
吸収性物品のためのウェブ材料
本開示は一部において、一般的に、胴体下部の周囲で着用される吸収性物品に関連する。吸収性物品は、トップシート、バックシート、トップシートとバックシートとの間に配置された吸収性コアを含むシャーシ、及びシャーシに取り付けられた1対の長手方向バリアカフを含む。各長手方向バリアカフは、材料のウェブから形成される。材料のウェブは、約8マイクロメートル〜約30マイクロメートルの範囲の平均直径を有する繊維を含む第1不織布構成層と、約1マイクロメートル未満の平均直径を有する繊維を含む第2不織布構成層と、約8マイクロメートル〜約30マイクロメートルの範囲の平均直径を有する繊維を含む第3不織布構成層と、を含む。第2不織布構成層は、第1不織布構成層と第3不織布構成層との中間に配置される。

【発明の詳細な説明】
【技術分野】
【0001】
本開示は一般的に、吸収性物品などの消費者製品及びこれを製造するための方法、より具体的には、吸収性物品のためのウェブ材料構成、及びこれを製造するための方法に関連する。
【背景技術】
【0002】
不織布ウェブは、広範な用途において有用であり得る。様々な不織布ウェブは、スパンボンド熱可塑性樹脂(例えば、ポリオレフィン)の外層、及びメルトブローン熱可塑性樹脂の内層を含む、スパンボンド、メルトブローン、スパンボンド(「SMS」)ウェブを含み得る。このようなSMS不織布ウェブは、耐久性のあるスパンボンド層、及び多孔質であるが布地ウェブを通じた体液などの流体の急速な裏抜け又は微生物の通過を抑制し得る内部メルトブローン層を含み得る。このような不織布ウェブが、特定の特性を遂行するために、メルトブローン層は、不織布ウェブの通気性を確保する一方で同時に流体の裏抜けを抑制する繊維寸法及び多孔率を有することが望ましい場合がある。
【0003】
例えば、おむつ、トレーニングパンツ、失禁用ウェア及び女性用衛生物品などの吸収性物品はまた、ライナー、移送層、吸収性媒体、バリア層及びカフ、裏層及び他の構成要素などの多くの目的のために不織布ウェブを使用し得る。多くのこのような用途において、不織布ウェブのバリア特性は、例えば、流体通過に対するバリアとしての性能など、布地ウェブの性能において重要な役割を果たす。吸収性物品は、着用者の肌に隣接するように配置されるよう意図される透過性トップシート、使用中に吸収性物品の外面を形成する液体不透過性バックシート、様々なバリアカフ及びトップシートとバックシートとの間に配置された吸収性コアなどの多数の要素を含み得る。
【発明の概要】
【発明が解決しようとする課題】
【0004】
吸収性物品が製造されるとき、不織布材料などの材料のウェブが互いに結合される。これらの材料の結合は例えば、機械的結合プロセスによって行なわれ得る。これらの機能性を改善しないまでも維持する一方で、ウェブの坪量を低減することによって、吸収性物品の製造コストを低減することは、依然として課題である。例えば、結合されるウェブの合計坪量が、30gsm未満である場合、現在利用可能なスパンボンド又はSMS不織布ウェブの坪量の減少は、遥かに高い結合欠陥の割合を生じ得るものと考えられている。これらの欠陥は、吸収性物品の漏れの増加に繋がり得る。ウェブが一緒に結合される際に、欠陥の割合の低い、高質の結合を有する低坪量ウェブを含む吸収性物品を提供する必要性が依然として存在する。
【0005】
高い製造速度における吸収性物品の製造において使用することができ、長期にわたって顕著な圧縮状態で包装される一方で、良好な触感特性及び低表面張力流体に対する良好なバリア特性を備えた、柔軟な空気透過性(すなわち通気性)、液体バリア材料を達成及び維持する、低坪量不織布ウェブに対する必要性も存在する。利用可能な不織布ウェブの構造的、機械的及び流体処理特性は十分でないものと考えられている。したがって、改善された不織布ウェブ構造に対する必要性も存在する。
【0006】
液体に対するバリアとして機能する要素に不織布ウェブを組み込む吸収性物品は、低表面張力の液体を収容することができるはずである。空気透過性でありながら、良好な低表面張力流体裏抜け時間を達成するために、現在利用可能な不織布ウェブは、多くの場合において、高価な疎水性コーティング又は溶融添加物がウェブに追加されることを必要とする。これらの費用に加えて、コーティング/処理された不織布ウェブは依然として、45mN/m以下の表面張力を有する低表面張力の身体滲出物を収容するために十分でないことがある。結果として、優れたバリア特性を有する、低費用の不織布ウェブで作製された通気性要素を含む吸収性物品に対する必要性が存在する。このような新しい吸収性材料は、吸収性物品の設計の単純化を可能にし、例えば、多層バリアカフ構成を単一層カフ構成と置換する。
【課題を解決するための手段】
【0007】
一実施形態において、本開示の一部は一般的に、胴体下部の周囲で着用される吸収性物品に関連する。吸収性物品は、トップシート、バックシート、トップシートとバックシートとの間に配置された吸収性コアを含むシャーシ、及びシャーシに取り付けられた1対の長手方向バリアカフを含む。各長手方向バリアカフは、材料のウェブから形成される。材料のウェブは、約8マイクロメートル〜約30マイクロメートルの範囲の平均直径を有する第1不織布構成層と、約1マイクロメートル未満の数平均直径、約1.5マイクロメートル未満の質量平均直径及び質量平均直径の数平均直径に対する、約2未満の比率を有する第2不織布構成層と、約8マイクロメートル〜約30マイクロメートルの範囲の平均直径を有する繊維を含む第3不織布構成層と、を含む。第2不織布構成層は、第1不織布構成層と第3不織布構成層との中間に配置される。
【0008】
一実施形態において、本開示の一部は一般的に、胴体下部の周囲で着用される吸収性物品に関連する。吸収性物品は、トップシート、バックシート、トップシートとバックシートとの間に配置された吸収性コアを含むシャーシ、及びシャーシに取り付けられた1対の長手方向バリアカフを含む。各長手方向バリアカフは、材料のウェブから形成される。材料のウェブは、約8マイクロメートル〜約30マイクロメートルの範囲の平均直径を有する第1不織布構成層と、約1マイクロメートル未満の数平均直径、約1.5マイクロメートル未満の質量平均直径、及び約2未満の質量平均直径の数平均直径に対する比率を有する第2不織布構成層と、約8マイクロメートル〜約30マイクロメートルの範囲の平均直径を有する繊維を含む第3不織布構成層と、約1マイクロメートル〜約8マイクロメートルの範囲の平均直径を有する繊維を含む第4不織布構成層と、を含む。第2及び第4不織布構成層は、1不織布構成層と第3不織布構成層との中間に配置される。
【0009】
一実施形態において、本開示の一部は一般的に、胴体下部の周囲で着用される吸収性物品に関連する。吸収性物品は、トップシート、バックシート、トップシートとバックシートとの間に配置された吸収性コアを含むシャーシ、及びシャーシに取り付けられた1対の長手方向バリアカフを含む。各長手方向バリアカフは、材料のウェブから形成される。材料のウェブ112は、約0.4〜約6の範囲の平均デニールを有する繊維を含む第1不織布構成層と、約0.00006〜約0.006の範囲の平均デニールを有する繊維を含む第2不織布構成層と、約0.4〜約6の範囲の平均デニールを有する繊維を含む第3不織布構成層と、を含み得る。第2不織布構成層は、第1不織布構成層と第3不織布構成層との中間に配置される。
【図面の簡単な説明】
【0010】
添付の図面と関連してなされる本開示の非限定的な実施形態の以下の説明を参照すれば、本開示の上記の及び他の特徴と利点、並びにそれらを達成する方法がより明らかとなり、また本開示自体がより理解されよう。
【図1】本開示の1つの非限定的な実施形態による、吸収性物品の平面図。
【図2】図1の吸収性物品の斜視図。
【図3A−1】直線3−3に沿ってとった図1の吸収性物品の断面図。
【図3A−2】直線3−3に沿ってとった図1の吸収性物品の断面図。
【図3B】直線3−3に沿ってとった図1の吸収性物品の断面図。
【図4】本開示の1つの非限定的な実施形態による、材料の不織布ウェブを作製するために使用される成形機の概略図。
【図5】本開示の1つの非限定的な実施形態による、3層構成の材料の不織布ウェブの断面図。
【図6】本開示の1つの非限定的な実施形態による、各不織布構成要素の組成物を示すために、一部を切り取られた、不織布構成層の様々な部分を有する、図5の材料のウェブの斜視図。
【図7】材料のウェブの平面写真。
【図8】カレンダリング結合を通じてとられた、図7の材料のウェブの断面写真。
【図9】本開示の1つの非限定的な実施形態による材料のウェブの平面写真。
【図10】本開示の1つの非限定的な実施形態による、カレンダリング結合を通じてとられた、図9の材料のウェブの断面写真。
【図11】本開示の1つの非限定的な実施形態による、4層構成の材料のウェブの断面図。
【図12】本開示の1つの非限定的な実施形態による、各不織布構成要素の組成を示すために、一部を切り取られた、不織布構成層の様々な部分を有する、図11の材料のウェブの斜視図。
【図13】本開示の1つの非限定的な実施形態による材料のウェブの平面写真。
【図14】本開示の1つの非限定的な実施形態による、図13の材料のウェブの断面写真。
【図15】本開示の1つの非限定的な実施形態による、単純化した動的機械的結合装置を例示する。
【図16】本開示の1つの非限定的な実施形態による、パターンを有する円筒を例示する。
【図17】本開示の1つの非限定的な実施形態による、材料の結合されたウェブの断片の平面図。
【図18A】本開示の様々な非限定的な実施形態による、結合部位のパターン。
【図18B】本開示の様々な非限定的な実施形態による、結合部位のパターン。
【図18C】本開示の様々な非限定的な実施形態による、結合部位のパターン。
【図18D】本開示の様々な非限定的な実施形態による、結合部位のパターン。
【図19】本開示の1つの非限定的な実施形態による、結合部位を例示的に示す、図17の直線19−19に沿ってとった断面図。
【図20】図19の結合部位の断面斜視図。
【図21A】欠陥を判定するための、機械的結合品質及びテンプレート。
【図21B】穴、曇り傷及び断裂の欠陥の、欠陥領域テンプレートの使用。
【図22】実施例1の表1A及び1Bからのデータ。
【図23】実施例1の表1A及び1Bからのデータ。
【図24】実施例1の表1A及び1Bからのデータ。
【図25】実施例1の表1A及び1Bからのデータ。
【図26】実施例2Aの表2Aの様々なサンプルの低表面張力流体裏抜け時間。
【図27】サンプルの数平均直径と比較した、図2Bの表2Bの様々なサンプルの低表面張力流体裏抜け時間。
【図28】表2Cに特定される特性を有する、本開示のSMNSウェブの偏側性。
【図29】本開示のSMNSウェブの低表面張力流体裏抜け時間と比較した様々なSMSウェブの低表面張力流体裏抜け時間。
【図30】本開示のSMNSウェブの低表面張力流体裏抜け時間と比較した様々なSMSウェブの低表面張力流体裏抜け時間。
【図31】実施例3に関して、サンプルG、B及びAの孔径分布。
【図32】坪量COVの関数として、表32の様々なサンプルの結合欠陥。
【図33A】様々な機械的結合の実施例。
【図33B】様々な機械的結合の実施例。
【図33C】様々な機械的結合の実施例。
【図33D】様々な機械的結合の実施例。
【図33E】様々な機械的結合の実施例。
【図33F】様々な機械的結合の実施例。
【図33G】様々な機械的結合の実施例。
【発明を実施するための形態】
【0011】
本明細書に開示される装置、及び方法の、構造、機能、製造、並びに使用の原理について、総合的な理解を提供するために、本開示の様々な非限定的な実施形態を以後記載する。これらの非限定的な実施形態の1つ以上の実施例を添付の図面に示す。本明細書で詳細に説明し、添付の図面に示される装置、及び方法は、非限定的な例の実施形態であり、並びに、本開示の様々な非限定的な実施形態の範囲は、特許請求の範囲によってのみ定義されることが、当業者には理解されよう。1つの非限定的な実施形態に関して示される、又は述べられる特徴は、他の非限定的な実施形態の特徴と組み合わせてもよい。そのような修正及び変形は、本開示の範囲に含まれることが意図される。
【0012】
定義:
本明細書において、次の用語は、次の意味を有する。
【0013】
用語「吸収性物品」とは、身体から排出される様々な滲出物を吸収及び収容するために、着用者の身体に隣接又は近接するように配置されている装置を指す。代表的な吸収性物品は、例えばおむつ、トレーニングパンツ、プルオンパンツタイプおむつ(すなわち、2000年9月19日にAshtonに発行された、米国特許番号第6,120,487号に例示されるような、予備形成された腰部開口部及び脚部開口部を有するおむつ)、再締結可能なおむつ、失禁用ブリーフ及び衣類、おむつホルダー及びライナー、女性用衛生衣類、パンティーライナー、並びに吸収性インサートを含む。
【0014】
用語「空気透過性」は、以下で説明される空気透過性試験によって定義される。空気透過性は、m3/m2/分(m/分)で示される。
【0015】
用語「坪量」は、以下で記載される坪量試験によって定義される。坪量は、グラム/m2(gsm)で示される。
【0016】
用語「結合面積」とは、個別の結合部位の面積を指す。結合面積はmm2で示される。
【0017】
用語「結合密度」は、ある面積における結合部の数である。結合密度は、結合部/cm2で示される。相対的結合面積は、結合密度に結合面積を掛けたものであり(同じ単位面積に全て変換される)、パーセントで提供される。
【0018】
用語「横断方向」とは、機械方向とほぼ垂直な方向を指す。
【0019】
用語「欠陥発生率」は、以下に記載される欠陥発生率試験によって定義される。
【0020】
用語「デニール」は、9000mの繊維当たりの重量(グラム)と等しい繊維の繊度の単位を指す。
【0021】
用語「直径」は、繊維を指すとき、以下で説明される繊維径及びデニール試験によって定義される。直径は、マイクロメートルで示される。
【0022】
用語「伸長性材料」、「延伸性材料」又は「伸縮性材料」は、同じ意味で用いられ、バイアス力を適用すると、EDANA方法20.2−89により測定した際に、完全に破裂又は破壊することなく、その弛緩した元の長さの少なくとも150%の伸長した長さまで伸びる(すなわち、その元の長さの50%を超えて伸びることができる)材料を意味する。このような伸長可能な材料が、適用された力を解放した際に、その伸長の少なくとも40%回復する場合、伸長可能な材料は、「弾性」又は「エラストマー」とみなされる。例えば、100mmの初期長さを有する弾性材料は、150mmまで延びることができ、力を解放した際に、少なくとも130mmの長さまで戻る(すなわち、40%の回復を示す)。材料が、適用された力を解放した最に、その伸長の40%未満回復する場合、伸長可能な材料は、「実質的に非弾性」又は「実質的に非エラストマーとみなされる。例えば、100mmの初期長さを有する弾性材料は、150mmまで延びることができ、力を解放した際に、少なくとも145mmの長さまで戻る(すなわち、10%の回復を示す)。
【0023】
用語「弾性ストランド」又は「弾性部材」は、物品の内部又は外部カフギャザー構成要素の部分であり得る、リボン又はストランドを指す(幅及び高さ又は断面の直径と比較して大きな長さ)。
【0024】
用語「繊維」とは、紡糸プロセス、メルトブローンプロセス、フィルムフィブリル化プロセス、若しくは電界紡糸製造プロセス、又は他の任意の好適なプロセスを通じて生成される、連続的又は非連続的な人工的繊維、フィラメント又は微細繊維のいずれかの種類を指す。
【0025】
用語「フィルム」は、皮膚様構造を有するポリマー材料を指し、これは、個別に区別可能な繊維を含まない。したがって、「フィルム」は、不織布材料を含まない。本明細書における目的のために、皮膚様材料は、穿孔されているか、有孔であるか、ミクロ孔質でありながら、依然として「フィルム」とみなされることがある。
【0026】
用語「グロメットリング」又は「グロメット」は、機械的結合部位の周囲部のあたりに形成される、リング(必ずしも円形又は楕円形ではない)を指す。図19は、底面351bb及びグロメットリング376を有する結合部位351bを示す。
【0027】
用語「疎水性」とは、The American Chemical Society Publication「Contact Angle,Wettability,and Adhesion」(Robert F.Gould編集、1964年に著作権取得)により、90°以上の接触角を有する材料又は組成物を指す。いくつかの実施形態において、疎水性表面は、120°超、140°超、又は更に150°超の接触角を呈し得る。疎水性液体組成物は、一般的に、水に対して不混和性である。用語「疎水性溶融添加物」とは、ホットメルト組成物に添加物として含まれた(すなわち、熱可塑性溶融物にブレンドされた)疎水性組成物を指し、これはその後、繊維及び/又は基材に形成される(例えば、スパンボンディング、メルトブローイング又は押し出しにより)。
【0028】
用語「疎水性表面コーティング」は、表面を疎水性、又はより疎水性にするために、表面に適用された組成物を指す。「疎水性表面コーティング組成物」とは、疎水性表面コーティングを提供するために表面に塗布される組成物のことを意味する。
【0029】
用語「局部坪量変動」は、以下に記載される局部坪量変動試験によって定義される。局部坪量変動は、パーセントで示される。
【0030】
用語「低表面張力流体」は、45mN/m未満の表面張力を有する流体を指す。
【0031】
用語「低表面張力流体裏抜け時間」は、以下に説明される低表面張力流体裏抜け時間試験によって定義される。低表面張力流体裏抜け時間は、秒で示される。
【0032】
用語「機械方向」(MD)は、本明細書において、プロセスを貫流する材料の方向を指すために使用される。
【0033】
用語「質量平均直径」とは、以下に記載される繊維径及びデニール試験によって測定される繊維径から計算される、繊維の質量荷重相加平均径を指す。繊維の質量平均直径は、以下で説明される繊維径計算によって計算される。繊維の質量平均直径はマイクロメートルで示される。
【0034】
不織布サンプルにおける、用語「平均流量孔径」とは、「濡れたサンプル」の孔を通じた流量が、「乾燥サンプル」の孔を通じた流量の50%となる圧力に対応する孔径を指す。平均流量孔径は、以下で説明される孔径分布によって測定される。平均流量孔径は、流量の50%が平均流量孔径よりも大きな孔を通り、残りの流量が平均流量孔径よりも小さい孔を通るようなものである。平均流量孔径は、マイクロメートルで説明される。
【0035】
用語「カレンダー結合」又は「熱結合」とは、結合部内のポリマーが一緒に溶融して連続的なフィルム様材料を形成するように、圧力及び温度によって不織布の繊維の間に形成される結合部を指す。用語「カレンダー結合部」は、接着剤を使用して形成される、又は以下の機械的結合部により定義される圧力のみの使用を通じて形成される結合部を含まない。用語「熱結合」又は「カレンダー結合」は、熱結合を生成するために使用されるプロセスを指す。
【0036】
用語「機械的結合部」とは、意図的な熱の適用を伴わずに、圧力、超音波取り付け、及び/又は他の機械的結合プロセスによって、2つの材料の間に形成される結合部を指す。用語、機械的結合は、接着剤を使用して形成される結合部を含まない。
【0037】
用語「機械的結合部」とは、機械的結合部を生成するために使用されるプロセスを指す。
【0038】
本発明で使用する場合、用語「不織布」とは、連続的な(長い)フィラメント(繊維)及び/又は不連続な(短い)フィラメント(繊維)から、例えば、スパンボンディング、メルトブローン、カーディング及びその類のプロセスなどから作製される多孔質な繊維状材料を意味する。「不織布」は、フィルム、織布、又は編んだ布地を含まない。
【0039】
用語「不織布」は、材料のウェブの、1枚のシート、プライ又は層を指す。
【0040】
用語「数平均直径」、あるいは、「平均直径」は、以下で説明される繊維径及びデニール試験によって測定される、繊維径から計算される繊維の相加平均を指す。繊維の数平均直径は、以下で説明される繊維径計算によって計算される。繊維の数平均直径はマイクロメートルで示される。
【0041】
用語「多分散性」とは、質量平均直径の数平均直径に対する比率により算出される分布の幅の測定値を指す。
【0042】
用語「多孔率」とは、材料から構成される繊維の不織布層の、空隙容積の量を指し、(1−[坪量]/[厚さ×材料密度])として計算されて、単位は、これが相殺されるように調整される。
【0043】
用語「相対標準偏差」(RSD)とは、一連の測定値の統計的標準偏差を、一連の測定値の統計的平均値で除することによって計算される、正確性の値を指す。これは、多くの場合において、変動係数、すなわちCOVと称される。
【0044】
用語「ウェブ」又は「材料のウェブ」は、不織布又はフィルムなどのシート様構造を指す。
【0045】
不織布ウェブなどの材料の不織布ウェブは、機械的、熱的又は化学的結合プロセスを使用して一緒に結合した個別の不織布構成要素のシートを含み得る。不織布ウェブは、個別の繊維から、溶融プラスチックから、及び/又はプラスチックフィルムから直接作製された平坦な多孔性シートとして形成され得る。いくつかの不織布構造は、例えば、裏張りシートによって強化又は補強され得る。不織布構造は、限定された寿命の、単回使用の布地、又は非常に耐久性の高い布地であり得る、人工的に作り出した布地であり得る。様々な実施形態において、不織布ウェブは吸収性、撥水性、弾力性、伸張、柔軟性、強度などの特定の機能を提供する。これらの特性は多くの場合において組み合わされて、特定の用途に適した繊維を生成し、一方で製品の有用な寿命と費用との間の良好なバランスを達成する。
【0046】
溶融材料及び典型的には熱可塑性樹脂の連続的及び非連続的繊維紡糸技術は一般的に、スパンメルト技術と称される。スパンメルト技術は、メルトブローイングプロセス及びスパンボンディングプロセスを含む場合がある。スパンボンディングプロセスは、溶融ポリマーを供給する工程を含み、これはその後、圧力下において、紡糸口金又はダイとして既知のプレートの多数の開口部を通じて押し出される。生じた連続的な繊維は急冷されて、例えば、スロット延伸システム、繊細化ガン、又はゴデットロールなどの多くの方法のいずれかによって延伸される。スパンレイイング又はスパンボンディングプロセスにおいて、連続的な繊維は、例えば、ワイヤメッシュコンベヤーベルトなどの移動する小孔性表面上に、遊離したウェブとして回収される。多層ウェブを形成するために、2つ以上の紡糸口金が一列で使用される場合、続く不織布構成要素層は、前に形成された不織布構成要素の最外表面上に回収される。
【0047】
メルトブローイングプロセスは、不織布材料の層を形成するためのスパンボンディングプロセスと関連し、溶融ポリマーは圧力下で、紡糸口金又はダイの開口部を通じて押し出される。高速ガスが、ダイを出る繊維に衝突し、これを繊細化する。この工程のエネルギーは、不定の長さのマイクロ繊維が生成されるように、形成された繊維の直径が大幅に低減し、断裂するようなものである。これは、繊維の連続性が一般的に維持されるスパンボンディングプロセスとは異なる。多くの場合、メルトブローン不織布構造が、スパンボンド不織布構造に追加されて、スパンボンド、メルトブローン(「SM」)ウェブ、又はスパンボンド、メルトブローン、スパンボンド(「SMS」)ウェブを形成し、これらはバリア特性を有する強いウェブである。
【0048】
微細繊維を生成するための他の方法は、溶融フィブリル化、及び電界紡糸を含む。溶融フィブリル化は、1つ以上のポリマーが溶解されて多くの可能な構成に押し出され(例えば、共押出し、均質又は二成分フィルム又はフィラメント)、その後フィラメントへとフィブリル化又は繊維化されるものとして定義される、一般的な分類の繊維生成である。メルトブローイングは、このような特定の方法である(本明細書において記載される)。溶融フィルムフィブリル化は、サブミクロン繊維を生成するために使用され得る別の方法である。溶融フィルムが溶解物から生成され、その後溶融フィルムから繊維を形成するために流体が使用される。この方法の例は、米国特許番号第6,315,806号、同第5,183,670号、及び同第4,536,361号(Torobinら)、並びにRenekerらの米国特許番号第6,382,526号、同第6,520,425号、及び同第6,695,992号(University of Akronに譲渡)を含む。Torobinによるプロセスは、1つの共軸環状ノズル又はその配列を含み、フィルムの管を形成し、これはこの環状フィルム内を流れる高速空気流によってフィブリル化される。他の溶融フィルムフィブリル化方法及びシステムは、2008年4月24日に公開された、米国特許公開番号第2008/0093778号(Johnsonら)、2009年12月3日に公開された、米国特許番号第7,628,941号(Krauseら)、及び米国特許出願公開番号第2009/0295020号(Krauseら)に記載され、均一の狭い繊維分布を提供し、例えば、単一繊維化ポリマー溶融物(一般的に「ショット」と称される)、フライ及びダストなどの、繊維の欠陥を低減又は最小化する。これらの方法及びシステムが、吸収性衛生物品の均一な不織布ウェブを更に提供する。
【0049】
電界紡糸は、サブミクロン繊維を製造するために一般的に使用される方法である。この方法において、典型的には、ポリマーは溶媒内に溶解されて、一端で封止され、他端の局部的に細くなった部分に小さな開口部を有する、チャンバ内に配置される。その後、高電位差が、ポリマー溶液と、チャンバの開放端部付近のコレクタとの間に印加される。このプロセスの製造速度は非常に遅く、繊維は典型的には非常に少量で製造される。サブミクロン繊維の製造のための別の紡糸技術は、溶媒を使用する、溶液又はフラッシュ紡糸である。
【0050】
電界紡糸によって生成されるサブミクロン直径繊維と、溶融フィブリル化、すなわち化学組成物で生成されるものとの間には明確な差異が存在する。電界紡糸サブミクロン繊維は一般的に、溶融フィブリル化によって生成される繊維よりも分子量の低い可溶性ポリマーで生成される。商業的に実施可能な電界紡糸方法は、米国特許番号第7,585,437号(Jirsakら)、米国特許番号第6,713,011号(Chuら)、及び米国特許出願公開番号第2009/0148547号(Petrasら)に記載されている。電界紡糸は、最近では、定期的刊行物POLYMER 45(2004)pp.7597〜7603にて発行された、Lyonsらによる「Melt−electrospinning Part I:Processing Parameters and Geometric Properties」及び定期刊行物POLYMER 47(2006)pp.7497〜7505において発行された、Zhouらによる「The Thermal Effects on Electrospinning of Polylactic Acid Melts」という参照文献に記載されるように、ポリマー溶液ではなく、溶融ポリマーと組み合わせて研究されている。これらの研究における研究者は、サブミクロン(すなわち、1マイクロメートル未満)の溶液電界紡糸繊維に対して、電界紡糸繊維が一般的に1マイクロメートル超平均直径を有することを観察してきた。繊維径を低減するために、研究者は極最近、プロセス及びポリマーパラメーターの最適化を始めた。一般的に、研究者の目標は、数平均直径を低減することであり、質量平均直径を低減すること、及び繊維径分布を狭めることではなかった。定期刊行物POLYMER ENGINEERING AND SCIENCE 49(2009)pp.391〜396において発行された、Kongらの「Effects of the Spin Line temperature Profile and Melt Index of Poly(propylene)on Melt−electrospinning」(1500メルトフローインデックスのポリプロピレンを使用し、20マイクロメートルの平均繊維径)、定期刊行物FIBERS AND POLYMERS 10(2009)pp.275〜279において発行されたKadomaeらによる「Relation Between Tacticity and Fiber Diameter in Melt−electrospinning of Polypropylene」(12,000及び205,000分子量のポリプロピレンを使用して5〜20マイクロメートルの範囲の繊維径)、及びIEEE International Conference on Properties and Applications of Dielectric Materialsの会議録(2009,pp.1223〜1226)において公開されたYangらの、「Exploration of Melt−electrospinning Based on the Novel Device」という研究により、溶解紡糸の改善は、一定程度繊維径が低減し得ることを示すが、依然として1マイクロメートル超(一般的に、12,000ダルトン〜200,000ダルトンの範囲の分子量のポリプロピレンにおいて、2マイクロメートル〜40マイクロメートルの範囲)である(最も微細な繊維径が5マイクロメートル)。より最近では、溶解電界紡糸は、定期刊行物POLYMER 51(2010)pp.274〜290によって発行される、Zhmayevらの「Modeling of Melt Electrospinning for Semi−crystalline Polymers」によってモデル化された。更に彼らのモデルは、溶解電界紡糸ナイロン6(メルトフローインデックス3)の繊維径が、実験によって得られるものと同様に、2マイクロメートルであることを示している。Daltonらによる従来技術、Phenomenological Observations」は、溶解電界紡糸高分子量ポリプロピレン繊維(15cm3/10分〜44cm3/10分のMFI)の繊維径が、1.5%の粘度低減添加剤、例えば Irgatec CR 76(Ciba Specialty Chemicals,Switzerland)を追加することによってサブミクロンまで、大幅に低減され得ることを示している。しかしながら、例えば、Irgatec CR 76などの粘度低減添加剤が、米国特許番号第6,949,594号(Rothら)及び、International Nonwovens Technical Conference,2005,St.Louis,Missouri,USAの会議会報における、Gandeらによる「Peroxide−free Vis−breaking Additive for Improved Qualities in Meltblown Fabrics」に記載されるように、ポリマーの分子量を大幅に低減する。したがって、溶解電界紡糸繊維は、商業的等級の高分子量ポリマーを使用し、一般的に1マイクロメートル超の繊維径、又は広い繊維径分布に繋がる高い標準偏差を有する。また、ポリマー溶解物の良好な電界紡糸において使用されるポリマーは、低分子量のポリマーを使用する(例えば、Zhouらによって使用される紡糸繊維において、186,000ダルトンから開始し、実際に40,000ダルトンまで低下するPLAの場合(分子量を低減させる溶解粘度を低減させるための、Daltonらによる粘度低減添加剤Irgatec CR 76を使用する))。これは、溶解フィブリル化プロセスにおいて使用されるPLAと比較され、ここで例えば、Natureworks 6202D樹脂は、140,000ダルトンの分子量から始まり、(溶解電界紡糸繊維の40,000に対して)130,000〜135,000ダルトンの分子量までしか「低下」しない。また、他の等級のPLA(例えば、95,000〜128,000の分子量)は、純樹脂から繊維形態まで、10,000未満、又は更に1,000ダルトン未満(10%又は1%未満)分子量が低下する。したがって、現在の、溶解電界紡糸プロセスを含む電界紡糸プロセスは、スループットが低いだけではなく、これは本開示の微細繊維(すなわち、第2不織布構成層)から構造的及び化学的に別個である。しかしながら、本明細書において記載されるように、より高いスループット、及びより狭いサブミクロン直径分布の微細繊維の製造に向けた電界紡糸方法を開発することが望ましい。
【0051】
様々な実施形態において、不織布構造の繊維は、例えば、ポリエステル(PET及びPBT、ポリ乳酸(PLA)、及びアルキドを含む)、ポリオレフィン(ポリプロピレン(PP)、ポリエチレン(PE)及びポリブチレンを含む)、エチレン及びプロピレンからのオレフィンコポリマー、エラストマーポリマー(熱可塑性ポリウレタン(TPU)、及びスチレンブロックコポリマー(直鎖及びラジアルジ及びトリブロックコポリマー、例えば、様々な種類のKraton)を含む)、ポリスチレン、ポリアミド、PHA(ポリヒドロキシアルカノエート)、及び例えばPHB(ポリヒドロキシブチレート)、並びにデンプン系組成物(例えば熱可塑性デンプンを含む)から作製され得る。上記のポリマーは、ホモポリマー、コポリマー、例えば、エチレン及びプロピレンのコポリマー、ブレンド、並びにこれらの合金として使用され得る。
【0052】
おむつ、紙タオル、女性用ケア製品、失禁用製品及び同様の材料などの様々な大量生産消費者製品は、これらの製造において、不織布ウェブ、例えばSMSウェブを使用する。SM及びSMSの最大のユーザーの1つは、使い捨ておむつ及び女性用ケア製品産業である。しかしながら、不織布ウェブが吸収性物品内に組み込まれるとき、SMS構造の表面エネルギーと同様のレベルの表面張力を有する流体に対するバリアを達成することは、場合によっては困難である。例えば、いくつかのSMSウェブは、例えば、PPによって作製される場合に、およそ30mN/mの表面エネルギーレベルを有することがあり、一方で遮断されようとする流体(乳幼児の尿又は液状の糞便)は、40〜50mN/m、又はいくつかの場合においては、32〜35mN/mの低さの表面張力を有し得る。例えば、バリアレッグカフなどの吸収性物品の様々な構成要素に関し、所望の流体バリアを達成するために、疎水性表面コーティングがウェブに適用されてもよく、又は疎水性溶解添加物が、不織布ウェブの製造において使用され得る。このような技術は、しかしながら、吸収性製品に関連する製造費用を増加させることがあり、かつ一般的に製造の複雑性を増加させる。親水性界面活性剤又は材料が、吸収性物品の他の部分(例えば、トップシート)において使用される場合、これらは湿潤及び/乾燥条件において、他の吸収性物品構成要素へと移動する又は流され得る。乾燥条件において、例えば、親水性界面活性剤又は材料は、吸収性物品が製造及び包装された後、数週間にわたって保管される間に、移動することがあり、バリアカフに付着し、したがって、場合によっては漏れ速度の増加につながる。加えて、湿潤条件において、親水性表面又は材料はまた、例えば、おむつトップシートから流されることがあり、その後バリアカフに付着し、やはり場合によって漏れ速度の増加につながる。ウェブにおける追加的な親水性材料の1つの利点は、これらが親水性界面活性剤に抵抗し、これを弾くということである。したがって、追加的な複雑性及び費用を有さずにこの利益を組み合わさることが望ましい。
【0053】
上記に加え、例えば、SMSウェブなどの、不織布ウェブを通じて延びる多くの望ましくない孔が、様々な構造の機械的構造プロセス中に生成され得る。現在の装置及びプロセスは、プロセスにより生成される多くの孔を増加させることなく、圧力/剪断結合を使用して、25gsm未満の合計坪量のSMS及びスパンボンド(S、SS、SSS)の組み合わせを結合するために十分ではない。孔は、SMS又はSSウェブの薄い領域を通じた結合ナブの穿孔により生じる。結合した材料を通じた孔の増加は、より高い製品故障率(すなわち、漏れ)を生じる。このような不織布ウェブを組み込む吸収性物品がその後着用者によって着用されるとき、孔の存在は望ましくない漏れを生じ得る。
【0054】
上記の観点から、一定のパラメーターを超える低い坪量、十分な空気透過性(すなわち、通気性)、十分な触感特性、及び低表面張力流体裏抜け時間を有している低費用不織布ウェブが望ましい。不織布材料が、特により低い坪量(例えば、25gsm未満、あるいは15gsm未満、あるいは13gsm未満及びあるいは10gsm未満)において、より高い構造的均一性(例えば、より低い局部坪量変動)を有することがまた望ましい。25gsm以下の不織布ウェブにおける構造的均一性の増加は、機械的結合プロセス中に生じる欠陥(例えば、孔)の量を低減する。特にバリアカフ材料に関し、一実施形態において、特に最近及び今後の傾向である「身体にフィットする」おむつ設計及びより薄い吸収性コアにおいて、吸収性コアに流体を吸収するためにより多くの時間を与えるために、底表面張力身体滲出物に対するバリアを改善した、柔軟な低坪量ウェブを有することが望ましい。
【0055】
以下でより詳細に記載されるように、1マイクロメートル未満の平均直径を有する微細繊維(「N−繊維」)を有する不織布構成層(「N−繊維層」)が他の不織布構成層に追加されるか、ないしは別の方法で組み込まれて、材料の不織布ウェブを形成してもよい。いくつかの実施形態において、N−繊維層は、例えばSNS不織布ウェブ又はSMNS不織布ウェブを製造するために使用され得る。N−繊維は、例えば、ポリエステル(PET及びPBT、ポリ乳酸(PLA)、及びアルキドを含む)、ポリオレフィン(ポリプロピレン(PP)、ポリエチレン(PE)及びポリブチレンを含む)、エチレン及びプロピレンからのオレフィンコポリマー、エラストマーポリマー(熱可塑性ポリウレタン(TPU)、及びスチレンブロックコポリマー(直鎖及びラジアルジ及びトリブロックコポリマー、例えば、様々な種類のKraton)を含む)、ポリスチレン、ポリアミド、PHA(ポリヒドロキシアルカノエート)、及び例えばPHB(ポリヒドロキシブチレート)及びデンプン系組成物(熱可塑性デンプンを含む)から選択される、ポリマーを含み得る。上記のポリマーは、ホモポリマー、コポリマー、例えば、エチレン及びプロピレンのコポリマー、ブレンド、並びにこれらの合金として使用され得る。N−繊維層は、例えば、カレンダー結合プロセス(熱点結合とも称される)などの任意の好適な結合技術によって、他の不織布構成層に結合され得る。
【0056】
いくつかの実施形態において、不織布ウェブのN−繊維層の使用は、疎水性コーティング又は親水性溶解添加物で処理された他の不織布ウェブと同じぐらいの高さの低表面張力バリアを提供し、かつ依然として低坪量(例えば、15gsm未満、又は代替的に13gsm未満)を維持する。N−繊維層の使用はまた、少なくともいくつかの実施形態において、従来的に二重ウェブ層構成を使用した用途における単一ウェブ層構成において使用され得る、柔軟かつ通気性(すなわち、空気透過性)不織布材料を提供し得る。更に、いくつかの実施形態において、N−繊維層の使用は少なくとも、親水性界面活性剤のウェブへの望ましくない移動を少なくとも低減することがあり、したがって、関連する吸収性物品に関してより良好な漏れ防止を最終的に生じ得る。また、同様の坪量を有するSMSウェブと比較すると、N繊維層を含む不織布ウェブの使用は、機械的結合プロセス中に生じる多くの欠陥(すなわち、機械的結合部位を通じた孔又はピンホール)を低減することができる。
【0057】
いずれの特定の理論にも拘束されることを意図せず、本明細書において開示されるウェブの流体バリア特性に関して、繊維の密接性又は近接性を伴って、N−繊維層の使用によりウェブに形成される孔の小さな寸法は、低表面張力流体が孔を透過するために必要な静水圧を増加させ、毛細管牽引力を潜在的に増加させると考えられる。微細孔が、ウェブの微細孔を通過する低表面張力流体に適用される毛細管牽引力を増加させ、低表面張力流体裏抜けを遅延させ得る。更に、例えば、孔寸法分布の狭さ、平均流量孔径、及び孔径分布の様式など、平均孔径以外の、孔構造の多くの態様が関連することが見出される。
【0058】
以下でより詳細に記載されるように、N−繊維層を組み込む材料のウェブは、様々な吸収性物品の構成において使用され得る。一実施形態において、本開示の吸収性物品は、液体透過性トップシート、トップシートに取り付けられた、又は接合されたバックシート、及びトップシートとバックシートとの間に配置された吸収性コアを含み得る。吸収性物品と、トップシート、バックシート、吸収性コア、及びこれらの構成要素の任意の別個の層を含む、その構成要素は一般的に内面(又は着用者に面する表面)、及び外面(又は衣類に面する表面)を有する。
【0059】
以下の記載は一般的に、例えば、使い捨ておむつなどの吸収性物品において使用され得る、吸収性コア、トップシート及びバックシートを説明する。この一般的な説明は、以下で更に記載される図1、2及び3A〜3Bに示される特定の吸収性物品の構成要素、及び本明細書において記載される他の吸収性物品に当てはまることが理解される。
【0060】
図1は、本開示の1つの非限定的な実施形態による、吸収性物品10の平面図である。吸収性物品10は平坦な非収縮状態で例示される(すなわち、例示のためにその弾性的に組み込まれた収縮部が取り除かれ、吸収性物品10の構成をより明確に示すために吸収性物品10の部分が切り取られている)。着用者と反対側を向く吸収性物品10の部分が観察者に向けられている。図2は、部分的に収縮した状態の、図1の吸収性物品10の斜視図である。図1に示されるように、吸収性物品10は、液体透過性第1トップシート20、トップシート20と接合された液体不透過性バックシート30、及びトップシート20とバックシート30との間に位置付けられる吸収性コア40を含み得る。吸収性コア40は、外面(又は衣類に面する表面)42、内面(又は着用者に面する表面)44、側縁部46及び腰縁部48を有する。一実施形態において、吸収性物品10は、ガスケットバリアカフ50及び長手方向バリアカフ51を含み得る。長手方向バリアカフ51は、いくつかの実施形態において、中央長手方向軸59とほぼ平行に延びている。例えば、長手方向バリアカフ51は、実質的に2つの端縁部57の間に延びてもよい。吸収性物品10は、60として表記される弾性ウエスト機構多プライ(本明細書においてウエストバンド又はベルトとも呼ばれる)、及び一般に70として表記される締着装置多プライを含んでよい。
【0061】
