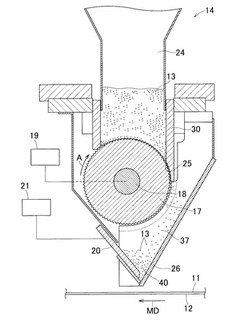
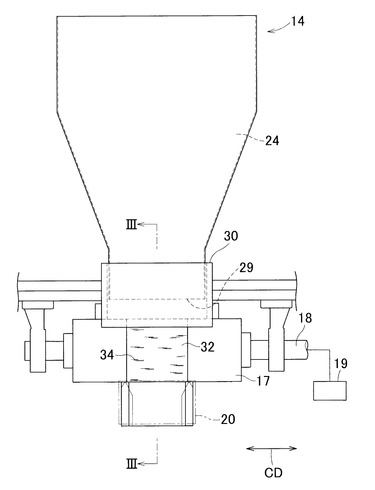
図2及び3に示すとおり、粉粒体供給装置10は、超吸収性ポリマー粒子等の粉粒体13を貯留するホッパー(粉粒体供給部)24と、ホッパー24から排出された粉粒体13を搬送する計量ローラー17と、計量ローラー17の外周面に沿って配置されたスクレーパ25と、粉粒体13を連続シート11上の所与位置に供給するための供給ガイド部26と、粉粒体13を間欠的に供給するためのシャッター20と、計量ローラー17から落下した粉粒体13を一時的に収容する供給シュート40とを含む。なお、粉粒体13とは、この種の吸収性物品に一般的に使用されるものであって、超吸収性ポリマー又は超吸収性ポリマーと他の粉粒物との混合物であってもよい。具体的には、粉粒体13は、超吸収性ポリマーのほかに、それに粉砕パルプや消臭粒子を混合したものであってもよいし、超吸収性ポリマーは、粒状のほかに、針状、板状などの種々の形状を有していてもよい。
【0022】
ホッパー24は、上端開口及び下端開口(排出口)29を有し、ダクト(図示せず)内に収容された粉粒体13が上端開口からその内部に流れ込んで貯留されている。ホッパー24の内部に貯留されている粉粒体13は、下端開口29から排出され、計量ローラー17上に堆積されている。ホッパー24と計量ローラー17との間には、計量ローラー17上に堆積された粉粒体を収容保持するためのケーシング30が設けられている。
【0023】
図4に示すとおり、計量ローラー17は、その外周面において、交差方向CDに延びる複数の充填凹溝部34が形成された粉粒体充填部32を有し、回転軸18を介して一方向(図3では、反時計方向A)へ回転制御されている。具体的には、計量ローラー17の回転軸18が回転駆動手段19を構成するサーボモータと同軸であって、サーボモータの回転によって計量ローラー17の回転駆動が制御されている。また、充填凹溝部34は、一定量の粉粒体13が充填される大きさを有しており、具体的には、計量ローラー17の長さ寸法l1は、約200〜250mmであるのに対し、粉粒体充填部32の長さ寸法l2は、約50〜70mm、各充填凹溝部34の幅寸法wは、2.0〜3.5mm、深さh1は、1.0〜2.0mmである。なお、充填凹溝部34の形状、大きさは、本実施形態に限定されるものではなく、それに充填される粉粒体13の所要量に応じて、適宜変更してもよい。
【0024】
各充填凹溝部34は、計量ローラー17の回転する一方向Aと直交する方向、すなわち、交差方向CDに延びているので、計量ローラー17が回転しても、充填された粉粒体13が充填凹溝部34内から滑り落ちることはなく、一定量の粉粒体13を充填・保持することができ、供給シュート40に定量の粉粒体13を供給することができる。また、充填凹溝部34は、計量ローラー17の外周面においてその周方向へ連続的に並んだ状態で形成されているので、計量ローラー17がどの回転位置にあっても定量の粉粒体13を安定的に供給することができ、また、計量ローラー17を交換することなく、その回転数、回転速度のみを調整することによって、粉粒体13の供給量を自由に変更することができる。
【0025】
スクレーパ25は、計量ローラー17の外周面に沿って設けられた曲状であって、ケーシング30の下端部の内周面の一部から形成されている。スクレーパ25が計量ローラー17の外周面に設けられていることによって、計量ローラー17の回転駆動により、計量ローラー17上に堆積された粉粒体13群がスクレーパ25によって計量ローラー17の外周面から削ぎ除かれてケーシング30内に取り残され、充填凹溝部34に充填された定量の粉粒体13のみを供給シュート40へ落下させることができる。なお、スクレーパ25を配置する位置やスクレーパ25と計量ローラー17の外周面との離間距離は、ケーシング30を計量ローラー17に対して上下動可能に設置することによって、自由に変更することができる。また、スクレーパ25は、本実施形態のように、ケーシング30と一体ではなく、別体に形成してもよい。
【0026】
図2及び図3に示すとおり、シャッター20は、開閉作動手段21によってその開閉が制御されている。シャッター20は、供給ガイド部26と、供給ガイド部26の周縁から延出する周壁37とによって、計量ローラー17から落下した粉粒体13を一時的に収容するための供給シュート40を形成している。
【0027】
図1〜5を参照して、かかる構成を有する吸収体製造装置10において、吸収体41を製造する工程を説明すると、まず、第1繰り出しロール42から連続シート11を繰り出し、搬送ベルト12を経て機械方向MDへ搬送する。そして、サクションボックス15上において供給装置14によって連続シート11上に粉粒体13を間欠的に供給する。
【0028】
供給装置14では、ホッパー24に貯留された粉粒体13が排出口29から排出されて計量ローラー17上に堆積されており、粉粒体13の一部は、計量ローラー17の充填凹溝部34に入り込んだ状態で充填されている。計量ローラー17は一方向(反時計方向A)へ搬送ベルト12の速度に対応した回転速度で回転しており、計量ローラー17の外周面に沿って配置されたスクレーパ25によって、計量ローラー17の外周面上に堆積された粉粒体13は削ぎ除かれ、充填凹溝部34に充填された定量の粉粒体13のみがその溝内に充填された状態のまま下方に移動する。
【0029】
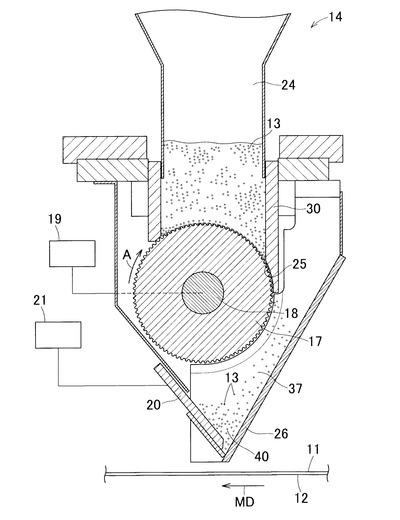
スクレーパ25を通過して、自重によって充填凹溝部34から落下した粉粒体13は、供給シュート40に一時的に収容される。供給シュート40に所定量の粉粒体13が収容されるとほぼ同時にシャッター20が開き、粉粒体13は、供給ガイド部26の先端部26aに案内され、供給口44から機械方向MDに搬送された連続シート11上に供給される。計量ローラー17は常時一方向Aへ連続シート11の速度に応じて一定の速度で回転しており、また、シャッター20も計量ローラー17と同様に、連続シート11の速度に応じて開閉がなされている。粉粒体13が連続シート11上に供給されるとシャッター20は閉まり、再び、供給シュート40に所定量の粉粒体13が収容されると同時に、シャッター20が開いて粉粒体13が連続シート11上の所与位置に供給される。このように、連続シート11の速度に応じて計量ローラー17が回転し、かつ、計量ローラー17と連動するように、連続シート11の速度に応じてシャッター20の開閉が交互に繰り返し行われていることによって、連続シート11上の所与位置に定量の粉粒体13を機械方向MDに間欠的に供給することができる。また、定量の粉粒体13が供給シュート40に溜められた後にシャッター20が開き、粉粒体13が連続シート11上に供給されるので、粉粒体13を連続シート11の所与位置に堆積させたような状態で間欠的に供給することができる。
