
吸収性の不連続的に分布している吸収性粒子状ポリマー材料を有する使い捨て吸収性物品を作製するための方法
【課題】乾燥した状態及び濡れた状態における物品内での吸収性粒子状ポリマー材料の不動化を向上させた吸収性粒子状ポリマー材料を含有し、薄く、可撓性、及び/又は廉価な吸収性物品を提供する。
【解決手段】印刷ロール内の複数のリザーバから支持体のグリッド上に配置された基材上に吸収性粒子状ポリマー材料を載置させ、複数のクロスバーの間を延びる溝を形成するように、互いに平行に延びると共に間隔をあけた複数のクロスバーを含み、複数のリザーバは平行に延びると共に間隔をあけた列を含む配列に配置される。支持体及び印刷ロールは、複数のクロスバーが複数のリザーバの列に平行になるように配列され、吸収性粒子状ポリマー材料が複数の第1クロスバーの間に第1基材上の列に集まるように基材上に載置される。熱可塑性接着剤材料は、吸収性粒子状ポリマー材料及び基材上に載置されて、基材上の吸収性粒子状ポリマー材料を覆い吸収層を形成する。
【解決手段】印刷ロール内の複数のリザーバから支持体のグリッド上に配置された基材上に吸収性粒子状ポリマー材料を載置させ、複数のクロスバーの間を延びる溝を形成するように、互いに平行に延びると共に間隔をあけた複数のクロスバーを含み、複数のリザーバは平行に延びると共に間隔をあけた列を含む配列に配置される。支持体及び印刷ロールは、複数のクロスバーが複数のリザーバの列に平行になるように配列され、吸収性粒子状ポリマー材料が複数の第1クロスバーの間に第1基材上の列に集まるように基材上に載置される。熱可塑性接着剤材料は、吸収性粒子状ポリマー材料及び基材上に載置されて、基材上の吸収性粒子状ポリマー材料を覆い吸収層を形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は概して、吸収性物品並びに吸収性物品を作製するための方法及び装置に関し、より詳細には、おむつなど、吸収性粒子状ポリマー材料を有する使い捨て吸収性物品を作製するための方法及び装置に関する。
【背景技術】
【0002】
使い捨ておむつ、トレーニングパンツ、及び成人失禁用下着のような吸収性物品は、身体排出物を吸収し封じ込める。これらは、また、身体排出物が着用者と接触する衣類又は寝具などの他の物品をよごし、濡らし、ないしは別の方法で汚染するのを防止するように意図されている。使い捨ておむつのような使い捨て吸収性物品は、乾燥した状態又は尿が沁み込んだ状態で数時間にわたって着用され得る。したがって、物品の吸収及び封入機能を維持又は向上させる一方で、物品が乾燥しているとき及び物品が液体排出物による全体的又は部分的な負荷状態にあるときの両方において、着用者に対する吸収性物品のフィット性及び快適性を改善する努力がなされてきた。
【0003】
おむつのような幾つかの吸収性物品には、吸収性粒子状ポリマー材料のような吸収性ポリマー材料(超吸収性ポリマーとしても知られる)が含まれる。吸収性粒子状ポリマー材料は、液体を吸収して膨張し、最良の吸収性、フィット性、及び/又は快適性を意図する一定のパターン又は配列で吸収性物品内に配置されたときに、より効果的であり得る。それ故、吸収性粒子状ポリマー材料は、吸収性物品においてその意図された位置に留まるのが望ましくあり得、したがって、吸収性粒子状ポリマー材料は、望ましくは、吸収性物品が乾燥しているとき及び濡れているときに、吸収性粒子状ポリマー材料が不動化された状態を維持するように、吸収性物品内で不動化される。
【発明の概要】
【発明が解決しようとする課題】
【0004】
おむつのような吸収性物品は、吸収性であるのに加えて、望ましくは、使用中の容易さ及び快適性のために、また、より便利で整ったパッケージ化及び保管のために薄く可撓性のあるものとすることができる。吸収性物品は、大量に使用されることが多い可能性があり、廉価であるのが望ましい。吸収性物品内で吸収性粒子状ポリマー材料を不動化する幾つかの技術によって、吸収性物品の嵩(かさ)が増し、これにより、厚さが増大し、可撓性が低減し、及び/又は、吸収性物品のコストが増大する。吸収性物品内で吸収性粒子状ポリマー材料を不動化するための他の技術は、吸収性物品が濡れた状態にあるときに、乾燥した状態にあるときほど不動化を維持するのに効果的でないことがある。したがって、乾燥した状態及び濡れた状態における物品内での吸収性粒子状ポリマー材料の不動化を向上させた吸収性粒子状ポリマー材料を含有する、薄く、可撓性の、及び/又は廉価な吸収性物品の必要性が依然としてある。
【課題を解決するための手段】
【0005】
本発明は上述の1つ以上の技術的問題に対応し、使い捨て吸収性物品を作製するための方法を提供するが、この方法は、印刷ロール内の複数のリザーバから支持体のグリッド上に配置された基材上に吸収性粒子状ポリマー材料を載置させる工程を含んでよく、この支持体のグリッドは、複数のクロスバーの間を延びる溝を形成するように、互いに実質的に平行に延びると共に間隔をあけた複数のクロスバーを含む。第1外周面において複数のリザーバは、互いに実質的に平行に延びると共に間隔をあけた列を含む配列に配置されてよい。支持体及び印刷ロールは、複数のクロスバーが複数のリザーバの列に実質的に平行になるように配列されてよく、吸収性粒子状ポリマー材料は、複数の第1クロスバーの間に形成された第1基材上の列に集まるように、基材上にパターンで載置される。熱可塑性接着剤材料は、吸収性粒子状ポリマー材料及び基材上に載置されて、基材上の吸収性粒子状ポリマー材料を覆い、吸収層を形成することができる。
【0006】
本発明の別の態様によると、使い捨て吸収性物品を作製するための装置は、吸収性粒子状ポリマー材料供給装置と、グリッドを含む支持体と、印刷ロールと、熱可塑性接着剤材料塗布装置と、を備え得る。支持体は、複数のクロスバーの間を延びる溝を形成するように、互いに実質的に平行に延びると共に間隔をあけた複数のクロスバーを含むグリッドを含んでよい。印刷ロールは、吸収性粒子状ポリマー材料供給装置から吸収性粒子状ポリマー材料を受けるために構成されてよく、外周面と、外周面において互いに実質的に平行に延びると共に間隔をあけた列を含む配列に配置された複数のリザーバと、を有する。支持体及び印刷ロールは、複数のクロスバーが外周面における複数のリザーバの列に実質的に平行になるように配列されてよく、その結果、印刷ロールが回転すると、複数のリザーバロールが吸収性粒子状ポリマー材料供給装置から吸収性粒子状ポリマー材料を受け、吸収性粒子状ポリマー材料が複数のクロスバーの間に形成された基材上の列に集まるように、吸収性粒子状ポリマー材料を基材上にパターンで載置させる。熱可塑性接着剤材料塗布装置は、吸収性粒子状ポリマー材料及び基材上に熱可塑性接着剤材料塗布装置を適用して、基材上の吸収性粒子状ポリマー材料を覆い吸収層を形成することができる。
【0007】
本発明の更に別の態様によると、使い捨て吸収性物品は、トップシートとバックシートとを含むシャーシと、トップシートとバックシートとの間に配置された、実質的にセルロースを含まない吸収性コアと、を含み得る。吸収性コアは長手方向軸を有してよく、また第1吸収層及び第2吸収層を含み得る。第1吸収層は第1基材を含むことができ、第2吸収層は第2基材を含むことができる。第1吸収層及び第2吸収層は、第1基材及び第2基材上に載置された吸収性粒子状ポリマー材料を更に含んでよく、熱可塑性接着剤材料は、それぞれ第1基材及び第2基材上の吸収性粒子状ポリマー材料を覆ってよい。吸収性粒子状ポリマー材料は、それぞれのパターンで第1基材及び第2基材上に載置されてよく、各パターンは、互いに間隔をあけると共に長手方向軸に対して実質的に垂直に延びる吸収性粒子状ポリマー材料の列、及び列の間を長手方向軸に対して実質的に垂直に延びる接合領域を含んでよい。第1吸収層及び第2吸収層は、第1吸収層の熱可塑性接着剤材料の少なくとも一部分が第2吸収層の熱可塑性接着剤材料の少なくとも一部分に接触するように共に組み合わされてよく、吸収性粒子状ポリマー材料は、吸収性粒子状ポリマー材料領域内の第1基材と第2基材との間に配置されてよく、吸収性粒子状ポリマー材料は、吸収性粒子状ポリマー材料領域にわたって実質的に連続的に分布してよく、両方のパターンの列が互いに実質的に平行であり、各パターンの列がもう一方のパターンの列の間に収まるように、それぞれのパターンが互いにオフセットされてよい。本発明の他の特徴及び利点は、以下の発明を実施するための形態、図面、及び特許請求の範囲を読めば明らかであろう。
【図面の簡単な説明】
【0008】
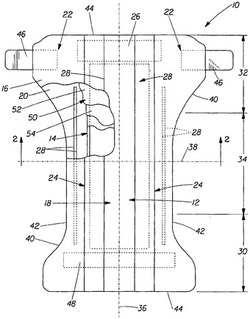
【図1】本発明の一実施形態によるおむつの平面図。
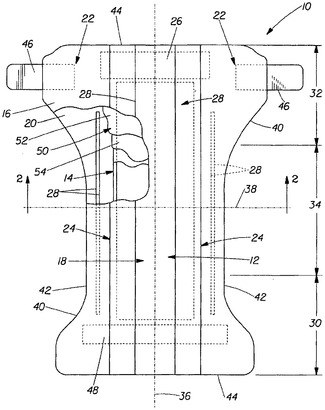
【図2】図1に示したおむつを図1の断面線2−2に沿って切断した断面図。
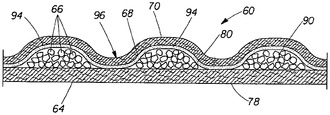
【図3】本発明の一実施形態による吸収性コア層の長手方向部分断面図。
【図4】本発明の別の実施形態による吸収性コア層の長手方向部分断面図。
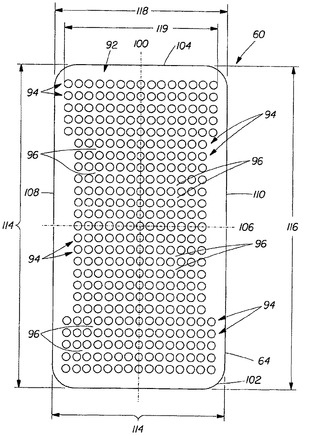
【図5】図3に図示した吸収性コア層の平面図。
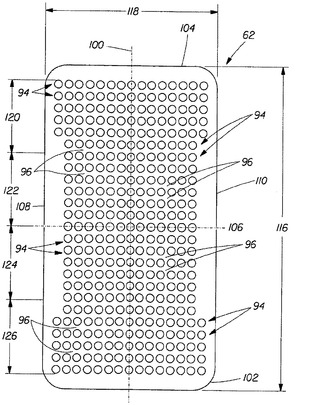
【図6】本発明の一実施形態による第2吸収性コア層の平面図。
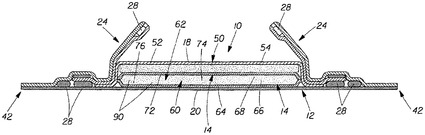
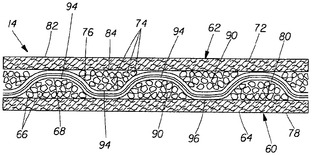
【図7】図5及び6に例示された第1吸収性コア層及び第2吸収性コア層の組み合わせを含む吸収性コアの長手方向部分断面図。
【図8】図7に例示された吸収性コア層の平面図。
【図9】レオメーターの略図。
【図10】本発明の一実施形態による吸収性コアの作製プロセスの模式図。
【図11】本発明の一実施形態による吸収性コアを作製するための装置の部分断面図。
【図12】図11に例示された支持ロールの斜視図。
【図13】図12に例示された支持ロールの一部を形成するグリッドの部分斜視図。
【図14】図11に例示された印刷ロールの斜視図。
【図15】吸収性粒子状ポリマー材料リザーバを示す図14に例示された印刷ロールの部分斜視図。
【図16】吸収性粒子状ポリマー材料リザーバを示す代替の印刷ロールの部分斜視図。
【図17】吸収性粒子状ポリマー材料リザーバを示す代替の印刷ロールの部分斜視図。
【発明を実施するための形態】
【0009】
前述のように、本発明は、基材上に載置された吸収性粒子状ポリマー材料を含む使い捨て吸収性物品を作製するための方法及び装置、並びに結果として生じる使い捨て吸収性物品を包含する。かかる方法及び装置、並びに結果として生じる使い捨て吸収性物品の実施形態については、以下の定義の後に本明細書で説明する。
【0010】
定義
「吸収性物品」とは、身体排出物を吸収しかつ封じ込める器具を指し、より具体的には、着用者の身体に接して又は近接して配置されて、身体から排出される排出物を吸収しかつ封じ込める器具を指す。吸収性物品としては、おむつ、トレーニングパンツ、成人用失禁下着、女性用衛生製品、胸パッド、ケアマット、よだれ掛け、創傷包帯製品、及び同種のものを挙げることができる。吸収性物品としては、床洗浄物品、食品産業物品などを更に挙げることができる。本明細書で使用するとき、用語「体液」又は「身体排出物」とは、尿、血液、膣排泄物、母乳、汗及び糞便を包含するが、これらに限定されない。
【0011】
「吸収性コア」は、吸収性物品によって受け取られた液体を吸収し封じ込めるために、吸収性物品のトップシートとバックシートとの間に通常配置される構造体を意味し、1つ以上の基材と、1つ以上の基材上に配置された吸収性ポリマー材料と、吸収性粒子状ポリマー材料を1つ以上の基材上に不動化するための、吸収性粒子状ポリマー材料上及び1つ以上の基材の少なくとも一部分上の熱可塑性組成物と、を含んでもよい。多層の吸収性コアにおいて、吸収性コアはカバー層も含んでもよい。1つ以上の基材及びカバー層は、不織布を含んでもよい。更に、吸収性コアは、実質的にセルロースを含まない。吸収性コアは、吸収性物品の捕捉システム、トップシート、又はバックシートを含まない。ある実施形態では、吸収性コアは、本質的に1つ以上の基材と、吸収性ポリマー材料と、熱可塑性組成物と、場合によってはカバー層と、からなる。
【0012】
「吸収性ポリマー材料」、「吸収性ゲル材料」、「AGM」、「超吸収体」、及び「超吸収性材料」は、本明細書で互換的に使用され、遠心分離保持容量試験(エダナ(Edana)441.2−01)を使用して測定したときに、0.9%食塩水溶液をその重量の少なくとも5倍吸収可能な架橋された高分子材料を指す。
【0013】
「吸収性粒子状ポリマー材料」は、乾燥した状態で流動可能なように粒子状形態である吸収性ポリマー材料を指すように本明細書で使用される。
【0014】
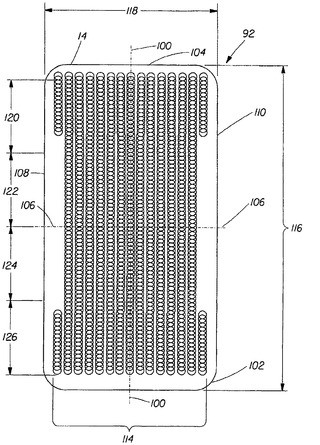
「吸収性粒子状ポリマー材料領域」は、本明細書で使用するとき、第1基材64及び第2基材72が多数の超吸収性粒子によって隔てられているコアの領域を指す。図8では、吸収性粒子状ポリマー材料領域の境界は、重なり合った円の外辺部によって画定される。この外辺部の外側には、第1基材64と第2基材72との間に幾つかの外部超吸収性粒子が存在してもよい。
【0015】
「エアフェルト」は、本明細書において、セルロース繊維の一形態である粉砕木材パルプを指すのに使用される。
【0016】
「含む」、「含んでいる」は制約のない用語であり、それぞれは後に続くもの、例えば、構成要素の存在を特定するが、他の特徴、例えば要素、工程、当該技術分野において既知の又は本明細書に開示される構成要素の存在を除外しない。
【0017】
本明細書において「本質的に〜からなる」とは、請求項におけるようなものの対象の範囲を特定の材料又は工程、及び対象の基本的及び新しい特徴に実質的に影響しないものに限定するのに使用される。
【0018】
「使い捨て」は、通常の意味では、様々な期間にわたって限定された使用回数、例えば、約20回未満、約10回未満、約5回未満、又は約2回未満の後に、処分される又は廃棄されることを意味する物品に使われる。
【0019】
「おむつ」とは、幼児及び失禁症状のある人が着用者の腰部及び脚部を取り巻くように、胴体下部の周りに通常着用し、具体的には、尿及び糞便を受容し封じ込めるように適合された吸収性物品を指す。本明細書で使用するとき、用語「おむつ」は、以下で定義されている「パンツ」も包含する。
【0020】
「繊維」及び「フィラメント」は、同じ意味で使用される。
【0021】
「不織布」は、一方向に又は不規則に配向され、摩擦及び/又は凝集及び/又は接着により固着された繊維の、人造シート、ウェブ又はバットであるが、紙、並びに、縫うかどうかを問わず、織製、編製、タフト加工、糸若しくはフィラメントの固着を組み込んだステッチボンド、又は湿式ミリングによるフェルト加工の製品を除く。繊維は天然起源のものであっても人造起源のものであってもよく、ステープル若しくは連続フィラメントであっても、又はその場で形成されたものであってもよい。市販の繊維の直径は、約0.001mm未満〜約0.2mm超の範囲であるいくつかの異なる形態、つまり短繊維(ステープル繊維又は細断繊維として周知である)、連続単繊維(フィラメント又はモノフィラメント)、連続フィラメントの撚っていない束(麻くず(tow))、及び連続フィラメントの撚り束(編み糸)で提供される。不織布は、メルトブロー、スパンボンディング、溶剤紡糸、電界紡糸、及びカーディングなど、多くの方法により形成可能である。不織布布地の坪量は、通常、1平方メートル当たりのグラム数(gsm)で表される。
【0022】
「パンツ」又は「トレーニングパンツ」は、本明細書で使用するとき、幼児又は成人の着用者用に設計された腰部開口部及び脚部開口部を有する使い捨て衣類を指す。パンツは、着用者の脚を脚部開口に挿入し、パンツを着用者の胴体下部周りの位置にまで滑らせることによって着用者の所定位置に配置されることができる。パンツは、再締結可能な及び/又は再締結不可能な接合(例えば、縫い目、溶接、接着剤、粘着接着、締め具など)を用いて、物品の一部分を共に連結することが挙げられるがこれらに限定されない、任意の好適な技術により予備成形されてもよい。パンツは、物品の周囲に沿った任意の場所に予備成形されてもよい(例えば、側面固定、前部ウエスト固定)。用語「パンツ」又は「パンツ類」が本明細書では使用されるが、パンツはまた一般的に「密閉型おむつ」、「事前締結型おむつ」、「プルオンおむつ」、「トレーニングパンツ」、及び「おむつパンツ」とも呼ばれる。好適なパンツは、米国特許第5,246,433号(Hasseら、1993年9月21日発行)、同第5,569,234号(Buellら、1996年10月29日発行)、同第6,120,487号(Ashton、2000年9月19日発行)、同第6,120,489号(Johnsonら、2000年9月19日発行)、同第4,940,464号(Van Gompelら、1990年7月10日発行)、同第5,092,861号(Nomuraら、1992年3月3日発行)、米国特許公開第2003/0233082 A1号、名称「Highly Flexible And Low Deformation Fastening Device」(2002年6月13日出願)、米国特許第5,897,545号(Klineら、1999年4月27日発行)、米国特許第5,957,908号(Klineら、1999年9月28日発行)に開示されている。
【0023】
「実質的にセルロースを含まない」とは、本明細書では、10重量%未満のセルロース繊維、5重量%未満のセルロース繊維、1重量%未満のセルロース繊維を含有する、セルロース繊維を含有しない、又は微量を超えたセルロース繊維を含有しない、吸収性コアなどの物品の記述に使用される。微量のセルロース繊維は、吸収性コアの薄さ、吸収性コアの柔軟性、又は吸収性コアの吸収力に実質的に影響しない。
【0024】
「実質的に連続的に分布した」とは、本明細書で使用するとき、吸収性粒子状ポリマー材料領域において、第1基材64及び第2基材72が多数の超吸収性粒子によって隔てられていることを示す。吸収性粒子状ポリマー材料領域において、第1基材64と第2基材72との間に小さな偶然接触領域が存在してもよいことが認められる。第1基材64と第2基材72との間にある偶然接触領域は、意図的であっても意図的でなくてもよい(例えば人工物の製造)が、枕状体(pillows)、ポケット、管、キルトパターンなどのような幾何学的配列を形成しない。
【0025】
「熱可塑性接着剤材料」は、本明細書で使用するとき、乾燥した状態及び濡れた状態の両方において超吸収性材料を不動化する目的で超吸収性材料に塗布され、繊維が形成されるポリマー組成物を含むものと解される。本発明の熱可塑性接着剤材料は、超吸収性材料を覆って繊維性網状組織を形成する。
【0026】
「厚さ」及び「キャリパー」は、本明細書において同じ意味で使用される。
【0027】
吸収性物品
図1は、本発明のある実施形態によるおむつ10の平面図である。おむつ10は、その広げられた非収縮(弾性による収縮がない)状態で示され、おむつ10の一部は、おむつ10の下層構造をより明瞭に示すために、切り取られている。着用者に接触するおむつ10の部分は、図1において観察者の方を向いている。おむつ10は、通常、シャーシ12、及びシャーシに配置される吸収性コア14を含み得る。
【0028】
図1におけるおむつ10のシャーシ12は、おむつ10の本体をなしてもよい。シャーシ12は、液体透過性であり得るトップシート18、及び/又は液体不透過性であり得るバックシート20を含む外側カバー16を含んでもよい。吸収性コア14は、トップシート18とバックシート20との間に包まれていることもある。シャーシ12は、サイドパネル22、弾性レッグカフ24、及び弾性ウエスト機構26を更に含んでもよい。
【0029】
レッグカフ24及び弾性ウエスト機構26は通常、それぞれ弾性部材28を含んでもよい。おむつ10の1つの端部は、おむつ10の第1腰部区域30として構成されてもよい。おむつ10の反対側の端部は、おむつ10の第2腰部区域として構成されてもよい。おむつ10の中間部分は、股領域34として構成され得、股領域34は、第1腰部区域30と第2腰部区域32との間を長手方向に延びている。腰部区域30及び32は、着用者のウエストの周りで集まって改善されたフィット感及び密閉力をもたらすように、弾性構成要素を含んでもよい(弾性ウエスト機構26)。股領域34は、おむつ10が着用されたときに、概して着用者の脚の間に位置付けられるおむつ10の部分である。
【0030】
おむつ10は、その長手方向軸36及び横断方向38と共に図1に描かれている。おむつ10の外周40は、長手方向縁部42がおむつ10の長手方向軸36にほぼ平行に延び、終縁部44がおむつ10の横断方向軸線38にほぼ平行に長手方向縁部42の間を延びる、おむつ10の外側縁部によって画定される。
【0031】
更に、当技術分野においてよく知られているその他の機構(前部イヤーパネル及び後部イヤーパネル、ウエストキャップ機構、伸縮材など)をおむつ20に含めて、フィット感、密閉力、美的特性を向上させてもよい。このような追加機構は当該技術分野においてよく知られており、例えば米国特許第3,860,003号及び米国特許第5,151,092号に記載されている。
【0032】
