
吸収性物品に係る積層体の圧搾部の検査装置、及び検査方法
【課題】生理用ナプキン等の吸収性物品に係る積層体の圧搾部の穴あき異常や接合異常を検査可能な検査装置及び検査方法を提供する。
【解決手段】積層体3の片面のうちで圧搾部が形成された領域を撮像して前記領域の平面画像のデータを平面画像データとして生成する撮像処理部36と、第1二値化処理部で生成された二値化画像に基づいて、穴あき異常の有無の判定を行う第1異常判定処理部と、第2二値化処理部で生成された二値化画像に基づいて、接合異常の有無の判定を行う第2異常判定処理部と、を有する。
【解決手段】積層体3の片面のうちで圧搾部が形成された領域を撮像して前記領域の平面画像のデータを平面画像データとして生成する撮像処理部36と、第1二値化処理部で生成された二値化画像に基づいて、穴あき異常の有無の判定を行う第1異常判定処理部と、第2二値化処理部で生成された二値化画像に基づいて、接合異常の有無の判定を行う第2異常判定処理部と、を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、生理用ナプキン等の吸収性物品に係る積層体の圧搾部の検査装置、及び検査方法に関する。
【背景技術】
【0002】
従来、排泄液等の液体を吸収する吸収性物品の一例として生理用ナプキンが知られている。かかるナプキンは、その構成部品として液体吸収性の積層体を有している。積層体は、パルプ繊維等の液体吸収性部材を素材とする吸収体と、この吸収体を着用者の肌側から覆って積層された肌側シートとが溝状の圧搾部によって一体に接合されてなる。
【0003】
かかる圧搾部の形成は、エンボス加工装置により行われる。すなわち、エンボス加工装置は、互いの外周面を対向させながら回転するエンボスロールとアンビルロールとを有し、これらロール同士の間のロール間隙には、吸収体が肌側シートに積層された状態で通される。そして、この通過時には、エンボスロールの外周面のエンボス凸部が、肌側シートの面を所定の形成パターンで押圧して肌側シートと吸収体との両者を厚み方向に圧搾し、これにより上記形成パターンで圧搾部が形成される(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−14701号
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、圧搾部を形成する際の圧搾荷重が必要以上に大きいと、圧搾部が部分的に厚み方向に貫通して貫通孔を生じ、当該貫通孔が大きいと、このナプキンは穴あき異常となる。一方、圧搾荷重が必要なレベルよりも小さいと、圧搾部には、部分的に肌側シートと吸収体とが未接合の部分を生じ、当該未接合の部分が大きいと、このナプキンは接合異常となる。そのため、圧搾部の形成パターンを設計変更するなどして、上述の異常の発生に対処している。
【0006】
しかし、最近では着用時のフィット性を高めるべく、吸収体に中高形状(中央部が周囲よりも高くなった形状)等の三次元形状を付与した類の製品が増えており、これらに対しては、圧搾部の形成パターンの設計変更などによって上述の異常の発生を抑え込むことが難しくなっている。そのため、ある割合での異常の発生を許容せざるを得ず、これに伴い、圧搾部の穴あき異常や接合異常を検査する検査装置及び検査方法の必要性が高まっている。
【0007】
本発明は、上記のような従来の問題に鑑みてなされたものであって、その目的は、生理用ナプキン等の吸収性物品に係る積層体の圧搾部の穴あき異常や接合異常を検査可能な検査装置及び検査方法を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成するための主たる発明は、
液体吸収性素材を素材とする吸収体と、該吸収体を着用者の肌側から覆って積層された肌側シートとが圧搾部によって接合されてなる積層体の圧搾部の検査装置であって、
前記圧搾部は、前記肌側シートの面の所定部分が前記吸収体と共に厚み方向に圧搾されて形成されており、
前記積層体の片面のうちで前記圧搾部が形成された領域を撮像して前記領域の平面画像のデータを平面画像データとして生成する撮像処理部と、
前記平面画像データを第1閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記厚み方向に貫通状態の穴あき部分が撮像されている領域が含まれるように二値化処理を行う第1二値化処理部と、
前記第1閾値とは異なる第2閾値に基づいて前記平面画像データを二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記肌側シートと前記吸収体とが未接合状態の接合異常部分が撮像されている領域が含まれるように二値化処理を行う第2二値化処理部と、
前記第1二値化処理部で生成された二値化画像に基づいて、穴あき異常の有無の判定を行う第1異常判定処理部と、
前記第2二値化処理部で生成された二値化画像に基づいて、接合異常の有無の判定を行う第2異常判定処理部と、を有することを特徴とする吸収性物品に係る積層体の圧搾部の検査装置である。
【0009】
また、
液体吸収性素材を素材とする吸収体と、該吸収体を着用者の肌側から覆って積層された肌側シートとが圧搾部によって接合されてなる積層体の圧搾部の検査方法であって、
前記圧搾部は、前記肌側シートの面の所定部分が前記吸収体と共に厚み方向に圧搾されて形成されており、
前記積層体の片面のうちで前記圧搾部が形成された領域を撮像して前記領域の平面画像のデータを平面画像データとして生成することと、
前記平面画像データを第1閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記厚み方向に貫通状態の穴あき部分が撮像されている領域が含まれるように二値化処理を行うことと、
前記第1閾値とは異なる第2閾値に基づいて前記平面画像データを二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記肌側シートと前記吸収体とが未接合状態の接合異常部分が撮像されている領域が含まれるように二値化処理を行うことと、
前記第1閾値に基づいて二値化処理して生成された二値化画像に基づいて、前記穴あき異常の有無の判定を行うことと、
前記第2閾値に基づいて二値化処理して生成された二値化画像に基づいて、前記接合異常の有無の判定を行うことと、を有することを特徴とする吸収性物品に係る積層体の圧搾部の検査方法である。
本発明の他の特徴については、本明細書及び添付図面の記載により明らかにする。
【発明の効果】
【0010】
本発明によれば、生理用ナプキン等の吸収性物品に係る積層体の圧搾部の穴あき異常や接合異常を検査可能な検査装置及び検査方法を提供することができる。
【図面の簡単な説明】
【0011】
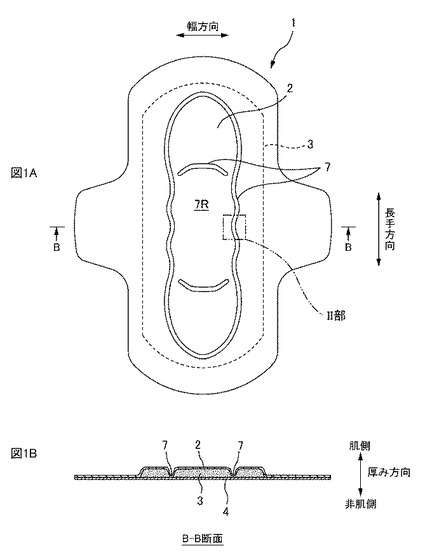
【図1】図1Aはナプキン1の平面図であり、図1Bは、図1A中のB−B断面図である。
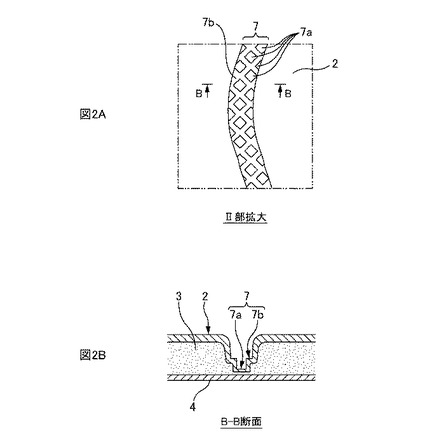
【図2】図2Aは、図1A中のII部拡大図であり、図2Bは、図2A中のB−B断面図である。
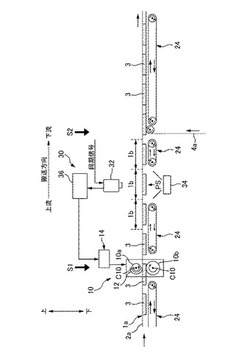
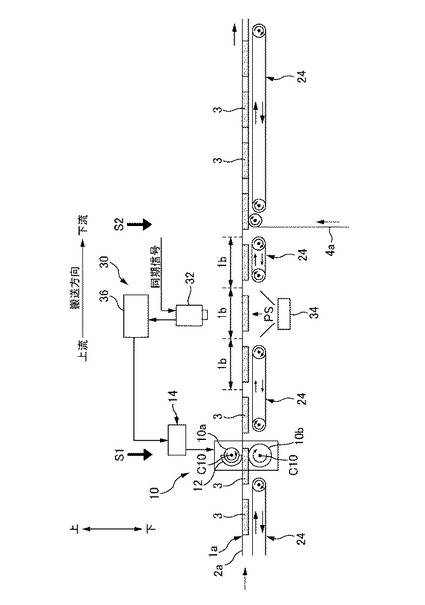
【図3】ナプキン1の製造ラインにおいて検査装置30に隣接するセクションS1,S2を拡大して示す概略側面図である。
【図4】平面画像及び検査ウインドウW1のイメージ図である。
【図5】図5Aは、第1二値化処理前の検査ウインドウW1内の平面画像であり、図5Bは、同平面画像に対して第1二値化処理を行って生成された二値化画像である。
【図6】平面画像及び検査ウインドウW2のイメージ図である。
【図7】図7Aは、第2二値化処理前の検査ウインドウW2内の平面画像であり、図7Bは、同平面画像に対して第2二値化処理を行って生成された二値化画像である。
【図8】平面画像及び検査ウインドウW3のイメージ図である。
【図9】図9Aは、二値化処理前の検査ウインドウW3内の平面画像であり、図9Bは、同平面画像に対して第3二値化処理を行って生成された二値化画像であり、図9Cは、同平面画像に対して第4二値化処理を行って生成された二値化画像であり、図9Dは、図9Bの二値化画像と図9Cの二値化画像とを用いてなされる間隔Ddの値の算出の説明図である。
【発明を実施するための形態】
【0012】
本明細書及び添付図面の記載により、少なくとも以下の事項が明らかとなる。
液体吸収性素材を素材とする吸収体と、該吸収体を着用者の肌側から覆って積層された肌側シートとが圧搾部によって接合されてなる積層体の圧搾部の検査装置であって、
前記圧搾部は、前記肌側シートの面の所定部分が前記吸収体と共に厚み方向に圧搾されて形成されており、
前記積層体の片面のうちで前記圧搾部が形成された領域を撮像して前記領域の平面画像のデータを平面画像データとして生成する撮像処理部と、
前記平面画像データを第1閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記厚み方向に貫通状態の穴あき部分が撮像されている領域が含まれるように二値化処理を行う第1二値化処理部と、
前記第1閾値とは異なる第2閾値に基づいて前記平面画像データを二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記肌側シートと前記吸収体とが未接合状態の接合異常部分が撮像されている領域が含まれるように二値化処理を行う第2二値化処理部と、
前記第1二値化処理部で生成された二値化画像に基づいて、穴あき異常の有無の判定を行う第1異常判定処理部と、
前記第2二値化処理部で生成された二値化画像に基づいて、接合異常の有無の判定を行う第2異常判定処理部と、を有することを特徴とする吸収性物品に係る積層体の圧搾部の検査装置。
【0013】
このような吸収性物品に係る積層体の圧搾部の検査装置によれば、第1閾値に基づいて、穴あき異常の有無の判定に特化した二値化画像を生成し、また、第2閾値に基づいて、接合異常の有無の判定に特化した二値化画像を生成する。そして、対応する各二値化画像に基づいて穴あき異常及び接合異常の有無の判定を行う。よって、積層体の圧搾部の穴あき異常及び接合異常の検査を正確に行うことができる。
【0014】
かかる吸収性物品に係る積層体の圧搾部の検査装置であって、
複数の前記吸収体は、搬送方向に間欠的に並んだ状態で搬送され、
前記搬送方向に沿って回転するエンボスロールとアンビルロールとの間のロール間隙に、前記吸収体と前記肌側シートとが積層された状態で通される際に、前記エンボスロールと前記アンビルロールとが前記吸収体と前記肌側シートとを圧搾荷重で挟圧することにより、前記圧搾部の形成は行われ、
前記圧搾荷重の大きさは制御部によって制御され、
前記穴あき部分に係る前記第1異常判定処理部の判定結果が穴あき異常有りの場合には、前記制御部は、前記圧搾荷重を減少方向に変更し、
前記接合異常部分に係る前記第2異常判定処理部の判定結果が接合異常有りの場合には、前記制御部は、前記圧搾荷重を増加方向に変更するのが望ましい。
【0015】
このような吸収性物品に係る積層体の圧搾部の検査装置によれば、第1異常判定処理部の判定結果が穴あき異常有りの場合には、圧搾荷重を減じるので、穴あきの抑制を通して、穴あき異常の積層体を減らすことができる。
他方、第2異常判定処理部の判定結果が接合異常有りの場合には、圧搾荷重を増やすので、未接合状態の部分の抑制を通して、接合異常の積層体を減らすことができる。
【0016】
かかる吸収性物品に係る積層体の圧搾部の検査装置であって、
前記第1異常判定処理部の穴あき異常の有無の判定は、前記第1二値化処理部で生成された二値化画像のうちで前記一方の値で特定される画像の大きさを示す値に基づいて行われ、
前記画像の大きさを示す値が規定の第1異常判定用閾値よりも大きい場合に、前記第1異常判定処理部は前記穴あき異常有りの判定を下し、
前記第2異常判定処理部の接合異常の有無の判定は、前記第2二値化処理部で生成された二値化画像のうちで前記一方の値ではない方の値で特定される画像の大きさを示す値に基づいて行われ、
前記画像の大きさを示す値が規定の第2異常判定用閾値よりも小さい場合に、前記第2異常判定処理部は前記接合異常有りの判定を下すのが望ましい。
【0017】
このような吸収性物品に係る積層体の圧搾部の検査装置によれば、第1異常判定処理部では、二値化画像のうちで、穴あき部分の撮像領域が含まれる方の画像の大きさを示す値が、規定の第1異常判定用閾値よりも大きい場合に、穴あき異常有りの判定を下す。よって、穴あき異常の有無を正確に判定することができる。
他方、第2異常判定処理部では、二値化画像のうちで、接合異常部分の撮像領域が含まれていない方の画像の大きさを示す値、つまり正常接合部分の撮像領域が含まれている方の画像の大きさを示す値が、規定の第2異常判定用閾値よりも小さい場合に、接合異常有りの判定を下す。よって、接合異常の有無を正確に判定することができる。
【0018】
かかる吸収性物品に係る積層体の圧搾部の検査装置であって、
前記平面画像データを第3閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分が含まれるように二値化処理を行う第3二値化処理部と、
前記平面画像データを第4閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記吸収体の前記搬送方向の端部の撮像部分が含まれるように二値化処理を行う第4二値化処理部と、
前記第3二値化処理部で生成された二値化画像及び前記第4二値化処理部で生成された二値化画像に基づいて、前記吸収体に対する前記圧搾部の前記搬送方向に係る相対位置が目標範囲内に入っているか否かの判定を行う第3異常判定処理部と、を有し、
前記第3異常判定処理部の判定結果が、前記目標範囲内に入っていないとの判定の場合には、前記相対位置が前記目標範囲内に入るように、前記制御部は、前記エンボスロールの回転動作を制御するのが望ましい。
【0019】
このような吸収性物品に係る積層体の圧搾部の検査装置によれば、第3異常判定処理部は、圧搾部に係る二値化画像と、吸収体の端部に係る二値化画像とに基づいて、吸収体に対する圧搾部の搬送方向に係る相対位置が目標範囲内に入っているか否かの判定を行う。そして、その判定結果が、当該相対位置が目標範囲内に入っていない場合には、制御部は、当該相対位置が目標範囲内に入るように、エンボスロールの回転動作を制御する。よって、吸収体に対する圧搾部の搬送方向に係る相対位置ずれを抑制し、当該相対位置ずれ起因の異常を抑制可能となる。
【0020】
かかる吸収性物品に係る積層体の圧搾部の検査装置であって、
複数の前記積層体は、搬送方向に沿って並んだ状態で搬送され、
前記圧搾部は、前記肌側シートにおける肌側の面に、前記搬送方向と直交する幅方向及び前記搬送方向の両方向に延在する溝状の輪郭部を有し、
前記第1二値化処理部は、前記平面画像における二値化処理の対象領域を内方に区画して限定する少なくとも一つの検査ウインドウを設定し、
前記少なくとも一つの検査ウインドウは、前記圧搾部における前記搬送方向の下流端部の撮像部分に対応して設定される検査ウインドウと、前記圧搾部の前記輪郭部のうちで前記幅方向に括れた部分の撮像部分に対応して設定される検査ウインドウとのうちの何れかであり、
前記第2二値化処理部は、前記平面画像における二値化処理の対象領域を内方に区画して限定する少なくとも一つの検査ウインドウを設定し、
前記少なくとも一つの検査ウインドウは、前記圧搾部における前記搬送方向の上流端の部分であって前記幅方向に沿った前記部分の撮像部分に対応して設定される検査ウインドウと、前記圧搾部の一部であって、前記輪郭部の内方に囲まれた領域を前記幅方向に横断する前記一部の撮像部分に設定される検査ウインドウとのうちの何れかであるのが望ましい。
【0021】
このような吸収性物品に係る積層体の圧搾部の検査装置によれば、第1二値化処理部は、検査ウインドウによって二値化処理の対象範囲を限定する。また、かかる対象領域の何れも、穴あきが最も発生し易い部分の撮像部分である。よって、第1二値化処理部及び第1異常判定処理部は、演算負荷の軽減を図りながら、穴あき異常の有無の判定を正確に行うことができる。
同じく、第2二値化処理は、検査ウインドウによって二値化処理の対象範囲を限定し、そして、かかる対象領域の何れも、接合異常が最も発生し易い部分の撮像部分である。よって、第2二値化処理部及び第2異常判定処理部は、演算負荷の軽減を図りながら、接合異常の有無の判定を正確に行うことができる。
【0022】
かかる吸収性物品に係る積層体の圧搾部の検査装置であって、
複数の前記積層体は、搬送方向に沿って並んだ状態で搬送されており、
前記圧搾部が形成された領域が前記積層体毎に撮像されて前記平面画像データが生成されるのが望ましい。
【0023】
このような吸収性物品に係る積層体の圧搾部の検査装置によれば、積層体毎に平面画像データを生成するので、全ての積層体が検査対象となる。つまり全数検査が行われ、その結果、品質管理の管理精度の向上を図れる。
【0024】
かかる吸収性物品に係る積層体の圧搾部の検査装置であって、
前記圧搾部は、前記厚み方向に圧搾された低圧搾部と、前記低圧搾部よりも高い圧縮率で前記厚み方向に圧搾された高圧搾部とを有し、
前記穴あき部分及び前記接合異常部分は、前記高圧搾部に生じ、
前記撮像処理部は、前記積層体を前記厚み方向に透過する透過光を受光して撮像し、
前記第1閾値は、前記高圧搾部の撮像部分の明度と、前記穴あき部分が撮像されている領域の明度との間の値に設定され、
前記第2閾値は、前記高圧搾部の撮像部分の明度と、前記接合異常部分が撮像されている領域の明度との間の値に設定されているのが望ましい。
【0025】
このような吸収性物品に係る積層体の圧搾部の検査装置によれば、第1閾値は、高圧搾部の撮像部分の明度と、穴あき部分が撮像されている領域の明度との間の値に設定されている。よって、高圧搾部に生じる穴あき部分を確実に検査可能となる。また、第2閾値は、高圧搾部の撮像部分の明度と、接合異常部分が撮像されている領域の明度との間の値に設定されている。よって、高圧搾部に生じる接合異常部分を確実に検査可能となる。
【0026】
また、
液体吸収性素材を素材とする吸収体と、該吸収体を着用者の肌側から覆って積層された肌側シートとが圧搾部によって接合されてなる積層体の圧搾部の検査方法であって、