一実施形態において、吸収性物品10は、外側表面52、外側表面52と反対側の内側表面54、第1腰部区域56、第2腰部区域58、並びに長手方向縁部55及び端縁部57によって画定される周辺部53を有し得る。(当業者は、おむつなどの、吸収性物品は、本出願においては用語を単純にするために、1対の腰部区域及び腰部区域の間の股部区域を有するものとして通常記載されることを理解するが、吸収性物品10は、典型的に股部の部分として設計される吸収性物品の一部を含む、腰部区域のみを有するものとして記載される)。吸収性物品10の内側表面54は、使用時に着用者の身体に隣接して位置付けられる吸収性物品10の部分(すなわち、内側表面54は、一般に少なくとも第1トップシート20の一部分及びトップシート20に接合されてよい他の構成要素により形成される)を含む。外側表面52は、着用者の体と反対側に位置付けられる吸収性物品10の部分(すなわち、外側表面52は、一般にバックシート30の少なくとも一部分とバックシート30に接合されてよい他の構成要素により形成される)を含む。第1腰部区域56及び第2腰部区域58は、それぞれ、周辺部53の端縁部57から吸収性物品10の横中心線(断面線3−3)まで延びる。
【0062】
図2は、本開示の非限定的な実施形態による、1対の長手方向バリアカフ51を含む、吸収性物品10の斜視図を示す。図3は、図1の直線3−3に沿って取った断面図を表す。
【0063】
一実施形態において、吸収性コア40は、吸収性物品10と適合する任意の寸法又は形状を取り得る。一実施形態では、吸収性物品10は、第1腰部区域56において側縁部46が狭窄部を有するが、第2腰部区域58においてはほぼ長方形の形状を保つ、非対称的な変形T字型の吸収性コアアセンブリ40を有しうる。吸収性コアの構造は一般的に、当該技術分野において既知である。吸収性コア40として使用するための様々な吸収性構造は、1986年9月9日にWeismanらに発行された米国特許番号第4,610,678号、1987年7月16日にWeismanに発行された同第4,673,402号、1989年12月19日にAngstadtに発行された同第4,888,231号、及び1989年5月30日にAlemanyらに発行された同第4,834,735号に記載されている。一実施形態において、吸収性コア40は、吸収性保存コアの上に位置付けられる、化学的に硬化させた繊維の補足/分配コアを収容する二重コアシステムを含み得る(1993年8月10日にAlemanyに発行された米国特許番号第5,234,423号、及び1992年9月15日に、Youngらに発行された同第5,147,345号に記載される)吸収性コア40はまた、コアカバー41(図3A〜Bに示され、以下で詳細に記載される)、及び吸収性コア40とバックシート30との間に配置された不織布ダスティング層を含み得る。
【0064】
一実施形態において、吸収性物品10のトップシート20は、トップシート20を通じた流体(例えば、尿、経血及び/又は液状の糞便)の迅速な移動を促進する親水性材料を含み得る。トップシート20は、可撓性で柔軟な感触を有し、着用者の皮膚に対して刺激を与えないものとすることができる。更に、トップシートは液体透過性であり得、液体(例えば、経血、尿、及び/又は液状の糞便)は容易にその厚さを貫通することを可能にする。一実施形態において、トップシート20は親水性材料で作製されてもよく、又は少なくともトップシートの上面が親水性となるように処理されてもよく、それによって流体はトップシートを通じてより迅速に移動し、吸収性コア40に入る。これにより、身体排泄物が、トップシート20を通じて引き込まれて吸収性コア40によって吸収されずに、トップシート20から流れ出るという傾向が低減される。トップシート20は、例えば、界面活性剤でこれを処理することによって親水性にされ得る。トップシート20を界面活性剤で処理するための好適な方法は、トップシート20に界面活性剤を噴霧すること、及びトップシート20を界面活性剤内に浸漬することを含む。このような処理のより詳細な説明は、1991年1月29日にReisingに発行された、米国特許番号第4,988,344号、及び1991年1月29日にReisingに発行された同第4,988,345号に含まれる。
【0065】
一実施形態において、バックシート30は、低表面張力流体(例えば、経血、尿及び/又は液状の糞便)に対して不透過性であってもよく、又は少なくとも部分的に不透過性であってもよい。バックシート30は、薄いプラスチックフィルムから製造され得るが、他の可撓性の流体不透過性材料も使用されてよい。バックシート30は、吸収性コア40に吸収及び収容された滲出物が、例えば、ベッドシート、衣類、パジャマ及び下着など、吸収性物品10と接触する物品を濡らすことを防ぐか、又は少なくとも抑制し得る。バックシート30は、織布若しくは不織布ウェブ、ポリエチレン若しくはポリプロピレンの熱可塑性フィルム等の高分子フィルム、及び/又はフィルムコーティング不織布材料若しくはフィルム不織布積層体等の複合材料を含んでよい。一実施形態において、好適なバックシート30は、0.012mm(0.5ミル)〜0.051mm(2.0ミル)を有するポリエチレンフィルムであり得る。代表的なポリエチレンフィルムとしては、Clopay Corporation(Cincinnati,Ohio)よりP18−1401の表記で、またTredegar Film Products(Terre Haute,Ind)よりXP−39385の表記で製造されるものがある。バックシート30は、より布様の外観をもたらすために、エンボス加工及び/又はつや消し仕上げされてもよい。更に、バックシート30は、上記を吸収性コア40から逃すことができ(すなわち、バックシート30は通気性であり、十分な空気透過性を有する)、一方で依然として滲出物がバックシート30を通過するのを防ぐ。バックシート30の大きさは、吸収性コア40の寸法及び選択される厳密な吸収性物品の設計により決定され得る。一実施形態において、バックシート30は、以下でより詳細に記載されるように、SNS及び/又はSMNSウェブを含み得る。
【0066】
吸収性物品10の他の任意の要素は、締結システム70、伸縮性サイドパネル82、及び腰部機構60を含み得る。締着装置70は、横方向の張力が吸収性物品10の周囲で保持され、吸収性物品10を着用者に保持するように、重なり合う構成で、第1腰部区域56及び第2腰部区域58の接合を可能にする。代表的な締結システム70は、1989年7月11日にScrippsに発行された米国特許番号第4,846,815号、1990年1月16日にNestegardに発行された同第4,894,060号、1990年8月7日にBattrellに発行された同第4,946,527号、1974年11月19日にBuellに発行された同第3,848,594号、1987年5月5日にHirotsuらに発行された同第4,662,875号、及び1992年9月29日にBuellらに発行された同第5,151,092号に記載される。ある実施形態において、締着装置70は省略されてよい。実施形態において、予め形成された腰開口部及び脚部開口部を有するパンツ型おむつを形成して、吸収性物品製造業者により腰部区域56及び58が接合されてよい(すなわち、腰部開口部及び脚部開口部を形成するためにおむつのエンドユーザーによる操作が必要ない)。パンツ型おむつはまた一般的に「閉じたおむつ」、「予め締結されたおむつ」、「プルオンおむつ」、「トレーニングパンツ」、及び「おむつ・パンツ」と称される。好適なパンツは、1993年9月21日にHasseらに発行された米国特許番号第5,246,433号、1996年10月29日にBuellらに発行された同第5,569,234号、2000年9月19日にAshtonに発行された同6,120,487号、2000年9月19日にJohnsonらに発行された同第6,120,489号、1990年7月10日にVan Gompelらに発行された同第4,940,464号、及び1992年3月3日にNomuraらに発行された同第5,092,861号に開示されている。一般に、腰部区域56及び58は、恒久的な又は再締結可能な結合方法により接合されてよい。
【0067】
いくつかの実施形態において、吸収性物品10は、少なくとも1つのバリア部材を含み得る。一実施形態において、バリア部材は吸収性物品10に接合される、これに適用される及び/又はこれと共に形成されて、吸収性物品10のバリア特性を改善する、物理的構造である。一実施形態において、バリア部材は、コアカバー、外側カバー、長手方向バリアカフ、ガスケットカフ、伸縮性トップシート及びこれらの組み合わせなどの構造を含み得る。以下でより詳細に記載されるように、バリア部材がSNSウェブ及び/又はSMNSウェブを含むことが望ましい場合がある。
【0068】
一実施形態において、吸収性物品10は、流体及び他の身体滲出物の改善された収容性を提供し得る、1つ以上の長手方向バリアカフ51を含み得る。長手方向バリアカフ51は、レッグカフ、バリアレッグカフ、長手方向レッグカフ、レッグバンド、サイドフラップ、弾性カフ又は「起立」伸縮性フラップと称され得る。弾性部材は、1つ以上の弾性部材63により、長手方向バリアカフ51に付与され得る。弾性部材63は、長手方向バリアカフ51に弾性を提供してもよく、長手方向バリアカフ51を「起立」位置に維持することを補助してもよい。1975年7月14日にBuellに発行された米国特許番号第3,860,003号は、弾性脚部カフを提供するために、サイドフラップ及び1つ以上の弾性部材を有する、収縮可能な脚部開口部を提供する使い捨ておむつを記載する。1989年2月28日、及び1990年3月20日にそれぞれAzizらに発行された、米国特許番号第4,808,178号及び同第4,909,803号はそれぞれ、吸収性物品10の脚部開口部に、収容性を改善する「起立」伸縮性フラップを含む、吸収性物品について記載している。加えて、いくつかの実施形態において、1つ以上の長手方向バリアカフ51は、1つ以上のガスケットカフ50と一体であり得る。例えば、長手方向バリアカフ51及びガスケットカフ50は、図3A〜3Bに例示される、材料の単一のウェブから形成され得る。長手方向バリアカフ51のように、ガスケットカフ50は、1つ以上の弾性部材62を含み得る。
【0069】
図3A〜Bは、直線3−3でとった図1の吸収性物品10の断面図を示す。図3A〜Bは、様々なカフ構成を表す。しかしながら、本開示の趣旨及び範囲から逸脱することなく、カフ構成に修正を加えることができる。図3A〜Bにはガスケットカフ50及びバリアカフ51が両方とも示されているが、単一のカフの構成も同様に実施することが可能である。図3Aは、1つの非限定的な実施形態により、ガスケットカフ50及び長手方向バリアカフ51構成を例示する。両方のカフ50、51は、例えば、SNSウェブ又はSMNSなどの共通のウェブ65を有し得る。長手方向バリアカフ51は単一の層構成で示され、長手方向バリアカフ51の横方向幅の実質的な部分にわたり、ウェブ65の単一プライを含む。図3Bは、別の非限定的な実施形態による、多層構成の長手方向バリアカフ51を有する、ガスケットカフ50及び長手方向バリアカフ51を例示する。多層構成において、ウェブ(例えば、SNSウェブ又はSMNSウェブ)の少なくとも2つのプライが、長手方向バリアカフ51の横方向幅の実質的な部分にわたって存在する。業者らは、ウェブ65の厳密な構成が、様々な実施形態において変更され得ることを理解する。
【0070】
様々な好適な材料が、上記カフのウェブ65として使用されてよい。好適な実施形態は、複数の層、例えば、2つのスパンボンド層、及び2つのスパンボンド層の間に配置された、少なくとも1つのN−繊維層を含む、ウェブ65を有し得る(以下に、より詳細に記載される)。以下に、より詳細に記載されるように、ウェブ65のいくつかの実施形態は、疎水性材料を含み得る。
【0071】
図3A〜Bに示されるように、コアカバー41が、吸収性物品10のいくつかの実施形態に含まれて、吸収性コア40に構造的一体性を提供し得る。コアカバー41は、セルロース系材料及び吸収性ゲル材料(両方とも物理的なバリアがないと移動し、動き、又は空気で運ばれる傾向がある)等の、吸収性コア40の構成要素を含有してよい。図3A〜3Bに示すように、コアカバー41はコア40を完全に被覆してもよく、又は吸収性コア40の一部を被覆してもよい。コアカバー41は、一般的に不織布ウェブを含み得る。いくつかの実施形態において、吸収性物品10のコアカバー41又は他の構成要素は、SNSウェブ及び/又はSMNSウェブを含み得る。
【0072】
いくつかの実施形態において、吸収性物品10は、外側カバー31を含み得る。外側カバー31は、吸収性物品10の外面の全部、又は実質的に全部を被覆し得る。実施形態によっては、外側カバー31は、バックシート30と隣接し得る。外側カバー31は、バックシート30の一部分に接着され、積層構造体を形成してもよい。結合は、例えば、接着剤結合、機械的結合及び熱結合などの、任意の従来的な方法によって実施され得る。外側カバー31は、吸収性物品10に追加の強度又は嵩を付与するため利用されてよい。外側カバー31は多くの場合、吸収性物品10の外面の美的品質を改善するために使用される。吸収性物品10の外面が、布地様の外観及び感触を呈する(このような特徴は消費者によって心地良い)ことが望ましい。種々の材料が、外側カバー31としての使用に適している。そのような材料として、織布ウェブ、発泡体、スクリム、フィルム及びばら毛(loose fibers)が挙げられる。しかしながら、特定の実施形態では、外側カバー31は更に高いバリア保護を提供するように構成することができる。いくつかの実施形態において、外側カバー31は、SNSウェブ及び/又はSMNSウェブを含み得る。
【0073】
図4は、一実施形態により、例えば、SNSウェブ又はSMNSウェブなどの不織布ウェブ112を作製するために使用される機械110を形成する概略図を示す。SMNSウェブを作製するため、形成機器110は、第1の粗い繊維135を生成するための第1ビーム120、中間的な繊維127(例えば、メルトブローン繊維)を生成するための任意の第2ビーム121、微細繊維131(例えば、N−繊維)を生成するための第3ビーム122、及び第2の粗い繊維124を生成するための第4ビーム123を有するものとして示される。形成機器110は、エンドレス形成ベルト114を含んでもよく、これは、形成ベルト114が矢印114によって示される方向に推進されるように、ローラー116、118の周囲を移動する。様々な実施形態において、任意の第2ビーム121が使用される場合、これは第1ビーム120と第3ビーム122との中間に位置付けられてもよく(例示されるように)、又は例えば、第3ビーム122と第4ビーム124との中間に位置付けられてもよい。
【0074】
一実施形態において、第1ビーム120は、例えば、ポリマーの連続的な繊維を形成する1つ以上の紡糸口金を有する従来的なスパンボンド押出成形機の使用により、第1の粗い繊維135を生成してもよい。スパンボンド繊維の形成及びそのようなスパンボンド形成第1ビーム120の設計は、当業者に可能な範囲内である。スパンボンド機器は、例えば、Reicofil GmbH(Troisdorf,Germany)から得ることができる。好適な熱可塑性ポリマーは、例えば、ポリエステル(PET及びPBT、ポリ乳酸(PLA)、及びアルキドを含む)、ポリオレフィン(ポリプロピレン(PP)、ポリエチレン(PE)及びポリブチレンを含む)、エチレン及びプロピレンからのオレフィンコポリマー、エラストマーポリマー(熱可塑性ポリウレタン(TPU)、及びスチレンブロックコポリマー(直鎖及びラジアルジ及びトリブロックコポリマー、例えば、様々な種類のKraton)を含む)、ポリスチレン、ポリアミド、PHA(ポリヒドロキシアルカノエート)、及び例えばPHB(ポリヒドロキシブチレート)及びデンプン系組成物(熱可塑性デンプンを含む)など、スパンボンディングのために好適な任意のポリマーを含む。上記のポリマーは、ホモポリマー、コポリマー、例えば、エチレン及びプロピレンのコポリマー、ブレンド、並びにこれらの合金として使用され得る。ポリマーは流体になるまで加熱され(典型的には100〜350℃の温度)、紡糸口金内の開口部を通じて押し出される。押出ポリマー繊維は急速に冷却され、及び空気流で細径化されて、所望のデニールの繊維を形成する。第1ビーム120から生じる第1の粗い繊維135は、形成ベルト114上へと分配又は堆積されて、第1不織布構成層136を形成してもよい。第1不織布構成層136は、第1ビーム120の種類のビーム又は紡糸口金から生成され得るが、それでもなお、多数のビーム又は紡糸口金から生成される繊維が同じ直径、形状及び組成物からなる場合には、1つの不織布構成層を形成する。第1ビーム120は、使用されるプロセス又は特定のポリマーの速度により、1つ以上の紡糸口金を含み得る。第1ビーム120の紡糸口金は、第1の粗い繊維135に断面形状を付与する固有の形状の開口部を有し得る。一実施形態において、紡糸口金は、円形、楕円形、矩形、正方形、三角形、空洞、多葉形、不規則(すなわち、非対称)及びこれらの組み合わせが挙げられるがこれらに限定されない断面形状を有する繊維を生じるように選択され得る。
【0075】
一実施形態において、第2ビーム121は、使用される場合、例えば、メルトブローン繊維などの、中間的な直径の繊維127を生成してもよい。メルトブローンプロセスは、複数の開口部を含むダイ119を通じた、熱可塑性ポリマーの押出成形を生じる。いくつかの実施形態において、ダイ119は、ダイ幅1センチメートル当たり、8〜39又はそれ以上の開口部(ダイ幅1インチ当たり、20〜100又はそれ以上の開口部)を含み得る。熱可塑性ポリマーがダイ119を出る際、高圧の流体(通常は熱風)がポリマー流れを細径化及び拡散し、中間的繊維127を形成し得る。第2ビーム121から生じる中間的繊維127は、形成ベルト114により運搬される第1不織布構成層136上に分配又は堆積され、第4不織布構成層128を形成してもよい。第4不織布構成層128は、第2ビーム121のような種類の多数の隣接するビームから生成され得る。
【0076】
一実施形態において、第3ビーム122は、微細繊維131(すなわち、N−繊維)を生成し得る。いくつかの実施形態において、N−繊維は、米国特許番号第6,315,806号、同第5,183,670号、及び同第4,536,361号(Torobinら)、並びに米国特許番号第第6,382,526号、同第6,520,425号、及び同第6,695,992号(Renekerら、University of Akronに譲渡)に記載されるシステム及び溶解フィルムフィブリル化方法を使用して生成され得る。他の溶解フィルムフィブリル化方法、及びシステムが、2008年4月24日に米国特許出願公開番号第2008/0093778号(Johnsonら)、2009年12月3日に公開された、米国特許番号第同第7,628,941号(Krauseら)及び米国特許出願公開番号第2009/0295020号(Krauseら)に記載され、均一で狭い繊維分布を提供し、単一繊維化ポリマー溶解物(一般的に「ショット」と称される)、フライ及びダストなどの繊維の欠陥を低減又は最小化し、更に本開示によって記載されるものなどのような、吸収性物品のN−繊維層132を提供する。溶解フィルムフィブリル化方法における改善、具体的には、Johnsonら及びKrauseらそれぞれによって記載される、収束−発散気体経路指定及び流体カーテンの設計は、本明細書において記載される本開示の実施形態において、数平均繊維径分布、質量平均直径分布、孔径分布、及び構造的均一性(すなわち、より低い局部坪量変動)などの、所望の構造的属性のN−繊維を提供し得る。一般的に、一実施形態において、加圧気体流は、対向する第1壁部と第2壁部との間に画定されるガス経路内を流れ、これらの壁部はそれぞれ、上流で収束し、下流で発散する壁部表面を画定する。ポリマー溶解物が空気経路内に導入されて、加熱された壁部表面上に押し出されたポリマーフィルムを提供し、これにガス経路内を流れる気体流が衝突し、これはポリマーフィルムをサブミクロン直径の繊維にフィブリル化するために効果的である。微細繊維131は、その後第1不織布構成層136上に分配又は堆積されて、第2不織布構成層132を形成し得る。一実施形態において、例えば、SMNSウェブの生成中に、微細繊維131が第4不織布構成層128上に分配又は堆積されてもよく、これは形成ベルト114上で運搬される。あるいは、いくつかの実施形態において、微細繊維131は、第1不織布構成層136上に堆積されてもよく、その後、中間的繊維127、例えばメルトブローン繊維が、微細繊維131の層上に堆積され得る。微細繊維層132は、第3ビームの種類の2つ以上のビーム122から生成され得る。
【0077】
一実施形態において、第4ビーム123(又は120のような多数のビーム)は、第1の粗い繊維135と同様の第2の粗い直径の繊維124を生成し得る。第2の粗い繊維124は、例えば、SNSウェブの生成中などの、ウェブ112の第2不織布構成層132上に分配又は堆積され得る。生じるウェブ112は、熱結合ロール138、140を通じて送達され得る。結合ロール138、140は、一般的にカレンダーと称される。結合ロール138、140の一方又は両方の表面が、例えば、スポット、グリッド、ピン又はナブなどの、隆起したパターン又は部分を備えてもよい。一実施形態において結合ロール138、140は、ウェブ112の不織布構成層を形成するために使用される、ポリマーの軟化温度まで加熱され得る。ウェブ112が加熱結合ロール138、140の間を通過すると、不織布構成層が、結合ロール138、140によって、結合ロール138、140上のパターンに従ってエンボス加工されてもよく、図5に示されるカレンダー結合部168などの別個の領域のパターンを形成する。別個の領域は、不織布構成層から不織布構成層へと、各層内の特定の繊維に関連して、結合される。このような別個の領域又はカレンダー結合部位は、加熱ロールにより、又は他の好適な技術により実施され得る。別の熱繊維結合技術は、ウェブ112を通じて熱風を吹き付けることを含む。空気透過結合技術は一般的に、低融点マトリックス繊維、二成分繊維及び粉末と共に使用され得る。不織布ウェブは、3つ〜4つの不織布構成層を含むものとして、本明細書においては記載されるが、任意の好適な数の不織布構成層が使用されてもよく、本開示の範囲内である。
【0078】
図5は、1つの非限定的な実施形態による、カレンダー結合部位168における、SNSウェブの断面図を例示する。任意の第2ビーム121を有さない、上記の形成機器110により生成された3層不織布ウェブ112が例示される(例えば、メルトブローン層)。不織布ウェブ112は、第1不織布構成層125を含んでもよく、これ自体が例えば、スパンボンド繊維などの粗い繊維を含み得る。一実施形態において、第1不織布構成層125は、8マイクロメートル〜30マイクロメートル、及びあるいは10マイクロメートル〜20マイクロメートルの範囲の平均直径、あるいは数平均直径を有し、4%〜10%の範囲の相対標準偏差を有する、繊維を含み得る。換言すると、第1不織布構成層125は、0.4〜6.0の範囲の平均デニールを有し、8%〜15%の範囲の相対標準偏差を有する繊維を含み得る。同じ実施形態において、質量平均繊維径は、8マイクロメートル〜30マイクロメートルの範囲、あるいは、10マイクロメートル〜20マイクロメートルの範囲であってもよく、相対標準偏差は4%〜10%である。一実施形態において、第1不織布構成層125は、1gsm〜10gsmの範囲の坪量、あるいは2gsm〜7gsm(例えば、5.5gsm)の坪量を有し得る。いくつかの実施形態において、第1不織布構成層125の繊維は、例えば、三葉断面など、非円形の断面を有してもよく、又は例えば、シース−コア又は横並びなど、二成分繊維であってもよい。
【0079】
一実施形態において、不織布ウェブ112は第2不織布構成層132を含んでもよく、これ自体がN−繊維などの微細繊維を含み得る。いくつかの実施形態において、第2不織布構成層132は、1マイクロメートル未満、あるいは0.1マイクロメートル〜1マイクロメートルの範囲、あるいは、0.2マイクロメートル〜0.9マイクロメートルの範囲、あるいは0.3マイクロメートル〜0.8マイクロメートルの範囲、あるいは0.5マイクロメートル〜0.7マイクロメートルの範囲の数平均直径(あるいは、「平均直径」)を有し、100%未満、あるいは、80%未満、あるいは60%未満、あるいは50%未満、例えば10%〜50%の範囲内の相対標準偏差を有し、80%超、例えば、90%超、又は95%〜100%の繊維が1マイクロメートル未満の直径(すなわち、サブミクロン)を有する、微細繊維を含み得る。第2不織布構成層132の繊維の質量平均直径は、2マイクロメートル未満、あるいは、0.1マイクロメートル〜2マイクロメートルの範囲、あるいは0.1マイクロメートル〜1.5マイクロメートルの範囲、あるいは0.1マイクロメートル〜1マイクロメートルの範囲、あるいは0.2マイクロメートル〜0.9マイクロメートルの範囲、あるいは0.3マイクロメートル〜0.8マイクロメートルの範囲、あるいは0.5マイクロメートル〜0.7マイクロメートルの範囲であり、100%未満、あるいは80%未満、あるいは60%未満、あるいは50%未満、例えば10%〜50%の範囲内の相対標準偏差を有する。換言すれば、第2不織布構成層132は、0.00006〜0.006の範囲、あるいは0.0002〜0.005の範囲、あるいは0.0016〜0.005の範囲、及びあるいは0.002〜0.004の範囲の平均デニールを有する微細繊維を含んでもよく、200%未満、あるいは150%未満、及びあるいは120%未満の相対標準偏差を有し、かつ80%超、あるいは90%超、及びあるいは95〜100%の繊維が0.006デニール未満を有する。
【0080】
1マイクロメートルの質量平均繊維分布を有する実施形態においては、ほとんど全ての繊維が1マイクロメートル未満の直径を有さなければならない。1マイクロメートルを超える超微細繊維においてさえ、これは質量平均繊維径を1マイクロメートル超にする。より厚い繊維はより大きな質量を有する。したがって、より大きな質量を有するより厚い繊維の存在は、以下に記載されるように、繊維直径計算に記載される数平均繊維直径よりも、質量平均繊維直径を増加させる。例えば、3マイクロメートルの直径を有する繊維(典型的なメルトブローン繊維)は、同じ長さの、0.5マイクロメートルの典型的な直径を有するサブミクロンN−繊維よりも36倍大きな質量を有するがこれは、3マイクロメートルの繊維が0.5マイクロメートル直径繊維のものよりも36倍大きな断面積を有するためである。あるいは、単一の3マイクロメートル繊維径の繊維は、0.5マイクロメートル直径の36本の繊維に代わることができ、第2構成層の質量平均繊維径を増加させ得る。逆に、質量平均繊維径を低減させるためには、1マイクロメートル超の直径を有する繊維の数を低減することが重要である。一実施形態において、第2不織布構成層は、1マイクロメートル未満の数平均直径、1.5マイクロメートル未満の質量平均直径、2未満の質量平均直径の数平均直径に対する比率を有する繊維を含み得る。いくつかの実施形態において、例えば、第2不織布構成層は、1マイクロメートル未満の数平均直径、1マイクロメートル未満の質量平均直径、及び1.5未満の質量平均直径の数平均直径に対する比率を有する繊維を含み得る。
【0081】
いずれの特定の理論によって拘束されることを意図せず、より微細な繊維が、不織布ウェブ中のより微細な孔を生成する。本明細書において記載されるように、より微細な孔は、不織布ウェブのより大きな流体裏抜け性能を提供する。したがって、低表面張力流体裏抜け時間を改善するために、不織布ウェブ中に可能な限り多くの微細繊維を有することが望ましい。N−層中における、より厚い繊維の数を低減し、1マイクロメートル未満の微細繊維の数を増加させることにより、本開示の実施形態は、従来的なウェブよりも、微細な孔径及び高い低表面張力流体裏抜け時間を達成する。一実施形態において、第2構成層132の平均流量孔径は、20マイクロメートル未満、あるいは15マイクロメートル未満、あるいは10マイクロメートル未満、及びあるいは5マイクロメートル未満であり得る。平均流量直径は、流量の半分がその下で生じ、流量の残りの半分がその圧力の上で生じるような、圧力(平均流量圧力)と対応する。孔径及び圧力は、反比例の関係にあるため、より小さい平均流量孔径は、より高い平均流量すなわち流れ抵抗を示し、これが流量を遅らせ、流体裏抜け時間を増加させる。平均流量孔径は、構造の流量属性であるため、これは単なる孔径分布の統計的数平均である平均孔径とは異なり、平均孔径はいずれかの一定の流量属性と相関し得る。あるいは、平均孔径は必ずしも、平均流量孔径が小さくなるに伴って(例えば、繊維径が低減するに伴って)小さくなるのではない。本開示の実施形態が、第2構成層132において、20マイクロメートル未満、あるいは15マイクロメートル未満、あるいは10マイクロメートル未満、及びあるいは5マイクロメートル未満の平均流量孔径を有することが重要であると考えられる。
【0082】
本開示の不織布ウェブの孔径分布は、多数の構成層と対応する1つ以上のピーク又は最頻値(孔径分布の最頻値は、最も頻度の高い孔径値として定義される)を有し得る。一実施形態において、孔径分布における最低又は第1最頻値と対応する孔径は、N−繊維を含む第2構成層132と対応する。いくつかの実施形態において、孔径分布の最低又は第1最頻値は、15マイクロメートル未満、あるいは10マイクロメートル未満、及びあるいは5マイクロメートル以下であり得る。上記のように、より小さい孔径は、流量に対するより高い抵抗を、及びしたがってより長い流体裏抜け時間を示す。いくつかの実施形態において、最低の最頻値と対応する直径(最も小さい繊維に対応する)は、流体流量の最後の20%以上を遮断する(すなわち、最低の最頻値よりも大きな孔径が、流体流量の80%以下を可能にする)。したがって、孔径がより小さく、その数がより多いほど好ましく、流量に対する最高の抵抗を提供し、流体裏抜け時間を増加させるものと考えられる。
【0083】
第2構成要素132の多孔率は、50%超、あるいは70%超、及びあるいは80%超であり得る。多孔率は、それを通じて流れが生じ得る空隙容積に対応するため、より低い多孔率は流れに抵抗し、したがって液体裏抜け時間を増加させる。第2構成層132は、1マイクロメートル未満の数平均を有する少なくとも50%の繊維、1マイクロメートル未満の数平均を有する少なくとも70%の繊維、1マイクロメートル未満の数平均を有する少なくとも80%の繊維、1マイクロメートル未満の数平均を有する少なくとも90%の繊維を有し得る。かなりの数の1マイクロメートル未満の直径を有する繊維を有する不織布構造は、Iseleらにより2006年1月1日に公開された米国特許公開番号第2006/0014460号、及び2005年3月31日に公開された同第2005/0070866号(両方ともThe Procter and Gamble Companyに譲渡)に記載され、Torobinら及びRenekerらにより記載される方法を使用する。しかしながら、本明細書において記載されるように、第2不織布構成層132内に1マイクロメートル未満の直径を有する繊維を90%超を更に有することは、数平均直径が1マイクロメートル未満になり得るにもかかわらず、1マイクロメートル未満の質量平均直径を有するために十分ではない(しかし必要である)。一実施形態において、第2不織布構成層132は、1マイクロメートル未満の数平均直径を有する繊維を少なくとも99%有し得る。したがって、1マイクロメートル未満の質量平均直径、及び1マイクロメートル未満の数平均繊維径を有する繊維を含む、第2不織布構成層132を備える本開示の実施形態において、ほとんど全ての繊維が1マイクロメートル未満の直径を有してもよく、あるいはそのような実施形態の第2不織布構成層132の全ての繊維がサブミクロンである。
【0084】
第2不織布構成層132を含む繊維の、質量平均直径の数平均直径に対する比率として定義される繊維径分布の多分散性は、2未満、あるいは1.8未満、あるいは1.5未満、あるいは1.25未満、あるいは1.1未満、及びあるいは1.0未満であり得る。繊維径分布の多分散性は、繊維分布の幅を測定する。分布の多分散性の値がより高いと、分布はより広くなる。一実施形態において、多分散性は1に近づき、すなわち、質量平均及び数平均繊維径が同じであり、第2不織布構成層132は非常に均一で狭い繊維分布を有し得る。質量平均直径と、数平均直径との間の算術的な差は、数平均直径の1標準偏差より小さくてもよく、あるいは差は数平均直径の1標準偏差の3/4未満であってもよく、あるいは差は数平均直径の1標準偏差の半分未満であり得る。上記の繊維径平均及び繊維径分布の多分散性のために、本開示の第2不織布構成層132内のN−繊維は、やはり1マイクロメートル未満の数平均直径を有し得るが、典型的には1マイクロメートル超、及び更に2マイクロメートル超の質量平均直径(1マイクロメートル超の直径を有する繊維の有限数の存在による)を有する典型的な超微細繊維メルトブローン繊維とは異なる。上記のように、著しく高い割合の繊維、あるいは90%超の繊維が1マイクロメートル未満の直径を有する場合でも、超微細メルトブローン繊維は、1マイクロメートルに近い又はこれ未満の質量平均直径を有さないことがある。超微細繊維の質量平均直径と数平均直径との間の差は、超微細メルトブローン繊維の数平均直径の1標準偏差の半分よりも大きい場合があり、より典型的には、差は、数平均直径の1標準偏差よりも大きいことがあり、あるいは、差は、数平均直径の2標準偏差よりも大きい場合がある。一実施形態において、第2不織布構成層132は、0.1gsm〜10gsmの範囲内、あるいは、0.2gsm〜5gsmの範囲内、あるいは0.5〜3gsmの範囲内、及びあるいは1〜1.5gsmの範囲内の坪量を有し得る。
【0085】
一実施形態において、不織布ウェブ112は、第3不織布構成層136を含む場合があり、これ自体が、スパンボンド繊維などの粗い繊維を含み、第1不織布構成層125と同様であり得る。
【0086】
メルトブローン層など、第4不織布構成層128が使用される場合、これらの中間的直径の繊維は、0.7マイクロメートル〜8マイクロメートル、あるいは1マイクロメートル〜8マイクロメートルの範囲、及びあるいは1マイクロメートル〜5マイクロメートルの範囲の平均直径、あるいは数平均直径を有し、20%〜100%超の相対標準偏差を有する、繊維を含み得る。メルトブローン層などの第4不織布構成層128の質量平均直径は、0.7マイクロメートル〜8マイクロメートルの範囲、あるいは1マイクロメートル〜8マイクロメートルの範囲、及びあるいは1マイクロメートル〜5マイクロメートルの範囲、及びあるいは2〜5マイクロメートルの範囲であり得、20%〜100%超の相対標準偏差を有する。加えて、中間的繊維層の繊維径の多分散性は、1〜10、あるいは2〜8、あるいは2〜6、あるいは1.5〜5の範囲である。換言すると、第4不織布構成層128は、0.003〜0.4の範囲、あるいは0.006〜0.3の範囲の平均デニールを有し、50%〜600%、あるいは150%〜300%の範囲の相対標準偏差を有する繊維を含み得る。一実施形態において、メルトブローン層は、0.1gsm〜10gsmの範囲内、0.2〜5gsmの範囲内、及び0.5gsm〜3gsmの範囲内、あるいは1〜1.5gsmの範囲内の坪量を有し得る。
【0087】
あるいは、中間的な繊維径の繊維は、例えば、二成分又はポリマーブレンドの種類であり得る。
【0088】
一実施形態において、図1〜3を参照し、吸収性物品10は、着用者の胴体下部の周囲で着用されるように構成され得る。様々な実施形態において、吸収性物品10は、トップシート20、バックシート30及びトップシート20とバックシート30との間に、又はその一部の間に配置されている吸収性コア40を含むシャーシ47を含み得る。1対の長手方向バリアカフ51は、例えばトップシート20など、シャーシ47の一部に取り付けられ、及び/又はこれと共に形成され得る。各長手方向バリアカフ51は、SNSウェブ又はSMNSウェブなどの、材料のウェブから形成され得る。一実施形態において、材料のウェブは、SMN、SMNMS、SMMNSMS、SSMMNS、SSNNSS、SSSNSSS、SSMMNNSS、SSMMNNMSなどが挙げられるがこれらに限定されない、複数のスパンボンド、メルトブローン、及びN−繊維層の様々な組み合わせ及び置換において構成される複数の不織布構成層から形成され得る。本明細書において開示される材料のウェブは、以下で更に記載されるような、材料の関連するウェブと比較した際に、例外的な、意外な特性を呈する。
【0089】
一実施形態において、図5及び図6を参照し、材料のウェブ112は、8マイクロメートル〜30マイクロメートルの範囲の平均直径を有する繊維を含む第1不織布構成層125、1マイクロメートル未満の数平均直径、1.5マイクロメートル未満の質量平均直径、及び2未満の多分散率を有する繊維を含む第2不織布構成層132、並びに8マイクロメートル〜30マイクロメートルの範囲の平均直径を有する繊維を含む第3不織布構成層136を含み得る。換言すると、材料のウェブ112は、0.4〜6の範囲の平均デニールを有する繊維を含む第1不織布構成層125、0.00006〜0.006の範囲の平均デニールを有する繊維を含む第2不織布構成層132、及び0.4〜6の範囲の平均デニールを有する繊維を含む第3不織布構成層136を含み得る。このような実施形態において、第2不織布構成層132は、第1不織布構成層125と第3不織布構成層136との中間に配置され得る。また、第1不織布構成層125、第2不織布構成層132、及び第3不織布構成層136は、例えば、カレンダリング結合プロセスなどの任意の好適な結合プロセスを使用して互いに断続的に結合され得る。一実施形態において、材料112のウェブはフィルムを含まない。様々な実施形態において、材料のウェブ112は、第1不織布構成層125に対応し得るスパンボンド層、第2不織布構成層132に対応し得るN−繊維層、及び第3不織布構成層136に対応し得る第2スパンボンド層を含んでもよく、これらは本明細書において総じて「SNSウェブ」と称される。
【0090】
SMS(スパンボンド−メルトブローン−スパンボンド)ウェブは、場合により、低表面張力流体が特定の時間の経過の後にそれを通過することを可能にする、孔径を有し得る。このようなSMSウェブのいくつかの写真が図7及び図8に例示される。図7は、500倍の倍率における、13gsmのSMSウェブ215の平面図である。図8は、500倍の倍率における、SMSウェブのカレンダリング結合部位を通じてとられた、図7のSMSウェブ215の断面図である。走査型電子顕微鏡(SEM)を使用してとった、15gsm SNSウェブ212の非限定的な代表的な写真が、図9及び図10に例示される。図9は、200倍の倍率における、SNSウェブ212の平面図である。図10は、500倍の倍率における、SNSウェブ212のカレンダリング結合部位を通じてとられた、図9のSNSウェブ212の断面図である。一実施形態において、例えば、異なる成分又は繊維断面のスパンボンド層、N−繊維層、第2スパンボンド層及び第3スパンボンド層を含む材料のウェブなど、材料のウェブ212の他の構成(すなわち、層パターン)が想到され、かつ本開示の範囲内である。
【0091】
一実施形態において、例えば、SNSウェブ212などの材料のウェブは、30gsm未満、あるいは15gsm未満、あるいは例えば13gsm、あるいは10gsm未満、及びあるいは7gsm〜15gsmの範囲内の合計坪量を有し得る。このような実施形態において、材料のウェブはフィルムを含まず、少なくとも1m3/m2/分、あるいは少なくとも10m3/m2/分、あるいは少なくとも20m3/m2/分、あるいは少なくとも40m3/m2/分であるが、100m3/m2/分未満の空気透過性を有し得る。一実施形態において、材料のウェブは、10%未満、あるいは8%未満、あるいは6%未満の局部坪量変動、及び少なくとも19秒、あるは少なくとも23秒、あるいは少なくとも30秒、あるいは少なくとも35秒、あるいは少なくとも40秒、あるいは少なくとも45秒、及び少なくとも50秒の32mN/mの低表面張力流体裏抜け時間を有し得る。
【0092】
一実施形態において、図11及び図12を参照し、材料のウェブ212’は、8マイクロメートル〜30マイクロメートルの範囲の平均直径を有する繊維を含む第1不織布構成層225’、1マイクロメートル未満の数平均直径、1.5マイクロメートル未満の質量平均直径、及び2未満の多分散率を有する繊維を含む第2不織布構成層232’、8マイクロメートル〜30マイクロメートルの範囲の平均直径を有する繊維を含む第3不織布構成層236’、並びに1マイクロメートル〜8マイクロメートルの範囲の平均直径を有する繊維を含む第4不織布構成層228’を含み得る。換言すると、材料のウェブ212’は、0.4〜6の範囲の平均デニールを有する繊維を含む第1不織布構成層225’と、0.00006〜0.006の範囲の平均デニールを有する繊維を含む第2不織布構成層232’と、0.4〜6の範囲の平均デニールを有する繊維を含む第3不織布構成層236’と、0.006〜0.4の範囲の平均デニールを有する繊維を含む第4不織布構成層228’と、を含み得る。このような実施形態において、第2不織布構成層232’及び第4不織布構成層228’は、第1不織布構成層225’と第3不織布構成層236’との中間に配置され得る。また、第1不織布構成層225’、第2不織布構成層232’、第3不織布構成層236’、及び第4不織布構成層228’は、例えば、カレンダリング結合プロセスなどの任意の結合プロセスを使用して互いに断続的に結合され得る。一実施形態において、材料212’のウェブはフィルムを含まない。様々な実施形態において、材料のウェブ212’は、第1不織布構成層225’に対応し得るスパンボンド層、第4不織布構成層228’に対応し得るメルトブローン層、第2不織布構成層232’に対応し得るN−繊維層、及び第3不織布構成層236’に対応し得る第2スパンボンド層を含むことがあり、これらは本明細書において総じて「SMNSウェブ」と称される。走査型電子顕微鏡を使用して撮ったSMNSウェブ212”の、非限定的な代表的な写真が、図13及び図14に例示される。図13は、1000倍の倍率における、SMNSウェブ212”の平面図である。図14は、500倍の倍率における、図13のSMNSウェブ212”の断面図である。一実施形態において、例えば、異なる構造又は組成の、スパンボンド層、メルトブローン層、N−繊維層、第2スパンボンド層及び第3スパンボンド層を含む、材料のウェブなど、材料のウェブの他の構成が想到され、かつ本開示の範囲内である。