おむつ10を着用者の周りの所定位置に保持するために、第1腰部区域30の少なくとも一部は、締着部材46によって第2腰部区域32の少なくとも一部に取り付けられて、脚部開口部(単数又は複数)及び物品の腰部を形成してもよい。締結する時、締結装置が物品の腰部周辺の引張荷重を支える。締結装置により、物品の使用者は締結装置の一要素、例えば締結部材46を掴み、第1腰部区域30を少なくとも2箇所で第2腰部区域32に接続することができる。これは、締結装置要素間の固着強度を操作することにより達成することができる。
【0033】
ある実施形態によると、おむつ10は、再閉鎖可能な締着装置を備えてもよく、あるいは、パンツ型おむつの形態で提供されてもよい。吸収性物品がおむつである場合、おむつを着用者に固定するために、シャーシに接合された再閉鎖可能な締着装置を含むことが可能である。吸収性物品がパンツ型おむつである場合、物品は、シャーシに、また互いに接合された少なくとも2つのサイドパネルを含んで、パンツを形成することが可能である。締着装置及びそのいずれの構成要素も、このような使用に好適な任意の材料を含むことができ、それにはプラスチック、フィルム、発泡体、不織布、織布、紙、ラミネート、繊維強化プラスチックなど、又はそれらの組み合わせが挙げられるが、これらに限定されない。ある実施形態では、締着装置を構成する材料は、可撓性であってよい。可撓性により、締結装置を体の形状に適合でき、ひいては締結装置が着用者の皮膚に刺激を与えたり又は傷つけたりする可能性を低減することができる。
【0034】
一体型吸収性物品に関しては、シャーシ12及び吸収性コア14がおむつ10の主構造を形成し、他の機構を加えて複合おむつ構造を形成することができる。トップシート18、バックシート20、及び吸収性コア14は、様々な周知の構成に組み立てることができるが、好ましいおむつ構成は、米国特許第5,554,145号(Roeら、1996年9月10日発行)、名称「Absorbent Article With Multiple Zone Structural Elastic−Like Film Web Extensible Waist Feature」、同第5,569,234号(Buellら、1996年10月29日発行)、名称「Disposable Pull−On Pant」、及び同第6,004,306号(Roblesら、1999年12月21日発行)、名称「Absorbent Article With Multi−Directional Extensible Side Panels」に概ね記載されている。
【0035】
図1のトップシート18は、全体的に又は部分的に伸縮性を持たせてもよく、又は縮小してトップシート18と吸収性コア14との間に空間を提供してもよい。伸縮性の又は縮小させたトップシートを含む代表的な構造は、米国特許第5,037,416号(Allenら、1991年8月6日発行)、名称「Disposable Absorbent Article Having Elastically Extensible Topsheet」、及び同第5,269,775号(Freelandら、1993年12月14日発行)、名称「Trisection Topsheet for Disposable Absorbent Articles Having Such Trisection Topsheet」に更に詳細に記載されている。
【0036】
バックシート20は、トップシート18に接合されてもよい。バックシート20は、吸収性コア14によって吸収されおむつ10内に封じ込められた排出物が、おむつ10と接触し得るその他の外部物品、例えばベッドシーツ及び下着を汚すのを防ぐことができる。特定の実施形態では、バックシート20は、液体(例えば、尿)に対して実質的に不透過性であってもよく、不織布及び約0.012mm(0.5ミル)〜約0.051mm(2.0ミル)の厚さを有する熱可塑性フィルムのような薄いプラスチックフィルムのラミネートを含んでもよい。好適なバックシートフィルムとしては、インディアナ州テレホート(Terre Haute)のTredegar Industries Inc.によって製造され、商標名X15306、X10962、及びX10964で販売されているものが挙げられる。他の好適なバックシート材料としては、蒸気をおむつ10から逃がす一方で液体排出物がバックシート10を通過するのを依然として防止する通気性材料を挙げることができる。代表的な通気性材料としては、織布ウェブ、不織布ウェブのような材料、例えばフィルムコートされた不織布ウェブのような複合材料、及びMitsui Toatsu Co.(日本)によりESPOIR NOの表記で製造されるようなミクロ細孔性フィルム、またEXXON Chemical Co.(テキサス州ベイシティー(Bay City)によりEXXAIREの表記で製造されるようなミクロ細孔性フィルムを挙げることができる。ポリマーブレンドを含む好適な通気性複合材料は、Clopay Corporation(オハイオ州シンシナティ(Cincinnati))からHYTRELブレンドP18−3097の名称で入手できる。このような通気性複合材料は、PCT出願WO95/16746号(E.I.DuPontの名義で1995年6月22日公開)に詳細されている。不織布ウェブ及び孔あき成形フィルムなどの他の通気性バックシートが米国特許第5,571,096号、Dobrinら、1996年11月5日発行に記載されている。
【0037】
特定の実施形態において、本発明のバックシートは、WSP 70.5(08)に従って37.8℃及び相対湿度60%で測定して、約2000g/24h/m2超の、約3000g/24h/m2超の、約5000g/24h/m2超の、約6000g/24h/m2超の、約7000g/24h/m2超の、約8000g/24h/m2超の、約9000g/24h/m2超の、約10000g/24h/m2超の、約11000g/24h/m2超の、約12000g/24h/m2超の、約15000g/24h/m2超の水蒸気透湿度(WVTR)を有し得る。
【0038】
図2は、図1の断面線2−2に沿った図1の断面図を示す。おむつ10は、着用者に面する側から始まって、トップシート18、吸収性コア14の構成要素、及びバックシート20を含むことができる。特定の実施形態によると、おむつ10はまた、液体透過性トップシート18と吸収性コア14の着用者に面する側との間に配置される捕捉システム50を含んでもよい。捕捉システム50は、吸収性コア14と直接接触していてよい。捕捉システム50は、単一層からなってもよく、又は着用者の皮膚に面する上部捕捉層52及び着用者の衣類に面する下部捕捉層54などの多層からなってもよい。特定の実施形態によると、捕捉システム50は、尿の噴出のような急増する液体を受け取るように機能してもよい。換言すれば、捕捉システム50は、吸収性コア14が液体を吸収できるまで液体の一時的なリザーバとして機能してもよい。
【0039】
特定の実施形態では、捕捉システム50は、化学的に架橋されたセルロース繊維を含んでもよい。このような架橋されたセルロース繊維は、望ましい吸収力特性を有し得る。代表的な化学的に架橋されたセルロース繊維は、米国特許第5,137,537号に開示されている。特定の実施形態では、化学的に架橋されたセルロース繊維は、グルコース単位に基づいて、約0.5モル%〜約10.0モル%のC2〜C9ポリカルボン酸架橋剤、又は約1.5モル%〜約6.0モル%のC2〜C9ポリカルボン酸架橋剤により架橋される。クエン酸は代表的な架橋剤である。他の実施形態では、ポリアクリル酸が使用されてもよい。更に、ある実施形態によると、架橋されたセルロース繊維は、約25〜約60、又は約28〜約50、又は約30〜約45の保水度を有する。保水度を決定するための方法は、米国特許第5,137,537号に開示されている。ある実施形態によると、架橋されたセルロース繊維は、捲縮されるか、撚り合わされるか、又は螺旋状にされもよく、あるいは、捲縮、撚り合わせ、及び螺旋状を含むそれらの組み合わせであってもよい。
【0040】
特定の実施形態では、上部捕捉層52及び下部捕捉層54の一方又は両方は、親水性であり得る不織布を含んでもよい。更に、特定の実施形態によれば、上部捕捉層52及び下部捕捉層54の一方又は両方は、化学的に架橋されたセルロース繊維を含んでもよく、これらは不織布材料の一部を形成しても形成しなくてもよい。代表的な実施形態によれば、上部捕捉層52は、架橋されたセルロース繊維を有さない不織布を含んでもよく、下部捕捉層54は、化学的に架橋されたセルロース繊維を含んでもよい。更に、一実施形態によれば、下部捕捉層54は、天然又は合成高分子繊維などの他の繊維と混合されている、化学的に架橋されたセルロース繊維を含んでもよい。代表的な実施形態によると、このようなその他の天然又は合成高分子繊維には、表面積の大きな繊維、熱可塑性結合繊維、ポリエチレン繊維、ポリプロピレン繊維、PET繊維、レーヨン繊維、リオセル繊維、及びこれらの混合物が含まれてもよい。特定の実施形態によると、下部捕捉層54は、全乾燥重量を有し、架橋されたセルロース繊維は、上部捕捉層において乾燥重量基準で下部捕捉層54の約30重量%〜約95重量%の量で存在しており、また、その他の天然又は合成高分子繊維は、下部捕捉層54において乾燥重量基準で下部捕捉層54の約70重量%〜約5重量%の量で存在している。別の実施形態によれば、架橋されたセルロース繊維は、乾燥重量基準で下部捕捉層54の約80重量%〜約90重量%の量で第1捕捉層中に存在し、また、その他の天然又は合成高分子繊維は、乾燥重量基準で下部捕捉層54の約20重量%〜約10重量%の量で下部捕捉層54中に存在している。
【0041】
特定の実施形態によれば、下部捕捉層54は、望ましくは高い流体吸い上げ能力を有する。流体吸い上げは、吸収性材料1グラム当たりに吸収された流体のグラムで測定され、「最大吸い上げ」値によって表される。それゆえに、高い流体吸い上げは、材料の高い容量に相当し、獲得材料により吸収されるべき流体の完全な獲得を確実なものにするので有益である。代表的な実施形態によると、下部捕捉層54は、約10g/gの最大吸い上げを有する。
【0042】
上部捕捉層54の関連属性は、その中間脱着圧(MDP)である。MDPは、2068Pa(0.3psi)の印加された機械的圧力の下で0cmの毛管吸引高さにおいてその容量の約50%まで下部捕捉層54を脱水するのに必要な毛管圧の測定値である。一般に、比較的低いMDPが有用であり得る。より低いMDPによって、下部捕捉層54は、上部捕捉材料をより効果的に排液させ得る。理論に束縛されるものではないが、所定の分配材料は、限定できる毛管吸引力を有し得る。下部捕捉層54が毛管力によって液体を縦方向に移動させる能力は、重力、及び上部捕捉層の脱着と関連した対向する毛管力によって直接的に影響される。これらの毛細管力を最小限に抑えると、下部捕捉層54の性能に好影響を与えることができる。しかしながら、特定の実施形態では、下部捕捉層54はまた、上方の層(特に上部捕捉層52及びトップシート18)から排液するために、また、液体が吸収性コア構成要素によって離隔されるまで液体を一時的に保持するために、適切な毛管吸収吸引を有してもよい。したがって、特定の実施形態では、下部捕捉層54は、5cmを超える最小MDPを有し得る。更に、代表的な実施形態によると、下部捕捉層54は、急速な捕捉を提供するために、約20.5cm未満のH2O、又は約19cm未満のH2O、又は約18cm未満のH2OのMDP値を有する。
【0043】
MDP及び最大吸い上げを決定するための方法は、米国特許出願公開第2007/0118087 A1号に開示されている。例えば、第1の実施形態によると、下部捕捉層54は、約70重量%の化学的に架橋されたセルロース繊維、約10重量%のポリエステル(PET)、及び約20重量%の未処理のパルプ繊維を含んでもよい。第2の実施形態によれば、下部捕捉層54は、約70重量%の化学的に架橋されたセルロース繊維、約20重量%のリオセル繊維、及び約10重量%のPET繊維を含んでもよい。第3の実施形態によれば、下部捕捉層54は、約68重量%の化学的に架橋されたセルロース繊維、約16重量%の未処理のパルプ繊維、及び約16重量%のPET繊維を含んでもよい。一実施形態では、下部捕捉層54は、約90〜100重量%の化学的に架橋されたセルロース繊維を含んでもよい。
【0044】
上部捕捉層52及び下部捕捉層54に好適な不織布材料としては、スパンボンド層と、メルトブロー層と、更なるスパンボンド層と、を含むSMS材料が挙げられるが、これに限定されない。特定の実施形態では、永久的に親水性の不織布、特に耐久的に親水性のコーティングを有する不織布が望ましい。別の好適な実施形態は、SMMS構造を含む。特定の実施形態では、不織布は多孔質である。
【0045】
ある実施形態では、好適な不織布材料としては、PE、PET、及びPPなどの合成繊維を挙げることができるが、これらに限定されない。不織布の製造に使用されるポリマーは、本来疎水性であり得るため、親水性コーティングでコーティングされてもよい。耐久的に親水性のコーティングを用いて不織布を製造するための1つの方法は、同時係属中の米国特許公開第2005/0159720号に記載されているように、親水性モノマー及びラジカル重合反応開始剤を不織布上に塗布し、紫外線で活性化して重合を起こすことによって、不織布の表面に化学結合したモノマーを生成させるものである。耐久的に親水性のコーティングを用いて不織布を製造するためのもう1つの方法は、同時係属出願米国特許第7,112,621号(Rohrbaughら)及びPCT出願公開WO02/064877号に記載されているように、親水性のナノ粒子で不織布をコーティングすることである。
【0046】
典型的には、ナノ粒子は、750nm未満の最大寸法を有する。2〜750nmの範囲の寸法を有するナノ粒子が経済的に製造され得る。ナノ粒子の利点は、その多くが水溶液中で容易に分散して、不織布上にコーティング塗布可能となり、典型的にはそれらは透明なコーティングを形成し、また、水溶液から塗布されたコーティングは、典型的には水への曝露に対して充分に耐久性があることである。ナノ粒子は、有機又は無機、合成又は天然であってよい。無機ナノ粒子は、一般に酸化物、ケイ酸塩、及び/又は、炭酸塩として存在する。好適なナノ粒子の典型例は、層状粘土鉱物(例えば、Southern Clay Products,Inc.(米国)からのLAPONITE(商標))、及びBoehmiteアルミナ(例えば、North American SasolからのDisperal P2(商標))である。特定の実施形態によると、好適なナノ粒子コーティング不織布は、米国特許出願公開第2004/0158212号、名称「Disposable absorbent article comprising a durable hydrophilic core wrap」(Ekaterina Anatolyevna Ponomarenko及びMattias NMN Schmidt)に開示されたものである。
【0047】
更に有用な不織布は、米国特許第6,645,569号(Cramerら)、同第6,863,933号(Cramerら)、同第7,112,621号(Rohrbaughら)、並びに米国特許出願公開第2003/0148684 A1号(Cramerら)及び同第2005/0008839 A1号(Cramerら)に記述されている。
【0048】
場合によっては、不織布表面は、ナノ粒子のコーティングを適用する前に、高エネルギー処置(コロナ、プラズマ)で前処理され得る。高エネルギーの前処理は、典型的には低表面エネルギー表面(PPなど)の表面エネルギーを一時的に増大させ、その結果、水中のナノ粒子の分散による不織布のより良好な濡れを可能にする。
【0049】
特に、永久的に親水性の不織布は、吸収性物品の他の部分にも有用である。例えば、上記のような永久的に親水性の不織布を含むトップシート及び吸収性コア層は、うまく働くことが判明した。
【0050】
特定の実施形態によれば、上部捕捉層52は、外部圧力が加えられ取り除かれたときに良好な回復をもたらす材料を含んでもよい。更に、特定の実施形態によれば、上部捕捉層52は、例えば、上述した高分子繊維の種類から選択される、異なる繊維のブレンドを含んでもよい。いくつかの実施形態では、繊維の少なくとも一部分は、螺旋形状を有するスパイラル捲縮を呈してもよい。いくつかの実施形態では、上部捕捉層52は、異なる程度又は異なるタイプの捲縮、又は両方の捲縮を有する繊維を含んでもよい。例えば、一実施形態は、2.54cm当たり約8個〜約12個の捲縮(1インチ当たり8個〜約12個の捲縮(cpi))、又は2.54cm当たり約9個〜約10個の捲縮(9〜約10cpi)を有する繊維の混紡、及び2.54cm当たり約4個〜約8個の捲縮(4〜約8cpi)、又は2.54cm当たり約5個〜約7個の捲縮(5〜約7cpi)を有する他の繊維を含み得る。異なる種類の捲縮としては、2D捲縮すなわち「平らな捲縮」、及び3Dすなわちスパイラル捲縮が挙げられるが、これらに限定されない。ある実施形態によると、繊維は、異なる材料、通常は第1高分子材料及び第2高分子材料をそれぞれが含む個別の繊維である、二成分繊維を含んでもよい。並列二成分繊維の使用は、繊維に螺旋捲縮を付与するのに有益であると考えられる。
【0051】
特定の実施形態では、上部捕捉層52は、ラテックス結合剤、例えば、スチレン−ブタジエンラテックス結合剤(SBラテックス)によって安定化されてもよい。そのような格子状構造を得る方法は、例えば、欧州特許EP 149880(Kwok)及び米国特許公開第2003/0105190号(Diehlら)で既知である。ある実施形態では、結合剤は、約12重量%、約14重量%、又は約16重量%を超えて上部捕捉層52に存在してもよい。ある実施形態のために、SBラテックスは、商標名GENFLO(商標)3160(OMNOVA Solutions Inc.、オハイオ州アクロン(Akron))により入手可能である。
【0052】
図1〜8における吸収性コア14は、一般にトップシート18とバックシート20との間に配置され、2つの層、第1吸収層60及び第2吸収層62を含む。図3に最良に示されるように、吸収性コア14の第1吸収層60は、基材64と、基材64上の吸収性粒子状(particular)ポリマー材料66と、第1基材64上の吸収性粒子状ポリマー材料66を覆い不動化するための接着剤としての、吸収性粒子状ポリマー材料66上及び第1基材64の少なくとも一部上の熱可塑性組成物68と、を含む。図4に図示する別の実施形態によれば、吸収性コア14の第1吸収層60は、また、熱可塑性組成物68上にカバー層70を含んでもよい。
【0053】
同様に、図7に最良に例示されるように、吸収性コア14の第2吸収層62もまた、基材72と、第2基材72上の吸収性粒子状ポリマー材料74と、第2基材72上の吸収性粒子状ポリマー材料74を不動化するための、吸収性粒子状ポリマー材料74上及び第2基材72の少なくとも一部分上の熱可塑性組成物76と、を含んでもよい。図示しないが、第2吸収層62もまた、図4に図示したカバー層70のようなカバー層を含んでもよい。
【0054】
第1吸収層60の基材64はダスティング層と呼ばれることがあり、おむつ10のバックシート20に面する第1表面78と、吸収性粒子状ポリマー材料66に面する第2表面80と、を有する。同様に、第2吸収層62の基材72はコアカバーと呼ばれることがあり、おむつ10のトップシート18に面する第1表面82と、吸収性粒子状ポリマー材料74に面する第2表面84と、を有する。第1基材64及び第2基材72は、外周の周辺部で接着剤により相互に接着されて、吸収性粒子状ポリマー材料66及び吸収性粒子状ポリマー材料74を吸収性コア14内に保持するためのエンベロープを吸収性粒子状ポリマー材料66及び74の周りに形成してもよい。
【0055】
特定の実施形態によれば、第1吸収層60及び第2吸収層62の基材64及び72は、上述の不織布材料などの不織布材料であってもよい。特定の実施形態では、不織布は多孔質であり、一実施形態では、約32マイクロメートルの孔径を有する。
【0056】
図1〜8に例示されるように、吸収性粒子状ポリマー材料66及び74は、第1吸収層60及び第2吸収層62のそれぞれの基材64及び72の上に粒子のクラスター90として載置されて、間隔をあけた吸収性粒子状ポリマー材料66及び74の列94並びに列94の間の接合領域96を含むグリッドパターン92を形成する。熱可塑性接着剤材料68及び76は、おそらく吸収性粒子状ポリマー材料66及び74がより少ない領域を除いて、列94内で不織基材又は補助接着剤に直接接触しなくてもよい。接合領域96は、熱可塑性接着剤材料が不織基材又は補助接着剤に直接接触する領域である。グリッドパターン92内の接合領域96は、吸収性粒子状ポリマー材料66及び74を殆ど又は全く含有しない。列94及び接合領域96は、吸収性コア14の長手方向軸100に対して実質的に垂直な横断方向に細長く延びる。
【0057】
図5、6、及び8に示されるグリッドパターンは、列が一定の間隔及び寸法である矩形グリッドである。六角形、菱形、斜方晶系、平行四辺形、三角形、正方形、及びこれらの組み合わせを含む他のグリッドパターンも使用されてよい。特定の実施形態によると、列94の間隔は一定であってよい。
【0058】