前記圧搾部は、前記肌側シートの面の所定部分が前記吸収体と共に厚み方向に圧搾されて形成されており、
前記積層体の片面のうちで前記圧搾部が形成された領域を撮像して前記領域の平面画像のデータを平面画像データとして生成することと、
前記平面画像データを第1閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記厚み方向に貫通状態の穴あき部分が撮像されている領域が含まれるように二値化処理を行うことと、
前記第1閾値とは異なる第2閾値に基づいて前記平面画像データを二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記肌側シートと前記吸収体とが未接合状態の接合異常部分が撮像されている領域が含まれるように二値化処理を行うことと、
前記第1閾値に基づいて二値化処理して生成された二値化画像に基づいて、前記穴あき異常の有無の判定を行うことと、
前記第2閾値に基づいて二値化処理して生成された二値化画像に基づいて、前記接合異常の有無の判定を行うことと、を有することを特徴とする吸収性物品に係る積層体の圧搾部の検査方法。
【0027】
このような吸収性物品に係る積層体の圧搾部の検査方法によれば、第1閾値に基づいて、穴あき異常の有無の判定に特化した二値化画像を生成し、また、第2閾値に基づいて、接合異常の有無の判定に特化した二値化画像を生成する。そして、対応する各二値化画像に基づいて穴あき異常及び接合異常の有無の判定を行う。よって、積層体の圧搾部の穴あき異常及び接合異常の検査を正確に行うことができる。
【0028】
===本実施形態===
本実施形態の吸収性物品に係る積層体1bの圧搾部7の検査装置30は、吸収性物品の一例としての生理用ナプキン1の製造ラインで使用される。
図1Aはナプキン1の平面図であり、図1Bは、図1A中のB−B断面図である。また、図2Aは、図1A中のII部拡大図であり、図2Bは、図2A中のB−B断面図である。
【0029】
図1A及び図1Bに示すように、ナプキン1は、例えば液透過性で熱可塑性繊維を有する白色の不織布等のトップシート2(肌側シートに相当)と、フィルム等の液不透過性のバックシート4と、これらの間に介装されて体液を吸収する吸収体3と、を有する。
【0030】
吸収体3は、白色のパルプ繊維等の液体吸収性繊維(液体吸収性素材に相当)を略直方体等の所定形状に成形したものを本体とする。その平面サイズは、ナプキン1の長手方向及び幅方向の両方向に関して、トップシート2及びバックシート4の両者よりも小さいサイズになっている。よって、これらシート2,4同士は、上記の両方向に関して吸収体3からはみ出す部分にて互いに貼り合わせられ、これにより、これらシート2,4同士の間に吸収体3は保持されている。なお、ここでは、吸収体3の本体の形状として略直方体を例示しているが、何等これに限るものではなく、例えば前述した中高形状の如き所定の三次元形状に成形したものを本体としても良い。また、吸収体3は、単にパルプ繊維を成形してなる成形体に限るものではなく、パルプ繊維の成形体をティッシュペーパーで被覆したものを用いても良いし、内部に高吸収性ポリマーが混入されていても良い。
【0031】
トップシート2の表面(「肌側シートの面」に相当)には、圧搾部の一例としてのエンボス溝7が所定の形成パターンでナプキン1の厚み方向に圧搾されて形成されている。これにより、トップシート2と吸収体3とは接合一体化されている。図2A及び図2Bに示すように、エンボス溝7は、その底部7bに、当該底部7bよりも高い圧縮率で厚み方向に圧搾された複数の高圧搾部7a,7a…を有している。そして、これら高圧搾部7a,7a…は、底部7bに離散的に所定パターンの一例として千鳥模様で形成されており、実質的には、高圧搾部7a,7a…によってトップシート2と吸収体3とが一体に溶着接合されている。なお、以下では、エンボス溝7の底部7bのことを低圧搾部7bとも言う。ちなみに、低圧搾部7bよりも高圧搾部7aの方が厚みの薄い薄肉部となっている。
【0032】
また、この図1Aの例では、エンボス溝7の輪郭部は、トップシート2の表面において、ナプキン1の長手方向に長い略長円形状に形成されていて、その内方に閉領域7Rが区画されているが、その形状は何等略長円形状に限らず別形状でも良く、更には、複数の溝状部分が、互いに不連続に組み合わされて、全体として一つの形成パターンをなしていても良いし、溝状部分に代えて、複数の島状凹部の集合体が一つの形成パターンで押圧形成されていても良い。
【0033】
かかるナプキン1の製造ラインでは、適宜な搬送機構24により、ナプキン1の半製品1aを所定の搬送方向に沿って所定の搬送速度で搬送する。そして、かかる搬送中に、当該半製品1aに対して各種部品の接着や溶着、プレス・打ち抜き等の各種加工が施され、その度に順次半製品1aが状態を変えていきながら、最終的に、図1Aの状態のナプキン1が生成される。この例では、半製品1aは所謂縦流れで搬送されている。つまり、ナプキン1の長手方向に相当する方向を、搬送方向に揃えながら半製品1aは搬送されている。半製品1aの搬送に供する搬送機構24としては、例えば、載置面たるベルト面に吸引保持機能を有したサクションベルトコンベアや、上下に対で配された無端ベルト同士の間に半製品1aの搬送路を形成するベルトコンベア、あるいは搬送ローラー等が使用される。
【0034】
図3は、ナプキン1の製造ラインにおいて検査装置30に隣接するセクションS1,S2を拡大して示す概略側面図である。なお、以下では、半製品1aの搬送方向と直交する方向(図3中では、その紙面を貫通する方向)のことを「CD方向」とも言う。
【0035】
図3に示すセクションS1には、半製品1aとして、トップシート2の連続シート2a(以下、単にトップシート2aとも言う)の下面に複数の吸収体3,3…が搬送方向に間欠的に配置された形態のものが、搬送方向に連続して送られる。詳しくは、複数の吸収体3,3…は、同トップシート2aの下面におけるCD方向の中央部に、搬送方向に製品ピッチで積層して配置されている。そして、先ず、エンボス加工セクションS1では、エンボス加工装置10によって、トップシート2の表面(つまり肌側当接面)に相当する上面の方から同上面にエンボス溝7を形成する。
【0036】
エンボス加工装置10は、外周面を互いに対向させつつ、CD方向に沿った回転軸C10周りに駆動回転する上下一対のロール10a,10bを有している。そして、この例では、トップシート2側からエンボス溝7を凹ませて形成可能なように、上ロール10aの方が、外周面にエンボス凸部12を有したエンボスロールとなっており、下ロール10bの方は、平滑な外周面でエンボス凸部12を受けるアンビルロールとなっている。また、エンボス凸部12は、上述のエンボス溝7に対応した形状でエンボスロール10aの外周面から突出している。詳しくは、エンボス凸部12は、低圧搾部7bの形成用に突出するリブ部(不図示)と、高圧搾部7a,7a…の形成用にリブ部の頂面に離散的に設けられた島状凸部(不図示)とを有している。よって、これらロール10a,10b同士の間のロール間隙を半製品1aが通過する際に、当該半製品1aにおけるCD方向の中央部がエンボス凸部12とアンビルロール10bの外周面とで所定の圧搾荷重で挟圧されて、同中央部に、高圧搾部7a,7a…と低圧搾部7bとを有したエンボス溝7が圧搾形成される。
【0037】
なお、かかるエンボス加工装置10は、圧搾荷重の大きさを調整可能に構成されている。すなわち、エンボスロール10a又はアンビルロール10bの少なくとも一方10a(10b)は、ロール10a(10b)のCD方向の両端部において、適宜な油圧シリンダー等のアクチュエータ(不図示)により昇降可能に支持されており、また、アクチュエータを制御する制御部14を有している。よって、制御部14が、アクチュエータを介してエンボスロール10aとアンビルロール10bとの間のロール間隙を開閉することで、圧搾荷重を調整することができる。例えば、圧搾荷重を減少方向に変更する場合には、ロール間隙を開方向に操作し、圧搾荷重を増加方向に変更する場合には、ロール間隙を閉方向に操作する。
【0038】
かかるエンボス加工セクションS1の下流には、バックシート貼り付けセクションS2が設けられている。このセクションS2では、図3に示すように、下方からバックシート4の連続シート4a(以下、単にバックシート4aとも言う)が、半製品1aと搬送方向を揃えつつ連続して供給され、当該バックシート4aが、半製品1aを下方から覆う。これにより、バックシート4aは、半製品1aの吸収体3を、同半製品1aのトップシート2aとの間に挟みながらトップシート2aに接着一体化される。そして、更に下流において適宜な不図示のダイカッターロール装置により、図1Aの平面形状に打ち抜かれる等されてナプキン1の製品となる。
【0039】
ところで、上述のエンボス加工セクションS1においては、基本的に、規定の圧搾荷重でエンボス溝7を形成するようにしているが、半製品1a,1a…間の吸収体3の坪量のばらつきやトップシート2aの坪量のばらつきなどに起因して、ある割合で、エンボス溝7の高圧搾部7aにおいて圧搾過剰となって貫通状態の穴あき異常を生じたり、或いは、逆に、トップシート2aと吸収体3との接合を司るべき高圧搾部7aにおいて圧搾不足となって未接合状態の接合異常を生じることがある。
【0040】
そのため、図3に示すように、エンボス加工セクションS1と、その次工程たるバックシート貼り付けセクションS2との間には、エンボス溝7の穴あき異常や接合異常を検査する検査装置30が配置されている。以下、この検査装置30について説明する。
【0041】
なお、この検査装置30に送られる時点の半製品1aは、搬送方向に間欠的に並ぶ複数の吸収体3,3…がそれぞれ対応するエンボス溝7によって、連続シート状態のトップシート2aの下面に一体に接合された状態にある。つまり、半製品1aは、未だナプキン1の製品に相当する単位に未分断状態の連続体である。以下では、説明の都合上、半製品1aにおいてナプキン1の製品に相当する単位1bのことを「単位半製品1b」と言う。ちなみに、この単位半製品1bが、請求項に係る「積層体」に相当する。
【0042】
図3に示すように、検査装置30は、エンボス加工セクションS1の直近下流側に隣接配置されている。この検査装置30では、半製品1aにおける製品1に相当する単位たる単位半製品1b毎に、エンボス溝7の穴あき異常と接合異常とを検査する。そして、ある単位半製品1bに対して穴あき異常又は接合異常であると判定した場合には、この判定結果をエンボス加工装置10の制御部14に送信し、そのロール間隙の開閉制御に供する。
【0043】
検査装置30は、半製品1aの搬送路の所定位置に設けられた撮像処理部としてのカメラ32と、同搬送路をカメラ32とで上下から挟むような位置に配置された照明部材34と、エンボス溝7の穴あき異常及び接合異常の有無を判定する画像処理部36と、を有する。
【0044】
カメラ32は、例えばCCD(電荷結合素子)カメラである。そして、半製品1aのトップシート2a側の面(「積層体の片面」に相当)に対向して配置されており、これにより、撮像位置PSを通過する半製品1aのトップシート2a側の面を撮像し、平面画像のデータを生成する。撮像動作は、同期信号に基づいてなされ、これにより、単位半製品1bを、その平面中心がほぼ平面画像の平面中心に揃うように撮像する。ここで、同期信号とは、単位半製品1bの一つ分に相当する搬送量を単位搬送量として0°〜360°の各回転角度値を、搬送量に比例して割り当ててなる回転角度信号である。よって、上述のように単位半製品1bの平面中心と平面画像の平面中心とが一致するような撮像タイミングに対応した同期信号の位相を、所定の回転角度値として見つけ出し、その位相たる所定の回転角度値で撮像動作を行うように予め設定しておけば、以降に撮像位置PSを通過する全ての単位半製品1bに対して、上述のように、単位半製品1bの平面中心と平面画像の平面中心が揃うように撮像することができる。
【0045】
そして、このような撮像タイミングに調整されたカメラ32は、単位半製品1b毎に撮像を繰り返し行い、撮像の都度、撮像された平面画像のデータを平面画像データとして生成する。そして、生成の都度、平面画像データを画像処理部36へ送信する。すると、画像処理部36では、平面画像データに基づいて、エンボス溝7に係る穴あき異常及び接合異常の有無の判定を単位半製品1b毎に行う。これにより、ナプキン1は全数検査されることになる。但し、何等これに限るものではなく、例えば単位半製品1bの幾つかおきに撮像しても良い。
【0046】
照明部材34は、例えば白色LEDライトや蛍光灯などの適宜なライトであり、その光源の種類は、その場の撮像状況に応じて適宜選定される。また、上述したように、照明部材34の配置位置は、半製品1aを上下からカメラ32とで挟む位置に設定されており、これにより、カメラ32は、厚み方向に半製品1aを透過した透過光を受光することで撮像する。
【0047】
画像処理部36は、適宜なコンピュータを本体とし、プロセッサとメモリとを有する。そして、メモリに予め格納された各種処理プログラムをプロセッサが読み出して実行することにより、各種の演算処理を行う。
すなわち、本実施形態にあっては、メモリ内には、平面画像データから穴あき異常検査用の二値化画像を生成するための第1二値化処理プログラム、及び、同平面画像データから接合異常検査用の二値化画像を生成するための第2二値化処理プログラムが予め格納されている。また、上記穴あき異常検査用の二値化画像に基づいてエンボス溝7の穴あき異常の有無を判定するための第1異常判定処理プログラム、及び、上記接合異常検査用の二値化画像に基づいてエンボス溝7の接合異常の有無を判定する第2異常判定処理プログラムも予め格納されている。
【0048】
よって、プロセッサが、これらプログラムを適宜読み出して実行することにより、画像処理部36は、平面画像データから穴あき異常検査用の二値化画像を生成する第1二値化処理部として機能するとともに、当該穴あき異常検査用の二値化画像に基づいてエンボス溝7の穴あき異常の有無を判定する第1異常判定処理部としても機能し、また、平面画像データから接合異常検査用の二値化画像を生成する第2二値化処理部として機能するとともに、当該接合異常検査用の二値化画像に基づいてエンボス溝7の接合異常の有無を判定する第2異常判定処理部としても機能する。以下、第1二値化処理、第1異常判定処理、第2二値化処理、及び第2異常判定処理について説明する。
【0049】
<<<穴あき異常検査に係る第1二値化処理及び第1異常判定処理について>>>
先ず、第1二値化処理の説明の前に、図4を参照しながら平面画像及び平面画像データについて説明する。
【0050】
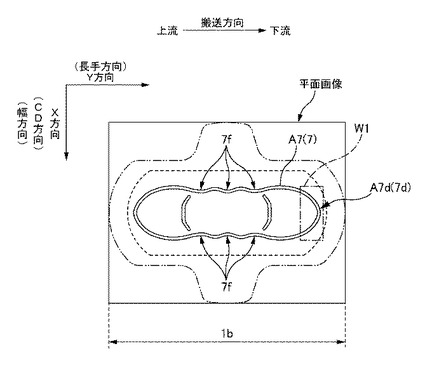
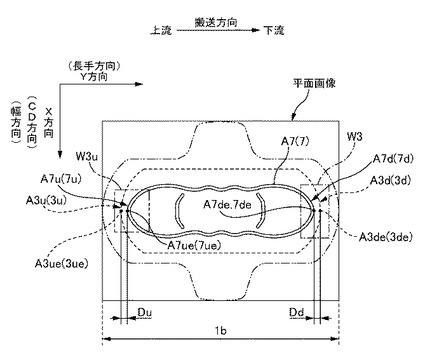
図4は、平面画像のイメージ図である。なお、同図4中においては、平面画像の平面サイズ等を理解し易くする目的で、ナプキン1の外形線を仮想的に二点鎖線で示しているが、実際にはこの段階の半製品1a(単位半製品1b)にこのような線は無く、これについては、後で参照する図6や図8も同様である。
【0051】
平面画像は、例えばCD方向をX方向とし、搬送方向をY方向として撮像されており、また、平面画像は、単位半製品1bの全域が一画像として撮像されている。
かかる平面画像は、X方向及びY方向の両方向にそれぞれ所定の解像度に基づく所定ピッチで格子状に並ぶ多数の画素の集合体である。換言すると、平面画像は、X方向に一直線に所定ピッチで並ぶ複数の画素からなる画素列が、Y方向に複数列所定ピッチで並んで構成される。そして、平面画像データは、各画素に対応させてそれぞれ色情報を有している。例えば、平面画像データがグレースケールの場合には、画素毎に色情報として明度のみを有している。そして、その場合には、単位半製品1bにおいて透光性の高い領域に対応する各画素は明るくなるので、その画素の明度は高い値になっているが、他方、透光性の低い領域に対応する各画素は暗くなるので、その画素の明度は低い値になっている。
【0052】
ここで、エンボス溝7の高圧搾部7aが穴あきせずに正常に形成されている場合には、当該高圧搾部7aは半透明状態となっており、その投光性は、穴あきしている場合と比べて低い状態にある。よって、明度が所定値以上の画素に注目することで、図4の平面画像上において、穴あき部分hが撮像されている領域Ah(図5A)の画素を特定することができる。ちなみに、低圧搾部7bは、高圧搾部7aよりも厚みの厚い白色の部分であるので、その投光性は、高圧搾部7aよりも低く、結果、低圧搾部7bに対応する画素の明度は、高圧搾部7aに対応する画素の明度よりも低くなっている。更に言えば、トップシート2aにおいて吸収体3が存在する部分のうちでエンボス溝7が形成されていない部分(未形成部分)は、エンボス溝7(低圧搾部7b及び高圧搾部7a)よりも厚みの厚い部分であるので、その投光性はエンボス溝7よりも低く、結果、エンボス溝7の未形成部分に対応する画素の明度は、エンボス溝7に対応する画素の明度よりも低くなっている。なお、以下では、平面画像データがグレースケールのデータであるものとして説明する。
【0053】
第1二値化処理では、画像処理部36の演算負荷軽減のために、平面画像における二値化処理の対象範囲を限定している。すなわち、第1二値化処理では、図4に示すように検査ウインドウW1が設定され、これにより、平面画像のうちの検査ウインドウW1で囲まれた領域のみを二値化処理の対象とする。なお、検査ウインドウW1の詳細については後述する。
【0054】
また、第1二値化処理では、予め定められた第1二値化用閾値(第1閾値に相当)を用いる。この第1二値化用閾値は、正常に形成された高圧搾部7aに対応する画素の明度と、穴あき部分hに対応する画素の明度との間の値に設定され、予めメモリ内に格納されている。
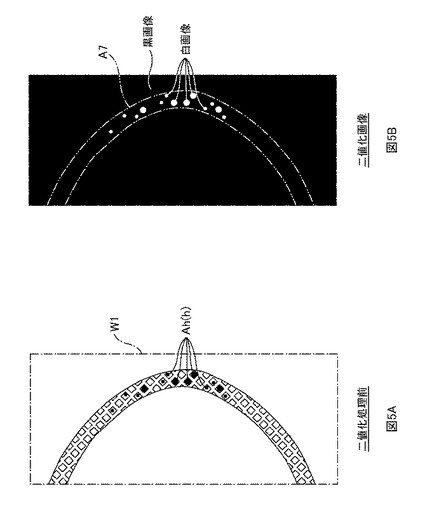
【0055】
