
吸収性物品に係る接着剤塗布装置、及び接着剤塗布方法
【課題】吐出部及びその周囲近傍部分の熱可塑性接着剤の堆積を抑える。
【解決手段】熱可塑性接着剤を吐出する吐出部を有し、所定の走行経路を走行する吸収性物品に係る連続シートの片面に、吐出部から熱可塑性接着剤を吐出して塗布する接着剤塗布装置である。前記連続シートと吐出部とを接離方向に相対移動する接離機構と、吐出部からの熱可塑性接着剤の吐出動作を行う吐出機構と、接離機構及び吐出機構を制御するコントローラと、を有する。前記連続シートの走行速度が所定の閾値よりも大きい場合には、吐出部を前記連続シートの前記片面に接触させつつ吐出部から熱可塑性接着剤を吐出するようにコントローラは接離機構及び吐出機構を制御する。前記走行速度が前記閾値以下になった場合には、吐出部からの熱可塑性接着剤の吐出を停止するとともに、当該吐出の停止以降に前記連続シートと吐出部とが離間状態になるように、コントローラは接離機構及び吐出機構を制御する。
【解決手段】熱可塑性接着剤を吐出する吐出部を有し、所定の走行経路を走行する吸収性物品に係る連続シートの片面に、吐出部から熱可塑性接着剤を吐出して塗布する接着剤塗布装置である。前記連続シートと吐出部とを接離方向に相対移動する接離機構と、吐出部からの熱可塑性接着剤の吐出動作を行う吐出機構と、接離機構及び吐出機構を制御するコントローラと、を有する。前記連続シートの走行速度が所定の閾値よりも大きい場合には、吐出部を前記連続シートの前記片面に接触させつつ吐出部から熱可塑性接着剤を吐出するようにコントローラは接離機構及び吐出機構を制御する。前記走行速度が前記閾値以下になった場合には、吐出部からの熱可塑性接着剤の吐出を停止するとともに、当該吐出の停止以降に前記連続シートと吐出部とが離間状態になるように、コントローラは接離機構及び吐出機構を制御する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、使い捨ておむつ等の吸収性物品の製造において使用され、ホットメルト接着剤等の熱可塑性接着剤を不織布やフィルム等の連続シートへ塗布する接着剤塗布装置、及び接着剤塗布方法に関する。
【背景技術】
【0002】
従来、使い捨ておむつ等の製造ラインでは、不織布やフィルム等の連続シートを所定の走行経路で連続して走行させ、この走行の間に、連続シートの片面に対してホットメルト接着剤を塗布することが行われている。
【0003】
この塗布は、ホットメルト接着剤塗布装置20(以下、HMA塗布装置20と言う)により行われる(例えば図1Aを参照)。HMA塗布装置20は、例えば、連続シート2の走行経路の所定位置に配置されたヘッド21を本体とし、当該ヘッド21は、連続シート2に対向した吐出部としてのノズル22を有する。そして、ノズル22を連続シート2に接触させた状態で、溶融状態のホットメルト接着剤4をノズル22から吐出して連続シート2に塗布する。なお、通常は、ホットメルト接着剤4を溶融状態に維持すべく、ヘッド21は適宜な不図示の加熱機構によって例えば140℃〜160℃に加熱されている(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−84457号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、製造ラインは、種々の理由で定期又は不定期に停止され、その場合には、連続シート2の走行も停止される。ここで、当該走行停止状態において、連続シート2にヘッド21のノズル22を接触させたままでいると、上記の如き高温のヘッド21からの入熱により連続シート2が熱損傷する。特に、連続シート2が熱可塑性フィルムの場合には、その厚みが薄く熱容量が小さいこともあって、接触部位から容易に溶断してしまう。
【0006】
その対策の一例として、連続シート2の走行停止の際に、ノズル22を連続シート2から離間させて、上記の入熱を防ぐことが考えられる(例えば図1Bを参照)。
しかしながら、その場合には、ホットメルト接着剤4の吐出の停止タイミングと、離間タイミングとの前後関係によっては、当該離間したことが仇となって、ノズル22やその周囲近傍部分22aへの接着剤4の堆積を助長し、その結果、堆積した塊が、不意にノズル22から剥離して連続シート2に巻き込まれるという別の問題を起こす虞がある。
【0007】
より具体的に言えば、例えば、ホットメルト接着剤4の吐出の停止よりも前に、ノズル22と連続シート2とが離間状態になってしまうと、ノズル22から吐出される接着剤4の行き場(付着先)が無くなって同接着剤4がノズル22及びその周囲近傍部分22aに堆積する。そして、この堆積した接着剤4の塊が、何かのきっかけで、製造ラインの稼働中にノズル22から剥離した際には、連続シート2に異物として混入してしまい、不良率を高める等の別の問題を誘発する虞があった。
【0008】
本発明は、上記のような従来の問題に鑑みてなされたものであって、その目的は、吐出部及びその周囲近傍部分の熱可塑性接着剤の堆積を抑えることにある。
【課題を解決するための手段】
【0009】
上記目的を達成するための主たる発明は、
熱可塑性接着剤を吐出する吐出部を有し、所定の走行経路を走行する吸収性物品に係る連続シートの片面に、前記吐出部から前記熱可塑性接着剤を吐出して塗布する接着剤塗布装置であって、
前記連続シートと前記吐出部とを接離方向に相対移動する接離機構と、
前記吐出部からの前記熱可塑性接着剤の吐出動作を行う吐出機構と、
前記接離機構及び前記吐出機構を制御するコントローラと、を有し、
前記連続シートの走行速度が所定の閾値よりも大きい場合には、前記吐出部を前記連続シートの前記片面に接触させつつ前記吐出部から前記熱可塑性接着剤を吐出するように前記コントローラは前記接離機構及び前記吐出機構を制御し、
前記走行速度が前記閾値以下になった場合には、前記吐出部からの前記熱可塑性接着剤の吐出を停止するとともに、当該吐出の停止以降に前記連続シートと前記吐出部とが離間状態になるように、前記コントローラは前記接離機構及び前記吐出機構を制御することを特徴とする吸収性物品に係る接着剤塗布装置である。
【0010】
また、
所定の走行経路を走行する吸収性物品に係る連続シートの片面に、吐出部から熱可塑性接着剤を吐出して塗布する接着剤塗布方法であって、
前記連続シートの走行速度が所定の閾値よりも大きい場合には、前記吐出部を前記連続シートの前記片面に接触させつつ前記吐出部から前記熱可塑性接着剤を吐出することと、
前記走行速度が前記閾値以下になった場合には、前記吐出部からの前記熱可塑性接着剤の吐出を停止するとともに、当該吐出の停止以降に前記連続シートと前記吐出部とを離間状態にすることと、を有することを特徴とする吸収性物品に係る接着剤塗布方法である。
本発明の他の特徴については、本明細書及び添付図面の記載により明らかにする。
【発明の効果】
【0011】
本発明によれば、吐出部及びその周囲近傍部分の熱可塑性接着剤の堆積を抑制することができる。
【図面の簡単な説明】
【0012】
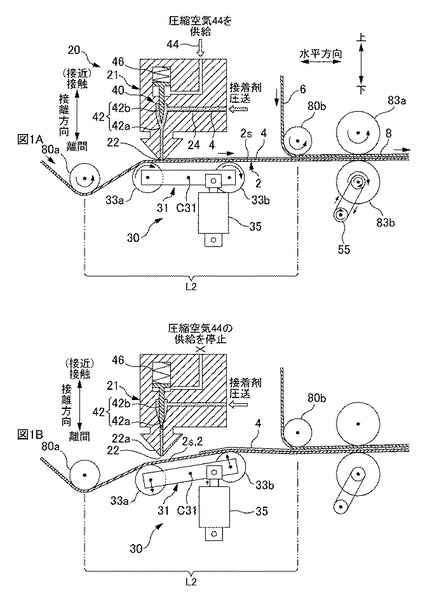
【図1】図1Aは、第1実施形態に係る接着剤塗布装置20の接着剤4の塗布状態の概略側面図であり、図1Bは、同塗布停止状態の概略側面図である。
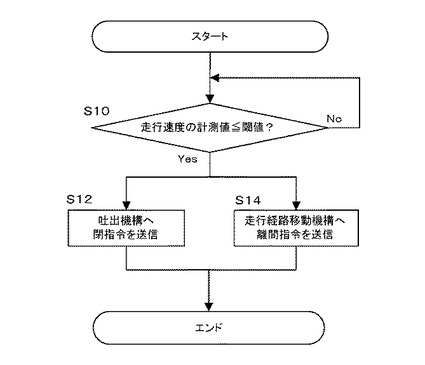
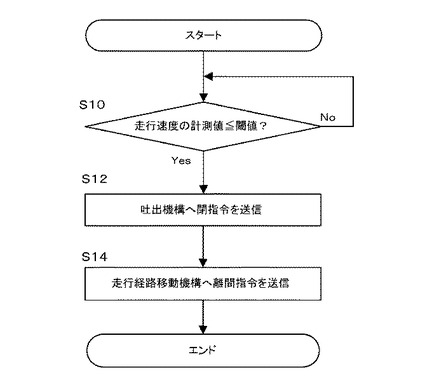
【図2】連続シート2の走行停止に伴うHMA塗布装置20の動作のフローチャートである。
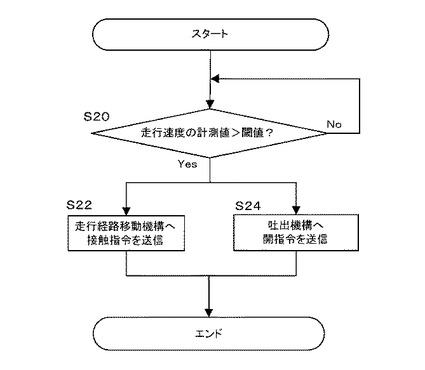
【図3】連続シート2の走行を再開する際のHMA塗布装置20の動作のフローチャートである。
【図4】連続シート2の走行停止に伴うHMA塗布装置20の動作のフローチャートの変形例である。
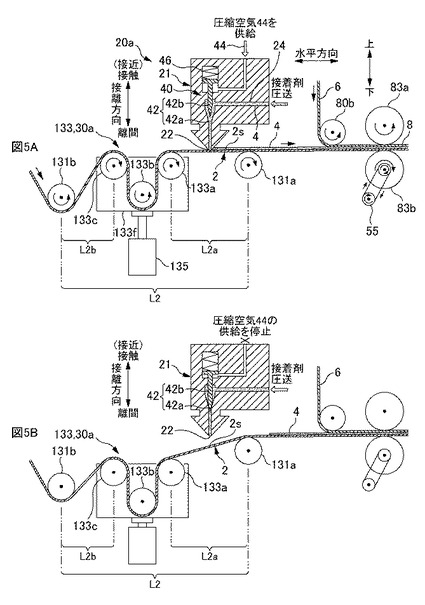
【図5】図5Aは、第2実施形態に係る接着剤塗布装置20aの接着剤4の塗布状態の概略側面図であり、図5Bは、同塗布停止状態の概略側面図である。
【発明を実施するための形態】
【0013】
本明細書及び添付図面の記載により、少なくとも以下の事項が明らかとなる。
【0014】
熱可塑性接着剤を吐出する吐出部を有し、所定の走行経路を走行する吸収性物品に係る連続シートの片面に、前記吐出部から前記熱可塑性接着剤を吐出して塗布する接着剤塗布装置であって、
前記連続シートと前記吐出部とを接離方向に相対移動する接離機構と、
前記吐出部からの前記熱可塑性接着剤の吐出動作を行う吐出機構と、
前記接離機構及び前記吐出機構を制御するコントローラと、を有し、
前記連続シートの走行速度が所定の閾値よりも大きい場合には、前記吐出部を前記連続シートの前記片面に接触させつつ前記吐出部から前記熱可塑性接着剤を吐出するように前記コントローラは前記接離機構及び前記吐出機構を制御し、
前記走行速度が前記閾値以下になった場合には、前記吐出部からの前記熱可塑性接着剤の吐出を停止するとともに、当該吐出の停止以降に前記連続シートと前記吐出部とが離間状態になるように、前記コントローラは前記接離機構及び前記吐出機構を制御することを特徴とする吸収性物品に係る接着剤塗布装置。
【0015】
このような吸収性物品に係る接着剤塗布装置によれば、接着剤の吐出の停止と同時、又は停止後に、連続シートと吐出部とは離間状態になる。よって、連続シートから離間状態の吐出部から接着剤が吐出され続けるという事態を確実に回避できる。また、離間以前に吐出を停止するので、吐出部から吐出済みの接着剤は、概ね連続シートの方へ移着して同シートに持って行かれる。よって、吐出部及びその周囲近傍部分に残存し得る接着剤を減らし、同接着剤の堆積を抑制することができる。
【0016】
かかる吸収性物品に係る接着剤塗布装置であって、
前記走行速度が前記閾値以下になった場合には、前記吐出部からの前記熱可塑性接着剤の吐出を停止するとともに、当該吐出の停止後に前記連続シートと前記吐出部とが離間状態になるように、前記コントローラは前記接離機構及び前記吐出機構を制御するのが望ましい。
このような吸収性物品に係る接着剤塗布装置によれば、接着剤の吐出の停止後に、連続シートと吐出部とは離間状態になる。よって、連続シートから離間状態の吐出部から接着剤が吐出され続けるという事態をより確実に回避できる。また、離間状態になるよりも前に吐出を停止するので、吐出部から吐出済みの接着剤は、概ね連続シートの方へ移着して同シートに持って行かれる。よって、吐出部及びその周囲近傍部分に残存し得る接着剤を減らし、同接着剤の堆積を抑制することができる。
【0017】
かかる吸収性物品に係る接着剤塗布装置であって、
前記接離機構は、前記連続シートの走行経路を前記接離方向に移動する機構であるのが望ましい。
このような吸収性物品に係る接着剤塗布装置によれば、吐出部の方は移動せずに所定位置に固定状態とすることができる。よって、吐出部へ熱可塑性接着剤を供給する供給機構等の付帯設備を、接離方向に相対移動可能な可動部を有した構造にせずに済む。これにより、可動部を設ける際にありがちな、可動部からの接着剤の漏れの問題を全く考慮しなくて済み、結果、装置設計を行い易くなる。
【0018】
かかる吸収性物品に係る接着剤塗布装置であって、
前記閾値は、零よりも大きい値であり、