【0030】
粉粒体13は、連続シート11の幅方向(交差方向CD)のほぼ中央部において堆積された状態で供給領域Rを形成している。また、粉粒体13の供給量及び計量ローラー17の充填凹溝部34の充填容量などを考慮すれば、粉粒体13が超吸収性ポリマー粒子の場合には、その平均粒径は、200〜500μm、特に、250〜400μmであることが好ましい。
【0031】
連続シート11上に間欠的に粉粒体13が供給された後、第2繰り出しロール50から繰り出され、その表面に接着剤供給手段51によってホットメルト接着剤が塗布された繊維ウエブからなる連続貼り合せシート52が連続シート11と互いに重ね合わされて接合されることによって、複合シート53が形成される。複合シート53は、ロールカッター54によってカットライン55に沿って切断されることで複数の吸収体41が製造される。
【0032】
かかる構成を有する吸収体製造装置10では、各吸収体41において幅方向(交差方向CD)のほぼ中央部に粉粒体13が供給されるので、ロールカッター54によってカットライン55に沿って複合シート53を切断するときに、粉粒体13の一部がカットライン55上及びその近傍に位置して切断加工を阻害するおそれはない。
【0033】
また、前記のとおり、計量ローラー17及びシャッター20は、それぞれ、回転駆動手段19と開閉作動手段21とによって駆動・作動されており、回転駆動手段19と開閉作動手段21のカム機構の一部とは、サーボモータによって構成されている。各サーボモータは、制御装置22から入力される制御信号S1,S2によってその回転数、回転速度が制御されている。制御装置22では、ロールカッター54の回転軸に設けられた速度検出手段16から速度検出信号S3が入力されるとともに、連続シート11の速度に応じた制御信号S1,S2が各サーボモータに送られている。前記のとおり、回転駆動手段19、開閉作動手段21の各サーボモータは、それぞれ、連続シート11の搬送速度に対応して駆動、作動しているので、連続シート11の搬送速度、すなわち、連続シート11の供給量が変化した場合であっても、定量の粉粒体13を連続シート11の所定の位置に連続して供給することができる。また、回転駆動手段19と開閉作動手段21とは、異なるサーボモータによって制御されているので、各サーボモータの回転速度のみを調整することによって、計量ローラー17の回転数、回転速度を変えて一度に供給される粉粒体13の供給量を変更することができたり、また、シャッター20の開閉するタイミングを変えて供給領域Rの離間寸法などを自由に設定変更することができる。さらに、計量ローラー17の回転速度を変えることによって、粉粒体13の大きさが異なる場合であっても、計量ローラー17を交換することなく、一定量の粉粒体13を間欠的に供給することができる。なお、本実施形態のほかに、速度検出手段16から出力された速度検出信号S3による連続シート11の搬送速度に応じて計量ローラー17の回転速度を制御し、その回転速度に応じて開閉作動手段21によるシャッター20の開閉するタイミングを制御してもよい。
【0034】
図6(a),(b)に示すとおり、開閉作動手段21は、サーボモータ60を用いたカム機構であって、制御装置22に設定されたカムプログラムにより制御されており、サーボモータ60によって回転駆動する第1ギア61と、それに無端ベルト62を介して連結された第2ギア63と、第2ギア63の回転軸64に対して偏心した軸65を介して連結されたアーム66とを有する。図示していないが、第1及び第2ギア61,63の外周面にはギア歯が設けられており、それに対応する歯が無端ベルト62の内面側に形成されており、互いに噛み合いながら、回転運動している。アーム66の先端には、シャッター20が連結されており、サーボモータ60によって一方側に回転する第1及び第2ギア61,63の回転運動がアーム66の直線運動に変換されることによって、アーム66が上下に移動し、シャッター20の開閉がなされる。なお、開閉作動手段21は、連続シート11の搬送速度に対応してシャッター20の開閉がなされる限りおいて、カム機構を用いるものでなくともよい。
【0035】
<第2実施形態>
図7は、本発明の第2実施形態を示す、粉粒体供給装置14の正面図、図8は、第2実施形態における吸収体製造装置10の一部拡大図、図9は、第2実施形態において製造される複合シート53の一部破断斜視図である。なお、本実施形態における吸収体製造装置10の基本的な構成は、第1実施形態のそれとほぼ同様であるので、相違する点についてのみ以下述べる。
【0036】
本実施形態では、供給シュート40が交差方向CDに並ぶ複数のセクション40a,40b,40c,40dに分割されており、また、シャッター20も各供給シュート40a,40b,40c,40dに対応して交差方向CDに並ぶ複数のセクション20a,20b,20c,20dに分割されている。
【0037】