そして、図5Aの検査ウインドウW1内の画素のうちで、第1二値化用閾値以上の明度の画素を、図5Bの二値化画像における二値(例えば0と1)のうちの一方の値たる「1」によって特定される白画像に割り振り、他方、第1二値化用閾値未満の明度の画素を、もう一方の値たる「0」によって特定される画像が黒画像に割り振る。これを、図5Aの検査ウインドウW1内の全ての画素について行う。これにより、図5Aに示すように検査ウインドウW1内の画素のうちで穴あき部分hが撮像されている領域Ah,Ah…が、図5Bに示すように二値化画像における白画像に含まれ、それ以外の部分は、黒画像に含まれるように処理される。すなわち、平面画像データを、図5Aに示す検査ウインドウW1を用いて二値化処理することにより、図5Bの二値化画像が生成される。なお、図5B中では、二値化画像においてエンボス溝7に対応する部分A7を仮想的に二点鎖線で示しているが、当然ながらこのような線は二値化画像には存在しない。
【0056】
そうしたら、画像処理部36は、第1異常判定処理へ移行する。そして、この第1異常判定処理では、先ず、図5Bの二値化画像上での白画像の面積を求める。ここで、画素の平面サイズは、XY方向の各解像度などに基づいて予めわかっている。よって、この画素の平面サイズに、白画像に割り振られた画素の数たる画素数を乗算することにより、白画像の面積が算出される。ちなみに、この白画像の面積が、請求項3に係る「第1二値化処理部で生成された二値化画像のうちで前記一方の値で特定される画像の大きさを示す値」に相当する。
【0057】
次に、画像処理部36は、算出された白画像の面積を、予めメモリに格納された第1異常判定用閾値と大小比較する。そして、白画像の面積が第1異常判定用閾値以下の場合には、画像処理部36は、「穴あき部分hの大きさは十分小さいので、穴あき異常は生じていない」と判定する。一方、第1異常判定用閾値よりも大きい場合には、「穴あき部分は大きく、穴あき異常が発生している」と判定する。そして、エンボス加工装置10の制御部14に、この「穴あき異常有り」の判定結果を送信する。すると、これを受信した制御部14は、エンボスロール10aとアンビルロール10bとの間のロール間隙を、現状値よりも規定値だけ大きくなるように開いて、圧搾荷重を減少方向に変更する。これにより、これ以降にエンボス加工装置10を通過する単位半製品1bの穴あき部分hは縮小されて、穴あき異常を抑制することができる。
【0058】
なお、上述の第1異常判定用閾値は、メモリ内に予め格納された固定値である。そして、この第1異常判定用閾値は、例えば次のような製造ラインでの実験的手法により求められる。先ず、エンボス溝7の高圧搾部7a,7a…が正常に形成された単位半製品1bのサンプルを複数枚用意する。次に、これらサンプルを検査装置30の上記CCDカメラ32で撮像して、サンプル毎に第1二値化処理を行い、サンプル毎に検査ウインドウW1内の白画像の面積を求める。そして、これら全サンプルの白画像の面積の平均値及び標準偏差σを算出し、当該平均値よりも2σだけ大きい値を、上記の第1異常判定用閾値として用いる。ちなみに、検査装置30が「異常有り」の判定を多発する場合には、第1異常判定用閾値を、より大きな値に変更しても良い。また、場合によっては、画像処理部36のメモリは、第1異常判定用閾値よりも更に大きい値(例えば、上述の平均値よりも3σだけ大きい値)を上限値として予め有するようにし、そして、上述の白画像の面積がこの上限値よりも大きい場合に、画像処理部36は、この平面画像に対応する単位半製品1bに対して穴あき不良情報を付与するなど不良品であることを関連付けして、下工程での良品と不良品との分別処理に供するようにしても良い。
【0059】
ここで、図4を参照しながら、検査ウインドウW1について説明する。前述したように、検査ウインドウW1は、二値化処理の際に平面画像において参照する領域を区画して限定するツールであり、つまり、二値化処理の際には、検査ウインドウW1内に属する画素のみを参照し、検査ウインドウW1外の画素については参照しないようにすることができる。
【0060】
検査ウインドウW1は、平面画像におけるエンボス溝7の撮像部分A7のうちで、特に穴あきが生じ易い平面位置の撮像部分に設定されている。かかる平面位置と言うのは、基本的には圧搾圧力(単位面積当たりの圧搾荷重(N/m2))が高くなり易い平面位置や、急峻に形状が変化している平面位置である。具体的に言えば、前者の一例としては、エンボス溝7における搬送方向の下流端部7dが挙げられ、つまり、当該下流端部7dには、エンボス加工装置10のロール間隙への噛み込み時に衝撃荷重が作用して圧搾圧力が高くなり易い。また、後者の一例としては、エンボス溝7の輪郭部のうちで幅方向(CD方向)に括れた部分7fが挙げられる。本実施形態では、後者よりも前者の方が穴あきを生じ易いため、前者たる下流端部7dの撮像部分A7dに検査ウインドウW1が設定されているが、逆でも良い。
【0061】
なお、このような検査ウインドウW1内に限った画素の参照は、例えば次のようにして実現される。先ず、平面画像の各画素には、XY座標が付与されていて、これらXY座標はメモリに記録されている。また、画像処理部36は、このXY座標を指定することで、検査ウインドウW1内に属する画素の色情報にアクセス可能に構成されている。よって、検査ウインドウW1内に位置すべき画素のXY座標のデータを、予めメモリ内に記録しておけば、上述の検査ウインドウW1内に限った画素の参照を実現可能となる。
【0062】
<<<接合異常検査に係る第2二値化処理及び第2異常判定処理について>>>
画像処理部36は、上述の第1二値化処理及び第1異常判定処理と略同時並行で、当該接合異常検査に係る第2二値化処理及び第2異常判定処理を行う。なお、第2二値化処理に用いる平面画像データは、第1二値化処理で用いたものと同じである。
【0063】
ここで、エンボス溝7の高圧搾部7aにおいてトップシート2aと吸収体3とが未接合状態になっている場合には、当該未接合状態の高圧搾部7anは、正常な高圧搾部7aよりも厚みの厚い白色状態となっており、その投光性は、正常な高圧搾部7aたる半透明状態の場合と比べて低い状態にある。よって、明度が所定値以上の画素に注目することで、図4の平面画像上において、正常な高圧搾部7aが撮像されている領域A7aの画素を特定することができる。
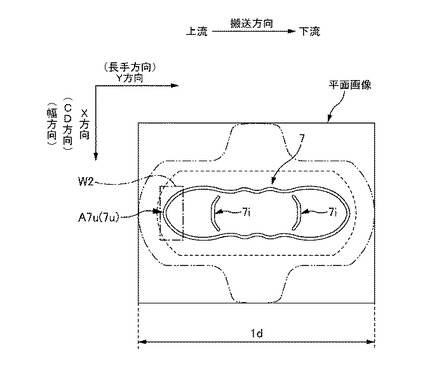
【0064】
この第2二値化処理でも、画像処理部36の演算負荷軽減目的で、平面画像における二値化処理の対象範囲を限定している。すなわち、第2二値化処理でも、図6に示すように検査ウインドウW2が設定され、これにより、平面画像のうちの検査ウインドウW2で囲まれた領域のみを二値化処理の対象とする。検査ウインドウW2は、エンボス溝7のうちで特に接合異常が生じやすい平面位置に対応させて設定される。この平面位置と言うのは、基本的には圧搾圧力(N/m2)が低くなり易い位置であり、具体例としては、エンボス溝7における搬送方向の上流端の部分7uであって幅方向(CD方向)に沿って延在した部分7uや、エンボス溝7のうちで該エンボス溝7の輪郭部の内方に囲まれた領域を幅方向(CD方向)に横断する部分7iが挙げられる。本実施形態では、後者より前者の方が接合異常を生じ易いため、前者たるエンボス溝7の上流端部7uの撮像部分A7uに検査ウインドウW2が設定されているが、逆でも良い。
【0065】
また、第2二値化処理でも、予め定められた第2二値化用閾値(第2閾値に相当)を用いる。この第2二値化用閾値は、正常に形成された高圧搾部7aに対応する画素の明度と、未接合状態の高圧搾部7anに対応する画素の明度との間の値に設定され、予めメモリ内に格納されている。ちなみに、この第2二値化用閾値は、上述の定義から明らかなように、前述の第1二値化用閾値よりも小さな値に設定されている。つまり、接合異常の検査に特化させるべく、穴あき異常の検査に特化した前述の第1二値化用閾値とは異なる値に設定されている。
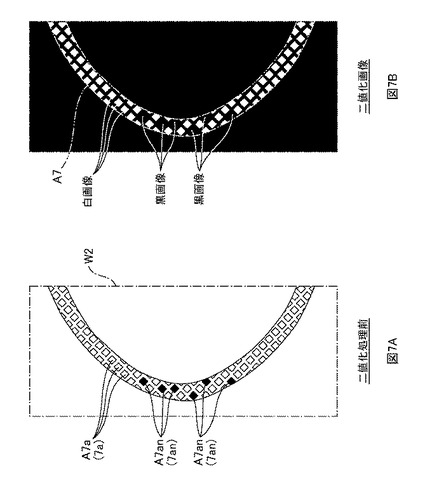
【0066】
そして、図7Aの検査ウインドウW2内の画素のうちで、第2二値化用閾値以上の明度の画素を、図7Bの二値化画像における二値(例えば0と1)のうちの一方の値たる「1」によって特定される白画像に割り振り、他方、第2二値化用閾値未満の明度の画素を、もう一方の値たる「0」によって特定される画像が黒画像に割り振る。これを、図7Aの検査ウインドウW2内の全ての画素について行う。これにより、図7Aに示すように検査ウインドウW2内の画素のうちで、未接合状態ではない正常な高圧搾部7aが撮像されている領域A7aが、二値化画像における白画像に含まれるように処理され、未接合状態の高圧搾部7an(接合異常部分に相当)が撮像されている領域A7anは、二値化画像における黒画像に含まれるように処理される。すなわち、平面画像データを、図7Aに示す検査ウインドウW2を用いて二値化処理することにより、図7Bの二値化画像が生成される。なお、図7B中では、二値化画像においてエンボス溝7に対応する部分A7を二点鎖線で示しているが、当然ながらこのような線は二値化画像には存在しない。
【0067】
そうしたら、画像処理部36は、第2異常判定処理へ移行する。そして、この第2異常判定処理では、先ず、図7Bの二値化画像上での白画像の面積を求める。ここで、画素の平面サイズは、XY方向の各解像度などに基づいて予めわかっている。よって、この画素の平面サイズに、白画像に割り振られた画素の数たる画素数を乗算することにより、白画像の面積が算出される。ちなみに、この白画像の面積が、請求項3に係る「第2二値化処理部で生成された二値化画像のうちで前記一方の値ではない方の値で特定される画像の大きさを示す値」に相当する。
【0068】
次に、画像処理部36は、算出された白画像の面積を、予めメモリに格納された第2異常判定用閾値と大小比較する。そして、白画像の面積が第2異常判定用閾値以上の場合には、画像処理部36は、「正常の高圧搾部7aは十分大きいので、接合異常は生じていない」と判定する。一方、第2異常判定用閾値よりも小さい場合には、「正常の高圧搾部7aは小さく、接合異常が発生している」と判定する。そして、エンボス加工装置10の制御部14に、この「接合異常有り」の判定結果を送信する。すると、これを受信した制御部14は、エンボスロール10aとアンビルロール10bとの間のロール間隙を、現状値よりも規定値だけ小さくなるように閉めて、圧搾荷重を増加方向に変更する。これにより、これ以降にエンボス加工装置10を通過する単位半製品1bの未接合部分7anは縮小されて、接合異常を抑制することができる。
【0069】
なお、上述の第2異常判定用閾値は、メモリ内に予め格納された固定値である。そして、この第2異常判定用閾値は、例えば次のような製造ラインでの実験的手法により求められる。先ず、エンボス溝7の高圧搾部7aが正常に形成された単位半製品1bのサンプルを複数枚用意する。次に、これらサンプルを検査装置30の上記CCDカメラ32で撮像して、サンプル毎に第2二値化処理を行い、サンプル毎に検査ウインドウW2内の白画像の面積を求める。そして、これら全サンプルの白画像の面積の平均値及び標準偏差σを算出し、当該平均値よりも2σだけ小さい値を、上記の第2異常判定用閾値として用いる。ちなみに、検査装置30が、「異常有り」の判定を多発する場合には、第2異常判定用閾値を、より小さな値に変更しても良い。また、場合によっては、画像処理部36のメモリは、第2異常判定用閾値よりも更に小さい値(例えば、上述の平均値よりも3σだけ小さい値)を下限値として予め有するようにし、そして、上述の白画像の面積がこの下限値よりも小さい場合に、画像処理部36は、この平面画像に対応する単位半製品1bに対して接合不良情報を付与するなど不良品であることを関連付けして、下工程での良品と不良品との分別処理に供するようにしても良い。
【0070】
ところで、本実施形態では、第1異常判定処理と第2異常判定処理とが互いに独立に異常の有無の判定を行う関係上、場合によっては、同一の単位半製品1bに対して穴あき異常と接合異常との両方の判定結果が出力される場合がある。そして、その場合には、エンボス加工装置10の圧搾荷重の変更方向が、減少方向と増加方向とで互いに逆方向となって食い違ってしまうが、その場合には、どちらか一方の判定結果を、エンボス加工装置10の圧搾荷重の制御に優先させるように、予め優先順を設定しておけば良い。例えば、両者の判定結果が出力された場合には、接合異常よりも穴あき異常の判定結果の方を優先させて、圧搾荷重を減少方向に変更するように設定しておけば良い。
【0071】
<<<吸収体3に対するエンボス溝7の搬送方向の形成位置について>>>
以上、検査装置30が行うエンボス溝7の穴あき異常や接合異常の検査について説明してきたが、場合によっては、これらの異常の検査に加えて、更に吸収体3に対するエンボス溝7の搬送方向の形成位置の異常の有無を検査するようにしても良い。
【0072】
始めに、かかる検査が必要な理由について説明する。前述したように、製造ラインの各装置は、搬送機構24も含め、同期信号に従って互いに連動して動作している。ここで、同期信号と言うのは、前述したように、単位半製品1bの一つ分に相当する搬送量を単位搬送量として0°〜360°の各回転角度値を、搬送量に比例して割り当ててなる回転角度信号である。つまり、一つ分の単位半製品1bが搬送されると、0°から360°までの回転角度値が出力され、当該一つ分の搬送の都度、0°から360°までの回転角度値の出力が周期的に繰り返される。そして、この同期信号が、製造ラインの各装置の動作の駆動源となる各サーボモータのアンプに送信され、当該同期信号に基づいて各サーボモータが位置制御を行うことで、各装置は、単位半製品1bにおける加工すべき目標位置にそれぞれ加工を施すようになっている。
【0073】
かかる同期信号は、製造ラインの基準となる装置、例えばダイカッターロール装置に設けられたロータリー式エンコーダによって生成されている。つまり、本実施形態では、ナプキン1を打ち抜き形成するダイカッターロールの回転動作に基づいて同期信号が生成されている。
【0074】
ところで、このような同期信号に基づいて各装置を連動させている場合であっても、吸収体3の坪量や含水率等のロット単位での変動や、ロール状に巻き取り状態のトップシートロールから繰り出し供給されるトップシート2a等の各種シート類の巻き取り径の変動などが複合して、これにより、大きな周期で半製品1aにおける吸収体3の搬送方向の形成位置が変動することがある。すなわち、単位半製品1bの数百〜数千ピースという非常に大きな周期で、吸収体3の実際の形成位置が、目標位置よりも搬送方向の上下流に数ミリのオーダーで揺らぎながらずれる現象が生じることがある。
【0075】
そして、その現象が起きているときに、エンボス加工装置10が同期信号に基づいてエンボス溝7を正しく形成したとしても、吸収体3自体が目標位置から搬送方向にずれてしまっているため、その分だけエンボス溝7の形成位置は、吸収体3上での形成目標範囲から搬送方向にずれてしまい、その結果、直ちに不良品にはならないまでも、エンボス溝7が吸収体3に対して位置ずれているように見えるなど見栄えが悪く、商品イメージの悪化に繋がる虞がある。
【0076】
そのため、この吸収体3に対するエンボス溝7の搬送方向の形成位置の異常の有無を検査する必要があり、本実施形態の検査装置30は、この検査機能も備えている。
【0077】
この検査も、第1二値化処理で用いたのと同じ平面画像データを用いてなされる。すなわち、図8の平面画像のイメージ図に示すように、同平面画像から、エンボス溝7の下流端7deの撮像部分A7deと吸収体3の下流端3deの撮像部分A3deとの間の搬送方向の間隔Ddの値を求め、そして、この間隔Ddの値が規定の目標範囲内に入っているか否かで、形成位置の異常の有無を判定する。以下、詳しく説明する。
【0078】
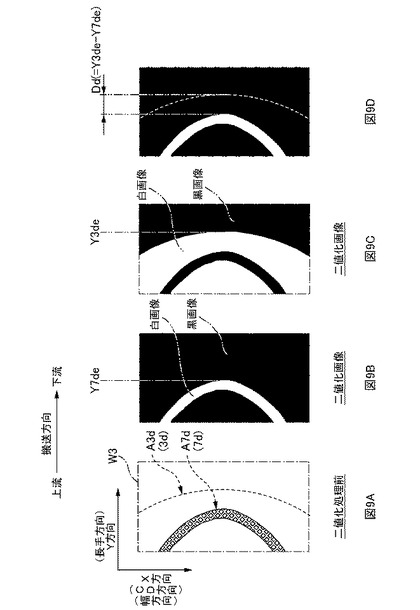
先ず始めに、画像処理部36は、間隔Ddの値を算出する。この間隔Ddの値の算出は、平面画像データに対して、第3及び第4の二つの二値化処理を行うことでなされる。そして、これら第3、第4二値化処理でも、検査ウインドウW3を用いる。但し、上述の間隔Ddの値を算出可能にすべく、当該検査ウインドウW3は、図8に示すように、その内方に、吸収体3の搬送方向の下流端部3dの撮像部分A3dと、エンボス溝7の搬送方向の下流端部7dの撮像部分A7dとが含まれるように設定される。
【0079】
第3二値化処理では、エンボス溝7の下流端部7dの撮像部分A7dの白画像を取得すべく、予めメモリ内に格納された第3二値化用閾値(第3閾値に相当)を用いて検査ウインドウW3内の領域を二値化処理する。第3二値化用閾値は、エンボス溝7の低圧搾部7bに対応する画素の明度と、吸収体3におけるエンボス溝7の未形成部分に対応する画素の明度との間の値に設定されている。そして、図9Aの検査ウインドウW3内の画素のうちで、第3二値化用閾値以上の明度の画素を、図9Bの二値化画像における二値(例えば0と1)のうちの一方の値たる「1」によって特定される白画像に割り振り、他方、第3二値化用閾値未満の明度の画素を、もう一方の値たる「0」によって特定される画像が黒画像に割り振る。これを、検査ウインドウW3内の全ての画素について行う。これにより、図9Aの検査ウインドウW3内の画素のうちで、エンボス溝7の下流端部7dの撮像部分A7dが、図9Bに示すように二値化画像における白画像に含まれ、それ以外の部分は、黒画像にほぼ含まれるように処理される。
【0080】
他方、第4二値化処理では、吸収体3の下流端部3dの撮像部分の白画像を取得すべく、予めメモリ内に格納された第4二値化用閾値(第4閾値に相当)を用いて検査ウインドウW3内の領域を二値化処理する。第4二値化用閾値は、吸収体3が存在しないトップシート2aのみの部分に対応する画素の明度と、吸収体3が存在するトップシート2aの部分に対応する画素の明度との間の値に設定されている。そして、図9Aの検査ウインドウW3内の画素のうちで、第4二値化用閾値以下の明度の画素を、図9Cの二値化画像における二値(例えば0と1)のうちの一方の値たる「1」によって特定される白画像に割り振り、他方、第4二値化用閾値よりも大きい明度の画素を、もう一方の値たる「0」によって特定される画像が黒画像に割り振る。これを、検査ウインドウW3内の全ての画素について行う。これにより、図9Aの検査ウインドウW3内の画素のうちで、吸収体3の下流端部3dの撮像部分A3dが、図9Cに示すように二値化画像における白画像に含まれ、それ以外の部分(つまり吸収体3が存在しないトップシート2aのみの部分の撮像部分など)は、黒画像に含まれるように処理される。