グリッドパターン92内の列94の寸法は様々であってよい。特定の実施形態によると、グリッドパターン92内の列94の幅119は、約8mm〜約12mmの範囲である。特定の実施形態では、列94の幅は、約10mmである。一方、接合領域96は、特定の実施形態では、約3mm未満〜約3mmの幅又は長い方の全長を有する。特定の実施形態によると、吸収性粒子状ポリマー66及び74は実質的に連続的な列を形成するが、吸収性粒子状ポリマー66及び74のクラスター90は、他の実施形態による断続的な吸収性粒子状ポリマー66及び74の列を形成してよい。
【0059】
図5、6、及び8に示されるように、吸収性コア14は、後端102から前端104まで延びる長手方向軸100と、長手方向軸100に対して垂直な、第1縁部108から第2縁部110まで延びる横断方向軸106と、を有する。吸収性粒子状ポリマー材料のクラスター90のグリッドパターン92は、列94及び接合領域96が吸収性コア14の長手方向軸100に対して実質的に垂直になるように、吸収層60の基材64及び吸収層62の基材72上に配列される。したがって、吸収性コア14の特定の実施形態は、吸収層60及び62のグリッドパターン92の境界が実質的に直線になるようにしてよい。
【0060】
図7及び図8に最もよく見られるように、第1層60及び第2層62は、組み合わされて吸収性コア14を形成することができる。吸収性コア14は、パターン長さ116及びパターン幅118が境界となる吸収性粒子状ポリマー材料領域114を有する。吸収性粒子状ポリマー材料領域114の範囲及び形状は、吸収性コア14の所望の用途、及び組み込まれ得る特定の吸収性物品によって、変化してもよい。しかしながら、特定の実施形態では、吸収性粒子状ポリマー材料領域114は、図8に例示されているように、吸収性コア14の実質的に全体にわたって延びる。
【0061】
第1吸収層62及び第2吸収層64のそれぞれのグリッドパターン92が吸収性コア14の長さに沿って互いにオフセットされるように、第1吸収層60及び第2吸収層62は、共に組み合わされて吸収性コア14を形成してよい。吸収性コア14の長さは、吸収性コア14の長手方向軸100に沿って延び、この軸に平行である。それぞれのグリッドパターン92は、吸収性粒子状ポリマー材料66及び74が吸収性粒子状ポリマー領域114にわたって実質的に連続的に分布されるように、長手方向軸100(機械方向)の方向にオフセットされてよい。特定の実施形態では、交互に配置された列94及び接合領域96のために、個々のグリッドパターン92が第1基材64及び第2基材72にわたって不連続的に分布している吸収性粒子状ポリマー材料66及び74を含むにもかかわらず、吸収性粒子状ポリマー材料66及び74は、吸収性粒子状ポリマー材料領域114にわたって実質的に連続的に分布している。特定の実施形態では、グリッドパターンは、第1吸収層60の列94が第2吸収層62の接合領域96に面し、第2吸収層62の列94が第1吸収層60の接合領域96に面するようにオフセットされてよい。換言すれば、第1吸収層60の列94及び接合領域96は、第2吸収層62の列94及び接合領域96に実質的に平行であり、第1吸収層60の列94は、少なくとも部分的に第2吸収層62の列94の間に配置される。列94及び接合領域96が適切に寸法が決められ配置されると、結果として生じる吸収性粒子状ポリマー材料66及び74の組み合わせは、吸収性コア14の吸収性粒子状ポリマー材料領域114全体にわたる、実質的に連続的な吸収性粒子状ポリマー材料の層である。特定の実施形態では、第1吸収層60及び第2吸収層62のそれぞれのグリッドパターン92は実質的に同じであってよく、それぞれのパターンは、機械方向で互いに対して半周期オフセットされる。
【0062】
後者の場合、吸収性粒子状ポリマー66及び74のそれぞれのパターン92は、結果として生じる吸収性粒子状ポリマー材料66及び74の組み合わせが吸収性コア14の吸収性粒子状ポリマー材料領域114にわたる吸収性粒子状ポリマー材料の実質的に連続的な層であるように、長手方向軸100(横断方向)に対して実質的に垂直な方向でオフセットされてもよい。
【0063】
図8に例示されるような特定の実施形態では、吸収性粒子状ポリマー材料66及び74の量は、グリッドパターン92の長さ116に沿って様々であってもよい。特定の実施形態では、グリッドパターンは、吸収性領域120、122、124、及び126に分割されてもよく、これらの領域において、吸収性粒子状ポリマー材料66及び74の量は、領域によって様々である。本明細書で使用するとき、「吸収性領域」は、図8に示した長手方向軸に対して垂直な境界を有する吸収性粒子状ポリマー材料領域の区域を指す。吸収性粒子状ポリマー材料66及び吸収性粒子状ポリマー材料74の量は、特定の実施形態では、複数の吸収性領域120、122、124、及び126のうちの一領域から別の領域へ漸進的に推移してもよい。吸収性粒子状ポリマー材料66及び74の量の漸進的な推移により、吸収性コア14における亀裂形成の可能性が低減され得る。
【0064】
吸収性コア14内に存在する吸収性微粒子ポリマー材料66及び吸収性微粒子ポリマー材料74の量は、様々であり得るが、ある実施形態では、吸収性コアの80重量%を超える、又は吸収性コアの85重量%を超える、又は吸収性コアの90重量%を超える、又はコアの95重量%を超える量で、吸収性コア内に存在する。特定の実施形態では、吸収性コア14は、第1基材64及び第2基材72、吸収性微粒子ポリマー材料66及び74、並びに熱可塑性接着剤組成物68及び76から本質的になる。一実施形態では、吸収性コア14は、実質的にセルロースを含まなくてよい。
【0065】
特定の実施形態によると、少なくとも1つの自由に選択された1cm×1cm寸法の第1正方形における吸収性粒子状ポリマー材料66及び74の重量は、少なくとも1つの自由に選択された1cm×1cm寸法の第2正方形における吸収性粒子状ポリマー材料66及び74の重量より少なくとも約10%、又は20%、又は30%、40%又は50%高くてよい。特定の実施形態では、第1正方形及び第2正方形は、長手方向軸を中心とする。
【0066】
吸収性粒子状ポリマー材料領域は、代表的な実施形態によると、着用時の快適性を増大させるために、吸収性物品の股部領域において比較的狭い幅を有してもよい。故に、吸収性粒子状ポリマー材料領域は、一実施形態によると、吸収性物品の前縁部及び後縁部まで等間隔に位置する横断方向線に沿って測定したとき、約100mm、90mm、80mm、70mm、60mm未満、又は更に約50mm未満の幅を有してもよい。
【0067】
おむつなどの殆どの吸収性物品に関して、液体の排出は、主におむつの前半分において生じることが判明した。したがって、吸収性コア14の前側半分は、コアの吸収能力の大部分を含むべきである。それ故、特定の実施形態によると、吸収性コア14の前側半分は、超吸収性材料の約60%超、又は超吸収性材料の約65%、70%、75%、80%、85%、若しくは90%超を含み得る。
【0068】
特定の実施形態では、吸収性コア14は、一般的に圧縮性であり、適合性があり、着用者の皮膚に刺激がなく、かつ尿及び他の特定の身体排出物などの液体を吸収し保持することのできる、任意の吸収性材料を更に含んでよい。このような実施形態では、吸収性コア14は、一般にエアフェルトと呼ばれる粉砕木材パルプ、縮みセルロース詰め物(creped cellulose wadding)、コフォームを含むメルトブローポリマー、化学的に剛化、変性、若しくは架橋されたセルロース繊維、ティッシュラップ及びティッシュラミネートを含むティッシュ、吸収性フォーム、吸収性スポンジ、又は他の任意の既知の吸収性材料若しくは材料の組み合わせなど、使い捨ておむつ及び他の吸収性物品において一般に使用される多種多様な液体吸収性材料を含んでよい。吸収性コア14は、少量(通常約10%未満)の材料、例えば、接着剤、ワックス、油などを更に含んでもよい。
【0069】
吸収性組立体として使用される代表的な吸収性構造体は、米国特許第4,610,678号(Weismanら)、米国特許第4,834,735号(Alemanyら)、米国特許第4,888,231号(Angstadt)、米国特許第5,260,345号(DesMaraisら)、米国特許第5,387,207号(Dyerら)、米国特許第5,397,316号(LaVonら)、及び米国特許第5,625,222号(DesMaraisら)に記載されている。
【0070】
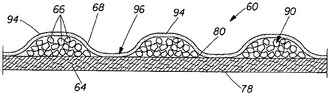
熱可塑性接着剤材料68及び76は、吸収性粒子状ポリマー材料66及び74を覆い、少なくとも部分的に不動化するのに役立ち得る。本発明の一実施形態では、熱可塑性接着剤材料68及び76は、吸収性粒子状ポリマー材料66及び74内でポリマー間に本質的に均一に配置され得る。しかしながら、特定の実施形態では、熱可塑性接着剤材料68及び76は、吸収性粒子状ポリマー材料66及び74と少なくとも部分的に接触しており、第1吸収層60及び第2吸収層62の基材層64及び基材層72と部分的に接触している、繊維性層として提供されてもよい。図3、4、及び7は、このような構造体を示しており、この構造体において、吸収性粒子状ポリマー材料66及び74は、不連続な層として提供され、また繊維性熱可塑性接着剤材料68及び76の層は、吸収性粒子状ポリマー材料66及び74の層の上に置かれ、その結果、熱可塑性接着剤材料68及び76は、吸収性粒子状ポリマー材料66及び74と直接接触しているが、基材64の第2表面80及び基材72の第2表面84とも直接接触しており、基材は、吸収性粒子状ポリマー材料66及び74によって覆われていない。このことは、それ自体が本質的に長さ方向及び幅方向の寸法に比べて比較的小さい厚さの二次元構造体である熱可塑性接着剤材料68及び76の繊維性層に、本質的に三次元の構造体を付与する。換言すれば、熱可塑性接着剤材料68及び76は、吸収性粒子状ポリマー材料68及び76、並びに基材64及び基材72の第2表面の間で波状である。
【0071】
これにより、熱可塑性接着剤材料68及び76は、吸収性粒子状ポリマー材料66及び74を覆うための空洞を提供することができ、これにより、この材料を不動化する。更なる態様では、熱可塑性接着剤材料68及び76は、基材64及び72に結合し、その結果、吸収性粒子状ポリマー材料66及び74を基材64及び72に固着させる。したがって、特定の実施形態によると、熱可塑性接着剤材料68及び76は、濡れたときに吸収性粒子状ポリマー材料66及び74を不動化し、それによって、吸収性コア14は、本明細書に記載の湿潤不動化試験に従って約70%、60%、50%、40%、30%、20%、10%以下の吸収性粒子状ポリマー材料の損失を達成する。幾つかの熱可塑性接着剤材料はまた、吸収性粒子状ポリマー材料66及び74並びに基材64及び72の両方に浸透し、その結果、更なる不動化及び固着をもたらす。勿論、本明細書に開示される熱可塑性接着剤材料は、湿潤不動化(すなわち、物品が濡れた状態であるとき又は少なくとも部分的に負荷されたときの吸収性材料の不動化)を大きく改善すると同時に、これらの熱可塑性接着剤材料は、吸収性コア14が乾燥状態であるときにも吸収性材料を非常に良好に不動化する。熱可塑性接着剤材料68及び76は、ホットメルト接着剤と呼ばれることもある。
【0072】
理論に束縛されるものではないが、吸収性粒子状ポリマー材料66及び74を不動化するのに最も有用な熱可塑性接着剤材料は、良好な粘着挙動及び良好な接着挙動を組み合わせたものであることが判明した。良好な接着は、熱可塑性接着剤材料68及び76と、吸収性粒子状ポリマー材料66及び74並びに基材64及び72との間の良好な接触を促進することができる。良好な粘着により、接着剤は、特に外力、すなわち、ひずみに反応して破断する可能性が低減する。吸収性コア14が液体を吸収するとき、吸収性粒子状ポリマー材料66及び74は膨張し、熱可塑性接着剤材料68及び76が外力を受ける。特定の実施形態では、熱可塑性接着剤材料68及び76は、破断を伴わずに、また吸収性粒子状ポリマー材料66及び74の膨張を抑制する過度に多くの圧縮力を付与せずに、このような膨張を可能にすることができる。
【0073】
ある実施形態によると、熱可塑性接着剤材料68及び76は、ASTM法D−36〜95「環球法」によって測定して、50℃〜300℃の範囲の軟化点を有する、単一熱可塑性ポリマー又は熱可塑性ポリマーのブレンドを全体として含んでもよく、又は別法としては、熱可塑性接着剤材料は、粘着付与樹脂、可塑剤、及び酸化防止剤などの添加剤などの他の熱可塑性希釈剤と組み合わせた少なくとも1つの熱可塑性ポリマーを含む、ホットメルト接着剤であってもよい。特定の実施形態では、熱可塑性ポリマーは、通常10,000を超える分子量(Mw)、及び通常は室温未満又は−6℃<ガラス転移温度(Tg)<16℃のTgを有する。ある実施形態では、ホットメルト中のポリマーの典型的な濃度は、約20〜約40重量%の範囲内にある。ある実施形態では、熱可塑性ポリマーは、非感水性であってもよい。代表的なポリマーは、A−B−A三元ブロック構造、A−B二元ブロック構造、及び(A−B)n放射状ブロックコポリマー構造を含む(スチレン)ブロックコポリマーであり、Aブロックは、典型的にはポリスチレンを含む非エラストマーポリマーブロックであり、Bブロックは、不飽和共役ジエン又はその(部分的に)水素添加したものである。Bブロックは、典型的には、イソプレン、ブタジエン、エチレン/ブチレン(水素添加ブタジエン)、エチレン/プロピレン(水素添加イソプレン)、及びこれらの混合物である。
【0074】
使用してもよい他の好適な熱可塑性ポリマーは、メタロセンポリオレフィンであり、これは、単一サイト又はメタロセン触媒を使用して調製されるエチレンポリマーである。その中で、少なくとも一つのコモノマーは、エチレンと重合されて、コポリマー、ターポリマー、又はより高い次数のポリマーを作製することができる。同様に適用可能なものは、C2〜C8のαオレフィンのホモポリマー、コポリマー、又はターポリマーである、非晶質ポリオレフィン又は非晶質ポリαオレフィン(APAO)である。
【0075】
代表的な実施形態では、粘着付与樹脂は、典型的には5,000未満のMw及び通常は室温を超えるTgを有し、ホットメルト中の樹脂の典型的な濃度は、約30〜約60%の範囲内であり、可塑剤は、通常1,000未満の低いMw及び室温未満のTgを有し、約0〜約15%の典型的な濃度を有する。
【0076】
特定の実施形態では、熱可塑性接着剤材料68及び76は、繊維の形態で存在する。いくつかの実施形態では、繊維は、約1〜約50マイクロメートル又は約1〜約35マイクロメートルの平均厚さ、及び約5mm〜約50mm又は約5mm〜約30mmの平均長さを有する。基材64及び72又は他の任意の層、特に他の任意の不織布層に対する熱可塑性接着剤材料68及び76の接着を改善するために、このような層は、補助接着剤で前処理されてもよい。
【0077】
特定の実施形態では、熱可塑性接着剤材料68及び76は、以下のパラメーターのうちの少なくとも1つ、又は幾つか、又は全てを満たす。
【0078】
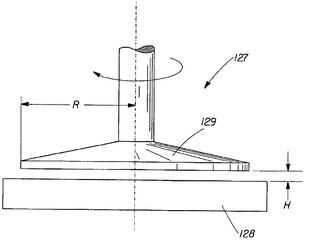
代表的な熱可塑性接着剤材料68及び76は、少なくとも30,000Paかつ300,000Pa未満、又は200,000Pa未満、又は140,000Pa〜200,000Pa、又は100,000Pa未満の、20℃で測定される貯蔵弾性率G’を有し得る。更なる態様では、35℃で測定される貯蔵弾性率G’は、80,000Paを超えてもよい。更なる態様では、60℃で測定される貯蔵弾性率G’は、300,000Pa未満かつ18,000Pa超、又は24,000Pa超、又は30,000Pa超、又は90,000Pa超であってもよい。更なる態様では、90℃で測定される貯蔵弾性率G’は、200,000Pa未満かつ10,000Pa超、又は20,000Pa超、又は30,000Pa超であってもよい。60℃及び90℃で測定される貯蔵弾性率は、高い室温での熱可塑性接着剤材料の形状安定性に関する測定値であり得る。60℃及び90℃での貯蔵弾性率G’が十分に高くないと熱可塑性接着剤材料がその一体性を失うことになる暑い気候で吸収性製品が使用される場合、この値は、特に重要である。
【0079】
G’は、一般的な説明だけのために図9に概略的に示したようなレオメーターを使用して測定される。レオメーター127は、接着剤に剪断応力を加え、一定温度で生じたひずみ(剪断変形)応答を測定することができる。接着剤は、下部固定プレート128として作用するペルチェ素子と、剪断応力を生成するためにモータの駆動軸に接続される、例えば10mmの半径Rを有する上部プレート129との間に置かれる。両方のプレート間の間隙は、例えば1500マイクロメートルの高さHを有する。ペルチェ素子により、材料の温度制御が可能になる(+0.5℃)。ひずみ速度及び頻度は、全ての測定が直線状の粘弾性区域内で行われるように選択されるべきである。
【0080】
吸収性コア14はまた、図面に例示されていない補助接着剤を含んでもよい。吸収性粒子状ポリマー材料66及び74の適用前に、それぞれ基材64及び72に対する吸収性粒子状ポリマー材料66及び74並びに熱可塑性接着剤材料68及び76の接着性を向上させるために、補助接着剤が、第1吸収層60及び第2吸収層62のそれぞれ第1基材64及び第2基材72上に載置されてもよい。補助の糊も、吸収性粒子状ポリマー材料66及び74の不動化に役立つことがあり、上述したものと同じ熱可塑性接着剤材料を含んでよく、又はH.B.Fuller Co.(ミネソタ州セントポール)の製品番号HL−1620−Bなど噴霧可能なホットメルト接着剤が挙げられるがこれらに限定されない他の接着剤も含んでよい。補助の糊は、任意の好適な手段によって基材64及び72に塗布することができるが、特定の実施形態によれば、約0.5〜約2mm間隔をあけて、幅約0.5〜約1mmのスロットに塗布してもよい。
【0081】
図4に示したカバー層70は、基材64及び72と同じ材料を含んでもよく、又は異なる材料を含んでもよい。特定の実施形態では、カバー層70に好適な材料は、不織布材料、通常は基材64及び72に有用な上述の材料である。
【0082】
吸収性物品を製造するための方法及び装置
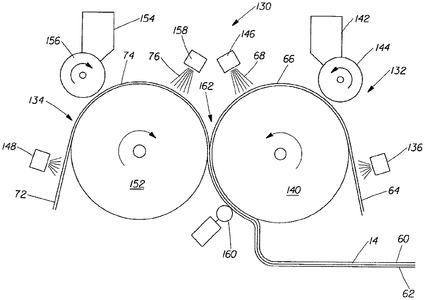
本発明の一実施形態による吸収性コア14を作製するための印刷システム130は、図10に例示されており、一般に、吸収性コア14の第1吸収層60を形成するための第1印刷ユニット132と、吸収性コア14の第2吸収層62を形成するための第2印刷ユニット134と、を含み得る。
【0083】
第1印刷ユニット132は、不織布ウェブであり得る基材64に補助接着剤を塗布するための第1補助接着剤塗布装置136と、基材64を受けるための第1回転支持ロール140と、吸収性粒子状ポリマー材料66を保持するための第1吸収性粒子状ポリマー供給装置(ホッパー)142と、吸収性粒子状ポリマー材料66を基材64に移動させるための第1印刷ロール144と、基材64及びその上の吸収性粒子状ポリマー材料66に熱可塑性接着剤材料68を塗布するための第1熱可塑性接着剤材料塗布装置146と、を含んでよい。
【0084】
第2印刷ユニット134は、第2基材72に補助接着剤を塗布するための第2補助接着剤塗布装置148と、第2基材72を受けるための第2回転支持ロール152と、吸収性粒子状ポリマー材料74を保持するための第2吸収性粒子状ポリマー供給装置(ホッパー)154と、吸収性粒子状ポリマー材料74をホッパー154から第2基材72に移動させるための第2印刷ロール156と、第2基材72及びその上の吸収性粒子状ポリマー材料74に熱可塑性接着剤材料76を塗布するための第2熱可塑性接着剤材料塗布装置158と、を含んでよい。
【0085】
印刷システム130は、また、形成される吸収性コアを第1回転支持ロール140と第2回転支持ロール152との間のニップ162から案内するためのガイドローラ160を含む。
【0086】
第1補助塗布装置136及び第2補助塗布装置148、並びに第1熱可塑性接着剤材料塗布装置146及び第2熱可塑性接着剤材料塗布装置158は、比較的薄いが幅広い熱可塑性接着剤材料のカーテンを提供できるノズルシステムであってもよい。
【0087】
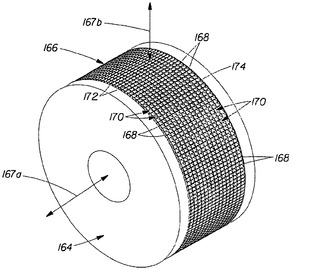
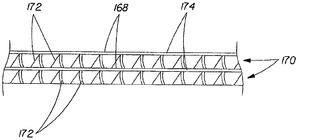
図11を参照すると、第1ホッパー142、第1支持ロール140、及び第1印刷ロール144の一部が例示されている。図12においても示されるように、第1回転支持ロール140は、第2回転支持ロール152と同一の構造を有しており、回転ドラム164と、第2基材64を受けるための外周部通気式支持グリッド166と、を含む。第1通気式支持グリッド166は、第1支持ロール140の回転軸に平行な横断方向167a及び横断方向167aに対して実質的に垂直な機械方向167bに延びる。通気式支持グリッド166は、複数の第1クロスバー168の間を延びる溝170を形成するように、互いに実質的に平行に延びると共に間隔をあけた複数の第1クロスバー168を含んでよい。複数の第1クロスバー168は、第1通気式支持グリッド166の横断方向167aに延び、溝170が複数の第1クロスバー168の間を第1通気式支持グリッド166の横断方向167aに延びるように間隔をあけている。図13に示されるように、第1通気式支持グリッド166は、互いに間隔をあけ、複数の第1クロスバー168の間を第1通気式支持グリッド166の機械方向167bに延びる複数のスペーサ172を更に含む。複数の第1クロスバー168はそれぞれ、実質的に第1通気式支持グリッド166全体にわたって延びる、実質的に直線的な外向き縁部174を有する。