供給シュート40とシャッター20とが、かかる構成を有することによって、機械方向MD及び交差方向CDに並んだ複数列において間欠的に粉粒体13を連続シート11上に供給することができる。具体的には、本実施形態によれば、図9に示すとおり、機械方向MD及び交差方向CDに複数配置された粉粒体13の周縁を囲堯するようにヒートシール手段によるシールライン67に沿って連続シート11と連続貼り合せシート52とを接合し、各粉粒体13を保持する複数の袋状部68が画成された複合シート53を形成することができる。かかる態様の複合シート53を切断して形成された、複数の袋状部68を有する吸収体41では、定量の粉粒体13が各袋状部68に均一に保持されているので、粉粒体13を確実に分散した状態で保持することができる。なお、シャッター20のみを複数に分割することによって、粉粒体13を図9に示すように格子状に供給することも可能であるが、その場合には、粉粒体13が計量ローラー17の充填凹溝部34から落下して一つの供給ガイド部26に衝突しながらシャッター20の各セクション20a,20b,20c,20dに導かれるので、粉粒体13の量に偏りが生じるおそれがある。一方、本実施形態では、シャッター20のみならず、供給シュート40が分割されているので、定量の粉粒体13を均等に分配供給することができる。さらに、図9に示すとおり、粉粒体13は、機械方向MD及び交差方向CDに均等に離間した状態で配置されているが、充填凹溝部34の形状、シャッター20の形状や開閉タイミング、供給シュート40の形状などを変更することにより、たとえば千鳥状などの公知の種々の配置パターンによって粉粒体13を連続シート11上に供給することができる。
【0038】
<第3実施形態>
図10は、本発明の第3実施形態を示す、図7と同様の粉粒体供給装置14の正面図である。
【0039】
本実施形態では、粉粒体充填部32は、交差方向CDに並ぶ複数のセクション32a,32b,32c,32dに分割されており、図示していないが、スクレーパ25は、粉粒体充填部32の各セクションに応じて分割されている。また、供給シュート40とシャッター20とが、それぞれ、各粉粒体充填部32a,32b,32c,32dから流れ込む均等に配分された粉粒体13を一時的に収容して供給すべく、それに対応して交差方向CDに並ぶ複数のセクションに分割されている。
【0040】
本実施形態によれば、第2実施形態と同様に、図9に示す、複数の袋状部68に区分された複合シート53を製造することができる。また、第2実施形態と同様に供給シュート40とシャッター20とが分割されているのみならず、粉粒体充填部32が分割されていることによって、より確実に定量の粉粒体13を交差方向CDに分配供給することができる。なお、定量の粉粒体13をより正確にかつ均等に分配するためには、粉粒体充填部32の各セクション32a,32b,32c,32dの幅寸法(交差方向CDの長さ寸法)が、供給シュート40のそれよりも小さいことが好ましい。
【0041】
<第4実施形態>
図11は、本発明の第4実施形態を示す、吸収体製造装置10の概略図である。本実施形態における吸収体製造装置10の基本的な構成は第1実施形態のそれとほぼ同様であるので、相違する点についてのみ以下に述べる。
【0042】
本実施形態では、連続シート11が、直線的なラインからなる搬送ベルト12ではなく、サクション機構を備える回転ドラム70によって機械方向MDに搬送されており、回転ドラム70上において、粉粒体13の供給、連続シート11と連続貼り合せシート52との接合および複合シート53の切断がなされている。回転ドラム70の外周面は、多孔性を有するものであって、粉粒体13の供給領域Rに対応する部位が内方へ凹となり粉粒体13が配置され易くなっており、該部位の下方には、連続シート11を吸引するためのサクション機構が設けられている。また、連続シート11と連続貼り合せシート52とは、接着剤塗布手段ではなく、回転ドラム70の上方に位置するヒートシール手段73によって接合され、複合シート53が形成されている。また、回転ドラム70は、回転軸71を介してサーボモータ72によって回転駆動されている。カッターロール54の回転軸に設けられた速度検出手段16から出力された速度検出信号S3が制御装置22に送信され、制御装置22から送信される制御信号S1,S2によって回転駆動手段19及び開閉作動手段21の各サーボモータがそれぞれ制御されている。本発明では、吸収体41の各製造工程を一つの回転ドラム70上で行うことができるので、製造スペースを大幅に縮小することができるとともに、製造装置を簡略化でき、製造コストを抑えることができる。なお、回転ドラム70はサーボモータ72によって回転駆動されるものでなくてもよいし、速度検出手段16は、回転ドラム72の回転軸に設けられていてもよい。
【符号の説明】
【0043】
10 吸収体製造装置
11 連続シート
12 搬送ベルト
13 粉粒体
14 粉粒体供給装置
16 速度検知手段
17 計量ローラー
18 回転軸
19 回転駆動手段
20 シャッター
21 開閉作動手段
22 制御装置
24 ホッパー(粉粒体供給部)
25 スクレーパ
32 粉粒体充填部
34 充填凹溝部
40 供給シュート
52 連続貼り合せシート
70 回転ドラム
A 一方向(回転方向)
CD 交差方向
MD 機械方向
S2 制御信号
S3 制御信号
【技術分野】
【0001】
本発明は、吸収体製造装置に関し、さらに詳しくは、使い捨ておむつや衛生ナプキンなどの衛生用品に用いられる、粉砕パルプや粒子状の高吸収性材料からなる粉粒体をコンベアから搬送される連続シート上の所定位置に間欠的に供給する粉粒体供給装置を備える吸収体製造装置に関する。
【背景技術】
【0002】
従来、機械方向に搬送される連続シート上の所定位置に粉粒体を供給する吸収体製造装置は公知である。例えば、特許文献1には、連続シートを搬送する搬送ベルトと、搬送ベルトと同速度で回転する、粉粒体を保持するための凹溝を有するローラーと、ローラーに粉粒体を供給する供給手段とを備える吸収体製造装置が開示されている。また、特許文献2には、粉粒体保持用の凹溝を有するローラーと、該凹溝に対応して摺動可能なフォークとを備える吸収体製造装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−106861号公報
【特許文献2】特開平2−214572号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
特許文献1に開示の粉粒体製造装置では、供給手段からローラーに供給された粉粒体をローラーの外周面に形成された凹溝に保持し、それをローラーから直接的に連続シート上に均一にかつ間欠的に供給することによって、輪郭を有する任意の供給パターンを安定して形成することができる。また、特許文献2に開示の粉粒体製造装置では、フォークが開口度調節機構を有しており、その開口度の調節によって自在に粉粒体の供給量を調節することができる。