【0093】
一実施形態において、図1を参照し、シャーシ47は2つの端縁部57を画定してもよく、中央長手方向軸59はシャーシ47内に画定されて、端縁部57の一方の中点から、他方の端縁部57の中点まで延びる。様々な実施形態において、図1、3A、11及び12を参照し、第3不織布構成層236’は、中央長手方向軸59の最近位に位置付けられてもよく、第1不織布構成層225’は、中央長手方向軸59から最遠位に位置付けられてもよく、かつ第2不織布構成層232’は、第3不織布構成層236’と第4不織布構成層228’との中間に配置され得る。図3Aは、この構成を例示するウェブ212’の展開した部分を含む。いくつかの実施形態において、第4不織布構成層228’は、例えば、第3不織布構成層236’と第2不織布構成層232’との中間に配置され得る。第2不織布構成層232’及び/又は第4不織布構成層228’が、SEMを使用して、ウェブ内のどこに位置付けられるかを決定することが可能である。一般的に、第2不織布構成層232’が着用者の皮膚の近位に位置付けられる場合(すなわち、吸収性物品10の中央長手方向軸59により近い)、低表面張力流体裏抜け時間は例えば、10%〜15%改善するものと思われる。これは「偏側性」と称される。
【0094】
一実施形態において、第2不織布構成層232’を、第4不織布構成層228’よりも中央長手方向軸59により近く位置付けることにより、第2不織布構成層232’は、吸収性物品10が着用者の胴体下部の周囲に位置付けられる際に着用者の皮膚により近く位置付けられる。任意の特定の理論によって拘束されることを意図せず、出願者らは、SMNSウェブは、第2不織布構成層232’が、第4不織布構成層228’よりも、着用者の皮膚、及び吸収性物品への流体の侵入の源により近く位置付けられる場合(かつ使用前に、中央長手方向軸59により近い)に、より望ましい特性及び/又は特徴(例えば、低表面張力流体裏抜け時間)を呈するものと考える。図3Aの矢印213は、様々な不織布構成層の位置付けに関連する身体滲出物又は流体の流れの方向を例示する。
【0095】
例えば、SMNSウェブ212’などの、材料のウェブは、SNSウェブ212に関して上記のような特性と同じ又は同様の特性を有し得る。例えば、SMNSウェブ212’は、30gsm未満、あるいは15gsm未満、あるいは例えば、13gsm、あるいは10gsm未満、及びあるいは7gsm〜15gsmの範囲内の合計坪量を有し得る。このような実施形態において、材料のウェブはフィルムを含まず、少なくとも1m3/m2/分、あるいは少なくとも10m3/m2/分、あるいは少なくとも20m3/m2/分、あるいは少なくとも40m3/m2/分であるが、100m3/m2/分未満の空気透過性を有し得る。一実施形態において、材料のウェブは、10%未満、あるいは8%未満、あるいは6%未満の局部坪量変動、及び少なくとも19秒、あるは少なくとも23秒、あるいは少なくとも30秒、あるいは少なくとも35秒、あるいは少なくとも40秒、あるいは少なくとも45秒、及び少なくとも50秒の32mN/mの低表面張力流体裏抜け時間を有し得る。
【0096】
一実施形態において、例えば、SNSウェブ及び/又はSMNSウェブなどの、本明細書において記載されるウェブは、例えば、疎水性溶解添加物、又は疎水性表面コーティングなどの疎水性材料を含まずとも、特定の特性を呈し得る。疎水性材料の追加は、追加的な製造費用及び複雑性につながるため、このような特徴は、関連するウェブを超える、著しい費用削減利益を本開示のウェブに提供する。ウェブ内にN−繊維層を含めることは、ウェブが、いずれかの疎水性材料又はフィルムなしに、所望の低表面張力流体裏抜け時間及び空気透過性を維持することを可能にする。いずれの特定の理論にも拘束されることを意図せず、出願者らは、スパンボンド及びメルトブローン層内の空隙を充填することによって、N−繊維層がウェブの孔径を低減するものと考える。関連するウェブの孔径と比較して、より小さい孔径を有するウェブを形成することにより、本開示のウェブは、流体透過に対するより高い毛細管牽引力、したがって、より長い表面張力流体裏抜け時間を、疎水性材料又はフィルムを含むことなくして有し得る。それでも、SNS又はSMNSウェブの構造に注目すると、N−繊維層の、ウェブのバリア特性を向上させるための効率は、期待できなかった。
【0097】
先に参照されたように、いくつかの吸収性物品は、例えば、親水性界面活性剤又は材料をトップシート及び/又はその中央部分に含み、かつまた、疎水性材料をそのバリアカフ上に含み得る。親水性界面活性剤又は材料は、吸収性物品の吸収性コアの方に体液を引くために使用されてもよく、一方で、疎水性材料は、バリアカフを通じた体液の流れを制限する。いくつかの場合において、親水性界面活性剤又は材料は、吸収性物品の使用の前に、他の材料の方に自然に移動し得る。親水性界面活性剤又は材料が材料のウェブで形成されるバリアカフと接触する際に、これらは、ウェブがバリアカフを通じた低表面張力体液流を阻害する能力を低減する。しかしながら、出願者らは、例えば、SNSウェブ及び/又はSMNSなど、本明細書において提供されるウェブは、親水性界面活性剤又は材料がトップシート又は吸収性物品の他の中央部分から、バリアカフへと移動した後のウェブのバリア特性の低下を緩和することがあり、これは恐らく、本開示のウェブが、バリアカフとして使用されるか又はバリアカフの一部として使用される際により大きい表面積を有し、移動する親水性界面活性剤を薄めるという事実によるものであることを、見出した。この点について、一実施形態において、疎水性材料がバリアカフ上に存在しなくてもよく、親水性界面活性剤又は材料はバアリアカフ上で完全に拡散しないことがあり、したがって、低表面張力体液の流れの通過を制限する能力を低減しないことがある。
【0098】
他の実施形態において、ウェブが疎水性溶解添加物及び/又は疎水性表面コーティングを含むことが望ましい場合がある。疎水性溶解添加物及び/又は疎水性表面コーティングは、SNSウェブ及び/又はSMNSウェブの低表面張力流体裏抜け時間を増加させる一方で、空気透過性を有意に低減させないことがある。
【0099】
疎水性添加物の配合、及びこれらを不織布ウェブに組み込むための方法は、2005年2月18日に出願される米国特許出願公開番号第2006/0189956号、及び2005年2月10日に出願された同第2005/0177123号、並びに2010年1月22日に出願された米国出願番号第12/691,929号、及び2010年1月22日に出願された同第12/691,934号(双方ともJJ Teeら、全てThe Procter and Gamble Companyに譲渡された)に記載されている。疎水性表面コーティング、及び/又は疎水性溶解添加物として使用されるいくつかの好適であるが、非限定的な疎水性材料は、実質的にアミノシリコーンを含まない、1つ以上のシリコーンポリマーを含み得る。好適なシリコーンポリマーは、シリコーンMQ樹脂、ポリジメチルシロキサン(polydimethysiloxanes)、架橋シリコーン、シリコーン液体エラストマー、及びこれらの組み合わせの群から選択される。典型的に、シリコーンポリマーの分子量は、少なくとも4000MWであるべきである。しかしながら、このようなシリコーンポリマーの分子量は、少なくとも10,000MW、少なくとも15,000MW、少なくとも20,000MW、又は少なくとも25,000MWであってよい。好適なポリジメチルシロキサン類は、ビニル末端ポリジメチルシロキサン類、メチル水素ジメチルシロキサン類、ヒドロキシル末端ポリジメチルシロキサン類、オルガノ変性ポリジメチルシロキサン類、及びこれらの組み合わせからなる群から選択される。
【0100】
あるいは、フッ素化ポリマーはまた、疎水性表面コーティング及び/又は疎水性溶解添加物として使用され得る。好適なフッ素化ポリマーは、テトラフルオロエチレン及び/又はペルフルオロ化アルキル鎖を含有するテロマー及びポリマーの群から選択される。例えば、DupontからのZonyl(登録商標)の商標名で市販されているフッ素化界面活性剤が、本明細書で使用するのに好適である。
【0101】
一実施形態において、これらの疎水性材料は、ウェブ1g当たり、少なくとも1μgからの量で、SNSウェブ及び/又はSMNSウェブの表面上に堆積され得る。表面に存在するシリコーンポリマーの好適な量は、少なくとも100μg/gであってよい。ある実施形態において、表面に存在するシリコーンポリマーの量は、少なくとも約200μg/gであってよい。他の実施形態において、表面上に存在するシリコーンポリマーの量は、少なくとも300μg/g、あるいは少なくとも400μg/g、又はあるいは、1000μg/g〜10,000μg/gの範囲であり得る。
【0102】
疎水性表面コーティングが、任意の従来的な方法によって、基材及び/又は繊維表面に供給され得る。いずれの特定の理論に束縛されることを意図せず、本明細書において開示される疎水性表面コーティングは、繊維性表面(例えば、不織布表面)の表面に局所的に適用される場合、包括的な均一なフィルム様ネットワークが繊維及び/又は繊維性構造の周辺に形成されるようにして、ウェブの1つ以上の繊維及び繊維性構造の一部を被覆するか又は少なくともコーティングし、かつ部分的にまたウェブの孔ネットワークを充填する傾向がある。いくつかの実施形態において、疎水性材料は、添加物としてホットメルト組成物に含まれ(例えば、熱可塑性溶解物にブレンドされる)これがその後、繊維及び/又は基材に形成されてもよい(例えば、スパンボンディング、メルトブローイング又は押し出しによる)(本明細書において「疎水性溶解添加物」と称される)。このような疎水性材料(化学成分)の僅かな追加が、繊維の液体への接触角を一定程度増加させる。すなわち、1000μg/gにおいて、水に対する接触角が100から110°まで増加する。
【0103】
一実施形態において、疎水性表面コーティング及び/又は疎水性溶解添加物を含む材料のウェブ、例えば、これらの材料を含むSNSウェブ又はSMNSウェブは、30gsm未満、あるいは15gsm未満、例えば13gsm、あるいは10gsm未満、及びあるいは7gsm〜15gsmの範囲の合計坪量を有し得る。このような実施形態において、材料のウェブはフィルムを含まず、少なくとも1m3/m2/分、あるいは少なくとも10m3/m2/分、あるいは少なくとも20m3/m2/分、あるいは少なくとも40m3/m2/分であるが、100m3/m2/分未満の空気透過性を有し得る。一実施形態において、材料のウェブは、10%未満、あるいは8%未満、あるいは6%未満の局部坪量変動、及び少なくとも30秒、あるは少なくとも35秒、あるいは少なくとも40秒、あるいは少なくとも47秒、あるいは少なくとも50秒、あるいは少なくとも55秒、及び少なくとも60秒、少なくとも65秒、及び少なくとも70秒の32mN/mの低表面張力流体裏抜け時間を有し得る。
【0104】
一実施形態において、本開示のウェブは例えば、SNS又はSMNSウェブであり、例えばSMSなどの関連する比較において、全てが80%超(例えば、85%)の多孔率(%空隙率)を有する。M及びN繊維層は、80%〜85%の多孔率を有し、第1不織布構成層132は85%〜92%多孔率を有するために、85%の有効率が生じる。より低い多孔率は、平坦なカレンダリング、及び通気性の低減、又はフィルム(例えば、ミクロ孔質フィルム)とすることによって達成され得るが、上記の所望の空気透過性は達成不可能となる。
【0105】
機械的結合
吸収性物品10などの吸収性物品の構築中に、例えばSNSウェブ及び/又はSMNSウェブなどのウェブは、吸収性物品10の別の構成要素に取り付けられる必要がある場合がある。いくつかの実施形態において、以下でより詳細に記載されるように、ウェブの第1部分は、ウェブの第2部分に機械的に結合され、それによって例えば、ヘムを形成してもよい。機械的に結合されようとする吸収性物品の構成要素は、機械的結合装置を通過してもよい。
【0106】
図15は、本開示の1つの非限定的な実施形態による、単純化した動的機械的結合装置320を例示する。機械的結合装置320は、パターンを有するシリンダー322と、アンビルシリンダー324と、シリンダー322及び324を、所定の範囲の圧力内で所定の圧力により互いに調節可能に付勢するための作動システム326と、シリンダー322及び324をそれぞれ、別個の制御された速度で回転させて、その間に任意の所定の表面速度差を提供するための、ドライバ328及び329とを含み得る。一実施形態において、シリンダー322及び324は、例えば、およそ68.9MPa(10,000psi)で、互いに向かって付勢され得る。
【0107】
ウェブ341、ウェブ342及び積層体345もまた図15に示されている。様々な実施形態において、ウェブ341は、13gsmポリプロピレンSNSウェブ及び/又はSMNSウェブなどの、不織布材料の様々なウェブであり得、ウェブ342は例えば、12gsm、1.5デニールポリプロピレンスパンボンドトップシート又は吸収性物品の他の構成要素であり得る。加えて、装置320は、パターンを有するシリンダー322とアンビルシリンダー324との間に画定されるニップ343を通じてウェブ341及びウェブ342を制御可能に前方に送るため、かつ生じる積層体(積層体345)を下流装置、例えばロールワインダー又はウェブ変換装置、例えば、使い捨ておむつ変換器へと前方に送ることを可能にするために、ロール331〜338を駆動するため、フレーム(図示されない)及びドライバ(図示されない)を含み得る。本明細書で使用するとき「積層体」は、少なくとも1つの機械的結合部を共有する吸収性物品の少なくとも2つの構成要素を指す。一般的に、駆動ロール331〜338は包括的に、ウェブ341、ウェブ342、及び積層体345をニップ343を通じ、これから離れるように案内及び前進させるために提供され得る。これらのロール331〜338は、弛緩したウェブ状態又は過剰に引っ張られた/伸張されたウェブ及び/又は積層体が望ましくない有害な結果をもたらすことがないように、所定のレベルの張力又は伸張を維持する表面速度で駆動され得る。
【0108】
明確性の目的のため、ウェブ341及びウェブ342の上流端部若しくは供給源、又は積層体345の下流送り先若しくはユーザーのいずれも図示されない。いくつかの実施形態において、機械的結合装置320は、結合するために3つ以上の積層体を受け取ってもよく、機械的に結合される積層体は、例えば、ロール形態の熱可塑性フィルム、不織布材料、織布材料及び他のウェブを含んでもよく、このような積層体の連続的な長さを機械的結合装置320を通じて前方に送ることを可能にするための上流の巻き戻し及びスプライシング装置、並びに/又は制御された速度及び制御された張力で、積層された及び/若しくは他のウェブを含む製品を作製するための他の変換器を提供する。更に、単純性及び明確性のために、機械的結合装置320は、シリンダー322及び324を含むものとして本明細書において記載される。しかしながら、シリンダー322及び324は、記載される部材を画定するニップの一実施形態に過ぎない。したがって、それによって本開示を、シリンダーを含む装置に限定することを意図しない。同様に、用語「パターン要素」の使用は、本開示を別個の離間したパターン要素のみ含む結合パターンに限定して他のパターン:例えば、連続的な又は細長い結合線を含む網目状のパターンを排除することを意図しない。
【0109】
一実施形態において、パターンを有するシリンダー322をアンビルシリンダー324の方に付勢するための作動システム326は、例えば、圧力調節器355及び空気式作動装置356を含み得る。圧力調節器355は、シリンダー322及び324の互いに対する、空気式作動装置手段による負荷を調節及び制御するため、加圧空気供給源「P」に接続されたその吸入口を有し、かつ空気式作動装置356に接続されたその排出口を有するように適合され得る。1つの空気式作動装置356のみが図15に例示されているが、パターンを有するシリンダー322の各エンドジャーナルに追加的な作動装置が接続されてもよく、各エンドジャーナルは、フレーム部材及び付属のハードウェア(図示されない)によって支持され、実際に圧力付勢機構が効果的であるように垂直に可動にすることができる。
【0110】
一実施形態において、ドライバ328及び329は、シリンダー322及び324をそれぞれ別個に駆動するために提供される。したがってこれらはシリンダー322及び324を回転させることができ、それによってシリンダー322と324との間に所定ではあるが、調節可能な関係が生じる。様々な実施形態において、回転は同期的若しくは非同期的、同じ表面速度、又はシリンダー322及び324のいずれかが他方よりも早く駆動される、所定の表面速度差を有するものであってもよい。使い捨ておむつ変換器と一体化される一実施形態において、パターンを有するシリンダー322は、ギアトレーンを通じて変換器ラインドライブによって駆動され、それによってその表面速度が変換器のライン速度と本質的に一致し、アンビルシリンダー324は、個別の速度制御されたDC(直流)ドライブによって駆動される。この実施は、アンビルシリンダー324の表面速度を、パターンを有するシリンダー322と同等、又はこれよりも、所定の程度若しくは割合だけ、低く若しくは高くするように、調節することを可能にし得る。
【0111】
図16を参照し、パターンを有するシリンダー322は、円筒状表面352、及び複数のピン、ナブ、又は他の突起部(総じて要素351のパターンと称され、表面352から外側に延びる)を有するように構成されてもよい。図16に示されるように、パターンを有するシリンダー322は、要素351の鋸歯状のパターンを有してもよく、これはパターンを有するシリンダー322の各端部の周りで周囲方向に延び得る。このようなパターンを有するシリンダー322は、例えば、積層体341及び積層体342を積層するか、重ね縫いするか、ないしは別の方法で一緒に機械的に結合するように構成され得る。一実施形態において、パターンを有するシリンダー322は、例えば、鋼鉄を含んでもよく、かつ29cm(約11.4インチ)の直径を有してもよい。例示される実施形態は、パターンを有するシリンダー322の周りで周囲方向に延びる要素351の2対のパターンを示すが、他の実施形態においては、パターンを有するシリンダー322は、より多い又はより少ない要素351を有してもよく、パターンを有するシリンダー322の全体的な幅はそれに応じて変動し得る。アンビルシリンダー324(図15)は鋼鉄の平滑な表面の直円柱であってもよい。一実施形態において、アンビルシリンダー324は、直径11.4cm(約4.5インチ)を有してもよく、例えば、速度制御直流モーターによって回転させられるように別個に駆動されてもよいが、実施形態はこのような構成に限定されない。
【0112】
図17は、結合部位351bのパターンによって一緒に機械的に結合された積層体341及び積層体342の重複する縁部を含む、図16の積層体345の断片の平面図である。パターンは、パターンを有するシリンダー322(図16)の一端の周りで周囲方向に延びるパターン要素のパターンである。積層体345上の結合部位351b(例えば、結合点、結合領域、凹み、ナブ、ランド領域、セル又は要素)は、任意の好適な幾何学的形状(例えば、三角形、正方形、矩形、菱形、他の多角形、円形、楕円形、卵型及び/又はこれらのいずれかの組み合わせ)を有し得る。結合パターンの形状及び寸法は、所定の強度並びにMD及びCD方向における弾性特性(一般的に当該技術分野において張力及び伸長物理特性と称される)を有する、結合部位351bを生じるように選択され得る。結合部位の351b構成は、例えば、六角形、矩形、正方形又は他の任意の好適な多角形であり得る。一般的に結合部位351bにおける圧縮繊維は、積層体345に強度及び補強を提供し、このようなバリアカフ不織布ウェブは、例えば、吸収性物品のスパンボンドトップシートに結合されるSNSウェブ及び/又はSMNSを含む。明確性のため、積層体341及び積層体342のMDに向けられた縁部は、それぞれ図17において341e及び342eとして指定される。
【0113】
理解されるように、パターンを有するシリンダー322上の要素351のパターンは、様々な結合部位パターンを生じるように構成され得る。図18A〜Dは、様々な非限定的な実施形態による、結合部位のパターンを例示する。いくつかの実施形態において、結合部位351bの構成は、MDの「真っ直ぐな」線の応力集中を低減又は排除するためにずらして配置されてもよい。パターンの幅(「W」として例示される)は変動し得る。例えば、いくつかの実施形態において、幅は10mm未満、あるいは5mm未満、あるいは4mm未満及びあるいは3mm未満であり得る。例えば、いくつかのパターンは、異なる形状及び/又は断面積を有する結合部位351bを含み得る。一実施形態において個別の結合部位351bは、2mm長さ及び1mm幅であってもよく、一実施形態において、個別の結合部位351bは4mm長さ及び1mm幅であってもよいが、他の結合部位の寸法が他の実施形態において使用され得る。更に、個別の結合部位351bの面積は変動し得る。一実施形態において結合面積は4mm2、あるいは2mm2、及びあるいは1.5mm2以下であり得る。平方センチメートル当たりの結合密度は、特定の用途に基づいて変動し得る。例えば、一実施形態においてcm2当たり15結合部、cm2当たり10結合部、及びあるいはcm2当たり10未満の結合部が存在し得る。結合密度に基づき、相対結合面積(結合密度をピン当たりの結合面積に掛けたもの)は、いくつかの実施形態においては50%以下、あるいは他の実施形態においては30%以下であり得る。
【0114】
例えば、SNSウェブ及びSMNSウェブなどの不織布ウェブが、機械的結合プロセス中において圧縮される際、任意の特定の理論によって束縛されることを意図せず、突起部351の下の材料の迅速な圧縮により、各材料が迅速に変形されて、要素351のパターンの下から少なくとも部分的に出される。結果として、交絡するかないしは別の方法で組み合わされた材料の構造が、突起部の下及び/又は周囲に形成されて、不織布ウェブ中に機械的結合を形成する。様々な実施形態において、機械的結合は、接着剤、熱溶接プロセスのための熱源、又は超音波源を使用せずに形成され得る。
【0115】
図19は、図17の線19−19に沿って取った断面図であり、これは、ウェブ341及びウェブ342を一緒に機械的に結合して積層体345を形成する、結合部位351bを例示的に示す。例示される実施形態において、ウェブ341は、第1不織布構成層425と第2不織布構成層436との中間に位置付けられる、N−繊維層432を有する、SNSウェブ材料であり得る。ウェブ342は、吸収性物品のトップシート、スパンボンド若しくは別のSNSウェブ、又はウェブ341の第2部分などの任意の好適な材料を含み得る。いくつかの実施形態において、ウェブ341及びウェブ342の一方又は両方が、2つのスパンボンド層に加えて、メルトブローン層及びN−繊維層の両方を含むSMNSウェブを含み得る。いくつかの実施形態において、ウェブ341、342の少なくとも一方がポリプロピレン構成要素を含み得る。一実施形態において、SMNSウェブが機械的結合装置320(図15)を通過しているとき、材料は、ナブ(又はピン)がメルトブローン層上に力をかける前にN繊維層に力をかけるように向けられ得る。この構成は、N繊維の下部及び周囲の繊維構造への変位及びより均一な圧出につながり、M層(又は一般的により粗い繊維層)がナブにより近い場合によりも、より高い結合強度を生じる。
【0116】
図19に示されるように、結合部位351bは、底面351bb及びグロメットリングとして画定される結合側部351bの周辺部の周囲に実質的に形成されるリング376を有し得る。グロメットリング376は、第1不織布構成層425の上に延びて、実質的に各結合部位351bの周囲にリッジ様構造を形成してもよい。任意の特定の理論に拘束されることを意図せず、機械的結合プロセス中に、積層体341及び積層体342に適用される圧縮力により、結合中央部378から、結合部周辺部に向かって材料が流れ(例えば、繊維流)、それによってグロメットリング376を形成するものと考えられる。いくつかの実施形態において、結合中央部378における結合部位351bの厚さは、50マイクロメートル未満、あるいは15マイクロメートル未満であり得る。前述の技術を使用する堅牢な結合の形成にもかかわらず、結合部位351bは、底面351bbにわたって材料バリア380を維持してもよく、維持すべきである。底面351bbにわたり、材料バリア380が破壊されると、積層体345は、流体が結合部位351b内に導入される際に望ましくなく漏れることがある。
【0117】
結合部位351bと比較し、熱結合又はカレンダー結合において、接着剤力のほとんどは結合中央部の材料の溶融に由来し、グロメットリングの形成は生じないことがある。実際に、熱結合点内部の単位面積当たりの材料の平均質量(すなわち、坪量)は、非結合周辺領域とほぼ同じである。対称的に、例えば、グロメットリング376は、機械的結合の結合力のほとんどを提供するものと想定され、結合中央部378は、周囲領域と比較してはるかに低い坪量を有する。更に、不織布ウェブ内でのN−繊維層の使用は、均一性の大きな増加を提供することを助ける。いくつかの実施形態において、局部坪量変動は、15%未満、あるいは10%未満、及びあるいは5%〜10%の範囲内である。
【0118】
いずれの特定の理論に拘束されることを意図せず、機械的結合プロセス中の性能に関し、出願者らは、不織布ウェブ中のN−繊維(1マイクロメートル未満の直径)が、同じ坪量のSMS又はスパンボンド不織布ウェブと比較してウェブの表面積を4〜5倍(製造される繊維の直径と反比例)、大きく増加させるものと考える。表面積の増加は、機械的結合プロセスの間、要素のパターンの下で繊維数を増加させ、要素のパターンからのエネルギーをより良好に分配し、ウェブを通じてこれを分配するように機能し得る。加えて、N−繊維の使用は、ウェブがより密に被覆されて、比較的低い坪量の変動を有する(例えば、10%未満の局部坪量変動)、より均一なウェブを形成することを可能にする。結果として、N−繊維を組み込む材料は、結合部位においてより少ない欠陥を呈する。いくつかの実施形態において、少なくとも1つのN−繊維層を含む機械的に結合されたウェブは、0.9%未満、あるいは0.54%未満、及びあるいは0.25%未満の欠陥発生率を有することがあり、結合した不織布ウェブは25gsm未満の坪量(2つ以上のウェブの組み合わせた坪量)を有する。更に、本開示の実施形態により、SNSウェブ及びSMNSウェブなどのN−繊維層を組み込むウェブは、SMSウェブなどの他のウェブと比較して一般的に小さい結合領域を使用し得る。その上、N−繊維層が使用される際、より低い坪量及び/又はより低い貯蔵高さを有する、ウェブの所望の性能が達成され得る。いくつかの実施形態において、低い坪量を有し(例えば、25gsm未満又は15gsm未満)を有し、好適な欠陥発生率の機械的結合を達成してもよい。
【0119】
図20は、図19に示される結合部位351bの断面斜視図である。例示されるように、グロメットリング376は一般的に、結合部位351bの周辺部の周りに延びる。加えて、膜などの材料バリア380は、結合部を実質的に「封止」して、結合部の流体バリア特性を維持するために、結合部位351bにわたって延びる。
【0120】
前述の機械的結合技術を使用して、例えば、バリアカフが、吸収性物品に取り付けられるか、ないしは別の方法により一体化されてもよい。図1、2、3A〜3B及び5を参照し、吸収性物品10はシャーシ47に取り付けられた1対の長手方向バリアカフ51を含み得る。シャーシ47は、例えば、トップシート20など、吸収性物品10の任意の構成要素若しくは部分、又は構成要素若しくは部分の集合であり得る。各長手方向バリアカフ51は、上記の特性を有するSNSウェブ又はSMNSウェブなどの、ウェブ65を含み得る。例えば、ウェブ65は、8マイクロメートル〜30マイクロメートルの範囲の平均直径を有する繊維を含む第1不織布構成層125、及び1マイクロメートル未満の平均直径を有する繊維を含む第2不織布構成層132を含み得る。長手方向バリアカフ51の材料65のウェブは、10%未満、あるいは8%未満、6%未満の局部坪量変動を有し得る。実際、出願者らは、25gsm積層体の5m当たり10結合欠陥(0.35%未満の結合発生率)未満の低い欠陥率は、SMSウェブが3%以下の、更に低い局部坪量変動を有することを必要とするものと予測する。一実施形態において、13gsm(各1gsmのN及びM層を含む)のSNS又はSMNSウェブは、12gsm以下のスパンボンド層と組み合わされる際に、積層体5m当たり10結合欠陥未満(0.35%未満の結合発生率)の欠陥率を達成するために6%以下の局部坪量変動を要求するために十分である。1.5gsm〜3gsmのN層を有する13〜15gsmのSNS又はSMNSウェブのため、又はそれぞれ12gsm〜13gsmのSNS又はSMNSの2層を組み合わせるために、10%の変動は十分である。長手方向バリアカフ51のそれぞれは、長手方向バリアカフ51がシャーシ47に取り付けられる、長手方向取り付けゾーン49を含み得る。いくつかの実施形態において、長手方向取り付けゾーン49は、中央長手方向軸59とほぼ平行に延び得る(図1)。いくつかの実施形態において、取り付けゾーン49は、ほぼ線形であってもよく、若しくは湾曲していてもよく、又はこれらの組み合わせであってもよい。更に、取り付けゾーン49は、吸収性物品に沿って実質的に連続的であってもよく、あるいは非連続的であってもよい。更に、各長手方向バリアカフ51は、長手方向自由縁部64及び取り付けゾーン49と自由縁部64との間に配置された複数の機械的結合部68を有し得る。一実施形態において、複数の機械的結合部68は、長手方向自由縁部64の近位にヘムを形成する。例えば、複数の機械的結合部68は、例えば、ウェブ材料59の第1部分をウェブ65の第2部分61に取り付けてもよく、これはヘム折り畳み結合と称され得る。いくつかの実施形態において、機械的結合部68は、ウェブ65を吸収性物品10に取り付けてもよい。機械的結合部68は、例えば、図19〜20に例示される結合部位351bと同様であり得る。機械的結合部68は、例えば、トップシート20を長手方向バリアカフ51に結合し得る。更に、機械的結合68は、例えば、図18A〜18Dに例示されるパターンなどの任意の好適なパターン又は構成で配置され得る。
【0121】
別の実施形態において、図3Bを参照し、吸収性物品10の長手方向バリアカフ51はそれぞれ、材料65aのウェブの第1層、及び材料65bのウェブの第2層を含み得る。ウェブ材料65a及び65bの第1層及び第2層はそれぞれ、例えば、SNSウェブ又はSMNSウェブを含み得る。更に、例示されるように、長手方向バリアカフ51は、ウェブ材料65a及び65bの2層を形成するために折り畳まれてもよい。他の実施形態において、材料65a及び65bの2つの別個のウェブが接合、結合ないしは別の方法で取り付けられて、長手方向バリアカフ51を形成してもよい。長手方向バリアカフ51は、長手方向バリアカフがシャーシ47に取り付けられる長手方向取り付けゾーン49、及び長手方向自由縁部64を含み得る。複数の機械的結合部68は、材料65aのウェブの第1層と、材料65bのウェブの第2層を取り付けることができる。いくつかの実施形態において、複数の機械的結合部68は、材料65aのウェブの第1層、及び材料65bのウェブの第2層の少なくとも一方をシャーシ47に取り付ける。一実施形態において、複数の機械的結合68は、0.9%未満、あるいは0.5%未満、あるいは0.25%未満の欠陥発生率を有する。いくつかの実施形態において、複数の機械的結合部68は、取り付けゾーン49の長手方向ゾーンに沿って又はほぼ近位に配置され得る。
【0122】
一実施形態において、SNSウェブ及び/又はSMNSウェブは、空気透過性、低表面張力流体裏抜け時間、坪量、及び局部坪量変動の、ウェブの優れた特性のために、おむつのバックシートなど、長手方向バリアカフ以外の、吸収性物品の構成要素を含み得るか、又はその一部を含み得る。同様に、SNSウェブ及び/又はSMNSウェブはまた、様々な消費者吸収性物品の他の好適な部分、又は非吸収性物品、又はその部分を含むように使用され得る。SNSウェブ及び/又はSMNSウェブから、又は部分的にこれから形成され得る、非吸収性物品のいくつかの非限定的な例は、消費者使い捨て水濾過構成要素、悪臭を排除するための香料放出を使用する空気浄化構成要素、並びに洗剤及び洗剤カプセル中の界面活性剤放出構成要素である。
【0123】
他の実施形態において、SNSウェブ及び/又はSMNSウェブは、例えば、ミクロ孔質又はミクロ有孔フィルムなどのフィルム(又はピンホールの危険性のあるフィルム)と共に形成され、これに取り付けられ、及び/又はこれと使用され得、例えば、おむつのバックシートとして使用されるときなど、所望の用途におけるウェブの低表面張力裏抜け時間を増加させる。更に他の実施形態において、SNSのウェブ及び/又はSMNSウェブは、疎水性溶解添加物及び/又は疎水性表面コーティングを含むか、又はこれによりコーティングされ、やはり所望の用途のためにウェブの低表面張力裏抜け時間を増加させ得る一実施形態において、SNSウェブ及び/又はSMNSウェブは、例えばフィルム及び疎水性溶解添加物及び/又は疎水性表面コーティングの両方を含むことがある。フィルム、疎水性溶解添加物、及び/又は疎水性表面コーティングを有するこのようなウェブの実施形態は、任意の好適な吸収性又は非吸収性物品、例えば、おむつバックシート、生理用パッドトップシート、又はバックシートなどの構成要素を含むか、又はそのようなものとして使用され得る。
【0124】
試験
空気透過性試験
特定の圧力低下によって推進される試験見本を通じて、標準的な条件の空気の流量を測定することによって空気透過性が決定される。この試験は、不織布、孔あきフィルム等、比較的高い気体透過性を有する材料に特に適している。
【0125】
TexTest FX3300器具又は同等物が使用される。(SwitzerlandのTextest AG(www.textest.ch)により、又はSpartanburg SC,USAのAdvanced Testing Instruments ATIから入手可能。)試験方法はASTM D737に従う。試験は、23±2℃、及び50±5%の相対湿度の実験室環境において実施される。この試験において、器具は、見本を通じて空気を推進する、見本を横断する差圧を形成する。見本を通じた空気流量は、m3/m2/minで測定され、これは実際にはm/分の速度であり、3桁の有効数字まで記録される。試験圧力低下は、125パスカルに設定され、5cm2面積試験ヘッドが使用される。システムを動作可能にした後、1cm2インサートが挿入された(やはりTextest又はATIから入手可能)。対象とするサンプルが準備されて、見本が1cm2ヘッドインサート内に適合するように切り取られた。動作手順に従って見本を測定した後、1cm2試験領域インサートと5cm2ヘッドとの間の面積差を考慮しながら、3桁の有効数字まで結果が記録される。FX3300器具がこれを自動的に考慮しない場合、各見本の結果は、1cm2試験領域インサートと5cm2ヘッドとの間の面積差を考慮することにより、実際の空気透過性を反映するように手動で再計算される。このサンプルの、10個の見本の空気透過性データの平均が計算されて記録される。
【0126】
液体の表面張力
液体の表面張力は、空気−液体境界面において、プラチナWilhelmyプレート上に働く力を測定することによって液体の表面張力が測定される。KrussテンショメーターK11又は等価物が使用される。(Kruss USA(www.kruss.de)により利用可能)。試験は、23±2℃、及び50±5%の相対湿度の実験室環境において実施される。試験液体は、製造者によって容器内に配置され、表面張力が器具及びそのソフトウェアによって記録された。
【0127】
繊維の表面張力
坪量試験
9.00cm2の大きさのウェブの断片(1.0幅×9.0cm長さ)が製品から切り取られ、これは乾燥し、接着剤又は埃などの他の物質を含まない。サンプルを、23℃(±2℃)、約50%(±5%)の相対湿度で、2時間、平衡状態に達するまで調整する。切断されたウェブの断片の質量が、0.0001gまでの正確性の尺度で測定される。得られる質量が見本面積によって除され、g/m2(gsm)で結果を提供する。特定のサンプルに関し、20個の同一の製品から少なくとも20の見本が繰り返しとられ、製品及び構成要素が十分に大きい場合は、各製品から2つ以上の見本が得られる場合がある。サンプルの例は、おむつの袋の中の左側おむつカフであり、「左側のカフ不織布」の合計20のサンプルのために、各おむつの左側から2つの9.00cm2の大きなカフウェブの試料を切り取るために、10個の同一のおむつが使用される。局部坪量変動試験が行われる場合、平均坪量を計算及び記録するために、これらの同じサンプル及びデータが使用される。
【0128】
機械的結合欠陥発生率試験
機械的結合パターンの欠陥発生率は、結合材料の5.0メートル中の欠陥のある結合部の割合を判定することによって決定される。欠陥は、孔、曇り傷及び断裂である。孔は、結合部位の材料において形成される、有孔の、又はフィルム様膜から欠けている、少なくとも0.39mm2の面積として定義され、曇り傷は、意図される機械的結合部位がフィルム様膜を視覚的に示さない少なくとも1.00mm2の面積として定義される。第3の種類の欠陥、破断は、膜の外辺部の少なくとも1.0mmが断裂又は破断している、膜の破断した外辺部の結果である。機械的結合グロメット内の代表的な材料バリア380(又は「膜」)の例示のために、図20を参照されたい。図21は、機械的結合中における、良好な機械的結合、悪いが欠陥は有さない機械的結合、及び欠陥を有する機械的結合を構成するものを例示する。
【0129】
欠陥発生率試験
2つ以上のウェブによる製造されたウェブの、又は製品若しくは製品の機構を切り取ったウェブの欠陥発生率を測定するために、視覚的手順が使用される。最初に、不織布ウェブ又は同等の数の製品(例えば、0.5mパッドカフ長さの、10個の一連のおむつ)を5mとり、一方の側を点検する(例えば、不織布ウェブの結合部位のおむつの左長手方向側部又は右長手方向側部の欠陥について)。結合部位を断裂及び損傷せず、2度以上の機械的結合でオーバー結合していない区分を選択するように注意を払う。
【0130】
対象とする結合部を有する構成要素が、結合部を断裂及び損傷せずに単純に切り取って取り除くことができない場合、接着剤を溶解するためにTHFバスの使用など、分離の別の方法が使用され得る。対象とする結合部を有する構成要素を注意深く切り取った後、追跡及び後の分析のために見本を標識する。
【0131】
各機械的結合パターンは、一定の反復長さを有する。5mの積層ウェブの結合部の合計標的数は、5m長さ(5000mm)と反復長さ当たりの結合部の数(#結合部/mm)を掛けることによって得られる。対象とする結合パターンの機械的な結合部は、おむつ長さ全部まで延びるほどに大きい場合、おむつ長さが反復長さとして定義される。対象とするサンプルから上記に従って追加的(例18th)な区分を切り取り、この区分が完全に延びるようにしてこれを平坦な表面にテープで貼り(ウェブを損傷することなく適度な力で完全な長さまで手動で延ばし、皺を除いていずれかのエラストマー収縮を延ばす)、テープで留めたサンプルの下の、厚紙の薄い黒い断片をスライドする。少なくとも100mm区分にわたって、結合パターンの反復長さを見つけ、これは、100mm長さ未満の反復長さにおいてはこの多数の個別の反復長さが選択されることを意味する。例えば、図18Aの結合パターンにおいて、示されるパターンの上部から底部へと長さを測定し、これが200mmであるとき、図18Aのパターンの反復長さは、最上部のC型結合部の上縁部から、第3C型結合部の上縁部までであり、この実施例においては142mmである。全ての結合部は、多数の形状であっても、数えられて、この全体的な反復長さに加えられる。図18Aの例において、全体的な反復長さは、第1C型結合部の上部から第3の上部まで、142mmである。142mm反復長さにおける結合部の数は16結合部である。5000mm長さ内における結合部の合計数はしたがって、5000mmに16結合部を掛けて142mmで割ったものであり、これは563結合部である。
【0132】
各結合部位は、25倍の倍率で検査される。レンズは、各欠陥判定テンプレートと共に使用される。すなわち、孔に関しては、0.39mm2の大きな円(0.705+/−0.005mm直径)、曇り傷に関しては1.00mm2(mm直径)、断裂に関しては1.0mm直径の円を有するテンプレート(これらは、接眼レンズを通じて観察したときに、資料の上に見ることができる。図21Bの図を参照し、孔の欠陥についてここで更に概要が記される。円が孔の中に適合し得る場合、孔は、孔欠陥として数えられる。(図21B参照)結合部位が点検された後、おむつの長さ方向において、次の連続する結合部が点検される。
【0133】
孔は、H1、H2...又はH5として分類され、この数字は、孔を有する連続する機械的結合部の数を反映する。おむつ長さ方向において同じ列における連続する欠陥は、単一の欠陥として数えられる(すなわち、5個の連続する孔は、1つのH5欠陥として数えられる)。以下のようなデータ表の分析の結果を記録し、各見本及び各画像に関して孔及び曇り傷の数が記録される。
【表1】
【0134】
孔を分析されていない結合形状が更に存在する場合、これらのためにこの工程を繰り返し、この結合部形状の孔欠陥限界を使用して、上記のようにその欠陥の数を判定する。
【0135】
曇り傷故障が各テンプレートを用いて分類されて、S1、S2...又はS5として記録され、数字は、連続する欠損した機械的結合部の数を反映する。おむつ長さ方向において同じ列における連続する欠陥は、単一の欠陥として数えられる(すなわち、5個の連続する曇り傷は、1つのS5欠陥として数えられる)。断裂故障が各テンプレートを用いて分類されて、T1、T2...又はT5として記録され、数字は、連続する欠損した機械的結合部の数を反映する。おむつ長さ方向において同じ列における連続する欠陥は、単一の欠陥として数えられる(すなわち、5個の連続する断裂は、1つのT5欠陥として数えられる)。全ての孔、曇り傷及び断裂の欠陥の合計数が、数えられて、ウェブ5.0m当たりの欠陥の数を得る。これを機械的結合の理論的数値(機械的結合/cmの数値による機械的結合密度×積層体の長さ(500cm))によって割り、100%を掛けて、欠陥発生率を%で求めた。理論的な数字は、材料が適切に結合されているかどうかに関係なく、5mの積層体の上の全ての機械的結合部を含む。