【0088】
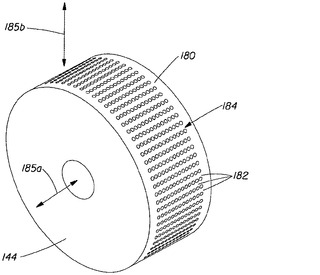
また、図14に例示されているように、第2印刷ロール156と同一の構造を有する第1印刷ロール144は、回転ドラム180と、ドラム180の第1外周面184における複数の吸収性粒子状ポリマー材料リザーバ182と、を含む。図15に最良に例示されるリザーバ182は、円筒形、円錐形、又は他の任意の形状を含む様々な形状を有してよい。図16及び図17は、本発明で想到される追加の実施形態を示す。図16は、吸収性粒子状ポリマー材料リザーバを示す代替の印刷ロールの部分斜視図を示す。この実施形態では、印刷ロールにおける個々の丸穴が単一又は複数のスロットに置き換えられている。図17は、レイダウンドラム及び/又は印刷ロールにおけるバーの向きが機械方向に対して垂直ではなく、その結果図17に示されるようなパターンが生じてもよいことを示す。更に、本発明ではこれらの実施形態の組み合わせも想到される。
【0089】
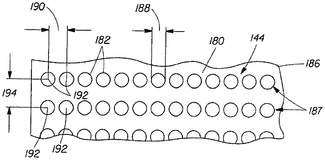
第1外周面184は、第1印刷ロール144の回転軸に平行な横断方向185a及び横断方向185aに対して実質的に垂直な機械方向185bに延びる。第1外周面184において複数の第1リザーバ182は、互いに実質的に平行に延びると共に間隔をあけた列187を含む配列186に配置される。第1支持ロール140及び第1印刷ロール144は、複数の第1クロスバー168が第1外周面184における複数の第1リザーバ182の列187に実質的に平行になるように配列され、その結果、第1印刷ロール144が回転すると、複数の第1リザーバ182が第1吸収性粒子状ポリマー材料供給装置142から吸収性粒子状ポリマー材料66を受け、吸収性粒子状ポリマー材料66が複数の第1クロスバー168の間に形成された第1基材64上の列94に集まるように吸収性粒子状ポリマー材料66が第1基材64上に第1パターン92で載置される。複数の第1リザーバ182の列187は、第1外周面184の横断方向185aに延びると共に、第1外周面184の機械方向185bで互いに間隔をあけている。第1支持ロール140及び第1印刷ロール144は、第1通気式支持グリッド166の機械方向167bが第1外周面184の機械方向185bに実質的に平行であり、第1通気式支持グリッド166の横断方向167aが第1外周面184の横断方向185aに実質的に平行になるように配列される。
【0090】
特定の実施形態によると、第1印刷ロール144内の複数のリザーバ182はそれぞれ、約3〜約8mm又は約4〜約6mmの直径188と、リザーバの中心192からリザーバの中心192までの約5.5〜約10mm又は約6〜約8mm又は約7.6mmの横断方向185aの間隔190と、リザーバの中心192からリザーバの中心192までの約8mm〜約10mmの機械方向185bの間隔194と、を有する。特定の実施形態によると、リザーバ182は約2mmの深さを有してよい。リザーバ182の寸法は、吸収性コア14の吸収性粒子状ポリマー材料領域114にわたって吸収性粒子状ポリマー材料66の坪量分布に影響するように、所望に応じて配列186にわたって様々であってよい。
【0091】
運転する際、印刷システム130は、第1基材64及び第2基材72をそれぞれの第1印刷ユニット132及び第2印刷ユニット134内に受け、第1基材64は、第1補助接着剤を第1基材64に上記のようなパターンで塗布する第1補助接着剤塗布装置136を越えて、回転する第1支持ロール140によって引き寄せられる。第1基材64が複数の第1クロスバー168の少なくともいくつかに直接接触するように、第1基材64が第1通気式支持グリッド166上に配置される。特定の実施形態では、第1基材64は、実質的に通気式支持グリッド166の長さ全体にわたって複数の第1クロスバー168の外向き縁部174に直接接触する。特定の実施形態によると、第1基材64の領域の約8%が複数の第1クロスバー168の外向き縁部174に接触する。
【0092】
第1支持ロール140内の真空(図示せず)は、第1基材64を縦方向支持グリッド166に対して引き寄せ、第1基材64を第1支持ロール140に対して保持する。これにより、第1基材64上に非平坦表面が提供される。重力により、又は真空手段を使用することによって、基材64は非平坦表面の輪郭をたどり、その結果、基材64は山谷形状となるが、山部は複数の第1クロスバー168に相当し、谷部はそれらの間の溝170に相当する。吸収性粒子状ポリマー材料66は、基材64によって与えられる溝170内に堆積し、吸収性粒子状ポリマー材料パターン92内に列94を形成し得る。次いで、第1支持ロール140は、回転する第1印刷ロール144を越えて第1基材64を担送し、この回転する第1印刷ロール144が、吸収性粒子状ポリマー材料66を第1ホッパー142から第1基材64に、図5及び6に最もよく図示されるグリッドパターン92で移動させる。次いで、支持ロール140は、印刷された第1基材64を熱可塑性接着剤材料塗布装置136を越えて担送し、この熱可塑性接着剤材料塗布装置136が、熱可塑性接着剤材料68を塗布して、第1基材64上の吸収性粒子状ポリマー材料66を覆う。
【0093】
したがって、支持ロール140及び152の通気式支持グリッド166の非平坦表面は、吸収性コア14全体にわたる吸収性粒子状ポリマー材料66及び74の分布を決定し、また同様に、接合領域96のパターンを決定する。
【0094】
一方、第2回転支持ロールは、第2補助接着剤塗布装置148を越えて第2基材72を引き寄せ、この第2補助接着剤塗布装置148が補助接着剤を第2基材72に上記のようなパターンで塗布する。次いで、第2回転支持ロール152は、第2印刷ロール156を越えて第2基材72を担送し、この第2印刷ロール156が吸収性粒子状ポリマー材料74を第2ホッパー154から第2基材72に移動させ、上記の第1印刷ユニット132に関して説明したのと同じ方法で、吸収性粒子状ポリマー材料74を第2基材72上にグリッドパターン92で載置させる。次いで、第2熱可塑性接着剤材料塗布装置158は、熱可塑性接着剤材料76を塗布して、第2基材72上の吸収性粒子状ポリマー材料74を覆う。次いで、第1吸収層60及び第2吸収層62を共に圧縮して吸収性コア14を形成するために、印刷された第1基材64及び第2基材72は、第1支持ロール140と第2支持ロール152との間のニップ162を通過する。
【0095】
任意の更なるプロセス工程では、カバー層70は、基材64及び72上、吸収性粒子状ポリマー材料66及び74上、並びに熱可塑性接着剤材料68及び76上に設置されてもよい。別の実施形態では、カバー層70並びにそれぞれの基材64及び72は、一体のシート材料から提供されてもよい。次いで、カバー層70をそれぞれの基材64及び72の上に設置する工程は、一体の材料片の折り畳みを伴ってもよい。
【0096】
上記の実施形態は、より少ない噴出空気圧並びに支持ロール140及び152によって加えられるより少ない真空で吸収性コア14の吸収性粒子状ポリマー材料領域114にわたって極めて均一な吸収性粒子状ポリマー材料の分布をもたらすことができ、吸収性粒子状ポリマー材料の湿潤不動化を維持しつつ、又は更に強化しつつ、再利用される必要のある吸収性粒子状ポリマー材料の量を低減することができる。その上、横断方向で第1吸収層60と第2吸収層62との間のオフセットがほとんど必要ないか、まったく必要ないため、プロセス制御を簡素化することができる。更に、吸収性粒子状ポリマー材料の列94が、吸収性コア14の長手方向軸100に対して実質的に垂直な横断方向に延びるため、吸収性粒子状ポリマー材料パターンの境界。
【0097】
後述の試験方法及び装置は、本発明の実施形態を試験するのに有用であり得る。
【0098】
湿潤不動化試験
機器
・メスシリンダー
・ストップウォッチ(±0.1秒)
・はさみ
・ライトボックス
・ペン
・試験溶液:37℃の0.90%食塩水溶液
・NIST、DIN、JIS又はその他の同等の国家規格に準拠している金属定規
・内側が平らな表面であり、測定されるコアバッグの長さの最小長がn、最大長がn+30mm、幅が105±5mm、高さが30〜80mm、又はその等価値である、PVC/金属皿
・電子フォースゲージ(0〜50kgの範囲)
・湿潤不動化衝撃試験機(WAIIT)、デザインパッケージ番号BM−00112.59500−R01、T.M.G.Technisches Buero Manfred Grunaから入手可能。
【0099】
設備:
標準実験室条件、温度:23℃±2℃、相対湿度:55%未満
【0100】
試料の調製
1.トップシート側を上にして、製品を開ける。
2.おむつを広げ、およそ2.5cm毎にカフの弾性体を切って、シャーシの張力を無効にする。
3.プルアップ製品に関しては、サイドシームを開け、ウエストバンドを取り除く。
4.コアバッグを平らに長方形のトップシート側を上にして折り目なしにライトボックスの表面上に置く。
5.ライトボックスをオンにして、吸収性コアの外側縁部を明確に特定する。
6.定規を用いて、前部吸収性コア外側縁部及び後部吸収性コア外側縁部で線を引く。
7.2つの標線の間の距離(A)を測り、その値を2で割ると、距離(B)が計算される。
8.前部標線からコアバッグの中央に向かって、計算された距離(B)を測り、印をつける。この標線で横断方向に線を引く。
【0101】
試験手順
WAIIT較正:
1.スライド板が下部位置にあることを確認する。WAIIT試験機の前扉を開き、フォースゲージのフックをWAIITの上部サンプルクランプに接続させる。ばね秤を接続する前に、クランプが閉じていることを確認する。
2.ばね秤に両手を使って、スライド板を上部位置に向かって継続的に、またできるだけゆっくりと持ち上げる。実行中の平均値(m1)を0.02kg単位で記録する。
3.スライド板を下部位置までできるだけゆっくりと下ろし、実行中に読み取られた平均値(m2)を0.02kg単位で記録する。
4.m1〜m2のΔを計算し、0.01kgの単位で報告する。Δが0.6kg±0.3kgであるなら、測定を継続する。そうでない場合は、スライド板の調整が必要である。スライド板が下部位置にあることを確認し、汚染又は損傷に関してスライド通路を点検する。スライド通路に対するスライド板の位置が正しく調節されているかどうかを、板を振動させることによって点検する。容易な滑走のためには、いくらかの隙間が必要である。もしなければ、システムを再調整する。
【0102】
WAIIT試験設定:
・落高は50cmである。
・おむつの負荷(lD)はコア容量(cc)の73%である;lD=0.73×cc。
・コア容量(cc)は、cc=mSAP×SAPGVとして計算され、式中、mSAPは、おむつに存在する超吸収性ポリマー(SAP)の質量であり、SAPGVは、超吸収性ポリマーの自由膨潤容量である。超吸収性ポリマーの自由膨潤容量は、国際公開第2006/062258号に記載の方法で求められる。おむつに存在する超吸収性ポリマーの質量は、10個の製品に存在する平均質量である。
【0103】
試験実施:
1.はかりを0にリセットし(風袋)、乾燥コアバッグをはかりに載せ、計量し0.1g単位で報告する。
2.メスシリンダーで適切な量の生理食塩水(脱イオン水中0.9%NaCl)を量る。
3.コアバッグをトップシート側を上にして平らにPVC皿内に置く。生理食塩水を均等にコアバッグの上に注ぐ。
4.PVC皿を取り、様々な方向に傾けて保持して、遊離した液体を吸収させる。ポリバックシートを有する製品は、バックシート下の液体が吸収されることができるように、2分間の最低待機時間後にひっくり返す必要がある。10分間(±1分間)待機して生理食塩水全てを吸収させる。何滴かはPVC皿に留まってもよい。均質の液体分配及びより少ない保留液体を確実にするために、規定されたPVC/金属皿のみを使用する。
5.はかりを0にリセットし(風袋)、湿潤したコアバッグをはかりに載せる。計量し0.1g単位で報告する。はかり上に納まるように、コアバッグを1回だけ折る。湿潤したコアバッグの重量が限界(「乾燥コアバッグの重量+おむつの負荷±4mL」として規定)外かどうかを確かめる。例えば、12gの乾燥コアバッグの重量+150mL負荷=162gの湿潤したコアバッグの重量。はかり上の実際の湿潤重量が、158gと166gとの間であるなら、そのパッドを振動に使用することができる。そうでなければ、そのパッドを廃棄し、次のパッドを使用する。
6.負荷されたコアバッグを取り、標線に沿って横断方向に切る。
7.湿潤したコアバッグの後部をはかりの上に載せる(m1)。計量し0.1g単位で報告する。
8.湿潤したコアを取り、末端封止側をWAIITのサンプルホルダーの上部クランプに固定する(コアの開放端は下に向く)。次に、製品が製品の全長に沿ってサンプルホルダーに固定されていることを確認しながら、コアの両側をサンプルホルダーの側部クランプで固定する。吸収性コア(不織布のみ)を固定しないよう確認するが、それは、一部の製品に関して、バリアレッグカフのみで製品を固定することを意味するためである。
9.スライド板が係合するまで、両手を使うことにより、スライド板を上部位置まで持ち上げる。
10.安全前扉を閉め、スライドブレードを解放する。
11.はかりを0にリセットし(風袋)、試験されたコアバッグをWAIITから取り出し、はかりに載せる(m2)。重量を0.1g単位で報告する。
12.工程7〜11を湿潤したコアバッグの前部で繰り返す。
【0104】
報告:
1.乾燥コアバッグの重量を0.1g単位で記録する。
2.試験前(m1前部/後部)及び試験後(m2前部/後部)の湿潤重量を両方とも0.1g単位で記録する。
3.平均重量損失(Δm)をパーセントで計算し、0.1g単位で報告する:Δm=(m1前部+m1後部)−(m2前部+m2後部)
4.重量損失(Δmrel)をパーセントで計算し、1%単位で報告する:(Δmrel)=(((m1前部+m1後部)−(m2前部+m2後部))×100)/(m1前部+m1後部)
5.湿潤不動化(WI)をWI=100%−Δmrelとして計算し報告する。
【0105】
Procter&Gamble Companyに譲渡された特許及び特許出願のうち、本明細書で引用する特許及び特許出願(明細書に記載されている特許も含む)は、本明細書と矛盾しない範囲で本明細書に参照により組み込まれる。
【0106】
本明細書に開示される寸法及び値は、列挙された正確な数値に厳しく制限されるものとして理解されるべきでない。それよりむしろ、特に指定されない限り、こうした各寸法は、列挙された値とその値周辺の機能的に同等の範囲の両方を意味することを意図する。例えば、「40mm」として開示される寸法は、「約40mm」を意味するものとする。
【0107】
「発明を実施するための形態」で引用したすべての文献は、関連部分において本明細書に参照により組み込まれるが、いずれの文献の引用も、それが本発明に関して先行技術であることを容認するものとして解釈されるべきではない。本書における用語の任意の意味又は定義が、参照により組み込まれた文献における同一の用語の任意の意味又は定義と相反する限りにおいては、本書においてその用語に与えられた意味又は定義が適用されるものとする。
【0108】
本発明の特定の実施形態について説明し記載したが、本発明の趣旨及び範囲から逸脱することなく他の様々な変更及び修正が可能であることが当業者には自明である。したがって、本発明の範囲内にあるそのようなすべての変更及び修正を、添付の特許請求の範囲で扱うものとする。
【技術分野】
【0001】
本発明は概して、吸収性物品並びに吸収性物品を作製するための方法及び装置に関し、より詳細には、おむつなど、吸収性粒子状ポリマー材料を有する使い捨て吸収性物品を作製するための方法及び装置に関する。
【背景技術】
【0002】
使い捨ておむつ、トレーニングパンツ、及び成人失禁用下着のような吸収性物品は、身体排出物を吸収し封じ込める。これらは、また、身体排出物が着用者と接触する衣類又は寝具などの他の物品をよごし、濡らし、ないしは別の方法で汚染するのを防止するように意図されている。使い捨ておむつのような使い捨て吸収性物品は、乾燥した状態又は尿が沁み込んだ状態で数時間にわたって着用され得る。したがって、物品の吸収及び封入機能を維持又は向上させる一方で、物品が乾燥しているとき及び物品が液体排出物による全体的又は部分的な負荷状態にあるときの両方において、着用者に対する吸収性物品のフィット性及び快適性を改善する努力がなされてきた。
【0003】
おむつのような幾つかの吸収性物品には、吸収性粒子状ポリマー材料のような吸収性ポリマー材料(超吸収性ポリマーとしても知られる)が含まれる。吸収性粒子状ポリマー材料は、液体を吸収して膨張し、最良の吸収性、フィット性、及び/又は快適性を意図する一定のパターン又は配列で吸収性物品内に配置されたときに、より効果的であり得る。それ故、吸収性粒子状ポリマー材料は、吸収性物品においてその意図された位置に留まるのが望ましくあり得、したがって、吸収性粒子状ポリマー材料は、望ましくは、吸収性物品が乾燥しているとき及び濡れているときに、吸収性粒子状ポリマー材料が不動化された状態を維持するように、吸収性物品内で不動化される。
【発明の概要】
【発明が解決しようとする課題】
【0004】
おむつのような吸収性物品は、吸収性であるのに加えて、望ましくは、使用中の容易さ及び快適性のために、また、より便利で整ったパッケージ化及び保管のために薄く可撓性のあるものとすることができる。吸収性物品は、大量に使用されることが多い可能性があり、廉価であるのが望ましい。吸収性物品内で吸収性粒子状ポリマー材料を不動化する幾つかの技術によって、吸収性物品の嵩(かさ)が増し、これにより、厚さが増大し、可撓性が低減し、及び/又は、吸収性物品のコストが増大する。吸収性物品内で吸収性粒子状ポリマー材料を不動化するための他の技術は、吸収性物品が濡れた状態にあるときに、乾燥した状態にあるときほど不動化を維持するのに効果的でないことがある。したがって、乾燥した状態及び濡れた状態における物品内での吸収性粒子状ポリマー材料の不動化を向上させた吸収性粒子状ポリマー材料を含有する、薄く、可撓性の、及び/又は廉価な吸収性物品の必要性が依然としてある。
【課題を解決するための手段】
【0005】
本発明は上述の1つ以上の技術的問題に対応し、使い捨て吸収性物品を作製するための方法を提供するが、この方法は、印刷ロール内の複数のリザーバから支持体のグリッド上に配置された基材上に吸収性粒子状ポリマー材料を載置させる工程を含んでよく、この支持体のグリッドは、複数のクロスバーの間を延びる溝を形成するように、互いに実質的に平行に延びると共に間隔をあけた複数のクロスバーを含む。第1外周面において複数のリザーバは、互いに実質的に平行に延びると共に間隔をあけた列を含む配列に配置されてよい。支持体及び印刷ロールは、複数のクロスバーが複数のリザーバの列に実質的に平行になるように配列されてよく、吸収性粒子状ポリマー材料は、複数の第1クロスバーの間に形成された第1基材上の列に集まるように、基材上にパターンで載置される。熱可塑性接着剤材料は、吸収性粒子状ポリマー材料及び基材上に載置されて、基材上の吸収性粒子状ポリマー材料を覆い、吸収層を形成することができる。
【0006】
本発明の別の態様によると、使い捨て吸収性物品を作製するための装置は、吸収性粒子状ポリマー材料供給装置と、グリッドを含む支持体と、印刷ロールと、熱可塑性接着剤材料塗布装置と、を備え得る。支持体は、複数のクロスバーの間を延びる溝を形成するように、互いに実質的に平行に延びると共に間隔をあけた複数のクロスバーを含むグリッドを含んでよい。印刷ロールは、吸収性粒子状ポリマー材料供給装置から吸収性粒子状ポリマー材料を受けるために構成されてよく、外周面と、外周面において互いに実質的に平行に延びると共に間隔をあけた列を含む配列に配置された複数のリザーバと、を有する。支持体及び印刷ロールは、複数のクロスバーが外周面における複数のリザーバの列に実質的に平行になるように配列されてよく、その結果、印刷ロールが回転すると、複数のリザーバロールが吸収性粒子状ポリマー材料供給装置から吸収性粒子状ポリマー材料を受け、吸収性粒子状ポリマー材料が複数のクロスバーの間に形成された基材上の列に集まるように、吸収性粒子状ポリマー材料を基材上にパターンで載置させる。熱可塑性接着剤材料塗布装置は、吸収性粒子状ポリマー材料及び基材上に熱可塑性接着剤材料塗布装置を適用して、基材上の吸収性粒子状ポリマー材料を覆い吸収層を形成することができる。
【0007】
本発明の更に別の態様によると、使い捨て吸収性物品は、トップシートとバックシートとを含むシャーシと、トップシートとバックシートとの間に配置された、実質的にセルロースを含まない吸収性コアと、を含み得る。吸収性コアは長手方向軸を有してよく、また第1吸収層及び第2吸収層を含み得る。第1吸収層は第1基材を含むことができ、第2吸収層は第2基材を含むことができる。第1吸収層及び第2吸収層は、第1基材及び第2基材上に載置された吸収性粒子状ポリマー材料を更に含んでよく、熱可塑性接着剤材料は、それぞれ第1基材及び第2基材上の吸収性粒子状ポリマー材料を覆ってよい。吸収性粒子状ポリマー材料は、それぞれのパターンで第1基材及び第2基材上に載置されてよく、各パターンは、互いに間隔をあけると共に長手方向軸に対して実質的に垂直に延びる吸収性粒子状ポリマー材料の列、及び列の間を長手方向軸に対して実質的に垂直に延びる接合領域を含んでよい。第1吸収層及び第2吸収層は、第1吸収層の熱可塑性接着剤材料の少なくとも一部分が第2吸収層の熱可塑性接着剤材料の少なくとも一部分に接触するように共に組み合わされてよく、吸収性粒子状ポリマー材料は、吸収性粒子状ポリマー材料領域内の第1基材と第2基材との間に配置されてよく、吸収性粒子状ポリマー材料は、吸収性粒子状ポリマー材料領域にわたって実質的に連続的に分布してよく、両方のパターンの列が互いに実質的に平行であり、各パターンの列がもう一方のパターンの列の間に収まるように、それぞれのパターンが互いにオフセットされてよい。本発明の他の特徴及び利点は、以下の発明を実施するための形態、図面、及び特許請求の範囲を読めば明らかであろう。