前記走行速度が前記閾値以下になった場合には、前記連続シートの走行が停止する前に、前記吐出の停止がされるように、前記コントローラは前記吐出機構を制御するのが望ましい。
このような吸収性物品に係る接着剤塗布装置によれば、吐出の停止後に、連続シートの走行が停止するので、吐出の停止後に吐出部に残存する接着剤を、走行中の連続シートが拭い取るようになる。これにより、吐出部及びその周囲近傍部分に残存し得る接着剤を有効に減らし、堆積物の堆積のより一層の抑制を図れる。
【0019】
かかる吸収性物品に係る接着剤塗布装置であって、
前記吐出部を加熱する加熱機構を有し、
前記連続シートは熱可塑性シートであり、
前記連続シートの走行が停止する前に、前記連続シートと前記吐出部とが離間状態になるように、前記コントローラは前記接離機構を制御するのが望ましい。
このような吸収性物品に係る接着剤塗布装置によれば、熱可塑性接着剤を加熱するので、接着剤を流動性の高い状態に維持できて、良好な吐出性を維持可能となる。
また、連続シートの走行の停止前に吐出部は離間状態になるので、連続シートの一部に吐出部が長時間接触することは防止される。よって、連続シートとして上述のような熱可塑性シートを用いた場合であっても、同シートの一部に局所的に大きな入熱が作用して当該一部が溶断するといった事態を有効に回避することができる。
【0020】
かかる吸収性物品に係る接着剤塗布装置であって、
前記閾値は零に設定されているのが望ましい。
このような吸収性物品に係る接着剤塗布装置によれば、吐出の停止よりも前に、連続シートの走行を停止する。つまり、吐出の停止を待たずに、連続シートの走行を停止する。よって、吐出の停止に伴って生じ得る接着剤の未塗布部分の長さを短くする(ほぼ無くす)ことができて、つまり、連続シートの廃棄長を短くできて、連続シートの歩留まり向上を図れる。
【0021】
また、
所定の走行経路を走行する吸収性物品に係る連続シートの片面に、吐出部から熱可塑性接着剤を吐出して塗布する接着剤塗布方法であって、
前記連続シートの走行速度が所定の閾値よりも大きい場合には、前記吐出部を前記連続シートの前記片面に接触させつつ前記吐出部から前記熱可塑性接着剤を吐出することと、
前記走行速度が前記閾値以下になった場合には、前記吐出部からの前記熱可塑性接着剤の吐出を停止するとともに、当該吐出の停止以降に前記連続シートと前記吐出部とを離間状態にすることと、を有することを特徴とする吸収性物品に係る接着剤塗布方法。
【0022】
このような吸収性物品に係る接着剤塗布方法によれば、接着剤の吐出の停止と同時、又は停止後に、連続シートと吐出部とは離間状態になる。よって、連続シートから離間状態の吐出部に接着剤が吐出され続けるという事態を確実に回避できる。また、離間以前に吐出を停止するので、吐出部から吐出済みの接着剤は、概ね連続シートの方へ移着して同シートに持って行かれる。よって、吐出部及びその周囲近傍部分に残存し得る接着剤を減らし、同接着剤の堆積を抑制することができる。
【0023】
===第1実施形態===
図1A乃至図1Bは、第1実施形態に係る接着剤塗布装置20の概略側面図である。図1Aは接着剤4の塗布状態を示し、図1Bは塗布停止状態を示している。また、図1A及び図1B中では、一部の構成(例えばヘッド21等)を縦断面視で示している。
【0024】
この接着剤塗布装置20は、使い捨ておむつや生理用ナプキン等の吸収性物品の製造ラインで使用される。すなわち、図1Aに示すように、同塗布装置20は、製造ラインの所定の走行経路を吸収性物品の部品として走行する連続シート2の片面2sに、熱可塑性接着剤4を塗布するものである。そして、この塗布装置20よりも走行経路の下流側位置においては、同接着剤4が塗布された部位に、他の部品としての連続シート6や単票状シート等が適宜重ね合わされて一体に接合され、吸収性物品の半製品8として下工程へ連続搬送される。
【0025】
連続シート2としては、例えば、不織布や織布、フィルム等が挙げられる。そして、その素材例には、熱可塑性樹脂が挙げられるが、何等これに限るものではなく、パルプ繊維等でも良い。
【0026】
また、熱可塑性接着剤4としては、ホットメルト接着剤を例示できるが、何等これに限らない。つまり、適度な熱可塑性を示し、加熱により溶融して流動状態で塗布可能な接着剤4であれば、ホットメルト接着剤以外の接着剤を用いても良い。なお、以下では、ホットメルト接着剤を用いているものとして説明し、同接着剤4のことを単に接着剤4とも言い、接着剤塗布装置20のことを、HMA塗布装置20とも言う。
また、以下では、製造ラインを走行する連続シート2の走行方向のことをMD方向とも言い、同連続シート2の幅方向のことをCD方向とも言う。なお、図1A中では、MD方向は図1Aの紙面と平行な任意の方向のことであり、MD方向には上下方向も含まれ、また、CD方向は、図1Aの紙面を貫通する方向のことである。
【0027】
HMA塗布装置20は、ホットメルト接着剤4の吐出部としてのノズル22を具備したヘッド21と、ヘッド21のノズル22に対して連続シート2の片面2sが接離する方向(連続シート2の厚み方向に相当し、又は連続シート2の片面2sの法線方向にも相当するが、以下では単に「接離方向」と言う)に同シート2の走行経路を移動する接離機構としての走行経路移動機構30と、ヘッド21のノズル22からの接着剤4の吐出動作を行う吐出機構40と、これら走行経路移動機構30及び吐出機構40を制御する不図示のコントローラと、を有する。
【0028】
そして、基本的には、図1Aに示すように、連続シート2の走行中に同シート2の片面2sがヘッド21のノズル22に接触した状態でノズル22から接着剤4が吐出されて連続シート2に接着剤4が塗布される一方、連続シート2が走行停止状態にあるなど長時間に亘って同接着剤4が塗布されない場合には、走行経路移動機構30の作動により、図1Bに示すように連続シート2はヘッド21のノズル22から離間した状態となる。そして、この離間により、特に連続シート2が熱可塑性フィルムの場合に起こり得る同フィルムの溶断等の熱損傷を有効に回避している。
【0029】
すなわち、ヘッド21は、接着剤4の流動性を確保すべく適宜な電熱器等の加熱機構(不図示)により、例えば140℃〜160℃に加熱されている。このため、連続シート2の走行停止状態においてノズル22が連続シート2に接触していると、ノズル22からの入熱により連続シート2の接触部位が溶断等の熱損傷をしてしまうが、この点につき、上述のように走行停止状態においてノズル22から連続シート2を離間させていれば、ノズル22からの入熱が絶たれて連続シート2の熱損傷が回避される。
【0030】
また、図1Bのように離間状態になるのは、接着剤4の吐出の停止以降である。よって、連続シート2から離間状態のノズル22から接着剤4が吐出され続けるという事態は回避され、ノズル22及びその周囲近傍部分22aへの接着剤4の堆積は抑制される。なお、これについては後述する。
【0031】
以下、各構成要素21,30,40等について説明する。
図1Aに示すように、ヘッド21は、連続シート2の走行経路の所定位置に、所謂鏡板等の適宜な支持部材(不図示)によって移動不能に固定支持されている。ヘッド21のノズル22は、連続シート2の片面2sと対向して配置されている。この例では、ノズル22は、CD方向に沿った一条のスリットとして構成されているが、何等これに限るものではなく、CD方向に複数の孔が並んだ形態でも構わない。ヘッド21の内部には、ノズル22と連通する流路24が形成されており、この流路24には、外部に設けられた不図示のポンプによって接着剤4が圧送される。また、同流路24には、吐出機構40として、当該流路24を開閉するバルブ42が設けられている。そして、このバルブ42の開閉動作は、前述のコントローラにより制御され、図1Aのバルブ42の開状態においてはノズル22から接着剤4が吐出され、図1Bの閉状態においては吐出が停止される。
【0032】
より詳しくは、図示例の吐出機構40では、バルブ42は、弁座42aと、弁座42aに接離するスプール状の弁体42bとを有する。また、弁体42bを接離駆動する作動流体としては圧縮空気44が使用され、更には、圧縮空気44の供給の入切を不図示の電磁弁が行うように構成されている。よって、コントローラが電磁弁へ開指令を送信すると、図1Aに示すように、電磁弁がバルブ42に圧縮空気44を供給し、この圧縮空気44の圧力により、圧縮ばね部材46の圧縮ばね力に抗しつつ弁体42bを弁座42aから離れる方向に移動して流路24が開く。他方、コントローラが閉指令を送信すると、図1Bに示すように、電磁弁が圧縮空気44の供給を停止するので、圧縮ばね部材46の圧縮ばね力により弁体42bは弁座42aに当接する方向へ移動されて流路24が閉じる。但し、吐出機構40の構成は何等これに限るものではなく、これ以外の構成を用いても良い。
【0033】
走行経路移動機構30は、前述したように、連続シート2の走行経路を連続シート2の厚み方向(接離方向)に移動して、連続シート2とノズル22とを接触状態にしたり離間状態にしたりする機構である。そして、この例ではシーソー構造が使用されている。すなわち、図1Aに示すように、同機構30は、CD方向を向いた回転軸C31周りに揺動回転可能に支持されたシーソー部材31と、シーソー部材31を揺動駆動する駆動源としてのエアシリンダー35と、を有し、更には、シーソー部材31の両方の揺動端には、それぞれローラー33a,33bが、CD方向を向いた回転軸周りに回転自在に設けられている。そして、これらローラー33a,33bの外周面には、連続シート2が前記外周面から離れないように維持されながら架け渡されている。
【0034】
よって、連続シート2がヘッド21のノズル22に接触した状態のシーソー部材31の略水平姿勢(図1Aの姿勢)から、ノズル22に近い側のローラー33aがノズル22から遠のく方向に移動するようにシーソー部材31が傾くことにより、図1Bに示すように連続シート2はノズル22から離間した状態となる。また、この逆動作をすれば、連続シート2がノズル22に接触した状態に戻る。
【0035】
また、当該機構30はシーソー部材31を本体としている。よって、上述の接触状態と離間状態との切り替え時に生じ得る連続シート2の張力変動を有効に抑制し、その結果として、張力変動起因の連続シート2の蛇行トラブルを有効に回避可能となっている。
詳説すると、先ず、上述のように接触状態から離間状態へと移行する際には、一対のローラー33a,33bのうちでノズル22に近い方のローラー33a(以下、第1ローラー33aと言う)の前記接離方向(図1Aでは上下方向)の移動距離分だけ、ノズル22に遠い方のローラー33b(以下、第2ローラー33bと言う)が前記接離方向に関して概ね逆向きに移動する。よって、走行経路においてシーソー部材31の直近上下流に隣り合う一対のパスラインローラー80a,80b同士の間に架け渡される連続シート2の経路長L2は、図1Aの接触状態から図1Bの離間状態への移行によらず、概ね一定長に維持される。その結果、接触状態と離間状態との切り替えに伴う連続シート2の張力変動は概ね抑制される。
【0036】