【0081】
そうしたら、画像処理部36は、これら第3二値化処理で生成された図9Bの二値化画像の白画像と、第4二値化処理で生成された図9Cの二値化画像の白画像とに基づいて、上述の間隔Ddの値を算出する。図9Dは、この算出の説明図である。
【0082】
ここで、この間隔Ddの値については、図9B〜図9Dに示すように、例えば、吸収体3の下流端部3dの白画像を構成する複数の画素のうちで最も下流に位置する画素のY座標Y3de(つまり吸収体3の下流端部3dの白画像のY座標の最大値Y3de)から、エンボス溝7の下流端部7dの白画像を構成する複数の画素のうちで最も下流に位置する画素のY座標Y7de(つまりエンボス溝7の下流端部7dの白画像のY座標の最大値Y7de)を減算してなる減算値(=Y3de−Y7de)として求めることができる。よって、画像処理部36は、かかる減算を行い、これにより上述の間隔Ddの値を取得する。
【0083】
次に、画像処理部36は、第3異常判定処理に移行する。第3異常判定処理では、この間隔Ddの値を第3異常判定用閾値と比較することで、エンボス溝7の形成位置の異常の有無を判定する。ここで、第3異常判定用閾値は、数値範囲として予めメモリに格納されている。なお、この第3異常判定用閾値の数値範囲は、例えばナプキン1の設計図に記載されたエンボス溝7の下流端7deと吸収体3の下流端3deとの間の間隔の目標範囲を、平面画像のY座標系上の寸法に換算することで得ることができる。
【0084】
そして、上記の間隔Ddの値が、この数値範囲内に入っている場合には、「エンボス溝7の形成位置は、吸収体3上での形成目標範囲内に入っている」と判定する。他方、同数値範囲から外れている場合には、「エンボス溝7の形成位置は、吸収体3上での形成目標範囲内に入っていない」と判定し、その場合には、画像処理部36は、エンボス加工装置10の制御部14へ向けて、この判定結果を送信する。
【0085】
ここで、この判定結果には、第3異常判定用閾値の数値範囲の中央値から上記の間隔Ddの値を減算してなるずれ量ΔDdを実寸換算した値ΔDdrのデータが付帯されている。すると、これを受信した制御部14は、この実寸換算のずれ量ΔDdrを単位半製品1bの全長で除算後に360°を乗算することにより、エンボスロール10aの回転動作に係る位相のずれ量Δθに換算する。そして、エンボスロール10aの回転動作の駆動源たるサーボモータのアンプに向けて、その回転動作に係る位相の修正指示信号を送信する。この修正指示信号には、上述の位相のずれ量Δθのデータが付帯されており、このずれ量Δθは、謂わば同期信号の回転角度値の位相をどれだけ進めるべきか或いは遅らせるべきかを示している。よって、この修正指示信号を受信したアンプは、自身が受信している同期信号の回転角度値θを、修正指示信号に付帯の位相のずれ量Δθ分だけ漸次ずらして変更し、これにより、以降、エンボス加工装置10を通過する単位半製品1bにおいては、エンボス溝7の形成位置が吸収体3上の形成目標範囲内に入るようになる。
なお、画像処理部36が、請求項4に係る「第3二値化処理部、第4二値化処理部、第3異常判定処理部」に相当する。
【0086】
===その他の実施の形態===
以上、本発明の実施形態について説明したが、上記の実施形態は、本発明の理解を容易にするためのものであり、本発明を限定して解釈するためのものではない。また、本発明は、その趣旨を逸脱することなく、変更や改良され得るとともに、本発明にはその等価物が含まれるのはいうまでもない。例えば、以下に示すような変形が可能である。
【0087】
上述の実施形態では、平面画像データの一例として、各画素の色情報が明度のみを有したグレースケールのデータを示したが、何等これに限るものではない。例えば、各画素の色情報が明度、色相、及び彩度を有したカラー画像データであっても良い。そして、その場合には、前述の二値化処理として、カラー二値化処理を行うこともできる。
ちなみに、カラー二値化処理とは、平面画像のカラー画像データから、特定の色情報を有する画素を抽出する処理のことである。ここで、色情報は、前述のように明度、色相、及び彩度の三要素をそれぞれ数値で有している。よって、明度、色相、及び彩度のそれぞれについて、抽出すべき画素の色情報の数値範囲を、第1(又は第2)二値化用閾値として画像処理部36のメモリに予め設定しておけば、画像処理部36は、その設定された色情報の画素を平面画像から抽出することができる。
【0088】
すなわち、上述の第1(又は第2)二値化用閾値の三つの数値範囲を、平面画像のうちで穴あき部分hが撮像されている領域Ah(又は未接合状態ではない正常な高圧搾部7aが撮像されている領域A7a)に固有な色に基づいて予め設定しておけば、画像処理部36は、平面画像データに記録されている平面画像の各画素の色情報を参照し、そして、上述の第1(又は第2)二値化用閾値の三つの数値範囲を全て満たす画素を例えば白の画素に割り振り、満たさない画素を例えば黒の画素に割り振る。そして、この割り振り動作を、平面画像データの全ての画素について行い、これにより、平面画像のうちで穴あき部分hが撮像されている領域Ah(又は未接合状態ではない正常な高圧搾部7aが撮像されている領域A7a)が、白の画素の領域として抽出される。この方法によれば、上記穴あき部分hが撮像されている領域Ah(又は未接合状態ではない正常な高圧搾部7aが撮像されている領域A7a)に固有な色に基づいて、平面画像から同領域Ah(又は領域A7a)を抽出するので、その抽出精度を高めることができる。なお、上述したこと以外の内容は、グレースケールを例に既述した内容と同じなので、その説明については省略する。
【0089】
上述の実施形態では、画像処理部36は、それぞれ二値化画像における白画像の面積に基づいて異常の有無の判定を行っていたが、何等これに限るものではない。つまり、白画像の大きさを示す値であれば、面積以外の指示値を用いても良い。例えば、白画像の画素数で異常の有無の判定をしても良い。そして、その場合には、第1及び第2異常判定用閾値として、それぞれ画素数で表現された固定値が予め各画像処理部36のメモリに設定される。
【0090】
上述の実施形態では、圧搾部の一例としてのエンボス溝7が、低圧搾部7bと高圧搾部7aとを有した謂わば圧搾レベルが二段階で変化する圧搾部であったが、何等これに限るものではなく、圧搾レベルが一段階の圧搾部でも良いし、圧搾レベルが三段階以上で変化する圧搾部でも良い。
【0091】
上述の実施形態では、接合異常検査に係る第2異常判定処理の際に、正常な高圧搾部7aが含まれている白画像の面積に基づいて接合異常の有無の判定をしていたが、何等これに限るものではない。例えば、未接合状態の高圧搾部7anが含まれる黒画像の面積に基づいて接合異常の有無を判定しても良い。なお、この場合には、前述したのと同様の実験的手法によって、黒画像の面積に対応した第2異常判定用閾値が予め用意されているのは言うまでもない。
【0092】
上述の実施形態では、第1及び第2二値化処理のそれぞれにつき、検査ウインドウW1,W2を一つずつ設定していたが、何等これに限るものではなく、それぞれ、複数の検査ウインドウW1,W1…,W2,W2…を設定しても良い。なお、その場合には、検査ウインドウW1,W1…,W2,W2…毎に、第1二値化用閾値及び第2二値化用閾値のうちの対応する方の閾値が予めメモリに格納されており、検査ウインドウW1,W1…,W2,W2…毎に、対応する閾値に基づいて白画像と黒画像とに割り振ることになる。また、同様に、検査ウインドウW1,W1…,W2,W2…毎に、第1異常判定用閾値及び第2異常判定用閾値のうちの対応する閾値が予めメモリに格納されており、検査ウインドウW1,W1…,W2,W2…毎に異常の有無の判定を行うことになり、そして、第1異常判定処理において検査ウインドウW1,W1…,W2,W2…毎になされる判定結果が一つでも「異常有り」の判定の場合には、「穴あき異常が発生している」との判定となり、また、第2異常判定処理において検査ウインドウW1,W1…,W2,W2…毎になされる判定結果が一つでも「異常有り」の判定の場合には、「接合異常が発生している」との判定となる。
【0093】
上述の実施形態では、吸収体3に対するエンボス溝7の搬送方向の形成位置の検査を、図8に示すように、エンボス溝7の下流端7deと吸収体3の下流端3deとの間の搬送方向の間隔Ddの値に基づいて行っていたが、何等これに限るものではない。例えば、同図8に示すように、エンボス溝7の上流端7ueと吸収体3の上流端3ueとの間の搬送方向の間隔Duの値に基づいて行うようにしても良い。なお、その場合には、検査ウインドウW3uは、図8中に三点鎖線で示すように、吸収体3の上流端部3uの撮像部分A3u及びエンボス溝7の上流端部7uの撮像部分A7uが含まれるように設定される。
【0094】
上述の実施形態では、CCDカメラ32を半製品1aのトップシート2a側の面に対向させて配置し、その逆側に照明部材34を配置していたが、この配置関係は逆でも良い。すなわち、同カメラ32を半製品1aの吸収体3側の面に対向させて配置し、その逆側たる半製品1aのトップシート2a側の面に対向させて照明部材34を配置しても良い。更に言えば、カメラ32の撮像は、何等半製品1aからの透過光の受光に限るものではなく、つまり半製品1aからの反射光を受光して撮像しても良い。この場合には、照明部材34は、半製品1aに対してカメラ32と同じ側に配置され、また、画像処理部36のメモリの第1〜第4二値化用閾値、及び第1〜第2異常判定用閾値には、それぞれ、反射光に対応した値が設定されるのは言うまでもない。
【符号の説明】
【0095】
1 ナプキン、1a 半製品、1b 単位半製品(積層体)、
2 トップシート、2a トップシートの連続シート、
3 吸収体、3d 下流端部、3de 下流端、3u 上流端部、3ue 上流端、
4 バックシート、4a バックシートの連続シート、
7 エンボス溝(圧搾部)、7a 高圧搾部、7an 未接合部分(接合異常部分)、
7b 底部(低圧搾部)、7d 下流端部、7de 下流端、
7f 括れた部分、7i 横断する部分、7u 上流端部、7ue 上流端、
7R 閉領域、
10 エンボス加工装置、10a エンボスロール、10b アンビルロール、
12 エンボス凸部、14 制御部、
24 搬送機構、
30 検査装置、32 CCDカメラ(撮像処理部)、34 照明部材、
36 画像処理部(第1二値化処理部、第2二値化処理部、第3二値化処理部、第4二値化処理部、第1異常判定処理部、第2異常判定処理部、第3異常判定処理部)、
h 穴あき部分、
C10 回転軸、PS 撮像位置、
S1 エンボス加工セクション、S2 バックシート張り付けセクション、
A3d 撮像部分、A3de 撮像部分、A3u 撮像部分、
A7 撮像部分、A7a 領域、
A7an 未接合状態の高圧搾部が撮像されている領域(接合異常部分が撮像されている領域)、
A7d 撮像部分、A7de 撮像部分、A7u 撮像部分、
Ah 穴あき部分が撮像されている領域、
W1 検査ウインドウ、W2 検査ウインドウ、
W3 検査ウインドウ、W3u 検査ウインドウ、
【技術分野】
【0001】
本発明は、生理用ナプキン等の吸収性物品に係る積層体の圧搾部の検査装置、及び検査方法に関する。
【背景技術】
【0002】
従来、排泄液等の液体を吸収する吸収性物品の一例として生理用ナプキンが知られている。かかるナプキンは、その構成部品として液体吸収性の積層体を有している。積層体は、パルプ繊維等の液体吸収性部材を素材とする吸収体と、この吸収体を着用者の肌側から覆って積層された肌側シートとが溝状の圧搾部によって一体に接合されてなる。
【0003】
かかる圧搾部の形成は、エンボス加工装置により行われる。すなわち、エンボス加工装置は、互いの外周面を対向させながら回転するエンボスロールとアンビルロールとを有し、これらロール同士の間のロール間隙には、吸収体が肌側シートに積層された状態で通される。そして、この通過時には、エンボスロールの外周面のエンボス凸部が、肌側シートの面を所定の形成パターンで押圧して肌側シートと吸収体との両者を厚み方向に圧搾し、これにより上記形成パターンで圧搾部が形成される(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−14701号
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、圧搾部を形成する際の圧搾荷重が必要以上に大きいと、圧搾部が部分的に厚み方向に貫通して貫通孔を生じ、当該貫通孔が大きいと、このナプキンは穴あき異常となる。一方、圧搾荷重が必要なレベルよりも小さいと、圧搾部には、部分的に肌側シートと吸収体とが未接合の部分を生じ、当該未接合の部分が大きいと、このナプキンは接合異常となる。そのため、圧搾部の形成パターンを設計変更するなどして、上述の異常の発生に対処している。
【0006】
しかし、最近では着用時のフィット性を高めるべく、吸収体に中高形状(中央部が周囲よりも高くなった形状)等の三次元形状を付与した類の製品が増えており、これらに対しては、圧搾部の形成パターンの設計変更などによって上述の異常の発生を抑え込むことが難しくなっている。そのため、ある割合での異常の発生を許容せざるを得ず、これに伴い、圧搾部の穴あき異常や接合異常を検査する検査装置及び検査方法の必要性が高まっている。
【0007】
本発明は、上記のような従来の問題に鑑みてなされたものであって、その目的は、生理用ナプキン等の吸収性物品に係る積層体の圧搾部の穴あき異常や接合異常を検査可能な検査装置及び検査方法を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成するための主たる発明は、
液体吸収性素材を素材とする吸収体と、該吸収体を着用者の肌側から覆って積層された肌側シートとが圧搾部によって接合されてなる積層体の圧搾部の検査装置であって、
前記圧搾部は、前記肌側シートの面の所定部分が前記吸収体と共に厚み方向に圧搾されて形成されており、
前記積層体の片面のうちで前記圧搾部が形成された領域を撮像して前記領域の平面画像のデータを平面画像データとして生成する撮像処理部と、
前記平面画像データを第1閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記厚み方向に貫通状態の穴あき部分が撮像されている領域が含まれるように二値化処理を行う第1二値化処理部と、
前記第1閾値とは異なる第2閾値に基づいて前記平面画像データを二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記肌側シートと前記吸収体とが未接合状態の接合異常部分が撮像されている領域が含まれるように二値化処理を行う第2二値化処理部と、
前記第1二値化処理部で生成された二値化画像に基づいて、穴あき異常の有無の判定を行う第1異常判定処理部と、
前記第2二値化処理部で生成された二値化画像に基づいて、接合異常の有無の判定を行う第2異常判定処理部と、を有することを特徴とする吸収性物品に係る積層体の圧搾部の検査装置である。
【0009】
また、
液体吸収性素材を素材とする吸収体と、該吸収体を着用者の肌側から覆って積層された肌側シートとが圧搾部によって接合されてなる積層体の圧搾部の検査方法であって、
前記圧搾部は、前記肌側シートの面の所定部分が前記吸収体と共に厚み方向に圧搾されて形成されており、
前記積層体の片面のうちで前記圧搾部が形成された領域を撮像して前記領域の平面画像のデータを平面画像データとして生成することと、
前記平面画像データを第1閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記厚み方向に貫通状態の穴あき部分が撮像されている領域が含まれるように二値化処理を行うことと、
前記第1閾値とは異なる第2閾値に基づいて前記平面画像データを二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記肌側シートと前記吸収体とが未接合状態の接合異常部分が撮像されている領域が含まれるように二値化処理を行うことと、
前記第1閾値に基づいて二値化処理して生成された二値化画像に基づいて、前記穴あき異常の有無の判定を行うことと、
前記第2閾値に基づいて二値化処理して生成された二値化画像に基づいて、前記接合異常の有無の判定を行うことと、を有することを特徴とする吸収性物品に係る積層体の圧搾部の検査方法である。
本発明の他の特徴については、本明細書及び添付図面の記載により明らかにする。
【発明の効果】
【0010】
本発明によれば、生理用ナプキン等の吸収性物品に係る積層体の圧搾部の穴あき異常や接合異常を検査可能な検査装置及び検査方法を提供することができる。
【図面の簡単な説明】
【0011】
【図1】図1Aはナプキン1の平面図であり、図1Bは、図1A中のB−B断面図である。
【図2】図2Aは、図1A中のII部拡大図であり、図2Bは、図2A中のB−B断面図である。
【図3】ナプキン1の製造ラインにおいて検査装置30に隣接するセクションS1,S2を拡大して示す概略側面図である。
【図4】平面画像及び検査ウインドウW1のイメージ図である。
【図5】図5Aは、第1二値化処理前の検査ウインドウW1内の平面画像であり、図5Bは、同平面画像に対して第1二値化処理を行って生成された二値化画像である。
【図6】平面画像及び検査ウインドウW2のイメージ図である。
【図7】図7Aは、第2二値化処理前の検査ウインドウW2内の平面画像であり、図7Bは、同平面画像に対して第2二値化処理を行って生成された二値化画像である。
【図8】平面画像及び検査ウインドウW3のイメージ図である。
【図9】図9Aは、二値化処理前の検査ウインドウW3内の平面画像であり、図9Bは、同平面画像に対して第3二値化処理を行って生成された二値化画像であり、図9Cは、同平面画像に対して第4二値化処理を行って生成された二値化画像であり、図9Dは、図9Bの二値化画像と図9Cの二値化画像とを用いてなされる間隔Ddの値の算出の説明図である。
【発明を実施するための形態】
【0012】
本明細書及び添付図面の記載により、少なくとも以下の事項が明らかとなる。
液体吸収性素材を素材とする吸収体と、該吸収体を着用者の肌側から覆って積層された肌側シートとが圧搾部によって接合されてなる積層体の圧搾部の検査装置であって、