【図面の簡単な説明】
【0008】
【図1】本発明の一実施形態によるおむつの平面図。
【図2】図1に示したおむつを図1の断面線2−2に沿って切断した断面図。
【図3】本発明の一実施形態による吸収性コア層の長手方向部分断面図。
【図4】本発明の別の実施形態による吸収性コア層の長手方向部分断面図。
【図5】図3に図示した吸収性コア層の平面図。
【図6】本発明の一実施形態による第2吸収性コア層の平面図。
【図7】図5及び6に例示された第1吸収性コア層及び第2吸収性コア層の組み合わせを含む吸収性コアの長手方向部分断面図。
【図8】図7に例示された吸収性コア層の平面図。
【図9】レオメーターの略図。
【図10】本発明の一実施形態による吸収性コアの作製プロセスの模式図。
【図11】本発明の一実施形態による吸収性コアを作製するための装置の部分断面図。
【図12】図11に例示された支持ロールの斜視図。
【図13】図12に例示された支持ロールの一部を形成するグリッドの部分斜視図。
【図14】図11に例示された印刷ロールの斜視図。
【図15】吸収性粒子状ポリマー材料リザーバを示す図14に例示された印刷ロールの部分斜視図。
【図16】吸収性粒子状ポリマー材料リザーバを示す代替の印刷ロールの部分斜視図。
【図17】吸収性粒子状ポリマー材料リザーバを示す代替の印刷ロールの部分斜視図。
【発明を実施するための形態】
【0009】
前述のように、本発明は、基材上に載置された吸収性粒子状ポリマー材料を含む使い捨て吸収性物品を作製するための方法及び装置、並びに結果として生じる使い捨て吸収性物品を包含する。かかる方法及び装置、並びに結果として生じる使い捨て吸収性物品の実施形態については、以下の定義の後に本明細書で説明する。
【0010】
定義
「吸収性物品」とは、身体排出物を吸収しかつ封じ込める器具を指し、より具体的には、着用者の身体に接して又は近接して配置されて、身体から排出される排出物を吸収しかつ封じ込める器具を指す。吸収性物品としては、おむつ、トレーニングパンツ、成人用失禁下着、女性用衛生製品、胸パッド、ケアマット、よだれ掛け、創傷包帯製品、及び同種のものを挙げることができる。吸収性物品としては、床洗浄物品、食品産業物品などを更に挙げることができる。本明細書で使用するとき、用語「体液」又は「身体排出物」とは、尿、血液、膣排泄物、母乳、汗及び糞便を包含するが、これらに限定されない。
【0011】
「吸収性コア」は、吸収性物品によって受け取られた液体を吸収し封じ込めるために、吸収性物品のトップシートとバックシートとの間に通常配置される構造体を意味し、1つ以上の基材と、1つ以上の基材上に配置された吸収性ポリマー材料と、吸収性粒子状ポリマー材料を1つ以上の基材上に不動化するための、吸収性粒子状ポリマー材料上及び1つ以上の基材の少なくとも一部分上の熱可塑性組成物と、を含んでもよい。多層の吸収性コアにおいて、吸収性コアはカバー層も含んでもよい。1つ以上の基材及びカバー層は、不織布を含んでもよい。更に、吸収性コアは、実質的にセルロースを含まない。吸収性コアは、吸収性物品の捕捉システム、トップシート、又はバックシートを含まない。ある実施形態では、吸収性コアは、本質的に1つ以上の基材と、吸収性ポリマー材料と、熱可塑性組成物と、場合によってはカバー層と、からなる。
【0012】
「吸収性ポリマー材料」、「吸収性ゲル材料」、「AGM」、「超吸収体」、及び「超吸収性材料」は、本明細書で互換的に使用され、遠心分離保持容量試験(エダナ(Edana)441.2−01)を使用して測定したときに、0.9%食塩水溶液をその重量の少なくとも5倍吸収可能な架橋された高分子材料を指す。
【0013】
「吸収性粒子状ポリマー材料」は、乾燥した状態で流動可能なように粒子状形態である吸収性ポリマー材料を指すように本明細書で使用される。
【0014】
「吸収性粒子状ポリマー材料領域」は、本明細書で使用するとき、第1基材64及び第2基材72が多数の超吸収性粒子によって隔てられているコアの領域を指す。図8では、吸収性粒子状ポリマー材料領域の境界は、重なり合った円の外辺部によって画定される。この外辺部の外側には、第1基材64と第2基材72との間に幾つかの外部超吸収性粒子が存在してもよい。
【0015】
「エアフェルト」は、本明細書において、セルロース繊維の一形態である粉砕木材パルプを指すのに使用される。
【0016】
「含む」、「含んでいる」は制約のない用語であり、それぞれは後に続くもの、例えば、構成要素の存在を特定するが、他の特徴、例えば要素、工程、当該技術分野において既知の又は本明細書に開示される構成要素の存在を除外しない。
【0017】
本明細書において「本質的に〜からなる」とは、請求項におけるようなものの対象の範囲を特定の材料又は工程、及び対象の基本的及び新しい特徴に実質的に影響しないものに限定するのに使用される。
【0018】
「使い捨て」は、通常の意味では、様々な期間にわたって限定された使用回数、例えば、約20回未満、約10回未満、約5回未満、又は約2回未満の後に、処分される又は廃棄されることを意味する物品に使われる。
【0019】
「おむつ」とは、幼児及び失禁症状のある人が着用者の腰部及び脚部を取り巻くように、胴体下部の周りに通常着用し、具体的には、尿及び糞便を受容し封じ込めるように適合された吸収性物品を指す。本明細書で使用するとき、用語「おむつ」は、以下で定義されている「パンツ」も包含する。
【0020】
「繊維」及び「フィラメント」は、同じ意味で使用される。
【0021】
「不織布」は、一方向に又は不規則に配向され、摩擦及び/又は凝集及び/又は接着により固着された繊維の、人造シート、ウェブ又はバットであるが、紙、並びに、縫うかどうかを問わず、織製、編製、タフト加工、糸若しくはフィラメントの固着を組み込んだステッチボンド、又は湿式ミリングによるフェルト加工の製品を除く。繊維は天然起源のものであっても人造起源のものであってもよく、ステープル若しくは連続フィラメントであっても、又はその場で形成されたものであってもよい。市販の繊維の直径は、約0.001mm未満〜約0.2mm超の範囲であるいくつかの異なる形態、つまり短繊維(ステープル繊維又は細断繊維として周知である)、連続単繊維(フィラメント又はモノフィラメント)、連続フィラメントの撚っていない束(麻くず(tow))、及び連続フィラメントの撚り束(編み糸)で提供される。不織布は、メルトブロー、スパンボンディング、溶剤紡糸、電界紡糸、及びカーディングなど、多くの方法により形成可能である。不織布布地の坪量は、通常、1平方メートル当たりのグラム数(gsm)で表される。
【0022】
「パンツ」又は「トレーニングパンツ」は、本明細書で使用するとき、幼児又は成人の着用者用に設計された腰部開口部及び脚部開口部を有する使い捨て衣類を指す。パンツは、着用者の脚を脚部開口に挿入し、パンツを着用者の胴体下部周りの位置にまで滑らせることによって着用者の所定位置に配置されることができる。パンツは、再締結可能な及び/又は再締結不可能な接合(例えば、縫い目、溶接、接着剤、粘着接着、締め具など)を用いて、物品の一部分を共に連結することが挙げられるがこれらに限定されない、任意の好適な技術により予備成形されてもよい。パンツは、物品の周囲に沿った任意の場所に予備成形されてもよい(例えば、側面固定、前部ウエスト固定)。用語「パンツ」又は「パンツ類」が本明細書では使用されるが、パンツはまた一般的に「密閉型おむつ」、「事前締結型おむつ」、「プルオンおむつ」、「トレーニングパンツ」、及び「おむつパンツ」とも呼ばれる。好適なパンツは、米国特許第5,246,433号(Hasseら、1993年9月21日発行)、同第5,569,234号(Buellら、1996年10月29日発行)、同第6,120,487号(Ashton、2000年9月19日発行)、同第6,120,489号(Johnsonら、2000年9月19日発行)、同第4,940,464号(Van Gompelら、1990年7月10日発行)、同第5,092,861号(Nomuraら、1992年3月3日発行)、米国特許公開第2003/0233082 A1号、名称「Highly Flexible And Low Deformation Fastening Device」(2002年6月13日出願)、米国特許第5,897,545号(Klineら、1999年4月27日発行)、米国特許第5,957,908号(Klineら、1999年9月28日発行)に開示されている。
【0023】
「実質的にセルロースを含まない」とは、本明細書では、10重量%未満のセルロース繊維、5重量%未満のセルロース繊維、1重量%未満のセルロース繊維を含有する、セルロース繊維を含有しない、又は微量を超えたセルロース繊維を含有しない、吸収性コアなどの物品の記述に使用される。微量のセルロース繊維は、吸収性コアの薄さ、吸収性コアの柔軟性、又は吸収性コアの吸収力に実質的に影響しない。
【0024】
「実質的に連続的に分布した」とは、本明細書で使用するとき、吸収性粒子状ポリマー材料領域において、第1基材64及び第2基材72が多数の超吸収性粒子によって隔てられていることを示す。吸収性粒子状ポリマー材料領域において、第1基材64と第2基材72との間に小さな偶然接触領域が存在してもよいことが認められる。第1基材64と第2基材72との間にある偶然接触領域は、意図的であっても意図的でなくてもよい(例えば人工物の製造)が、枕状体(pillows)、ポケット、管、キルトパターンなどのような幾何学的配列を形成しない。
【0025】
「熱可塑性接着剤材料」は、本明細書で使用するとき、乾燥した状態及び濡れた状態の両方において超吸収性材料を不動化する目的で超吸収性材料に塗布され、繊維が形成されるポリマー組成物を含むものと解される。本発明の熱可塑性接着剤材料は、超吸収性材料を覆って繊維性網状組織を形成する。
【0026】
「厚さ」及び「キャリパー」は、本明細書において同じ意味で使用される。
【0027】
吸収性物品
図1は、本発明のある実施形態によるおむつ10の平面図である。おむつ10は、その広げられた非収縮(弾性による収縮がない)状態で示され、おむつ10の一部は、おむつ10の下層構造をより明瞭に示すために、切り取られている。着用者に接触するおむつ10の部分は、図1において観察者の方を向いている。おむつ10は、通常、シャーシ12、及びシャーシに配置される吸収性コア14を含み得る。
【0028】
図1におけるおむつ10のシャーシ12は、おむつ10の本体をなしてもよい。シャーシ12は、液体透過性であり得るトップシート18、及び/又は液体不透過性であり得るバックシート20を含む外側カバー16を含んでもよい。吸収性コア14は、トップシート18とバックシート20との間に包まれていることもある。シャーシ12は、サイドパネル22、弾性レッグカフ24、及び弾性ウエスト機構26を更に含んでもよい。
【0029】
レッグカフ24及び弾性ウエスト機構26は通常、それぞれ弾性部材28を含んでもよい。おむつ10の1つの端部は、おむつ10の第1腰部区域30として構成されてもよい。おむつ10の反対側の端部は、おむつ10の第2腰部区域として構成されてもよい。おむつ10の中間部分は、股領域34として構成され得、股領域34は、第1腰部区域30と第2腰部区域32との間を長手方向に延びている。腰部区域30及び32は、着用者のウエストの周りで集まって改善されたフィット感及び密閉力をもたらすように、弾性構成要素を含んでもよい(弾性ウエスト機構26)。股領域34は、おむつ10が着用されたときに、概して着用者の脚の間に位置付けられるおむつ10の部分である。
【0030】
おむつ10は、その長手方向軸36及び横断方向38と共に図1に描かれている。おむつ10の外周40は、長手方向縁部42がおむつ10の長手方向軸36にほぼ平行に延び、終縁部44がおむつ10の横断方向軸線38にほぼ平行に長手方向縁部42の間を延びる、おむつ10の外側縁部によって画定される。
【0031】
更に、当技術分野においてよく知られているその他の機構(前部イヤーパネル及び後部イヤーパネル、ウエストキャップ機構、伸縮材など)をおむつ20に含めて、フィット感、密閉力、美的特性を向上させてもよい。このような追加機構は当該技術分野においてよく知られており、例えば米国特許第3,860,003号及び米国特許第5,151,092号に記載されている。
【0032】
おむつ10を着用者の周りの所定位置に保持するために、第1腰部区域30の少なくとも一部は、締着部材46によって第2腰部区域32の少なくとも一部に取り付けられて、脚部開口部(単数又は複数)及び物品の腰部を形成してもよい。締結する時、締結装置が物品の腰部周辺の引張荷重を支える。締結装置により、物品の使用者は締結装置の一要素、例えば締結部材46を掴み、第1腰部区域30を少なくとも2箇所で第2腰部区域32に接続することができる。これは、締結装置要素間の固着強度を操作することにより達成することができる。
【0033】
ある実施形態によると、おむつ10は、再閉鎖可能な締着装置を備えてもよく、あるいは、パンツ型おむつの形態で提供されてもよい。吸収性物品がおむつである場合、おむつを着用者に固定するために、シャーシに接合された再閉鎖可能な締着装置を含むことが可能である。吸収性物品がパンツ型おむつである場合、物品は、シャーシに、また互いに接合された少なくとも2つのサイドパネルを含んで、パンツを形成することが可能である。締着装置及びそのいずれの構成要素も、このような使用に好適な任意の材料を含むことができ、それにはプラスチック、フィルム、発泡体、不織布、織布、紙、ラミネート、繊維強化プラスチックなど、又はそれらの組み合わせが挙げられるが、これらに限定されない。ある実施形態では、締着装置を構成する材料は、可撓性であってよい。可撓性により、締結装置を体の形状に適合でき、ひいては締結装置が着用者の皮膚に刺激を与えたり又は傷つけたりする可能性を低減することができる。
【0034】
一体型吸収性物品に関しては、シャーシ12及び吸収性コア14がおむつ10の主構造を形成し、他の機構を加えて複合おむつ構造を形成することができる。トップシート18、バックシート20、及び吸収性コア14は、様々な周知の構成に組み立てることができるが、好ましいおむつ構成は、米国特許第5,554,145号(Roeら、1996年9月10日発行)、名称「Absorbent Article With Multiple Zone Structural Elastic−Like Film Web Extensible Waist Feature」、同第5,569,234号(Buellら、1996年10月29日発行)、名称「Disposable Pull−On Pant」、及び同第6,004,306号(Roblesら、1999年12月21日発行)、名称「Absorbent Article With Multi−Directional Extensible Side Panels」に概ね記載されている。
【0035】
図1のトップシート18は、全体的に又は部分的に伸縮性を持たせてもよく、又は縮小してトップシート18と吸収性コア14との間に空間を提供してもよい。伸縮性の又は縮小させたトップシートを含む代表的な構造は、米国特許第5,037,416号(Allenら、1991年8月6日発行)、名称「Disposable Absorbent Article Having Elastically Extensible Topsheet」、及び同第5,269,775号(Freelandら、1993年12月14日発行)、名称「Trisection Topsheet for Disposable Absorbent Articles Having Such Trisection Topsheet」に更に詳細に記載されている。
【0036】
バックシート20は、トップシート18に接合されてもよい。バックシート20は、吸収性コア14によって吸収されおむつ10内に封じ込められた排出物が、おむつ10と接触し得るその他の外部物品、例えばベッドシーツ及び下着を汚すのを防ぐことができる。特定の実施形態では、バックシート20は、液体(例えば、尿)に対して実質的に不透過性であってもよく、不織布及び約0.012mm(0.5ミル)〜約0.051mm(2.0ミル)の厚さを有する熱可塑性フィルムのような薄いプラスチックフィルムのラミネートを含んでもよい。好適なバックシートフィルムとしては、インディアナ州テレホート(Terre Haute)のTredegar Industries Inc.によって製造され、商標名X15306、X10962、及びX10964で販売されているものが挙げられる。他の好適なバックシート材料としては、蒸気をおむつ10から逃がす一方で液体排出物がバックシート10を通過するのを依然として防止する通気性材料を挙げることができる。代表的な通気性材料としては、織布ウェブ、不織布ウェブのような材料、例えばフィルムコートされた不織布ウェブのような複合材料、及びMitsui Toatsu Co.(日本)によりESPOIR NOの表記で製造されるようなミクロ細孔性フィルム、またEXXON Chemical Co.(テキサス州ベイシティー(Bay City)によりEXXAIREの表記で製造されるようなミクロ細孔性フィルムを挙げることができる。ポリマーブレンドを含む好適な通気性複合材料は、Clopay Corporation(オハイオ州シンシナティ(Cincinnati))からHYTRELブレンドP18−3097の名称で入手できる。このような通気性複合材料は、PCT出願WO95/16746号(E.I.DuPontの名義で1995年6月22日公開)に詳細されている。不織布ウェブ及び孔あき成形フィルムなどの他の通気性バックシートが米国特許第5,571,096号、Dobrinら、1996年11月5日発行に記載されている。
【0037】
特定の実施形態において、本発明のバックシートは、WSP 70.5(08)に従って37.8℃及び相対湿度60%で測定して、約2000g/24h/m2超の、約3000g/24h/m2超の、約5000g/24h/m2超の、約6000g/24h/m2超の、約7000g/24h/m2超の、約8000g/24h/m2超の、約9000g/24h/m2超の、約10000g/24h/m2超の、約11000g/24h/m2超の、約12000g/24h/m2超の、約15000g/24h/m2超の水蒸気透湿度(WVTR)を有し得る。
【0038】
図2は、図1の断面線2−2に沿った図1の断面図を示す。おむつ10は、着用者に面する側から始まって、トップシート18、吸収性コア14の構成要素、及びバックシート20を含むことができる。特定の実施形態によると、おむつ10はまた、液体透過性トップシート18と吸収性コア14の着用者に面する側との間に配置される捕捉システム50を含んでもよい。捕捉システム50は、吸収性コア14と直接接触していてよい。捕捉システム50は、単一層からなってもよく、又は着用者の皮膚に面する上部捕捉層52及び着用者の衣類に面する下部捕捉層54などの多層からなってもよい。特定の実施形態によると、捕捉システム50は、尿の噴出のような急増する液体を受け取るように機能してもよい。換言すれば、捕捉システム50は、吸収性コア14が液体を吸収できるまで液体の一時的なリザーバとして機能してもよい。
【0039】
特定の実施形態では、捕捉システム50は、化学的に架橋されたセルロース繊維を含んでもよい。このような架橋されたセルロース繊維は、望ましい吸収力特性を有し得る。代表的な化学的に架橋されたセルロース繊維は、米国特許第5,137,537号に開示されている。特定の実施形態では、化学的に架橋されたセルロース繊維は、グルコース単位に基づいて、約0.5モル%〜約10.0モル%のC2〜C9ポリカルボン酸架橋剤、又は約1.5モル%〜約6.0モル%のC2〜C9ポリカルボン酸架橋剤により架橋される。クエン酸は代表的な架橋剤である。他の実施形態では、ポリアクリル酸が使用されてもよい。更に、ある実施形態によると、架橋されたセルロース繊維は、約25〜約60、又は約28〜約50、又は約30〜約45の保水度を有する。保水度を決定するための方法は、米国特許第5,137,537号に開示されている。ある実施形態によると、架橋されたセルロース繊維は、捲縮されるか、撚り合わされるか、又は螺旋状にされもよく、あるいは、捲縮、撚り合わせ、及び螺旋状を含むそれらの組み合わせであってもよい。
【0040】