ところで、上述では、シーソー部材31が揺動しても、連続シート2は第1ローラー33a及び第2ローラー33bの外周面から離れないように維持されつつ架け渡されている旨を述べたが、このことは、シーソー部材31の上下流に隣り合って配された前記一対のパスラインローラー80a,80bの配置位置の調整により達成されている。すなわち、これら一対のパスラインローラー80a,80bは、どちらも、CD方向に沿った軸周りに回転可能且つ所定位置に移動不能に固定された固定ローラーであるが、どちらのパスラインローラー80a,80bも、連続シート2の両面のうちで第1ローラー33a及び第2ローラー33bが当接する方の面の逆側の面2sに当接するように配置されており、また、第1ローラー33a寄りのパスラインローラー80aは、第1ローラー33aとの間で連続シート2が、略S字状に架け渡されるように配置されており、更に第2ローラー33b寄りのパスラインローラー80bも、第2ローラー33bとの間で連続シート2が略S字状に架け渡されるように配置されている。そして、これにより、連続シート2は、シーソー部材31の揺動によらず、第1ローラー33aの外周面及び第2ローラー33bの外周面から離れないようになっている。
【0037】
コントローラは、例えばコンピュータやPLC(プログラマブルロジックコントローラ)等であり、プロセッサとメモリとを有する。そして、メモリに記憶された適宜なプログラムをプロセッサが読み出して実行することにより、各種指令を、走行経路移動機構30及び吐出機構40へ送信して、これら機構30,40の動作を制御する。
【0038】
なお、この制御には、連続シート2の走行速度の計測値を用いるが、この走行速度の計測値の信号は、連続シート2と同期して回転するローラーに設けられたロータリーエンコーダ55からリアルタイムでコントローラへ入力される。このエンコーダ55が取り付けられるローラーは、例えば、パスラインローラー80bやパスラインローラー80bの下流に配置されて連続シート2をプレスする一対のプレスロール83a,83b等であり、図示例では、プレスロール83bにエンコーダ55が設けられているが、何等これに限らない。
【0039】
ここで、図2のフローチャートを参照しながら、連続シート2の走行停止に伴うHMA塗布装置20の動作について説明する。
先ず、上述したように、HMA塗布装置20のコントローラには、リアルタイムで連続シート2の走行速度の計測値の信号が入力されており、コントローラは、この走行速度の計測値が、予めメモリに記録された閾値以下か否かを常時比較している。
【0040】
そして、図1Aに示す定常の生産時においては、一般に走行速度は上記閾値よりも大きいので、コントローラは、走行速度の計測値が閾値よりも大きいと判定し、よって、コントローラは、吐出機構40へ開指令を送信し、また、走行経路移動機構30へは接触指令を送信する。そして、これにより、吐出機構40はバルブ42を開いて接着剤4を吐出するとともに、走行経路移動機構30は、連続シート2とノズル22とを接触状態にする。
【0041】
他方、連続シート2の走行を停止させるべく、適宜な統括コントローラの制御によって連続シート2が減速されると、これに伴い、走行速度の計測値も徐々に小さくなって、やがて閾値以下になる。すると、コントローラは、計測値が閾値以下になったと判定して(S10)、吐出機構40へ閉指令を送信し(S12)、これにより、吐出機構40はバルブ42を閉じて接着剤4の吐出を停止する(図1B)。
【0042】
また、この吐出機構40への閉指令の送信と同時に、コントローラは走行経路移動機構30へ離間指令を送信する(S14)。すると、走行経路移動機構30のエアシリンダー35は、シーソー部材31を回転軸C31周りに傾動することにより、ノズル22に接触状態の連続シート2をノズル22から離間した状態に切り替える。すなわち、接着剤4のノズル22からの吐出停止と同時に、連続シート2はノズル22から離間した状態になる。
【0043】
よって、連続シート2から離間状態のノズル22から接着剤4が吐出され続けるという事態を確実に回避できる。また、離間状態になるのと同時に吐出を停止するので、ノズル22から吐出済みの接着剤4は、概ね連続シート2の方へ移着して同シート2に持って行かれる。よって、ノズル22及びその周囲近傍部分22aに残存し得る接着剤4を減らし、同接着剤4の堆積を抑制することができる。
【0044】
なお、上述の「吐出停止」とは、例えば、バルブ42の閉動作の完了状態のことを言い、また「離間状態」とは、例えば、離間動作の完了状態のことを言う。そのため、図2のフローチャートに基づいて「吐出停止」と「離間状態になること」とが同時に行われ得るのは、厳密に言えば、バルブ42の動作時間T42とシーソー部材31の動作時間T31とが互いに同値の場合である。すなわち、閉指令の送信からバルブ42の閉動作の完了までの動作時間T42と、離間指令の送信から離間動作の完了までの動作時間T31とが、互いに同値である場合に成立するものである。この点につき、実際には、動作時間T42と動作時間T31とは互いに異なる場合が多いが、その場合には、動作時間T42と動作時間T31との偏差分だけ、閉指令又は離間指令のうちで前記動作時間が短い方の指令を遅らせて送信すれば、吐出停止のタイミングと離間状態になるタイミングとを揃えることができる。
【0045】
また、前述の走行速度の閾値として零よりも大きい速度値を設定した場合に、この速度値に大きな値Vthを設定すれば、吐出停止及び離間よりも後に、連続シート2の走行を停止することができる。つまり、連続シート2の走行の停止前にノズル22を離間状態にすることができる。よって、連続シート2の一部にノズル22が長時間接触することは防止される。これにより、連続シート2として上述した熱可塑性フィルムを用いた場合であっても、同フィルムの一部に局所的に大きな入熱が作用して当該一部が溶断するといった事態を有効に回避可能となる。
【0046】
なお、上述の速度値に係る大きな値Vthというのは、例えば走行速度がVthから零になるまでに要する時間が、前述の動作時間T42及び動作時間T31のうちで長い方の時間よりも長くなるような速度値のことであり、かかる速度値Vthは、実際に、減速中の走行速度の各値と、当該各値を起点として走行停止までの時間との関係を計測して決定することができる。
【0047】
他方、前述の走行速度の閾値として零を設定した場合には、連続シート2の走行が停止してから、吐出停止及び離間が行われることになる。よって、吐出の停止や離間動作を待たずに、連続シート2の走行を停止する。これにより、吐出の停止や離間に伴って生じ得る接着剤4の未塗布部分の長さを短くする(ほぼ無くす)ことができて、つまり、連続シート2の廃棄長を短くできて、連続シート2の歩留まり向上を図れる。但し、この場合には、連続シート2の一部にノズル22が長時間接触する虞もあるので、かかる設定は、連続シート2がある程度の耐熱性を示す不織布等のシートの場合に限られる。
【0048】
ところで、連続シート2の走行を再開する場合には、図3のフローチャートに基づいてコントローラは吐出機構40及び走行経路移動機構30を制御する。
詳しくは、先ず連続シート2の走行を再開させるべく、前述の統括コントローラの制御により連続シート2が加速される。これに伴い、走行速度の計測値も徐々に大きくなり、やがて閾値を超える。
【0049】
すると、HMA塗布装置20のコントローラは、走行速度の計測値が、閾値よりも大きいと判定し(S20)、これにより、同コントローラは、走行経路移動機構30へ接触指令を送信し(S22)、また、吐出機構40へは開指令を送信する(S24)。すると、走行経路移動機構30は、連続シート2とノズル22とを接触状態にするとともに、吐出機構40はバルブ42を開いて接着剤4をノズル22から吐出し、以上をもって、HMA塗布装置20は、定常の生産状態となる。
【0050】
図4は、連続シート2の走行停止に伴うHMA塗布装置20の動作のフローチャートの変形例である。
前述した図2のフローチャートでは、吐出停止と同時に離間状態になるようにしていたが、この変形例では、吐出停止の後に、離間状態になるように設定されている。
【0051】
詳しくは、先ず、連続シート2の走行を停止させるべく、適宜な統括コントローラの制御によって連続シート2が減速される。
また、HMA塗布装置20のコントローラには、前述と同様、リアルタイムで連続シート2の走行速度の計測値の信号が入力されており、同コントローラは、この走行速度の計測値と、予めメモリに記録された閾値とを常時比較している。
そして、上述の減速に伴って、計測値が閾値以下であるとコントローラが判定した場合、つまり閾値以下になった場合には、コントローラは、吐出機構40へ閉指令を送信する(S12)。すると、吐出機構40はバルブ42を閉じて接着剤4の吐出を停止する。
【0052】
また、この閉指令の送信後、すなわち同送信から所定の遅れ時間Tdの経過後に、コントローラは走行経路移動機構30へ離間指令を送信する(S14)。すると、走行経路移動機構30のエアシリンダー35は、シーソー部材31を回転軸C31周りに傾動し、これにより、ノズル22に接触状態の連続シート2をノズル22から離間した状態に切り替える。なお、ここで、前述の動作時間T42,T31同士が互いに異なる場合には、遅れ時間Tdに対して、動作時間T42から動作時間T31を減算した値(=T42−T31)よりも大きい値を設定すれば、吐出停止たるバルブ42の閉動作の完了後に、離間動作が完了されることになる。
【0053】
そして、このように、吐出停止の後に、連続シート2とノズル22とが離間状態になるようになっていれば、次のような作用効果を奏し得る。先ず、連続シート2から離間状態のノズル22から、接着剤4が吐出され続けるという事態を確実に回避できる。また、吐出を停止した後に離間状態になるので、ノズル22から吐出済みの接着剤4は、概ね連続シート2の方へ移着して同シート2に持って行かれる。よって、ノズル22及びその周囲近傍部分22aに残存し得る接着剤4を減らし、同接着剤4の堆積を抑制することができる。
【0054】
また、前述の走行速度の閾値として、零よりも大きい速度値を設定した場合に、この速度値に大きな値Vthを設定すれば、吐出停止の後に、連続シート2の走行を停止することができる。よって、吐出の停止後にノズル22に残存する接着剤4を、走行中の連続シート2が拭い取るようになる。つまり、吐出の停止後において、ノズル22と接触する連続シート2の走行方向の長さを長く確保することができて、これにより、ノズル22に残存する接着剤4を拭い取るための連続シート2の長さ(拭い取り長)を長くすることができる。その結果、ノズル22及びその周囲近傍部分22aに残存し得る接着剤4を有効に減らし、接着物4の堆積のより一層の抑制を図れる。
【0055】
なお、上述の速度値に係る大きな値Vthというのは、例えば走行速度がVthから零になるまでに要する時間が、前述の動作時間T42よりも長くなるような速度値のことであり、かかる速度値Vthは、実際に、減速中の走行速度の各値と、当該各値を起点として走行停止までの時間との関係を計測して決定することができる。
【0056】