【0136】
この試験で欠陥を特定する例示のために、図21A、21B及び33A〜33Gを参照されたい。
【0137】
繊維径及びデニール試験
走査型電子顕微鏡(SEM)及び画像分析ソフトウェアを使用して、ウェブのサンプルにおける繊維の直径が判定される。繊維が測定のために適切に拡大されるように、500〜10,000倍の倍率が選択される。電子ビームにおける繊維の帯電及び振動を避けるために、サンプルは金又はパラジウム化合物でスパッタされる。繊維径を判定するために手動の手順が使用される。マウス及びカーソルツールを使用して、無作為に選択された繊維の縁部を探し、次いで繊維の反対の縁部までその幅を(すなわち、その点において、繊維に対して垂直に)測定する。目盛りのある、較正された画像解析ツールは、例えば、マイクロメートル(μm)での実際の読み取り値を得るためのスケーリングを提供する。いくつかの繊維はしたがって、SEMを使用してウェブのサンプルにわたって無作為に選択される。ウェブ(若しくは製品内のウェブ)の少なくとも2つの部分が切り取られ、この方法で試験される。統計学的分析のために、そのような測定を少なくとも合計100回行い、次いで全てのデータが記録される。記録されたデータは、繊維の直径の平均値(平均)、繊維径の標準偏差、及び繊維径の中央値を算出するために使用される。別の有用な統計値は、特定の上限以下である繊維の集合の量の算出である。この統計値を決定するために、ソフトウェアは、繊維径のうちのどれくらい多くの結果が、上限以下であるかカウントするようにプログラムされ、このカウント(データの合計数によって除され、100%を掛ける)は、上限以下であるパーセント(例えば直径が1マクロメートル以下であるパーセント、又はサブミクロンである%)として、パーセントで記録される。
【0138】
結果がデニールで記録される場合、以下の計算が行われる。
繊維径(デニール)=断面積(m2)*密度(kg/m3)*9000m*1000g/kg
【0139】
断面積は、π*直径2/4である。ポリプロピレンの密度は、例えば、910kg/m3でとられてもよい。
【0140】
繊維径をデニールで提供し、メートル(又はマイクロメートル)での物理的円形繊維が、これらの関係式から計算され、逆もまた同様である。個別の円形繊維の測定される直径(マイクロメートル)をdiで表す。
【0141】
繊維が非円形断面を有する場合では、繊維径の測定は、水力直径として、かつこれと等しいものとして決定され、水力直径とはフィラメントの断面積を4倍して繊維の断面の外辺部(中空の繊維の場合は外周)で除したものである。
【0142】
繊維径の計算
数平均直径、あるは平均直径、
【数1】
質量平均直径は以下のように計算される:
【数2】
式中、
サンプル中の繊維は、円形/円筒形であるものと想定される。
di=サンプル中のi番目の繊維の測定された直径、
∂x=その直径が測定される繊維の極小長手方向区分(サンプル中の全ての繊維に対して共通
mi=サンプル中のi番目の繊維の質量、
n=サンプル中で直径を測定される繊維の数
ρ=サンプル中の繊維の密度(サンプル中の全ての繊維に対して共通)
Vi=サンプル中のi番目の繊維の容積
【数3】
【0143】
低表面張力流体裏抜け時間試験
低表面張力流体裏抜け時間試験は、所定の速度で分配される特定量の低表面張力流体が、基準吸収性パッド上に配置されているウェブ(及び他の比較可能なバリア材料)のサンプルを完全に通過するためにかかる時間量を判定するために使用される。標準としてこれはまた、試験流体の表面張力のために32mN/mの低表面張力流体裏抜け試験とも称されるが、各試験は、単純に互いに重ねた不織布サンプルの2層上で行われる。
【0144】
この試験において、基準吸収性パッドは、5プライのAhlstrom等級989濾過紙(10cm×10cm)であり、試験流体は32mN/m低表面張力流体である。
【0145】
範囲
この試験は、液状の排便など、低表面張力流体に対するバリアを提供することを意図されるウェブの、低表面張力流体裏抜け性能(秒)を特徴付けるように設計されている。
【0146】
機器
リスター裏抜け試験機:この試験機は、DANA ERT 153.0−02の6章に記載されるようなものであり、以下の例外を有する:裏抜けプレートは3つのスロットの星型開口部を有し、10.0mm長さ及び1.2mmスロット幅を有する細いスロットと、60°の角度を有する。この装置は、Lenzing Instruments(Austria)、及びW.Fritz Metzger Corp(USA)から入手可能である。100秒後にタイムアウトしないように、単位が設定される必要がある。
【0147】
基準吸収性パッド:10cm×10cm面積において、Ahlstrom等級989濾過紙が使用される。平均裏抜け時間は、32mN/m試験流体を使用し、ウェブサンプルを使用せず、
5プライの濾過紙に対して3.3+0.5秒である。濾紙は、Empirical Manufacturing Company,Inc.(EMC)7616 Reinhold Drive Cincinnati,OH 45237から購入され得る。
【0148】
試験流体:32mN/m表面張力流体は、蒸留水及び0.42+/−0.001g/L Triton−X 100で調製される。全ての流体が周囲条件に維持される。
【0149】
電極−すすぎ液:0.9%塩化ナトリウム(CAS 7647−14−5)水溶液(9g NaCl/1L蒸留水)が使用される。
【0150】
試験手順
−表面張力が32mN/m+/−1mN/mであることを確かめる。さもなければ試験流体を再調製する。
【0151】
−0.9% NaCl水溶液電極すすぎ液を調製する。
【0152】
−基準吸収性パッドの裏抜け標的(3.3+/−0.5秒)が、32mN/m試験流体で5プライを試験することによって満たされることを、以下のように確認する。
【0153】
−5パイルの基準吸収性パッドを裏抜け試験機の基部プレート上にきちんと積み重ねる。
【0154】
−裏抜けプレートを5パイルの上に配置し、プレートの中央が紙の中央の上にあることを確認する。分配漏斗の下でこのアセンブリを中心に合わせる。
【0155】
−裏抜け試験機の上方アセンブリが、既定の停止部分まで低下したことを確認する。
【0156】
−電極がタイマーに接続されていることを確認する。
【0157】
−裏抜け試験機を「オン」にし、タイマーをゼロにする。
【0158】
−5mLの一定体積のピペット及び先端部を使用し、5mLの32mN/m試験流体を漏斗内に分配する。
【0159】
−漏斗の磁気バルブを開き(例えば、ユニットのボタンを押すことにより)、5mLの試験流体を排出する。流体の最初の流れが電気回路を完成させ、タイマーを開始させる。流体が基準吸収性パッド内に浸入し、裏抜けプレートの電極の水準を下回ると、タイマーが停止する。
【0160】
−電子タイマーに示されている時間を記録する。
【0161】
−試験アセンブリを取り除き、使用された基準吸収性パッドを廃棄する。0.9% NaCl水溶液で電極をすすぎ、これらを次の試験に「備える」。下降部が電極、及び裏抜けプレートの裏の上に至るまで乾燥させ、加えて、分配出口開口部、及び濾紙がその上に置かれる底部プレート又はテーブルを拭く。
【0162】
−この試験手順を最低3つの複製において繰り返し、基準吸収性パッドの裏抜け標的が満たされることを確認する。この標的が満たされない場合、この基準吸収性パッドは規格外であり得、使用されるべきではない。
【0163】
−基準吸収性パッド性能が実証された後、不織布ウェブサンプルが試験され得る。
【0164】
−必要な数の不織布ウェブ見本を切断する。ロールからサンプルとしてウェブを取り出し、このサンプルを10cm×10cmの正方形見本へと切断する。製品からサンプルとしてウェブを取り出し、このサンプルを15×15mm正方形見本へと切断する。流体は、裏抜けプレートから不織布ウェブ見本へと流れる。不織布ウェブ見本は縁部のみに触れるようにする。
【0165】
−5パイルの基準吸収性パッドを裏抜け試験機の基部プレート上にきちんと積み重ねる。
【0166】
−不織布ウェブ見本を5パイルの濾紙の上に配置する。不織布ウェブ見本の2つのパイルが試験方法において使用される。不織布ウェブサンプルが偏っている場合(すなわち、どちらの側部が特定の方向に向いているかによって異なる層構成を有する)、試験中、着用者(吸収性製品の)に面する側部が上方に向く。
【0167】
−裏抜けプレートを不織布ウェブ見本上に配置し、裏抜けプレートの中央が、不織布ウェブ見本の中央の上に配置されていることを確認する。分配漏斗の下でこのアセンブリを中心に合わせる。
【0168】
−裏抜け試験機の上方アセンブリが、既定の停止部分まで低下したことを確認する。
【0169】
−電極がタイマーに接続されていることを確認する。裏抜け試験機を「オン」にし、タイマーをゼロにする。
【0170】
−上記の通り実施する。
【0171】
−必要な数の不織布ウェブ見本において、この手順を繰り返す。最低5個の見本の各異なる不織布ウェブサンプルが必要とされる。平均値は、32mN/mの低表面張力裏抜け時間(秒)である。
【0172】
35mN/mの低表面張力流体裏抜け試験
この試験は2つの事を例外として上記のように行なわれる。第1に、試験は不織布ウェブサンプルの一層で行われる。第2に、試験流体は35mN/mの表面張力を有する。試験流体は、2部の32mN/m流体と5部の脱イオン水を混合することによって生成される。試験の前に、流体の実際の表面張力は、35±1mN/mであることを確かめるために点検される必要がある。この流体が35±1mN/mでない場合、これは廃棄されるべきであり、別の流体が調製されるべきである。
【0173】
局部坪量変動試験
目的
局部坪量変動試験は、不織布ウェブのロットを通じた9cm2の質量分布の変動を測定することを意図する。局部坪量変動パラメーターは、不織布ウェブにわたって所望の均一性の欠如を表す。より低い局部坪量変動は、これが、例えばバリア特性、強度及び結合など大半の品質の一貫性を補助するために望ましい。
【0174】
原理
1cm×9cm面積の不織布ウェブサンプルの質量が測定され、ウェブ生成のロットを通じた局部坪量変動(すなわち、質量分布)を判定するために分析される。対象とするロット、又はロットの一部の全ての個別のデータが標準偏差及び平均として分析され、その後局部坪量変動を求めるために割合を求める。換言すると、これは、小さい面積坪量変動の、相対標準偏差(RSD)又は変動係数(COV)を示す。
【0175】
−各複製において、1cm×9cmの大きさが選択され、それによって各複製の質量が、十分な桁数及び特定の基準における正確性で測定され得る。
【0176】
−質量はグラムで測定される。
【0177】
−グラメージ及び坪量は同義であり、g/m2(又はgsmで記載)単位で測定される。
【0178】
−不織布ウェブのサンプルは、機械方向で取られる(ウェブは少なくとも1cm幅であり、それによってこれは見本に切断され得る)。
【0179】
機器
−0.0001gの感度を有する目盛り(あるいは、0.00001gの感度を有する、又は標的坪量の0.1%までの正確性を有する目盛り)(例えば、1cm×9cm面積の13gsmは、0.0117gの重さであり、この質量の0.1%は、0.00001gである)
【0180】
−1.0cm×9.0cm、又は9cm2面積の矩形切断領域を有する(任意により容易なサンプル取り出しのための柔軟なフォームを有する)ダイ。ダイ面積は、約0.005mm辺長さの範囲内であるべきである。
【0181】
−水圧プレス:水圧プレスは、ダイで不織布ウェブを打ち抜くために使用される。
【0182】
試験手順
サンプリング:
−画定される不織布ウェブサンプルの局部坪量変動を評価するために少なくとも40のデータポイントが必要である。これらのデータポイントは、不織布ウェブサンプルを通じて均等にサンプリングされる。
【0183】
−試験見本は、皺がなく、埃や接着剤などの汚染物質を含まないべきである。
【0184】
調整:
−通常の実験室条件において、清潔な乾燥した不織布ウェブのみを使用する(50±5%相対湿度及び23±2°)。
【0185】
手順:
−準備されたダイ9cm2及び水圧プレスで複製を切り取る。一層が切り取られる。切断の後の容易な取り出しのために、切断ボードとサンプルとの間に紙が置かれてもよい。
【0186】
−目盛りが正確にゼロ(0.0000g)であることを確かめるか、又は風袋を測って0.0000gにする。
【0187】
−切断された複製を、秤で0.0001gの単位(あるいは、0.00001gの単位)で測定する。
【0188】
−ロット、不織布ウェブサンプル、複製及び結果を記録する。
【0189】
−全ての選択される複製において上記の工程を続ける。
【0190】
吸収性物品(例えば、おむつ)において分析が行われると、同一の製品mが使用され、好ましくは袋、包装又はケースの中の、連続するおむつが試験される。右又は左レッグバリアカフがサンプルに選択され得る。この説明の目的のために、右レッグバリアカフが選択されたものと想定する。
【0191】
−吸収性物品からレッグバリアカフを注意深く切り取り、カフに順次番号を付ける(例えば、吸収性物品1の右レッグバリアカフ)。袋、包装又はケース内の残っている吸収性物品に対して同じ操作を続ける。
【0192】
−レッグバリアカフを吸収性物品1から切り取ることから始め、レッグバリアカフを厚紙の断片又はプラスチックシートに締結し(例えば、テープで貼り付ける)、切断面積(1cm×9cm)を有するダイを、バリアカフ上に配置し、見本を切り取る。十分なサンプル長さが残っている場合、バリアカフからの更に2つ又は3つの見本について、この手順を更に1回又は2回繰り返す。
【0193】
−切り取った部分を、0.0001gまで計量し、結果を記録する。
【0194】
−続いて他の吸収性物品から他の右側レッグバリアカフを切り取り、ダイで切り取った1cm×9cmの大きさの断片の質量を測定し、データを記録する。
【0195】
−吸収性物品の右側バリアカフが40個のデータポイントで特徴付けられるまで、必要なだけ多くの吸収性物品(必要であれば、袋いくつかの吸収性物品)についてこの手順が反復される。吸収性物品の包装が典型的には20個超の吸収性物品を保持するため、吸収性物品の各サンプル包装において、一方の側につき(この場合右側)40以上の複製を切り取り、測定することが可能である。
【0196】
製品の他方の側(この場合、左側)において全ての手順を繰り返す。局部坪量変動が、各側部に関して計算されるべきである。
【0197】
計算
−不織布ウェブサンプル(40の個々の複製)の平均質量を計算する。
【0198】
−不織布ウェブサンプルの標準偏差を計算する。
【0199】
−局部坪量変動(標準偏差/平均重量)を計算する。
【0200】
報告
局部坪量変動を小数点第1位、0.1%まで記録する(例えば、7.329%は7.3%になる)。
【0201】
流体の表面張力測定
測定は、DataPhysics Instrument GmbHによるビデオベースの光学接触角測定装置、OCA 20又は同等物により¥行われる。注射器に試験する液体を充填する前に、清潔なガラス注射器及び投薬針(1.65〜3.05mmの大きさ)を選択し、その後注射器/針から泡を取り除く。注射器、投薬針及びステージの位置を調節する。既知の容積の試験液体の液滴が、投薬針の下端で形成される。液滴型の検出は、ソフトウェアSCA20によって行なわれ、表面張力は、Young−Laplace式に従って算出される。測定は、フードを閉じて、耐振動性の卓上で実行される。
【0202】
繊維の表面エネルギーがまた、Sessile Drop Techniqueに従い、この器具で判定される。
【0203】
厚さ、すなわちキャリパー試験
厚さ試験は、EDANA 30.5−99に従って行なわれ、15mmの脚部材が500パスカルで押し下げる(すなわち、0.0884Nの力)。試験を開始し、結果が安定するまで5秒間待機し、結果を0.01mmの単位まで、ミリメートルで記録する。このサンプル分析は、利用可能なサンプルを通じて広がる異なる位置から、少なくとも20の測定値を含むべきである。
【0204】
孔径分布試験
不織布ウェブサンプルの孔径分布は、キャピラリー流量気孔計(Porous Materials,IncからのAPP 1500 AEXi)又は同等物で測定される。清潔で乾燥した空気供給の利用可能な圧力は、少なくとも0.069MPa(100psi)であり、それによって0.008マイクロメートルまでの孔が検出され得る。不織布ウェブサンプルが最初に切断されて、低表面張力流体、15.9mN/mの表面張力を有する、いわゆる(Galweick)に完全に浸漬される。不織布ウェブサンプルの大きさは直径7mmである。浸漬される不織布ウェブサンプルが、器具のサンプルチャンバ内に配置され、チャンバが密閉される。自動測定周期を開始する際、不織布ウェブサンプルの後ろのサンプルチャンバに気体が流入し、その後、不織布ウェブサンプルの、最も大きな直径を有する孔における流体の毛管現象を凌駕するために十分な値まで、コンピュータにより気圧を徐々に増加させる。これは泡立ち点である。チャンバ内部の圧力は、小さな増分で更に増加して、気体流を生じ、これは不織布ウェブサンプルの全ての孔に低表面張力流体がなくなるまで測定される。気体流対圧力データは、「湿潤曲線」を表す。曲線が線形に上昇し続ける場合、サンプルは乾燥しているものと考えられる(すなわち、孔は低表面張力流体を含まない)。圧力は、その後、段階的に減少し、「乾燥曲線」を生成する。多孔質媒体分野における当業者にとって既知であるように、「湿潤」及び「乾燥」曲線の関係から、コンピュータは、試験される範囲(例えば、泡立ち点から、約0.08マイクロメートル又はそれ未満まで(より高い気体圧を有する))にわたり、平均流量孔径及び孔径のヒストグラムを含む孔パラメーターを計算する。
【0205】
キャピラリー流量孔径での試験手順におけるいくつかの重要なパラメーターは、以下である:試験流体は、15.9mN/m表面張力を有するGalwickであり、試験領域開口部の大きさは7mmであり、ねじれパラメーターは1に設定する。器具の他のパラメーターは最大流量に設定される:100000cc/分、気泡流3cc/分、F/PTパラメーター1000、ゼロタイム2秒、v2incr 25cts*3、preginc 25cts*50、パルス遅延0秒、最大圧力100kPa(1バール)、パルス幅0.2秒、最小均時差10秒、presslew 10cts*3、flowslew 30cts*3、equiter 10*0.1s、aveiter 10*0.1s、最大圧力差1kPa(0.01バール)、最大流量差40cc/分、開始圧力10kPa(0.1バール)、及び開始流量500cc/分)。
【0206】
不織布引張強度(CD)
不織布引張強度(CDで)は、Instron MTS 3300引張試験機又は同等物を使用し、WSP 110.4(05)Bに従って測定される。15mm×50mmの不織布ウェブサンプルであり、長さ50mmは、おむつ製品の長さに沿っている。サンプル幅は50mmであり、ゲージ長さは5mmであり、各サンプルクランプ内に5mmが配置されることを可能にする。試験速度は100mm/分である。応力−歪み曲線は、サンプルが破断するまで測定される。不織布引張強度は、曲線において観察される最大ひずみ値として画定される。
【0207】
結合剥離強度
結合剥離強度は、2つの結合された層のバリアレッグカフ及びトップシートを長手方向に分離するために必要な力として定義される。試験は、MTS 3300引張試験機又は同等物を使用して測定される。15mm×170mmの不織布積層体見本が、製品から取り外される。トップシートをバリアレッグカフ層から手で剥がして離すことにより、最後の20mmに自由端部が形成され、カフ面及びトップシート面を有する自由端部を得る。試験速度は305mm/分である。機械的結合欠陥発生率試験において記載されるように、製品から見本が得られる。
【0208】
手順
−見本のバリアレッグカフ層の自由端部を下方ジョーに、サンプルの長さ軸がジョーの上方縁部と垂直になるように挿入し、ジョーを閉じる。下方ジョーと、上方ジョーとの間に見本を位置合わせする。見本のトップシート層の自由端を上方ジョーに、サンプルの長さ軸がジョーの下方縁部と垂直になるように挿入し、いずれかの緩みを排除するために十分な張力をかけるが、5グラム未満である力がロードセルにかかるように、ジョーを閉じる。見本が載せられた後に、器具をゼロに合わせないこと。
【0209】
−製造業者の説明書により説明されているように、引張試験機とデータ収集装置を同時に始動する。
【0210】
−クランプから見本を取り除き、クロスヘッドを次の見本に備えるために開始位置に戻す。
【0211】
試験中に断裂が生じた場合、サンプルのほぼ同じ領域から別の見本を切り取る。この第2見本の試験中に断裂が生じる場合、見本の結合強度を「合計結合」として記録する。
【0212】
−最初の2.5cmの剥離における結果は無視する。引張試験機がコンピューターインターフェースを有する場合、プログラムが、見本の平均剥離力をグラムで計算するように設定する。
【実施例】
【0213】
(実施例1)
この実施例において、第2不織布構成層132は、以下の表1Aに例示される、繊維直径(本明細書において記載される繊維直径及びデニール試験に従って測定される)、多分散率、繊維直径範囲(測定される最小−最大)、及びサブミクロン直径の繊維(1マイクロメートル未満)を有するN−繊維を含む。
【表2】
【0214】
比較例1:不織布構成層は、以下の表1Bに示される、繊維直径(本明細書において記載される繊維直径及びデニール試験について測定される)、多分散性、繊維直径範囲(測定される、最小−最大)、及びサブミクロン半径の繊維(1マイクロメートル未満)の量を有するメルトブローン繊維を含む。
【表3】
【0215】
表1Bにおいて、番号M1〜M3によって特定されるサンプルは、超微細メルトブローン繊維を表し、番号M4〜M7によって特定されるサンプルは微細メルトブローン繊維を表し、番号M8〜M11によって特定されるサンプルは中間的メルトブローン繊維を表す。
【0216】
表1A及び表1Bに説明されるデータは、図22〜25に例示される。表1A及び1Bに示される、数平均直径及び質量平均直径の値は、図22〜25の繊維径分布に統計的に適合する曲線に表される。図22は、N−繊維サンプルN1の繊維径分布を超微細メルトブローン繊維サンプルM1の繊維径分布と比較する。同様に、図23は、N−繊維サンプルN1〜N4の繊維径分布を超微細メルトブローン繊維サンプルM1〜M3の繊維径分布と比較する。N−繊維と超微細メルトブローン繊維の比較は、超微細メルトブローン繊維サンプルが、1マイクロメートル未満の直径を有する繊維をかなりの数で(少なくとも80%)含んでも、これらが1マイクロメートル超の(8.4マイクロメートルまで)の直径を有する繊維も、限定的な数で(約6%〜20%)含み、繊維分布を大きな直径の端部において長い尾部を有するようなものにしていることを示す。繊維分布の長い大きな直径端部の尾部は、1.64〜2.99に及ぶ質量平均直径、並びに2.39〜4.91に及ぶ多分散率によって良く説明される。図24及び図25はそれぞれ、N−繊維サンプルN1〜N4の繊維径分布を微細及び中間的な寸法のメルトブローン繊維サンプルを比較する。メルトブローン繊維サンプルは、図24及び図25に標識される。図24及び図25並びに表1Bのメルトブローンサンプルの繊維直径分布は、繊維直径がサブミクロン(<1マイクロメートル)から12マイクロメートルの大きさにまで及び、繊維分布を、大きな繊維直径端部に長い尾を有する、かなり広いものにしていることを示す。表1Bに掲載される、測定されるサンプルにおける大きな直径の繊維(大きな繊維径端部上の繊維分布の長い尾部によって例示される)の存在により、全ての測定されるメルトブローンサンプルの質量平均及び数平均が分布尾部上に位置し、質量平均直径が1標準偏差超であり、数平均直径よりも大きい。これに対して、N−繊維は、測定されるサンプルにおいて、非常に少量の大きな直径の繊維を有する。したがって、N−繊維の繊維径分布は短い尾部を有し、数平均及び質量平均直径の両方が、繊維分布の中心に向かう傾向を有し、数平均直径の約1標準偏差内である。
【0217】
(実施例2A)
この実施例において、不織布ウェブ材料A〜I(A-i)の様々なサンプルが試験される。これらの様々な特性が表2Aに示される。サンプルG−I(G-i)は、本開示の不織布ウェブ材料の実施形態であり、一方でSMSサンプルA〜Fは、単に比較目的のために提供される。様々なサンプルの低表面張力流体裏抜け時間が、図26において図によって例示される(より良好なスケールのグラフを提供するために、サンプルJは除く)。図26に見られるように、本開示のサンプルG−Iの低表面張力流体裏抜け時間は、SMSウェブが疎水性コーティングによってコーティングされている場合であっても、SMSサンプルA〜Fよりも遥かに高い(SMSサンプルD〜F参照)。低表面張力流体裏抜け値は、各サンプルの2つのプライ、及び32mN/mの低表面張力流体を使用して決定される。
【表4】
【0218】
(実施例2B)
この実施例において、不織布ウェブ材料A−I(実施例2A)と同じ様々なサンプルが試験される。これらの様々な特性が、表2Bに表示される。サンプルG−Iは、本開示の不織布ウェブ材料の実施形態であり、一方でSMSサンプルA〜Fは、単に比較目的のために提供される。図27において、様々なサンプルの低表面張力流体裏抜け時間が、これらの数平均直径(マイクロメートル)に対してプロットされる。図27に例示されるように、低表面張力流体裏抜け時間が、サンプルの繊維のより小さい数平均直径にもとづいて増加する。低表面張力流体裏抜け値は、各サンプルの2つのプライ、及び32mN/mの低表面張力流体を使用して決定される。
【表5】
【0219】
(実施例2C)
この実施例において本開示SMNS不織布ウェブの偏側性(すなわち、メルトブローン層、又はN−繊維層のどちらの層が低表面張力流体の源により近く位置付けられている)が、SMNSウェブの低表面張力流体裏抜け時間に対して例示される。図28を参照し、左側のデータセットにおいて、メルトブローン層(すなわち、第4不織布構成層)が、SMNSウェブサンプルのN−繊維層よりも、低表面張力流体により近く位置付けられた。右側のデータセットにおいて、N−繊維層(すなわち、第2不織布構成層)は、SMNSサンプルのメルトブローン層よりも、低表面張力流体により近く位置付けられた。図28に例示されるように、N−繊維層が流体の源により近く位置付けられる場合、SMNSウェブは、より高い低表面張力流体裏抜け時間を提供する。
【0220】
以下の表2Cに戻り、SMNSウェブの単一層が、35mN/m低表面張力流体裏抜け試験を使用して試験される。
【表6】
【0221】
単一層SMNSウェブは、13gsmの坪量を有する(更なる仕様に関しては、実施例2A及び2BのサンプルI参照)実施例2Cの変化は、SMNS材料のどちらの側が流体源に面しているかである(すなわち、材料が流体SMNS又は流体SNMSで位置付けられる)。図28の左側のデータのセットにおいて、サンプルは流体SMNSで位置付けられ、図28の右側のデータセットが流体SNMSで位置付けられる。
【0222】
統計的分析は、N−繊維が低表面張力流体源に最も近く位置付けられる場合、より高い低表面張力流体裏抜け時間の統計的に有意な利益が提供される(89%の確立)ことを示す。したがって、一実施形態では、本開示の吸収性物品は、SMNSウェブを流体通過へのバリアとして使用し、吸収性物品の着用者の方に向かって内側に面するSMNSウェブのN−層を有し得る(すなわち、着用者−SNMS)。この概念は図3Aに例示され、長手方向バリアカフ51のN−層が、M−層よりも、中央長手方向軸59に近く位置付けられる。
【0223】
(実施例2D)
この実施例において、不織布ウェブの単一層が、35mN/m低表面張力流体裏抜け試験を使用して試験される。表2Dは、いくつかの比較可能なサンプル(SMS)及び本開示のSMNSウェブのサンプルの結果を示す。
【表7】
【0224】
この表における第1サンプルは、実施例2A及び2BのサンプルAと同等である。第2サンプルは、実施例2A及び2BのサンプルBと同様であり、より低い全体坪量(すなわち、より低いスパンボンド坪量)を有し、サンプルBのメルトブローン層の繊維径は、2〜3マイクロメートルの数平均直径、及び約4マイクロメートルの質量平均直径を有する。表2Dの第3サンプルは、実施例2A及び2BからのサンプルDであり、以下の方法により、米国特許出願公開番号第2006/0189956(A1)号に従って、疎水性表面添加物でコーティングされる:ビニル末端PDMS(MomentiveからSM3200として市販)及びメチル水素PDMS(MomentiveからSM3010として市販)の3%溶液を調製し、30分間混合する。SMSウェブが溶液に浸漬され、余分な液体がしぼりとられ、それによって、少なくとも約400μg/gの水性シリコーン混合物がSMSウェブ上に堆積される。SMSウェブはその後、熱対流炉で120℃で1分間にわたり乾燥され、その後冷却されて、SMSウェブが試験に備えるまで、乾燥した清浄な場所に保管される。SMSウェブの重量の増加(すなわち、平方メートル当たりの乾燥コーティング量)は、1%未満である必要がある。表2Dの第4のサンプルは、実施例2A及び2BからのサンプルIである。
【0225】
図29及び図30を参照し、サンプルIは、SMSサンプル(表2Dの最初の3つのサンプル)と比較して、低表面張力流体裏抜け時間において、驚くほど大きな利益を示し、この単一層35mN/m低表面張力流体裏抜け時間試験において、疎水性コーティングSMSの性能の半分以上である。SMNSサンプル(サンプルI)は、他のSMSサンプル(表2Dの最初の3つのサンプル)のいずれよりも、低い合計坪量を有し、より高い接触角を提供するために、20mN/mの低い表面エネルギーを有する、PDMSコーティングの利益を有さない。更にこのような低坪量及びこのような低微細繊維坪量を有し、疎水性化学変性を有さないサンプルIは、依然として非常に高い、低表面張力流体裏抜け時間を生じることができる(例えば、150秒を超える、又は更に200秒を超える)。
【0226】
(実施例3)
この実施例において、実施例2AのSMSサンプルA及びBの孔径分布が、実施例2AのSNSサンプルG及びSMNSサンプルIと比較される。図31に示されるように、最も微細な繊維層として、N−繊維を含むサンプルG及びIの実施形態の孔径分布は、最も微細な繊維層としてメルトブローン繊維を含むSMSサンプルA及びBとは顕著に異なり、これより遥かに狭い。全てのサンプルに関する孔径分布は、微細繊維及びスパンボンド層に対応する構成成分分布(図31に点線で示される)と統計的に適合し、より大きな孔は、微細繊維よりも大きな繊維径のために、スパンボンド層と対応する。最も大きな最頻値は、厚いスパンボンド繊維の最も高い頻度に対応し、最も低い最頻値は、微細繊維の最も大きい頻度に対応し、中間的な最頻値(サンプルA、B及びIに関し)は、中間的な寸法の繊維の最大頻度に対応する。サンプルA、B、G及びIに関し、孔径分布を表す、最も低い最頻値、平均流量、及び泡立ち点孔径は、これらそれぞれの坪量、繊維径分布、低表面張力流体裏抜け時間、及び空気透過性値と共に、以下の表3に掲載される。最も低い最頻値直径によって遮断される%流量は、最低最頻値直径と対応する圧力における「湿潤流量」及び「乾燥流量」曲線(孔径分布試験に記載される)の交点から算出される。表3はまた、平均流量孔径が質量平均直径と相関することを示す。加えて、低表面張力流体裏抜け時間及び空気透過性は、平均流量及び最低最頻値孔径と相関する。明らかに、本開示のサンプルG及びIは、SMSサンプルA及びBと比較した際に、遥かに小さい孔、及び遥かに長い表面張力裏抜け時間を有している。
【表8】
【0227】
驚くべきことに、3gsm未満の微細繊維(すなわち、1マイクロメートル未満)を有する15gsm以下の質量を有する非処理(疎水性添加物を有さない)不織布ウェブにおいては、12秒を超える低表面張力流体裏抜け時間を得るために、平均流量孔径が泡立ち点よりも重要であるものと思われる。したがって、一実施形態において、15マイクロメートル未満、あるいは12マイクロメートル未満、あるいは10マイクロメートル未満の平均流量孔径が提供される。1マイクロメートル超、あるいは3マイクロメートル超、及び5マイクロメートル超の平均流量孔径が、通気性のために提供される。
【0228】
(実施例4)
この実施例において、様々な不織布ウェブの機械的結合が、900mm2サンプルの坪量変動係数(COV)を使用して評価される。3.5バール、及び〜300m/分の縁結合パターンを使用して、結合ステーションにおいて、5mサンプルの同じ材料が12gsmトップシートに結合される。ウェブ材料のBLC1〜BLC6の様々なサンプルが試験される。これらの様々な特性が表4に示される。
【表9】
【0229】
機械的結合欠陥は、以下の基準を使用して特徴づけられる。
【0230】
「孔」:結合領域における少なくとも0.39mm2孔欠陥限界)の寸法を有する開口部。孔欠陥は、H1、H2...又はH5として分類され、番号は、孔を有する連続的な機械結合の数を反映する。連続する欠陥は、単一の欠陥として数えられ、すなわち、5つの孔は1つのH5欠陥として数えられる。
【0231】
「スキップ」:機械的結合は、機械的結合が、少なくとも1.00mm2の領域を欠いている(スキップ欠陥限界)。曇り傷故障が分類されて、S1、S2...又はS5として記録され、数字は、連続する欠損した機械的結合部の数を反映する。連続する欠陥は、単一の欠陥として数えられ、すなわち、5つのスキップは1つのS5欠陥として数えられる。
【0232】
「断裂」:1.0mm以上の周辺部のグロメットリングが断裂するような、周辺部の断裂(断裂欠陥限界)。断裂故障が分類されて、T1、T2...又はT5として記録され、数字は、連続する欠損した機械的結合部の数を反映する。連続する欠陥は、単一の欠陥として数えられ、すなわち、5つの断裂は1つのT5欠陥として数えられる。
【0233】
欠陥の合計数は、各種類の欠陥の合計とした。
【0234】
SSMMMS 13gsm(サンプルBLC1)バリアレッグカフは、機械的結合欠陥の数の顕著な増加を示すことに留意すべきである。BLC1、BLC2、BLC3、及びBLC4の線形適合の補完は、0.03(3%)の坪量COVにおける、BLC6の水平線との交点へと続く。したがって、13gsmバリアレッグカフを使用する際、15gsmバリアレッグカフに関して見出される現在の水準の欠陥を得るために、0.03の坪量COV(局部坪量変動)が必要とされる。
【0235】
図32は、表32のサンプルBLC1〜BLC6の結合欠陥の、坪量COVの関数としての、図による例示である。直線BLC6は、現在の15gsmバリアレッグカフにおいて観察される坪量COVの範囲にわたって観察される欠陥の平均数を表す。先行する製造者の試みは、メルトブローン坪量の量の増加によって、坪量の均一性が増加し得ることを示している。この結果は、13gsmバリアレッグカフが0.03の坪量COVを達成し得る場合、現在のレベルの結合欠陥、及び15gsmバリアレッグカフに観察される結合強度を得ることが理論的に可能であることを示している。
【0236】
本明細書に開示される寸法及び値は、列挙された正確な数値に厳しく制限されるものとして理解されるべきでない。それよりむしろ、特に指定されない限り、それぞれのそのような寸法は、列挙された値とその値周辺の機能的に同等の範囲との両方を意味することを意図する。例えば、「40mm」として開示された寸法は、「約40mm」を意味することを意図する。
【0237】
任意の相互参照又は関連特許若しくは関連出願を包含する本明細書に引用される全ての文献は、明確に除外ないしは別の方法で限定されない限り、本明細書中に参照により全てが組み込まれる。いずれの文献の引用もこうした文献が本明細書中で開示又は権利請求される任意の発明に対する先行技術であることを容認するものではなく、また、こうした文献が、単独で、あるいは他のあらゆる参照文献との組合せにおいて、こうした発明のいずれかを参照、教示、示唆又は開示していることを容認するものでもない。いかなる文献の引用も、それが本明細書において開示され請求されるいずれかの発明に関する先行技術であること、又はそれが単独で若しくは他のいかなる参照とのいかなる組み合わせにおいても、このような発明を教示する、提案する、又は開示することを認めるものではない。
【0238】
本発明の特定の諸実施形態を図示し、記載したが、本発明の趣旨及び範囲から逸脱することなく他の様々な変更及び修正を実施できることが当業者には自明である。したがって、本発明の範囲内にあるそのような全ての変更及び修正を添付の「特許請求の範囲」で扱うものとする。
【技術分野】
【0001】
本開示は一般的に、吸収性物品などの消費者製品及びこれを製造するための方法、より具体的には、吸収性物品のためのウェブ材料構成、及びこれを製造するための方法に関連する。
【背景技術】
【0002】
不織布ウェブは、広範な用途において有用であり得る。様々な不織布ウェブは、スパンボンド熱可塑性樹脂(例えば、ポリオレフィン)の外層、及びメルトブローン熱可塑性樹脂の内層を含む、スパンボンド、メルトブローン、スパンボンド(「SMS」)ウェブを含み得る。このようなSMS不織布ウェブは、耐久性のあるスパンボンド層、及び多孔質であるが布地ウェブを通じた体液などの流体の急速な裏抜け又は微生物の通過を抑制し得る内部メルトブローン層を含み得る。このような不織布ウェブが、特定の特性を遂行するために、メルトブローン層は、不織布ウェブの通気性を確保する一方で同時に流体の裏抜けを抑制する繊維寸法及び多孔率を有することが望ましい場合がある。
【0003】
例えば、おむつ、トレーニングパンツ、失禁用ウェア及び女性用衛生物品などの吸収性物品はまた、ライナー、移送層、吸収性媒体、バリア層及びカフ、裏層及び他の構成要素などの多くの目的のために不織布ウェブを使用し得る。多くのこのような用途において、不織布ウェブのバリア特性は、例えば、流体通過に対するバリアとしての性能など、布地ウェブの性能において重要な役割を果たす。吸収性物品は、着用者の肌に隣接するように配置されるよう意図される透過性トップシート、使用中に吸収性物品の外面を形成する液体不透過性バックシート、様々なバリアカフ及びトップシートとバックシートとの間に配置された吸収性コアなどの多数の要素を含み得る。
【発明の概要】
【発明が解決しようとする課題】
【0004】
吸収性物品が製造されるとき、不織布材料などの材料のウェブが互いに結合される。これらの材料の結合は例えば、機械的結合プロセスによって行なわれ得る。これらの機能性を改善しないまでも維持する一方で、ウェブの坪量を低減することによって、吸収性物品の製造コストを低減することは、依然として課題である。例えば、結合されるウェブの合計坪量が、30gsm未満である場合、現在利用可能なスパンボンド又はSMS不織布ウェブの坪量の減少は、遥かに高い結合欠陥の割合を生じ得るものと考えられている。これらの欠陥は、吸収性物品の漏れの増加に繋がり得る。ウェブが一緒に結合される際に、欠陥の割合の低い、高質の結合を有する低坪量ウェブを含む吸収性物品を提供する必要性が依然として存在する。
【0005】
高い製造速度における吸収性物品の製造において使用することができ、長期にわたって顕著な圧縮状態で包装される一方で、良好な触感特性及び低表面張力流体に対する良好なバリア特性を備えた、柔軟な空気透過性(すなわち通気性)、液体バリア材料を達成及び維持する、低坪量不織布ウェブに対する必要性も存在する。利用可能な不織布ウェブの構造的、機械的及び流体処理特性は十分でないものと考えられている。したがって、改善された不織布ウェブ構造に対する必要性も存在する。
【0006】
液体に対するバリアとして機能する要素に不織布ウェブを組み込む吸収性物品は、低表面張力の液体を収容することができるはずである。空気透過性でありながら、良好な低表面張力流体裏抜け時間を達成するために、現在利用可能な不織布ウェブは、多くの場合において、高価な疎水性コーティング又は溶融添加物がウェブに追加されることを必要とする。これらの費用に加えて、コーティング/処理された不織布ウェブは依然として、45mN/m以下の表面張力を有する低表面張力の身体滲出物を収容するために十分でないことがある。結果として、優れたバリア特性を有する、低費用の不織布ウェブで作製された通気性要素を含む吸収性物品に対する必要性が存在する。このような新しい吸収性材料は、吸収性物品の設計の単純化を可能にし、例えば、多層バリアカフ構成を単一層カフ構成と置換する。
【課題を解決するための手段】
【0007】
一実施形態において、本開示の一部は一般的に、胴体下部の周囲で着用される吸収性物品に関連する。吸収性物品は、トップシート、バックシート、トップシートとバックシートとの間に配置された吸収性コアを含むシャーシ、及びシャーシに取り付けられた1対の長手方向バリアカフを含む。各長手方向バリアカフは、材料のウェブから形成される。材料のウェブは、約8マイクロメートル〜約30マイクロメートルの範囲の平均直径を有する第1不織布構成層と、約1マイクロメートル未満の数平均直径、約1.5マイクロメートル未満の質量平均直径及び質量平均直径の数平均直径に対する、約2未満の比率を有する第2不織布構成層と、約8マイクロメートル〜約30マイクロメートルの範囲の平均直径を有する繊維を含む第3不織布構成層と、を含む。第2不織布構成層は、第1不織布構成層と第3不織布構成層との中間に配置される。
【0008】
一実施形態において、本開示の一部は一般的に、胴体下部の周囲で着用される吸収性物品に関連する。吸収性物品は、トップシート、バックシート、トップシートとバックシートとの間に配置された吸収性コアを含むシャーシ、及びシャーシに取り付けられた1対の長手方向バリアカフを含む。各長手方向バリアカフは、材料のウェブから形成される。材料のウェブは、約8マイクロメートル〜約30マイクロメートルの範囲の平均直径を有する第1不織布構成層と、約1マイクロメートル未満の数平均直径、約1.5マイクロメートル未満の質量平均直径、及び約2未満の質量平均直径の数平均直径に対する比率を有する第2不織布構成層と、約8マイクロメートル〜約30マイクロメートルの範囲の平均直径を有する繊維を含む第3不織布構成層と、約1マイクロメートル〜約8マイクロメートルの範囲の平均直径を有する繊維を含む第4不織布構成層と、を含む。第2及び第4不織布構成層は、1不織布構成層と第3不織布構成層との中間に配置される。