特定の実施形態では、上部捕捉層52及び下部捕捉層54の一方又は両方は、親水性であり得る不織布を含んでもよい。更に、特定の実施形態によれば、上部捕捉層52及び下部捕捉層54の一方又は両方は、化学的に架橋されたセルロース繊維を含んでもよく、これらは不織布材料の一部を形成しても形成しなくてもよい。代表的な実施形態によれば、上部捕捉層52は、架橋されたセルロース繊維を有さない不織布を含んでもよく、下部捕捉層54は、化学的に架橋されたセルロース繊維を含んでもよい。更に、一実施形態によれば、下部捕捉層54は、天然又は合成高分子繊維などの他の繊維と混合されている、化学的に架橋されたセルロース繊維を含んでもよい。代表的な実施形態によると、このようなその他の天然又は合成高分子繊維には、表面積の大きな繊維、熱可塑性結合繊維、ポリエチレン繊維、ポリプロピレン繊維、PET繊維、レーヨン繊維、リオセル繊維、及びこれらの混合物が含まれてもよい。特定の実施形態によると、下部捕捉層54は、全乾燥重量を有し、架橋されたセルロース繊維は、上部捕捉層において乾燥重量基準で下部捕捉層54の約30重量%〜約95重量%の量で存在しており、また、その他の天然又は合成高分子繊維は、下部捕捉層54において乾燥重量基準で下部捕捉層54の約70重量%〜約5重量%の量で存在している。別の実施形態によれば、架橋されたセルロース繊維は、乾燥重量基準で下部捕捉層54の約80重量%〜約90重量%の量で第1捕捉層中に存在し、また、その他の天然又は合成高分子繊維は、乾燥重量基準で下部捕捉層54の約20重量%〜約10重量%の量で下部捕捉層54中に存在している。
【0041】
特定の実施形態によれば、下部捕捉層54は、望ましくは高い流体吸い上げ能力を有する。流体吸い上げは、吸収性材料1グラム当たりに吸収された流体のグラムで測定され、「最大吸い上げ」値によって表される。それゆえに、高い流体吸い上げは、材料の高い容量に相当し、獲得材料により吸収されるべき流体の完全な獲得を確実なものにするので有益である。代表的な実施形態によると、下部捕捉層54は、約10g/gの最大吸い上げを有する。
【0042】
上部捕捉層54の関連属性は、その中間脱着圧(MDP)である。MDPは、2068Pa(0.3psi)の印加された機械的圧力の下で0cmの毛管吸引高さにおいてその容量の約50%まで下部捕捉層54を脱水するのに必要な毛管圧の測定値である。一般に、比較的低いMDPが有用であり得る。より低いMDPによって、下部捕捉層54は、上部捕捉材料をより効果的に排液させ得る。理論に束縛されるものではないが、所定の分配材料は、限定できる毛管吸引力を有し得る。下部捕捉層54が毛管力によって液体を縦方向に移動させる能力は、重力、及び上部捕捉層の脱着と関連した対向する毛管力によって直接的に影響される。これらの毛細管力を最小限に抑えると、下部捕捉層54の性能に好影響を与えることができる。しかしながら、特定の実施形態では、下部捕捉層54はまた、上方の層(特に上部捕捉層52及びトップシート18)から排液するために、また、液体が吸収性コア構成要素によって離隔されるまで液体を一時的に保持するために、適切な毛管吸収吸引を有してもよい。したがって、特定の実施形態では、下部捕捉層54は、5cmを超える最小MDPを有し得る。更に、代表的な実施形態によると、下部捕捉層54は、急速な捕捉を提供するために、約20.5cm未満のH2O、又は約19cm未満のH2O、又は約18cm未満のH2OのMDP値を有する。
【0043】
MDP及び最大吸い上げを決定するための方法は、米国特許出願公開第2007/0118087 A1号に開示されている。例えば、第1の実施形態によると、下部捕捉層54は、約70重量%の化学的に架橋されたセルロース繊維、約10重量%のポリエステル(PET)、及び約20重量%の未処理のパルプ繊維を含んでもよい。第2の実施形態によれば、下部捕捉層54は、約70重量%の化学的に架橋されたセルロース繊維、約20重量%のリオセル繊維、及び約10重量%のPET繊維を含んでもよい。第3の実施形態によれば、下部捕捉層54は、約68重量%の化学的に架橋されたセルロース繊維、約16重量%の未処理のパルプ繊維、及び約16重量%のPET繊維を含んでもよい。一実施形態では、下部捕捉層54は、約90〜100重量%の化学的に架橋されたセルロース繊維を含んでもよい。
【0044】
上部捕捉層52及び下部捕捉層54に好適な不織布材料としては、スパンボンド層と、メルトブロー層と、更なるスパンボンド層と、を含むSMS材料が挙げられるが、これに限定されない。特定の実施形態では、永久的に親水性の不織布、特に耐久的に親水性のコーティングを有する不織布が望ましい。別の好適な実施形態は、SMMS構造を含む。特定の実施形態では、不織布は多孔質である。
【0045】
ある実施形態では、好適な不織布材料としては、PE、PET、及びPPなどの合成繊維を挙げることができるが、これらに限定されない。不織布の製造に使用されるポリマーは、本来疎水性であり得るため、親水性コーティングでコーティングされてもよい。耐久的に親水性のコーティングを用いて不織布を製造するための1つの方法は、同時係属中の米国特許公開第2005/0159720号に記載されているように、親水性モノマー及びラジカル重合反応開始剤を不織布上に塗布し、紫外線で活性化して重合を起こすことによって、不織布の表面に化学結合したモノマーを生成させるものである。耐久的に親水性のコーティングを用いて不織布を製造するためのもう1つの方法は、同時係属出願米国特許第7,112,621号(Rohrbaughら)及びPCT出願公開WO02/064877号に記載されているように、親水性のナノ粒子で不織布をコーティングすることである。
【0046】
典型的には、ナノ粒子は、750nm未満の最大寸法を有する。2〜750nmの範囲の寸法を有するナノ粒子が経済的に製造され得る。ナノ粒子の利点は、その多くが水溶液中で容易に分散して、不織布上にコーティング塗布可能となり、典型的にはそれらは透明なコーティングを形成し、また、水溶液から塗布されたコーティングは、典型的には水への曝露に対して充分に耐久性があることである。ナノ粒子は、有機又は無機、合成又は天然であってよい。無機ナノ粒子は、一般に酸化物、ケイ酸塩、及び/又は、炭酸塩として存在する。好適なナノ粒子の典型例は、層状粘土鉱物(例えば、Southern Clay Products,Inc.(米国)からのLAPONITE(商標))、及びBoehmiteアルミナ(例えば、North American SasolからのDisperal P2(商標))である。特定の実施形態によると、好適なナノ粒子コーティング不織布は、米国特許出願公開第2004/0158212号、名称「Disposable absorbent article comprising a durable hydrophilic core wrap」(Ekaterina Anatolyevna Ponomarenko及びMattias NMN Schmidt)に開示されたものである。
【0047】
更に有用な不織布は、米国特許第6,645,569号(Cramerら)、同第6,863,933号(Cramerら)、同第7,112,621号(Rohrbaughら)、並びに米国特許出願公開第2003/0148684 A1号(Cramerら)及び同第2005/0008839 A1号(Cramerら)に記述されている。
【0048】
場合によっては、不織布表面は、ナノ粒子のコーティングを適用する前に、高エネルギー処置(コロナ、プラズマ)で前処理され得る。高エネルギーの前処理は、典型的には低表面エネルギー表面(PPなど)の表面エネルギーを一時的に増大させ、その結果、水中のナノ粒子の分散による不織布のより良好な濡れを可能にする。
【0049】
特に、永久的に親水性の不織布は、吸収性物品の他の部分にも有用である。例えば、上記のような永久的に親水性の不織布を含むトップシート及び吸収性コア層は、うまく働くことが判明した。
【0050】
特定の実施形態によれば、上部捕捉層52は、外部圧力が加えられ取り除かれたときに良好な回復をもたらす材料を含んでもよい。更に、特定の実施形態によれば、上部捕捉層52は、例えば、上述した高分子繊維の種類から選択される、異なる繊維のブレンドを含んでもよい。いくつかの実施形態では、繊維の少なくとも一部分は、螺旋形状を有するスパイラル捲縮を呈してもよい。いくつかの実施形態では、上部捕捉層52は、異なる程度又は異なるタイプの捲縮、又は両方の捲縮を有する繊維を含んでもよい。例えば、一実施形態は、2.54cm当たり約8個〜約12個の捲縮(1インチ当たり8個〜約12個の捲縮(cpi))、又は2.54cm当たり約9個〜約10個の捲縮(9〜約10cpi)を有する繊維の混紡、及び2.54cm当たり約4個〜約8個の捲縮(4〜約8cpi)、又は2.54cm当たり約5個〜約7個の捲縮(5〜約7cpi)を有する他の繊維を含み得る。異なる種類の捲縮としては、2D捲縮すなわち「平らな捲縮」、及び3Dすなわちスパイラル捲縮が挙げられるが、これらに限定されない。ある実施形態によると、繊維は、異なる材料、通常は第1高分子材料及び第2高分子材料をそれぞれが含む個別の繊維である、二成分繊維を含んでもよい。並列二成分繊維の使用は、繊維に螺旋捲縮を付与するのに有益であると考えられる。
【0051】
特定の実施形態では、上部捕捉層52は、ラテックス結合剤、例えば、スチレン−ブタジエンラテックス結合剤(SBラテックス)によって安定化されてもよい。そのような格子状構造を得る方法は、例えば、欧州特許EP 149880(Kwok)及び米国特許公開第2003/0105190号(Diehlら)で既知である。ある実施形態では、結合剤は、約12重量%、約14重量%、又は約16重量%を超えて上部捕捉層52に存在してもよい。ある実施形態のために、SBラテックスは、商標名GENFLO(商標)3160(OMNOVA Solutions Inc.、オハイオ州アクロン(Akron))により入手可能である。
【0052】
図1〜8における吸収性コア14は、一般にトップシート18とバックシート20との間に配置され、2つの層、第1吸収層60及び第2吸収層62を含む。図3に最良に示されるように、吸収性コア14の第1吸収層60は、基材64と、基材64上の吸収性粒子状(particular)ポリマー材料66と、第1基材64上の吸収性粒子状ポリマー材料66を覆い不動化するための接着剤としての、吸収性粒子状ポリマー材料66上及び第1基材64の少なくとも一部上の熱可塑性組成物68と、を含む。図4に図示する別の実施形態によれば、吸収性コア14の第1吸収層60は、また、熱可塑性組成物68上にカバー層70を含んでもよい。
【0053】
同様に、図7に最良に例示されるように、吸収性コア14の第2吸収層62もまた、基材72と、第2基材72上の吸収性粒子状ポリマー材料74と、第2基材72上の吸収性粒子状ポリマー材料74を不動化するための、吸収性粒子状ポリマー材料74上及び第2基材72の少なくとも一部分上の熱可塑性組成物76と、を含んでもよい。図示しないが、第2吸収層62もまた、図4に図示したカバー層70のようなカバー層を含んでもよい。
【0054】
第1吸収層60の基材64はダスティング層と呼ばれることがあり、おむつ10のバックシート20に面する第1表面78と、吸収性粒子状ポリマー材料66に面する第2表面80と、を有する。同様に、第2吸収層62の基材72はコアカバーと呼ばれることがあり、おむつ10のトップシート18に面する第1表面82と、吸収性粒子状ポリマー材料74に面する第2表面84と、を有する。第1基材64及び第2基材72は、外周の周辺部で接着剤により相互に接着されて、吸収性粒子状ポリマー材料66及び吸収性粒子状ポリマー材料74を吸収性コア14内に保持するためのエンベロープを吸収性粒子状ポリマー材料66及び74の周りに形成してもよい。
【0055】
特定の実施形態によれば、第1吸収層60及び第2吸収層62の基材64及び72は、上述の不織布材料などの不織布材料であってもよい。特定の実施形態では、不織布は多孔質であり、一実施形態では、約32マイクロメートルの孔径を有する。
【0056】
図1〜8に例示されるように、吸収性粒子状ポリマー材料66及び74は、第1吸収層60及び第2吸収層62のそれぞれの基材64及び72の上に粒子のクラスター90として載置されて、間隔をあけた吸収性粒子状ポリマー材料66及び74の列94並びに列94の間の接合領域96を含むグリッドパターン92を形成する。熱可塑性接着剤材料68及び76は、おそらく吸収性粒子状ポリマー材料66及び74がより少ない領域を除いて、列94内で不織基材又は補助接着剤に直接接触しなくてもよい。接合領域96は、熱可塑性接着剤材料が不織基材又は補助接着剤に直接接触する領域である。グリッドパターン92内の接合領域96は、吸収性粒子状ポリマー材料66及び74を殆ど又は全く含有しない。列94及び接合領域96は、吸収性コア14の長手方向軸100に対して実質的に垂直な横断方向に細長く延びる。
【0057】
図5、6、及び8に示されるグリッドパターンは、列が一定の間隔及び寸法である矩形グリッドである。六角形、菱形、斜方晶系、平行四辺形、三角形、正方形、及びこれらの組み合わせを含む他のグリッドパターンも使用されてよい。特定の実施形態によると、列94の間隔は一定であってよい。
【0058】
グリッドパターン92内の列94の寸法は様々であってよい。特定の実施形態によると、グリッドパターン92内の列94の幅119は、約8mm〜約12mmの範囲である。特定の実施形態では、列94の幅は、約10mmである。一方、接合領域96は、特定の実施形態では、約3mm未満〜約3mmの幅又は長い方の全長を有する。特定の実施形態によると、吸収性粒子状ポリマー66及び74は実質的に連続的な列を形成するが、吸収性粒子状ポリマー66及び74のクラスター90は、他の実施形態による断続的な吸収性粒子状ポリマー66及び74の列を形成してよい。
【0059】
図5、6、及び8に示されるように、吸収性コア14は、後端102から前端104まで延びる長手方向軸100と、長手方向軸100に対して垂直な、第1縁部108から第2縁部110まで延びる横断方向軸106と、を有する。吸収性粒子状ポリマー材料のクラスター90のグリッドパターン92は、列94及び接合領域96が吸収性コア14の長手方向軸100に対して実質的に垂直になるように、吸収層60の基材64及び吸収層62の基材72上に配列される。したがって、吸収性コア14の特定の実施形態は、吸収層60及び62のグリッドパターン92の境界が実質的に直線になるようにしてよい。
【0060】
図7及び図8に最もよく見られるように、第1層60及び第2層62は、組み合わされて吸収性コア14を形成することができる。吸収性コア14は、パターン長さ116及びパターン幅118が境界となる吸収性粒子状ポリマー材料領域114を有する。吸収性粒子状ポリマー材料領域114の範囲及び形状は、吸収性コア14の所望の用途、及び組み込まれ得る特定の吸収性物品によって、変化してもよい。しかしながら、特定の実施形態では、吸収性粒子状ポリマー材料領域114は、図8に例示されているように、吸収性コア14の実質的に全体にわたって延びる。
【0061】
第1吸収層62及び第2吸収層64のそれぞれのグリッドパターン92が吸収性コア14の長さに沿って互いにオフセットされるように、第1吸収層60及び第2吸収層62は、共に組み合わされて吸収性コア14を形成してよい。吸収性コア14の長さは、吸収性コア14の長手方向軸100に沿って延び、この軸に平行である。それぞれのグリッドパターン92は、吸収性粒子状ポリマー材料66及び74が吸収性粒子状ポリマー領域114にわたって実質的に連続的に分布されるように、長手方向軸100(機械方向)の方向にオフセットされてよい。特定の実施形態では、交互に配置された列94及び接合領域96のために、個々のグリッドパターン92が第1基材64及び第2基材72にわたって不連続的に分布している吸収性粒子状ポリマー材料66及び74を含むにもかかわらず、吸収性粒子状ポリマー材料66及び74は、吸収性粒子状ポリマー材料領域114にわたって実質的に連続的に分布している。特定の実施形態では、グリッドパターンは、第1吸収層60の列94が第2吸収層62の接合領域96に面し、第2吸収層62の列94が第1吸収層60の接合領域96に面するようにオフセットされてよい。換言すれば、第1吸収層60の列94及び接合領域96は、第2吸収層62の列94及び接合領域96に実質的に平行であり、第1吸収層60の列94は、少なくとも部分的に第2吸収層62の列94の間に配置される。列94及び接合領域96が適切に寸法が決められ配置されると、結果として生じる吸収性粒子状ポリマー材料66及び74の組み合わせは、吸収性コア14の吸収性粒子状ポリマー材料領域114全体にわたる、実質的に連続的な吸収性粒子状ポリマー材料の層である。特定の実施形態では、第1吸収層60及び第2吸収層62のそれぞれのグリッドパターン92は実質的に同じであってよく、それぞれのパターンは、機械方向で互いに対して半周期オフセットされる。
【0062】
後者の場合、吸収性粒子状ポリマー66及び74のそれぞれのパターン92は、結果として生じる吸収性粒子状ポリマー材料66及び74の組み合わせが吸収性コア14の吸収性粒子状ポリマー材料領域114にわたる吸収性粒子状ポリマー材料の実質的に連続的な層であるように、長手方向軸100(横断方向)に対して実質的に垂直な方向でオフセットされてもよい。
【0063】
図8に例示されるような特定の実施形態では、吸収性粒子状ポリマー材料66及び74の量は、グリッドパターン92の長さ116に沿って様々であってもよい。特定の実施形態では、グリッドパターンは、吸収性領域120、122、124、及び126に分割されてもよく、これらの領域において、吸収性粒子状ポリマー材料66及び74の量は、領域によって様々である。本明細書で使用するとき、「吸収性領域」は、図8に示した長手方向軸に対して垂直な境界を有する吸収性粒子状ポリマー材料領域の区域を指す。吸収性粒子状ポリマー材料66及び吸収性粒子状ポリマー材料74の量は、特定の実施形態では、複数の吸収性領域120、122、124、及び126のうちの一領域から別の領域へ漸進的に推移してもよい。吸収性粒子状ポリマー材料66及び74の量の漸進的な推移により、吸収性コア14における亀裂形成の可能性が低減され得る。
【0064】
吸収性コア14内に存在する吸収性微粒子ポリマー材料66及び吸収性微粒子ポリマー材料74の量は、様々であり得るが、ある実施形態では、吸収性コアの80重量%を超える、又は吸収性コアの85重量%を超える、又は吸収性コアの90重量%を超える、又はコアの95重量%を超える量で、吸収性コア内に存在する。特定の実施形態では、吸収性コア14は、第1基材64及び第2基材72、吸収性微粒子ポリマー材料66及び74、並びに熱可塑性接着剤組成物68及び76から本質的になる。一実施形態では、吸収性コア14は、実質的にセルロースを含まなくてよい。
【0065】
特定の実施形態によると、少なくとも1つの自由に選択された1cm×1cm寸法の第1正方形における吸収性粒子状ポリマー材料66及び74の重量は、少なくとも1つの自由に選択された1cm×1cm寸法の第2正方形における吸収性粒子状ポリマー材料66及び74の重量より少なくとも約10%、又は20%、又は30%、40%又は50%高くてよい。特定の実施形態では、第1正方形及び第2正方形は、長手方向軸を中心とする。
【0066】
吸収性粒子状ポリマー材料領域は、代表的な実施形態によると、着用時の快適性を増大させるために、吸収性物品の股部領域において比較的狭い幅を有してもよい。故に、吸収性粒子状ポリマー材料領域は、一実施形態によると、吸収性物品の前縁部及び後縁部まで等間隔に位置する横断方向線に沿って測定したとき、約100mm、90mm、80mm、70mm、60mm未満、又は更に約50mm未満の幅を有してもよい。
【0067】
おむつなどの殆どの吸収性物品に関して、液体の排出は、主におむつの前半分において生じることが判明した。したがって、吸収性コア14の前側半分は、コアの吸収能力の大部分を含むべきである。それ故、特定の実施形態によると、吸収性コア14の前側半分は、超吸収性材料の約60%超、又は超吸収性材料の約65%、70%、75%、80%、85%、若しくは90%超を含み得る。
【0068】
特定の実施形態では、吸収性コア14は、一般的に圧縮性であり、適合性があり、着用者の皮膚に刺激がなく、かつ尿及び他の特定の身体排出物などの液体を吸収し保持することのできる、任意の吸収性材料を更に含んでよい。このような実施形態では、吸収性コア14は、一般にエアフェルトと呼ばれる粉砕木材パルプ、縮みセルロース詰め物(creped cellulose wadding)、コフォームを含むメルトブローポリマー、化学的に剛化、変性、若しくは架橋されたセルロース繊維、ティッシュラップ及びティッシュラミネートを含むティッシュ、吸収性フォーム、吸収性スポンジ、又は他の任意の既知の吸収性材料若しくは材料の組み合わせなど、使い捨ておむつ及び他の吸収性物品において一般に使用される多種多様な液体吸収性材料を含んでよい。吸収性コア14は、少量(通常約10%未満)の材料、例えば、接着剤、ワックス、油などを更に含んでもよい。
【0069】
吸収性組立体として使用される代表的な吸収性構造体は、米国特許第4,610,678号(Weismanら)、米国特許第4,834,735号(Alemanyら)、米国特許第4,888,231号(Angstadt)、米国特許第5,260,345号(DesMaraisら)、米国特許第5,387,207号(Dyerら)、米国特許第5,397,316号(LaVonら)、及び米国特許第5,625,222号(DesMaraisら)に記載されている。
【0070】