【0005】
しかし、特許文献1に開示の吸収体製造装置では、凹溝が一定のパターン形状を有するものであることから、凹溝に充填される粉粒体の量及び供給される領域の形状、大きさが決められており、任意に粉粒体の供給量や供給領域の調節をすることが困難である。また、粉粒体の種類の変更をして粒径が異なる場合には、定量の粉粒体を供給することができず、定量の粉粒体を供給するためには、種々の粉粒体の粒径に応じた大きさの凹溝を有するローラーに交換する必要がある。
【0006】
また、特許文献2に開示の吸収体製造装置では、粉粒体の供給量や供給領域を変更する場合には、ローラーに対し、フォークをその凹溝に入り込ませる必要があり、フォーク先端部が摩耗して連続的生産が困難になるおそれがある。さらに、凹溝が機械方向、すなわち、ローラーの周方向に延びていることから、凹溝に充填された粉粒体がローラーの回転によって連続シート上に滑り落ちるので、連続シートの所与位置に一定量の粉粒体を連続的に供給することは困難である。
【0007】
そこで、本発明の課題とするところは、粉粒体の供給量、供給領域の調節ができ、かつ、粉粒体の種類を変えても、計量ローラーを交換することなく、定量を間欠的に供給することのできる粉粒体供給装置を備える吸収体製造装置の提供にある。
【課題を解決するための手段】
【0008】
前記課題を解決するために、本発明が対象とするのは、機械方向に連続的に搬送される連続シート上に、粉粒体を間欠的に供給する粉粒体供給装置を備える吸収体製造装置である。
【0009】
本発明の特徴とするところは、機械方向に連続的に搬送される連続シート上に、粉粒体を間欠的に供給する粉粒体供給装置を備える吸収体製造装置において、
前記粉粒体供給装置は、一方向へ回転し、その外周面に所定量の粉粒体を充填するための粉粒体充填部を有する計量ローラーと、前記粉粒体が貯留されており、前記計量ローラーの前記粉粒体充填部に前記粉粒体を供給する粉粒体供給部と、前記粉粒体供給部の前記一方向の下流側において、前記計量ローラーの外周面に沿って配置されており、前記粉粒体充填部に供給された前記粉粒体のうちの所定量を前記粉粒体充填部に充填させるスクレーパと、前記粉粒体充填部に充填された前記粉粒体を一時的に収容するための供給シュートと、前記供給シュートを画成する周壁の一部をなす開閉自在のシャッターとを含み、前記計量ローラーは、回転駆動手段によって回転軸を介して前記一方向へ回転駆動されており、前記シャッターは、開閉作動手段によってその開閉が制御されており、前記回転駆動手段と前記開閉作動手段とが制御装置において電気的に制御されていることによって、前記連続シートの搬送速度に対応した速度で前記回転駆動手段が回転し、かつ、前記回転駆動手段と連動するように、前記搬送速度に対応して前記開閉作動手段の開閉がなされており、前記供給シュートに一時的に収容された前記粉粒体を前記連続シート上に間欠的に供給することにある。
【0010】
本発明の他の実施態様の一つとして、前記粉粒体充填部が、前記機械方向に交差する方向へ延びる複数の充填凹溝部から形成されている。
【0011】
本発明の他の実施態様の一つとして、前記充填凹溝部が、前記計量ローラーの外周面においてその周方向に連続的に並んでいる。
【0012】
本発明の他の実施態様の一つとして、前記連続シートの前記搬送速度を検出する速度検出手段を有し、前記速度検出手段によって検出された前記搬送速度が前記制御装置に入力され、前記制御装置から前記搬送速度に応じた制御信号が前記回転駆動手段および前記開閉作動手段に送られる。
【0013】
本発明の他の実施態様の一つとして、前記回転駆動手段がサーボモータである。
【0014】
本発明の他の実施態様の一つとして、前記供給シュートと前記シャッターとが前記交差する方向において複数に分割されており、前記連続シート上に前記粉粒体を前記機械方向及び前記交差する方向へ間欠的に供給することができる。
【0015】
本発明の他の実施態様の一つとして、前記計量ローラーの前記粉粒体充填部と前記スクレーパとが前記交差する方向において複数に分割されており、前記分割された各粉粒体充填部に対応して、前記供給シュートと前記シャッターとが分割されている。
【0016】
本発明の他の実施態様の一つとして、前記連続シートが回転ドラムによって搬送されており、少なくとも前記粉粒体供給装置による前記粉粒体の供給工程と、前記連続シートに連続貼り合せシートを接合する工程とが前記回転ドラム上でなされている。
【発明の効果】
【0017】
本発明に係る吸収体製造装置によれば、粉粒体供給装置の計量ローラーを回転駆動するための回転駆動手段と、シャッターを開閉するための開閉作動手段とが連続シートの搬送速度に対応して駆動、作動するように電気的に制御されているので、粉粒体の供給量、供給領域の調節が比較的に容易であり、かつ、粉粒体の種類を変更しても、計量ローラーを交換することなく定量を連続シート上に供給できる。
【図面の簡単な説明】
【0018】
【図1】本発明の第1実施形態における吸収体製造装置の概略を示す図。
【図2】粉粒体供給装置の正面図。
【図3】図2のIII−III線断面図。
【図4】(a)計量ローラーの斜視図、(b)図4(a)のIV−IV線断面図。
【図5】粉粒体を供給する状態を示す図3と同様の断面図。
【図6】(a)開閉作動手段の一部拡大図、(b)開閉作動手段の一部参考断面図。
【図7】本発明の第2実施形態における粉粒体供給装置の正面図。
【図8】第2実施形態における吸収体製造装置の一部拡大図。
【図9】第2実施形態において製造される複合シートの一部破断斜視図。
【図10】本発明の第3実施形態における粉粒体供給装置の正面図。
【図11】本発明の第4実施形態を示す、吸収体製造装置の概略図。
【発明を実施するための最良の形態】
【0019】
<第1実施形態>
図1は、本発明の第1実施形態における吸収体製造装置10の概略を示す図、図2は、粉粒体供給装置14の正面図、図3は、図2のIII−III線断面図、図4(a)は、計量ローラー17の斜視図、図4(b)は、図4(a)のIV−IV線断面図、図5は、粉粒体13を供給する状態を示す図3と同様の断面図、図6(a)は、開閉作動手段21の一部拡大図、図(b)は、開閉作動手段の一部参考断面図である。なお、図1では、吸収体製造装置10の機械方向をMDで示し、図2では、機械方向MDに交差する方向を交差方向CDで示す。また、図4(b)では、説明の便宜上、粉粒体13を仮想線で示す。