【0009】
一実施形態において、本開示の一部は一般的に、胴体下部の周囲で着用される吸収性物品に関連する。吸収性物品は、トップシート、バックシート、トップシートとバックシートとの間に配置された吸収性コアを含むシャーシ、及びシャーシに取り付けられた1対の長手方向バリアカフを含む。各長手方向バリアカフは、材料のウェブから形成される。材料のウェブ112は、約0.4〜約6の範囲の平均デニールを有する繊維を含む第1不織布構成層と、約0.00006〜約0.006の範囲の平均デニールを有する繊維を含む第2不織布構成層と、約0.4〜約6の範囲の平均デニールを有する繊維を含む第3不織布構成層と、を含み得る。第2不織布構成層は、第1不織布構成層と第3不織布構成層との中間に配置される。
【図面の簡単な説明】
【0010】
添付の図面と関連してなされる本開示の非限定的な実施形態の以下の説明を参照すれば、本開示の上記の及び他の特徴と利点、並びにそれらを達成する方法がより明らかとなり、また本開示自体がより理解されよう。
【図1】本開示の1つの非限定的な実施形態による、吸収性物品の平面図。
【図2】図1の吸収性物品の斜視図。
【図3A−1】直線3−3に沿ってとった図1の吸収性物品の断面図。
【図3A−2】直線3−3に沿ってとった図1の吸収性物品の断面図。
【図3B】直線3−3に沿ってとった図1の吸収性物品の断面図。
【図4】本開示の1つの非限定的な実施形態による、材料の不織布ウェブを作製するために使用される成形機の概略図。
【図5】本開示の1つの非限定的な実施形態による、3層構成の材料の不織布ウェブの断面図。
【図6】本開示の1つの非限定的な実施形態による、各不織布構成要素の組成物を示すために、一部を切り取られた、不織布構成層の様々な部分を有する、図5の材料のウェブの斜視図。
【図7】材料のウェブの平面写真。
【図8】カレンダリング結合を通じてとられた、図7の材料のウェブの断面写真。
【図9】本開示の1つの非限定的な実施形態による材料のウェブの平面写真。
【図10】本開示の1つの非限定的な実施形態による、カレンダリング結合を通じてとられた、図9の材料のウェブの断面写真。
【図11】本開示の1つの非限定的な実施形態による、4層構成の材料のウェブの断面図。
【図12】本開示の1つの非限定的な実施形態による、各不織布構成要素の組成を示すために、一部を切り取られた、不織布構成層の様々な部分を有する、図11の材料のウェブの斜視図。
【図13】本開示の1つの非限定的な実施形態による材料のウェブの平面写真。
【図14】本開示の1つの非限定的な実施形態による、図13の材料のウェブの断面写真。
【図15】本開示の1つの非限定的な実施形態による、単純化した動的機械的結合装置を例示する。
【図16】本開示の1つの非限定的な実施形態による、パターンを有する円筒を例示する。
【図17】本開示の1つの非限定的な実施形態による、材料の結合されたウェブの断片の平面図。
【図18A】本開示の様々な非限定的な実施形態による、結合部位のパターン。
【図18B】本開示の様々な非限定的な実施形態による、結合部位のパターン。
【図18C】本開示の様々な非限定的な実施形態による、結合部位のパターン。
【図18D】本開示の様々な非限定的な実施形態による、結合部位のパターン。
【図19】本開示の1つの非限定的な実施形態による、結合部位を例示的に示す、図17の直線19−19に沿ってとった断面図。
【図20】図19の結合部位の断面斜視図。
【図21A】欠陥を判定するための、機械的結合品質及びテンプレート。
【図21B】穴、曇り傷及び断裂の欠陥の、欠陥領域テンプレートの使用。
【図22】実施例1の表1A及び1Bからのデータ。
【図23】実施例1の表1A及び1Bからのデータ。
【図24】実施例1の表1A及び1Bからのデータ。
【図25】実施例1の表1A及び1Bからのデータ。
【図26】実施例2Aの表2Aの様々なサンプルの低表面張力流体裏抜け時間。
【図27】サンプルの数平均直径と比較した、図2Bの表2Bの様々なサンプルの低表面張力流体裏抜け時間。
【図28】表2Cに特定される特性を有する、本開示のSMNSウェブの偏側性。
【図29】本開示のSMNSウェブの低表面張力流体裏抜け時間と比較した様々なSMSウェブの低表面張力流体裏抜け時間。
【図30】本開示のSMNSウェブの低表面張力流体裏抜け時間と比較した様々なSMSウェブの低表面張力流体裏抜け時間。
【図31】実施例3に関して、サンプルG、B及びAの孔径分布。
【図32】坪量COVの関数として、表32の様々なサンプルの結合欠陥。
【図33A】様々な機械的結合の実施例。
【図33B】様々な機械的結合の実施例。
【図33C】様々な機械的結合の実施例。
【図33D】様々な機械的結合の実施例。
【図33E】様々な機械的結合の実施例。
【図33F】様々な機械的結合の実施例。
【図33G】様々な機械的結合の実施例。
【発明を実施するための形態】
【0011】
本明細書に開示される装置、及び方法の、構造、機能、製造、並びに使用の原理について、総合的な理解を提供するために、本開示の様々な非限定的な実施形態を以後記載する。これらの非限定的な実施形態の1つ以上の実施例を添付の図面に示す。本明細書で詳細に説明し、添付の図面に示される装置、及び方法は、非限定的な例の実施形態であり、並びに、本開示の様々な非限定的な実施形態の範囲は、特許請求の範囲によってのみ定義されることが、当業者には理解されよう。1つの非限定的な実施形態に関して示される、又は述べられる特徴は、他の非限定的な実施形態の特徴と組み合わせてもよい。そのような修正及び変形は、本開示の範囲に含まれることが意図される。
【0012】
定義:
本明細書において、次の用語は、次の意味を有する。
【0013】
用語「吸収性物品」とは、身体から排出される様々な滲出物を吸収及び収容するために、着用者の身体に隣接又は近接するように配置されている装置を指す。代表的な吸収性物品は、例えばおむつ、トレーニングパンツ、プルオンパンツタイプおむつ(すなわち、2000年9月19日にAshtonに発行された、米国特許番号第6,120,487号に例示されるような、予備形成された腰部開口部及び脚部開口部を有するおむつ)、再締結可能なおむつ、失禁用ブリーフ及び衣類、おむつホルダー及びライナー、女性用衛生衣類、パンティーライナー、並びに吸収性インサートを含む。
【0014】
用語「空気透過性」は、以下で説明される空気透過性試験によって定義される。空気透過性は、m3/m2/分(m/分)で示される。
【0015】
用語「坪量」は、以下で記載される坪量試験によって定義される。坪量は、グラム/m2(gsm)で示される。
【0016】
用語「結合面積」とは、個別の結合部位の面積を指す。結合面積はmm2で示される。
【0017】
用語「結合密度」は、ある面積における結合部の数である。結合密度は、結合部/cm2で示される。相対的結合面積は、結合密度に結合面積を掛けたものであり(同じ単位面積に全て変換される)、パーセントで提供される。
【0018】
用語「横断方向」とは、機械方向とほぼ垂直な方向を指す。
【0019】
用語「欠陥発生率」は、以下に記載される欠陥発生率試験によって定義される。
【0020】
用語「デニール」は、9000mの繊維当たりの重量(グラム)と等しい繊維の繊度の単位を指す。
【0021】
用語「直径」は、繊維を指すとき、以下で説明される繊維径及びデニール試験によって定義される。直径は、マイクロメートルで示される。
【0022】
用語「伸長性材料」、「延伸性材料」又は「伸縮性材料」は、同じ意味で用いられ、バイアス力を適用すると、EDANA方法20.2−89により測定した際に、完全に破裂又は破壊することなく、その弛緩した元の長さの少なくとも150%の伸長した長さまで伸びる(すなわち、その元の長さの50%を超えて伸びることができる)材料を意味する。このような伸長可能な材料が、適用された力を解放した際に、その伸長の少なくとも40%回復する場合、伸長可能な材料は、「弾性」又は「エラストマー」とみなされる。例えば、100mmの初期長さを有する弾性材料は、150mmまで延びることができ、力を解放した際に、少なくとも130mmの長さまで戻る(すなわち、40%の回復を示す)。材料が、適用された力を解放した最に、その伸長の40%未満回復する場合、伸長可能な材料は、「実質的に非弾性」又は「実質的に非エラストマーとみなされる。例えば、100mmの初期長さを有する弾性材料は、150mmまで延びることができ、力を解放した際に、少なくとも145mmの長さまで戻る(すなわち、10%の回復を示す)。
【0023】
用語「弾性ストランド」又は「弾性部材」は、物品の内部又は外部カフギャザー構成要素の部分であり得る、リボン又はストランドを指す(幅及び高さ又は断面の直径と比較して大きな長さ)。
【0024】
用語「繊維」とは、紡糸プロセス、メルトブローンプロセス、フィルムフィブリル化プロセス、若しくは電界紡糸製造プロセス、又は他の任意の好適なプロセスを通じて生成される、連続的又は非連続的な人工的繊維、フィラメント又は微細繊維のいずれかの種類を指す。
【0025】
用語「フィルム」は、皮膚様構造を有するポリマー材料を指し、これは、個別に区別可能な繊維を含まない。したがって、「フィルム」は、不織布材料を含まない。本明細書における目的のために、皮膚様材料は、穿孔されているか、有孔であるか、ミクロ孔質でありながら、依然として「フィルム」とみなされることがある。
【0026】
用語「グロメットリング」又は「グロメット」は、機械的結合部位の周囲部のあたりに形成される、リング(必ずしも円形又は楕円形ではない)を指す。図19は、底面351bb及びグロメットリング376を有する結合部位351bを示す。
【0027】
用語「疎水性」とは、The American Chemical Society Publication「Contact Angle,Wettability,and Adhesion」(Robert F.Gould編集、1964年に著作権取得)により、90°以上の接触角を有する材料又は組成物を指す。いくつかの実施形態において、疎水性表面は、120°超、140°超、又は更に150°超の接触角を呈し得る。疎水性液体組成物は、一般的に、水に対して不混和性である。用語「疎水性溶融添加物」とは、ホットメルト組成物に添加物として含まれた(すなわち、熱可塑性溶融物にブレンドされた)疎水性組成物を指し、これはその後、繊維及び/又は基材に形成される(例えば、スパンボンディング、メルトブローイング又は押し出しにより)。
【0028】
用語「疎水性表面コーティング」は、表面を疎水性、又はより疎水性にするために、表面に適用された組成物を指す。「疎水性表面コーティング組成物」とは、疎水性表面コーティングを提供するために表面に塗布される組成物のことを意味する。
【0029】
用語「局部坪量変動」は、以下に記載される局部坪量変動試験によって定義される。局部坪量変動は、パーセントで示される。
【0030】
用語「低表面張力流体」は、45mN/m未満の表面張力を有する流体を指す。
【0031】
用語「低表面張力流体裏抜け時間」は、以下に説明される低表面張力流体裏抜け時間試験によって定義される。低表面張力流体裏抜け時間は、秒で示される。
【0032】
用語「機械方向」(MD)は、本明細書において、プロセスを貫流する材料の方向を指すために使用される。
【0033】
用語「質量平均直径」とは、以下に記載される繊維径及びデニール試験によって測定される繊維径から計算される、繊維の質量荷重相加平均径を指す。繊維の質量平均直径は、以下で説明される繊維径計算によって計算される。繊維の質量平均直径はマイクロメートルで示される。
【0034】
不織布サンプルにおける、用語「平均流量孔径」とは、「濡れたサンプル」の孔を通じた流量が、「乾燥サンプル」の孔を通じた流量の50%となる圧力に対応する孔径を指す。平均流量孔径は、以下で説明される孔径分布によって測定される。平均流量孔径は、流量の50%が平均流量孔径よりも大きな孔を通り、残りの流量が平均流量孔径よりも小さい孔を通るようなものである。平均流量孔径は、マイクロメートルで説明される。
【0035】
用語「カレンダー結合」又は「熱結合」とは、結合部内のポリマーが一緒に溶融して連続的なフィルム様材料を形成するように、圧力及び温度によって不織布の繊維の間に形成される結合部を指す。用語「カレンダー結合部」は、接着剤を使用して形成される、又は以下の機械的結合部により定義される圧力のみの使用を通じて形成される結合部を含まない。用語「熱結合」又は「カレンダー結合」は、熱結合を生成するために使用されるプロセスを指す。
【0036】
用語「機械的結合部」とは、意図的な熱の適用を伴わずに、圧力、超音波取り付け、及び/又は他の機械的結合プロセスによって、2つの材料の間に形成される結合部を指す。用語、機械的結合は、接着剤を使用して形成される結合部を含まない。
【0037】
用語「機械的結合部」とは、機械的結合部を生成するために使用されるプロセスを指す。
【0038】
本発明で使用する場合、用語「不織布」とは、連続的な(長い)フィラメント(繊維)及び/又は不連続な(短い)フィラメント(繊維)から、例えば、スパンボンディング、メルトブローン、カーディング及びその類のプロセスなどから作製される多孔質な繊維状材料を意味する。「不織布」は、フィルム、織布、又は編んだ布地を含まない。
【0039】
用語「不織布」は、材料のウェブの、1枚のシート、プライ又は層を指す。
【0040】
用語「数平均直径」、あるいは、「平均直径」は、以下で説明される繊維径及びデニール試験によって測定される、繊維径から計算される繊維の相加平均を指す。繊維の数平均直径は、以下で説明される繊維径計算によって計算される。繊維の数平均直径はマイクロメートルで示される。
【0041】
用語「多分散性」とは、質量平均直径の数平均直径に対する比率により算出される分布の幅の測定値を指す。
【0042】
用語「多孔率」とは、材料から構成される繊維の不織布層の、空隙容積の量を指し、(1−[坪量]/[厚さ×材料密度])として計算されて、単位は、これが相殺されるように調整される。
【0043】
用語「相対標準偏差」(RSD)とは、一連の測定値の統計的標準偏差を、一連の測定値の統計的平均値で除することによって計算される、正確性の値を指す。これは、多くの場合において、変動係数、すなわちCOVと称される。
【0044】
用語「ウェブ」又は「材料のウェブ」は、不織布又はフィルムなどのシート様構造を指す。
【0045】
不織布ウェブなどの材料の不織布ウェブは、機械的、熱的又は化学的結合プロセスを使用して一緒に結合した個別の不織布構成要素のシートを含み得る。不織布ウェブは、個別の繊維から、溶融プラスチックから、及び/又はプラスチックフィルムから直接作製された平坦な多孔性シートとして形成され得る。いくつかの不織布構造は、例えば、裏張りシートによって強化又は補強され得る。不織布構造は、限定された寿命の、単回使用の布地、又は非常に耐久性の高い布地であり得る、人工的に作り出した布地であり得る。様々な実施形態において、不織布ウェブは吸収性、撥水性、弾力性、伸張、柔軟性、強度などの特定の機能を提供する。これらの特性は多くの場合において組み合わされて、特定の用途に適した繊維を生成し、一方で製品の有用な寿命と費用との間の良好なバランスを達成する。
【0046】
溶融材料及び典型的には熱可塑性樹脂の連続的及び非連続的繊維紡糸技術は一般的に、スパンメルト技術と称される。スパンメルト技術は、メルトブローイングプロセス及びスパンボンディングプロセスを含む場合がある。スパンボンディングプロセスは、溶融ポリマーを供給する工程を含み、これはその後、圧力下において、紡糸口金又はダイとして既知のプレートの多数の開口部を通じて押し出される。生じた連続的な繊維は急冷されて、例えば、スロット延伸システム、繊細化ガン、又はゴデットロールなどの多くの方法のいずれかによって延伸される。スパンレイイング又はスパンボンディングプロセスにおいて、連続的な繊維は、例えば、ワイヤメッシュコンベヤーベルトなどの移動する小孔性表面上に、遊離したウェブとして回収される。多層ウェブを形成するために、2つ以上の紡糸口金が一列で使用される場合、続く不織布構成要素層は、前に形成された不織布構成要素の最外表面上に回収される。
【0047】
メルトブローイングプロセスは、不織布材料の層を形成するためのスパンボンディングプロセスと関連し、溶融ポリマーは圧力下で、紡糸口金又はダイの開口部を通じて押し出される。高速ガスが、ダイを出る繊維に衝突し、これを繊細化する。この工程のエネルギーは、不定の長さのマイクロ繊維が生成されるように、形成された繊維の直径が大幅に低減し、断裂するようなものである。これは、繊維の連続性が一般的に維持されるスパンボンディングプロセスとは異なる。多くの場合、メルトブローン不織布構造が、スパンボンド不織布構造に追加されて、スパンボンド、メルトブローン(「SM」)ウェブ、又はスパンボンド、メルトブローン、スパンボンド(「SMS」)ウェブを形成し、これらはバリア特性を有する強いウェブである。
【0048】
微細繊維を生成するための他の方法は、溶融フィブリル化、及び電界紡糸を含む。溶融フィブリル化は、1つ以上のポリマーが溶解されて多くの可能な構成に押し出され(例えば、共押出し、均質又は二成分フィルム又はフィラメント)、その後フィラメントへとフィブリル化又は繊維化されるものとして定義される、一般的な分類の繊維生成である。メルトブローイングは、このような特定の方法である(本明細書において記載される)。溶融フィルムフィブリル化は、サブミクロン繊維を生成するために使用され得る別の方法である。溶融フィルムが溶解物から生成され、その後溶融フィルムから繊維を形成するために流体が使用される。この方法の例は、米国特許番号第6,315,806号、同第5,183,670号、及び同第4,536,361号(Torobinら)、並びにRenekerらの米国特許番号第6,382,526号、同第6,520,425号、及び同第6,695,992号(University of Akronに譲渡)を含む。Torobinによるプロセスは、1つの共軸環状ノズル又はその配列を含み、フィルムの管を形成し、これはこの環状フィルム内を流れる高速空気流によってフィブリル化される。他の溶融フィルムフィブリル化方法及びシステムは、2008年4月24日に公開された、米国特許公開番号第2008/0093778号(Johnsonら)、2009年12月3日に公開された、米国特許番号第7,628,941号(Krauseら)、及び米国特許出願公開番号第2009/0295020号(Krauseら)に記載され、均一の狭い繊維分布を提供し、例えば、単一繊維化ポリマー溶融物(一般的に「ショット」と称される)、フライ及びダストなどの、繊維の欠陥を低減又は最小化する。これらの方法及びシステムが、吸収性衛生物品の均一な不織布ウェブを更に提供する。
【0049】
電界紡糸は、サブミクロン繊維を製造するために一般的に使用される方法である。この方法において、典型的には、ポリマーは溶媒内に溶解されて、一端で封止され、他端の局部的に細くなった部分に小さな開口部を有する、チャンバ内に配置される。その後、高電位差が、ポリマー溶液と、チャンバの開放端部付近のコレクタとの間に印加される。このプロセスの製造速度は非常に遅く、繊維は典型的には非常に少量で製造される。サブミクロン繊維の製造のための別の紡糸技術は、溶媒を使用する、溶液又はフラッシュ紡糸である。
【0050】
電界紡糸によって生成されるサブミクロン直径繊維と、溶融フィブリル化、すなわち化学組成物で生成されるものとの間には明確な差異が存在する。電界紡糸サブミクロン繊維は一般的に、溶融フィブリル化によって生成される繊維よりも分子量の低い可溶性ポリマーで生成される。商業的に実施可能な電界紡糸方法は、米国特許番号第7,585,437号(Jirsakら)、米国特許番号第6,713,011号(Chuら)、及び米国特許出願公開番号第2009/0148547号(Petrasら)に記載されている。電界紡糸は、最近では、定期的刊行物POLYMER 45(2004)pp.7597〜7603にて発行された、Lyonsらによる「Melt−electrospinning Part I:Processing Parameters and Geometric Properties」及び定期刊行物POLYMER 47(2006)pp.7497〜7505において発行された、Zhouらによる「The Thermal Effects on Electrospinning of Polylactic Acid Melts」という参照文献に記載されるように、ポリマー溶液ではなく、溶融ポリマーと組み合わせて研究されている。これらの研究における研究者は、サブミクロン(すなわち、1マイクロメートル未満)の溶液電界紡糸繊維に対して、電界紡糸繊維が一般的に1マイクロメートル超平均直径を有することを観察してきた。繊維径を低減するために、研究者は極最近、プロセス及びポリマーパラメーターの最適化を始めた。一般的に、研究者の目標は、数平均直径を低減することであり、質量平均直径を低減すること、及び繊維径分布を狭めることではなかった。定期刊行物POLYMER ENGINEERING AND SCIENCE 49(2009)pp.391〜396において発行された、Kongらの「Effects of the Spin Line temperature Profile and Melt Index of Poly(propylene)on Melt−electrospinning」(1500メルトフローインデックスのポリプロピレンを使用し、20マイクロメートルの平均繊維径)、定期刊行物FIBERS AND POLYMERS 10(2009)pp.275〜279において発行されたKadomaeらによる「Relation Between Tacticity and Fiber Diameter in Melt−electrospinning of Polypropylene」(12,000及び205,000分子量のポリプロピレンを使用して5〜20マイクロメートルの範囲の繊維径)、及びIEEE International Conference on Properties and Applications of Dielectric Materialsの会議録(2009,pp.1223〜1226)において公開されたYangらの、「Exploration of Melt−electrospinning Based on the Novel Device」という研究により、溶解紡糸の改善は、一定程度繊維径が低減し得ることを示すが、依然として1マイクロメートル超(一般的に、12,000ダルトン〜200,000ダルトンの範囲の分子量のポリプロピレンにおいて、2マイクロメートル〜40マイクロメートルの範囲)である(最も微細な繊維径が5マイクロメートル)。より最近では、溶解電界紡糸は、定期刊行物POLYMER 51(2010)pp.274〜290によって発行される、Zhmayevらの「Modeling of Melt Electrospinning for Semi−crystalline Polymers」によってモデル化された。更に彼らのモデルは、溶解電界紡糸ナイロン6(メルトフローインデックス3)の繊維径が、実験によって得られるものと同様に、2マイクロメートルであることを示している。Daltonらによる従来技術、Phenomenological Observations」は、溶解電界紡糸高分子量ポリプロピレン繊維(15cm3/10分〜44cm3/10分のMFI)の繊維径が、1.5%の粘度低減添加剤、例えば Irgatec CR 76(Ciba Specialty Chemicals,Switzerland)を追加することによってサブミクロンまで、大幅に低減され得ることを示している。しかしながら、例えば、Irgatec CR 76などの粘度低減添加剤が、米国特許番号第6,949,594号(Rothら)及び、International Nonwovens Technical Conference,2005,St.Louis,Missouri,USAの会議会報における、Gandeらによる「Peroxide−free Vis−breaking Additive for Improved Qualities in Meltblown Fabrics」に記載されるように、ポリマーの分子量を大幅に低減する。したがって、溶解電界紡糸繊維は、商業的等級の高分子量ポリマーを使用し、一般的に1マイクロメートル超の繊維径、又は広い繊維径分布に繋がる高い標準偏差を有する。また、ポリマー溶解物の良好な電界紡糸において使用されるポリマーは、低分子量のポリマーを使用する(例えば、Zhouらによって使用される紡糸繊維において、186,000ダルトンから開始し、実際に40,000ダルトンまで低下するPLAの場合(分子量を低減させる溶解粘度を低減させるための、Daltonらによる粘度低減添加剤Irgatec CR 76を使用する))。これは、溶解フィブリル化プロセスにおいて使用されるPLAと比較され、ここで例えば、Natureworks 6202D樹脂は、140,000ダルトンの分子量から始まり、(溶解電界紡糸繊維の40,000に対して)130,000〜135,000ダルトンの分子量までしか「低下」しない。また、他の等級のPLA(例えば、95,000〜128,000の分子量)は、純樹脂から繊維形態まで、10,000未満、又は更に1,000ダルトン未満(10%又は1%未満)分子量が低下する。したがって、現在の、溶解電界紡糸プロセスを含む電界紡糸プロセスは、スループットが低いだけではなく、これは本開示の微細繊維(すなわち、第2不織布構成層)から構造的及び化学的に別個である。しかしながら、本明細書において記載されるように、より高いスループット、及びより狭いサブミクロン直径分布の微細繊維の製造に向けた電界紡糸方法を開発することが望ましい。
【0051】
様々な実施形態において、不織布構造の繊維は、例えば、ポリエステル(PET及びPBT、ポリ乳酸(PLA)、及びアルキドを含む)、ポリオレフィン(ポリプロピレン(PP)、ポリエチレン(PE)及びポリブチレンを含む)、エチレン及びプロピレンからのオレフィンコポリマー、エラストマーポリマー(熱可塑性ポリウレタン(TPU)、及びスチレンブロックコポリマー(直鎖及びラジアルジ及びトリブロックコポリマー、例えば、様々な種類のKraton)を含む)、ポリスチレン、ポリアミド、PHA(ポリヒドロキシアルカノエート)、及び例えばPHB(ポリヒドロキシブチレート)、並びにデンプン系組成物(例えば熱可塑性デンプンを含む)から作製され得る。上記のポリマーは、ホモポリマー、コポリマー、例えば、エチレン及びプロピレンのコポリマー、ブレンド、並びにこれらの合金として使用され得る。
【0052】
おむつ、紙タオル、女性用ケア製品、失禁用製品及び同様の材料などの様々な大量生産消費者製品は、これらの製造において、不織布ウェブ、例えばSMSウェブを使用する。SM及びSMSの最大のユーザーの1つは、使い捨ておむつ及び女性用ケア製品産業である。しかしながら、不織布ウェブが吸収性物品内に組み込まれるとき、SMS構造の表面エネルギーと同様のレベルの表面張力を有する流体に対するバリアを達成することは、場合によっては困難である。例えば、いくつかのSMSウェブは、例えば、PPによって作製される場合に、およそ30mN/mの表面エネルギーレベルを有することがあり、一方で遮断されようとする流体(乳幼児の尿又は液状の糞便)は、40〜50mN/m、又はいくつかの場合においては、32〜35mN/mの低さの表面張力を有し得る。例えば、バリアレッグカフなどの吸収性物品の様々な構成要素に関し、所望の流体バリアを達成するために、疎水性表面コーティングがウェブに適用されてもよく、又は疎水性溶解添加物が、不織布ウェブの製造において使用され得る。このような技術は、しかしながら、吸収性製品に関連する製造費用を増加させることがあり、かつ一般的に製造の複雑性を増加させる。親水性界面活性剤又は材料が、吸収性物品の他の部分(例えば、トップシート)において使用される場合、これらは湿潤及び/乾燥条件において、他の吸収性物品構成要素へと移動する又は流され得る。乾燥条件において、例えば、親水性界面活性剤又は材料は、吸収性物品が製造及び包装された後、数週間にわたって保管される間に、移動することがあり、バリアカフに付着し、したがって、場合によっては漏れ速度の増加につながる。加えて、湿潤条件において、親水性表面又は材料はまた、例えば、おむつトップシートから流されることがあり、その後バリアカフに付着し、やはり場合によって漏れ速度の増加につながる。ウェブにおける追加的な親水性材料の1つの利点は、これらが親水性界面活性剤に抵抗し、これを弾くということである。したがって、追加的な複雑性及び費用を有さずにこの利益を組み合わさることが望ましい。
【0053】
上記に加え、例えば、SMSウェブなどの、不織布ウェブを通じて延びる多くの望ましくない孔が、様々な構造の機械的構造プロセス中に生成され得る。現在の装置及びプロセスは、プロセスにより生成される多くの孔を増加させることなく、圧力/剪断結合を使用して、25gsm未満の合計坪量のSMS及びスパンボンド(S、SS、SSS)の組み合わせを結合するために十分ではない。孔は、SMS又はSSウェブの薄い領域を通じた結合ナブの穿孔により生じる。結合した材料を通じた孔の増加は、より高い製品故障率(すなわち、漏れ)を生じる。このような不織布ウェブを組み込む吸収性物品がその後着用者によって着用されるとき、孔の存在は望ましくない漏れを生じ得る。
【0054】
上記の観点から、一定のパラメーターを超える低い坪量、十分な空気透過性(すなわち、通気性)、十分な触感特性、及び低表面張力流体裏抜け時間を有している低費用不織布ウェブが望ましい。不織布材料が、特により低い坪量(例えば、25gsm未満、あるいは15gsm未満、あるいは13gsm未満及びあるいは10gsm未満)において、より高い構造的均一性(例えば、より低い局部坪量変動)を有することがまた望ましい。25gsm以下の不織布ウェブにおける構造的均一性の増加は、機械的結合プロセス中に生じる欠陥(例えば、孔)の量を低減する。特にバリアカフ材料に関し、一実施形態において、特に最近及び今後の傾向である「身体にフィットする」おむつ設計及びより薄い吸収性コアにおいて、吸収性コアに流体を吸収するためにより多くの時間を与えるために、底表面張力身体滲出物に対するバリアを改善した、柔軟な低坪量ウェブを有することが望ましい。
【0055】
以下でより詳細に記載されるように、1マイクロメートル未満の平均直径を有する微細繊維(「N−繊維」)を有する不織布構成層(「N−繊維層」)が他の不織布構成層に追加されるか、ないしは別の方法で組み込まれて、材料の不織布ウェブを形成してもよい。いくつかの実施形態において、N−繊維層は、例えばSNS不織布ウェブ又はSMNS不織布ウェブを製造するために使用され得る。N−繊維は、例えば、ポリエステル(PET及びPBT、ポリ乳酸(PLA)、及びアルキドを含む)、ポリオレフィン(ポリプロピレン(PP)、ポリエチレン(PE)及びポリブチレンを含む)、エチレン及びプロピレンからのオレフィンコポリマー、エラストマーポリマー(熱可塑性ポリウレタン(TPU)、及びスチレンブロックコポリマー(直鎖及びラジアルジ及びトリブロックコポリマー、例えば、様々な種類のKraton)を含む)、ポリスチレン、ポリアミド、PHA(ポリヒドロキシアルカノエート)、及び例えばPHB(ポリヒドロキシブチレート)及びデンプン系組成物(熱可塑性デンプンを含む)から選択される、ポリマーを含み得る。上記のポリマーは、ホモポリマー、コポリマー、例えば、エチレン及びプロピレンのコポリマー、ブレンド、並びにこれらの合金として使用され得る。N−繊維層は、例えば、カレンダー結合プロセス(熱点結合とも称される)などの任意の好適な結合技術によって、他の不織布構成層に結合され得る。
【0056】
いくつかの実施形態において、不織布ウェブのN−繊維層の使用は、疎水性コーティング又は親水性溶解添加物で処理された他の不織布ウェブと同じぐらいの高さの低表面張力バリアを提供し、かつ依然として低坪量(例えば、15gsm未満、又は代替的に13gsm未満)を維持する。N−繊維層の使用はまた、少なくともいくつかの実施形態において、従来的に二重ウェブ層構成を使用した用途における単一ウェブ層構成において使用され得る、柔軟かつ通気性(すなわち、空気透過性)不織布材料を提供し得る。更に、いくつかの実施形態において、N−繊維層の使用は少なくとも、親水性界面活性剤のウェブへの望ましくない移動を少なくとも低減することがあり、したがって、関連する吸収性物品に関してより良好な漏れ防止を最終的に生じ得る。また、同様の坪量を有するSMSウェブと比較すると、N繊維層を含む不織布ウェブの使用は、機械的結合プロセス中に生じる多くの欠陥(すなわち、機械的結合部位を通じた孔又はピンホール)を低減することができる。
【0057】
いずれの特定の理論にも拘束されることを意図せず、本明細書において開示されるウェブの流体バリア特性に関して、繊維の密接性又は近接性を伴って、N−繊維層の使用によりウェブに形成される孔の小さな寸法は、低表面張力流体が孔を透過するために必要な静水圧を増加させ、毛細管牽引力を潜在的に増加させると考えられる。微細孔が、ウェブの微細孔を通過する低表面張力流体に適用される毛細管牽引力を増加させ、低表面張力流体裏抜けを遅延させ得る。更に、例えば、孔寸法分布の狭さ、平均流量孔径、及び孔径分布の様式など、平均孔径以外の、孔構造の多くの態様が関連することが見出される。
【0058】
以下でより詳細に記載されるように、N−繊維層を組み込む材料のウェブは、様々な吸収性物品の構成において使用され得る。一実施形態において、本開示の吸収性物品は、液体透過性トップシート、トップシートに取り付けられた、又は接合されたバックシート、及びトップシートとバックシートとの間に配置された吸収性コアを含み得る。吸収性物品と、トップシート、バックシート、吸収性コア、及びこれらの構成要素の任意の別個の層を含む、その構成要素は一般的に内面(又は着用者に面する表面)、及び外面(又は衣類に面する表面)を有する。
【0059】
以下の記載は一般的に、例えば、使い捨ておむつなどの吸収性物品において使用され得る、吸収性コア、トップシート及びバックシートを説明する。この一般的な説明は、以下で更に記載される図1、2及び3A〜3Bに示される特定の吸収性物品の構成要素、及び本明細書において記載される他の吸収性物品に当てはまることが理解される。
【0060】
図1は、本開示の1つの非限定的な実施形態による、吸収性物品10の平面図である。吸収性物品10は平坦な非収縮状態で例示される(すなわち、例示のためにその弾性的に組み込まれた収縮部が取り除かれ、吸収性物品10の構成をより明確に示すために吸収性物品10の部分が切り取られている)。着用者と反対側を向く吸収性物品10の部分が観察者に向けられている。図2は、部分的に収縮した状態の、図1の吸収性物品10の斜視図である。図1に示されるように、吸収性物品10は、液体透過性第1トップシート20、トップシート20と接合された液体不透過性バックシート30、及びトップシート20とバックシート30との間に位置付けられる吸収性コア40を含み得る。吸収性コア40は、外面(又は衣類に面する表面)42、内面(又は着用者に面する表面)44、側縁部46及び腰縁部48を有する。一実施形態において、吸収性物品10は、ガスケットバリアカフ50及び長手方向バリアカフ51を含み得る。長手方向バリアカフ51は、いくつかの実施形態において、中央長手方向軸59とほぼ平行に延びている。例えば、長手方向バリアカフ51は、実質的に2つの端縁部57の間に延びてもよい。吸収性物品10は、60として表記される弾性ウエスト機構多プライ(本明細書においてウエストバンド又はベルトとも呼ばれる)、及び一般に70として表記される締着装置多プライを含んでよい。
【0061】
一実施形態において、吸収性物品10は、外側表面52、外側表面52と反対側の内側表面54、第1腰部区域56、第2腰部区域58、並びに長手方向縁部55及び端縁部57によって画定される周辺部53を有し得る。(当業者は、おむつなどの、吸収性物品は、本出願においては用語を単純にするために、1対の腰部区域及び腰部区域の間の股部区域を有するものとして通常記載されることを理解するが、吸収性物品10は、典型的に股部の部分として設計される吸収性物品の一部を含む、腰部区域のみを有するものとして記載される)。吸収性物品10の内側表面54は、使用時に着用者の身体に隣接して位置付けられる吸収性物品10の部分(すなわち、内側表面54は、一般に少なくとも第1トップシート20の一部分及びトップシート20に接合されてよい他の構成要素により形成される)を含む。外側表面52は、着用者の体と反対側に位置付けられる吸収性物品10の部分(すなわち、外側表面52は、一般にバックシート30の少なくとも一部分とバックシート30に接合されてよい他の構成要素により形成される)を含む。第1腰部区域56及び第2腰部区域58は、それぞれ、周辺部53の端縁部57から吸収性物品10の横中心線(断面線3−3)まで延びる。
【0062】
図2は、本開示の非限定的な実施形態による、1対の長手方向バリアカフ51を含む、吸収性物品10の斜視図を示す。図3は、図1の直線3−3に沿って取った断面図を表す。
【0063】
一実施形態において、吸収性コア40は、吸収性物品10と適合する任意の寸法又は形状を取り得る。一実施形態では、吸収性物品10は、第1腰部区域56において側縁部46が狭窄部を有するが、第2腰部区域58においてはほぼ長方形の形状を保つ、非対称的な変形T字型の吸収性コアアセンブリ40を有しうる。吸収性コアの構造は一般的に、当該技術分野において既知である。吸収性コア40として使用するための様々な吸収性構造は、1986年9月9日にWeismanらに発行された米国特許番号第4,610,678号、1987年7月16日にWeismanに発行された同第4,673,402号、1989年12月19日にAngstadtに発行された同第4,888,231号、及び1989年5月30日にAlemanyらに発行された同第4,834,735号に記載されている。一実施形態において、吸収性コア40は、吸収性保存コアの上に位置付けられる、化学的に硬化させた繊維の補足/分配コアを収容する二重コアシステムを含み得る(1993年8月10日にAlemanyに発行された米国特許番号第5,234,423号、及び1992年9月15日に、Youngらに発行された同第5,147,345号に記載される)吸収性コア40はまた、コアカバー41(図3A〜Bに示され、以下で詳細に記載される)、及び吸収性コア40とバックシート30との間に配置された不織布ダスティング層を含み得る。
【0064】
一実施形態において、吸収性物品10のトップシート20は、トップシート20を通じた流体(例えば、尿、経血及び/又は液状の糞便)の迅速な移動を促進する親水性材料を含み得る。トップシート20は、可撓性で柔軟な感触を有し、着用者の皮膚に対して刺激を与えないものとすることができる。更に、トップシートは液体透過性であり得、液体(例えば、経血、尿、及び/又は液状の糞便)は容易にその厚さを貫通することを可能にする。一実施形態において、トップシート20は親水性材料で作製されてもよく、又は少なくともトップシートの上面が親水性となるように処理されてもよく、それによって流体はトップシートを通じてより迅速に移動し、吸収性コア40に入る。これにより、身体排泄物が、トップシート20を通じて引き込まれて吸収性コア40によって吸収されずに、トップシート20から流れ出るという傾向が低減される。トップシート20は、例えば、界面活性剤でこれを処理することによって親水性にされ得る。トップシート20を界面活性剤で処理するための好適な方法は、トップシート20に界面活性剤を噴霧すること、及びトップシート20を界面活性剤内に浸漬することを含む。このような処理のより詳細な説明は、1991年1月29日にReisingに発行された、米国特許番号第4,988,344号、及び1991年1月29日にReisingに発行された同第4,988,345号に含まれる。
【0065】
一実施形態において、バックシート30は、低表面張力流体(例えば、経血、尿及び/又は液状の糞便)に対して不透過性であってもよく、又は少なくとも部分的に不透過性であってもよい。バックシート30は、薄いプラスチックフィルムから製造され得るが、他の可撓性の流体不透過性材料も使用されてよい。バックシート30は、吸収性コア40に吸収及び収容された滲出物が、例えば、ベッドシート、衣類、パジャマ及び下着など、吸収性物品10と接触する物品を濡らすことを防ぐか、又は少なくとも抑制し得る。バックシート30は、織布若しくは不織布ウェブ、ポリエチレン若しくはポリプロピレンの熱可塑性フィルム等の高分子フィルム、及び/又はフィルムコーティング不織布材料若しくはフィルム不織布積層体等の複合材料を含んでよい。一実施形態において、好適なバックシート30は、0.012mm(0.5ミル)〜0.051mm(2.0ミル)を有するポリエチレンフィルムであり得る。代表的なポリエチレンフィルムとしては、Clopay Corporation(Cincinnati,Ohio)よりP18−1401の表記で、またTredegar Film Products(Terre Haute,Ind)よりXP−39385の表記で製造されるものがある。バックシート30は、より布様の外観をもたらすために、エンボス加工及び/又はつや消し仕上げされてもよい。更に、バックシート30は、上記を吸収性コア40から逃すことができ(すなわち、バックシート30は通気性であり、十分な空気透過性を有する)、一方で依然として滲出物がバックシート30を通過するのを防ぐ。バックシート30の大きさは、吸収性コア40の寸法及び選択される厳密な吸収性物品の設計により決定され得る。一実施形態において、バックシート30は、以下でより詳細に記載されるように、SNS及び/又はSMNSウェブを含み得る。
【0066】