更に、閉指令の送信(S12)から離間指令の送信(S14)までの時間たる上記遅れ時間Tdの設定によっては、連続シート2の走行が停止する前に、連続シート2とノズル22とが離間状態になるように調節することも可能である。そして、このように調節すれば、連続シート2の走行の停止前にノズル22は離間するので、連続シート2の一部にノズル22が長時間接触することは防止される。よって、連続シート2として上述のような熱可塑性フィルムを用いた場合であっても、同フィルムの一部に局所的に大きな入熱が作用して当該一部が溶断するといった事態を有効に回避することができる。
【0057】
他方、前述の閾値として零を設定した場合には、連続シート2の走行が停止してから、吐出停止及び離間が行われることになる。よって、吐出停止や離間動作を待たずに、連続シート2の走行を停止する。これにより、吐出停止に伴って生じ得る接着剤4の未塗布部分の長さを短くする(ほぼ無くす)ことができて、つまり、連続シート2の廃棄長を短くできて、連続シート2の歩留まり向上を図れる。但し、この場合には、連続シート2の一部にノズル22が長時間接触する虞もあるので、かかる設定は、連続シート2がある程度の耐熱性を示す不織布等のシートの場合に限られる。
【0058】
===第2実施形態===
図5A及び図5Bは、第2実施形態のHMA塗布装置20aの概略側面図である。図5Aは接着剤4の塗布状態を示し、図5Bは塗布停止状態を示している。また、図5A及び図5B中では、一部の構成(例えばヘッド21等)を縦断面視で示している。
【0059】
図5A及び図5Bを参照して明らかなように、第1実施形態との相違点は、走行経路移動機構30aの構成にある。よって、以下では、主に走行経路移動機構30aについて説明し、これ以外の同一構成については同一の符号を付して示し、その説明については省略する。
【0060】
図5Aに示すように、この走行経路移動機構30aは、同機構30aに架け渡された連続シート2の片面2sがヘッド21のノズル22に対向するように配置されている。そして、同機構30aは、連続シート2を架け渡す一対のパスラインローラー131a,131bと、これらパスラインローラー131a,131b同士の間の位置に配置されて、前記接離方向に往復移動可能に案内されたローラー群133と、ローラー群133を前記接離方向に往復移動する駆動源としてのエアシリンダー135と、を有する。
【0061】
パスラインローラー131a,131bは、CD方向に沿った軸周りに回転可能且つ所定位置に移動不能に固定された固定ローラーである。そして、これら一対のパスラインローラー131a,131bのうちで、走行方向に関してノズル22に近い側のローラー131aの方が、接離方向に関してもノズル22に近い状態になっている。以下、ノズル22寄りのパスラインローラー131aのことを第1パスラインローラー131aと言い、遠い方のパスラインローラー131bのことを第2パスラインローラー131bと言う。
【0062】
ローラー群133は、例えば三本以上の奇数本(図示例では三本)のローラー133a,133b,133cを有し、これらローラー133a,133b,133cには、連続シート2が前記接離方向に沿ってつづら折り状に(図示例ではU字状に)架け回されている。また、これらローラー133a,133b,133cは適宜なフレーム部材133fに支持されており、これにより、これらローラー133a,133b,133c同士は互いの相対位置関係を一定に維持した状態で前記接離方向に往復移動可能に構成されている。更に、ヘッド21のノズル22は、当該ローラー群133と、ノズル22寄りのパスラインローラー131aたる第1パスラインローラー131aとの間に配置されている。
【0063】
よって、連続シート2がノズル22に接触した状態になるローラー群133の位置を基準位置とした場合に(図5Aの状態を参照)、この基準位置から、当該ローラー群133が前記接離方向に関してノズル22から遠のく方向へ移動することにより、連続シート2はノズル22から離間した状態となる(図5Bの状態を参照)。また、この逆動作をすれば、連続シート2をノズル22に接触した状態に戻すことができる。
【0064】
ところで、この第2実施形態の走行経路移動機構30aについても、接触状態と離間状態との切り替え時の連続シート2の張力変動を抑制する工夫がなされている。その工夫について説明すると、先ず、ローラー群133のローラー133a,133b,133cのうちで第1パスラインローラー131aと隣り合うローラー133aは、前記接離方向に関して第1パスラインローラー131aと同じ位置又はこれよりもノズル22から遠い位置に位置している。また、同ローラー群133のローラー133a,133b,133cのうちで第2パスラインローラー131bに隣り合うローラー133cは、前記接離方向に関して第2パスラインローラー131bよりもノズル22に近い位置に位置している。
【0065】
よって、ローラー群133が前記接離方向に移動しても、第1パスラインローラー131aと第2パスラインローラー131bとの間の連続シート2の経路長L2は、概ね一定長に維持されることになる。すなわち、図5Aのようにローラー群133がノズル22に近い位置から、図5Bのように前記接離方向に沿ってノズル22から遠方の位置へと移動した場合には、第1パスラインローラー131aとローラー群133のローラー133aとの間の連続シート2の経路長L2aは長くなるが、第2パスラインローラー131bとローラー群133のローラー133cとの間の連続シート2の経路長L2bは短くなり、よって、第1パスラインローラー131aと第2パスラインローラー131bとの間の連続シート2の経路長L2は、概ね一定長に維持される。その結果、接触状態と離間状態との切り替えに伴う連続シート2の張力変動は概ね抑制され、張力変動起因の連続シート2の蛇行トラブルを有効に回避可能となる。
【0066】
なお、かかる走行経路移動機構30aを用いたHMA塗布装置20aの走行停止及び走行再開の動作については、第1実施形態で説明した内容と概ね同様なので、その説明については省略する。
【0067】
===その他の実施の形態===
以上、本発明の実施形態について説明したが、本発明は、かかる実施形態に限定されるものではなく、以下に示すような変形が可能である。
【0068】
前述の実施形態では、吸収性物品が、使い捨ておむつや生理用ナプキン等であると述べたが、尿や経血等の排泄液を吸収するものであれば何等これに限るものではなく、例えばペットの排泄液を吸収するペットシート等でも良い。
【0069】
前述の実施形態では、吐出部たるノズル22が、その先端において連続シート2に接触しているものを例示したが、何等これに限るものではない。すなわち、ノズル22の先端に設けられた部材が吐出部として連続シート2に接触することにより、ノズル22から吐出される接着剤を連続シート2に塗布しても良い。この一例としては、ノズル22の先端にボールペンのボールの如き回転する球体が設けられ、当該球体が連続シート2との接触により連れ回る構成等が挙げられる。
【0070】
前述の実施形態では、接離機構の一例として、連続シート2の走行経路を移動する走行経路移動機構30,30aを示したが、何等これに限るものではない。例えば、前述の実施形態とは逆に、連続シート2の走行経路は前記接離方向に関して固定とし、ヘッド21の方を同接離方向に往復移動可能に構成し、連続シート2に対してヘッド21の方を前記接離方向に移動することにより、接触状態と離間状態とを切り替えても良い。この場合、接離機構は、ヘッド21を前記接離方向に往復移動可能に案内するリニアガイド等の適宜なガイド部材と、ヘッド21を前記接離方向に往復移動するエアシリンダーや油圧シリンダー等の駆動源と、を備えることになる。
【0071】
前述の実施形態では、走行経路移動機構30,30aの駆動源としてエアシリンダー35,135を用いていたが、シーソー部材31やローラー群133を移動可能であれば何等これに限るものではなく、例えば油圧シリンダーや電動モーターを用いても良い。
【0072】
前述の実施形態では、ノズル22と接触状態における連続シート2の走行経路を、略水平にしていたが、何等これに限るものではなく、同走行経路は鉛直方向に沿っていても良いし、水平と鉛直の間の任意の角度で傾斜していても良い。
【符号の説明】
【0073】
2 連続シート、2s 片面、4 熱可塑性接着剤、6 連続シート、8 半製品、
20 接着剤塗布装置、20a 接着剤塗布装置、21 ヘッド、
22 ノズル(吐出部)、22a 周囲近傍部分、24 流路、
30 走行経路移動機構(接離機構)、30a 走行経路移動機構(接離機構)、
31 シーソー部材、33a 第1ローラー、33b 第2ローラー、
35 エアシリンダー、40 吐出機構、42 バルブ、
42a 弁座、42b 弁体、44 圧縮空気、46 圧縮ばね部材、
55 ロータリーエンコーダ、
80a パスラインローラー、80b パスラインローラー、
83a プレスロール、83b プレスロール、
131a 第1パスラインローラー、131b 第2パスラインローラー、
133 ローラー群、133a ローラー、133c ローラー、
133f フレーム部材、135 エアシリンダー、
C31 回転軸
【技術分野】
【0001】
本発明は、使い捨ておむつ等の吸収性物品の製造において使用され、ホットメルト接着剤等の熱可塑性接着剤を不織布やフィルム等の連続シートへ塗布する接着剤塗布装置、及び接着剤塗布方法に関する。
【背景技術】
【0002】
従来、使い捨ておむつ等の製造ラインでは、不織布やフィルム等の連続シートを所定の走行経路で連続して走行させ、この走行の間に、連続シートの片面に対してホットメルト接着剤を塗布することが行われている。
【0003】
この塗布は、ホットメルト接着剤塗布装置20(以下、HMA塗布装置20と言う)により行われる(例えば図1Aを参照)。HMA塗布装置20は、例えば、連続シート2の走行経路の所定位置に配置されたヘッド21を本体とし、当該ヘッド21は、連続シート2に対向した吐出部としてのノズル22を有する。そして、ノズル22を連続シート2に接触させた状態で、溶融状態のホットメルト接着剤4をノズル22から吐出して連続シート2に塗布する。なお、通常は、ホットメルト接着剤4を溶融状態に維持すべく、ヘッド21は適宜な不図示の加熱機構によって例えば140℃〜160℃に加熱されている(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−84457号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、製造ラインは、種々の理由で定期又は不定期に停止され、その場合には、連続シート2の走行も停止される。ここで、当該走行停止状態において、連続シート2にヘッド21のノズル22を接触させたままでいると、上記の如き高温のヘッド21からの入熱により連続シート2が熱損傷する。特に、連続シート2が熱可塑性フィルムの場合には、その厚みが薄く熱容量が小さいこともあって、接触部位から容易に溶断してしまう。
【0006】
その対策の一例として、連続シート2の走行停止の際に、ノズル22を連続シート2から離間させて、上記の入熱を防ぐことが考えられる(例えば図1Bを参照)。
しかしながら、その場合には、ホットメルト接着剤4の吐出の停止タイミングと、離間タイミングとの前後関係によっては、当該離間したことが仇となって、ノズル22やその周囲近傍部分22aへの接着剤4の堆積を助長し、その結果、堆積した塊が、不意にノズル22から剥離して連続シート2に巻き込まれるという別の問題を起こす虞がある。