【0020】
図1に示すとおり、吸収体製造装置10は、繊維ウエブからなる連続シート11を機械方向MDに搬送する多孔性の搬送ベルト12と、連続シート11の所与位置に間欠的に超吸収性ポリマー粒子などの粉粒体13を供給する粉粒体供給装置14とを含む。粉粒体供給装置14に対向する搬送ベルト12の下方には、連続シート11を搬送ベルト12上において安定的に搬送するためのサクションボックス15が設けられている。また、搬送ベルト12の下流側に位置するロールカッター54の回転軸には、たとえばロータリエンコダーからなる速度検出手段16が設けられており、速度検出手段16から出力された速度検出信号S3が制御装置22に入力されている。また、制御装置22から粉粒体供給装置14の計量ローラー17を回転軸18を介して回転駆動させる回転駆動手段19と、カム機構によってシャッター20を開閉する開閉作動手段21とに、それぞれ、制御信号S1,S2が送信されている。なお、速度検出手段16は、ロールカッター54の回転軸に設けず、搬送ベルト12上の上流側および/または下流側に設けていてもよいし、搬送ベルト12の一定の搬送速度を制御装置22に予めプログラム設定してもよい。
【0021】
図2及び3に示すとおり、粉粒体供給装置10は、超吸収性ポリマー粒子等の粉粒体13を貯留するホッパー(粉粒体供給部)24と、ホッパー24から排出された粉粒体13を搬送する計量ローラー17と、計量ローラー17の外周面に沿って配置されたスクレーパ25と、粉粒体13を連続シート11上の所与位置に供給するための供給ガイド部26と、粉粒体13を間欠的に供給するためのシャッター20と、計量ローラー17から落下した粉粒体13を一時的に収容する供給シュート40とを含む。なお、粉粒体13とは、この種の吸収性物品に一般的に使用されるものであって、超吸収性ポリマー又は超吸収性ポリマーと他の粉粒物との混合物であってもよい。具体的には、粉粒体13は、超吸収性ポリマーのほかに、それに粉砕パルプや消臭粒子を混合したものであってもよいし、超吸収性ポリマーは、粒状のほかに、針状、板状などの種々の形状を有していてもよい。
【0022】
ホッパー24は、上端開口及び下端開口(排出口)29を有し、ダクト(図示せず)内に収容された粉粒体13が上端開口からその内部に流れ込んで貯留されている。ホッパー24の内部に貯留されている粉粒体13は、下端開口29から排出され、計量ローラー17上に堆積されている。ホッパー24と計量ローラー17との間には、計量ローラー17上に堆積された粉粒体を収容保持するためのケーシング30が設けられている。
【0023】
図4に示すとおり、計量ローラー17は、その外周面において、交差方向CDに延びる複数の充填凹溝部34が形成された粉粒体充填部32を有し、回転軸18を介して一方向(図3では、反時計方向A)へ回転制御されている。具体的には、計量ローラー17の回転軸18が回転駆動手段19を構成するサーボモータと同軸であって、サーボモータの回転によって計量ローラー17の回転駆動が制御されている。また、充填凹溝部34は、一定量の粉粒体13が充填される大きさを有しており、具体的には、計量ローラー17の長さ寸法l1は、約200〜250mmであるのに対し、粉粒体充填部32の長さ寸法l2は、約50〜70mm、各充填凹溝部34の幅寸法wは、2.0〜3.5mm、深さh1は、1.0〜2.0mmである。なお、充填凹溝部34の形状、大きさは、本実施形態に限定されるものではなく、それに充填される粉粒体13の所要量に応じて、適宜変更してもよい。
【0024】
各充填凹溝部34は、計量ローラー17の回転する一方向Aと直交する方向、すなわち、交差方向CDに延びているので、計量ローラー17が回転しても、充填された粉粒体13が充填凹溝部34内から滑り落ちることはなく、一定量の粉粒体13を充填・保持することができ、供給シュート40に定量の粉粒体13を供給することができる。また、充填凹溝部34は、計量ローラー17の外周面においてその周方向へ連続的に並んだ状態で形成されているので、計量ローラー17がどの回転位置にあっても定量の粉粒体13を安定的に供給することができ、また、計量ローラー17を交換することなく、その回転数、回転速度のみを調整することによって、粉粒体13の供給量を自由に変更することができる。
【0025】
スクレーパ25は、計量ローラー17の外周面に沿って設けられた曲状であって、ケーシング30の下端部の内周面の一部から形成されている。スクレーパ25が計量ローラー17の外周面に設けられていることによって、計量ローラー17の回転駆動により、計量ローラー17上に堆積された粉粒体13群がスクレーパ25によって計量ローラー17の外周面から削ぎ除かれてケーシング30内に取り残され、充填凹溝部34に充填された定量の粉粒体13のみを供給シュート40へ落下させることができる。なお、スクレーパ25を配置する位置やスクレーパ25と計量ローラー17の外周面との離間距離は、ケーシング30を計量ローラー17に対して上下動可能に設置することによって、自由に変更することができる。また、スクレーパ25は、本実施形態のように、ケーシング30と一体ではなく、別体に形成してもよい。
【0026】
図2及び図3に示すとおり、シャッター20は、開閉作動手段21によってその開閉が制御されている。シャッター20は、供給ガイド部26と、供給ガイド部26の周縁から延出する周壁37とによって、計量ローラー17から落下した粉粒体13を一時的に収容するための供給シュート40を形成している。
【0027】
図1〜5を参照して、かかる構成を有する吸収体製造装置10において、吸収体41を製造する工程を説明すると、まず、第1繰り出しロール42から連続シート11を繰り出し、搬送ベルト12を経て機械方向MDへ搬送する。そして、サクションボックス15上において供給装置14によって連続シート11上に粉粒体13を間欠的に供給する。
【0028】