熱可塑性接着剤材料68及び76は、吸収性粒子状ポリマー材料66及び74を覆い、少なくとも部分的に不動化するのに役立ち得る。本発明の一実施形態では、熱可塑性接着剤材料68及び76は、吸収性粒子状ポリマー材料66及び74内でポリマー間に本質的に均一に配置され得る。しかしながら、特定の実施形態では、熱可塑性接着剤材料68及び76は、吸収性粒子状ポリマー材料66及び74と少なくとも部分的に接触しており、第1吸収層60及び第2吸収層62の基材層64及び基材層72と部分的に接触している、繊維性層として提供されてもよい。図3、4、及び7は、このような構造体を示しており、この構造体において、吸収性粒子状ポリマー材料66及び74は、不連続な層として提供され、また繊維性熱可塑性接着剤材料68及び76の層は、吸収性粒子状ポリマー材料66及び74の層の上に置かれ、その結果、熱可塑性接着剤材料68及び76は、吸収性粒子状ポリマー材料66及び74と直接接触しているが、基材64の第2表面80及び基材72の第2表面84とも直接接触しており、基材は、吸収性粒子状ポリマー材料66及び74によって覆われていない。このことは、それ自体が本質的に長さ方向及び幅方向の寸法に比べて比較的小さい厚さの二次元構造体である熱可塑性接着剤材料68及び76の繊維性層に、本質的に三次元の構造体を付与する。換言すれば、熱可塑性接着剤材料68及び76は、吸収性粒子状ポリマー材料68及び76、並びに基材64及び基材72の第2表面の間で波状である。
【0071】
これにより、熱可塑性接着剤材料68及び76は、吸収性粒子状ポリマー材料66及び74を覆うための空洞を提供することができ、これにより、この材料を不動化する。更なる態様では、熱可塑性接着剤材料68及び76は、基材64及び72に結合し、その結果、吸収性粒子状ポリマー材料66及び74を基材64及び72に固着させる。したがって、特定の実施形態によると、熱可塑性接着剤材料68及び76は、濡れたときに吸収性粒子状ポリマー材料66及び74を不動化し、それによって、吸収性コア14は、本明細書に記載の湿潤不動化試験に従って約70%、60%、50%、40%、30%、20%、10%以下の吸収性粒子状ポリマー材料の損失を達成する。幾つかの熱可塑性接着剤材料はまた、吸収性粒子状ポリマー材料66及び74並びに基材64及び72の両方に浸透し、その結果、更なる不動化及び固着をもたらす。勿論、本明細書に開示される熱可塑性接着剤材料は、湿潤不動化(すなわち、物品が濡れた状態であるとき又は少なくとも部分的に負荷されたときの吸収性材料の不動化)を大きく改善すると同時に、これらの熱可塑性接着剤材料は、吸収性コア14が乾燥状態であるときにも吸収性材料を非常に良好に不動化する。熱可塑性接着剤材料68及び76は、ホットメルト接着剤と呼ばれることもある。
【0072】
理論に束縛されるものではないが、吸収性粒子状ポリマー材料66及び74を不動化するのに最も有用な熱可塑性接着剤材料は、良好な粘着挙動及び良好な接着挙動を組み合わせたものであることが判明した。良好な接着は、熱可塑性接着剤材料68及び76と、吸収性粒子状ポリマー材料66及び74並びに基材64及び72との間の良好な接触を促進することができる。良好な粘着により、接着剤は、特に外力、すなわち、ひずみに反応して破断する可能性が低減する。吸収性コア14が液体を吸収するとき、吸収性粒子状ポリマー材料66及び74は膨張し、熱可塑性接着剤材料68及び76が外力を受ける。特定の実施形態では、熱可塑性接着剤材料68及び76は、破断を伴わずに、また吸収性粒子状ポリマー材料66及び74の膨張を抑制する過度に多くの圧縮力を付与せずに、このような膨張を可能にすることができる。
【0073】
ある実施形態によると、熱可塑性接着剤材料68及び76は、ASTM法D−36〜95「環球法」によって測定して、50℃〜300℃の範囲の軟化点を有する、単一熱可塑性ポリマー又は熱可塑性ポリマーのブレンドを全体として含んでもよく、又は別法としては、熱可塑性接着剤材料は、粘着付与樹脂、可塑剤、及び酸化防止剤などの添加剤などの他の熱可塑性希釈剤と組み合わせた少なくとも1つの熱可塑性ポリマーを含む、ホットメルト接着剤であってもよい。特定の実施形態では、熱可塑性ポリマーは、通常10,000を超える分子量(Mw)、及び通常は室温未満又は−6℃<ガラス転移温度(Tg)<16℃のTgを有する。ある実施形態では、ホットメルト中のポリマーの典型的な濃度は、約20〜約40重量%の範囲内にある。ある実施形態では、熱可塑性ポリマーは、非感水性であってもよい。代表的なポリマーは、A−B−A三元ブロック構造、A−B二元ブロック構造、及び(A−B)n放射状ブロックコポリマー構造を含む(スチレン)ブロックコポリマーであり、Aブロックは、典型的にはポリスチレンを含む非エラストマーポリマーブロックであり、Bブロックは、不飽和共役ジエン又はその(部分的に)水素添加したものである。Bブロックは、典型的には、イソプレン、ブタジエン、エチレン/ブチレン(水素添加ブタジエン)、エチレン/プロピレン(水素添加イソプレン)、及びこれらの混合物である。
【0074】
使用してもよい他の好適な熱可塑性ポリマーは、メタロセンポリオレフィンであり、これは、単一サイト又はメタロセン触媒を使用して調製されるエチレンポリマーである。その中で、少なくとも一つのコモノマーは、エチレンと重合されて、コポリマー、ターポリマー、又はより高い次数のポリマーを作製することができる。同様に適用可能なものは、C2〜C8のαオレフィンのホモポリマー、コポリマー、又はターポリマーである、非晶質ポリオレフィン又は非晶質ポリαオレフィン(APAO)である。
【0075】
代表的な実施形態では、粘着付与樹脂は、典型的には5,000未満のMw及び通常は室温を超えるTgを有し、ホットメルト中の樹脂の典型的な濃度は、約30〜約60%の範囲内であり、可塑剤は、通常1,000未満の低いMw及び室温未満のTgを有し、約0〜約15%の典型的な濃度を有する。
【0076】
特定の実施形態では、熱可塑性接着剤材料68及び76は、繊維の形態で存在する。いくつかの実施形態では、繊維は、約1〜約50マイクロメートル又は約1〜約35マイクロメートルの平均厚さ、及び約5mm〜約50mm又は約5mm〜約30mmの平均長さを有する。基材64及び72又は他の任意の層、特に他の任意の不織布層に対する熱可塑性接着剤材料68及び76の接着を改善するために、このような層は、補助接着剤で前処理されてもよい。
【0077】
特定の実施形態では、熱可塑性接着剤材料68及び76は、以下のパラメーターのうちの少なくとも1つ、又は幾つか、又は全てを満たす。
【0078】
代表的な熱可塑性接着剤材料68及び76は、少なくとも30,000Paかつ300,000Pa未満、又は200,000Pa未満、又は140,000Pa〜200,000Pa、又は100,000Pa未満の、20℃で測定される貯蔵弾性率G’を有し得る。更なる態様では、35℃で測定される貯蔵弾性率G’は、80,000Paを超えてもよい。更なる態様では、60℃で測定される貯蔵弾性率G’は、300,000Pa未満かつ18,000Pa超、又は24,000Pa超、又は30,000Pa超、又は90,000Pa超であってもよい。更なる態様では、90℃で測定される貯蔵弾性率G’は、200,000Pa未満かつ10,000Pa超、又は20,000Pa超、又は30,000Pa超であってもよい。60℃及び90℃で測定される貯蔵弾性率は、高い室温での熱可塑性接着剤材料の形状安定性に関する測定値であり得る。60℃及び90℃での貯蔵弾性率G’が十分に高くないと熱可塑性接着剤材料がその一体性を失うことになる暑い気候で吸収性製品が使用される場合、この値は、特に重要である。
【0079】
G’は、一般的な説明だけのために図9に概略的に示したようなレオメーターを使用して測定される。レオメーター127は、接着剤に剪断応力を加え、一定温度で生じたひずみ(剪断変形)応答を測定することができる。接着剤は、下部固定プレート128として作用するペルチェ素子と、剪断応力を生成するためにモータの駆動軸に接続される、例えば10mmの半径Rを有する上部プレート129との間に置かれる。両方のプレート間の間隙は、例えば1500マイクロメートルの高さHを有する。ペルチェ素子により、材料の温度制御が可能になる(+0.5℃)。ひずみ速度及び頻度は、全ての測定が直線状の粘弾性区域内で行われるように選択されるべきである。
【0080】
吸収性コア14はまた、図面に例示されていない補助接着剤を含んでもよい。吸収性粒子状ポリマー材料66及び74の適用前に、それぞれ基材64及び72に対する吸収性粒子状ポリマー材料66及び74並びに熱可塑性接着剤材料68及び76の接着性を向上させるために、補助接着剤が、第1吸収層60及び第2吸収層62のそれぞれ第1基材64及び第2基材72上に載置されてもよい。補助の糊も、吸収性粒子状ポリマー材料66及び74の不動化に役立つことがあり、上述したものと同じ熱可塑性接着剤材料を含んでよく、又はH.B.Fuller Co.(ミネソタ州セントポール)の製品番号HL−1620−Bなど噴霧可能なホットメルト接着剤が挙げられるがこれらに限定されない他の接着剤も含んでよい。補助の糊は、任意の好適な手段によって基材64及び72に塗布することができるが、特定の実施形態によれば、約0.5〜約2mm間隔をあけて、幅約0.5〜約1mmのスロットに塗布してもよい。
【0081】
図4に示したカバー層70は、基材64及び72と同じ材料を含んでもよく、又は異なる材料を含んでもよい。特定の実施形態では、カバー層70に好適な材料は、不織布材料、通常は基材64及び72に有用な上述の材料である。
【0082】
吸収性物品を製造するための方法及び装置
本発明の一実施形態による吸収性コア14を作製するための印刷システム130は、図10に例示されており、一般に、吸収性コア14の第1吸収層60を形成するための第1印刷ユニット132と、吸収性コア14の第2吸収層62を形成するための第2印刷ユニット134と、を含み得る。
【0083】
第1印刷ユニット132は、不織布ウェブであり得る基材64に補助接着剤を塗布するための第1補助接着剤塗布装置136と、基材64を受けるための第1回転支持ロール140と、吸収性粒子状ポリマー材料66を保持するための第1吸収性粒子状ポリマー供給装置(ホッパー)142と、吸収性粒子状ポリマー材料66を基材64に移動させるための第1印刷ロール144と、基材64及びその上の吸収性粒子状ポリマー材料66に熱可塑性接着剤材料68を塗布するための第1熱可塑性接着剤材料塗布装置146と、を含んでよい。
【0084】
第2印刷ユニット134は、第2基材72に補助接着剤を塗布するための第2補助接着剤塗布装置148と、第2基材72を受けるための第2回転支持ロール152と、吸収性粒子状ポリマー材料74を保持するための第2吸収性粒子状ポリマー供給装置(ホッパー)154と、吸収性粒子状ポリマー材料74をホッパー154から第2基材72に移動させるための第2印刷ロール156と、第2基材72及びその上の吸収性粒子状ポリマー材料74に熱可塑性接着剤材料76を塗布するための第2熱可塑性接着剤材料塗布装置158と、を含んでよい。
【0085】
印刷システム130は、また、形成される吸収性コアを第1回転支持ロール140と第2回転支持ロール152との間のニップ162から案内するためのガイドローラ160を含む。
【0086】
第1補助塗布装置136及び第2補助塗布装置148、並びに第1熱可塑性接着剤材料塗布装置146及び第2熱可塑性接着剤材料塗布装置158は、比較的薄いが幅広い熱可塑性接着剤材料のカーテンを提供できるノズルシステムであってもよい。
【0087】
図11を参照すると、第1ホッパー142、第1支持ロール140、及び第1印刷ロール144の一部が例示されている。図12においても示されるように、第1回転支持ロール140は、第2回転支持ロール152と同一の構造を有しており、回転ドラム164と、第2基材64を受けるための外周部通気式支持グリッド166と、を含む。第1通気式支持グリッド166は、第1支持ロール140の回転軸に平行な横断方向167a及び横断方向167aに対して実質的に垂直な機械方向167bに延びる。通気式支持グリッド166は、複数の第1クロスバー168の間を延びる溝170を形成するように、互いに実質的に平行に延びると共に間隔をあけた複数の第1クロスバー168を含んでよい。複数の第1クロスバー168は、第1通気式支持グリッド166の横断方向167aに延び、溝170が複数の第1クロスバー168の間を第1通気式支持グリッド166の横断方向167aに延びるように間隔をあけている。図13に示されるように、第1通気式支持グリッド166は、互いに間隔をあけ、複数の第1クロスバー168の間を第1通気式支持グリッド166の機械方向167bに延びる複数のスペーサ172を更に含む。複数の第1クロスバー168はそれぞれ、実質的に第1通気式支持グリッド166全体にわたって延びる、実質的に直線的な外向き縁部174を有する。
【0088】
また、図14に例示されているように、第2印刷ロール156と同一の構造を有する第1印刷ロール144は、回転ドラム180と、ドラム180の第1外周面184における複数の吸収性粒子状ポリマー材料リザーバ182と、を含む。図15に最良に例示されるリザーバ182は、円筒形、円錐形、又は他の任意の形状を含む様々な形状を有してよい。図16及び図17は、本発明で想到される追加の実施形態を示す。図16は、吸収性粒子状ポリマー材料リザーバを示す代替の印刷ロールの部分斜視図を示す。この実施形態では、印刷ロールにおける個々の丸穴が単一又は複数のスロットに置き換えられている。図17は、レイダウンドラム及び/又は印刷ロールにおけるバーの向きが機械方向に対して垂直ではなく、その結果図17に示されるようなパターンが生じてもよいことを示す。更に、本発明ではこれらの実施形態の組み合わせも想到される。
【0089】
第1外周面184は、第1印刷ロール144の回転軸に平行な横断方向185a及び横断方向185aに対して実質的に垂直な機械方向185bに延びる。第1外周面184において複数の第1リザーバ182は、互いに実質的に平行に延びると共に間隔をあけた列187を含む配列186に配置される。第1支持ロール140及び第1印刷ロール144は、複数の第1クロスバー168が第1外周面184における複数の第1リザーバ182の列187に実質的に平行になるように配列され、その結果、第1印刷ロール144が回転すると、複数の第1リザーバ182が第1吸収性粒子状ポリマー材料供給装置142から吸収性粒子状ポリマー材料66を受け、吸収性粒子状ポリマー材料66が複数の第1クロスバー168の間に形成された第1基材64上の列94に集まるように吸収性粒子状ポリマー材料66が第1基材64上に第1パターン92で載置される。複数の第1リザーバ182の列187は、第1外周面184の横断方向185aに延びると共に、第1外周面184の機械方向185bで互いに間隔をあけている。第1支持ロール140及び第1印刷ロール144は、第1通気式支持グリッド166の機械方向167bが第1外周面184の機械方向185bに実質的に平行であり、第1通気式支持グリッド166の横断方向167aが第1外周面184の横断方向185aに実質的に平行になるように配列される。
【0090】
特定の実施形態によると、第1印刷ロール144内の複数のリザーバ182はそれぞれ、約3〜約8mm又は約4〜約6mmの直径188と、リザーバの中心192からリザーバの中心192までの約5.5〜約10mm又は約6〜約8mm又は約7.6mmの横断方向185aの間隔190と、リザーバの中心192からリザーバの中心192までの約8mm〜約10mmの機械方向185bの間隔194と、を有する。特定の実施形態によると、リザーバ182は約2mmの深さを有してよい。リザーバ182の寸法は、吸収性コア14の吸収性粒子状ポリマー材料領域114にわたって吸収性粒子状ポリマー材料66の坪量分布に影響するように、所望に応じて配列186にわたって様々であってよい。
【0091】
運転する際、印刷システム130は、第1基材64及び第2基材72をそれぞれの第1印刷ユニット132及び第2印刷ユニット134内に受け、第1基材64は、第1補助接着剤を第1基材64に上記のようなパターンで塗布する第1補助接着剤塗布装置136を越えて、回転する第1支持ロール140によって引き寄せられる。第1基材64が複数の第1クロスバー168の少なくともいくつかに直接接触するように、第1基材64が第1通気式支持グリッド166上に配置される。特定の実施形態では、第1基材64は、実質的に通気式支持グリッド166の長さ全体にわたって複数の第1クロスバー168の外向き縁部174に直接接触する。特定の実施形態によると、第1基材64の領域の約8%が複数の第1クロスバー168の外向き縁部174に接触する。
【0092】
第1支持ロール140内の真空(図示せず)は、第1基材64を縦方向支持グリッド166に対して引き寄せ、第1基材64を第1支持ロール140に対して保持する。これにより、第1基材64上に非平坦表面が提供される。重力により、又は真空手段を使用することによって、基材64は非平坦表面の輪郭をたどり、その結果、基材64は山谷形状となるが、山部は複数の第1クロスバー168に相当し、谷部はそれらの間の溝170に相当する。吸収性粒子状ポリマー材料66は、基材64によって与えられる溝170内に堆積し、吸収性粒子状ポリマー材料パターン92内に列94を形成し得る。次いで、第1支持ロール140は、回転する第1印刷ロール144を越えて第1基材64を担送し、この回転する第1印刷ロール144が、吸収性粒子状ポリマー材料66を第1ホッパー142から第1基材64に、図5及び6に最もよく図示されるグリッドパターン92で移動させる。次いで、支持ロール140は、印刷された第1基材64を熱可塑性接着剤材料塗布装置136を越えて担送し、この熱可塑性接着剤材料塗布装置136が、熱可塑性接着剤材料68を塗布して、第1基材64上の吸収性粒子状ポリマー材料66を覆う。
【0093】
したがって、支持ロール140及び152の通気式支持グリッド166の非平坦表面は、吸収性コア14全体にわたる吸収性粒子状ポリマー材料66及び74の分布を決定し、また同様に、接合領域96のパターンを決定する。
【0094】
一方、第2回転支持ロールは、第2補助接着剤塗布装置148を越えて第2基材72を引き寄せ、この第2補助接着剤塗布装置148が補助接着剤を第2基材72に上記のようなパターンで塗布する。次いで、第2回転支持ロール152は、第2印刷ロール156を越えて第2基材72を担送し、この第2印刷ロール156が吸収性粒子状ポリマー材料74を第2ホッパー154から第2基材72に移動させ、上記の第1印刷ユニット132に関して説明したのと同じ方法で、吸収性粒子状ポリマー材料74を第2基材72上にグリッドパターン92で載置させる。次いで、第2熱可塑性接着剤材料塗布装置158は、熱可塑性接着剤材料76を塗布して、第2基材72上の吸収性粒子状ポリマー材料74を覆う。次いで、第1吸収層60及び第2吸収層62を共に圧縮して吸収性コア14を形成するために、印刷された第1基材64及び第2基材72は、第1支持ロール140と第2支持ロール152との間のニップ162を通過する。
【0095】
任意の更なるプロセス工程では、カバー層70は、基材64及び72上、吸収性粒子状ポリマー材料66及び74上、並びに熱可塑性接着剤材料68及び76上に設置されてもよい。別の実施形態では、カバー層70並びにそれぞれの基材64及び72は、一体のシート材料から提供されてもよい。次いで、カバー層70をそれぞれの基材64及び72の上に設置する工程は、一体の材料片の折り畳みを伴ってもよい。
【0096】
上記の実施形態は、より少ない噴出空気圧並びに支持ロール140及び152によって加えられるより少ない真空で吸収性コア14の吸収性粒子状ポリマー材料領域114にわたって極めて均一な吸収性粒子状ポリマー材料の分布をもたらすことができ、吸収性粒子状ポリマー材料の湿潤不動化を維持しつつ、又は更に強化しつつ、再利用される必要のある吸収性粒子状ポリマー材料の量を低減することができる。その上、横断方向で第1吸収層60と第2吸収層62との間のオフセットがほとんど必要ないか、まったく必要ないため、プロセス制御を簡素化することができる。更に、吸収性粒子状ポリマー材料の列94が、吸収性コア14の長手方向軸100に対して実質的に垂直な横断方向に延びるため、吸収性粒子状ポリマー材料パターンの境界。
【0097】
後述の試験方法及び装置は、本発明の実施形態を試験するのに有用であり得る。
【0098】
湿潤不動化試験
機器
・メスシリンダー
・ストップウォッチ(±0.1秒)
・はさみ
・ライトボックス
・ペン
・試験溶液:37℃の0.90%食塩水溶液
・NIST、DIN、JIS又はその他の同等の国家規格に準拠している金属定規
・内側が平らな表面であり、測定されるコアバッグの長さの最小長がn、最大長がn+30mm、幅が105±5mm、高さが30〜80mm、又はその等価値である、PVC/金属皿
・電子フォースゲージ(0〜50kgの範囲)
・湿潤不動化衝撃試験機(WAIIT)、デザインパッケージ番号BM−00112.59500−R01、T.M.G.Technisches Buero Manfred Grunaから入手可能。
【0099】
設備:
標準実験室条件、温度:23℃±2℃、相対湿度:55%未満
【0100】
試料の調製
1.トップシート側を上にして、製品を開ける。
2.おむつを広げ、およそ2.5cm毎にカフの弾性体を切って、シャーシの張力を無効にする。
3.プルアップ製品に関しては、サイドシームを開け、ウエストバンドを取り除く。
4.コアバッグを平らに長方形のトップシート側を上にして折り目なしにライトボックスの表面上に置く。
5.ライトボックスをオンにして、吸収性コアの外側縁部を明確に特定する。
6.定規を用いて、前部吸収性コア外側縁部及び後部吸収性コア外側縁部で線を引く。