前記圧搾部は、前記肌側シートの面の所定部分が前記吸収体と共に厚み方向に圧搾されて形成されており、
前記積層体の片面のうちで前記圧搾部が形成された領域を撮像して前記領域の平面画像のデータを平面画像データとして生成する撮像処理部と、
前記平面画像データを第1閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記厚み方向に貫通状態の穴あき部分が撮像されている領域が含まれるように二値化処理を行う第1二値化処理部と、
前記第1閾値とは異なる第2閾値に基づいて前記平面画像データを二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記肌側シートと前記吸収体とが未接合状態の接合異常部分が撮像されている領域が含まれるように二値化処理を行う第2二値化処理部と、
前記第1二値化処理部で生成された二値化画像に基づいて、穴あき異常の有無の判定を行う第1異常判定処理部と、
前記第2二値化処理部で生成された二値化画像に基づいて、接合異常の有無の判定を行う第2異常判定処理部と、を有することを特徴とする吸収性物品に係る積層体の圧搾部の検査装置。
【0013】
このような吸収性物品に係る積層体の圧搾部の検査装置によれば、第1閾値に基づいて、穴あき異常の有無の判定に特化した二値化画像を生成し、また、第2閾値に基づいて、接合異常の有無の判定に特化した二値化画像を生成する。そして、対応する各二値化画像に基づいて穴あき異常及び接合異常の有無の判定を行う。よって、積層体の圧搾部の穴あき異常及び接合異常の検査を正確に行うことができる。
【0014】
かかる吸収性物品に係る積層体の圧搾部の検査装置であって、
複数の前記吸収体は、搬送方向に間欠的に並んだ状態で搬送され、
前記搬送方向に沿って回転するエンボスロールとアンビルロールとの間のロール間隙に、前記吸収体と前記肌側シートとが積層された状態で通される際に、前記エンボスロールと前記アンビルロールとが前記吸収体と前記肌側シートとを圧搾荷重で挟圧することにより、前記圧搾部の形成は行われ、
前記圧搾荷重の大きさは制御部によって制御され、
前記穴あき部分に係る前記第1異常判定処理部の判定結果が穴あき異常有りの場合には、前記制御部は、前記圧搾荷重を減少方向に変更し、
前記接合異常部分に係る前記第2異常判定処理部の判定結果が接合異常有りの場合には、前記制御部は、前記圧搾荷重を増加方向に変更するのが望ましい。
【0015】
このような吸収性物品に係る積層体の圧搾部の検査装置によれば、第1異常判定処理部の判定結果が穴あき異常有りの場合には、圧搾荷重を減じるので、穴あきの抑制を通して、穴あき異常の積層体を減らすことができる。
他方、第2異常判定処理部の判定結果が接合異常有りの場合には、圧搾荷重を増やすので、未接合状態の部分の抑制を通して、接合異常の積層体を減らすことができる。
【0016】
かかる吸収性物品に係る積層体の圧搾部の検査装置であって、
前記第1異常判定処理部の穴あき異常の有無の判定は、前記第1二値化処理部で生成された二値化画像のうちで前記一方の値で特定される画像の大きさを示す値に基づいて行われ、
前記画像の大きさを示す値が規定の第1異常判定用閾値よりも大きい場合に、前記第1異常判定処理部は前記穴あき異常有りの判定を下し、
前記第2異常判定処理部の接合異常の有無の判定は、前記第2二値化処理部で生成された二値化画像のうちで前記一方の値ではない方の値で特定される画像の大きさを示す値に基づいて行われ、
前記画像の大きさを示す値が規定の第2異常判定用閾値よりも小さい場合に、前記第2異常判定処理部は前記接合異常有りの判定を下すのが望ましい。
【0017】
このような吸収性物品に係る積層体の圧搾部の検査装置によれば、第1異常判定処理部では、二値化画像のうちで、穴あき部分の撮像領域が含まれる方の画像の大きさを示す値が、規定の第1異常判定用閾値よりも大きい場合に、穴あき異常有りの判定を下す。よって、穴あき異常の有無を正確に判定することができる。
他方、第2異常判定処理部では、二値化画像のうちで、接合異常部分の撮像領域が含まれていない方の画像の大きさを示す値、つまり正常接合部分の撮像領域が含まれている方の画像の大きさを示す値が、規定の第2異常判定用閾値よりも小さい場合に、接合異常有りの判定を下す。よって、接合異常の有無を正確に判定することができる。
【0018】
かかる吸収性物品に係る積層体の圧搾部の検査装置であって、
前記平面画像データを第3閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分が含まれるように二値化処理を行う第3二値化処理部と、
前記平面画像データを第4閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記吸収体の前記搬送方向の端部の撮像部分が含まれるように二値化処理を行う第4二値化処理部と、
前記第3二値化処理部で生成された二値化画像及び前記第4二値化処理部で生成された二値化画像に基づいて、前記吸収体に対する前記圧搾部の前記搬送方向に係る相対位置が目標範囲内に入っているか否かの判定を行う第3異常判定処理部と、を有し、
前記第3異常判定処理部の判定結果が、前記目標範囲内に入っていないとの判定の場合には、前記相対位置が前記目標範囲内に入るように、前記制御部は、前記エンボスロールの回転動作を制御するのが望ましい。
【0019】
このような吸収性物品に係る積層体の圧搾部の検査装置によれば、第3異常判定処理部は、圧搾部に係る二値化画像と、吸収体の端部に係る二値化画像とに基づいて、吸収体に対する圧搾部の搬送方向に係る相対位置が目標範囲内に入っているか否かの判定を行う。そして、その判定結果が、当該相対位置が目標範囲内に入っていない場合には、制御部は、当該相対位置が目標範囲内に入るように、エンボスロールの回転動作を制御する。よって、吸収体に対する圧搾部の搬送方向に係る相対位置ずれを抑制し、当該相対位置ずれ起因の異常を抑制可能となる。
【0020】
かかる吸収性物品に係る積層体の圧搾部の検査装置であって、
複数の前記積層体は、搬送方向に沿って並んだ状態で搬送され、
前記圧搾部は、前記肌側シートにおける肌側の面に、前記搬送方向と直交する幅方向及び前記搬送方向の両方向に延在する溝状の輪郭部を有し、
前記第1二値化処理部は、前記平面画像における二値化処理の対象領域を内方に区画して限定する少なくとも一つの検査ウインドウを設定し、
前記少なくとも一つの検査ウインドウは、前記圧搾部における前記搬送方向の下流端部の撮像部分に対応して設定される検査ウインドウと、前記圧搾部の前記輪郭部のうちで前記幅方向に括れた部分の撮像部分に対応して設定される検査ウインドウとのうちの何れかであり、
前記第2二値化処理部は、前記平面画像における二値化処理の対象領域を内方に区画して限定する少なくとも一つの検査ウインドウを設定し、
前記少なくとも一つの検査ウインドウは、前記圧搾部における前記搬送方向の上流端の部分であって前記幅方向に沿った前記部分の撮像部分に対応して設定される検査ウインドウと、前記圧搾部の一部であって、前記輪郭部の内方に囲まれた領域を前記幅方向に横断する前記一部の撮像部分に設定される検査ウインドウとのうちの何れかであるのが望ましい。
【0021】
このような吸収性物品に係る積層体の圧搾部の検査装置によれば、第1二値化処理部は、検査ウインドウによって二値化処理の対象範囲を限定する。また、かかる対象領域の何れも、穴あきが最も発生し易い部分の撮像部分である。よって、第1二値化処理部及び第1異常判定処理部は、演算負荷の軽減を図りながら、穴あき異常の有無の判定を正確に行うことができる。
同じく、第2二値化処理は、検査ウインドウによって二値化処理の対象範囲を限定し、そして、かかる対象領域の何れも、接合異常が最も発生し易い部分の撮像部分である。よって、第2二値化処理部及び第2異常判定処理部は、演算負荷の軽減を図りながら、接合異常の有無の判定を正確に行うことができる。
【0022】
かかる吸収性物品に係る積層体の圧搾部の検査装置であって、
複数の前記積層体は、搬送方向に沿って並んだ状態で搬送されており、
前記圧搾部が形成された領域が前記積層体毎に撮像されて前記平面画像データが生成されるのが望ましい。
【0023】
このような吸収性物品に係る積層体の圧搾部の検査装置によれば、積層体毎に平面画像データを生成するので、全ての積層体が検査対象となる。つまり全数検査が行われ、その結果、品質管理の管理精度の向上を図れる。
【0024】
かかる吸収性物品に係る積層体の圧搾部の検査装置であって、
前記圧搾部は、前記厚み方向に圧搾された低圧搾部と、前記低圧搾部よりも高い圧縮率で前記厚み方向に圧搾された高圧搾部とを有し、
前記穴あき部分及び前記接合異常部分は、前記高圧搾部に生じ、
前記撮像処理部は、前記積層体を前記厚み方向に透過する透過光を受光して撮像し、
前記第1閾値は、前記高圧搾部の撮像部分の明度と、前記穴あき部分が撮像されている領域の明度との間の値に設定され、
前記第2閾値は、前記高圧搾部の撮像部分の明度と、前記接合異常部分が撮像されている領域の明度との間の値に設定されているのが望ましい。
【0025】
このような吸収性物品に係る積層体の圧搾部の検査装置によれば、第1閾値は、高圧搾部の撮像部分の明度と、穴あき部分が撮像されている領域の明度との間の値に設定されている。よって、高圧搾部に生じる穴あき部分を確実に検査可能となる。また、第2閾値は、高圧搾部の撮像部分の明度と、接合異常部分が撮像されている領域の明度との間の値に設定されている。よって、高圧搾部に生じる接合異常部分を確実に検査可能となる。
【0026】
また、
液体吸収性素材を素材とする吸収体と、該吸収体を着用者の肌側から覆って積層された肌側シートとが圧搾部によって接合されてなる積層体の圧搾部の検査方法であって、
前記圧搾部は、前記肌側シートの面の所定部分が前記吸収体と共に厚み方向に圧搾されて形成されており、
前記積層体の片面のうちで前記圧搾部が形成された領域を撮像して前記領域の平面画像のデータを平面画像データとして生成することと、
前記平面画像データを第1閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記厚み方向に貫通状態の穴あき部分が撮像されている領域が含まれるように二値化処理を行うことと、
前記第1閾値とは異なる第2閾値に基づいて前記平面画像データを二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記肌側シートと前記吸収体とが未接合状態の接合異常部分が撮像されている領域が含まれるように二値化処理を行うことと、
前記第1閾値に基づいて二値化処理して生成された二値化画像に基づいて、前記穴あき異常の有無の判定を行うことと、
前記第2閾値に基づいて二値化処理して生成された二値化画像に基づいて、前記接合異常の有無の判定を行うことと、を有することを特徴とする吸収性物品に係る積層体の圧搾部の検査方法。
【0027】
このような吸収性物品に係る積層体の圧搾部の検査方法によれば、第1閾値に基づいて、穴あき異常の有無の判定に特化した二値化画像を生成し、また、第2閾値に基づいて、接合異常の有無の判定に特化した二値化画像を生成する。そして、対応する各二値化画像に基づいて穴あき異常及び接合異常の有無の判定を行う。よって、積層体の圧搾部の穴あき異常及び接合異常の検査を正確に行うことができる。
【0028】
===本実施形態===
本実施形態の吸収性物品に係る積層体1bの圧搾部7の検査装置30は、吸収性物品の一例としての生理用ナプキン1の製造ラインで使用される。
図1Aはナプキン1の平面図であり、図1Bは、図1A中のB−B断面図である。また、図2Aは、図1A中のII部拡大図であり、図2Bは、図2A中のB−B断面図である。
【0029】
図1A及び図1Bに示すように、ナプキン1は、例えば液透過性で熱可塑性繊維を有する白色の不織布等のトップシート2(肌側シートに相当)と、フィルム等の液不透過性のバックシート4と、これらの間に介装されて体液を吸収する吸収体3と、を有する。
【0030】
吸収体3は、白色のパルプ繊維等の液体吸収性繊維(液体吸収性素材に相当)を略直方体等の所定形状に成形したものを本体とする。その平面サイズは、ナプキン1の長手方向及び幅方向の両方向に関して、トップシート2及びバックシート4の両者よりも小さいサイズになっている。よって、これらシート2,4同士は、上記の両方向に関して吸収体3からはみ出す部分にて互いに貼り合わせられ、これにより、これらシート2,4同士の間に吸収体3は保持されている。なお、ここでは、吸収体3の本体の形状として略直方体を例示しているが、何等これに限るものではなく、例えば前述した中高形状の如き所定の三次元形状に成形したものを本体としても良い。また、吸収体3は、単にパルプ繊維を成形してなる成形体に限るものではなく、パルプ繊維の成形体をティッシュペーパーで被覆したものを用いても良いし、内部に高吸収性ポリマーが混入されていても良い。
【0031】
トップシート2の表面(「肌側シートの面」に相当)には、圧搾部の一例としてのエンボス溝7が所定の形成パターンでナプキン1の厚み方向に圧搾されて形成されている。これにより、トップシート2と吸収体3とは接合一体化されている。図2A及び図2Bに示すように、エンボス溝7は、その底部7bに、当該底部7bよりも高い圧縮率で厚み方向に圧搾された複数の高圧搾部7a,7a…を有している。そして、これら高圧搾部7a,7a…は、底部7bに離散的に所定パターンの一例として千鳥模様で形成されており、実質的には、高圧搾部7a,7a…によってトップシート2と吸収体3とが一体に溶着接合されている。なお、以下では、エンボス溝7の底部7bのことを低圧搾部7bとも言う。ちなみに、低圧搾部7bよりも高圧搾部7aの方が厚みの薄い薄肉部となっている。
【0032】
また、この図1Aの例では、エンボス溝7の輪郭部は、トップシート2の表面において、ナプキン1の長手方向に長い略長円形状に形成されていて、その内方に閉領域7Rが区画されているが、その形状は何等略長円形状に限らず別形状でも良く、更には、複数の溝状部分が、互いに不連続に組み合わされて、全体として一つの形成パターンをなしていても良いし、溝状部分に代えて、複数の島状凹部の集合体が一つの形成パターンで押圧形成されていても良い。
【0033】
かかるナプキン1の製造ラインでは、適宜な搬送機構24により、ナプキン1の半製品1aを所定の搬送方向に沿って所定の搬送速度で搬送する。そして、かかる搬送中に、当該半製品1aに対して各種部品の接着や溶着、プレス・打ち抜き等の各種加工が施され、その度に順次半製品1aが状態を変えていきながら、最終的に、図1Aの状態のナプキン1が生成される。この例では、半製品1aは所謂縦流れで搬送されている。つまり、ナプキン1の長手方向に相当する方向を、搬送方向に揃えながら半製品1aは搬送されている。半製品1aの搬送に供する搬送機構24としては、例えば、載置面たるベルト面に吸引保持機能を有したサクションベルトコンベアや、上下に対で配された無端ベルト同士の間に半製品1aの搬送路を形成するベルトコンベア、あるいは搬送ローラー等が使用される。
【0034】
図3は、ナプキン1の製造ラインにおいて検査装置30に隣接するセクションS1,S2を拡大して示す概略側面図である。なお、以下では、半製品1aの搬送方向と直交する方向(図3中では、その紙面を貫通する方向)のことを「CD方向」とも言う。
【0035】
図3に示すセクションS1には、半製品1aとして、トップシート2の連続シート2a(以下、単にトップシート2aとも言う)の下面に複数の吸収体3,3…が搬送方向に間欠的に配置された形態のものが、搬送方向に連続して送られる。詳しくは、複数の吸収体3,3…は、同トップシート2aの下面におけるCD方向の中央部に、搬送方向に製品ピッチで積層して配置されている。そして、先ず、エンボス加工セクションS1では、エンボス加工装置10によって、トップシート2の表面(つまり肌側当接面)に相当する上面の方から同上面にエンボス溝7を形成する。
【0036】
エンボス加工装置10は、外周面を互いに対向させつつ、CD方向に沿った回転軸C10周りに駆動回転する上下一対のロール10a,10bを有している。そして、この例では、トップシート2側からエンボス溝7を凹ませて形成可能なように、上ロール10aの方が、外周面にエンボス凸部12を有したエンボスロールとなっており、下ロール10bの方は、平滑な外周面でエンボス凸部12を受けるアンビルロールとなっている。また、エンボス凸部12は、上述のエンボス溝7に対応した形状でエンボスロール10aの外周面から突出している。詳しくは、エンボス凸部12は、低圧搾部7bの形成用に突出するリブ部(不図示)と、高圧搾部7a,7a…の形成用にリブ部の頂面に離散的に設けられた島状凸部(不図示)とを有している。よって、これらロール10a,10b同士の間のロール間隙を半製品1aが通過する際に、当該半製品1aにおけるCD方向の中央部がエンボス凸部12とアンビルロール10bの外周面とで所定の圧搾荷重で挟圧されて、同中央部に、高圧搾部7a,7a…と低圧搾部7bとを有したエンボス溝7が圧搾形成される。
【0037】
なお、かかるエンボス加工装置10は、圧搾荷重の大きさを調整可能に構成されている。すなわち、エンボスロール10a又はアンビルロール10bの少なくとも一方10a(10b)は、ロール10a(10b)のCD方向の両端部において、適宜な油圧シリンダー等のアクチュエータ(不図示)により昇降可能に支持されており、また、アクチュエータを制御する制御部14を有している。よって、制御部14が、アクチュエータを介してエンボスロール10aとアンビルロール10bとの間のロール間隙を開閉することで、圧搾荷重を調整することができる。例えば、圧搾荷重を減少方向に変更する場合には、ロール間隙を開方向に操作し、圧搾荷重を増加方向に変更する場合には、ロール間隙を閉方向に操作する。
【0038】
かかるエンボス加工セクションS1の下流には、バックシート貼り付けセクションS2が設けられている。このセクションS2では、図3に示すように、下方からバックシート4の連続シート4a(以下、単にバックシート4aとも言う)が、半製品1aと搬送方向を揃えつつ連続して供給され、当該バックシート4aが、半製品1aを下方から覆う。これにより、バックシート4aは、半製品1aの吸収体3を、同半製品1aのトップシート2aとの間に挟みながらトップシート2aに接着一体化される。そして、更に下流において適宜な不図示のダイカッターロール装置により、図1Aの平面形状に打ち抜かれる等されてナプキン1の製品となる。