【0007】
より具体的に言えば、例えば、ホットメルト接着剤4の吐出の停止よりも前に、ノズル22と連続シート2とが離間状態になってしまうと、ノズル22から吐出される接着剤4の行き場(付着先)が無くなって同接着剤4がノズル22及びその周囲近傍部分22aに堆積する。そして、この堆積した接着剤4の塊が、何かのきっかけで、製造ラインの稼働中にノズル22から剥離した際には、連続シート2に異物として混入してしまい、不良率を高める等の別の問題を誘発する虞があった。
【0008】
本発明は、上記のような従来の問題に鑑みてなされたものであって、その目的は、吐出部及びその周囲近傍部分の熱可塑性接着剤の堆積を抑えることにある。
【課題を解決するための手段】
【0009】
上記目的を達成するための主たる発明は、
熱可塑性接着剤を吐出する吐出部を有し、所定の走行経路を走行する吸収性物品に係る連続シートの片面に、前記吐出部から前記熱可塑性接着剤を吐出して塗布する接着剤塗布装置であって、
前記連続シートと前記吐出部とを接離方向に相対移動する接離機構と、
前記吐出部からの前記熱可塑性接着剤の吐出動作を行う吐出機構と、
前記接離機構及び前記吐出機構を制御するコントローラと、を有し、
前記連続シートの走行速度が所定の閾値よりも大きい場合には、前記吐出部を前記連続シートの前記片面に接触させつつ前記吐出部から前記熱可塑性接着剤を吐出するように前記コントローラは前記接離機構及び前記吐出機構を制御し、
前記走行速度が前記閾値以下になった場合には、前記吐出部からの前記熱可塑性接着剤の吐出を停止するとともに、当該吐出の停止以降に前記連続シートと前記吐出部とが離間状態になるように、前記コントローラは前記接離機構及び前記吐出機構を制御することを特徴とする吸収性物品に係る接着剤塗布装置である。
【0010】
また、
所定の走行経路を走行する吸収性物品に係る連続シートの片面に、吐出部から熱可塑性接着剤を吐出して塗布する接着剤塗布方法であって、
前記連続シートの走行速度が所定の閾値よりも大きい場合には、前記吐出部を前記連続シートの前記片面に接触させつつ前記吐出部から前記熱可塑性接着剤を吐出することと、
前記走行速度が前記閾値以下になった場合には、前記吐出部からの前記熱可塑性接着剤の吐出を停止するとともに、当該吐出の停止以降に前記連続シートと前記吐出部とを離間状態にすることと、を有することを特徴とする吸収性物品に係る接着剤塗布方法である。
本発明の他の特徴については、本明細書及び添付図面の記載により明らかにする。
【発明の効果】
【0011】
本発明によれば、吐出部及びその周囲近傍部分の熱可塑性接着剤の堆積を抑制することができる。
【図面の簡単な説明】
【0012】
【図1】図1Aは、第1実施形態に係る接着剤塗布装置20の接着剤4の塗布状態の概略側面図であり、図1Bは、同塗布停止状態の概略側面図である。
【図2】連続シート2の走行停止に伴うHMA塗布装置20の動作のフローチャートである。
【図3】連続シート2の走行を再開する際のHMA塗布装置20の動作のフローチャートである。
【図4】連続シート2の走行停止に伴うHMA塗布装置20の動作のフローチャートの変形例である。
【図5】図5Aは、第2実施形態に係る接着剤塗布装置20aの接着剤4の塗布状態の概略側面図であり、図5Bは、同塗布停止状態の概略側面図である。
【発明を実施するための形態】
【0013】
本明細書及び添付図面の記載により、少なくとも以下の事項が明らかとなる。
【0014】
熱可塑性接着剤を吐出する吐出部を有し、所定の走行経路を走行する吸収性物品に係る連続シートの片面に、前記吐出部から前記熱可塑性接着剤を吐出して塗布する接着剤塗布装置であって、
前記連続シートと前記吐出部とを接離方向に相対移動する接離機構と、
前記吐出部からの前記熱可塑性接着剤の吐出動作を行う吐出機構と、
前記接離機構及び前記吐出機構を制御するコントローラと、を有し、
前記連続シートの走行速度が所定の閾値よりも大きい場合には、前記吐出部を前記連続シートの前記片面に接触させつつ前記吐出部から前記熱可塑性接着剤を吐出するように前記コントローラは前記接離機構及び前記吐出機構を制御し、
前記走行速度が前記閾値以下になった場合には、前記吐出部からの前記熱可塑性接着剤の吐出を停止するとともに、当該吐出の停止以降に前記連続シートと前記吐出部とが離間状態になるように、前記コントローラは前記接離機構及び前記吐出機構を制御することを特徴とする吸収性物品に係る接着剤塗布装置。
【0015】
このような吸収性物品に係る接着剤塗布装置によれば、接着剤の吐出の停止と同時、又は停止後に、連続シートと吐出部とは離間状態になる。よって、連続シートから離間状態の吐出部から接着剤が吐出され続けるという事態を確実に回避できる。また、離間以前に吐出を停止するので、吐出部から吐出済みの接着剤は、概ね連続シートの方へ移着して同シートに持って行かれる。よって、吐出部及びその周囲近傍部分に残存し得る接着剤を減らし、同接着剤の堆積を抑制することができる。
【0016】
かかる吸収性物品に係る接着剤塗布装置であって、
前記走行速度が前記閾値以下になった場合には、前記吐出部からの前記熱可塑性接着剤の吐出を停止するとともに、当該吐出の停止後に前記連続シートと前記吐出部とが離間状態になるように、前記コントローラは前記接離機構及び前記吐出機構を制御するのが望ましい。
このような吸収性物品に係る接着剤塗布装置によれば、接着剤の吐出の停止後に、連続シートと吐出部とは離間状態になる。よって、連続シートから離間状態の吐出部から接着剤が吐出され続けるという事態をより確実に回避できる。また、離間状態になるよりも前に吐出を停止するので、吐出部から吐出済みの接着剤は、概ね連続シートの方へ移着して同シートに持って行かれる。よって、吐出部及びその周囲近傍部分に残存し得る接着剤を減らし、同接着剤の堆積を抑制することができる。
【0017】
かかる吸収性物品に係る接着剤塗布装置であって、
前記接離機構は、前記連続シートの走行経路を前記接離方向に移動する機構であるのが望ましい。
このような吸収性物品に係る接着剤塗布装置によれば、吐出部の方は移動せずに所定位置に固定状態とすることができる。よって、吐出部へ熱可塑性接着剤を供給する供給機構等の付帯設備を、接離方向に相対移動可能な可動部を有した構造にせずに済む。これにより、可動部を設ける際にありがちな、可動部からの接着剤の漏れの問題を全く考慮しなくて済み、結果、装置設計を行い易くなる。
【0018】
かかる吸収性物品に係る接着剤塗布装置であって、
前記閾値は、零よりも大きい値であり、
前記走行速度が前記閾値以下になった場合には、前記連続シートの走行が停止する前に、前記吐出の停止がされるように、前記コントローラは前記吐出機構を制御するのが望ましい。
このような吸収性物品に係る接着剤塗布装置によれば、吐出の停止後に、連続シートの走行が停止するので、吐出の停止後に吐出部に残存する接着剤を、走行中の連続シートが拭い取るようになる。これにより、吐出部及びその周囲近傍部分に残存し得る接着剤を有効に減らし、堆積物の堆積のより一層の抑制を図れる。
【0019】
かかる吸収性物品に係る接着剤塗布装置であって、
前記吐出部を加熱する加熱機構を有し、
前記連続シートは熱可塑性シートであり、
前記連続シートの走行が停止する前に、前記連続シートと前記吐出部とが離間状態になるように、前記コントローラは前記接離機構を制御するのが望ましい。
このような吸収性物品に係る接着剤塗布装置によれば、熱可塑性接着剤を加熱するので、接着剤を流動性の高い状態に維持できて、良好な吐出性を維持可能となる。
また、連続シートの走行の停止前に吐出部は離間状態になるので、連続シートの一部に吐出部が長時間接触することは防止される。よって、連続シートとして上述のような熱可塑性シートを用いた場合であっても、同シートの一部に局所的に大きな入熱が作用して当該一部が溶断するといった事態を有効に回避することができる。
【0020】
かかる吸収性物品に係る接着剤塗布装置であって、
前記閾値は零に設定されているのが望ましい。
このような吸収性物品に係る接着剤塗布装置によれば、吐出の停止よりも前に、連続シートの走行を停止する。つまり、吐出の停止を待たずに、連続シートの走行を停止する。よって、吐出の停止に伴って生じ得る接着剤の未塗布部分の長さを短くする(ほぼ無くす)ことができて、つまり、連続シートの廃棄長を短くできて、連続シートの歩留まり向上を図れる。
【0021】
また、
所定の走行経路を走行する吸収性物品に係る連続シートの片面に、吐出部から熱可塑性接着剤を吐出して塗布する接着剤塗布方法であって、
前記連続シートの走行速度が所定の閾値よりも大きい場合には、前記吐出部を前記連続シートの前記片面に接触させつつ前記吐出部から前記熱可塑性接着剤を吐出することと、
前記走行速度が前記閾値以下になった場合には、前記吐出部からの前記熱可塑性接着剤の吐出を停止するとともに、当該吐出の停止以降に前記連続シートと前記吐出部とを離間状態にすることと、を有することを特徴とする吸収性物品に係る接着剤塗布方法。
【0022】
このような吸収性物品に係る接着剤塗布方法によれば、接着剤の吐出の停止と同時、又は停止後に、連続シートと吐出部とは離間状態になる。よって、連続シートから離間状態の吐出部に接着剤が吐出され続けるという事態を確実に回避できる。また、離間以前に吐出を停止するので、吐出部から吐出済みの接着剤は、概ね連続シートの方へ移着して同シートに持って行かれる。よって、吐出部及びその周囲近傍部分に残存し得る接着剤を減らし、同接着剤の堆積を抑制することができる。
【0023】
===第1実施形態===
図1A乃至図1Bは、第1実施形態に係る接着剤塗布装置20の概略側面図である。図1Aは接着剤4の塗布状態を示し、図1Bは塗布停止状態を示している。また、図1A及び図1B中では、一部の構成(例えばヘッド21等)を縦断面視で示している。
【0024】
この接着剤塗布装置20は、使い捨ておむつや生理用ナプキン等の吸収性物品の製造ラインで使用される。すなわち、図1Aに示すように、同塗布装置20は、製造ラインの所定の走行経路を吸収性物品の部品として走行する連続シート2の片面2sに、熱可塑性接着剤4を塗布するものである。そして、この塗布装置20よりも走行経路の下流側位置においては、同接着剤4が塗布された部位に、他の部品としての連続シート6や単票状シート等が適宜重ね合わされて一体に接合され、吸収性物品の半製品8として下工程へ連続搬送される。
【0025】
連続シート2としては、例えば、不織布や織布、フィルム等が挙げられる。そして、その素材例には、熱可塑性樹脂が挙げられるが、何等これに限るものではなく、パルプ繊維等でも良い。
【0026】
また、熱可塑性接着剤4としては、ホットメルト接着剤を例示できるが、何等これに限らない。つまり、適度な熱可塑性を示し、加熱により溶融して流動状態で塗布可能な接着剤4であれば、ホットメルト接着剤以外の接着剤を用いても良い。なお、以下では、ホットメルト接着剤を用いているものとして説明し、同接着剤4のことを単に接着剤4とも言い、接着剤塗布装置20のことを、HMA塗布装置20とも言う。
また、以下では、製造ラインを走行する連続シート2の走行方向のことをMD方向とも言い、同連続シート2の幅方向のことをCD方向とも言う。なお、図1A中では、MD方向は図1Aの紙面と平行な任意の方向のことであり、MD方向には上下方向も含まれ、また、CD方向は、図1Aの紙面を貫通する方向のことである。