7.2つの標線の間の距離(A)を測り、その値を2で割ると、距離(B)が計算される。
8.前部標線からコアバッグの中央に向かって、計算された距離(B)を測り、印をつける。この標線で横断方向に線を引く。
【0101】
試験手順
WAIIT較正:
1.スライド板が下部位置にあることを確認する。WAIIT試験機の前扉を開き、フォースゲージのフックをWAIITの上部サンプルクランプに接続させる。ばね秤を接続する前に、クランプが閉じていることを確認する。
2.ばね秤に両手を使って、スライド板を上部位置に向かって継続的に、またできるだけゆっくりと持ち上げる。実行中の平均値(m1)を0.02kg単位で記録する。
3.スライド板を下部位置までできるだけゆっくりと下ろし、実行中に読み取られた平均値(m2)を0.02kg単位で記録する。
4.m1〜m2のΔを計算し、0.01kgの単位で報告する。Δが0.6kg±0.3kgであるなら、測定を継続する。そうでない場合は、スライド板の調整が必要である。スライド板が下部位置にあることを確認し、汚染又は損傷に関してスライド通路を点検する。スライド通路に対するスライド板の位置が正しく調節されているかどうかを、板を振動させることによって点検する。容易な滑走のためには、いくらかの隙間が必要である。もしなければ、システムを再調整する。
【0102】
WAIIT試験設定:
・落高は50cmである。
・おむつの負荷(lD)はコア容量(cc)の73%である;lD=0.73×cc。
・コア容量(cc)は、cc=mSAP×SAPGVとして計算され、式中、mSAPは、おむつに存在する超吸収性ポリマー(SAP)の質量であり、SAPGVは、超吸収性ポリマーの自由膨潤容量である。超吸収性ポリマーの自由膨潤容量は、国際公開第2006/062258号に記載の方法で求められる。おむつに存在する超吸収性ポリマーの質量は、10個の製品に存在する平均質量である。
【0103】
試験実施:
1.はかりを0にリセットし(風袋)、乾燥コアバッグをはかりに載せ、計量し0.1g単位で報告する。
2.メスシリンダーで適切な量の生理食塩水(脱イオン水中0.9%NaCl)を量る。
3.コアバッグをトップシート側を上にして平らにPVC皿内に置く。生理食塩水を均等にコアバッグの上に注ぐ。
4.PVC皿を取り、様々な方向に傾けて保持して、遊離した液体を吸収させる。ポリバックシートを有する製品は、バックシート下の液体が吸収されることができるように、2分間の最低待機時間後にひっくり返す必要がある。10分間(±1分間)待機して生理食塩水全てを吸収させる。何滴かはPVC皿に留まってもよい。均質の液体分配及びより少ない保留液体を確実にするために、規定されたPVC/金属皿のみを使用する。
5.はかりを0にリセットし(風袋)、湿潤したコアバッグをはかりに載せる。計量し0.1g単位で報告する。はかり上に納まるように、コアバッグを1回だけ折る。湿潤したコアバッグの重量が限界(「乾燥コアバッグの重量+おむつの負荷±4mL」として規定)外かどうかを確かめる。例えば、12gの乾燥コアバッグの重量+150mL負荷=162gの湿潤したコアバッグの重量。はかり上の実際の湿潤重量が、158gと166gとの間であるなら、そのパッドを振動に使用することができる。そうでなければ、そのパッドを廃棄し、次のパッドを使用する。
6.負荷されたコアバッグを取り、標線に沿って横断方向に切る。
7.湿潤したコアバッグの後部をはかりの上に載せる(m1)。計量し0.1g単位で報告する。
8.湿潤したコアを取り、末端封止側をWAIITのサンプルホルダーの上部クランプに固定する(コアの開放端は下に向く)。次に、製品が製品の全長に沿ってサンプルホルダーに固定されていることを確認しながら、コアの両側をサンプルホルダーの側部クランプで固定する。吸収性コア(不織布のみ)を固定しないよう確認するが、それは、一部の製品に関して、バリアレッグカフのみで製品を固定することを意味するためである。
9.スライド板が係合するまで、両手を使うことにより、スライド板を上部位置まで持ち上げる。
10.安全前扉を閉め、スライドブレードを解放する。
11.はかりを0にリセットし(風袋)、試験されたコアバッグをWAIITから取り出し、はかりに載せる(m2)。重量を0.1g単位で報告する。
12.工程7〜11を湿潤したコアバッグの前部で繰り返す。
【0104】
報告:
1.乾燥コアバッグの重量を0.1g単位で記録する。
2.試験前(m1前部/後部)及び試験後(m2前部/後部)の湿潤重量を両方とも0.1g単位で記録する。
3.平均重量損失(Δm)をパーセントで計算し、0.1g単位で報告する:Δm=(m1前部+m1後部)−(m2前部+m2後部)
4.重量損失(Δmrel)をパーセントで計算し、1%単位で報告する:(Δmrel)=(((m1前部+m1後部)−(m2前部+m2後部))×100)/(m1前部+m1後部)
5.湿潤不動化(WI)をWI=100%−Δmrelとして計算し報告する。
【0105】
Procter&Gamble Companyに譲渡された特許及び特許出願のうち、本明細書で引用する特許及び特許出願(明細書に記載されている特許も含む)は、本明細書と矛盾しない範囲で本明細書に参照により組み込まれる。
【0106】
本明細書に開示される寸法及び値は、列挙された正確な数値に厳しく制限されるものとして理解されるべきでない。それよりむしろ、特に指定されない限り、こうした各寸法は、列挙された値とその値周辺の機能的に同等の範囲の両方を意味することを意図する。例えば、「40mm」として開示される寸法は、「約40mm」を意味するものとする。
【0107】
「発明を実施するための形態」で引用したすべての文献は、関連部分において本明細書に参照により組み込まれるが、いずれの文献の引用も、それが本発明に関して先行技術であることを容認するものとして解釈されるべきではない。本書における用語の任意の意味又は定義が、参照により組み込まれた文献における同一の用語の任意の意味又は定義と相反する限りにおいては、本書においてその用語に与えられた意味又は定義が適用されるものとする。
【0108】
本発明の特定の実施形態について説明し記載したが、本発明の趣旨及び範囲から逸脱することなく他の様々な変更及び修正が可能であることが当業者には自明である。したがって、本発明の範囲内にあるそのようなすべての変更及び修正を、添付の特許請求の範囲で扱うものとする。
【特許請求の範囲】
【請求項1】
複数の第1クロスバーの間を延びる溝を形成するように、互いに実質的に平行に延びると共に間隔をあけた前記複数の第1クロスバーを含む第1グリッドを含む第1支持体を準備する工程と、
第1外周面と、前記第1外周面において互いに実質的に平行に延びると共に間隔をあけた列を含む配列に配置された複数の第1リザーバと、を有する、第1印刷ロールを準備する工程と、
前記複数の第1クロスバーが前記複数の第1リザーバの前記列に実質的に平行になるように前記第1支持体及び前記第1印刷ロールが配列されて、前記複数の第1リザーバから前記第1グリッド上に配置された第1基材上に吸収性粒子状ポリマー材料を載置させる工程であって、前記吸収性粒子状ポリマー材料が前記複数の第1クロスバーの間に形成された前記第1基材上の列に集まるように、前記吸収性粒子状ポリマー材料が前記第1基材上に第1パターンで載置される工程と、
前記吸収性粒子状ポリマー材料及び前記第1基材上に熱可塑性接着剤材料を載置させて、前記第1基材上の前記吸収性粒子状ポリマー材料を覆い、第1吸収層を形成する工程と、
複数の第2クロスバーの間を延びる溝を形成するように、互いに実質的に平行に延びると共に間隔をあけた前記複数の第2クロスバーを含む第2グリッドを含む第2支持体を準備する工程と、
第2外周面と、前記第2外周面において互いに実質的に平行に延びると共に間隔をあけた列を含む配列に配置された複数の第2リザーバと、を有する、第2印刷ロールを準備する工程と、
前記複数の第2クロスバーが前記複数の第2リザーバの前記列に実質的に平行になるように前記第2支持体及び前記第2印刷ロールが配列されて、前記複数の第2リザーバから前記第2グリッド上に配置された第2基材上に吸収性粒子状ポリマー材料を載置させる工程であって、前記吸収性粒子状ポリマー材料が前記第2支持体の前記複数の第2クロスバーの間に形成された前記第2基材上の列に集まるように、前記吸収性粒子状ポリマー材料が第2基材上に第2パターンで載置される工程と、
前記吸収性粒子状ポリマー材料及び前記第2基材上に熱可塑性接着剤材料を載置させて、前記第2基材上の前記吸収性粒子状ポリマー材料を覆い、第2吸収層を形成する工程と、
前記第1吸収層の前記熱可塑性接着剤材料の少なくとも一部分が前記第2吸収層の前記熱可塑性接着剤材料の少なくとも一部分に接触するように前記第1吸収層及び前記第2吸収層を共に並列関係に組み合わせる工程であって、前記吸収性粒子状ポリマー材料が、吸収性粒子状ポリマー材料領域内の前記第1基材と前記第2基材との間に配置され、前記吸収性粒子状ポリマー材料が、前記吸収性粒子状ポリマー材料領域にわたって実質的に連続的に分布される工程と、
を含み、
前記第1支持体の前記第1グリッドが機械方向及び前記機械方向に対して実質的に垂直な横断方向に延び、前記溝が前記複数の第1クロスバーの間を前記第1グリッドの前記横断方向に延びるように前記複数の第1クロスバーが前記第1グリッドの前記横断方向に延びると共に間隔をあけ、
前記第2支持体の前記第2グリッドが機械方向及び前記機械方向に対して実質的に垂直な横断方向に延び、前記溝が前記複数の第2クロスバーの間を前記第2グリッドの前記横断方向に延びるように前記複数の第2クロスバーが前記第2グリッドの前記横断方向に延びると共に間隔をあけ、
前記第1印刷ロールの前記外周面が機械方向及び前記機械方向に対して実質的に垂直な横断方向に延び、前記複数の第1リザーバの列が前記第1外周面の前記横断方向に延びると共に、前記第1外周面の前記機械方向で互いに間隔をあけ、
前記第2印刷ロールの前記外周面が機械方向及び前記機械方向に対して実質的に垂直な横断方向に延び、前記複数の第2リザーバの列が前記第2外周面の前記横断方向に延びると共に、前記第2外周面の前記機械方向で互いに間隔をあけ、
前記複数の第1リザーバから前記吸収性粒子状ポリマー材料を載置させる工程が、前記第1グリッドの前記機械方向が前記第1外周面の前記機械方向に実質的に平行であり、前記第1グリッドの前記横断方向が前記第1外周面の前記横断方向に実質的に平行になるように前記第1支持体及び前記第1印刷ロールが配列されて、前記複数の第1リザーバから前記第1グリッド上に配置された前記第1基材上に前記吸収性粒子状ポリマー材料を載置させる工程を含み、
前記複数の第2リザーバから前記吸収性粒子状ポリマー材料を載置させる工程が、前記第2グリッドの前記機械方向が前記第2外周面の前記機械方向に実質的に平行であり、前記第2グリッドの前記横断方向が前記第2外周面の前記横断方向に実質的に平行になるように前記第2支持体及び前記第2印刷ロールが配列されて、前記複数の第2リザーバから前記第2グリッド上に配置された前記第1基材上に前記吸収性粒子状ポリマー材料を載置させる工程を含む、使い捨て吸収性物品の作製方法。
【請求項2】
前記第1基材上の前記吸収性粒子状ポリマー材料の列が前記吸収性粒子状ポリマー材料の列の間の接合領域によって隔てられ、
前記複数の第1クロスバーがそれぞれ、実質的に前記第1グリッド全体にわたって延びる、実質的に直線的な外向き縁部を有し、
前記第1基材が前記複数の第1クロスバーの少なくともいくつかに直接接触するように、前記第1基材が前記第1グリッド上に配置され、
前記第1グリッドが、互いに間隔をあけ、前記複数の第1クロスバーの間を前記第1支持体の機械方向に延びる複数のスペーサを更に含む、請求項1に記載の方法。
【請求項3】
前記第1基材及び前記第2基材上の前記吸収性粒子状ポリマー材料の列が前記吸収性粒子状ポリマー材料の列の間の接合領域によって隔てられ、前記組み合わせる工程が、前記第1基材上の前記吸収性粒子状ポリマー材料の列が前記第2基材上の吸収性粒子状ポリマー材料の列の間に実質的に列に平行に配置されるように、前記第1吸収層及び前記第2吸収層を共に組み合わせる工程を含む、請求項1又は2に記載の方法。
【請求項4】
前記第1吸収層及び前記第2吸収層を組み合わせる工程が、前記吸収性粒子状ポリマー材料の前記第1パターン及び前記第2パターンが機械方向で互いにオフセットされるように前記第1吸収層及び前記第2吸収層を共に組み合わせる工程を含む、請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記第1支持体が第1支持ロールであり、前記吸収性粒子状ポリマー材料を前記第1基材上に載置させる工程が、前記第1印刷ロールを回転させること及び前記第1支持ロールを回転させることによって前記第1基材上に前記吸収性粒子状ポリマー材料を載置させる工程を更に含み、
前記第2支持体が第2支持ロールであり、前記吸収性粒子状ポリマー材料を前記第2基材上に載置させる工程が、前記第2印刷ロールを回転させること及び前記第2支持ロールを回転させることによって前記第2基材上に前記吸収性粒子状ポリマー材料を載置させる工程を更に含む、請求項1〜4のいずれか一項に記載の方法。
【請求項6】
前記複数の第1リザーバ及び前記複数の第2リザーバが円筒形又は円錘形である、請求項1〜5のいずれか一項に記載の方法。
【請求項1】
複数の第1クロスバーの間を延びる溝を形成するように、互いに実質的に平行に延びると共に間隔をあけた前記複数の第1クロスバーを含む第1グリッドを含む第1支持体を準備する工程と、
第1外周面と、前記第1外周面において互いに実質的に平行に延びると共に間隔をあけた列を含む配列に配置された複数の第1リザーバと、を有する、第1印刷ロールを準備する工程と、
前記複数の第1クロスバーが前記複数の第1リザーバの前記列に実質的に平行になるように前記第1支持体及び前記第1印刷ロールが配列されて、前記複数の第1リザーバから前記第1グリッド上に配置された第1基材上に吸収性粒子状ポリマー材料を載置させる工程であって、前記吸収性粒子状ポリマー材料が前記複数の第1クロスバーの間に形成された前記第1基材上の列に集まるように、前記吸収性粒子状ポリマー材料が前記第1基材上に第1パターンで載置される工程と、
前記吸収性粒子状ポリマー材料及び前記第1基材上に熱可塑性接着剤材料を載置させて、前記第1基材上の前記吸収性粒子状ポリマー材料を覆い、第1吸収層を形成する工程と、
複数の第2クロスバーの間を延びる溝を形成するように、互いに実質的に平行に延びると共に間隔をあけた前記複数の第2クロスバーを含む第2グリッドを含む第2支持体を準備する工程と、
第2外周面と、前記第2外周面において互いに実質的に平行に延びると共に間隔をあけた列を含む配列に配置された複数の第2リザーバと、を有する、第2印刷ロールを準備する工程と、
前記複数の第2クロスバーが前記複数の第2リザーバの前記列に実質的に平行になるように前記第2支持体及び前記第2印刷ロールが配列されて、前記複数の第2リザーバから前記第2グリッド上に配置された第2基材上に吸収性粒子状ポリマー材料を載置させる工程であって、前記吸収性粒子状ポリマー材料が前記第2支持体の前記複数の第2クロスバーの間に形成された前記第2基材上の列に集まるように、前記吸収性粒子状ポリマー材料が第2基材上に第2パターンで載置される工程と、
前記吸収性粒子状ポリマー材料及び前記第2基材上に熱可塑性接着剤材料を載置させて、前記第2基材上の前記吸収性粒子状ポリマー材料を覆い、第2吸収層を形成する工程と、
前記第1吸収層の前記熱可塑性接着剤材料の少なくとも一部分が前記第2吸収層の前記熱可塑性接着剤材料の少なくとも一部分に接触するように前記第1吸収層及び前記第2吸収層を共に並列関係に組み合わせる工程であって、前記吸収性粒子状ポリマー材料が、吸収性粒子状ポリマー材料領域内の前記第1基材と前記第2基材との間に配置され、前記吸収性粒子状ポリマー材料が、前記吸収性粒子状ポリマー材料領域にわたって実質的に連続的に分布される工程と、
を含み、
前記第1支持体の前記第1グリッドが機械方向及び前記機械方向に対して実質的に垂直な横断方向に延び、前記溝が前記複数の第1クロスバーの間を前記第1グリッドの前記横断方向に延びるように前記複数の第1クロスバーが前記第1グリッドの前記横断方向に延びると共に間隔をあけ、
前記第2支持体の前記第2グリッドが機械方向及び前記機械方向に対して実質的に垂直な横断方向に延び、前記溝が前記複数の第2クロスバーの間を前記第2グリッドの前記横断方向に延びるように前記複数の第2クロスバーが前記第2グリッドの前記横断方向に延びると共に間隔をあけ、
前記第1印刷ロールの前記外周面が機械方向及び前記機械方向に対して実質的に垂直な横断方向に延び、前記複数の第1リザーバの列が前記第1外周面の前記横断方向に延びると共に、前記第1外周面の前記機械方向で互いに間隔をあけ、
前記第2印刷ロールの前記外周面が機械方向及び前記機械方向に対して実質的に垂直な横断方向に延び、前記複数の第2リザーバの列が前記第2外周面の前記横断方向に延びると共に、前記第2外周面の前記機械方向で互いに間隔をあけ、
前記複数の第1リザーバから前記吸収性粒子状ポリマー材料を載置させる工程が、前記第1グリッドの前記機械方向が前記第1外周面の前記機械方向に実質的に平行であり、前記第1グリッドの前記横断方向が前記第1外周面の前記横断方向に実質的に平行になるように前記第1支持体及び前記第1印刷ロールが配列されて、前記複数の第1リザーバから前記第1グリッド上に配置された前記第1基材上に前記吸収性粒子状ポリマー材料を載置させる工程を含み、
前記複数の第2リザーバから前記吸収性粒子状ポリマー材料を載置させる工程が、前記第2グリッドの前記機械方向が前記第2外周面の前記機械方向に実質的に平行であり、前記第2グリッドの前記横断方向が前記第2外周面の前記横断方向に実質的に平行になるように前記第2支持体及び前記第2印刷ロールが配列されて、前記複数の第2リザーバから前記第2グリッド上に配置された前記第1基材上に前記吸収性粒子状ポリマー材料を載置させる工程を含む、使い捨て吸収性物品の作製方法。
【請求項2】
前記第1基材上の前記吸収性粒子状ポリマー材料の列が前記吸収性粒子状ポリマー材料の列の間の接合領域によって隔てられ、
前記複数の第1クロスバーがそれぞれ、実質的に前記第1グリッド全体にわたって延びる、実質的に直線的な外向き縁部を有し、
前記第1基材が前記複数の第1クロスバーの少なくともいくつかに直接接触するように、前記第1基材が前記第1グリッド上に配置され、
前記第1グリッドが、互いに間隔をあけ、前記複数の第1クロスバーの間を前記第1支持体の機械方向に延びる複数のスペーサを更に含む、請求項1に記載の方法。
【請求項3】
前記第1基材及び前記第2基材上の前記吸収性粒子状ポリマー材料の列が前記吸収性粒子状ポリマー材料の列の間の接合領域によって隔てられ、前記組み合わせる工程が、前記第1基材上の前記吸収性粒子状ポリマー材料の列が前記第2基材上の吸収性粒子状ポリマー材料の列の間に実質的に列に平行に配置されるように、前記第1吸収層及び前記第2吸収層を共に組み合わせる工程を含む、請求項1又は2に記載の方法。
【請求項4】
前記第1吸収層及び前記第2吸収層を組み合わせる工程が、前記吸収性粒子状ポリマー材料の前記第1パターン及び前記第2パターンが機械方向で互いにオフセットされるように前記第1吸収層及び前記第2吸収層を共に組み合わせる工程を含む、請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記第1支持体が第1支持ロールであり、前記吸収性粒子状ポリマー材料を前記第1基材上に載置させる工程が、前記第1印刷ロールを回転させること及び前記第1支持ロールを回転させることによって前記第1基材上に前記吸収性粒子状ポリマー材料を載置させる工程を更に含み、
前記第2支持体が第2支持ロールであり、前記吸収性粒子状ポリマー材料を前記第2基材上に載置させる工程が、前記第2印刷ロールを回転させること及び前記第2支持ロールを回転させることによって前記第2基材上に前記吸収性粒子状ポリマー材料を載置させる工程を更に含む、請求項1〜4のいずれか一項に記載の方法。
【請求項6】
前記複数の第1リザーバ及び前記複数の第2リザーバが円筒形又は円錘形である、請求項1〜5のいずれか一項に記載の方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】

【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2013−78647(P2013−78647A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2013−653(P2013−653)
【出願日】平成25年1月7日(2013.1.7)
【分割の表示】特願2011−524063(P2011−524063)の分割
【原出願日】平成21年8月24日(2009.8.24)
【出願人】(590005058)ザ プロクター アンド ギャンブル カンパニー (2,280)
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成25年1月7日(2013.1.7)
【分割の表示】特願2011−524063(P2011−524063)の分割
【原出願日】平成21年8月24日(2009.8.24)
【出願人】(590005058)ザ プロクター アンド ギャンブル カンパニー (2,280)
【Fターム(参考)】
[ Back to top ]