【0039】
ところで、上述のエンボス加工セクションS1においては、基本的に、規定の圧搾荷重でエンボス溝7を形成するようにしているが、半製品1a,1a…間の吸収体3の坪量のばらつきやトップシート2aの坪量のばらつきなどに起因して、ある割合で、エンボス溝7の高圧搾部7aにおいて圧搾過剰となって貫通状態の穴あき異常を生じたり、或いは、逆に、トップシート2aと吸収体3との接合を司るべき高圧搾部7aにおいて圧搾不足となって未接合状態の接合異常を生じることがある。
【0040】
そのため、図3に示すように、エンボス加工セクションS1と、その次工程たるバックシート貼り付けセクションS2との間には、エンボス溝7の穴あき異常や接合異常を検査する検査装置30が配置されている。以下、この検査装置30について説明する。
【0041】
なお、この検査装置30に送られる時点の半製品1aは、搬送方向に間欠的に並ぶ複数の吸収体3,3…がそれぞれ対応するエンボス溝7によって、連続シート状態のトップシート2aの下面に一体に接合された状態にある。つまり、半製品1aは、未だナプキン1の製品に相当する単位に未分断状態の連続体である。以下では、説明の都合上、半製品1aにおいてナプキン1の製品に相当する単位1bのことを「単位半製品1b」と言う。ちなみに、この単位半製品1bが、請求項に係る「積層体」に相当する。
【0042】
図3に示すように、検査装置30は、エンボス加工セクションS1の直近下流側に隣接配置されている。この検査装置30では、半製品1aにおける製品1に相当する単位たる単位半製品1b毎に、エンボス溝7の穴あき異常と接合異常とを検査する。そして、ある単位半製品1bに対して穴あき異常又は接合異常であると判定した場合には、この判定結果をエンボス加工装置10の制御部14に送信し、そのロール間隙の開閉制御に供する。
【0043】
検査装置30は、半製品1aの搬送路の所定位置に設けられた撮像処理部としてのカメラ32と、同搬送路をカメラ32とで上下から挟むような位置に配置された照明部材34と、エンボス溝7の穴あき異常及び接合異常の有無を判定する画像処理部36と、を有する。
【0044】
カメラ32は、例えばCCD(電荷結合素子)カメラである。そして、半製品1aのトップシート2a側の面(「積層体の片面」に相当)に対向して配置されており、これにより、撮像位置PSを通過する半製品1aのトップシート2a側の面を撮像し、平面画像のデータを生成する。撮像動作は、同期信号に基づいてなされ、これにより、単位半製品1bを、その平面中心がほぼ平面画像の平面中心に揃うように撮像する。ここで、同期信号とは、単位半製品1bの一つ分に相当する搬送量を単位搬送量として0°〜360°の各回転角度値を、搬送量に比例して割り当ててなる回転角度信号である。よって、上述のように単位半製品1bの平面中心と平面画像の平面中心とが一致するような撮像タイミングに対応した同期信号の位相を、所定の回転角度値として見つけ出し、その位相たる所定の回転角度値で撮像動作を行うように予め設定しておけば、以降に撮像位置PSを通過する全ての単位半製品1bに対して、上述のように、単位半製品1bの平面中心と平面画像の平面中心が揃うように撮像することができる。
【0045】
そして、このような撮像タイミングに調整されたカメラ32は、単位半製品1b毎に撮像を繰り返し行い、撮像の都度、撮像された平面画像のデータを平面画像データとして生成する。そして、生成の都度、平面画像データを画像処理部36へ送信する。すると、画像処理部36では、平面画像データに基づいて、エンボス溝7に係る穴あき異常及び接合異常の有無の判定を単位半製品1b毎に行う。これにより、ナプキン1は全数検査されることになる。但し、何等これに限るものではなく、例えば単位半製品1bの幾つかおきに撮像しても良い。
【0046】
照明部材34は、例えば白色LEDライトや蛍光灯などの適宜なライトであり、その光源の種類は、その場の撮像状況に応じて適宜選定される。また、上述したように、照明部材34の配置位置は、半製品1aを上下からカメラ32とで挟む位置に設定されており、これにより、カメラ32は、厚み方向に半製品1aを透過した透過光を受光することで撮像する。
【0047】
画像処理部36は、適宜なコンピュータを本体とし、プロセッサとメモリとを有する。そして、メモリに予め格納された各種処理プログラムをプロセッサが読み出して実行することにより、各種の演算処理を行う。
すなわち、本実施形態にあっては、メモリ内には、平面画像データから穴あき異常検査用の二値化画像を生成するための第1二値化処理プログラム、及び、同平面画像データから接合異常検査用の二値化画像を生成するための第2二値化処理プログラムが予め格納されている。また、上記穴あき異常検査用の二値化画像に基づいてエンボス溝7の穴あき異常の有無を判定するための第1異常判定処理プログラム、及び、上記接合異常検査用の二値化画像に基づいてエンボス溝7の接合異常の有無を判定する第2異常判定処理プログラムも予め格納されている。
【0048】
よって、プロセッサが、これらプログラムを適宜読み出して実行することにより、画像処理部36は、平面画像データから穴あき異常検査用の二値化画像を生成する第1二値化処理部として機能するとともに、当該穴あき異常検査用の二値化画像に基づいてエンボス溝7の穴あき異常の有無を判定する第1異常判定処理部としても機能し、また、平面画像データから接合異常検査用の二値化画像を生成する第2二値化処理部として機能するとともに、当該接合異常検査用の二値化画像に基づいてエンボス溝7の接合異常の有無を判定する第2異常判定処理部としても機能する。以下、第1二値化処理、第1異常判定処理、第2二値化処理、及び第2異常判定処理について説明する。
【0049】
<<<穴あき異常検査に係る第1二値化処理及び第1異常判定処理について>>>
先ず、第1二値化処理の説明の前に、図4を参照しながら平面画像及び平面画像データについて説明する。
【0050】
図4は、平面画像のイメージ図である。なお、同図4中においては、平面画像の平面サイズ等を理解し易くする目的で、ナプキン1の外形線を仮想的に二点鎖線で示しているが、実際にはこの段階の半製品1a(単位半製品1b)にこのような線は無く、これについては、後で参照する図6や図8も同様である。
【0051】
平面画像は、例えばCD方向をX方向とし、搬送方向をY方向として撮像されており、また、平面画像は、単位半製品1bの全域が一画像として撮像されている。
かかる平面画像は、X方向及びY方向の両方向にそれぞれ所定の解像度に基づく所定ピッチで格子状に並ぶ多数の画素の集合体である。換言すると、平面画像は、X方向に一直線に所定ピッチで並ぶ複数の画素からなる画素列が、Y方向に複数列所定ピッチで並んで構成される。そして、平面画像データは、各画素に対応させてそれぞれ色情報を有している。例えば、平面画像データがグレースケールの場合には、画素毎に色情報として明度のみを有している。そして、その場合には、単位半製品1bにおいて透光性の高い領域に対応する各画素は明るくなるので、その画素の明度は高い値になっているが、他方、透光性の低い領域に対応する各画素は暗くなるので、その画素の明度は低い値になっている。
【0052】
ここで、エンボス溝7の高圧搾部7aが穴あきせずに正常に形成されている場合には、当該高圧搾部7aは半透明状態となっており、その投光性は、穴あきしている場合と比べて低い状態にある。よって、明度が所定値以上の画素に注目することで、図4の平面画像上において、穴あき部分hが撮像されている領域Ah(図5A)の画素を特定することができる。ちなみに、低圧搾部7bは、高圧搾部7aよりも厚みの厚い白色の部分であるので、その投光性は、高圧搾部7aよりも低く、結果、低圧搾部7bに対応する画素の明度は、高圧搾部7aに対応する画素の明度よりも低くなっている。更に言えば、トップシート2aにおいて吸収体3が存在する部分のうちでエンボス溝7が形成されていない部分(未形成部分)は、エンボス溝7(低圧搾部7b及び高圧搾部7a)よりも厚みの厚い部分であるので、その投光性はエンボス溝7よりも低く、結果、エンボス溝7の未形成部分に対応する画素の明度は、エンボス溝7に対応する画素の明度よりも低くなっている。なお、以下では、平面画像データがグレースケールのデータであるものとして説明する。
【0053】
第1二値化処理では、画像処理部36の演算負荷軽減のために、平面画像における二値化処理の対象範囲を限定している。すなわち、第1二値化処理では、図4に示すように検査ウインドウW1が設定され、これにより、平面画像のうちの検査ウインドウW1で囲まれた領域のみを二値化処理の対象とする。なお、検査ウインドウW1の詳細については後述する。
【0054】
また、第1二値化処理では、予め定められた第1二値化用閾値(第1閾値に相当)を用いる。この第1二値化用閾値は、正常に形成された高圧搾部7aに対応する画素の明度と、穴あき部分hに対応する画素の明度との間の値に設定され、予めメモリ内に格納されている。
【0055】
そして、図5Aの検査ウインドウW1内の画素のうちで、第1二値化用閾値以上の明度の画素を、図5Bの二値化画像における二値(例えば0と1)のうちの一方の値たる「1」によって特定される白画像に割り振り、他方、第1二値化用閾値未満の明度の画素を、もう一方の値たる「0」によって特定される画像が黒画像に割り振る。これを、図5Aの検査ウインドウW1内の全ての画素について行う。これにより、図5Aに示すように検査ウインドウW1内の画素のうちで穴あき部分hが撮像されている領域Ah,Ah…が、図5Bに示すように二値化画像における白画像に含まれ、それ以外の部分は、黒画像に含まれるように処理される。すなわち、平面画像データを、図5Aに示す検査ウインドウW1を用いて二値化処理することにより、図5Bの二値化画像が生成される。なお、図5B中では、二値化画像においてエンボス溝7に対応する部分A7を仮想的に二点鎖線で示しているが、当然ながらこのような線は二値化画像には存在しない。
【0056】
そうしたら、画像処理部36は、第1異常判定処理へ移行する。そして、この第1異常判定処理では、先ず、図5Bの二値化画像上での白画像の面積を求める。ここで、画素の平面サイズは、XY方向の各解像度などに基づいて予めわかっている。よって、この画素の平面サイズに、白画像に割り振られた画素の数たる画素数を乗算することにより、白画像の面積が算出される。ちなみに、この白画像の面積が、請求項3に係る「第1二値化処理部で生成された二値化画像のうちで前記一方の値で特定される画像の大きさを示す値」に相当する。
【0057】
次に、画像処理部36は、算出された白画像の面積を、予めメモリに格納された第1異常判定用閾値と大小比較する。そして、白画像の面積が第1異常判定用閾値以下の場合には、画像処理部36は、「穴あき部分hの大きさは十分小さいので、穴あき異常は生じていない」と判定する。一方、第1異常判定用閾値よりも大きい場合には、「穴あき部分は大きく、穴あき異常が発生している」と判定する。そして、エンボス加工装置10の制御部14に、この「穴あき異常有り」の判定結果を送信する。すると、これを受信した制御部14は、エンボスロール10aとアンビルロール10bとの間のロール間隙を、現状値よりも規定値だけ大きくなるように開いて、圧搾荷重を減少方向に変更する。これにより、これ以降にエンボス加工装置10を通過する単位半製品1bの穴あき部分hは縮小されて、穴あき異常を抑制することができる。
【0058】
なお、上述の第1異常判定用閾値は、メモリ内に予め格納された固定値である。そして、この第1異常判定用閾値は、例えば次のような製造ラインでの実験的手法により求められる。先ず、エンボス溝7の高圧搾部7a,7a…が正常に形成された単位半製品1bのサンプルを複数枚用意する。次に、これらサンプルを検査装置30の上記CCDカメラ32で撮像して、サンプル毎に第1二値化処理を行い、サンプル毎に検査ウインドウW1内の白画像の面積を求める。そして、これら全サンプルの白画像の面積の平均値及び標準偏差σを算出し、当該平均値よりも2σだけ大きい値を、上記の第1異常判定用閾値として用いる。ちなみに、検査装置30が「異常有り」の判定を多発する場合には、第1異常判定用閾値を、より大きな値に変更しても良い。また、場合によっては、画像処理部36のメモリは、第1異常判定用閾値よりも更に大きい値(例えば、上述の平均値よりも3σだけ大きい値)を上限値として予め有するようにし、そして、上述の白画像の面積がこの上限値よりも大きい場合に、画像処理部36は、この平面画像に対応する単位半製品1bに対して穴あき不良情報を付与するなど不良品であることを関連付けして、下工程での良品と不良品との分別処理に供するようにしても良い。
【0059】
ここで、図4を参照しながら、検査ウインドウW1について説明する。前述したように、検査ウインドウW1は、二値化処理の際に平面画像において参照する領域を区画して限定するツールであり、つまり、二値化処理の際には、検査ウインドウW1内に属する画素のみを参照し、検査ウインドウW1外の画素については参照しないようにすることができる。
【0060】
検査ウインドウW1は、平面画像におけるエンボス溝7の撮像部分A7のうちで、特に穴あきが生じ易い平面位置の撮像部分に設定されている。かかる平面位置と言うのは、基本的には圧搾圧力(単位面積当たりの圧搾荷重(N/m2))が高くなり易い平面位置や、急峻に形状が変化している平面位置である。具体的に言えば、前者の一例としては、エンボス溝7における搬送方向の下流端部7dが挙げられ、つまり、当該下流端部7dには、エンボス加工装置10のロール間隙への噛み込み時に衝撃荷重が作用して圧搾圧力が高くなり易い。また、後者の一例としては、エンボス溝7の輪郭部のうちで幅方向(CD方向)に括れた部分7fが挙げられる。本実施形態では、後者よりも前者の方が穴あきを生じ易いため、前者たる下流端部7dの撮像部分A7dに検査ウインドウW1が設定されているが、逆でも良い。
【0061】
なお、このような検査ウインドウW1内に限った画素の参照は、例えば次のようにして実現される。先ず、平面画像の各画素には、XY座標が付与されていて、これらXY座標はメモリに記録されている。また、画像処理部36は、このXY座標を指定することで、検査ウインドウW1内に属する画素の色情報にアクセス可能に構成されている。よって、検査ウインドウW1内に位置すべき画素のXY座標のデータを、予めメモリ内に記録しておけば、上述の検査ウインドウW1内に限った画素の参照を実現可能となる。
【0062】
<<<接合異常検査に係る第2二値化処理及び第2異常判定処理について>>>
画像処理部36は、上述の第1二値化処理及び第1異常判定処理と略同時並行で、当該接合異常検査に係る第2二値化処理及び第2異常判定処理を行う。なお、第2二値化処理に用いる平面画像データは、第1二値化処理で用いたものと同じである。
【0063】
ここで、エンボス溝7の高圧搾部7aにおいてトップシート2aと吸収体3とが未接合状態になっている場合には、当該未接合状態の高圧搾部7anは、正常な高圧搾部7aよりも厚みの厚い白色状態となっており、その投光性は、正常な高圧搾部7aたる半透明状態の場合と比べて低い状態にある。よって、明度が所定値以上の画素に注目することで、図4の平面画像上において、正常な高圧搾部7aが撮像されている領域A7aの画素を特定することができる。
【0064】
この第2二値化処理でも、画像処理部36の演算負荷軽減目的で、平面画像における二値化処理の対象範囲を限定している。すなわち、第2二値化処理でも、図6に示すように検査ウインドウW2が設定され、これにより、平面画像のうちの検査ウインドウW2で囲まれた領域のみを二値化処理の対象とする。検査ウインドウW2は、エンボス溝7のうちで特に接合異常が生じやすい平面位置に対応させて設定される。この平面位置と言うのは、基本的には圧搾圧力(N/m2)が低くなり易い位置であり、具体例としては、エンボス溝7における搬送方向の上流端の部分7uであって幅方向(CD方向)に沿って延在した部分7uや、エンボス溝7のうちで該エンボス溝7の輪郭部の内方に囲まれた領域を幅方向(CD方向)に横断する部分7iが挙げられる。本実施形態では、後者より前者の方が接合異常を生じ易いため、前者たるエンボス溝7の上流端部7uの撮像部分A7uに検査ウインドウW2が設定されているが、逆でも良い。
【0065】
また、第2二値化処理でも、予め定められた第2二値化用閾値(第2閾値に相当)を用いる。この第2二値化用閾値は、正常に形成された高圧搾部7aに対応する画素の明度と、未接合状態の高圧搾部7anに対応する画素の明度との間の値に設定され、予めメモリ内に格納されている。ちなみに、この第2二値化用閾値は、上述の定義から明らかなように、前述の第1二値化用閾値よりも小さな値に設定されている。つまり、接合異常の検査に特化させるべく、穴あき異常の検査に特化した前述の第1二値化用閾値とは異なる値に設定されている。
【0066】
そして、図7Aの検査ウインドウW2内の画素のうちで、第2二値化用閾値以上の明度の画素を、図7Bの二値化画像における二値(例えば0と1)のうちの一方の値たる「1」によって特定される白画像に割り振り、他方、第2二値化用閾値未満の明度の画素を、もう一方の値たる「0」によって特定される画像が黒画像に割り振る。これを、図7Aの検査ウインドウW2内の全ての画素について行う。これにより、図7Aに示すように検査ウインドウW2内の画素のうちで、未接合状態ではない正常な高圧搾部7aが撮像されている領域A7aが、二値化画像における白画像に含まれるように処理され、未接合状態の高圧搾部7an(接合異常部分に相当)が撮像されている領域A7anは、二値化画像における黒画像に含まれるように処理される。すなわち、平面画像データを、図7Aに示す検査ウインドウW2を用いて二値化処理することにより、図7Bの二値化画像が生成される。なお、図7B中では、二値化画像においてエンボス溝7に対応する部分A7を二点鎖線で示しているが、当然ながらこのような線は二値化画像には存在しない。
【0067】