吸収性物品10の他の任意の要素は、締結システム70、伸縮性サイドパネル82、及び腰部機構60を含み得る。締着装置70は、横方向の張力が吸収性物品10の周囲で保持され、吸収性物品10を着用者に保持するように、重なり合う構成で、第1腰部区域56及び第2腰部区域58の接合を可能にする。代表的な締結システム70は、1989年7月11日にScrippsに発行された米国特許番号第4,846,815号、1990年1月16日にNestegardに発行された同第4,894,060号、1990年8月7日にBattrellに発行された同第4,946,527号、1974年11月19日にBuellに発行された同第3,848,594号、1987年5月5日にHirotsuらに発行された同第4,662,875号、及び1992年9月29日にBuellらに発行された同第5,151,092号に記載される。ある実施形態において、締着装置70は省略されてよい。実施形態において、予め形成された腰開口部及び脚部開口部を有するパンツ型おむつを形成して、吸収性物品製造業者により腰部区域56及び58が接合されてよい(すなわち、腰部開口部及び脚部開口部を形成するためにおむつのエンドユーザーによる操作が必要ない)。パンツ型おむつはまた一般的に「閉じたおむつ」、「予め締結されたおむつ」、「プルオンおむつ」、「トレーニングパンツ」、及び「おむつ・パンツ」と称される。好適なパンツは、1993年9月21日にHasseらに発行された米国特許番号第5,246,433号、1996年10月29日にBuellらに発行された同第5,569,234号、2000年9月19日にAshtonに発行された同6,120,487号、2000年9月19日にJohnsonらに発行された同第6,120,489号、1990年7月10日にVan Gompelらに発行された同第4,940,464号、及び1992年3月3日にNomuraらに発行された同第5,092,861号に開示されている。一般に、腰部区域56及び58は、恒久的な又は再締結可能な結合方法により接合されてよい。
【0067】
いくつかの実施形態において、吸収性物品10は、少なくとも1つのバリア部材を含み得る。一実施形態において、バリア部材は吸収性物品10に接合される、これに適用される及び/又はこれと共に形成されて、吸収性物品10のバリア特性を改善する、物理的構造である。一実施形態において、バリア部材は、コアカバー、外側カバー、長手方向バリアカフ、ガスケットカフ、伸縮性トップシート及びこれらの組み合わせなどの構造を含み得る。以下でより詳細に記載されるように、バリア部材がSNSウェブ及び/又はSMNSウェブを含むことが望ましい場合がある。
【0068】
一実施形態において、吸収性物品10は、流体及び他の身体滲出物の改善された収容性を提供し得る、1つ以上の長手方向バリアカフ51を含み得る。長手方向バリアカフ51は、レッグカフ、バリアレッグカフ、長手方向レッグカフ、レッグバンド、サイドフラップ、弾性カフ又は「起立」伸縮性フラップと称され得る。弾性部材は、1つ以上の弾性部材63により、長手方向バリアカフ51に付与され得る。弾性部材63は、長手方向バリアカフ51に弾性を提供してもよく、長手方向バリアカフ51を「起立」位置に維持することを補助してもよい。1975年7月14日にBuellに発行された米国特許番号第3,860,003号は、弾性脚部カフを提供するために、サイドフラップ及び1つ以上の弾性部材を有する、収縮可能な脚部開口部を提供する使い捨ておむつを記載する。1989年2月28日、及び1990年3月20日にそれぞれAzizらに発行された、米国特許番号第4,808,178号及び同第4,909,803号はそれぞれ、吸収性物品10の脚部開口部に、収容性を改善する「起立」伸縮性フラップを含む、吸収性物品について記載している。加えて、いくつかの実施形態において、1つ以上の長手方向バリアカフ51は、1つ以上のガスケットカフ50と一体であり得る。例えば、長手方向バリアカフ51及びガスケットカフ50は、図3A〜3Bに例示される、材料の単一のウェブから形成され得る。長手方向バリアカフ51のように、ガスケットカフ50は、1つ以上の弾性部材62を含み得る。
【0069】
図3A〜Bは、直線3−3でとった図1の吸収性物品10の断面図を示す。図3A〜Bは、様々なカフ構成を表す。しかしながら、本開示の趣旨及び範囲から逸脱することなく、カフ構成に修正を加えることができる。図3A〜Bにはガスケットカフ50及びバリアカフ51が両方とも示されているが、単一のカフの構成も同様に実施することが可能である。図3Aは、1つの非限定的な実施形態により、ガスケットカフ50及び長手方向バリアカフ51構成を例示する。両方のカフ50、51は、例えば、SNSウェブ又はSMNSなどの共通のウェブ65を有し得る。長手方向バリアカフ51は単一の層構成で示され、長手方向バリアカフ51の横方向幅の実質的な部分にわたり、ウェブ65の単一プライを含む。図3Bは、別の非限定的な実施形態による、多層構成の長手方向バリアカフ51を有する、ガスケットカフ50及び長手方向バリアカフ51を例示する。多層構成において、ウェブ(例えば、SNSウェブ又はSMNSウェブ)の少なくとも2つのプライが、長手方向バリアカフ51の横方向幅の実質的な部分にわたって存在する。業者らは、ウェブ65の厳密な構成が、様々な実施形態において変更され得ることを理解する。
【0070】
様々な好適な材料が、上記カフのウェブ65として使用されてよい。好適な実施形態は、複数の層、例えば、2つのスパンボンド層、及び2つのスパンボンド層の間に配置された、少なくとも1つのN−繊維層を含む、ウェブ65を有し得る(以下に、より詳細に記載される)。以下に、より詳細に記載されるように、ウェブ65のいくつかの実施形態は、疎水性材料を含み得る。
【0071】
図3A〜Bに示されるように、コアカバー41が、吸収性物品10のいくつかの実施形態に含まれて、吸収性コア40に構造的一体性を提供し得る。コアカバー41は、セルロース系材料及び吸収性ゲル材料(両方とも物理的なバリアがないと移動し、動き、又は空気で運ばれる傾向がある)等の、吸収性コア40の構成要素を含有してよい。図3A〜3Bに示すように、コアカバー41はコア40を完全に被覆してもよく、又は吸収性コア40の一部を被覆してもよい。コアカバー41は、一般的に不織布ウェブを含み得る。いくつかの実施形態において、吸収性物品10のコアカバー41又は他の構成要素は、SNSウェブ及び/又はSMNSウェブを含み得る。
【0072】
いくつかの実施形態において、吸収性物品10は、外側カバー31を含み得る。外側カバー31は、吸収性物品10の外面の全部、又は実質的に全部を被覆し得る。実施形態によっては、外側カバー31は、バックシート30と隣接し得る。外側カバー31は、バックシート30の一部分に接着され、積層構造体を形成してもよい。結合は、例えば、接着剤結合、機械的結合及び熱結合などの、任意の従来的な方法によって実施され得る。外側カバー31は、吸収性物品10に追加の強度又は嵩を付与するため利用されてよい。外側カバー31は多くの場合、吸収性物品10の外面の美的品質を改善するために使用される。吸収性物品10の外面が、布地様の外観及び感触を呈する(このような特徴は消費者によって心地良い)ことが望ましい。種々の材料が、外側カバー31としての使用に適している。そのような材料として、織布ウェブ、発泡体、スクリム、フィルム及びばら毛(loose fibers)が挙げられる。しかしながら、特定の実施形態では、外側カバー31は更に高いバリア保護を提供するように構成することができる。いくつかの実施形態において、外側カバー31は、SNSウェブ及び/又はSMNSウェブを含み得る。
【0073】
図4は、一実施形態により、例えば、SNSウェブ又はSMNSウェブなどの不織布ウェブ112を作製するために使用される機械110を形成する概略図を示す。SMNSウェブを作製するため、形成機器110は、第1の粗い繊維135を生成するための第1ビーム120、中間的な繊維127(例えば、メルトブローン繊維)を生成するための任意の第2ビーム121、微細繊維131(例えば、N−繊維)を生成するための第3ビーム122、及び第2の粗い繊維124を生成するための第4ビーム123を有するものとして示される。形成機器110は、エンドレス形成ベルト114を含んでもよく、これは、形成ベルト114が矢印114によって示される方向に推進されるように、ローラー116、118の周囲を移動する。様々な実施形態において、任意の第2ビーム121が使用される場合、これは第1ビーム120と第3ビーム122との中間に位置付けられてもよく(例示されるように)、又は例えば、第3ビーム122と第4ビーム124との中間に位置付けられてもよい。
【0074】
一実施形態において、第1ビーム120は、例えば、ポリマーの連続的な繊維を形成する1つ以上の紡糸口金を有する従来的なスパンボンド押出成形機の使用により、第1の粗い繊維135を生成してもよい。スパンボンド繊維の形成及びそのようなスパンボンド形成第1ビーム120の設計は、当業者に可能な範囲内である。スパンボンド機器は、例えば、Reicofil GmbH(Troisdorf,Germany)から得ることができる。好適な熱可塑性ポリマーは、例えば、ポリエステル(PET及びPBT、ポリ乳酸(PLA)、及びアルキドを含む)、ポリオレフィン(ポリプロピレン(PP)、ポリエチレン(PE)及びポリブチレンを含む)、エチレン及びプロピレンからのオレフィンコポリマー、エラストマーポリマー(熱可塑性ポリウレタン(TPU)、及びスチレンブロックコポリマー(直鎖及びラジアルジ及びトリブロックコポリマー、例えば、様々な種類のKraton)を含む)、ポリスチレン、ポリアミド、PHA(ポリヒドロキシアルカノエート)、及び例えばPHB(ポリヒドロキシブチレート)及びデンプン系組成物(熱可塑性デンプンを含む)など、スパンボンディングのために好適な任意のポリマーを含む。上記のポリマーは、ホモポリマー、コポリマー、例えば、エチレン及びプロピレンのコポリマー、ブレンド、並びにこれらの合金として使用され得る。ポリマーは流体になるまで加熱され(典型的には100〜350℃の温度)、紡糸口金内の開口部を通じて押し出される。押出ポリマー繊維は急速に冷却され、及び空気流で細径化されて、所望のデニールの繊維を形成する。第1ビーム120から生じる第1の粗い繊維135は、形成ベルト114上へと分配又は堆積されて、第1不織布構成層136を形成してもよい。第1不織布構成層136は、第1ビーム120の種類のビーム又は紡糸口金から生成され得るが、それでもなお、多数のビーム又は紡糸口金から生成される繊維が同じ直径、形状及び組成物からなる場合には、1つの不織布構成層を形成する。第1ビーム120は、使用されるプロセス又は特定のポリマーの速度により、1つ以上の紡糸口金を含み得る。第1ビーム120の紡糸口金は、第1の粗い繊維135に断面形状を付与する固有の形状の開口部を有し得る。一実施形態において、紡糸口金は、円形、楕円形、矩形、正方形、三角形、空洞、多葉形、不規則(すなわち、非対称)及びこれらの組み合わせが挙げられるがこれらに限定されない断面形状を有する繊維を生じるように選択され得る。
【0075】
一実施形態において、第2ビーム121は、使用される場合、例えば、メルトブローン繊維などの、中間的な直径の繊維127を生成してもよい。メルトブローンプロセスは、複数の開口部を含むダイ119を通じた、熱可塑性ポリマーの押出成形を生じる。いくつかの実施形態において、ダイ119は、ダイ幅1センチメートル当たり、8〜39又はそれ以上の開口部(ダイ幅1インチ当たり、20〜100又はそれ以上の開口部)を含み得る。熱可塑性ポリマーがダイ119を出る際、高圧の流体(通常は熱風)がポリマー流れを細径化及び拡散し、中間的繊維127を形成し得る。第2ビーム121から生じる中間的繊維127は、形成ベルト114により運搬される第1不織布構成層136上に分配又は堆積され、第4不織布構成層128を形成してもよい。第4不織布構成層128は、第2ビーム121のような種類の多数の隣接するビームから生成され得る。
【0076】
一実施形態において、第3ビーム122は、微細繊維131(すなわち、N−繊維)を生成し得る。いくつかの実施形態において、N−繊維は、米国特許番号第6,315,806号、同第5,183,670号、及び同第4,536,361号(Torobinら)、並びに米国特許番号第第6,382,526号、同第6,520,425号、及び同第6,695,992号(Renekerら、University of Akronに譲渡)に記載されるシステム及び溶解フィルムフィブリル化方法を使用して生成され得る。他の溶解フィルムフィブリル化方法、及びシステムが、2008年4月24日に米国特許出願公開番号第2008/0093778号(Johnsonら)、2009年12月3日に公開された、米国特許番号第同第7,628,941号(Krauseら)及び米国特許出願公開番号第2009/0295020号(Krauseら)に記載され、均一で狭い繊維分布を提供し、単一繊維化ポリマー溶解物(一般的に「ショット」と称される)、フライ及びダストなどの繊維の欠陥を低減又は最小化し、更に本開示によって記載されるものなどのような、吸収性物品のN−繊維層132を提供する。溶解フィルムフィブリル化方法における改善、具体的には、Johnsonら及びKrauseらそれぞれによって記載される、収束−発散気体経路指定及び流体カーテンの設計は、本明細書において記載される本開示の実施形態において、数平均繊維径分布、質量平均直径分布、孔径分布、及び構造的均一性(すなわち、より低い局部坪量変動)などの、所望の構造的属性のN−繊維を提供し得る。一般的に、一実施形態において、加圧気体流は、対向する第1壁部と第2壁部との間に画定されるガス経路内を流れ、これらの壁部はそれぞれ、上流で収束し、下流で発散する壁部表面を画定する。ポリマー溶解物が空気経路内に導入されて、加熱された壁部表面上に押し出されたポリマーフィルムを提供し、これにガス経路内を流れる気体流が衝突し、これはポリマーフィルムをサブミクロン直径の繊維にフィブリル化するために効果的である。微細繊維131は、その後第1不織布構成層136上に分配又は堆積されて、第2不織布構成層132を形成し得る。一実施形態において、例えば、SMNSウェブの生成中に、微細繊維131が第4不織布構成層128上に分配又は堆積されてもよく、これは形成ベルト114上で運搬される。あるいは、いくつかの実施形態において、微細繊維131は、第1不織布構成層136上に堆積されてもよく、その後、中間的繊維127、例えばメルトブローン繊維が、微細繊維131の層上に堆積され得る。微細繊維層132は、第3ビームの種類の2つ以上のビーム122から生成され得る。
【0077】
一実施形態において、第4ビーム123(又は120のような多数のビーム)は、第1の粗い繊維135と同様の第2の粗い直径の繊維124を生成し得る。第2の粗い繊維124は、例えば、SNSウェブの生成中などの、ウェブ112の第2不織布構成層132上に分配又は堆積され得る。生じるウェブ112は、熱結合ロール138、140を通じて送達され得る。結合ロール138、140は、一般的にカレンダーと称される。結合ロール138、140の一方又は両方の表面が、例えば、スポット、グリッド、ピン又はナブなどの、隆起したパターン又は部分を備えてもよい。一実施形態において結合ロール138、140は、ウェブ112の不織布構成層を形成するために使用される、ポリマーの軟化温度まで加熱され得る。ウェブ112が加熱結合ロール138、140の間を通過すると、不織布構成層が、結合ロール138、140によって、結合ロール138、140上のパターンに従ってエンボス加工されてもよく、図5に示されるカレンダー結合部168などの別個の領域のパターンを形成する。別個の領域は、不織布構成層から不織布構成層へと、各層内の特定の繊維に関連して、結合される。このような別個の領域又はカレンダー結合部位は、加熱ロールにより、又は他の好適な技術により実施され得る。別の熱繊維結合技術は、ウェブ112を通じて熱風を吹き付けることを含む。空気透過結合技術は一般的に、低融点マトリックス繊維、二成分繊維及び粉末と共に使用され得る。不織布ウェブは、3つ〜4つの不織布構成層を含むものとして、本明細書においては記載されるが、任意の好適な数の不織布構成層が使用されてもよく、本開示の範囲内である。
【0078】
図5は、1つの非限定的な実施形態による、カレンダー結合部位168における、SNSウェブの断面図を例示する。任意の第2ビーム121を有さない、上記の形成機器110により生成された3層不織布ウェブ112が例示される(例えば、メルトブローン層)。不織布ウェブ112は、第1不織布構成層125を含んでもよく、これ自体が例えば、スパンボンド繊維などの粗い繊維を含み得る。一実施形態において、第1不織布構成層125は、8マイクロメートル〜30マイクロメートル、及びあるいは10マイクロメートル〜20マイクロメートルの範囲の平均直径、あるいは数平均直径を有し、4%〜10%の範囲の相対標準偏差を有する、繊維を含み得る。換言すると、第1不織布構成層125は、0.4〜6.0の範囲の平均デニールを有し、8%〜15%の範囲の相対標準偏差を有する繊維を含み得る。同じ実施形態において、質量平均繊維径は、8マイクロメートル〜30マイクロメートルの範囲、あるいは、10マイクロメートル〜20マイクロメートルの範囲であってもよく、相対標準偏差は4%〜10%である。一実施形態において、第1不織布構成層125は、1gsm〜10gsmの範囲の坪量、あるいは2gsm〜7gsm(例えば、5.5gsm)の坪量を有し得る。いくつかの実施形態において、第1不織布構成層125の繊維は、例えば、三葉断面など、非円形の断面を有してもよく、又は例えば、シース−コア又は横並びなど、二成分繊維であってもよい。
【0079】
一実施形態において、不織布ウェブ112は第2不織布構成層132を含んでもよく、これ自体がN−繊維などの微細繊維を含み得る。いくつかの実施形態において、第2不織布構成層132は、1マイクロメートル未満、あるいは0.1マイクロメートル〜1マイクロメートルの範囲、あるいは、0.2マイクロメートル〜0.9マイクロメートルの範囲、あるいは0.3マイクロメートル〜0.8マイクロメートルの範囲、あるいは0.5マイクロメートル〜0.7マイクロメートルの範囲の数平均直径(あるいは、「平均直径」)を有し、100%未満、あるいは、80%未満、あるいは60%未満、あるいは50%未満、例えば10%〜50%の範囲内の相対標準偏差を有し、80%超、例えば、90%超、又は95%〜100%の繊維が1マイクロメートル未満の直径(すなわち、サブミクロン)を有する、微細繊維を含み得る。第2不織布構成層132の繊維の質量平均直径は、2マイクロメートル未満、あるいは、0.1マイクロメートル〜2マイクロメートルの範囲、あるいは0.1マイクロメートル〜1.5マイクロメートルの範囲、あるいは0.1マイクロメートル〜1マイクロメートルの範囲、あるいは0.2マイクロメートル〜0.9マイクロメートルの範囲、あるいは0.3マイクロメートル〜0.8マイクロメートルの範囲、あるいは0.5マイクロメートル〜0.7マイクロメートルの範囲であり、100%未満、あるいは80%未満、あるいは60%未満、あるいは50%未満、例えば10%〜50%の範囲内の相対標準偏差を有する。換言すれば、第2不織布構成層132は、0.00006〜0.006の範囲、あるいは0.0002〜0.005の範囲、あるいは0.0016〜0.005の範囲、及びあるいは0.002〜0.004の範囲の平均デニールを有する微細繊維を含んでもよく、200%未満、あるいは150%未満、及びあるいは120%未満の相対標準偏差を有し、かつ80%超、あるいは90%超、及びあるいは95〜100%の繊維が0.006デニール未満を有する。
【0080】
1マイクロメートルの質量平均繊維分布を有する実施形態においては、ほとんど全ての繊維が1マイクロメートル未満の直径を有さなければならない。1マイクロメートルを超える超微細繊維においてさえ、これは質量平均繊維径を1マイクロメートル超にする。より厚い繊維はより大きな質量を有する。したがって、より大きな質量を有するより厚い繊維の存在は、以下に記載されるように、繊維直径計算に記載される数平均繊維直径よりも、質量平均繊維直径を増加させる。例えば、3マイクロメートルの直径を有する繊維(典型的なメルトブローン繊維)は、同じ長さの、0.5マイクロメートルの典型的な直径を有するサブミクロンN−繊維よりも36倍大きな質量を有するがこれは、3マイクロメートルの繊維が0.5マイクロメートル直径繊維のものよりも36倍大きな断面積を有するためである。あるいは、単一の3マイクロメートル繊維径の繊維は、0.5マイクロメートル直径の36本の繊維に代わることができ、第2構成層の質量平均繊維径を増加させ得る。逆に、質量平均繊維径を低減させるためには、1マイクロメートル超の直径を有する繊維の数を低減することが重要である。一実施形態において、第2不織布構成層は、1マイクロメートル未満の数平均直径、1.5マイクロメートル未満の質量平均直径、2未満の質量平均直径の数平均直径に対する比率を有する繊維を含み得る。いくつかの実施形態において、例えば、第2不織布構成層は、1マイクロメートル未満の数平均直径、1マイクロメートル未満の質量平均直径、及び1.5未満の質量平均直径の数平均直径に対する比率を有する繊維を含み得る。
【0081】
いずれの特定の理論によって拘束されることを意図せず、より微細な繊維が、不織布ウェブ中のより微細な孔を生成する。本明細書において記載されるように、より微細な孔は、不織布ウェブのより大きな流体裏抜け性能を提供する。したがって、低表面張力流体裏抜け時間を改善するために、不織布ウェブ中に可能な限り多くの微細繊維を有することが望ましい。N−層中における、より厚い繊維の数を低減し、1マイクロメートル未満の微細繊維の数を増加させることにより、本開示の実施形態は、従来的なウェブよりも、微細な孔径及び高い低表面張力流体裏抜け時間を達成する。一実施形態において、第2構成層132の平均流量孔径は、20マイクロメートル未満、あるいは15マイクロメートル未満、あるいは10マイクロメートル未満、及びあるいは5マイクロメートル未満であり得る。平均流量直径は、流量の半分がその下で生じ、流量の残りの半分がその圧力の上で生じるような、圧力(平均流量圧力)と対応する。孔径及び圧力は、反比例の関係にあるため、より小さい平均流量孔径は、より高い平均流量すなわち流れ抵抗を示し、これが流量を遅らせ、流体裏抜け時間を増加させる。平均流量孔径は、構造の流量属性であるため、これは単なる孔径分布の統計的数平均である平均孔径とは異なり、平均孔径はいずれかの一定の流量属性と相関し得る。あるいは、平均孔径は必ずしも、平均流量孔径が小さくなるに伴って(例えば、繊維径が低減するに伴って)小さくなるのではない。本開示の実施形態が、第2構成層132において、20マイクロメートル未満、あるいは15マイクロメートル未満、あるいは10マイクロメートル未満、及びあるいは5マイクロメートル未満の平均流量孔径を有することが重要であると考えられる。
【0082】
本開示の不織布ウェブの孔径分布は、多数の構成層と対応する1つ以上のピーク又は最頻値(孔径分布の最頻値は、最も頻度の高い孔径値として定義される)を有し得る。一実施形態において、孔径分布における最低又は第1最頻値と対応する孔径は、N−繊維を含む第2構成層132と対応する。いくつかの実施形態において、孔径分布の最低又は第1最頻値は、15マイクロメートル未満、あるいは10マイクロメートル未満、及びあるいは5マイクロメートル以下であり得る。上記のように、より小さい孔径は、流量に対するより高い抵抗を、及びしたがってより長い流体裏抜け時間を示す。いくつかの実施形態において、最低の最頻値と対応する直径(最も小さい繊維に対応する)は、流体流量の最後の20%以上を遮断する(すなわち、最低の最頻値よりも大きな孔径が、流体流量の80%以下を可能にする)。したがって、孔径がより小さく、その数がより多いほど好ましく、流量に対する最高の抵抗を提供し、流体裏抜け時間を増加させるものと考えられる。
【0083】
第2構成要素132の多孔率は、50%超、あるいは70%超、及びあるいは80%超であり得る。多孔率は、それを通じて流れが生じ得る空隙容積に対応するため、より低い多孔率は流れに抵抗し、したがって液体裏抜け時間を増加させる。第2構成層132は、1マイクロメートル未満の数平均を有する少なくとも50%の繊維、1マイクロメートル未満の数平均を有する少なくとも70%の繊維、1マイクロメートル未満の数平均を有する少なくとも80%の繊維、1マイクロメートル未満の数平均を有する少なくとも90%の繊維を有し得る。かなりの数の1マイクロメートル未満の直径を有する繊維を有する不織布構造は、Iseleらにより2006年1月1日に公開された米国特許公開番号第2006/0014460号、及び2005年3月31日に公開された同第2005/0070866号(両方ともThe Procter and Gamble Companyに譲渡)に記載され、Torobinら及びRenekerらにより記載される方法を使用する。しかしながら、本明細書において記載されるように、第2不織布構成層132内に1マイクロメートル未満の直径を有する繊維を90%超を更に有することは、数平均直径が1マイクロメートル未満になり得るにもかかわらず、1マイクロメートル未満の質量平均直径を有するために十分ではない(しかし必要である)。一実施形態において、第2不織布構成層132は、1マイクロメートル未満の数平均直径を有する繊維を少なくとも99%有し得る。したがって、1マイクロメートル未満の質量平均直径、及び1マイクロメートル未満の数平均繊維径を有する繊維を含む、第2不織布構成層132を備える本開示の実施形態において、ほとんど全ての繊維が1マイクロメートル未満の直径を有してもよく、あるいはそのような実施形態の第2不織布構成層132の全ての繊維がサブミクロンである。
【0084】
第2不織布構成層132を含む繊維の、質量平均直径の数平均直径に対する比率として定義される繊維径分布の多分散性は、2未満、あるいは1.8未満、あるいは1.5未満、あるいは1.25未満、あるいは1.1未満、及びあるいは1.0未満であり得る。繊維径分布の多分散性は、繊維分布の幅を測定する。分布の多分散性の値がより高いと、分布はより広くなる。一実施形態において、多分散性は1に近づき、すなわち、質量平均及び数平均繊維径が同じであり、第2不織布構成層132は非常に均一で狭い繊維分布を有し得る。質量平均直径と、数平均直径との間の算術的な差は、数平均直径の1標準偏差より小さくてもよく、あるいは差は数平均直径の1標準偏差の3/4未満であってもよく、あるいは差は数平均直径の1標準偏差の半分未満であり得る。上記の繊維径平均及び繊維径分布の多分散性のために、本開示の第2不織布構成層132内のN−繊維は、やはり1マイクロメートル未満の数平均直径を有し得るが、典型的には1マイクロメートル超、及び更に2マイクロメートル超の質量平均直径(1マイクロメートル超の直径を有する繊維の有限数の存在による)を有する典型的な超微細繊維メルトブローン繊維とは異なる。上記のように、著しく高い割合の繊維、あるいは90%超の繊維が1マイクロメートル未満の直径を有する場合でも、超微細メルトブローン繊維は、1マイクロメートルに近い又はこれ未満の質量平均直径を有さないことがある。超微細繊維の質量平均直径と数平均直径との間の差は、超微細メルトブローン繊維の数平均直径の1標準偏差の半分よりも大きい場合があり、より典型的には、差は、数平均直径の1標準偏差よりも大きいことがあり、あるいは、差は、数平均直径の2標準偏差よりも大きい場合がある。一実施形態において、第2不織布構成層132は、0.1gsm〜10gsmの範囲内、あるいは、0.2gsm〜5gsmの範囲内、あるいは0.5〜3gsmの範囲内、及びあるいは1〜1.5gsmの範囲内の坪量を有し得る。
【0085】
一実施形態において、不織布ウェブ112は、第3不織布構成層136を含む場合があり、これ自体が、スパンボンド繊維などの粗い繊維を含み、第1不織布構成層125と同様であり得る。
【0086】
メルトブローン層など、第4不織布構成層128が使用される場合、これらの中間的直径の繊維は、0.7マイクロメートル〜8マイクロメートル、あるいは1マイクロメートル〜8マイクロメートルの範囲、及びあるいは1マイクロメートル〜5マイクロメートルの範囲の平均直径、あるいは数平均直径を有し、20%〜100%超の相対標準偏差を有する、繊維を含み得る。メルトブローン層などの第4不織布構成層128の質量平均直径は、0.7マイクロメートル〜8マイクロメートルの範囲、あるいは1マイクロメートル〜8マイクロメートルの範囲、及びあるいは1マイクロメートル〜5マイクロメートルの範囲、及びあるいは2〜5マイクロメートルの範囲であり得、20%〜100%超の相対標準偏差を有する。加えて、中間的繊維層の繊維径の多分散性は、1〜10、あるいは2〜8、あるいは2〜6、あるいは1.5〜5の範囲である。換言すると、第4不織布構成層128は、0.003〜0.4の範囲、あるいは0.006〜0.3の範囲の平均デニールを有し、50%〜600%、あるいは150%〜300%の範囲の相対標準偏差を有する繊維を含み得る。一実施形態において、メルトブローン層は、0.1gsm〜10gsmの範囲内、0.2〜5gsmの範囲内、及び0.5gsm〜3gsmの範囲内、あるいは1〜1.5gsmの範囲内の坪量を有し得る。
【0087】
あるいは、中間的な繊維径の繊維は、例えば、二成分又はポリマーブレンドの種類であり得る。
【0088】
一実施形態において、図1〜3を参照し、吸収性物品10は、着用者の胴体下部の周囲で着用されるように構成され得る。様々な実施形態において、吸収性物品10は、トップシート20、バックシート30及びトップシート20とバックシート30との間に、又はその一部の間に配置されている吸収性コア40を含むシャーシ47を含み得る。1対の長手方向バリアカフ51は、例えばトップシート20など、シャーシ47の一部に取り付けられ、及び/又はこれと共に形成され得る。各長手方向バリアカフ51は、SNSウェブ又はSMNSウェブなどの、材料のウェブから形成され得る。一実施形態において、材料のウェブは、SMN、SMNMS、SMMNSMS、SSMMNS、SSNNSS、SSSNSSS、SSMMNNSS、SSMMNNMSなどが挙げられるがこれらに限定されない、複数のスパンボンド、メルトブローン、及びN−繊維層の様々な組み合わせ及び置換において構成される複数の不織布構成層から形成され得る。本明細書において開示される材料のウェブは、以下で更に記載されるような、材料の関連するウェブと比較した際に、例外的な、意外な特性を呈する。
【0089】
一実施形態において、図5及び図6を参照し、材料のウェブ112は、8マイクロメートル〜30マイクロメートルの範囲の平均直径を有する繊維を含む第1不織布構成層125、1マイクロメートル未満の数平均直径、1.5マイクロメートル未満の質量平均直径、及び2未満の多分散率を有する繊維を含む第2不織布構成層132、並びに8マイクロメートル〜30マイクロメートルの範囲の平均直径を有する繊維を含む第3不織布構成層136を含み得る。換言すると、材料のウェブ112は、0.4〜6の範囲の平均デニールを有する繊維を含む第1不織布構成層125、0.00006〜0.006の範囲の平均デニールを有する繊維を含む第2不織布構成層132、及び0.4〜6の範囲の平均デニールを有する繊維を含む第3不織布構成層136を含み得る。このような実施形態において、第2不織布構成層132は、第1不織布構成層125と第3不織布構成層136との中間に配置され得る。また、第1不織布構成層125、第2不織布構成層132、及び第3不織布構成層136は、例えば、カレンダリング結合プロセスなどの任意の好適な結合プロセスを使用して互いに断続的に結合され得る。一実施形態において、材料112のウェブはフィルムを含まない。様々な実施形態において、材料のウェブ112は、第1不織布構成層125に対応し得るスパンボンド層、第2不織布構成層132に対応し得るN−繊維層、及び第3不織布構成層136に対応し得る第2スパンボンド層を含んでもよく、これらは本明細書において総じて「SNSウェブ」と称される。
【0090】
SMS(スパンボンド−メルトブローン−スパンボンド)ウェブは、場合により、低表面張力流体が特定の時間の経過の後にそれを通過することを可能にする、孔径を有し得る。このようなSMSウェブのいくつかの写真が図7及び図8に例示される。図7は、500倍の倍率における、13gsmのSMSウェブ215の平面図である。図8は、500倍の倍率における、SMSウェブのカレンダリング結合部位を通じてとられた、図7のSMSウェブ215の断面図である。走査型電子顕微鏡(SEM)を使用してとった、15gsm SNSウェブ212の非限定的な代表的な写真が、図9及び図10に例示される。図9は、200倍の倍率における、SNSウェブ212の平面図である。図10は、500倍の倍率における、SNSウェブ212のカレンダリング結合部位を通じてとられた、図9のSNSウェブ212の断面図である。一実施形態において、例えば、異なる成分又は繊維断面のスパンボンド層、N−繊維層、第2スパンボンド層及び第3スパンボンド層を含む材料のウェブなど、材料のウェブ212の他の構成(すなわち、層パターン)が想到され、かつ本開示の範囲内である。
【0091】
一実施形態において、例えば、SNSウェブ212などの材料のウェブは、30gsm未満、あるいは15gsm未満、あるいは例えば13gsm、あるいは10gsm未満、及びあるいは7gsm〜15gsmの範囲内の合計坪量を有し得る。このような実施形態において、材料のウェブはフィルムを含まず、少なくとも1m3/m2/分、あるいは少なくとも10m3/m2/分、あるいは少なくとも20m3/m2/分、あるいは少なくとも40m3/m2/分であるが、100m3/m2/分未満の空気透過性を有し得る。一実施形態において、材料のウェブは、10%未満、あるいは8%未満、あるいは6%未満の局部坪量変動、及び少なくとも19秒、あるは少なくとも23秒、あるいは少なくとも30秒、あるいは少なくとも35秒、あるいは少なくとも40秒、あるいは少なくとも45秒、及び少なくとも50秒の32mN/mの低表面張力流体裏抜け時間を有し得る。
【0092】
一実施形態において、図11及び図12を参照し、材料のウェブ212’は、8マイクロメートル〜30マイクロメートルの範囲の平均直径を有する繊維を含む第1不織布構成層225’、1マイクロメートル未満の数平均直径、1.5マイクロメートル未満の質量平均直径、及び2未満の多分散率を有する繊維を含む第2不織布構成層232’、8マイクロメートル〜30マイクロメートルの範囲の平均直径を有する繊維を含む第3不織布構成層236’、並びに1マイクロメートル〜8マイクロメートルの範囲の平均直径を有する繊維を含む第4不織布構成層228’を含み得る。換言すると、材料のウェブ212’は、0.4〜6の範囲の平均デニールを有する繊維を含む第1不織布構成層225’と、0.00006〜0.006の範囲の平均デニールを有する繊維を含む第2不織布構成層232’と、0.4〜6の範囲の平均デニールを有する繊維を含む第3不織布構成層236’と、0.006〜0.4の範囲の平均デニールを有する繊維を含む第4不織布構成層228’と、を含み得る。このような実施形態において、第2不織布構成層232’及び第4不織布構成層228’は、第1不織布構成層225’と第3不織布構成層236’との中間に配置され得る。また、第1不織布構成層225’、第2不織布構成層232’、第3不織布構成層236’、及び第4不織布構成層228’は、例えば、カレンダリング結合プロセスなどの任意の結合プロセスを使用して互いに断続的に結合され得る。一実施形態において、材料212’のウェブはフィルムを含まない。様々な実施形態において、材料のウェブ212’は、第1不織布構成層225’に対応し得るスパンボンド層、第4不織布構成層228’に対応し得るメルトブローン層、第2不織布構成層232’に対応し得るN−繊維層、及び第3不織布構成層236’に対応し得る第2スパンボンド層を含むことがあり、これらは本明細書において総じて「SMNSウェブ」と称される。走査型電子顕微鏡を使用して撮ったSMNSウェブ212”の、非限定的な代表的な写真が、図13及び図14に例示される。図13は、1000倍の倍率における、SMNSウェブ212”の平面図である。図14は、500倍の倍率における、図13のSMNSウェブ212”の断面図である。一実施形態において、例えば、異なる構造又は組成の、スパンボンド層、メルトブローン層、N−繊維層、第2スパンボンド層及び第3スパンボンド層を含む、材料のウェブなど、材料のウェブの他の構成が想到され、かつ本開示の範囲内である。
【0093】
一実施形態において、図1を参照し、シャーシ47は2つの端縁部57を画定してもよく、中央長手方向軸59はシャーシ47内に画定されて、端縁部57の一方の中点から、他方の端縁部57の中点まで延びる。様々な実施形態において、図1、3A、11及び12を参照し、第3不織布構成層236’は、中央長手方向軸59の最近位に位置付けられてもよく、第1不織布構成層225’は、中央長手方向軸59から最遠位に位置付けられてもよく、かつ第2不織布構成層232’は、第3不織布構成層236’と第4不織布構成層228’との中間に配置され得る。図3Aは、この構成を例示するウェブ212’の展開した部分を含む。いくつかの実施形態において、第4不織布構成層228’は、例えば、第3不織布構成層236’と第2不織布構成層232’との中間に配置され得る。第2不織布構成層232’及び/又は第4不織布構成層228’が、SEMを使用して、ウェブ内のどこに位置付けられるかを決定することが可能である。一般的に、第2不織布構成層232’が着用者の皮膚の近位に位置付けられる場合(すなわち、吸収性物品10の中央長手方向軸59により近い)、低表面張力流体裏抜け時間は例えば、10%〜15%改善するものと思われる。これは「偏側性」と称される。
【0094】
一実施形態において、第2不織布構成層232’を、第4不織布構成層228’よりも中央長手方向軸59により近く位置付けることにより、第2不織布構成層232’は、吸収性物品10が着用者の胴体下部の周囲に位置付けられる際に着用者の皮膚により近く位置付けられる。任意の特定の理論によって拘束されることを意図せず、出願者らは、SMNSウェブは、第2不織布構成層232’が、第4不織布構成層228’よりも、着用者の皮膚、及び吸収性物品への流体の侵入の源により近く位置付けられる場合(かつ使用前に、中央長手方向軸59により近い)に、より望ましい特性及び/又は特徴(例えば、低表面張力流体裏抜け時間)を呈するものと考える。図3Aの矢印213は、様々な不織布構成層の位置付けに関連する身体滲出物又は流体の流れの方向を例示する。
【0095】
例えば、SMNSウェブ212’などの、材料のウェブは、SNSウェブ212に関して上記のような特性と同じ又は同様の特性を有し得る。例えば、SMNSウェブ212’は、30gsm未満、あるいは15gsm未満、あるいは例えば、13gsm、あるいは10gsm未満、及びあるいは7gsm〜15gsmの範囲内の合計坪量を有し得る。このような実施形態において、材料のウェブはフィルムを含まず、少なくとも1m3/m2/分、あるいは少なくとも10m3/m2/分、あるいは少なくとも20m3/m2/分、あるいは少なくとも40m3/m2/分であるが、100m3/m2/分未満の空気透過性を有し得る。一実施形態において、材料のウェブは、10%未満、あるいは8%未満、あるいは6%未満の局部坪量変動、及び少なくとも19秒、あるは少なくとも23秒、あるいは少なくとも30秒、あるいは少なくとも35秒、あるいは少なくとも40秒、あるいは少なくとも45秒、及び少なくとも50秒の32mN/mの低表面張力流体裏抜け時間を有し得る。
【0096】
一実施形態において、例えば、SNSウェブ及び/又はSMNSウェブなどの、本明細書において記載されるウェブは、例えば、疎水性溶解添加物、又は疎水性表面コーティングなどの疎水性材料を含まずとも、特定の特性を呈し得る。疎水性材料の追加は、追加的な製造費用及び複雑性につながるため、このような特徴は、関連するウェブを超える、著しい費用削減利益を本開示のウェブに提供する。ウェブ内にN−繊維層を含めることは、ウェブが、いずれかの疎水性材料又はフィルムなしに、所望の低表面張力流体裏抜け時間及び空気透過性を維持することを可能にする。いずれの特定の理論にも拘束されることを意図せず、出願者らは、スパンボンド及びメルトブローン層内の空隙を充填することによって、N−繊維層がウェブの孔径を低減するものと考える。関連するウェブの孔径と比較して、より小さい孔径を有するウェブを形成することにより、本開示のウェブは、流体透過に対するより高い毛細管牽引力、したがって、より長い表面張力流体裏抜け時間を、疎水性材料又はフィルムを含むことなくして有し得る。それでも、SNS又はSMNSウェブの構造に注目すると、N−繊維層の、ウェブのバリア特性を向上させるための効率は、期待できなかった。
【0097】
先に参照されたように、いくつかの吸収性物品は、例えば、親水性界面活性剤又は材料をトップシート及び/又はその中央部分に含み、かつまた、疎水性材料をそのバリアカフ上に含み得る。親水性界面活性剤又は材料は、吸収性物品の吸収性コアの方に体液を引くために使用されてもよく、一方で、疎水性材料は、バリアカフを通じた体液の流れを制限する。いくつかの場合において、親水性界面活性剤又は材料は、吸収性物品の使用の前に、他の材料の方に自然に移動し得る。親水性界面活性剤又は材料が材料のウェブで形成されるバリアカフと接触する際に、これらは、ウェブがバリアカフを通じた低表面張力体液流を阻害する能力を低減する。しかしながら、出願者らは、例えば、SNSウェブ及び/又はSMNSなど、本明細書において提供されるウェブは、親水性界面活性剤又は材料がトップシート又は吸収性物品の他の中央部分から、バリアカフへと移動した後のウェブのバリア特性の低下を緩和することがあり、これは恐らく、本開示のウェブが、バリアカフとして使用されるか又はバリアカフの一部として使用される際により大きい表面積を有し、移動する親水性界面活性剤を薄めるという事実によるものであることを、見出した。この点について、一実施形態において、疎水性材料がバリアカフ上に存在しなくてもよく、親水性界面活性剤又は材料はバアリアカフ上で完全に拡散しないことがあり、したがって、低表面張力体液の流れの通過を制限する能力を低減しないことがある。
【0098】
他の実施形態において、ウェブが疎水性溶解添加物及び/又は疎水性表面コーティングを含むことが望ましい場合がある。疎水性溶解添加物及び/又は疎水性表面コーティングは、SNSウェブ及び/又はSMNSウェブの低表面張力流体裏抜け時間を増加させる一方で、空気透過性を有意に低減させないことがある。