【0027】
HMA塗布装置20は、ホットメルト接着剤4の吐出部としてのノズル22を具備したヘッド21と、ヘッド21のノズル22に対して連続シート2の片面2sが接離する方向(連続シート2の厚み方向に相当し、又は連続シート2の片面2sの法線方向にも相当するが、以下では単に「接離方向」と言う)に同シート2の走行経路を移動する接離機構としての走行経路移動機構30と、ヘッド21のノズル22からの接着剤4の吐出動作を行う吐出機構40と、これら走行経路移動機構30及び吐出機構40を制御する不図示のコントローラと、を有する。
【0028】
そして、基本的には、図1Aに示すように、連続シート2の走行中に同シート2の片面2sがヘッド21のノズル22に接触した状態でノズル22から接着剤4が吐出されて連続シート2に接着剤4が塗布される一方、連続シート2が走行停止状態にあるなど長時間に亘って同接着剤4が塗布されない場合には、走行経路移動機構30の作動により、図1Bに示すように連続シート2はヘッド21のノズル22から離間した状態となる。そして、この離間により、特に連続シート2が熱可塑性フィルムの場合に起こり得る同フィルムの溶断等の熱損傷を有効に回避している。
【0029】
すなわち、ヘッド21は、接着剤4の流動性を確保すべく適宜な電熱器等の加熱機構(不図示)により、例えば140℃〜160℃に加熱されている。このため、連続シート2の走行停止状態においてノズル22が連続シート2に接触していると、ノズル22からの入熱により連続シート2の接触部位が溶断等の熱損傷をしてしまうが、この点につき、上述のように走行停止状態においてノズル22から連続シート2を離間させていれば、ノズル22からの入熱が絶たれて連続シート2の熱損傷が回避される。
【0030】
また、図1Bのように離間状態になるのは、接着剤4の吐出の停止以降である。よって、連続シート2から離間状態のノズル22から接着剤4が吐出され続けるという事態は回避され、ノズル22及びその周囲近傍部分22aへの接着剤4の堆積は抑制される。なお、これについては後述する。
【0031】
以下、各構成要素21,30,40等について説明する。
図1Aに示すように、ヘッド21は、連続シート2の走行経路の所定位置に、所謂鏡板等の適宜な支持部材(不図示)によって移動不能に固定支持されている。ヘッド21のノズル22は、連続シート2の片面2sと対向して配置されている。この例では、ノズル22は、CD方向に沿った一条のスリットとして構成されているが、何等これに限るものではなく、CD方向に複数の孔が並んだ形態でも構わない。ヘッド21の内部には、ノズル22と連通する流路24が形成されており、この流路24には、外部に設けられた不図示のポンプによって接着剤4が圧送される。また、同流路24には、吐出機構40として、当該流路24を開閉するバルブ42が設けられている。そして、このバルブ42の開閉動作は、前述のコントローラにより制御され、図1Aのバルブ42の開状態においてはノズル22から接着剤4が吐出され、図1Bの閉状態においては吐出が停止される。
【0032】
より詳しくは、図示例の吐出機構40では、バルブ42は、弁座42aと、弁座42aに接離するスプール状の弁体42bとを有する。また、弁体42bを接離駆動する作動流体としては圧縮空気44が使用され、更には、圧縮空気44の供給の入切を不図示の電磁弁が行うように構成されている。よって、コントローラが電磁弁へ開指令を送信すると、図1Aに示すように、電磁弁がバルブ42に圧縮空気44を供給し、この圧縮空気44の圧力により、圧縮ばね部材46の圧縮ばね力に抗しつつ弁体42bを弁座42aから離れる方向に移動して流路24が開く。他方、コントローラが閉指令を送信すると、図1Bに示すように、電磁弁が圧縮空気44の供給を停止するので、圧縮ばね部材46の圧縮ばね力により弁体42bは弁座42aに当接する方向へ移動されて流路24が閉じる。但し、吐出機構40の構成は何等これに限るものではなく、これ以外の構成を用いても良い。
【0033】
走行経路移動機構30は、前述したように、連続シート2の走行経路を連続シート2の厚み方向(接離方向)に移動して、連続シート2とノズル22とを接触状態にしたり離間状態にしたりする機構である。そして、この例ではシーソー構造が使用されている。すなわち、図1Aに示すように、同機構30は、CD方向を向いた回転軸C31周りに揺動回転可能に支持されたシーソー部材31と、シーソー部材31を揺動駆動する駆動源としてのエアシリンダー35と、を有し、更には、シーソー部材31の両方の揺動端には、それぞれローラー33a,33bが、CD方向を向いた回転軸周りに回転自在に設けられている。そして、これらローラー33a,33bの外周面には、連続シート2が前記外周面から離れないように維持されながら架け渡されている。
【0034】
よって、連続シート2がヘッド21のノズル22に接触した状態のシーソー部材31の略水平姿勢(図1Aの姿勢)から、ノズル22に近い側のローラー33aがノズル22から遠のく方向に移動するようにシーソー部材31が傾くことにより、図1Bに示すように連続シート2はノズル22から離間した状態となる。また、この逆動作をすれば、連続シート2がノズル22に接触した状態に戻る。
【0035】
また、当該機構30はシーソー部材31を本体としている。よって、上述の接触状態と離間状態との切り替え時に生じ得る連続シート2の張力変動を有効に抑制し、その結果として、張力変動起因の連続シート2の蛇行トラブルを有効に回避可能となっている。
詳説すると、先ず、上述のように接触状態から離間状態へと移行する際には、一対のローラー33a,33bのうちでノズル22に近い方のローラー33a(以下、第1ローラー33aと言う)の前記接離方向(図1Aでは上下方向)の移動距離分だけ、ノズル22に遠い方のローラー33b(以下、第2ローラー33bと言う)が前記接離方向に関して概ね逆向きに移動する。よって、走行経路においてシーソー部材31の直近上下流に隣り合う一対のパスラインローラー80a,80b同士の間に架け渡される連続シート2の経路長L2は、図1Aの接触状態から図1Bの離間状態への移行によらず、概ね一定長に維持される。その結果、接触状態と離間状態との切り替えに伴う連続シート2の張力変動は概ね抑制される。
【0036】
ところで、上述では、シーソー部材31が揺動しても、連続シート2は第1ローラー33a及び第2ローラー33bの外周面から離れないように維持されつつ架け渡されている旨を述べたが、このことは、シーソー部材31の上下流に隣り合って配された前記一対のパスラインローラー80a,80bの配置位置の調整により達成されている。すなわち、これら一対のパスラインローラー80a,80bは、どちらも、CD方向に沿った軸周りに回転可能且つ所定位置に移動不能に固定された固定ローラーであるが、どちらのパスラインローラー80a,80bも、連続シート2の両面のうちで第1ローラー33a及び第2ローラー33bが当接する方の面の逆側の面2sに当接するように配置されており、また、第1ローラー33a寄りのパスラインローラー80aは、第1ローラー33aとの間で連続シート2が、略S字状に架け渡されるように配置されており、更に第2ローラー33b寄りのパスラインローラー80bも、第2ローラー33bとの間で連続シート2が略S字状に架け渡されるように配置されている。そして、これにより、連続シート2は、シーソー部材31の揺動によらず、第1ローラー33aの外周面及び第2ローラー33bの外周面から離れないようになっている。
【0037】
コントローラは、例えばコンピュータやPLC(プログラマブルロジックコントローラ)等であり、プロセッサとメモリとを有する。そして、メモリに記憶された適宜なプログラムをプロセッサが読み出して実行することにより、各種指令を、走行経路移動機構30及び吐出機構40へ送信して、これら機構30,40の動作を制御する。
【0038】
なお、この制御には、連続シート2の走行速度の計測値を用いるが、この走行速度の計測値の信号は、連続シート2と同期して回転するローラーに設けられたロータリーエンコーダ55からリアルタイムでコントローラへ入力される。このエンコーダ55が取り付けられるローラーは、例えば、パスラインローラー80bやパスラインローラー80bの下流に配置されて連続シート2をプレスする一対のプレスロール83a,83b等であり、図示例では、プレスロール83bにエンコーダ55が設けられているが、何等これに限らない。
【0039】
ここで、図2のフローチャートを参照しながら、連続シート2の走行停止に伴うHMA塗布装置20の動作について説明する。
先ず、上述したように、HMA塗布装置20のコントローラには、リアルタイムで連続シート2の走行速度の計測値の信号が入力されており、コントローラは、この走行速度の計測値が、予めメモリに記録された閾値以下か否かを常時比較している。
【0040】
そして、図1Aに示す定常の生産時においては、一般に走行速度は上記閾値よりも大きいので、コントローラは、走行速度の計測値が閾値よりも大きいと判定し、よって、コントローラは、吐出機構40へ開指令を送信し、また、走行経路移動機構30へは接触指令を送信する。そして、これにより、吐出機構40はバルブ42を開いて接着剤4を吐出するとともに、走行経路移動機構30は、連続シート2とノズル22とを接触状態にする。
【0041】
他方、連続シート2の走行を停止させるべく、適宜な統括コントローラの制御によって連続シート2が減速されると、これに伴い、走行速度の計測値も徐々に小さくなって、やがて閾値以下になる。すると、コントローラは、計測値が閾値以下になったと判定して(S10)、吐出機構40へ閉指令を送信し(S12)、これにより、吐出機構40はバルブ42を閉じて接着剤4の吐出を停止する(図1B)。
【0042】
また、この吐出機構40への閉指令の送信と同時に、コントローラは走行経路移動機構30へ離間指令を送信する(S14)。すると、走行経路移動機構30のエアシリンダー35は、シーソー部材31を回転軸C31周りに傾動することにより、ノズル22に接触状態の連続シート2をノズル22から離間した状態に切り替える。すなわち、接着剤4のノズル22からの吐出停止と同時に、連続シート2はノズル22から離間した状態になる。
【0043】
よって、連続シート2から離間状態のノズル22から接着剤4が吐出され続けるという事態を確実に回避できる。また、離間状態になるのと同時に吐出を停止するので、ノズル22から吐出済みの接着剤4は、概ね連続シート2の方へ移着して同シート2に持って行かれる。よって、ノズル22及びその周囲近傍部分22aに残存し得る接着剤4を減らし、同接着剤4の堆積を抑制することができる。
【0044】
なお、上述の「吐出停止」とは、例えば、バルブ42の閉動作の完了状態のことを言い、また「離間状態」とは、例えば、離間動作の完了状態のことを言う。そのため、図2のフローチャートに基づいて「吐出停止」と「離間状態になること」とが同時に行われ得るのは、厳密に言えば、バルブ42の動作時間T42とシーソー部材31の動作時間T31とが互いに同値の場合である。すなわち、閉指令の送信からバルブ42の閉動作の完了までの動作時間T42と、離間指令の送信から離間動作の完了までの動作時間T31とが、互いに同値である場合に成立するものである。この点につき、実際には、動作時間T42と動作時間T31とは互いに異なる場合が多いが、その場合には、動作時間T42と動作時間T31との偏差分だけ、閉指令又は離間指令のうちで前記動作時間が短い方の指令を遅らせて送信すれば、吐出停止のタイミングと離間状態になるタイミングとを揃えることができる。