そうしたら、画像処理部36は、第2異常判定処理へ移行する。そして、この第2異常判定処理では、先ず、図7Bの二値化画像上での白画像の面積を求める。ここで、画素の平面サイズは、XY方向の各解像度などに基づいて予めわかっている。よって、この画素の平面サイズに、白画像に割り振られた画素の数たる画素数を乗算することにより、白画像の面積が算出される。ちなみに、この白画像の面積が、請求項3に係る「第2二値化処理部で生成された二値化画像のうちで前記一方の値ではない方の値で特定される画像の大きさを示す値」に相当する。
【0068】
次に、画像処理部36は、算出された白画像の面積を、予めメモリに格納された第2異常判定用閾値と大小比較する。そして、白画像の面積が第2異常判定用閾値以上の場合には、画像処理部36は、「正常の高圧搾部7aは十分大きいので、接合異常は生じていない」と判定する。一方、第2異常判定用閾値よりも小さい場合には、「正常の高圧搾部7aは小さく、接合異常が発生している」と判定する。そして、エンボス加工装置10の制御部14に、この「接合異常有り」の判定結果を送信する。すると、これを受信した制御部14は、エンボスロール10aとアンビルロール10bとの間のロール間隙を、現状値よりも規定値だけ小さくなるように閉めて、圧搾荷重を増加方向に変更する。これにより、これ以降にエンボス加工装置10を通過する単位半製品1bの未接合部分7anは縮小されて、接合異常を抑制することができる。
【0069】
なお、上述の第2異常判定用閾値は、メモリ内に予め格納された固定値である。そして、この第2異常判定用閾値は、例えば次のような製造ラインでの実験的手法により求められる。先ず、エンボス溝7の高圧搾部7aが正常に形成された単位半製品1bのサンプルを複数枚用意する。次に、これらサンプルを検査装置30の上記CCDカメラ32で撮像して、サンプル毎に第2二値化処理を行い、サンプル毎に検査ウインドウW2内の白画像の面積を求める。そして、これら全サンプルの白画像の面積の平均値及び標準偏差σを算出し、当該平均値よりも2σだけ小さい値を、上記の第2異常判定用閾値として用いる。ちなみに、検査装置30が、「異常有り」の判定を多発する場合には、第2異常判定用閾値を、より小さな値に変更しても良い。また、場合によっては、画像処理部36のメモリは、第2異常判定用閾値よりも更に小さい値(例えば、上述の平均値よりも3σだけ小さい値)を下限値として予め有するようにし、そして、上述の白画像の面積がこの下限値よりも小さい場合に、画像処理部36は、この平面画像に対応する単位半製品1bに対して接合不良情報を付与するなど不良品であることを関連付けして、下工程での良品と不良品との分別処理に供するようにしても良い。
【0070】
ところで、本実施形態では、第1異常判定処理と第2異常判定処理とが互いに独立に異常の有無の判定を行う関係上、場合によっては、同一の単位半製品1bに対して穴あき異常と接合異常との両方の判定結果が出力される場合がある。そして、その場合には、エンボス加工装置10の圧搾荷重の変更方向が、減少方向と増加方向とで互いに逆方向となって食い違ってしまうが、その場合には、どちらか一方の判定結果を、エンボス加工装置10の圧搾荷重の制御に優先させるように、予め優先順を設定しておけば良い。例えば、両者の判定結果が出力された場合には、接合異常よりも穴あき異常の判定結果の方を優先させて、圧搾荷重を減少方向に変更するように設定しておけば良い。
【0071】
<<<吸収体3に対するエンボス溝7の搬送方向の形成位置について>>>
以上、検査装置30が行うエンボス溝7の穴あき異常や接合異常の検査について説明してきたが、場合によっては、これらの異常の検査に加えて、更に吸収体3に対するエンボス溝7の搬送方向の形成位置の異常の有無を検査するようにしても良い。
【0072】
始めに、かかる検査が必要な理由について説明する。前述したように、製造ラインの各装置は、搬送機構24も含め、同期信号に従って互いに連動して動作している。ここで、同期信号と言うのは、前述したように、単位半製品1bの一つ分に相当する搬送量を単位搬送量として0°〜360°の各回転角度値を、搬送量に比例して割り当ててなる回転角度信号である。つまり、一つ分の単位半製品1bが搬送されると、0°から360°までの回転角度値が出力され、当該一つ分の搬送の都度、0°から360°までの回転角度値の出力が周期的に繰り返される。そして、この同期信号が、製造ラインの各装置の動作の駆動源となる各サーボモータのアンプに送信され、当該同期信号に基づいて各サーボモータが位置制御を行うことで、各装置は、単位半製品1bにおける加工すべき目標位置にそれぞれ加工を施すようになっている。
【0073】
かかる同期信号は、製造ラインの基準となる装置、例えばダイカッターロール装置に設けられたロータリー式エンコーダによって生成されている。つまり、本実施形態では、ナプキン1を打ち抜き形成するダイカッターロールの回転動作に基づいて同期信号が生成されている。
【0074】
ところで、このような同期信号に基づいて各装置を連動させている場合であっても、吸収体3の坪量や含水率等のロット単位での変動や、ロール状に巻き取り状態のトップシートロールから繰り出し供給されるトップシート2a等の各種シート類の巻き取り径の変動などが複合して、これにより、大きな周期で半製品1aにおける吸収体3の搬送方向の形成位置が変動することがある。すなわち、単位半製品1bの数百〜数千ピースという非常に大きな周期で、吸収体3の実際の形成位置が、目標位置よりも搬送方向の上下流に数ミリのオーダーで揺らぎながらずれる現象が生じることがある。
【0075】
そして、その現象が起きているときに、エンボス加工装置10が同期信号に基づいてエンボス溝7を正しく形成したとしても、吸収体3自体が目標位置から搬送方向にずれてしまっているため、その分だけエンボス溝7の形成位置は、吸収体3上での形成目標範囲から搬送方向にずれてしまい、その結果、直ちに不良品にはならないまでも、エンボス溝7が吸収体3に対して位置ずれているように見えるなど見栄えが悪く、商品イメージの悪化に繋がる虞がある。
【0076】
そのため、この吸収体3に対するエンボス溝7の搬送方向の形成位置の異常の有無を検査する必要があり、本実施形態の検査装置30は、この検査機能も備えている。
【0077】
この検査も、第1二値化処理で用いたのと同じ平面画像データを用いてなされる。すなわち、図8の平面画像のイメージ図に示すように、同平面画像から、エンボス溝7の下流端7deの撮像部分A7deと吸収体3の下流端3deの撮像部分A3deとの間の搬送方向の間隔Ddの値を求め、そして、この間隔Ddの値が規定の目標範囲内に入っているか否かで、形成位置の異常の有無を判定する。以下、詳しく説明する。
【0078】
先ず始めに、画像処理部36は、間隔Ddの値を算出する。この間隔Ddの値の算出は、平面画像データに対して、第3及び第4の二つの二値化処理を行うことでなされる。そして、これら第3、第4二値化処理でも、検査ウインドウW3を用いる。但し、上述の間隔Ddの値を算出可能にすべく、当該検査ウインドウW3は、図8に示すように、その内方に、吸収体3の搬送方向の下流端部3dの撮像部分A3dと、エンボス溝7の搬送方向の下流端部7dの撮像部分A7dとが含まれるように設定される。
【0079】
第3二値化処理では、エンボス溝7の下流端部7dの撮像部分A7dの白画像を取得すべく、予めメモリ内に格納された第3二値化用閾値(第3閾値に相当)を用いて検査ウインドウW3内の領域を二値化処理する。第3二値化用閾値は、エンボス溝7の低圧搾部7bに対応する画素の明度と、吸収体3におけるエンボス溝7の未形成部分に対応する画素の明度との間の値に設定されている。そして、図9Aの検査ウインドウW3内の画素のうちで、第3二値化用閾値以上の明度の画素を、図9Bの二値化画像における二値(例えば0と1)のうちの一方の値たる「1」によって特定される白画像に割り振り、他方、第3二値化用閾値未満の明度の画素を、もう一方の値たる「0」によって特定される画像が黒画像に割り振る。これを、検査ウインドウW3内の全ての画素について行う。これにより、図9Aの検査ウインドウW3内の画素のうちで、エンボス溝7の下流端部7dの撮像部分A7dが、図9Bに示すように二値化画像における白画像に含まれ、それ以外の部分は、黒画像にほぼ含まれるように処理される。
【0080】
他方、第4二値化処理では、吸収体3の下流端部3dの撮像部分の白画像を取得すべく、予めメモリ内に格納された第4二値化用閾値(第4閾値に相当)を用いて検査ウインドウW3内の領域を二値化処理する。第4二値化用閾値は、吸収体3が存在しないトップシート2aのみの部分に対応する画素の明度と、吸収体3が存在するトップシート2aの部分に対応する画素の明度との間の値に設定されている。そして、図9Aの検査ウインドウW3内の画素のうちで、第4二値化用閾値以下の明度の画素を、図9Cの二値化画像における二値(例えば0と1)のうちの一方の値たる「1」によって特定される白画像に割り振り、他方、第4二値化用閾値よりも大きい明度の画素を、もう一方の値たる「0」によって特定される画像が黒画像に割り振る。これを、検査ウインドウW3内の全ての画素について行う。これにより、図9Aの検査ウインドウW3内の画素のうちで、吸収体3の下流端部3dの撮像部分A3dが、図9Cに示すように二値化画像における白画像に含まれ、それ以外の部分(つまり吸収体3が存在しないトップシート2aのみの部分の撮像部分など)は、黒画像に含まれるように処理される。
【0081】
そうしたら、画像処理部36は、これら第3二値化処理で生成された図9Bの二値化画像の白画像と、第4二値化処理で生成された図9Cの二値化画像の白画像とに基づいて、上述の間隔Ddの値を算出する。図9Dは、この算出の説明図である。
【0082】
ここで、この間隔Ddの値については、図9B〜図9Dに示すように、例えば、吸収体3の下流端部3dの白画像を構成する複数の画素のうちで最も下流に位置する画素のY座標Y3de(つまり吸収体3の下流端部3dの白画像のY座標の最大値Y3de)から、エンボス溝7の下流端部7dの白画像を構成する複数の画素のうちで最も下流に位置する画素のY座標Y7de(つまりエンボス溝7の下流端部7dの白画像のY座標の最大値Y7de)を減算してなる減算値(=Y3de−Y7de)として求めることができる。よって、画像処理部36は、かかる減算を行い、これにより上述の間隔Ddの値を取得する。
【0083】
次に、画像処理部36は、第3異常判定処理に移行する。第3異常判定処理では、この間隔Ddの値を第3異常判定用閾値と比較することで、エンボス溝7の形成位置の異常の有無を判定する。ここで、第3異常判定用閾値は、数値範囲として予めメモリに格納されている。なお、この第3異常判定用閾値の数値範囲は、例えばナプキン1の設計図に記載されたエンボス溝7の下流端7deと吸収体3の下流端3deとの間の間隔の目標範囲を、平面画像のY座標系上の寸法に換算することで得ることができる。
【0084】
そして、上記の間隔Ddの値が、この数値範囲内に入っている場合には、「エンボス溝7の形成位置は、吸収体3上での形成目標範囲内に入っている」と判定する。他方、同数値範囲から外れている場合には、「エンボス溝7の形成位置は、吸収体3上での形成目標範囲内に入っていない」と判定し、その場合には、画像処理部36は、エンボス加工装置10の制御部14へ向けて、この判定結果を送信する。
【0085】
ここで、この判定結果には、第3異常判定用閾値の数値範囲の中央値から上記の間隔Ddの値を減算してなるずれ量ΔDdを実寸換算した値ΔDdrのデータが付帯されている。すると、これを受信した制御部14は、この実寸換算のずれ量ΔDdrを単位半製品1bの全長で除算後に360°を乗算することにより、エンボスロール10aの回転動作に係る位相のずれ量Δθに換算する。そして、エンボスロール10aの回転動作の駆動源たるサーボモータのアンプに向けて、その回転動作に係る位相の修正指示信号を送信する。この修正指示信号には、上述の位相のずれ量Δθのデータが付帯されており、このずれ量Δθは、謂わば同期信号の回転角度値の位相をどれだけ進めるべきか或いは遅らせるべきかを示している。よって、この修正指示信号を受信したアンプは、自身が受信している同期信号の回転角度値θを、修正指示信号に付帯の位相のずれ量Δθ分だけ漸次ずらして変更し、これにより、以降、エンボス加工装置10を通過する単位半製品1bにおいては、エンボス溝7の形成位置が吸収体3上の形成目標範囲内に入るようになる。
なお、画像処理部36が、請求項4に係る「第3二値化処理部、第4二値化処理部、第3異常判定処理部」に相当する。
【0086】
===その他の実施の形態===
以上、本発明の実施形態について説明したが、上記の実施形態は、本発明の理解を容易にするためのものであり、本発明を限定して解釈するためのものではない。また、本発明は、その趣旨を逸脱することなく、変更や改良され得るとともに、本発明にはその等価物が含まれるのはいうまでもない。例えば、以下に示すような変形が可能である。
【0087】
上述の実施形態では、平面画像データの一例として、各画素の色情報が明度のみを有したグレースケールのデータを示したが、何等これに限るものではない。例えば、各画素の色情報が明度、色相、及び彩度を有したカラー画像データであっても良い。そして、その場合には、前述の二値化処理として、カラー二値化処理を行うこともできる。
ちなみに、カラー二値化処理とは、平面画像のカラー画像データから、特定の色情報を有する画素を抽出する処理のことである。ここで、色情報は、前述のように明度、色相、及び彩度の三要素をそれぞれ数値で有している。よって、明度、色相、及び彩度のそれぞれについて、抽出すべき画素の色情報の数値範囲を、第1(又は第2)二値化用閾値として画像処理部36のメモリに予め設定しておけば、画像処理部36は、その設定された色情報の画素を平面画像から抽出することができる。
【0088】
すなわち、上述の第1(又は第2)二値化用閾値の三つの数値範囲を、平面画像のうちで穴あき部分hが撮像されている領域Ah(又は未接合状態ではない正常な高圧搾部7aが撮像されている領域A7a)に固有な色に基づいて予め設定しておけば、画像処理部36は、平面画像データに記録されている平面画像の各画素の色情報を参照し、そして、上述の第1(又は第2)二値化用閾値の三つの数値範囲を全て満たす画素を例えば白の画素に割り振り、満たさない画素を例えば黒の画素に割り振る。そして、この割り振り動作を、平面画像データの全ての画素について行い、これにより、平面画像のうちで穴あき部分hが撮像されている領域Ah(又は未接合状態ではない正常な高圧搾部7aが撮像されている領域A7a)が、白の画素の領域として抽出される。この方法によれば、上記穴あき部分hが撮像されている領域Ah(又は未接合状態ではない正常な高圧搾部7aが撮像されている領域A7a)に固有な色に基づいて、平面画像から同領域Ah(又は領域A7a)を抽出するので、その抽出精度を高めることができる。なお、上述したこと以外の内容は、グレースケールを例に既述した内容と同じなので、その説明については省略する。
【0089】
上述の実施形態では、画像処理部36は、それぞれ二値化画像における白画像の面積に基づいて異常の有無の判定を行っていたが、何等これに限るものではない。つまり、白画像の大きさを示す値であれば、面積以外の指示値を用いても良い。例えば、白画像の画素数で異常の有無の判定をしても良い。そして、その場合には、第1及び第2異常判定用閾値として、それぞれ画素数で表現された固定値が予め各画像処理部36のメモリに設定される。
【0090】
上述の実施形態では、圧搾部の一例としてのエンボス溝7が、低圧搾部7bと高圧搾部7aとを有した謂わば圧搾レベルが二段階で変化する圧搾部であったが、何等これに限るものではなく、圧搾レベルが一段階の圧搾部でも良いし、圧搾レベルが三段階以上で変化する圧搾部でも良い。
【0091】
上述の実施形態では、接合異常検査に係る第2異常判定処理の際に、正常な高圧搾部7aが含まれている白画像の面積に基づいて接合異常の有無の判定をしていたが、何等これに限るものではない。例えば、未接合状態の高圧搾部7anが含まれる黒画像の面積に基づいて接合異常の有無を判定しても良い。なお、この場合には、前述したのと同様の実験的手法によって、黒画像の面積に対応した第2異常判定用閾値が予め用意されているのは言うまでもない。
【0092】
上述の実施形態では、第1及び第2二値化処理のそれぞれにつき、検査ウインドウW1,W2を一つずつ設定していたが、何等これに限るものではなく、それぞれ、複数の検査ウインドウW1,W1…,W2,W2…を設定しても良い。なお、その場合には、検査ウインドウW1,W1…,W2,W2…毎に、第1二値化用閾値及び第2二値化用閾値のうちの対応する方の閾値が予めメモリに格納されており、検査ウインドウW1,W1…,W2,W2…毎に、対応する閾値に基づいて白画像と黒画像とに割り振ることになる。また、同様に、検査ウインドウW1,W1…,W2,W2…毎に、第1異常判定用閾値及び第2異常判定用閾値のうちの対応する閾値が予めメモリに格納されており、検査ウインドウW1,W1…,W2,W2…毎に異常の有無の判定を行うことになり、そして、第1異常判定処理において検査ウインドウW1,W1…,W2,W2…毎になされる判定結果が一つでも「異常有り」の判定の場合には、「穴あき異常が発生している」との判定となり、また、第2異常判定処理において検査ウインドウW1,W1…,W2,W2…毎になされる判定結果が一つでも「異常有り」の判定の場合には、「接合異常が発生している」との判定となる。
【0093】
上述の実施形態では、吸収体3に対するエンボス溝7の搬送方向の形成位置の検査を、図8に示すように、エンボス溝7の下流端7deと吸収体3の下流端3deとの間の搬送方向の間隔Ddの値に基づいて行っていたが、何等これに限るものではない。例えば、同図8に示すように、エンボス溝7の上流端7ueと吸収体3の上流端3ueとの間の搬送方向の間隔Duの値に基づいて行うようにしても良い。なお、その場合には、検査ウインドウW3uは、図8中に三点鎖線で示すように、吸収体3の上流端部3uの撮像部分A3u及びエンボス溝7の上流端部7uの撮像部分A7uが含まれるように設定される。
【0094】
上述の実施形態では、CCDカメラ32を半製品1aのトップシート2a側の面に対向させて配置し、その逆側に照明部材34を配置していたが、この配置関係は逆でも良い。すなわち、同カメラ32を半製品1aの吸収体3側の面に対向させて配置し、その逆側たる半製品1aのトップシート2a側の面に対向させて照明部材34を配置しても良い。更に言えば、カメラ32の撮像は、何等半製品1aからの透過光の受光に限るものではなく、つまり半製品1aからの反射光を受光して撮像しても良い。この場合には、照明部材34は、半製品1aに対してカメラ32と同じ側に配置され、また、画像処理部36のメモリの第1〜第4二値化用閾値、及び第1〜第2異常判定用閾値には、それぞれ、反射光に対応した値が設定されるのは言うまでもない。