【0099】
疎水性添加物の配合、及びこれらを不織布ウェブに組み込むための方法は、2005年2月18日に出願される米国特許出願公開番号第2006/0189956号、及び2005年2月10日に出願された同第2005/0177123号、並びに2010年1月22日に出願された米国出願番号第12/691,929号、及び2010年1月22日に出願された同第12/691,934号(双方ともJJ Teeら、全てThe Procter and Gamble Companyに譲渡された)に記載されている。疎水性表面コーティング、及び/又は疎水性溶解添加物として使用されるいくつかの好適であるが、非限定的な疎水性材料は、実質的にアミノシリコーンを含まない、1つ以上のシリコーンポリマーを含み得る。好適なシリコーンポリマーは、シリコーンMQ樹脂、ポリジメチルシロキサン(polydimethysiloxanes)、架橋シリコーン、シリコーン液体エラストマー、及びこれらの組み合わせの群から選択される。典型的に、シリコーンポリマーの分子量は、少なくとも4000MWであるべきである。しかしながら、このようなシリコーンポリマーの分子量は、少なくとも10,000MW、少なくとも15,000MW、少なくとも20,000MW、又は少なくとも25,000MWであってよい。好適なポリジメチルシロキサン類は、ビニル末端ポリジメチルシロキサン類、メチル水素ジメチルシロキサン類、ヒドロキシル末端ポリジメチルシロキサン類、オルガノ変性ポリジメチルシロキサン類、及びこれらの組み合わせからなる群から選択される。
【0100】
あるいは、フッ素化ポリマーはまた、疎水性表面コーティング及び/又は疎水性溶解添加物として使用され得る。好適なフッ素化ポリマーは、テトラフルオロエチレン及び/又はペルフルオロ化アルキル鎖を含有するテロマー及びポリマーの群から選択される。例えば、DupontからのZonyl(登録商標)の商標名で市販されているフッ素化界面活性剤が、本明細書で使用するのに好適である。
【0101】
一実施形態において、これらの疎水性材料は、ウェブ1g当たり、少なくとも1μgからの量で、SNSウェブ及び/又はSMNSウェブの表面上に堆積され得る。表面に存在するシリコーンポリマーの好適な量は、少なくとも100μg/gであってよい。ある実施形態において、表面に存在するシリコーンポリマーの量は、少なくとも約200μg/gであってよい。他の実施形態において、表面上に存在するシリコーンポリマーの量は、少なくとも300μg/g、あるいは少なくとも400μg/g、又はあるいは、1000μg/g〜10,000μg/gの範囲であり得る。
【0102】
疎水性表面コーティングが、任意の従来的な方法によって、基材及び/又は繊維表面に供給され得る。いずれの特定の理論に束縛されることを意図せず、本明細書において開示される疎水性表面コーティングは、繊維性表面(例えば、不織布表面)の表面に局所的に適用される場合、包括的な均一なフィルム様ネットワークが繊維及び/又は繊維性構造の周辺に形成されるようにして、ウェブの1つ以上の繊維及び繊維性構造の一部を被覆するか又は少なくともコーティングし、かつ部分的にまたウェブの孔ネットワークを充填する傾向がある。いくつかの実施形態において、疎水性材料は、添加物としてホットメルト組成物に含まれ(例えば、熱可塑性溶解物にブレンドされる)これがその後、繊維及び/又は基材に形成されてもよい(例えば、スパンボンディング、メルトブローイング又は押し出しによる)(本明細書において「疎水性溶解添加物」と称される)。このような疎水性材料(化学成分)の僅かな追加が、繊維の液体への接触角を一定程度増加させる。すなわち、1000μg/gにおいて、水に対する接触角が100から110°まで増加する。
【0103】
一実施形態において、疎水性表面コーティング及び/又は疎水性溶解添加物を含む材料のウェブ、例えば、これらの材料を含むSNSウェブ又はSMNSウェブは、30gsm未満、あるいは15gsm未満、例えば13gsm、あるいは10gsm未満、及びあるいは7gsm〜15gsmの範囲の合計坪量を有し得る。このような実施形態において、材料のウェブはフィルムを含まず、少なくとも1m3/m2/分、あるいは少なくとも10m3/m2/分、あるいは少なくとも20m3/m2/分、あるいは少なくとも40m3/m2/分であるが、100m3/m2/分未満の空気透過性を有し得る。一実施形態において、材料のウェブは、10%未満、あるいは8%未満、あるいは6%未満の局部坪量変動、及び少なくとも30秒、あるは少なくとも35秒、あるいは少なくとも40秒、あるいは少なくとも47秒、あるいは少なくとも50秒、あるいは少なくとも55秒、及び少なくとも60秒、少なくとも65秒、及び少なくとも70秒の32mN/mの低表面張力流体裏抜け時間を有し得る。
【0104】
一実施形態において、本開示のウェブは例えば、SNS又はSMNSウェブであり、例えばSMSなどの関連する比較において、全てが80%超(例えば、85%)の多孔率(%空隙率)を有する。M及びN繊維層は、80%〜85%の多孔率を有し、第1不織布構成層132は85%〜92%多孔率を有するために、85%の有効率が生じる。より低い多孔率は、平坦なカレンダリング、及び通気性の低減、又はフィルム(例えば、ミクロ孔質フィルム)とすることによって達成され得るが、上記の所望の空気透過性は達成不可能となる。
【0105】
機械的結合
吸収性物品10などの吸収性物品の構築中に、例えばSNSウェブ及び/又はSMNSウェブなどのウェブは、吸収性物品10の別の構成要素に取り付けられる必要がある場合がある。いくつかの実施形態において、以下でより詳細に記載されるように、ウェブの第1部分は、ウェブの第2部分に機械的に結合され、それによって例えば、ヘムを形成してもよい。機械的に結合されようとする吸収性物品の構成要素は、機械的結合装置を通過してもよい。
【0106】
図15は、本開示の1つの非限定的な実施形態による、単純化した動的機械的結合装置320を例示する。機械的結合装置320は、パターンを有するシリンダー322と、アンビルシリンダー324と、シリンダー322及び324を、所定の範囲の圧力内で所定の圧力により互いに調節可能に付勢するための作動システム326と、シリンダー322及び324をそれぞれ、別個の制御された速度で回転させて、その間に任意の所定の表面速度差を提供するための、ドライバ328及び329とを含み得る。一実施形態において、シリンダー322及び324は、例えば、およそ68.9MPa(10,000psi)で、互いに向かって付勢され得る。
【0107】
ウェブ341、ウェブ342及び積層体345もまた図15に示されている。様々な実施形態において、ウェブ341は、13gsmポリプロピレンSNSウェブ及び/又はSMNSウェブなどの、不織布材料の様々なウェブであり得、ウェブ342は例えば、12gsm、1.5デニールポリプロピレンスパンボンドトップシート又は吸収性物品の他の構成要素であり得る。加えて、装置320は、パターンを有するシリンダー322とアンビルシリンダー324との間に画定されるニップ343を通じてウェブ341及びウェブ342を制御可能に前方に送るため、かつ生じる積層体(積層体345)を下流装置、例えばロールワインダー又はウェブ変換装置、例えば、使い捨ておむつ変換器へと前方に送ることを可能にするために、ロール331〜338を駆動するため、フレーム(図示されない)及びドライバ(図示されない)を含み得る。本明細書で使用するとき「積層体」は、少なくとも1つの機械的結合部を共有する吸収性物品の少なくとも2つの構成要素を指す。一般的に、駆動ロール331〜338は包括的に、ウェブ341、ウェブ342、及び積層体345をニップ343を通じ、これから離れるように案内及び前進させるために提供され得る。これらのロール331〜338は、弛緩したウェブ状態又は過剰に引っ張られた/伸張されたウェブ及び/又は積層体が望ましくない有害な結果をもたらすことがないように、所定のレベルの張力又は伸張を維持する表面速度で駆動され得る。
【0108】
明確性の目的のため、ウェブ341及びウェブ342の上流端部若しくは供給源、又は積層体345の下流送り先若しくはユーザーのいずれも図示されない。いくつかの実施形態において、機械的結合装置320は、結合するために3つ以上の積層体を受け取ってもよく、機械的に結合される積層体は、例えば、ロール形態の熱可塑性フィルム、不織布材料、織布材料及び他のウェブを含んでもよく、このような積層体の連続的な長さを機械的結合装置320を通じて前方に送ることを可能にするための上流の巻き戻し及びスプライシング装置、並びに/又は制御された速度及び制御された張力で、積層された及び/若しくは他のウェブを含む製品を作製するための他の変換器を提供する。更に、単純性及び明確性のために、機械的結合装置320は、シリンダー322及び324を含むものとして本明細書において記載される。しかしながら、シリンダー322及び324は、記載される部材を画定するニップの一実施形態に過ぎない。したがって、それによって本開示を、シリンダーを含む装置に限定することを意図しない。同様に、用語「パターン要素」の使用は、本開示を別個の離間したパターン要素のみ含む結合パターンに限定して他のパターン:例えば、連続的な又は細長い結合線を含む網目状のパターンを排除することを意図しない。
【0109】
一実施形態において、パターンを有するシリンダー322をアンビルシリンダー324の方に付勢するための作動システム326は、例えば、圧力調節器355及び空気式作動装置356を含み得る。圧力調節器355は、シリンダー322及び324の互いに対する、空気式作動装置手段による負荷を調節及び制御するため、加圧空気供給源「P」に接続されたその吸入口を有し、かつ空気式作動装置356に接続されたその排出口を有するように適合され得る。1つの空気式作動装置356のみが図15に例示されているが、パターンを有するシリンダー322の各エンドジャーナルに追加的な作動装置が接続されてもよく、各エンドジャーナルは、フレーム部材及び付属のハードウェア(図示されない)によって支持され、実際に圧力付勢機構が効果的であるように垂直に可動にすることができる。
【0110】
一実施形態において、ドライバ328及び329は、シリンダー322及び324をそれぞれ別個に駆動するために提供される。したがってこれらはシリンダー322及び324を回転させることができ、それによってシリンダー322と324との間に所定ではあるが、調節可能な関係が生じる。様々な実施形態において、回転は同期的若しくは非同期的、同じ表面速度、又はシリンダー322及び324のいずれかが他方よりも早く駆動される、所定の表面速度差を有するものであってもよい。使い捨ておむつ変換器と一体化される一実施形態において、パターンを有するシリンダー322は、ギアトレーンを通じて変換器ラインドライブによって駆動され、それによってその表面速度が変換器のライン速度と本質的に一致し、アンビルシリンダー324は、個別の速度制御されたDC(直流)ドライブによって駆動される。この実施は、アンビルシリンダー324の表面速度を、パターンを有するシリンダー322と同等、又はこれよりも、所定の程度若しくは割合だけ、低く若しくは高くするように、調節することを可能にし得る。
【0111】
図16を参照し、パターンを有するシリンダー322は、円筒状表面352、及び複数のピン、ナブ、又は他の突起部(総じて要素351のパターンと称され、表面352から外側に延びる)を有するように構成されてもよい。図16に示されるように、パターンを有するシリンダー322は、要素351の鋸歯状のパターンを有してもよく、これはパターンを有するシリンダー322の各端部の周りで周囲方向に延び得る。このようなパターンを有するシリンダー322は、例えば、積層体341及び積層体342を積層するか、重ね縫いするか、ないしは別の方法で一緒に機械的に結合するように構成され得る。一実施形態において、パターンを有するシリンダー322は、例えば、鋼鉄を含んでもよく、かつ29cm(約11.4インチ)の直径を有してもよい。例示される実施形態は、パターンを有するシリンダー322の周りで周囲方向に延びる要素351の2対のパターンを示すが、他の実施形態においては、パターンを有するシリンダー322は、より多い又はより少ない要素351を有してもよく、パターンを有するシリンダー322の全体的な幅はそれに応じて変動し得る。アンビルシリンダー324(図15)は鋼鉄の平滑な表面の直円柱であってもよい。一実施形態において、アンビルシリンダー324は、直径11.4cm(約4.5インチ)を有してもよく、例えば、速度制御直流モーターによって回転させられるように別個に駆動されてもよいが、実施形態はこのような構成に限定されない。
【0112】
図17は、結合部位351bのパターンによって一緒に機械的に結合された積層体341及び積層体342の重複する縁部を含む、図16の積層体345の断片の平面図である。パターンは、パターンを有するシリンダー322(図16)の一端の周りで周囲方向に延びるパターン要素のパターンである。積層体345上の結合部位351b(例えば、結合点、結合領域、凹み、ナブ、ランド領域、セル又は要素)は、任意の好適な幾何学的形状(例えば、三角形、正方形、矩形、菱形、他の多角形、円形、楕円形、卵型及び/又はこれらのいずれかの組み合わせ)を有し得る。結合パターンの形状及び寸法は、所定の強度並びにMD及びCD方向における弾性特性(一般的に当該技術分野において張力及び伸長物理特性と称される)を有する、結合部位351bを生じるように選択され得る。結合部位の351b構成は、例えば、六角形、矩形、正方形又は他の任意の好適な多角形であり得る。一般的に結合部位351bにおける圧縮繊維は、積層体345に強度及び補強を提供し、このようなバリアカフ不織布ウェブは、例えば、吸収性物品のスパンボンドトップシートに結合されるSNSウェブ及び/又はSMNSを含む。明確性のため、積層体341及び積層体342のMDに向けられた縁部は、それぞれ図17において341e及び342eとして指定される。
【0113】
理解されるように、パターンを有するシリンダー322上の要素351のパターンは、様々な結合部位パターンを生じるように構成され得る。図18A〜Dは、様々な非限定的な実施形態による、結合部位のパターンを例示する。いくつかの実施形態において、結合部位351bの構成は、MDの「真っ直ぐな」線の応力集中を低減又は排除するためにずらして配置されてもよい。パターンの幅(「W」として例示される)は変動し得る。例えば、いくつかの実施形態において、幅は10mm未満、あるいは5mm未満、あるいは4mm未満及びあるいは3mm未満であり得る。例えば、いくつかのパターンは、異なる形状及び/又は断面積を有する結合部位351bを含み得る。一実施形態において個別の結合部位351bは、2mm長さ及び1mm幅であってもよく、一実施形態において、個別の結合部位351bは4mm長さ及び1mm幅であってもよいが、他の結合部位の寸法が他の実施形態において使用され得る。更に、個別の結合部位351bの面積は変動し得る。一実施形態において結合面積は4mm2、あるいは2mm2、及びあるいは1.5mm2以下であり得る。平方センチメートル当たりの結合密度は、特定の用途に基づいて変動し得る。例えば、一実施形態においてcm2当たり15結合部、cm2当たり10結合部、及びあるいはcm2当たり10未満の結合部が存在し得る。結合密度に基づき、相対結合面積(結合密度をピン当たりの結合面積に掛けたもの)は、いくつかの実施形態においては50%以下、あるいは他の実施形態においては30%以下であり得る。
【0114】
例えば、SNSウェブ及びSMNSウェブなどの不織布ウェブが、機械的結合プロセス中において圧縮される際、任意の特定の理論によって束縛されることを意図せず、突起部351の下の材料の迅速な圧縮により、各材料が迅速に変形されて、要素351のパターンの下から少なくとも部分的に出される。結果として、交絡するかないしは別の方法で組み合わされた材料の構造が、突起部の下及び/又は周囲に形成されて、不織布ウェブ中に機械的結合を形成する。様々な実施形態において、機械的結合は、接着剤、熱溶接プロセスのための熱源、又は超音波源を使用せずに形成され得る。
【0115】
図19は、図17の線19−19に沿って取った断面図であり、これは、ウェブ341及びウェブ342を一緒に機械的に結合して積層体345を形成する、結合部位351bを例示的に示す。例示される実施形態において、ウェブ341は、第1不織布構成層425と第2不織布構成層436との中間に位置付けられる、N−繊維層432を有する、SNSウェブ材料であり得る。ウェブ342は、吸収性物品のトップシート、スパンボンド若しくは別のSNSウェブ、又はウェブ341の第2部分などの任意の好適な材料を含み得る。いくつかの実施形態において、ウェブ341及びウェブ342の一方又は両方が、2つのスパンボンド層に加えて、メルトブローン層及びN−繊維層の両方を含むSMNSウェブを含み得る。いくつかの実施形態において、ウェブ341、342の少なくとも一方がポリプロピレン構成要素を含み得る。一実施形態において、SMNSウェブが機械的結合装置320(図15)を通過しているとき、材料は、ナブ(又はピン)がメルトブローン層上に力をかける前にN繊維層に力をかけるように向けられ得る。この構成は、N繊維の下部及び周囲の繊維構造への変位及びより均一な圧出につながり、M層(又は一般的により粗い繊維層)がナブにより近い場合によりも、より高い結合強度を生じる。
【0116】
図19に示されるように、結合部位351bは、底面351bb及びグロメットリングとして画定される結合側部351bの周辺部の周囲に実質的に形成されるリング376を有し得る。グロメットリング376は、第1不織布構成層425の上に延びて、実質的に各結合部位351bの周囲にリッジ様構造を形成してもよい。任意の特定の理論に拘束されることを意図せず、機械的結合プロセス中に、積層体341及び積層体342に適用される圧縮力により、結合中央部378から、結合部周辺部に向かって材料が流れ(例えば、繊維流)、それによってグロメットリング376を形成するものと考えられる。いくつかの実施形態において、結合中央部378における結合部位351bの厚さは、50マイクロメートル未満、あるいは15マイクロメートル未満であり得る。前述の技術を使用する堅牢な結合の形成にもかかわらず、結合部位351bは、底面351bbにわたって材料バリア380を維持してもよく、維持すべきである。底面351bbにわたり、材料バリア380が破壊されると、積層体345は、流体が結合部位351b内に導入される際に望ましくなく漏れることがある。
【0117】
結合部位351bと比較し、熱結合又はカレンダー結合において、接着剤力のほとんどは結合中央部の材料の溶融に由来し、グロメットリングの形成は生じないことがある。実際に、熱結合点内部の単位面積当たりの材料の平均質量(すなわち、坪量)は、非結合周辺領域とほぼ同じである。対称的に、例えば、グロメットリング376は、機械的結合の結合力のほとんどを提供するものと想定され、結合中央部378は、周囲領域と比較してはるかに低い坪量を有する。更に、不織布ウェブ内でのN−繊維層の使用は、均一性の大きな増加を提供することを助ける。いくつかの実施形態において、局部坪量変動は、15%未満、あるいは10%未満、及びあるいは5%〜10%の範囲内である。
【0118】
いずれの特定の理論に拘束されることを意図せず、機械的結合プロセス中の性能に関し、出願者らは、不織布ウェブ中のN−繊維(1マイクロメートル未満の直径)が、同じ坪量のSMS又はスパンボンド不織布ウェブと比較してウェブの表面積を4〜5倍(製造される繊維の直径と反比例)、大きく増加させるものと考える。表面積の増加は、機械的結合プロセスの間、要素のパターンの下で繊維数を増加させ、要素のパターンからのエネルギーをより良好に分配し、ウェブを通じてこれを分配するように機能し得る。加えて、N−繊維の使用は、ウェブがより密に被覆されて、比較的低い坪量の変動を有する(例えば、10%未満の局部坪量変動)、より均一なウェブを形成することを可能にする。結果として、N−繊維を組み込む材料は、結合部位においてより少ない欠陥を呈する。いくつかの実施形態において、少なくとも1つのN−繊維層を含む機械的に結合されたウェブは、0.9%未満、あるいは0.54%未満、及びあるいは0.25%未満の欠陥発生率を有することがあり、結合した不織布ウェブは25gsm未満の坪量(2つ以上のウェブの組み合わせた坪量)を有する。更に、本開示の実施形態により、SNSウェブ及びSMNSウェブなどのN−繊維層を組み込むウェブは、SMSウェブなどの他のウェブと比較して一般的に小さい結合領域を使用し得る。その上、N−繊維層が使用される際、より低い坪量及び/又はより低い貯蔵高さを有する、ウェブの所望の性能が達成され得る。いくつかの実施形態において、低い坪量を有し(例えば、25gsm未満又は15gsm未満)を有し、好適な欠陥発生率の機械的結合を達成してもよい。
【0119】
図20は、図19に示される結合部位351bの断面斜視図である。例示されるように、グロメットリング376は一般的に、結合部位351bの周辺部の周りに延びる。加えて、膜などの材料バリア380は、結合部を実質的に「封止」して、結合部の流体バリア特性を維持するために、結合部位351bにわたって延びる。
【0120】
前述の機械的結合技術を使用して、例えば、バリアカフが、吸収性物品に取り付けられるか、ないしは別の方法により一体化されてもよい。図1、2、3A〜3B及び5を参照し、吸収性物品10はシャーシ47に取り付けられた1対の長手方向バリアカフ51を含み得る。シャーシ47は、例えば、トップシート20など、吸収性物品10の任意の構成要素若しくは部分、又は構成要素若しくは部分の集合であり得る。各長手方向バリアカフ51は、上記の特性を有するSNSウェブ又はSMNSウェブなどの、ウェブ65を含み得る。例えば、ウェブ65は、8マイクロメートル〜30マイクロメートルの範囲の平均直径を有する繊維を含む第1不織布構成層125、及び1マイクロメートル未満の平均直径を有する繊維を含む第2不織布構成層132を含み得る。長手方向バリアカフ51の材料65のウェブは、10%未満、あるいは8%未満、6%未満の局部坪量変動を有し得る。実際、出願者らは、25gsm積層体の5m当たり10結合欠陥(0.35%未満の結合発生率)未満の低い欠陥率は、SMSウェブが3%以下の、更に低い局部坪量変動を有することを必要とするものと予測する。一実施形態において、13gsm(各1gsmのN及びM層を含む)のSNS又はSMNSウェブは、12gsm以下のスパンボンド層と組み合わされる際に、積層体5m当たり10結合欠陥未満(0.35%未満の結合発生率)の欠陥率を達成するために6%以下の局部坪量変動を要求するために十分である。1.5gsm〜3gsmのN層を有する13〜15gsmのSNS又はSMNSウェブのため、又はそれぞれ12gsm〜13gsmのSNS又はSMNSの2層を組み合わせるために、10%の変動は十分である。長手方向バリアカフ51のそれぞれは、長手方向バリアカフ51がシャーシ47に取り付けられる、長手方向取り付けゾーン49を含み得る。いくつかの実施形態において、長手方向取り付けゾーン49は、中央長手方向軸59とほぼ平行に延び得る(図1)。いくつかの実施形態において、取り付けゾーン49は、ほぼ線形であってもよく、若しくは湾曲していてもよく、又はこれらの組み合わせであってもよい。更に、取り付けゾーン49は、吸収性物品に沿って実質的に連続的であってもよく、あるいは非連続的であってもよい。更に、各長手方向バリアカフ51は、長手方向自由縁部64及び取り付けゾーン49と自由縁部64との間に配置された複数の機械的結合部68を有し得る。一実施形態において、複数の機械的結合部68は、長手方向自由縁部64の近位にヘムを形成する。例えば、複数の機械的結合部68は、例えば、ウェブ材料59の第1部分をウェブ65の第2部分61に取り付けてもよく、これはヘム折り畳み結合と称され得る。いくつかの実施形態において、機械的結合部68は、ウェブ65を吸収性物品10に取り付けてもよい。機械的結合部68は、例えば、図19〜20に例示される結合部位351bと同様であり得る。機械的結合部68は、例えば、トップシート20を長手方向バリアカフ51に結合し得る。更に、機械的結合68は、例えば、図18A〜18Dに例示されるパターンなどの任意の好適なパターン又は構成で配置され得る。
【0121】
別の実施形態において、図3Bを参照し、吸収性物品10の長手方向バリアカフ51はそれぞれ、材料65aのウェブの第1層、及び材料65bのウェブの第2層を含み得る。ウェブ材料65a及び65bの第1層及び第2層はそれぞれ、例えば、SNSウェブ又はSMNSウェブを含み得る。更に、例示されるように、長手方向バリアカフ51は、ウェブ材料65a及び65bの2層を形成するために折り畳まれてもよい。他の実施形態において、材料65a及び65bの2つの別個のウェブが接合、結合ないしは別の方法で取り付けられて、長手方向バリアカフ51を形成してもよい。長手方向バリアカフ51は、長手方向バリアカフがシャーシ47に取り付けられる長手方向取り付けゾーン49、及び長手方向自由縁部64を含み得る。複数の機械的結合部68は、材料65aのウェブの第1層と、材料65bのウェブの第2層を取り付けることができる。いくつかの実施形態において、複数の機械的結合部68は、材料65aのウェブの第1層、及び材料65bのウェブの第2層の少なくとも一方をシャーシ47に取り付ける。一実施形態において、複数の機械的結合68は、0.9%未満、あるいは0.5%未満、あるいは0.25%未満の欠陥発生率を有する。いくつかの実施形態において、複数の機械的結合部68は、取り付けゾーン49の長手方向ゾーンに沿って又はほぼ近位に配置され得る。
【0122】
一実施形態において、SNSウェブ及び/又はSMNSウェブは、空気透過性、低表面張力流体裏抜け時間、坪量、及び局部坪量変動の、ウェブの優れた特性のために、おむつのバックシートなど、長手方向バリアカフ以外の、吸収性物品の構成要素を含み得るか、又はその一部を含み得る。同様に、SNSウェブ及び/又はSMNSウェブはまた、様々な消費者吸収性物品の他の好適な部分、又は非吸収性物品、又はその部分を含むように使用され得る。SNSウェブ及び/又はSMNSウェブから、又は部分的にこれから形成され得る、非吸収性物品のいくつかの非限定的な例は、消費者使い捨て水濾過構成要素、悪臭を排除するための香料放出を使用する空気浄化構成要素、並びに洗剤及び洗剤カプセル中の界面活性剤放出構成要素である。
【0123】
他の実施形態において、SNSウェブ及び/又はSMNSウェブは、例えば、ミクロ孔質又はミクロ有孔フィルムなどのフィルム(又はピンホールの危険性のあるフィルム)と共に形成され、これに取り付けられ、及び/又はこれと使用され得、例えば、おむつのバックシートとして使用されるときなど、所望の用途におけるウェブの低表面張力裏抜け時間を増加させる。更に他の実施形態において、SNSのウェブ及び/又はSMNSウェブは、疎水性溶解添加物及び/又は疎水性表面コーティングを含むか、又はこれによりコーティングされ、やはり所望の用途のためにウェブの低表面張力裏抜け時間を増加させ得る一実施形態において、SNSウェブ及び/又はSMNSウェブは、例えばフィルム及び疎水性溶解添加物及び/又は疎水性表面コーティングの両方を含むことがある。フィルム、疎水性溶解添加物、及び/又は疎水性表面コーティングを有するこのようなウェブの実施形態は、任意の好適な吸収性又は非吸収性物品、例えば、おむつバックシート、生理用パッドトップシート、又はバックシートなどの構成要素を含むか、又はそのようなものとして使用され得る。
【0124】
試験
空気透過性試験
特定の圧力低下によって推進される試験見本を通じて、標準的な条件の空気の流量を測定することによって空気透過性が決定される。この試験は、不織布、孔あきフィルム等、比較的高い気体透過性を有する材料に特に適している。
【0125】
TexTest FX3300器具又は同等物が使用される。(SwitzerlandのTextest AG(www.textest.ch)により、又はSpartanburg SC,USAのAdvanced Testing Instruments ATIから入手可能。)試験方法はASTM D737に従う。試験は、23±2℃、及び50±5%の相対湿度の実験室環境において実施される。この試験において、器具は、見本を通じて空気を推進する、見本を横断する差圧を形成する。見本を通じた空気流量は、m3/m2/minで測定され、これは実際にはm/分の速度であり、3桁の有効数字まで記録される。試験圧力低下は、125パスカルに設定され、5cm2面積試験ヘッドが使用される。システムを動作可能にした後、1cm2インサートが挿入された(やはりTextest又はATIから入手可能)。対象とするサンプルが準備されて、見本が1cm2ヘッドインサート内に適合するように切り取られた。動作手順に従って見本を測定した後、1cm2試験領域インサートと5cm2ヘッドとの間の面積差を考慮しながら、3桁の有効数字まで結果が記録される。FX3300器具がこれを自動的に考慮しない場合、各見本の結果は、1cm2試験領域インサートと5cm2ヘッドとの間の面積差を考慮することにより、実際の空気透過性を反映するように手動で再計算される。このサンプルの、10個の見本の空気透過性データの平均が計算されて記録される。
【0126】
液体の表面張力
液体の表面張力は、空気−液体境界面において、プラチナWilhelmyプレート上に働く力を測定することによって液体の表面張力が測定される。KrussテンショメーターK11又は等価物が使用される。(Kruss USA(www.kruss.de)により利用可能)。試験は、23±2℃、及び50±5%の相対湿度の実験室環境において実施される。試験液体は、製造者によって容器内に配置され、表面張力が器具及びそのソフトウェアによって記録された。
【0127】
繊維の表面張力
坪量試験
9.00cm2の大きさのウェブの断片(1.0幅×9.0cm長さ)が製品から切り取られ、これは乾燥し、接着剤又は埃などの他の物質を含まない。サンプルを、23℃(±2℃)、約50%(±5%)の相対湿度で、2時間、平衡状態に達するまで調整する。切断されたウェブの断片の質量が、0.0001gまでの正確性の尺度で測定される。得られる質量が見本面積によって除され、g/m2(gsm)で結果を提供する。特定のサンプルに関し、20個の同一の製品から少なくとも20の見本が繰り返しとられ、製品及び構成要素が十分に大きい場合は、各製品から2つ以上の見本が得られる場合がある。サンプルの例は、おむつの袋の中の左側おむつカフであり、「左側のカフ不織布」の合計20のサンプルのために、各おむつの左側から2つの9.00cm2の大きなカフウェブの試料を切り取るために、10個の同一のおむつが使用される。局部坪量変動試験が行われる場合、平均坪量を計算及び記録するために、これらの同じサンプル及びデータが使用される。
【0128】
機械的結合欠陥発生率試験
機械的結合パターンの欠陥発生率は、結合材料の5.0メートル中の欠陥のある結合部の割合を判定することによって決定される。欠陥は、孔、曇り傷及び断裂である。孔は、結合部位の材料において形成される、有孔の、又はフィルム様膜から欠けている、少なくとも0.39mm2の面積として定義され、曇り傷は、意図される機械的結合部位がフィルム様膜を視覚的に示さない少なくとも1.00mm2の面積として定義される。第3の種類の欠陥、破断は、膜の外辺部の少なくとも1.0mmが断裂又は破断している、膜の破断した外辺部の結果である。機械的結合グロメット内の代表的な材料バリア380(又は「膜」)の例示のために、図20を参照されたい。図21は、機械的結合中における、良好な機械的結合、悪いが欠陥は有さない機械的結合、及び欠陥を有する機械的結合を構成するものを例示する。
【0129】
欠陥発生率試験
2つ以上のウェブによる製造されたウェブの、又は製品若しくは製品の機構を切り取ったウェブの欠陥発生率を測定するために、視覚的手順が使用される。最初に、不織布ウェブ又は同等の数の製品(例えば、0.5mパッドカフ長さの、10個の一連のおむつ)を5mとり、一方の側を点検する(例えば、不織布ウェブの結合部位のおむつの左長手方向側部又は右長手方向側部の欠陥について)。結合部位を断裂及び損傷せず、2度以上の機械的結合でオーバー結合していない区分を選択するように注意を払う。
【0130】
対象とする結合部を有する構成要素が、結合部を断裂及び損傷せずに単純に切り取って取り除くことができない場合、接着剤を溶解するためにTHFバスの使用など、分離の別の方法が使用され得る。対象とする結合部を有する構成要素を注意深く切り取った後、追跡及び後の分析のために見本を標識する。
【0131】
各機械的結合パターンは、一定の反復長さを有する。5mの積層ウェブの結合部の合計標的数は、5m長さ(5000mm)と反復長さ当たりの結合部の数(#結合部/mm)を掛けることによって得られる。対象とする結合パターンの機械的な結合部は、おむつ長さ全部まで延びるほどに大きい場合、おむつ長さが反復長さとして定義される。対象とするサンプルから上記に従って追加的(例18th)な区分を切り取り、この区分が完全に延びるようにしてこれを平坦な表面にテープで貼り(ウェブを損傷することなく適度な力で完全な長さまで手動で延ばし、皺を除いていずれかのエラストマー収縮を延ばす)、テープで留めたサンプルの下の、厚紙の薄い黒い断片をスライドする。少なくとも100mm区分にわたって、結合パターンの反復長さを見つけ、これは、100mm長さ未満の反復長さにおいてはこの多数の個別の反復長さが選択されることを意味する。例えば、図18Aの結合パターンにおいて、示されるパターンの上部から底部へと長さを測定し、これが200mmであるとき、図18Aのパターンの反復長さは、最上部のC型結合部の上縁部から、第3C型結合部の上縁部までであり、この実施例においては142mmである。全ての結合部は、多数の形状であっても、数えられて、この全体的な反復長さに加えられる。図18Aの例において、全体的な反復長さは、第1C型結合部の上部から第3の上部まで、142mmである。142mm反復長さにおける結合部の数は16結合部である。5000mm長さ内における結合部の合計数はしたがって、5000mmに16結合部を掛けて142mmで割ったものであり、これは563結合部である。
【0132】
各結合部位は、25倍の倍率で検査される。レンズは、各欠陥判定テンプレートと共に使用される。すなわち、孔に関しては、0.39mm2の大きな円(0.705+/−0.005mm直径)、曇り傷に関しては1.00mm2(mm直径)、断裂に関しては1.0mm直径の円を有するテンプレート(これらは、接眼レンズを通じて観察したときに、資料の上に見ることができる。図21Bの図を参照し、孔の欠陥についてここで更に概要が記される。円が孔の中に適合し得る場合、孔は、孔欠陥として数えられる。(図21B参照)結合部位が点検された後、おむつの長さ方向において、次の連続する結合部が点検される。
【0133】
孔は、H1、H2...又はH5として分類され、この数字は、孔を有する連続する機械的結合部の数を反映する。おむつ長さ方向において同じ列における連続する欠陥は、単一の欠陥として数えられる(すなわち、5個の連続する孔は、1つのH5欠陥として数えられる)。以下のようなデータ表の分析の結果を記録し、各見本及び各画像に関して孔及び曇り傷の数が記録される。
【表1】
【0134】
孔を分析されていない結合形状が更に存在する場合、これらのためにこの工程を繰り返し、この結合部形状の孔欠陥限界を使用して、上記のようにその欠陥の数を判定する。
【0135】
曇り傷故障が各テンプレートを用いて分類されて、S1、S2...又はS5として記録され、数字は、連続する欠損した機械的結合部の数を反映する。おむつ長さ方向において同じ列における連続する欠陥は、単一の欠陥として数えられる(すなわち、5個の連続する曇り傷は、1つのS5欠陥として数えられる)。断裂故障が各テンプレートを用いて分類されて、T1、T2...又はT5として記録され、数字は、連続する欠損した機械的結合部の数を反映する。おむつ長さ方向において同じ列における連続する欠陥は、単一の欠陥として数えられる(すなわち、5個の連続する断裂は、1つのT5欠陥として数えられる)。全ての孔、曇り傷及び断裂の欠陥の合計数が、数えられて、ウェブ5.0m当たりの欠陥の数を得る。これを機械的結合の理論的数値(機械的結合/cmの数値による機械的結合密度×積層体の長さ(500cm))によって割り、100%を掛けて、欠陥発生率を%で求めた。理論的な数字は、材料が適切に結合されているかどうかに関係なく、5mの積層体の上の全ての機械的結合部を含む。
【0136】
この試験で欠陥を特定する例示のために、図21A、21B及び33A〜33Gを参照されたい。
【0137】
繊維径及びデニール試験
走査型電子顕微鏡(SEM)及び画像分析ソフトウェアを使用して、ウェブのサンプルにおける繊維の直径が判定される。繊維が測定のために適切に拡大されるように、500〜10,000倍の倍率が選択される。電子ビームにおける繊維の帯電及び振動を避けるために、サンプルは金又はパラジウム化合物でスパッタされる。繊維径を判定するために手動の手順が使用される。マウス及びカーソルツールを使用して、無作為に選択された繊維の縁部を探し、次いで繊維の反対の縁部までその幅を(すなわち、その点において、繊維に対して垂直に)測定する。目盛りのある、較正された画像解析ツールは、例えば、マイクロメートル(μm)での実際の読み取り値を得るためのスケーリングを提供する。いくつかの繊維はしたがって、SEMを使用してウェブのサンプルにわたって無作為に選択される。ウェブ(若しくは製品内のウェブ)の少なくとも2つの部分が切り取られ、この方法で試験される。統計学的分析のために、そのような測定を少なくとも合計100回行い、次いで全てのデータが記録される。記録されたデータは、繊維の直径の平均値(平均)、繊維径の標準偏差、及び繊維径の中央値を算出するために使用される。別の有用な統計値は、特定の上限以下である繊維の集合の量の算出である。この統計値を決定するために、ソフトウェアは、繊維径のうちのどれくらい多くの結果が、上限以下であるかカウントするようにプログラムされ、このカウント(データの合計数によって除され、100%を掛ける)は、上限以下であるパーセント(例えば直径が1マクロメートル以下であるパーセント、又はサブミクロンである%)として、パーセントで記録される。
【0138】
結果がデニールで記録される場合、以下の計算が行われる。
繊維径(デニール)=断面積(m2)*密度(kg/m3)*9000m*1000g/kg
【0139】
断面積は、π*直径2/4である。ポリプロピレンの密度は、例えば、910kg/m3でとられてもよい。
【0140】
繊維径をデニールで提供し、メートル(又はマイクロメートル)での物理的円形繊維が、これらの関係式から計算され、逆もまた同様である。個別の円形繊維の測定される直径(マイクロメートル)をdiで表す。
【0141】
繊維が非円形断面を有する場合では、繊維径の測定は、水力直径として、かつこれと等しいものとして決定され、水力直径とはフィラメントの断面積を4倍して繊維の断面の外辺部(中空の繊維の場合は外周)で除したものである。
【0142】
繊維径の計算
数平均直径、あるは平均直径、
【数1】
質量平均直径は以下のように計算される:
【数2】
式中、
サンプル中の繊維は、円形/円筒形であるものと想定される。
di=サンプル中のi番目の繊維の測定された直径、
∂x=その直径が測定される繊維の極小長手方向区分(サンプル中の全ての繊維に対して共通
mi=サンプル中のi番目の繊維の質量、
n=サンプル中で直径を測定される繊維の数
ρ=サンプル中の繊維の密度(サンプル中の全ての繊維に対して共通)
Vi=サンプル中のi番目の繊維の容積
【数3】
【0143】
低表面張力流体裏抜け時間試験
低表面張力流体裏抜け時間試験は、所定の速度で分配される特定量の低表面張力流体が、基準吸収性パッド上に配置されているウェブ(及び他の比較可能なバリア材料)のサンプルを完全に通過するためにかかる時間量を判定するために使用される。標準としてこれはまた、試験流体の表面張力のために32mN/mの低表面張力流体裏抜け試験とも称されるが、各試験は、単純に互いに重ねた不織布サンプルの2層上で行われる。
【0144】
この試験において、基準吸収性パッドは、5プライのAhlstrom等級989濾過紙(10cm×10cm)であり、試験流体は32mN/m低表面張力流体である。
【0145】
範囲
この試験は、液状の排便など、低表面張力流体に対するバリアを提供することを意図されるウェブの、低表面張力流体裏抜け性能(秒)を特徴付けるように設計されている。
【0146】
機器
リスター裏抜け試験機:この試験機は、DANA ERT 153.0−02の6章に記載されるようなものであり、以下の例外を有する:裏抜けプレートは3つのスロットの星型開口部を有し、10.0mm長さ及び1.2mmスロット幅を有する細いスロットと、60°の角度を有する。この装置は、Lenzing Instruments(Austria)、及びW.Fritz Metzger Corp(USA)から入手可能である。100秒後にタイムアウトしないように、単位が設定される必要がある。
【0147】
基準吸収性パッド:10cm×10cm面積において、Ahlstrom等級989濾過紙が使用される。平均裏抜け時間は、32mN/m試験流体を使用し、ウェブサンプルを使用せず、
5プライの濾過紙に対して3.3+0.5秒である。濾紙は、Empirical Manufacturing Company,Inc.(EMC)7616 Reinhold Drive Cincinnati,OH 45237から購入され得る。
【0148】
試験流体:32mN/m表面張力流体は、蒸留水及び0.42+/−0.001g/L Triton−X 100で調製される。全ての流体が周囲条件に維持される。
【0149】
電極−すすぎ液:0.9%塩化ナトリウム(CAS 7647−14−5)水溶液(9g NaCl/1L蒸留水)が使用される。
【0150】
試験手順
−表面張力が32mN/m+/−1mN/mであることを確かめる。さもなければ試験流体を再調製する。
【0151】
−0.9% NaCl水溶液電極すすぎ液を調製する。
【0152】
−基準吸収性パッドの裏抜け標的(3.3+/−0.5秒)が、32mN/m試験流体で5プライを試験することによって満たされることを、以下のように確認する。