【0045】
また、前述の走行速度の閾値として零よりも大きい速度値を設定した場合に、この速度値に大きな値Vthを設定すれば、吐出停止及び離間よりも後に、連続シート2の走行を停止することができる。つまり、連続シート2の走行の停止前にノズル22を離間状態にすることができる。よって、連続シート2の一部にノズル22が長時間接触することは防止される。これにより、連続シート2として上述した熱可塑性フィルムを用いた場合であっても、同フィルムの一部に局所的に大きな入熱が作用して当該一部が溶断するといった事態を有効に回避可能となる。
【0046】
なお、上述の速度値に係る大きな値Vthというのは、例えば走行速度がVthから零になるまでに要する時間が、前述の動作時間T42及び動作時間T31のうちで長い方の時間よりも長くなるような速度値のことであり、かかる速度値Vthは、実際に、減速中の走行速度の各値と、当該各値を起点として走行停止までの時間との関係を計測して決定することができる。
【0047】
他方、前述の走行速度の閾値として零を設定した場合には、連続シート2の走行が停止してから、吐出停止及び離間が行われることになる。よって、吐出の停止や離間動作を待たずに、連続シート2の走行を停止する。これにより、吐出の停止や離間に伴って生じ得る接着剤4の未塗布部分の長さを短くする(ほぼ無くす)ことができて、つまり、連続シート2の廃棄長を短くできて、連続シート2の歩留まり向上を図れる。但し、この場合には、連続シート2の一部にノズル22が長時間接触する虞もあるので、かかる設定は、連続シート2がある程度の耐熱性を示す不織布等のシートの場合に限られる。
【0048】
ところで、連続シート2の走行を再開する場合には、図3のフローチャートに基づいてコントローラは吐出機構40及び走行経路移動機構30を制御する。
詳しくは、先ず連続シート2の走行を再開させるべく、前述の統括コントローラの制御により連続シート2が加速される。これに伴い、走行速度の計測値も徐々に大きくなり、やがて閾値を超える。
【0049】
すると、HMA塗布装置20のコントローラは、走行速度の計測値が、閾値よりも大きいと判定し(S20)、これにより、同コントローラは、走行経路移動機構30へ接触指令を送信し(S22)、また、吐出機構40へは開指令を送信する(S24)。すると、走行経路移動機構30は、連続シート2とノズル22とを接触状態にするとともに、吐出機構40はバルブ42を開いて接着剤4をノズル22から吐出し、以上をもって、HMA塗布装置20は、定常の生産状態となる。
【0050】
図4は、連続シート2の走行停止に伴うHMA塗布装置20の動作のフローチャートの変形例である。
前述した図2のフローチャートでは、吐出停止と同時に離間状態になるようにしていたが、この変形例では、吐出停止の後に、離間状態になるように設定されている。
【0051】
詳しくは、先ず、連続シート2の走行を停止させるべく、適宜な統括コントローラの制御によって連続シート2が減速される。
また、HMA塗布装置20のコントローラには、前述と同様、リアルタイムで連続シート2の走行速度の計測値の信号が入力されており、同コントローラは、この走行速度の計測値と、予めメモリに記録された閾値とを常時比較している。
そして、上述の減速に伴って、計測値が閾値以下であるとコントローラが判定した場合、つまり閾値以下になった場合には、コントローラは、吐出機構40へ閉指令を送信する(S12)。すると、吐出機構40はバルブ42を閉じて接着剤4の吐出を停止する。
【0052】
また、この閉指令の送信後、すなわち同送信から所定の遅れ時間Tdの経過後に、コントローラは走行経路移動機構30へ離間指令を送信する(S14)。すると、走行経路移動機構30のエアシリンダー35は、シーソー部材31を回転軸C31周りに傾動し、これにより、ノズル22に接触状態の連続シート2をノズル22から離間した状態に切り替える。なお、ここで、前述の動作時間T42,T31同士が互いに異なる場合には、遅れ時間Tdに対して、動作時間T42から動作時間T31を減算した値(=T42−T31)よりも大きい値を設定すれば、吐出停止たるバルブ42の閉動作の完了後に、離間動作が完了されることになる。
【0053】
そして、このように、吐出停止の後に、連続シート2とノズル22とが離間状態になるようになっていれば、次のような作用効果を奏し得る。先ず、連続シート2から離間状態のノズル22から、接着剤4が吐出され続けるという事態を確実に回避できる。また、吐出を停止した後に離間状態になるので、ノズル22から吐出済みの接着剤4は、概ね連続シート2の方へ移着して同シート2に持って行かれる。よって、ノズル22及びその周囲近傍部分22aに残存し得る接着剤4を減らし、同接着剤4の堆積を抑制することができる。
【0054】
また、前述の走行速度の閾値として、零よりも大きい速度値を設定した場合に、この速度値に大きな値Vthを設定すれば、吐出停止の後に、連続シート2の走行を停止することができる。よって、吐出の停止後にノズル22に残存する接着剤4を、走行中の連続シート2が拭い取るようになる。つまり、吐出の停止後において、ノズル22と接触する連続シート2の走行方向の長さを長く確保することができて、これにより、ノズル22に残存する接着剤4を拭い取るための連続シート2の長さ(拭い取り長)を長くすることができる。その結果、ノズル22及びその周囲近傍部分22aに残存し得る接着剤4を有効に減らし、接着物4の堆積のより一層の抑制を図れる。
【0055】
なお、上述の速度値に係る大きな値Vthというのは、例えば走行速度がVthから零になるまでに要する時間が、前述の動作時間T42よりも長くなるような速度値のことであり、かかる速度値Vthは、実際に、減速中の走行速度の各値と、当該各値を起点として走行停止までの時間との関係を計測して決定することができる。
【0056】
更に、閉指令の送信(S12)から離間指令の送信(S14)までの時間たる上記遅れ時間Tdの設定によっては、連続シート2の走行が停止する前に、連続シート2とノズル22とが離間状態になるように調節することも可能である。そして、このように調節すれば、連続シート2の走行の停止前にノズル22は離間するので、連続シート2の一部にノズル22が長時間接触することは防止される。よって、連続シート2として上述のような熱可塑性フィルムを用いた場合であっても、同フィルムの一部に局所的に大きな入熱が作用して当該一部が溶断するといった事態を有効に回避することができる。
【0057】
他方、前述の閾値として零を設定した場合には、連続シート2の走行が停止してから、吐出停止及び離間が行われることになる。よって、吐出停止や離間動作を待たずに、連続シート2の走行を停止する。これにより、吐出停止に伴って生じ得る接着剤4の未塗布部分の長さを短くする(ほぼ無くす)ことができて、つまり、連続シート2の廃棄長を短くできて、連続シート2の歩留まり向上を図れる。但し、この場合には、連続シート2の一部にノズル22が長時間接触する虞もあるので、かかる設定は、連続シート2がある程度の耐熱性を示す不織布等のシートの場合に限られる。
【0058】
===第2実施形態===
図5A及び図5Bは、第2実施形態のHMA塗布装置20aの概略側面図である。図5Aは接着剤4の塗布状態を示し、図5Bは塗布停止状態を示している。また、図5A及び図5B中では、一部の構成(例えばヘッド21等)を縦断面視で示している。
【0059】
図5A及び図5Bを参照して明らかなように、第1実施形態との相違点は、走行経路移動機構30aの構成にある。よって、以下では、主に走行経路移動機構30aについて説明し、これ以外の同一構成については同一の符号を付して示し、その説明については省略する。
【0060】
図5Aに示すように、この走行経路移動機構30aは、同機構30aに架け渡された連続シート2の片面2sがヘッド21のノズル22に対向するように配置されている。そして、同機構30aは、連続シート2を架け渡す一対のパスラインローラー131a,131bと、これらパスラインローラー131a,131b同士の間の位置に配置されて、前記接離方向に往復移動可能に案内されたローラー群133と、ローラー群133を前記接離方向に往復移動する駆動源としてのエアシリンダー135と、を有する。
【0061】
パスラインローラー131a,131bは、CD方向に沿った軸周りに回転可能且つ所定位置に移動不能に固定された固定ローラーである。そして、これら一対のパスラインローラー131a,131bのうちで、走行方向に関してノズル22に近い側のローラー131aの方が、接離方向に関してもノズル22に近い状態になっている。以下、ノズル22寄りのパスラインローラー131aのことを第1パスラインローラー131aと言い、遠い方のパスラインローラー131bのことを第2パスラインローラー131bと言う。
【0062】
ローラー群133は、例えば三本以上の奇数本(図示例では三本)のローラー133a,133b,133cを有し、これらローラー133a,133b,133cには、連続シート2が前記接離方向に沿ってつづら折り状に(図示例ではU字状に)架け回されている。また、これらローラー133a,133b,133cは適宜なフレーム部材133fに支持されており、これにより、これらローラー133a,133b,133c同士は互いの相対位置関係を一定に維持した状態で前記接離方向に往復移動可能に構成されている。更に、ヘッド21のノズル22は、当該ローラー群133と、ノズル22寄りのパスラインローラー131aたる第1パスラインローラー131aとの間に配置されている。
【0063】
よって、連続シート2がノズル22に接触した状態になるローラー群133の位置を基準位置とした場合に(図5Aの状態を参照)、この基準位置から、当該ローラー群133が前記接離方向に関してノズル22から遠のく方向へ移動することにより、連続シート2はノズル22から離間した状態となる(図5Bの状態を参照)。また、この逆動作をすれば、連続シート2をノズル22に接触した状態に戻すことができる。
【0064】
ところで、この第2実施形態の走行経路移動機構30aについても、接触状態と離間状態との切り替え時の連続シート2の張力変動を抑制する工夫がなされている。その工夫について説明すると、先ず、ローラー群133のローラー133a,133b,133cのうちで第1パスラインローラー131aと隣り合うローラー133aは、前記接離方向に関して第1パスラインローラー131aと同じ位置又はこれよりもノズル22から遠い位置に位置している。また、同ローラー群133のローラー133a,133b,133cのうちで第2パスラインローラー131bに隣り合うローラー133cは、前記接離方向に関して第2パスラインローラー131bよりもノズル22に近い位置に位置している。
【0065】