【符号の説明】
【0095】
1 ナプキン、1a 半製品、1b 単位半製品(積層体)、
2 トップシート、2a トップシートの連続シート、
3 吸収体、3d 下流端部、3de 下流端、3u 上流端部、3ue 上流端、
4 バックシート、4a バックシートの連続シート、
7 エンボス溝(圧搾部)、7a 高圧搾部、7an 未接合部分(接合異常部分)、
7b 底部(低圧搾部)、7d 下流端部、7de 下流端、
7f 括れた部分、7i 横断する部分、7u 上流端部、7ue 上流端、
7R 閉領域、
10 エンボス加工装置、10a エンボスロール、10b アンビルロール、
12 エンボス凸部、14 制御部、
24 搬送機構、
30 検査装置、32 CCDカメラ(撮像処理部)、34 照明部材、
36 画像処理部(第1二値化処理部、第2二値化処理部、第3二値化処理部、第4二値化処理部、第1異常判定処理部、第2異常判定処理部、第3異常判定処理部)、
h 穴あき部分、
C10 回転軸、PS 撮像位置、
S1 エンボス加工セクション、S2 バックシート張り付けセクション、
A3d 撮像部分、A3de 撮像部分、A3u 撮像部分、
A7 撮像部分、A7a 領域、
A7an 未接合状態の高圧搾部が撮像されている領域(接合異常部分が撮像されている領域)、
A7d 撮像部分、A7de 撮像部分、A7u 撮像部分、
Ah 穴あき部分が撮像されている領域、
W1 検査ウインドウ、W2 検査ウインドウ、
W3 検査ウインドウ、W3u 検査ウインドウ、
【特許請求の範囲】
【請求項1】
液体吸収性素材を素材とする吸収体と、該吸収体を着用者の肌側から覆って積層された肌側シートとが圧搾部によって接合されてなる積層体の圧搾部の検査装置であって、
前記圧搾部は、前記肌側シートの面の所定部分が前記吸収体と共に厚み方向に圧搾されて形成されており、
前記積層体の片面のうちで前記圧搾部が形成された領域を撮像して前記領域の平面画像のデータを平面画像データとして生成する撮像処理部と、
前記平面画像データを第1閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記厚み方向に貫通状態の穴あき部分が撮像されている領域が含まれるように二値化処理を行う第1二値化処理部と、
前記第1閾値とは異なる第2閾値に基づいて前記平面画像データを二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記肌側シートと前記吸収体とが未接合状態の接合異常部分が撮像されている領域が含まれるように二値化処理を行う第2二値化処理部と、
前記第1二値化処理部で生成された二値化画像に基づいて、穴あき異常の有無の判定を行う第1異常判定処理部と、
前記第2二値化処理部で生成された二値化画像に基づいて、接合異常の有無の判定を行う第2異常判定処理部と、を有することを特徴とする吸収性物品に係る積層体の圧搾部の検査装置。
【請求項2】
請求項1に記載の吸収性物品に係る積層体の圧搾部の検査装置であって、
複数の前記吸収体は、搬送方向に間欠的に並んだ状態で搬送され、
前記搬送方向に沿って回転するエンボスロールとアンビルロールとの間のロール間隙に、前記吸収体と前記肌側シートとが積層された状態で通される際に、前記エンボスロールと前記アンビルロールとが前記吸収体と前記肌側シートとを圧搾荷重で挟圧することにより、前記圧搾部の形成は行われ、
前記圧搾荷重の大きさは制御部によって制御され、
前記穴あき部分に係る前記第1異常判定処理部の判定結果が穴あき異常有りの場合には、前記制御部は、前記圧搾荷重を減少方向に変更し、
前記接合異常部分に係る前記第2異常判定処理部の判定結果が接合異常有りの場合には、前記制御部は、前記圧搾荷重を増加方向に変更することを特徴とする吸収性物品に係る積層体の圧搾部の検査装置。
【請求項3】
請求項2に記載の吸収性物品に係る積層体の圧搾部の検査装置であって、
前記第1異常判定処理部の穴あき異常の有無の判定は、前記第1二値化処理部で生成された二値化画像のうちで前記一方の値で特定される画像の大きさを示す値に基づいて行われ、
前記画像の大きさを示す値が規定の第1異常判定用閾値よりも大きい場合に、前記第1異常判定処理部は前記穴あき異常有りの判定を下し、
前記第2異常判定処理部の接合異常の有無の判定は、前記第2二値化処理部で生成された二値化画像のうちで前記一方の値ではない方の値で特定される画像の大きさを示す値に基づいて行われ、
前記画像の大きさを示す値が規定の第2異常判定用閾値よりも小さい場合に、前記第2異常判定処理部は前記接合異常有りの判定を下すことを特徴とする吸収性物品に係る積層体の圧搾部の検査装置。
【請求項4】
請求項2又は3に記載の吸収性物品に係る積層体の圧搾部の検査装置であって、
前記平面画像データを第3閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分が含まれるように二値化処理を行う第3二値化処理部と、
前記平面画像データを第4閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記吸収体の前記搬送方向の端部の撮像部分が含まれるように二値化処理を行う第4二値化処理部と、
前記第3二値化処理部で生成された二値化画像及び前記第4二値化処理部で生成された二値化画像に基づいて、前記吸収体に対する前記圧搾部の前記搬送方向に係る相対位置が目標範囲内に入っているか否かの判定を行う第3異常判定処理部と、を有し、
前記第3異常判定処理部の判定結果が、前記目標範囲内に入っていないとの判定の場合には、前記相対位置が前記目標範囲内に入るように、前記制御部は、前記エンボスロールの回転動作を制御することを特徴とする吸収性物品に係る積層体の圧搾部の検査装置。
【請求項5】
請求項1乃至4の何れかに記載の吸収性物品に係る積層体の圧搾部の検査装置であって、
複数の前記積層体は、搬送方向に沿って並んだ状態で搬送され、
前記圧搾部は、前記肌側シートにおける肌側の面に、前記搬送方向と直交する幅方向及び前記搬送方向の両方向に延在する溝状の輪郭部を有し、
前記第1二値化処理部は、前記平面画像における二値化処理の対象領域を内方に区画して限定する少なくとも一つの検査ウインドウを設定し、
前記少なくとも一つの検査ウインドウは、前記圧搾部における前記搬送方向の下流端部の撮像部分に対応して設定される検査ウインドウと、前記圧搾部の前記輪郭部のうちで前記幅方向に括れた部分の撮像部分に対応して設定される検査ウインドウとのうちの何れかであり、
前記第2二値化処理部は、前記平面画像における二値化処理の対象領域を内方に区画して限定する少なくとも一つの検査ウインドウを設定し、
前記少なくとも一つの検査ウインドウは、前記圧搾部における前記搬送方向の上流端の部分であって前記幅方向に沿った前記部分の撮像部分に対応して設定される検査ウインドウと、前記圧搾部の一部であって、前記輪郭部の内方に囲まれた領域を前記幅方向に横断する前記一部の撮像部分に設定される検査ウインドウとのうちの何れかであることを特徴とする吸収性物品に係る積層体の圧搾部の検査装置。
【請求項6】
請求項1乃至5の何れかに記載の吸収性物品に係る積層体の圧搾部の検査装置であって、
複数の前記積層体は、搬送方向に沿って並んだ状態で搬送されており、
前記圧搾部が形成された領域が前記積層体毎に撮像されて前記平面画像データが生成されることを特徴とする吸収性物品に係る積層体の圧搾部の検査装置。
【請求項7】
請求項1乃至3の何れかに記載の吸収性物品に係る積層体の圧搾部の検査装置であって、
前記圧搾部は、前記厚み方向に圧搾された低圧搾部と、前記低圧搾部よりも高い圧縮率で前記厚み方向に圧搾された高圧搾部とを有し、
前記穴あき部分及び前記接合異常部分は、前記高圧搾部に生じ、
前記撮像処理部は、前記積層体を前記厚み方向に透過する透過光を受光して撮像し、
前記第1閾値は、前記高圧搾部の撮像部分の明度と、前記穴あき部分が撮像されている領域の明度との間の値に設定され、
前記第2閾値は、前記高圧搾部の撮像部分の明度と、前記接合異常部分が撮像されている領域の明度との間の値に設定されていることを特徴とする吸収性物品に係る積層体の圧搾部の検査装置。
【請求項8】
液体吸収性素材を素材とする吸収体と、該吸収体を着用者の肌側から覆って積層された肌側シートとが圧搾部によって接合されてなる積層体の圧搾部の検査方法であって、
前記圧搾部は、前記肌側シートの面の所定部分が前記吸収体と共に厚み方向に圧搾されて形成されており、
前記積層体の片面のうちで前記圧搾部が形成された領域を撮像して前記領域の平面画像のデータを平面画像データとして生成することと、
前記平面画像データを第1閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記厚み方向に貫通状態の穴あき部分が撮像されている領域が含まれるように二値化処理を行うことと、
前記第1閾値とは異なる第2閾値に基づいて前記平面画像データを二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記肌側シートと前記吸収体とが未接合状態の接合異常部分が撮像されている領域が含まれるように二値化処理を行うことと、
前記第1閾値に基づいて二値化処理して生成された二値化画像に基づいて、前記穴あき異常の有無の判定を行うことと、
前記第2閾値に基づいて二値化処理して生成された二値化画像に基づいて、前記接合異常の有無の判定を行うことと、を有することを特徴とする吸収性物品に係る積層体の圧搾部の検査方法。
【請求項1】
液体吸収性素材を素材とする吸収体と、該吸収体を着用者の肌側から覆って積層された肌側シートとが圧搾部によって接合されてなる積層体の圧搾部の検査装置であって、
前記圧搾部は、前記肌側シートの面の所定部分が前記吸収体と共に厚み方向に圧搾されて形成されており、
前記積層体の片面のうちで前記圧搾部が形成された領域を撮像して前記領域の平面画像のデータを平面画像データとして生成する撮像処理部と、
前記平面画像データを第1閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記厚み方向に貫通状態の穴あき部分が撮像されている領域が含まれるように二値化処理を行う第1二値化処理部と、
前記第1閾値とは異なる第2閾値に基づいて前記平面画像データを二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記肌側シートと前記吸収体とが未接合状態の接合異常部分が撮像されている領域が含まれるように二値化処理を行う第2二値化処理部と、
前記第1二値化処理部で生成された二値化画像に基づいて、穴あき異常の有無の判定を行う第1異常判定処理部と、
前記第2二値化処理部で生成された二値化画像に基づいて、接合異常の有無の判定を行う第2異常判定処理部と、を有することを特徴とする吸収性物品に係る積層体の圧搾部の検査装置。
【請求項2】
請求項1に記載の吸収性物品に係る積層体の圧搾部の検査装置であって、
複数の前記吸収体は、搬送方向に間欠的に並んだ状態で搬送され、
前記搬送方向に沿って回転するエンボスロールとアンビルロールとの間のロール間隙に、前記吸収体と前記肌側シートとが積層された状態で通される際に、前記エンボスロールと前記アンビルロールとが前記吸収体と前記肌側シートとを圧搾荷重で挟圧することにより、前記圧搾部の形成は行われ、
前記圧搾荷重の大きさは制御部によって制御され、
前記穴あき部分に係る前記第1異常判定処理部の判定結果が穴あき異常有りの場合には、前記制御部は、前記圧搾荷重を減少方向に変更し、
前記接合異常部分に係る前記第2異常判定処理部の判定結果が接合異常有りの場合には、前記制御部は、前記圧搾荷重を増加方向に変更することを特徴とする吸収性物品に係る積層体の圧搾部の検査装置。
【請求項3】
請求項2に記載の吸収性物品に係る積層体の圧搾部の検査装置であって、
前記第1異常判定処理部の穴あき異常の有無の判定は、前記第1二値化処理部で生成された二値化画像のうちで前記一方の値で特定される画像の大きさを示す値に基づいて行われ、
前記画像の大きさを示す値が規定の第1異常判定用閾値よりも大きい場合に、前記第1異常判定処理部は前記穴あき異常有りの判定を下し、
前記第2異常判定処理部の接合異常の有無の判定は、前記第2二値化処理部で生成された二値化画像のうちで前記一方の値ではない方の値で特定される画像の大きさを示す値に基づいて行われ、
前記画像の大きさを示す値が規定の第2異常判定用閾値よりも小さい場合に、前記第2異常判定処理部は前記接合異常有りの判定を下すことを特徴とする吸収性物品に係る積層体の圧搾部の検査装置。
【請求項4】
請求項2又は3に記載の吸収性物品に係る積層体の圧搾部の検査装置であって、
前記平面画像データを第3閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分が含まれるように二値化処理を行う第3二値化処理部と、
前記平面画像データを第4閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記吸収体の前記搬送方向の端部の撮像部分が含まれるように二値化処理を行う第4二値化処理部と、
前記第3二値化処理部で生成された二値化画像及び前記第4二値化処理部で生成された二値化画像に基づいて、前記吸収体に対する前記圧搾部の前記搬送方向に係る相対位置が目標範囲内に入っているか否かの判定を行う第3異常判定処理部と、を有し、
前記第3異常判定処理部の判定結果が、前記目標範囲内に入っていないとの判定の場合には、前記相対位置が前記目標範囲内に入るように、前記制御部は、前記エンボスロールの回転動作を制御することを特徴とする吸収性物品に係る積層体の圧搾部の検査装置。
【請求項5】
請求項1乃至4の何れかに記載の吸収性物品に係る積層体の圧搾部の検査装置であって、
複数の前記積層体は、搬送方向に沿って並んだ状態で搬送され、
前記圧搾部は、前記肌側シートにおける肌側の面に、前記搬送方向と直交する幅方向及び前記搬送方向の両方向に延在する溝状の輪郭部を有し、
前記第1二値化処理部は、前記平面画像における二値化処理の対象領域を内方に区画して限定する少なくとも一つの検査ウインドウを設定し、
前記少なくとも一つの検査ウインドウは、前記圧搾部における前記搬送方向の下流端部の撮像部分に対応して設定される検査ウインドウと、前記圧搾部の前記輪郭部のうちで前記幅方向に括れた部分の撮像部分に対応して設定される検査ウインドウとのうちの何れかであり、
前記第2二値化処理部は、前記平面画像における二値化処理の対象領域を内方に区画して限定する少なくとも一つの検査ウインドウを設定し、
前記少なくとも一つの検査ウインドウは、前記圧搾部における前記搬送方向の上流端の部分であって前記幅方向に沿った前記部分の撮像部分に対応して設定される検査ウインドウと、前記圧搾部の一部であって、前記輪郭部の内方に囲まれた領域を前記幅方向に横断する前記一部の撮像部分に設定される検査ウインドウとのうちの何れかであることを特徴とする吸収性物品に係る積層体の圧搾部の検査装置。
【請求項6】
請求項1乃至5の何れかに記載の吸収性物品に係る積層体の圧搾部の検査装置であって、
複数の前記積層体は、搬送方向に沿って並んだ状態で搬送されており、
前記圧搾部が形成された領域が前記積層体毎に撮像されて前記平面画像データが生成されることを特徴とする吸収性物品に係る積層体の圧搾部の検査装置。
【請求項7】
請求項1乃至3の何れかに記載の吸収性物品に係る積層体の圧搾部の検査装置であって、
前記圧搾部は、前記厚み方向に圧搾された低圧搾部と、前記低圧搾部よりも高い圧縮率で前記厚み方向に圧搾された高圧搾部とを有し、
前記穴あき部分及び前記接合異常部分は、前記高圧搾部に生じ、
前記撮像処理部は、前記積層体を前記厚み方向に透過する透過光を受光して撮像し、
前記第1閾値は、前記高圧搾部の撮像部分の明度と、前記穴あき部分が撮像されている領域の明度との間の値に設定され、
前記第2閾値は、前記高圧搾部の撮像部分の明度と、前記接合異常部分が撮像されている領域の明度との間の値に設定されていることを特徴とする吸収性物品に係る積層体の圧搾部の検査装置。
【請求項8】
液体吸収性素材を素材とする吸収体と、該吸収体を着用者の肌側から覆って積層された肌側シートとが圧搾部によって接合されてなる積層体の圧搾部の検査方法であって、
前記圧搾部は、前記肌側シートの面の所定部分が前記吸収体と共に厚み方向に圧搾されて形成されており、
前記積層体の片面のうちで前記圧搾部が形成された領域を撮像して前記領域の平面画像のデータを平面画像データとして生成することと、
前記平面画像データを第1閾値に基づいて二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記厚み方向に貫通状態の穴あき部分が撮像されている領域が含まれるように二値化処理を行うことと、
前記第1閾値とは異なる第2閾値に基づいて前記平面画像データを二値化処理して二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像における前記圧搾部の撮像部分のうちで、前記肌側シートと前記吸収体とが未接合状態の接合異常部分が撮像されている領域が含まれるように二値化処理を行うことと、
前記第1閾値に基づいて二値化処理して生成された二値化画像に基づいて、前記穴あき異常の有無の判定を行うことと、
前記第2閾値に基づいて二値化処理して生成された二値化画像に基づいて、前記接合異常の有無の判定を行うことと、を有することを特徴とする吸収性物品に係る積層体の圧搾部の検査方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−68537(P2013−68537A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−207698(P2011−207698)
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
[ Back to top ]