供給装置14では、ホッパー24に貯留された粉粒体13が排出口29から排出されて計量ローラー17上に堆積されており、粉粒体13の一部は、計量ローラー17の充填凹溝部34に入り込んだ状態で充填されている。計量ローラー17は一方向(反時計方向A)へ搬送ベルト12の速度に対応した回転速度で回転しており、計量ローラー17の外周面に沿って配置されたスクレーパ25によって、計量ローラー17の外周面上に堆積された粉粒体13は削ぎ除かれ、充填凹溝部34に充填された定量の粉粒体13のみがその溝内に充填された状態のまま下方に移動する。
【0029】
スクレーパ25を通過して、自重によって充填凹溝部34から落下した粉粒体13は、供給シュート40に一時的に収容される。供給シュート40に所定量の粉粒体13が収容されるとほぼ同時にシャッター20が開き、粉粒体13は、供給ガイド部26の先端部26aに案内され、供給口44から機械方向MDに搬送された連続シート11上に供給される。計量ローラー17は常時一方向Aへ連続シート11の速度に応じて一定の速度で回転しており、また、シャッター20も計量ローラー17と同様に、連続シート11の速度に応じて開閉がなされている。粉粒体13が連続シート11上に供給されるとシャッター20は閉まり、再び、供給シュート40に所定量の粉粒体13が収容されると同時に、シャッター20が開いて粉粒体13が連続シート11上の所与位置に供給される。このように、連続シート11の速度に応じて計量ローラー17が回転し、かつ、計量ローラー17と連動するように、連続シート11の速度に応じてシャッター20の開閉が交互に繰り返し行われていることによって、連続シート11上の所与位置に定量の粉粒体13を機械方向MDに間欠的に供給することができる。また、定量の粉粒体13が供給シュート40に溜められた後にシャッター20が開き、粉粒体13が連続シート11上に供給されるので、粉粒体13を連続シート11の所与位置に堆積させたような状態で間欠的に供給することができる。
【0030】
粉粒体13は、連続シート11の幅方向(交差方向CD)のほぼ中央部において堆積された状態で供給領域Rを形成している。また、粉粒体13の供給量及び計量ローラー17の充填凹溝部34の充填容量などを考慮すれば、粉粒体13が超吸収性ポリマー粒子の場合には、その平均粒径は、200〜500μm、特に、250〜400μmであることが好ましい。
【0031】
連続シート11上に間欠的に粉粒体13が供給された後、第2繰り出しロール50から繰り出され、その表面に接着剤供給手段51によってホットメルト接着剤が塗布された繊維ウエブからなる連続貼り合せシート52が連続シート11と互いに重ね合わされて接合されることによって、複合シート53が形成される。複合シート53は、ロールカッター54によってカットライン55に沿って切断されることで複数の吸収体41が製造される。
【0032】
かかる構成を有する吸収体製造装置10では、各吸収体41において幅方向(交差方向CD)のほぼ中央部に粉粒体13が供給されるので、ロールカッター54によってカットライン55に沿って複合シート53を切断するときに、粉粒体13の一部がカットライン55上及びその近傍に位置して切断加工を阻害するおそれはない。
【0033】
また、前記のとおり、計量ローラー17及びシャッター20は、それぞれ、回転駆動手段19と開閉作動手段21とによって駆動・作動されており、回転駆動手段19と開閉作動手段21のカム機構の一部とは、サーボモータによって構成されている。各サーボモータは、制御装置22から入力される制御信号S1,S2によってその回転数、回転速度が制御されている。制御装置22では、ロールカッター54の回転軸に設けられた速度検出手段16から速度検出信号S3が入力されるとともに、連続シート11の速度に応じた制御信号S1,S2が各サーボモータに送られている。前記のとおり、回転駆動手段19、開閉作動手段21の各サーボモータは、それぞれ、連続シート11の搬送速度に対応して駆動、作動しているので、連続シート11の搬送速度、すなわち、連続シート11の供給量が変化した場合であっても、定量の粉粒体13を連続シート11の所定の位置に連続して供給することができる。また、回転駆動手段19と開閉作動手段21とは、異なるサーボモータによって制御されているので、各サーボモータの回転速度のみを調整することによって、計量ローラー17の回転数、回転速度を変えて一度に供給される粉粒体13の供給量を変更することができたり、また、シャッター20の開閉するタイミングを変えて供給領域Rの離間寸法などを自由に設定変更することができる。さらに、計量ローラー17の回転速度を変えることによって、粉粒体13の大きさが異なる場合であっても、計量ローラー17を交換することなく、一定量の粉粒体13を間欠的に供給することができる。なお、本実施形態のほかに、速度検出手段16から出力された速度検出信号S3による連続シート11の搬送速度に応じて計量ローラー17の回転速度を制御し、その回転速度に応じて開閉作動手段21によるシャッター20の開閉するタイミングを制御してもよい。
【0034】
図6(a),(b)に示すとおり、開閉作動手段21は、サーボモータ60を用いたカム機構であって、制御装置22に設定されたカムプログラムにより制御されており、サーボモータ60によって回転駆動する第1ギア61と、それに無端ベルト62を介して連結された第2ギア63と、第2ギア63の回転軸64に対して偏心した軸65を介して連結されたアーム66とを有する。図示していないが、第1及び第2ギア61,63の外周面にはギア歯が設けられており、それに対応する歯が無端ベルト62の内面側に形成されており、互いに噛み合いながら、回転運動している。アーム66の先端には、シャッター20が連結されており、サーボモータ60によって一方側に回転する第1及び第2ギア61,63の回転運動がアーム66の直線運動に変換されることによって、アーム66が上下に移動し、シャッター20の開閉がなされる。なお、開閉作動手段21は、連続シート11の搬送速度に対応してシャッター20の開閉がなされる限りおいて、カム機構を用いるものでなくともよい。
【0035】
<第2実施形態>
図7は、本発明の第2実施形態を示す、粉粒体供給装置14の正面図、図8は、第2実施形態における吸収体製造装置10の一部拡大図、図9は、第2実施形態において製造される複合シート53の一部破断斜視図である。なお、本実施形態における吸収体製造装置10の基本的な構成は、第1実施形態のそれとほぼ同様であるので、相違する点についてのみ以下述べる。