よって、ローラー群133が前記接離方向に移動しても、第1パスラインローラー131aと第2パスラインローラー131bとの間の連続シート2の経路長L2は、概ね一定長に維持されることになる。すなわち、図5Aのようにローラー群133がノズル22に近い位置から、図5Bのように前記接離方向に沿ってノズル22から遠方の位置へと移動した場合には、第1パスラインローラー131aとローラー群133のローラー133aとの間の連続シート2の経路長L2aは長くなるが、第2パスラインローラー131bとローラー群133のローラー133cとの間の連続シート2の経路長L2bは短くなり、よって、第1パスラインローラー131aと第2パスラインローラー131bとの間の連続シート2の経路長L2は、概ね一定長に維持される。その結果、接触状態と離間状態との切り替えに伴う連続シート2の張力変動は概ね抑制され、張力変動起因の連続シート2の蛇行トラブルを有効に回避可能となる。
【0066】
なお、かかる走行経路移動機構30aを用いたHMA塗布装置20aの走行停止及び走行再開の動作については、第1実施形態で説明した内容と概ね同様なので、その説明については省略する。
【0067】
===その他の実施の形態===
以上、本発明の実施形態について説明したが、本発明は、かかる実施形態に限定されるものではなく、以下に示すような変形が可能である。
【0068】
前述の実施形態では、吸収性物品が、使い捨ておむつや生理用ナプキン等であると述べたが、尿や経血等の排泄液を吸収するものであれば何等これに限るものではなく、例えばペットの排泄液を吸収するペットシート等でも良い。
【0069】
前述の実施形態では、吐出部たるノズル22が、その先端において連続シート2に接触しているものを例示したが、何等これに限るものではない。すなわち、ノズル22の先端に設けられた部材が吐出部として連続シート2に接触することにより、ノズル22から吐出される接着剤を連続シート2に塗布しても良い。この一例としては、ノズル22の先端にボールペンのボールの如き回転する球体が設けられ、当該球体が連続シート2との接触により連れ回る構成等が挙げられる。
【0070】
前述の実施形態では、接離機構の一例として、連続シート2の走行経路を移動する走行経路移動機構30,30aを示したが、何等これに限るものではない。例えば、前述の実施形態とは逆に、連続シート2の走行経路は前記接離方向に関して固定とし、ヘッド21の方を同接離方向に往復移動可能に構成し、連続シート2に対してヘッド21の方を前記接離方向に移動することにより、接触状態と離間状態とを切り替えても良い。この場合、接離機構は、ヘッド21を前記接離方向に往復移動可能に案内するリニアガイド等の適宜なガイド部材と、ヘッド21を前記接離方向に往復移動するエアシリンダーや油圧シリンダー等の駆動源と、を備えることになる。
【0071】
前述の実施形態では、走行経路移動機構30,30aの駆動源としてエアシリンダー35,135を用いていたが、シーソー部材31やローラー群133を移動可能であれば何等これに限るものではなく、例えば油圧シリンダーや電動モーターを用いても良い。
【0072】
前述の実施形態では、ノズル22と接触状態における連続シート2の走行経路を、略水平にしていたが、何等これに限るものではなく、同走行経路は鉛直方向に沿っていても良いし、水平と鉛直の間の任意の角度で傾斜していても良い。
【符号の説明】
【0073】
2 連続シート、2s 片面、4 熱可塑性接着剤、6 連続シート、8 半製品、
20 接着剤塗布装置、20a 接着剤塗布装置、21 ヘッド、
22 ノズル(吐出部)、22a 周囲近傍部分、24 流路、
30 走行経路移動機構(接離機構)、30a 走行経路移動機構(接離機構)、
31 シーソー部材、33a 第1ローラー、33b 第2ローラー、
35 エアシリンダー、40 吐出機構、42 バルブ、
42a 弁座、42b 弁体、44 圧縮空気、46 圧縮ばね部材、
55 ロータリーエンコーダ、
80a パスラインローラー、80b パスラインローラー、
83a プレスロール、83b プレスロール、
131a 第1パスラインローラー、131b 第2パスラインローラー、
133 ローラー群、133a ローラー、133c ローラー、
133f フレーム部材、135 エアシリンダー、
C31 回転軸
【特許請求の範囲】
【請求項1】
熱可塑性接着剤を吐出する吐出部を有し、所定の走行経路を走行する吸収性物品に係る連続シートの片面に、前記吐出部から前記熱可塑性接着剤を吐出して塗布する接着剤塗布装置であって、
前記連続シートと前記吐出部とを接離方向に相対移動する接離機構と、
前記吐出部からの前記熱可塑性接着剤の吐出動作を行う吐出機構と、
前記接離機構及び前記吐出機構を制御するコントローラと、を有し、
前記連続シートの走行速度が所定の閾値よりも大きい場合には、前記吐出部を前記連続シートの前記片面に接触させつつ前記吐出部から前記熱可塑性接着剤を吐出するように前記コントローラは前記接離機構及び前記吐出機構を制御し、
前記走行速度が前記閾値以下になった場合には、前記吐出部からの前記熱可塑性接着剤の吐出を停止するとともに、当該吐出の停止以降に前記連続シートと前記吐出部とが離間状態になるように、前記コントローラは前記接離機構及び前記吐出機構を制御することを特徴とする吸収性物品に係る接着剤塗布装置。
【請求項2】
請求項1に記載の吸収性物品に係る接着剤塗布装置であって、
前記走行速度が前記閾値以下になった場合には、前記吐出部からの前記熱可塑性接着剤の吐出を停止するとともに、当該吐出の停止後に前記連続シートと前記吐出部とが離間状態になるように、前記コントローラは前記接離機構及び前記吐出機構を制御することを特徴とする吸収性物品に係る接着剤塗布装置。
【請求項3】
請求項1又は2に記載の吸収性物品に係る接着剤塗布装置であって、
前記接離機構は、前記連続シートの走行経路を前記接離方向に移動する機構であることを特徴とする吸収性物品に係る接着剤塗布装置。
【請求項4】
請求項2に記載の吸収性物品に係る接着剤塗布装置であって、
前記閾値は、零よりも大きい値であり、
前記走行速度が前記閾値以下になった場合には、前記連続シートの走行が停止する前に、前記吐出の停止がされるように、前記コントローラは前記吐出機構を制御することを特徴とする吸収性物品に係る接着剤塗布装置。
【請求項5】
請求項4に記載の吸収性物品に係る接着剤塗布装置であって、
前記吐出部を加熱する加熱機構を有し、
前記連続シートは熱可塑性シートであり、
前記連続シートの走行が停止する前に、前記連続シートと前記吐出部とが離間状態になるように、前記コントローラは前記接離機構を制御することを特徴とする吸収性物品に係る接着剤塗布装置。
【請求項6】
請求項1乃至3の何れかに記載の吸収性物品に係る接着剤塗布装置であって、
前記閾値は零に設定されていることを特徴とする吸収性物品に係る接着剤塗布装置。
【請求項7】
所定の走行経路を走行する吸収性物品に係る連続シートの片面に、吐出部から熱可塑性接着剤を吐出して塗布する接着剤塗布方法であって、
前記連続シートの走行速度が所定の閾値よりも大きい場合には、前記吐出部を前記連続シートの前記片面に接触させつつ前記吐出部から前記熱可塑性接着剤を吐出することと、
前記走行速度が前記閾値以下になった場合には、前記吐出部からの前記熱可塑性接着剤の吐出を停止するとともに、当該吐出の停止以降に前記連続シートと前記吐出部とを離間状態にすることと、を有することを特徴とする吸収性物品に係る接着剤塗布方法。
【請求項1】
熱可塑性接着剤を吐出する吐出部を有し、所定の走行経路を走行する吸収性物品に係る連続シートの片面に、前記吐出部から前記熱可塑性接着剤を吐出して塗布する接着剤塗布装置であって、
前記連続シートと前記吐出部とを接離方向に相対移動する接離機構と、
前記吐出部からの前記熱可塑性接着剤の吐出動作を行う吐出機構と、
前記接離機構及び前記吐出機構を制御するコントローラと、を有し、
前記連続シートの走行速度が所定の閾値よりも大きい場合には、前記吐出部を前記連続シートの前記片面に接触させつつ前記吐出部から前記熱可塑性接着剤を吐出するように前記コントローラは前記接離機構及び前記吐出機構を制御し、
前記走行速度が前記閾値以下になった場合には、前記吐出部からの前記熱可塑性接着剤の吐出を停止するとともに、当該吐出の停止以降に前記連続シートと前記吐出部とが離間状態になるように、前記コントローラは前記接離機構及び前記吐出機構を制御することを特徴とする吸収性物品に係る接着剤塗布装置。
【請求項2】
請求項1に記載の吸収性物品に係る接着剤塗布装置であって、
前記走行速度が前記閾値以下になった場合には、前記吐出部からの前記熱可塑性接着剤の吐出を停止するとともに、当該吐出の停止後に前記連続シートと前記吐出部とが離間状態になるように、前記コントローラは前記接離機構及び前記吐出機構を制御することを特徴とする吸収性物品に係る接着剤塗布装置。
【請求項3】
請求項1又は2に記載の吸収性物品に係る接着剤塗布装置であって、
前記接離機構は、前記連続シートの走行経路を前記接離方向に移動する機構であることを特徴とする吸収性物品に係る接着剤塗布装置。
【請求項4】
請求項2に記載の吸収性物品に係る接着剤塗布装置であって、
前記閾値は、零よりも大きい値であり、
前記走行速度が前記閾値以下になった場合には、前記連続シートの走行が停止する前に、前記吐出の停止がされるように、前記コントローラは前記吐出機構を制御することを特徴とする吸収性物品に係る接着剤塗布装置。
【請求項5】
請求項4に記載の吸収性物品に係る接着剤塗布装置であって、
前記吐出部を加熱する加熱機構を有し、
前記連続シートは熱可塑性シートであり、
前記連続シートの走行が停止する前に、前記連続シートと前記吐出部とが離間状態になるように、前記コントローラは前記接離機構を制御することを特徴とする吸収性物品に係る接着剤塗布装置。
【請求項6】
請求項1乃至3の何れかに記載の吸収性物品に係る接着剤塗布装置であって、
前記閾値は零に設定されていることを特徴とする吸収性物品に係る接着剤塗布装置。
【請求項7】
所定の走行経路を走行する吸収性物品に係る連続シートの片面に、吐出部から熱可塑性接着剤を吐出して塗布する接着剤塗布方法であって、
前記連続シートの走行速度が所定の閾値よりも大きい場合には、前記吐出部を前記連続シートの前記片面に接触させつつ前記吐出部から前記熱可塑性接着剤を吐出することと、
前記走行速度が前記閾値以下になった場合には、前記吐出部からの前記熱可塑性接着剤の吐出を停止するとともに、当該吐出の停止以降に前記連続シートと前記吐出部とを離間状態にすることと、を有することを特徴とする吸収性物品に係る接着剤塗布方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−66185(P2012−66185A)
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願番号】特願2010−212386(P2010−212386)
【出願日】平成22年9月22日(2010.9.22)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願日】平成22年9月22日(2010.9.22)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
[ Back to top ]