【0153】
−5パイルの基準吸収性パッドを裏抜け試験機の基部プレート上にきちんと積み重ねる。
【0154】
−裏抜けプレートを5パイルの上に配置し、プレートの中央が紙の中央の上にあることを確認する。分配漏斗の下でこのアセンブリを中心に合わせる。
【0155】
−裏抜け試験機の上方アセンブリが、既定の停止部分まで低下したことを確認する。
【0156】
−電極がタイマーに接続されていることを確認する。
【0157】
−裏抜け試験機を「オン」にし、タイマーをゼロにする。
【0158】
−5mLの一定体積のピペット及び先端部を使用し、5mLの32mN/m試験流体を漏斗内に分配する。
【0159】
−漏斗の磁気バルブを開き(例えば、ユニットのボタンを押すことにより)、5mLの試験流体を排出する。流体の最初の流れが電気回路を完成させ、タイマーを開始させる。流体が基準吸収性パッド内に浸入し、裏抜けプレートの電極の水準を下回ると、タイマーが停止する。
【0160】
−電子タイマーに示されている時間を記録する。
【0161】
−試験アセンブリを取り除き、使用された基準吸収性パッドを廃棄する。0.9% NaCl水溶液で電極をすすぎ、これらを次の試験に「備える」。下降部が電極、及び裏抜けプレートの裏の上に至るまで乾燥させ、加えて、分配出口開口部、及び濾紙がその上に置かれる底部プレート又はテーブルを拭く。
【0162】
−この試験手順を最低3つの複製において繰り返し、基準吸収性パッドの裏抜け標的が満たされることを確認する。この標的が満たされない場合、この基準吸収性パッドは規格外であり得、使用されるべきではない。
【0163】
−基準吸収性パッド性能が実証された後、不織布ウェブサンプルが試験され得る。
【0164】
−必要な数の不織布ウェブ見本を切断する。ロールからサンプルとしてウェブを取り出し、このサンプルを10cm×10cmの正方形見本へと切断する。製品からサンプルとしてウェブを取り出し、このサンプルを15×15mm正方形見本へと切断する。流体は、裏抜けプレートから不織布ウェブ見本へと流れる。不織布ウェブ見本は縁部のみに触れるようにする。
【0165】
−5パイルの基準吸収性パッドを裏抜け試験機の基部プレート上にきちんと積み重ねる。
【0166】
−不織布ウェブ見本を5パイルの濾紙の上に配置する。不織布ウェブ見本の2つのパイルが試験方法において使用される。不織布ウェブサンプルが偏っている場合(すなわち、どちらの側部が特定の方向に向いているかによって異なる層構成を有する)、試験中、着用者(吸収性製品の)に面する側部が上方に向く。
【0167】
−裏抜けプレートを不織布ウェブ見本上に配置し、裏抜けプレートの中央が、不織布ウェブ見本の中央の上に配置されていることを確認する。分配漏斗の下でこのアセンブリを中心に合わせる。
【0168】
−裏抜け試験機の上方アセンブリが、既定の停止部分まで低下したことを確認する。
【0169】
−電極がタイマーに接続されていることを確認する。裏抜け試験機を「オン」にし、タイマーをゼロにする。
【0170】
−上記の通り実施する。
【0171】
−必要な数の不織布ウェブ見本において、この手順を繰り返す。最低5個の見本の各異なる不織布ウェブサンプルが必要とされる。平均値は、32mN/mの低表面張力裏抜け時間(秒)である。
【0172】
35mN/mの低表面張力流体裏抜け試験
この試験は2つの事を例外として上記のように行なわれる。第1に、試験は不織布ウェブサンプルの一層で行われる。第2に、試験流体は35mN/mの表面張力を有する。試験流体は、2部の32mN/m流体と5部の脱イオン水を混合することによって生成される。試験の前に、流体の実際の表面張力は、35±1mN/mであることを確かめるために点検される必要がある。この流体が35±1mN/mでない場合、これは廃棄されるべきであり、別の流体が調製されるべきである。
【0173】
局部坪量変動試験
目的
局部坪量変動試験は、不織布ウェブのロットを通じた9cm2の質量分布の変動を測定することを意図する。局部坪量変動パラメーターは、不織布ウェブにわたって所望の均一性の欠如を表す。より低い局部坪量変動は、これが、例えばバリア特性、強度及び結合など大半の品質の一貫性を補助するために望ましい。
【0174】
原理
1cm×9cm面積の不織布ウェブサンプルの質量が測定され、ウェブ生成のロットを通じた局部坪量変動(すなわち、質量分布)を判定するために分析される。対象とするロット、又はロットの一部の全ての個別のデータが標準偏差及び平均として分析され、その後局部坪量変動を求めるために割合を求める。換言すると、これは、小さい面積坪量変動の、相対標準偏差(RSD)又は変動係数(COV)を示す。
【0175】
−各複製において、1cm×9cmの大きさが選択され、それによって各複製の質量が、十分な桁数及び特定の基準における正確性で測定され得る。
【0176】
−質量はグラムで測定される。
【0177】
−グラメージ及び坪量は同義であり、g/m2(又はgsmで記載)単位で測定される。
【0178】
−不織布ウェブのサンプルは、機械方向で取られる(ウェブは少なくとも1cm幅であり、それによってこれは見本に切断され得る)。
【0179】
機器
−0.0001gの感度を有する目盛り(あるいは、0.00001gの感度を有する、又は標的坪量の0.1%までの正確性を有する目盛り)(例えば、1cm×9cm面積の13gsmは、0.0117gの重さであり、この質量の0.1%は、0.00001gである)
【0180】
−1.0cm×9.0cm、又は9cm2面積の矩形切断領域を有する(任意により容易なサンプル取り出しのための柔軟なフォームを有する)ダイ。ダイ面積は、約0.005mm辺長さの範囲内であるべきである。
【0181】
−水圧プレス:水圧プレスは、ダイで不織布ウェブを打ち抜くために使用される。
【0182】
試験手順
サンプリング:
−画定される不織布ウェブサンプルの局部坪量変動を評価するために少なくとも40のデータポイントが必要である。これらのデータポイントは、不織布ウェブサンプルを通じて均等にサンプリングされる。
【0183】
−試験見本は、皺がなく、埃や接着剤などの汚染物質を含まないべきである。
【0184】
調整:
−通常の実験室条件において、清潔な乾燥した不織布ウェブのみを使用する(50±5%相対湿度及び23±2°)。
【0185】
手順:
−準備されたダイ9cm2及び水圧プレスで複製を切り取る。一層が切り取られる。切断の後の容易な取り出しのために、切断ボードとサンプルとの間に紙が置かれてもよい。
【0186】
−目盛りが正確にゼロ(0.0000g)であることを確かめるか、又は風袋を測って0.0000gにする。
【0187】
−切断された複製を、秤で0.0001gの単位(あるいは、0.00001gの単位)で測定する。
【0188】
−ロット、不織布ウェブサンプル、複製及び結果を記録する。
【0189】
−全ての選択される複製において上記の工程を続ける。
【0190】
吸収性物品(例えば、おむつ)において分析が行われると、同一の製品mが使用され、好ましくは袋、包装又はケースの中の、連続するおむつが試験される。右又は左レッグバリアカフがサンプルに選択され得る。この説明の目的のために、右レッグバリアカフが選択されたものと想定する。
【0191】
−吸収性物品からレッグバリアカフを注意深く切り取り、カフに順次番号を付ける(例えば、吸収性物品1の右レッグバリアカフ)。袋、包装又はケース内の残っている吸収性物品に対して同じ操作を続ける。
【0192】
−レッグバリアカフを吸収性物品1から切り取ることから始め、レッグバリアカフを厚紙の断片又はプラスチックシートに締結し(例えば、テープで貼り付ける)、切断面積(1cm×9cm)を有するダイを、バリアカフ上に配置し、見本を切り取る。十分なサンプル長さが残っている場合、バリアカフからの更に2つ又は3つの見本について、この手順を更に1回又は2回繰り返す。
【0193】
−切り取った部分を、0.0001gまで計量し、結果を記録する。
【0194】
−続いて他の吸収性物品から他の右側レッグバリアカフを切り取り、ダイで切り取った1cm×9cmの大きさの断片の質量を測定し、データを記録する。
【0195】
−吸収性物品の右側バリアカフが40個のデータポイントで特徴付けられるまで、必要なだけ多くの吸収性物品(必要であれば、袋いくつかの吸収性物品)についてこの手順が反復される。吸収性物品の包装が典型的には20個超の吸収性物品を保持するため、吸収性物品の各サンプル包装において、一方の側につき(この場合右側)40以上の複製を切り取り、測定することが可能である。
【0196】
製品の他方の側(この場合、左側)において全ての手順を繰り返す。局部坪量変動が、各側部に関して計算されるべきである。
【0197】
計算
−不織布ウェブサンプル(40の個々の複製)の平均質量を計算する。
【0198】
−不織布ウェブサンプルの標準偏差を計算する。
【0199】
−局部坪量変動(標準偏差/平均重量)を計算する。
【0200】
報告
局部坪量変動を小数点第1位、0.1%まで記録する(例えば、7.329%は7.3%になる)。
【0201】
流体の表面張力測定
測定は、DataPhysics Instrument GmbHによるビデオベースの光学接触角測定装置、OCA 20又は同等物により¥行われる。注射器に試験する液体を充填する前に、清潔なガラス注射器及び投薬針(1.65〜3.05mmの大きさ)を選択し、その後注射器/針から泡を取り除く。注射器、投薬針及びステージの位置を調節する。既知の容積の試験液体の液滴が、投薬針の下端で形成される。液滴型の検出は、ソフトウェアSCA20によって行なわれ、表面張力は、Young−Laplace式に従って算出される。測定は、フードを閉じて、耐振動性の卓上で実行される。
【0202】
繊維の表面エネルギーがまた、Sessile Drop Techniqueに従い、この器具で判定される。
【0203】
厚さ、すなわちキャリパー試験
厚さ試験は、EDANA 30.5−99に従って行なわれ、15mmの脚部材が500パスカルで押し下げる(すなわち、0.0884Nの力)。試験を開始し、結果が安定するまで5秒間待機し、結果を0.01mmの単位まで、ミリメートルで記録する。このサンプル分析は、利用可能なサンプルを通じて広がる異なる位置から、少なくとも20の測定値を含むべきである。
【0204】
孔径分布試験
不織布ウェブサンプルの孔径分布は、キャピラリー流量気孔計(Porous Materials,IncからのAPP 1500 AEXi)又は同等物で測定される。清潔で乾燥した空気供給の利用可能な圧力は、少なくとも0.069MPa(100psi)であり、それによって0.008マイクロメートルまでの孔が検出され得る。不織布ウェブサンプルが最初に切断されて、低表面張力流体、15.9mN/mの表面張力を有する、いわゆる(Galweick)に完全に浸漬される。不織布ウェブサンプルの大きさは直径7mmである。浸漬される不織布ウェブサンプルが、器具のサンプルチャンバ内に配置され、チャンバが密閉される。自動測定周期を開始する際、不織布ウェブサンプルの後ろのサンプルチャンバに気体が流入し、その後、不織布ウェブサンプルの、最も大きな直径を有する孔における流体の毛管現象を凌駕するために十分な値まで、コンピュータにより気圧を徐々に増加させる。これは泡立ち点である。チャンバ内部の圧力は、小さな増分で更に増加して、気体流を生じ、これは不織布ウェブサンプルの全ての孔に低表面張力流体がなくなるまで測定される。気体流対圧力データは、「湿潤曲線」を表す。曲線が線形に上昇し続ける場合、サンプルは乾燥しているものと考えられる(すなわち、孔は低表面張力流体を含まない)。圧力は、その後、段階的に減少し、「乾燥曲線」を生成する。多孔質媒体分野における当業者にとって既知であるように、「湿潤」及び「乾燥」曲線の関係から、コンピュータは、試験される範囲(例えば、泡立ち点から、約0.08マイクロメートル又はそれ未満まで(より高い気体圧を有する))にわたり、平均流量孔径及び孔径のヒストグラムを含む孔パラメーターを計算する。
【0205】
キャピラリー流量孔径での試験手順におけるいくつかの重要なパラメーターは、以下である:試験流体は、15.9mN/m表面張力を有するGalwickであり、試験領域開口部の大きさは7mmであり、ねじれパラメーターは1に設定する。器具の他のパラメーターは最大流量に設定される:100000cc/分、気泡流3cc/分、F/PTパラメーター1000、ゼロタイム2秒、v2incr 25cts*3、preginc 25cts*50、パルス遅延0秒、最大圧力100kPa(1バール)、パルス幅0.2秒、最小均時差10秒、presslew 10cts*3、flowslew 30cts*3、equiter 10*0.1s、aveiter 10*0.1s、最大圧力差1kPa(0.01バール)、最大流量差40cc/分、開始圧力10kPa(0.1バール)、及び開始流量500cc/分)。
【0206】
不織布引張強度(CD)
不織布引張強度(CDで)は、Instron MTS 3300引張試験機又は同等物を使用し、WSP 110.4(05)Bに従って測定される。15mm×50mmの不織布ウェブサンプルであり、長さ50mmは、おむつ製品の長さに沿っている。サンプル幅は50mmであり、ゲージ長さは5mmであり、各サンプルクランプ内に5mmが配置されることを可能にする。試験速度は100mm/分である。応力−歪み曲線は、サンプルが破断するまで測定される。不織布引張強度は、曲線において観察される最大ひずみ値として画定される。
【0207】
結合剥離強度
結合剥離強度は、2つの結合された層のバリアレッグカフ及びトップシートを長手方向に分離するために必要な力として定義される。試験は、MTS 3300引張試験機又は同等物を使用して測定される。15mm×170mmの不織布積層体見本が、製品から取り外される。トップシートをバリアレッグカフ層から手で剥がして離すことにより、最後の20mmに自由端部が形成され、カフ面及びトップシート面を有する自由端部を得る。試験速度は305mm/分である。機械的結合欠陥発生率試験において記載されるように、製品から見本が得られる。
【0208】
手順
−見本のバリアレッグカフ層の自由端部を下方ジョーに、サンプルの長さ軸がジョーの上方縁部と垂直になるように挿入し、ジョーを閉じる。下方ジョーと、上方ジョーとの間に見本を位置合わせする。見本のトップシート層の自由端を上方ジョーに、サンプルの長さ軸がジョーの下方縁部と垂直になるように挿入し、いずれかの緩みを排除するために十分な張力をかけるが、5グラム未満である力がロードセルにかかるように、ジョーを閉じる。見本が載せられた後に、器具をゼロに合わせないこと。
【0209】
−製造業者の説明書により説明されているように、引張試験機とデータ収集装置を同時に始動する。
【0210】
−クランプから見本を取り除き、クロスヘッドを次の見本に備えるために開始位置に戻す。
【0211】
試験中に断裂が生じた場合、サンプルのほぼ同じ領域から別の見本を切り取る。この第2見本の試験中に断裂が生じる場合、見本の結合強度を「合計結合」として記録する。
【0212】
−最初の2.5cmの剥離における結果は無視する。引張試験機がコンピューターインターフェースを有する場合、プログラムが、見本の平均剥離力をグラムで計算するように設定する。
【実施例】
【0213】
(実施例1)
この実施例において、第2不織布構成層132は、以下の表1Aに例示される、繊維直径(本明細書において記載される繊維直径及びデニール試験に従って測定される)、多分散率、繊維直径範囲(測定される最小−最大)、及びサブミクロン直径の繊維(1マイクロメートル未満)を有するN−繊維を含む。
【表2】
【0214】
比較例1:不織布構成層は、以下の表1Bに示される、繊維直径(本明細書において記載される繊維直径及びデニール試験について測定される)、多分散性、繊維直径範囲(測定される、最小−最大)、及びサブミクロン半径の繊維(1マイクロメートル未満)の量を有するメルトブローン繊維を含む。
【表3】
【0215】
表1Bにおいて、番号M1〜M3によって特定されるサンプルは、超微細メルトブローン繊維を表し、番号M4〜M7によって特定されるサンプルは微細メルトブローン繊維を表し、番号M8〜M11によって特定されるサンプルは中間的メルトブローン繊維を表す。
【0216】
表1A及び表1Bに説明されるデータは、図22〜25に例示される。表1A及び1Bに示される、数平均直径及び質量平均直径の値は、図22〜25の繊維径分布に統計的に適合する曲線に表される。図22は、N−繊維サンプルN1の繊維径分布を超微細メルトブローン繊維サンプルM1の繊維径分布と比較する。同様に、図23は、N−繊維サンプルN1〜N4の繊維径分布を超微細メルトブローン繊維サンプルM1〜M3の繊維径分布と比較する。N−繊維と超微細メルトブローン繊維の比較は、超微細メルトブローン繊維サンプルが、1マイクロメートル未満の直径を有する繊維をかなりの数で(少なくとも80%)含んでも、これらが1マイクロメートル超の(8.4マイクロメートルまで)の直径を有する繊維も、限定的な数で(約6%〜20%)含み、繊維分布を大きな直径の端部において長い尾部を有するようなものにしていることを示す。繊維分布の長い大きな直径端部の尾部は、1.64〜2.99に及ぶ質量平均直径、並びに2.39〜4.91に及ぶ多分散率によって良く説明される。図24及び図25はそれぞれ、N−繊維サンプルN1〜N4の繊維径分布を微細及び中間的な寸法のメルトブローン繊維サンプルを比較する。メルトブローン繊維サンプルは、図24及び図25に標識される。図24及び図25並びに表1Bのメルトブローンサンプルの繊維直径分布は、繊維直径がサブミクロン(<1マイクロメートル)から12マイクロメートルの大きさにまで及び、繊維分布を、大きな繊維直径端部に長い尾を有する、かなり広いものにしていることを示す。表1Bに掲載される、測定されるサンプルにおける大きな直径の繊維(大きな繊維径端部上の繊維分布の長い尾部によって例示される)の存在により、全ての測定されるメルトブローンサンプルの質量平均及び数平均が分布尾部上に位置し、質量平均直径が1標準偏差超であり、数平均直径よりも大きい。これに対して、N−繊維は、測定されるサンプルにおいて、非常に少量の大きな直径の繊維を有する。したがって、N−繊維の繊維径分布は短い尾部を有し、数平均及び質量平均直径の両方が、繊維分布の中心に向かう傾向を有し、数平均直径の約1標準偏差内である。
【0217】
(実施例2A)
この実施例において、不織布ウェブ材料A〜I(A-i)の様々なサンプルが試験される。これらの様々な特性が表2Aに示される。サンプルG−I(G-i)は、本開示の不織布ウェブ材料の実施形態であり、一方でSMSサンプルA〜Fは、単に比較目的のために提供される。様々なサンプルの低表面張力流体裏抜け時間が、図26において図によって例示される(より良好なスケールのグラフを提供するために、サンプルJは除く)。図26に見られるように、本開示のサンプルG−Iの低表面張力流体裏抜け時間は、SMSウェブが疎水性コーティングによってコーティングされている場合であっても、SMSサンプルA〜Fよりも遥かに高い(SMSサンプルD〜F参照)。低表面張力流体裏抜け値は、各サンプルの2つのプライ、及び32mN/mの低表面張力流体を使用して決定される。
【表4】
【0218】
(実施例2B)
この実施例において、不織布ウェブ材料A−I(実施例2A)と同じ様々なサンプルが試験される。これらの様々な特性が、表2Bに表示される。サンプルG−Iは、本開示の不織布ウェブ材料の実施形態であり、一方でSMSサンプルA〜Fは、単に比較目的のために提供される。図27において、様々なサンプルの低表面張力流体裏抜け時間が、これらの数平均直径(マイクロメートル)に対してプロットされる。図27に例示されるように、低表面張力流体裏抜け時間が、サンプルの繊維のより小さい数平均直径にもとづいて増加する。低表面張力流体裏抜け値は、各サンプルの2つのプライ、及び32mN/mの低表面張力流体を使用して決定される。
【表5】
【0219】
(実施例2C)
この実施例において本開示SMNS不織布ウェブの偏側性(すなわち、メルトブローン層、又はN−繊維層のどちらの層が低表面張力流体の源により近く位置付けられている)が、SMNSウェブの低表面張力流体裏抜け時間に対して例示される。図28を参照し、左側のデータセットにおいて、メルトブローン層(すなわち、第4不織布構成層)が、SMNSウェブサンプルのN−繊維層よりも、低表面張力流体により近く位置付けられた。右側のデータセットにおいて、N−繊維層(すなわち、第2不織布構成層)は、SMNSサンプルのメルトブローン層よりも、低表面張力流体により近く位置付けられた。図28に例示されるように、N−繊維層が流体の源により近く位置付けられる場合、SMNSウェブは、より高い低表面張力流体裏抜け時間を提供する。
【0220】
以下の表2Cに戻り、SMNSウェブの単一層が、35mN/m低表面張力流体裏抜け試験を使用して試験される。
【表6】
【0221】
単一層SMNSウェブは、13gsmの坪量を有する(更なる仕様に関しては、実施例2A及び2BのサンプルI参照)実施例2Cの変化は、SMNS材料のどちらの側が流体源に面しているかである(すなわち、材料が流体SMNS又は流体SNMSで位置付けられる)。図28の左側のデータのセットにおいて、サンプルは流体SMNSで位置付けられ、図28の右側のデータセットが流体SNMSで位置付けられる。
【0222】
統計的分析は、N−繊維が低表面張力流体源に最も近く位置付けられる場合、より高い低表面張力流体裏抜け時間の統計的に有意な利益が提供される(89%の確立)ことを示す。したがって、一実施形態では、本開示の吸収性物品は、SMNSウェブを流体通過へのバリアとして使用し、吸収性物品の着用者の方に向かって内側に面するSMNSウェブのN−層を有し得る(すなわち、着用者−SNMS)。この概念は図3Aに例示され、長手方向バリアカフ51のN−層が、M−層よりも、中央長手方向軸59に近く位置付けられる。
【0223】
(実施例2D)
この実施例において、不織布ウェブの単一層が、35mN/m低表面張力流体裏抜け試験を使用して試験される。表2Dは、いくつかの比較可能なサンプル(SMS)及び本開示のSMNSウェブのサンプルの結果を示す。
【表7】
【0224】
この表における第1サンプルは、実施例2A及び2BのサンプルAと同等である。第2サンプルは、実施例2A及び2BのサンプルBと同様であり、より低い全体坪量(すなわち、より低いスパンボンド坪量)を有し、サンプルBのメルトブローン層の繊維径は、2〜3マイクロメートルの数平均直径、及び約4マイクロメートルの質量平均直径を有する。表2Dの第3サンプルは、実施例2A及び2BからのサンプルDであり、以下の方法により、米国特許出願公開番号第2006/0189956(A1)号に従って、疎水性表面添加物でコーティングされる:ビニル末端PDMS(MomentiveからSM3200として市販)及びメチル水素PDMS(MomentiveからSM3010として市販)の3%溶液を調製し、30分間混合する。SMSウェブが溶液に浸漬され、余分な液体がしぼりとられ、それによって、少なくとも約400μg/gの水性シリコーン混合物がSMSウェブ上に堆積される。SMSウェブはその後、熱対流炉で120℃で1分間にわたり乾燥され、その後冷却されて、SMSウェブが試験に備えるまで、乾燥した清浄な場所に保管される。SMSウェブの重量の増加(すなわち、平方メートル当たりの乾燥コーティング量)は、1%未満である必要がある。表2Dの第4のサンプルは、実施例2A及び2BからのサンプルIである。
【0225】
図29及び図30を参照し、サンプルIは、SMSサンプル(表2Dの最初の3つのサンプル)と比較して、低表面張力流体裏抜け時間において、驚くほど大きな利益を示し、この単一層35mN/m低表面張力流体裏抜け時間試験において、疎水性コーティングSMSの性能の半分以上である。SMNSサンプル(サンプルI)は、他のSMSサンプル(表2Dの最初の3つのサンプル)のいずれよりも、低い合計坪量を有し、より高い接触角を提供するために、20mN/mの低い表面エネルギーを有する、PDMSコーティングの利益を有さない。更にこのような低坪量及びこのような低微細繊維坪量を有し、疎水性化学変性を有さないサンプルIは、依然として非常に高い、低表面張力流体裏抜け時間を生じることができる(例えば、150秒を超える、又は更に200秒を超える)。
【0226】
(実施例3)
この実施例において、実施例2AのSMSサンプルA及びBの孔径分布が、実施例2AのSNSサンプルG及びSMNSサンプルIと比較される。図31に示されるように、最も微細な繊維層として、N−繊維を含むサンプルG及びIの実施形態の孔径分布は、最も微細な繊維層としてメルトブローン繊維を含むSMSサンプルA及びBとは顕著に異なり、これより遥かに狭い。全てのサンプルに関する孔径分布は、微細繊維及びスパンボンド層に対応する構成成分分布(図31に点線で示される)と統計的に適合し、より大きな孔は、微細繊維よりも大きな繊維径のために、スパンボンド層と対応する。最も大きな最頻値は、厚いスパンボンド繊維の最も高い頻度に対応し、最も低い最頻値は、微細繊維の最も大きい頻度に対応し、中間的な最頻値(サンプルA、B及びIに関し)は、中間的な寸法の繊維の最大頻度に対応する。サンプルA、B、G及びIに関し、孔径分布を表す、最も低い最頻値、平均流量、及び泡立ち点孔径は、これらそれぞれの坪量、繊維径分布、低表面張力流体裏抜け時間、及び空気透過性値と共に、以下の表3に掲載される。最も低い最頻値直径によって遮断される%流量は、最低最頻値直径と対応する圧力における「湿潤流量」及び「乾燥流量」曲線(孔径分布試験に記載される)の交点から算出される。表3はまた、平均流量孔径が質量平均直径と相関することを示す。加えて、低表面張力流体裏抜け時間及び空気透過性は、平均流量及び最低最頻値孔径と相関する。明らかに、本開示のサンプルG及びIは、SMSサンプルA及びBと比較した際に、遥かに小さい孔、及び遥かに長い表面張力裏抜け時間を有している。
【表8】
【0227】
驚くべきことに、3gsm未満の微細繊維(すなわち、1マイクロメートル未満)を有する15gsm以下の質量を有する非処理(疎水性添加物を有さない)不織布ウェブにおいては、12秒を超える低表面張力流体裏抜け時間を得るために、平均流量孔径が泡立ち点よりも重要であるものと思われる。したがって、一実施形態において、15マイクロメートル未満、あるいは12マイクロメートル未満、あるいは10マイクロメートル未満の平均流量孔径が提供される。1マイクロメートル超、あるいは3マイクロメートル超、及び5マイクロメートル超の平均流量孔径が、通気性のために提供される。
【0228】
(実施例4)
この実施例において、様々な不織布ウェブの機械的結合が、900mm2サンプルの坪量変動係数(COV)を使用して評価される。3.5バール、及び〜300m/分の縁結合パターンを使用して、結合ステーションにおいて、5mサンプルの同じ材料が12gsmトップシートに結合される。ウェブ材料のBLC1〜BLC6の様々なサンプルが試験される。これらの様々な特性が表4に示される。
【表9】
【0229】
機械的結合欠陥は、以下の基準を使用して特徴づけられる。
【0230】
「孔」:結合領域における少なくとも0.39mm2孔欠陥限界)の寸法を有する開口部。孔欠陥は、H1、H2...又はH5として分類され、番号は、孔を有する連続的な機械結合の数を反映する。連続する欠陥は、単一の欠陥として数えられ、すなわち、5つの孔は1つのH5欠陥として数えられる。
【0231】
「スキップ」:機械的結合は、機械的結合が、少なくとも1.00mm2の領域を欠いている(スキップ欠陥限界)。曇り傷故障が分類されて、S1、S2...又はS5として記録され、数字は、連続する欠損した機械的結合部の数を反映する。連続する欠陥は、単一の欠陥として数えられ、すなわち、5つのスキップは1つのS5欠陥として数えられる。
【0232】
「断裂」:1.0mm以上の周辺部のグロメットリングが断裂するような、周辺部の断裂(断裂欠陥限界)。断裂故障が分類されて、T1、T2...又はT5として記録され、数字は、連続する欠損した機械的結合部の数を反映する。連続する欠陥は、単一の欠陥として数えられ、すなわち、5つの断裂は1つのT5欠陥として数えられる。
【0233】
欠陥の合計数は、各種類の欠陥の合計とした。
【0234】
SSMMMS 13gsm(サンプルBLC1)バリアレッグカフは、機械的結合欠陥の数の顕著な増加を示すことに留意すべきである。BLC1、BLC2、BLC3、及びBLC4の線形適合の補完は、0.03(3%)の坪量COVにおける、BLC6の水平線との交点へと続く。したがって、13gsmバリアレッグカフを使用する際、15gsmバリアレッグカフに関して見出される現在の水準の欠陥を得るために、0.03の坪量COV(局部坪量変動)が必要とされる。
【0235】
図32は、表32のサンプルBLC1〜BLC6の結合欠陥の、坪量COVの関数としての、図による例示である。直線BLC6は、現在の15gsmバリアレッグカフにおいて観察される坪量COVの範囲にわたって観察される欠陥の平均数を表す。先行する製造者の試みは、メルトブローン坪量の量の増加によって、坪量の均一性が増加し得ることを示している。この結果は、13gsmバリアレッグカフが0.03の坪量COVを達成し得る場合、現在のレベルの結合欠陥、及び15gsmバリアレッグカフに観察される結合強度を得ることが理論的に可能であることを示している。
【0236】
本明細書に開示される寸法及び値は、列挙された正確な数値に厳しく制限されるものとして理解されるべきでない。それよりむしろ、特に指定されない限り、それぞれのそのような寸法は、列挙された値とその値周辺の機能的に同等の範囲との両方を意味することを意図する。例えば、「40mm」として開示された寸法は、「約40mm」を意味することを意図する。
【0237】
任意の相互参照又は関連特許若しくは関連出願を包含する本明細書に引用される全ての文献は、明確に除外ないしは別の方法で限定されない限り、本明細書中に参照により全てが組み込まれる。いずれの文献の引用もこうした文献が本明細書中で開示又は権利請求される任意の発明に対する先行技術であることを容認するものではなく、また、こうした文献が、単独で、あるいは他のあらゆる参照文献との組合せにおいて、こうした発明のいずれかを参照、教示、示唆又は開示していることを容認するものでもない。いかなる文献の引用も、それが本明細書において開示され請求されるいずれかの発明に関する先行技術であること、又はそれが単独で若しくは他のいかなる参照とのいかなる組み合わせにおいても、このような発明を教示する、提案する、又は開示することを認めるものではない。
【0238】
本発明の特定の諸実施形態を図示し、記載したが、本発明の趣旨及び範囲から逸脱することなく他の様々な変更及び修正を実施できることが当業者には自明である。したがって、本発明の範囲内にあるそのような全ての変更及び修正を添付の「特許請求の範囲」で扱うものとする。
【特許請求の範囲】
【請求項1】
胴体下部の周囲で着用される吸収性物品であって、前記吸収性物品は、トップシート、バックシート、前記トップシートと前記バックシートとの間に配置された吸収性コアを有するシャーシと、前記シャーシに取り付けられた1対の長手方向バリアカフと、を備え、各長手方向バリアカフは材料のウェブから形成されており、
前記材料のウェブは、
8マイクロメートル〜30マイクロメートルの範囲の平均直径を有する繊維を含む第1不織布構成層と、
1マイクロメートル未満の数平均直径、1.5マイクロメートル未満の質量平均直径、及び、2未満の前記質量平均直径の前記数平均直径に対する比率を有する繊維を含む第2不織布構成層と、
8マイクロメートル〜30マイクロメートルの範囲の平均直径を有する繊維を含む第3不織布構成層と、を含んでおり、
前記第2不織布構成層は、前記第1不織布構成層と前記第3不織布構成層との中間に配置されていることを特徴とする、吸収性物品。
【請求項2】
前記ウェブの材料は、1マイクロメートル〜8マイクロメートルの範囲の平均直径を有する繊維を含む第4不織布構成層を更に含んでいる、請求項1に記載の吸収性物品。
【請求項3】
前記材料のウェブは、疎水性溶融添加物及び疎水性表面コーティングの一方を含んでいる、請求項1又は2に記載の吸収性物品。
【請求項4】
前記第1、第2及び第3不織布構成層は、全体として15gsm未満、好ましくは7gsm〜15gsmの合計坪量を有している、請求項1〜3のいずれか一項に記載の吸収性物品。
【請求項5】
前記材料のウェブは、少なくとも約19秒の低表面張力流体裏抜け時間を有している、請求項1〜4のいずれか一項に記載の吸収性物品。
【請求項6】
前記材料のウェブは、少なくとも20m3/m2/分、好ましくは少なくとも40m3/m2/分の空気透過性を有している、請求項1〜5のいずれか一項に記載の吸収性物品。
【請求項7】
胴体下部の周囲で着用される吸収性物品であって、前記吸収性物品は、トップシート、バックシート、前記トップシートと前記バックシートとの間に配置された吸収性コアを含むシャーシと、前記シャーシに取り付けられた1対の長手方向バリアカフと、を備え、各長手方向バリアカフは材料のウェブを含んでおり前記材料のウェブは、
0.4〜6の範囲の平均デニールを有する繊維を含む第1不織布構成層と、
0.00006〜0.006の範囲の平均デニールを有する繊維を含む第2不織布構成層と、
0.4〜6の範囲の平均デニールを有する繊維を含む第3不織布構成層と、を含んでおり、
前記第2不織布構成層は、前記第1不織布構成層と第3不織布構成層との中間に配置されていることを特徴とする、吸収性物品。
【請求項8】
0.003〜0.4の範囲の平均デニールを有する繊維を含む第4不織布構成層を更に備えている、請求項7に記載の吸収性物品。
【請求項9】
前記材料のウェブは、約15gsm未満の坪量を有している、請求項8に記載の吸収性物品。
【請求項10】
前記材料のウェブは、少なくとも40m3/m2/分の空気透過性を有している、請求項9に記載の吸収性物品。
【請求項1】
胴体下部の周囲で着用される吸収性物品であって、前記吸収性物品は、トップシート、バックシート、前記トップシートと前記バックシートとの間に配置された吸収性コアを有するシャーシと、前記シャーシに取り付けられた1対の長手方向バリアカフと、を備え、各長手方向バリアカフは材料のウェブから形成されており、
前記材料のウェブは、
8マイクロメートル〜30マイクロメートルの範囲の平均直径を有する繊維を含む第1不織布構成層と、
1マイクロメートル未満の数平均直径、1.5マイクロメートル未満の質量平均直径、及び、2未満の前記質量平均直径の前記数平均直径に対する比率を有する繊維を含む第2不織布構成層と、
8マイクロメートル〜30マイクロメートルの範囲の平均直径を有する繊維を含む第3不織布構成層と、を含んでおり、
前記第2不織布構成層は、前記第1不織布構成層と前記第3不織布構成層との中間に配置されていることを特徴とする、吸収性物品。
【請求項2】
前記ウェブの材料は、1マイクロメートル〜8マイクロメートルの範囲の平均直径を有する繊維を含む第4不織布構成層を更に含んでいる、請求項1に記載の吸収性物品。
【請求項3】
前記材料のウェブは、疎水性溶融添加物及び疎水性表面コーティングの一方を含んでいる、請求項1又は2に記載の吸収性物品。
【請求項4】
前記第1、第2及び第3不織布構成層は、全体として15gsm未満、好ましくは7gsm〜15gsmの合計坪量を有している、請求項1〜3のいずれか一項に記載の吸収性物品。
【請求項5】
前記材料のウェブは、少なくとも約19秒の低表面張力流体裏抜け時間を有している、請求項1〜4のいずれか一項に記載の吸収性物品。
【請求項6】
前記材料のウェブは、少なくとも20m3/m2/分、好ましくは少なくとも40m3/m2/分の空気透過性を有している、請求項1〜5のいずれか一項に記載の吸収性物品。
【請求項7】
胴体下部の周囲で着用される吸収性物品であって、前記吸収性物品は、トップシート、バックシート、前記トップシートと前記バックシートとの間に配置された吸収性コアを含むシャーシと、前記シャーシに取り付けられた1対の長手方向バリアカフと、を備え、各長手方向バリアカフは材料のウェブを含んでおり前記材料のウェブは、
0.4〜6の範囲の平均デニールを有する繊維を含む第1不織布構成層と、
0.00006〜0.006の範囲の平均デニールを有する繊維を含む第2不織布構成層と、
0.4〜6の範囲の平均デニールを有する繊維を含む第3不織布構成層と、を含んでおり、
前記第2不織布構成層は、前記第1不織布構成層と第3不織布構成層との中間に配置されていることを特徴とする、吸収性物品。
【請求項8】
0.003〜0.4の範囲の平均デニールを有する繊維を含む第4不織布構成層を更に備えている、請求項7に記載の吸収性物品。
【請求項9】
前記材料のウェブは、約15gsm未満の坪量を有している、請求項8に記載の吸収性物品。
【請求項10】
前記材料のウェブは、少なくとも40m3/m2/分の空気透過性を有している、請求項9に記載の吸収性物品。
【図1】

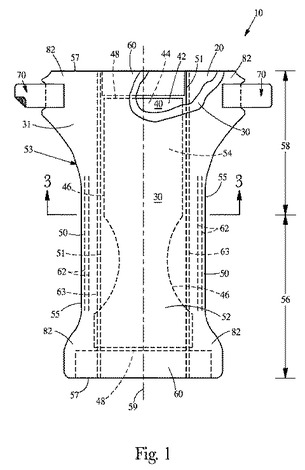
【図2】
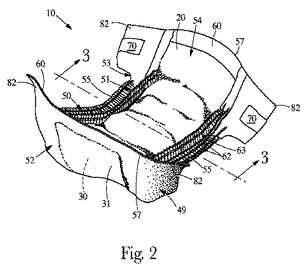
【図3A−1】
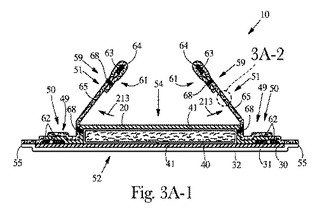
【図3A−2】
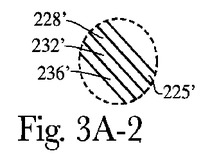
【図3B】
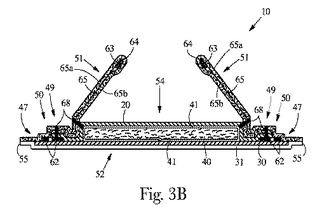
【図4】
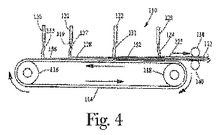
【図5】
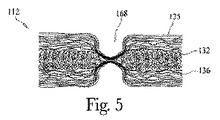
【図6】
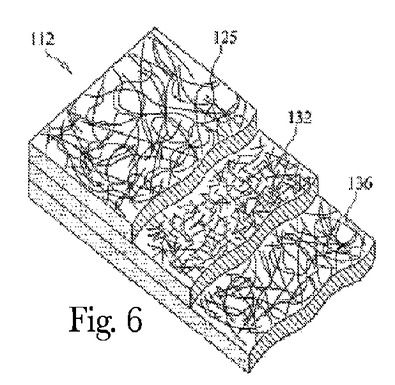
【図7】
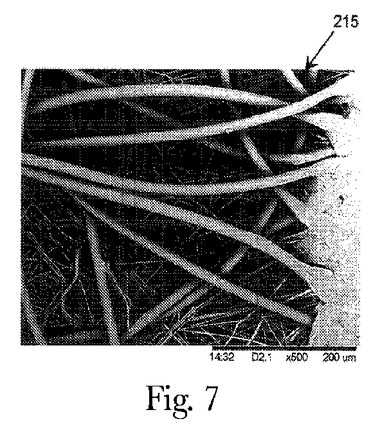
【図8】
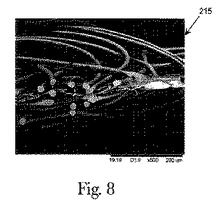
【図9】
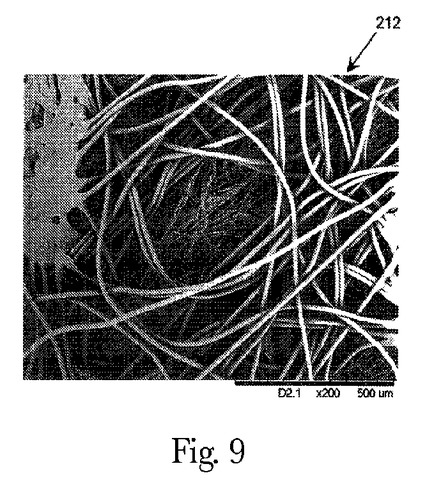
【図10】
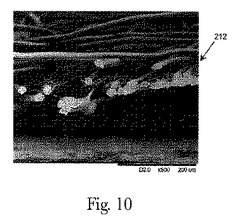
【図11】
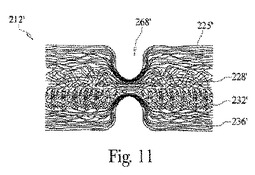
【図12】

【図13】

【図14】
【図15】
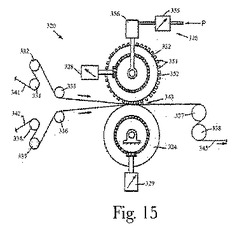
【図16】

【図17】
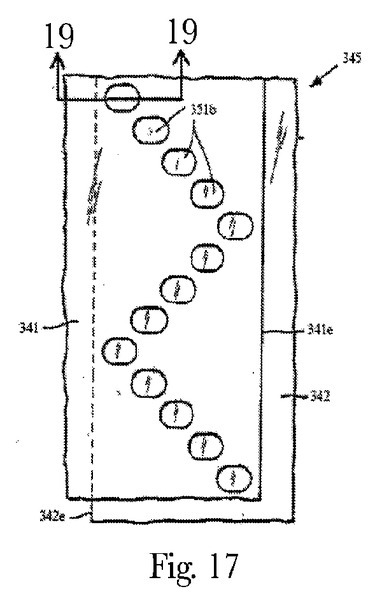
【図18A】
【図18B】
【図18C】
【図18D】
【図19】
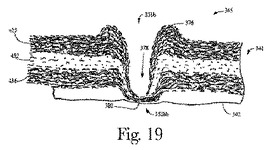
【図20】
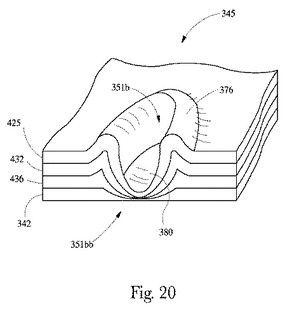
【図21A】

【図21B】
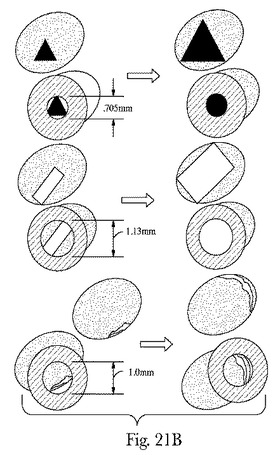
【図22】
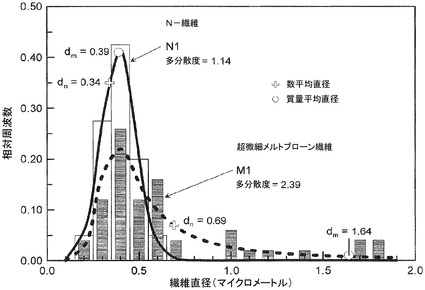
【図23】
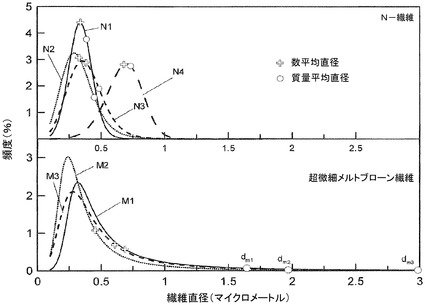
【図24】
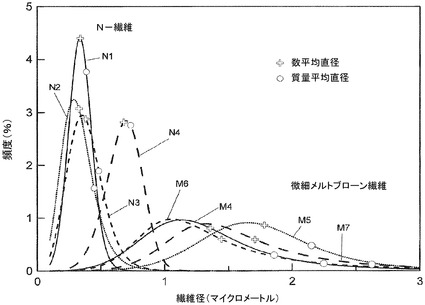
【図25】
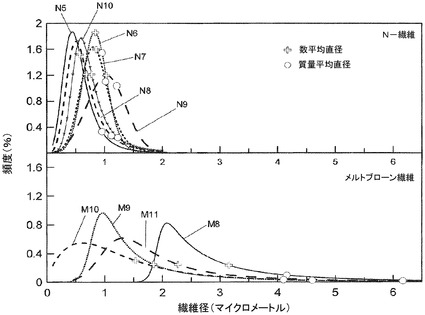
【図26】
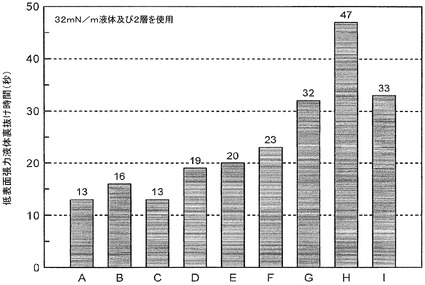
【図27】
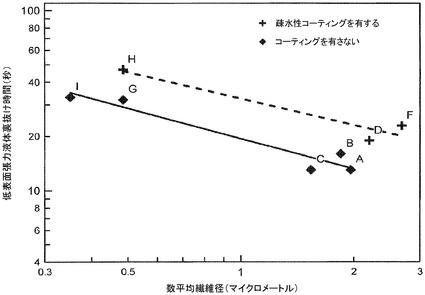
【図28】
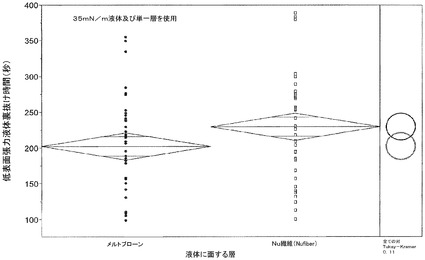
【図29】
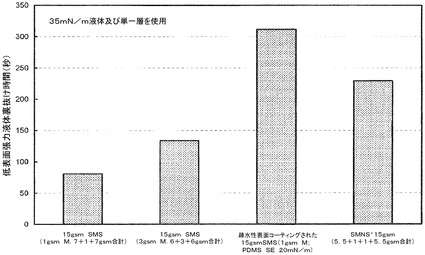
【図30】
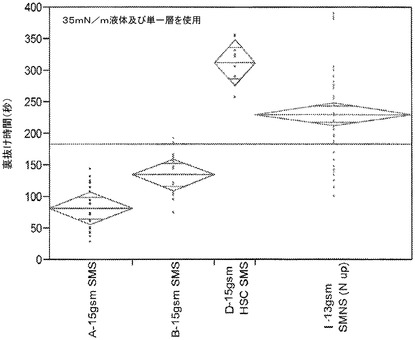
【図31】

【図32】
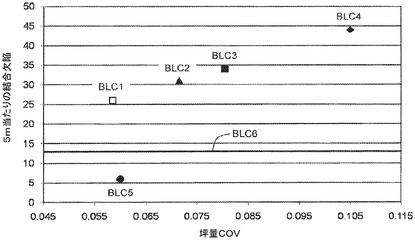
【図33A】
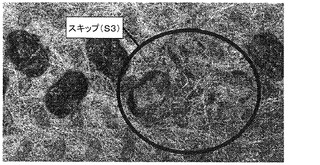
【図33B】
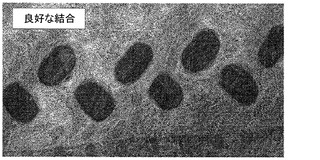
【図33C】
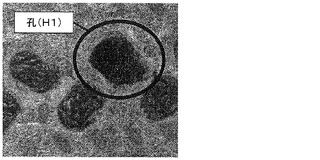
【図33D】
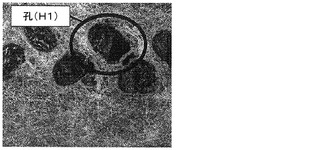
【図33E】
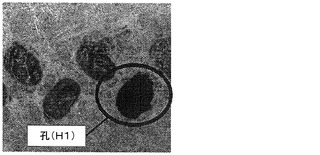
【図33F】

【図33G】
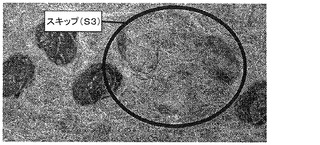
【図2】
【図3A−1】
【図3A−2】
【図3B】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18A】
【図18B】
【図18C】
【図18D】
【図19】
【図20】
【図21A】
【図21B】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33A】
【図33B】
【図33C】
【図33D】
【図33E】
【図33F】
【図33G】
【公表番号】特表2013−518698(P2013−518698A)
【公表日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2012−552987(P2012−552987)
【出願日】平成23年2月10日(2011.2.10)
【国際出願番号】PCT/US2011/024316
【国際公開番号】WO2011/100407
【国際公開日】平成23年8月18日(2011.8.18)
【出願人】(590005058)ザ プロクター アンド ギャンブル カンパニー (2,280)
【Fターム(参考)】
【公表日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年2月10日(2011.2.10)
【国際出願番号】PCT/US2011/024316
【国際公開番号】WO2011/100407
【国際公開日】平成23年8月18日(2011.8.18)
【出願人】(590005058)ザ プロクター アンド ギャンブル カンパニー (2,280)
【Fターム(参考)】
[ Back to top ]