【0036】
本実施形態では、供給シュート40が交差方向CDに並ぶ複数のセクション40a,40b,40c,40dに分割されており、また、シャッター20も各供給シュート40a,40b,40c,40dに対応して交差方向CDに並ぶ複数のセクション20a,20b,20c,20dに分割されている。
【0037】
供給シュート40とシャッター20とが、かかる構成を有することによって、機械方向MD及び交差方向CDに並んだ複数列において間欠的に粉粒体13を連続シート11上に供給することができる。具体的には、本実施形態によれば、図9に示すとおり、機械方向MD及び交差方向CDに複数配置された粉粒体13の周縁を囲堯するようにヒートシール手段によるシールライン67に沿って連続シート11と連続貼り合せシート52とを接合し、各粉粒体13を保持する複数の袋状部68が画成された複合シート53を形成することができる。かかる態様の複合シート53を切断して形成された、複数の袋状部68を有する吸収体41では、定量の粉粒体13が各袋状部68に均一に保持されているので、粉粒体13を確実に分散した状態で保持することができる。なお、シャッター20のみを複数に分割することによって、粉粒体13を図9に示すように格子状に供給することも可能であるが、その場合には、粉粒体13が計量ローラー17の充填凹溝部34から落下して一つの供給ガイド部26に衝突しながらシャッター20の各セクション20a,20b,20c,20dに導かれるので、粉粒体13の量に偏りが生じるおそれがある。一方、本実施形態では、シャッター20のみならず、供給シュート40が分割されているので、定量の粉粒体13を均等に分配供給することができる。さらに、図9に示すとおり、粉粒体13は、機械方向MD及び交差方向CDに均等に離間した状態で配置されているが、充填凹溝部34の形状、シャッター20の形状や開閉タイミング、供給シュート40の形状などを変更することにより、たとえば千鳥状などの公知の種々の配置パターンによって粉粒体13を連続シート11上に供給することができる。
【0038】
<第3実施形態>
図10は、本発明の第3実施形態を示す、図7と同様の粉粒体供給装置14の正面図である。
【0039】
本実施形態では、粉粒体充填部32は、交差方向CDに並ぶ複数のセクション32a,32b,32c,32dに分割されており、図示していないが、スクレーパ25は、粉粒体充填部32の各セクションに応じて分割されている。また、供給シュート40とシャッター20とが、それぞれ、各粉粒体充填部32a,32b,32c,32dから流れ込む均等に配分された粉粒体13を一時的に収容して供給すべく、それに対応して交差方向CDに並ぶ複数のセクションに分割されている。
【0040】
本実施形態によれば、第2実施形態と同様に、図9に示す、複数の袋状部68に区分された複合シート53を製造することができる。また、第2実施形態と同様に供給シュート40とシャッター20とが分割されているのみならず、粉粒体充填部32が分割されていることによって、より確実に定量の粉粒体13を交差方向CDに分配供給することができる。なお、定量の粉粒体13をより正確にかつ均等に分配するためには、粉粒体充填部32の各セクション32a,32b,32c,32dの幅寸法(交差方向CDの長さ寸法)が、供給シュート40のそれよりも小さいことが好ましい。
【0041】
<第4実施形態>
図11は、本発明の第4実施形態を示す、吸収体製造装置10の概略図である。本実施形態における吸収体製造装置10の基本的な構成は第1実施形態のそれとほぼ同様であるので、相違する点についてのみ以下に述べる。
【0042】
本実施形態では、連続シート11が、直線的なラインからなる搬送ベルト12ではなく、サクション機構を備える回転ドラム70によって機械方向MDに搬送されており、回転ドラム70上において、粉粒体13の供給、連続シート11と連続貼り合せシート52との接合および複合シート53の切断がなされている。回転ドラム70の外周面は、多孔性を有するものであって、粉粒体13の供給領域Rに対応する部位が内方へ凹となり粉粒体13が配置され易くなっており、該部位の下方には、連続シート11を吸引するためのサクション機構が設けられている。また、連続シート11と連続貼り合せシート52とは、接着剤塗布手段ではなく、回転ドラム70の上方に位置するヒートシール手段73によって接合され、複合シート53が形成されている。また、回転ドラム70は、回転軸71を介してサーボモータ72によって回転駆動されている。カッターロール54の回転軸に設けられた速度検出手段16から出力された速度検出信号S3が制御装置22に送信され、制御装置22から送信される制御信号S1,S2によって回転駆動手段19及び開閉作動手段21の各サーボモータがそれぞれ制御されている。本発明では、吸収体41の各製造工程を一つの回転ドラム70上で行うことができるので、製造スペースを大幅に縮小することができるとともに、製造装置を簡略化でき、製造コストを抑えることができる。なお、回転ドラム70はサーボモータ72によって回転駆動されるものでなくてもよいし、速度検出手段16は、回転ドラム72の回転軸に設けられていてもよい。
【符号の説明】
【0043】
10 吸収体製造装置
11 連続シート
12 搬送ベルト
13 粉粒体
14 粉粒体供給装置
16 速度検知手段
17 計量ローラー
18 回転軸
19 回転駆動手段
20 シャッター
21 開閉作動手段
22 制御装置
24 ホッパー(粉粒体供給部)
25 スクレーパ
32 粉粒体充填部
34 充填凹溝部
40 供給シュート
52 連続貼り合せシート
70 回転ドラム
A 一方向(回転方向)
CD 交差方向
MD 機械方向
S2 制御信号
S3 制御信号
【特許請求の範囲】
【請求項1】
機械方向に連続的に搬送される連続シート上に、粉粒体を間欠的に供給する粉粒体供給装置を備える吸収体製造装置において、
前記粉粒体供給装置は、一方向へ回転し、その外周面に所定量の粉粒体を充填するための粉粒体充填部を有する計量ローラーと、前記粉粒体が貯留されており、前記計量ローラーの前記粉粒体充填部に前記粉粒体を供給する粉粒体供給部と、前記粉粒体供給部の前記一方向の下流側において、前記計量ローラーの外周面に沿って配置されており、前記粉粒体充填部に供給された前記粉粒体のうちの所定量を前記粉粒体充填部に充填させるスクレーパと、前記粉粒体充填部に充填された前記粉粒体を一時的に収容するための供給シュートと、前記供給シュートを画成する周壁の一部をなす開閉自在のシャッターとを含み、
前記計量ローラーは、回転駆動手段によって回転軸を介して前記一方向へ回転駆動されており、
前記シャッターは、開閉作動手段によってその開閉が制御されており、
前記回転駆動手段と前記開閉作動手段とが制御装置において電気的に制御されていることによって、前記連続シートの搬送速度に対応した速度で前記回転駆動手段が回転し、かつ、前記回転駆動手段と連動するように、前記搬送速度に対応して前記開閉作動手段の開閉がなされており、前記供給シュートに一時的に収容された前記粉粒体を前記連続シート上に間欠的に供給することを特徴とする前記吸収体製造装置。
【請求項2】
前記粉粒体充填部が、前記機械方向に交差する方向へ延びる複数の充填凹溝部から形成されている請求項1記載の吸収体製造装置。
【請求項3】
前記充填凹溝部が、前記計量ローラーの外周面においてその周方向に連続的に並んでいる請求項2記載の吸収体製造装置。
【請求項4】
前記連続シートの前記搬送速度を検出する速度検出手段を有し、前記速度検出手段によって検出された前記搬送速度が前記制御装置に入力され、前記制御装置から前記搬送速度に応じた制御信号が前記回転駆動手段および前記開閉作動手段に送られる請求項1〜3のいずれかに記載の吸収体製造装置。
【請求項5】
前記回転駆動手段がサーボモータである請求項1〜4のいずれかに記載の吸収体製造装置。
【請求項6】
前記供給シュートと前記シャッターとが前記交差する方向において複数に分割されており、前記連続シート上に前記粉粒体を前記機械方向及び前記交差する方向へ間欠的に供給することができる請求項1〜5のいずれかに記載の吸収体製造装置。
【請求項7】
前記計量ローラーの前記粉粒体充填部と前記スクレーパとが前記交差する方向において複数に分割されており、前記分割された各粉粒体充填部に対応して、前記供給シュートと前記シャッターとが分割されている請求項1〜6のいずれかに記載の吸収体製造装置。
【請求項8】
前記連続シートが回転ドラムによって搬送されており、少なくとも前記粉粒体供給装置による前記粉粒体の供給工程と、前記連続シートに連続貼り合せシートを接合する工程とが前記回転ドラム上でなされている請求項1〜7のいずれかに記載の吸収体製造装置。
【請求項1】
機械方向に連続的に搬送される連続シート上に、粉粒体を間欠的に供給する粉粒体供給装置を備える吸収体製造装置において、
前記粉粒体供給装置は、一方向へ回転し、その外周面に所定量の粉粒体を充填するための粉粒体充填部を有する計量ローラーと、前記粉粒体が貯留されており、前記計量ローラーの前記粉粒体充填部に前記粉粒体を供給する粉粒体供給部と、前記粉粒体供給部の前記一方向の下流側において、前記計量ローラーの外周面に沿って配置されており、前記粉粒体充填部に供給された前記粉粒体のうちの所定量を前記粉粒体充填部に充填させるスクレーパと、前記粉粒体充填部に充填された前記粉粒体を一時的に収容するための供給シュートと、前記供給シュートを画成する周壁の一部をなす開閉自在のシャッターとを含み、
前記計量ローラーは、回転駆動手段によって回転軸を介して前記一方向へ回転駆動されており、
前記シャッターは、開閉作動手段によってその開閉が制御されており、
前記回転駆動手段と前記開閉作動手段とが制御装置において電気的に制御されていることによって、前記連続シートの搬送速度に対応した速度で前記回転駆動手段が回転し、かつ、前記回転駆動手段と連動するように、前記搬送速度に対応して前記開閉作動手段の開閉がなされており、前記供給シュートに一時的に収容された前記粉粒体を前記連続シート上に間欠的に供給することを特徴とする前記吸収体製造装置。
【請求項2】
前記粉粒体充填部が、前記機械方向に交差する方向へ延びる複数の充填凹溝部から形成されている請求項1記載の吸収体製造装置。
【請求項3】
前記充填凹溝部が、前記計量ローラーの外周面においてその周方向に連続的に並んでいる請求項2記載の吸収体製造装置。
【請求項4】
前記連続シートの前記搬送速度を検出する速度検出手段を有し、前記速度検出手段によって検出された前記搬送速度が前記制御装置に入力され、前記制御装置から前記搬送速度に応じた制御信号が前記回転駆動手段および前記開閉作動手段に送られる請求項1〜3のいずれかに記載の吸収体製造装置。
【請求項5】
前記回転駆動手段がサーボモータである請求項1〜4のいずれかに記載の吸収体製造装置。
【請求項6】
前記供給シュートと前記シャッターとが前記交差する方向において複数に分割されており、前記連続シート上に前記粉粒体を前記機械方向及び前記交差する方向へ間欠的に供給することができる請求項1〜5のいずれかに記載の吸収体製造装置。
【請求項7】
前記計量ローラーの前記粉粒体充填部と前記スクレーパとが前記交差する方向において複数に分割されており、前記分割された各粉粒体充填部に対応して、前記供給シュートと前記シャッターとが分割されている請求項1〜6のいずれかに記載の吸収体製造装置。
【請求項8】
前記連続シートが回転ドラムによって搬送されており、少なくとも前記粉粒体供給装置による前記粉粒体の供給工程と、前記連続シートに連続貼り合せシートを接合する工程とが前記回転ドラム上でなされている請求項1〜7のいずれかに記載の吸収体製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2011−177299(P2011−177299A)
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願番号】特願2010−43411(P2010−43411)
【出願日】平成22年2月26日(2010.2.26)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願日】平成22年2月26日(2010.2.26)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
[ Back to top ]