
吸収性物品の製造方法、及び、吸収性物品
【課題】液体を吸収するための吸収体が損傷し難い吸収性物品の製造方法及びその吸収性物品を提供する。
【解決手段】吸収性物品本体と、前記吸収性物品本体に接合され、液体を吸収するための吸収体と、を有する吸収性物品の製造方法であって、前記吸収体の所定の部位を補強して補強部を形成する補強部形成ステップと、前記吸収体の前記補強部を剥離可能に前記吸収性物品本体と仮接合する仮接合ステップと、を有する。
【解決手段】吸収性物品本体と、前記吸収性物品本体に接合され、液体を吸収するための吸収体と、を有する吸収性物品の製造方法であって、前記吸収体の所定の部位を補強して補強部を形成する補強部形成ステップと、前記吸収体の前記補強部を剥離可能に前記吸収性物品本体と仮接合する仮接合ステップと、を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、吸収性物品の製造方法、及び、吸収性物品に関する。
【背景技術】
【0002】
従来、経血などの所定の液体を吸収する吸収性物品として、液体を吸収する本体部と、本体部の表面に部分的に固定された表面構造体とを有し、本体部の裏面には液体の漏れを防止するためにポリエチレン等の液不透過性シートが設けられた吸収性物品が知られている(例えば、特許文献1参照)。近年、このような吸収性物品は、使用時に表面構造体を身体の前後方向に沿うように配置し、前方側を本体部に固定し後方側を本体部と分離可能とし、後方側の部位が臀部の溝に入り込むように装着することにより、ずれを防止することが考えられている。そして使用する際には、使用者が表面構造体の後端を後方に引き上げることで、表面構造体を臀部の溝に配置させることが考えられる。また、表面構造体の前方が固定されているだけでは表面構造体の後端の位置が不安定であり、使用者は表面構造体の後端を掴みにくいため、使用するまでは剥離可能な程度に本体部に仮固定されていることが望ましい。
【特許文献1】特開2003−79662号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
上記のような従来の吸収性物品の表面構造体が本体部に仮固定されていた場合には、使用者は使用する際に、表面構造体の後端を本体部から引き離す方向に引っ張って仮固定を解除しなければならない。このとき、仮固定されている部位が身体に接触する部材と同様に柔軟な状態であると、仮固定されていた部位が損傷する畏れがある。
【0004】
本発明は、上記のような従来の問題に鑑みなされたものであって、液体を吸収するための吸収体が損傷され難い吸収性物品の製造方法及びその吸収性物品を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記のような課題を解決するために、主たる本発明は、吸収性物品本体と、前記吸収性物品本体に接合され、液体を吸収するための吸収体と、を有する吸収性物品の製造方法であって、前記吸収体の所定の部位を補強して補強部を形成する補強部形成ステップと、前記吸収体の前記補強部を剥離可能に前記吸収性物品本体と仮接合する仮接合ステップと、を有することを特徴とする吸収性物品の製造方法である。
【発明の効果】
【0006】
本発明によれば、液体を吸収するための吸収体が損傷され難い吸収性物品の製造方法及びその吸収性物品を提供することが可能となる。
【発明を実施するための最良の形態】
【0007】
本明細書及び図面には、少なくとも次の事項が開示されている。
吸収性物品本体と、前記吸収性物品本体に接合され、液体を吸収するための吸収体と、を有する吸収性物品の製造方法であって、前記吸収体の所定の部位を補強して補強部を形成する補強部形成ステップと、前記吸収体の前記補強部を剥離可能に前記吸収性物品本体と仮接合する仮接合ステップと、を有することを特徴とする吸収性物品の製造方法である。
このような吸収性物品の製造方法によれば、吸収体において剥離可能に仮接合される部位は補強された補強部なので、たとえ、仮接合された部位を剥離しても吸収体が損傷され難い吸収性物品を製造することが可能である。
【0008】
かかる吸収性物品の製造方法であって、前記吸収体は、液体を吸収する主材と、前記主材を包む表面シート材とを有し、前記補強部形成ステップにおいて、前記表面シート材同士が圧着されて前記補強部が形成されることが望ましい。
このような吸収性物品の製造方法によれば、仮接合される補強部は表面シート材同士が圧着されて形成されるので、たとえ仮接合された部位を剥離した際に補強部が損傷したとしても主材が外部に露出されない吸収性物品を製造することが可能である。
【0009】
かかる吸収性物品の製造方法であって、前記補強部形成ステップにおいて、前記表面シート材が圧着される際には、前記表面シート材が折り畳まれ、折り畳まれた前記表面シート材間に接着剤が塗布されていることが望ましい。
このような吸収性物品の製造方法によれば、補強部は折り畳まれた表面シート材間に接着剤が塗布されて圧着されるので、より強固に補強された補強部を有する吸収性物品を製造することが可能である。
【0010】
かかる吸収性物品の製造方法であって、前記補強部形成ステップにおいて、前記表面シート材が圧着される際には、エンボス加工が施されることが望ましい。
このような吸収性物品の製造方法によれば、補強部にエンボス加工が施されるので、さらに強固に補強された補強部を形成することが可能である。
【0011】
かかる吸収性物品の製造方法であって、前記吸収体の前記補強部と前記吸収性物品本体とは圧着されることにより仮接合されることが望ましい。
このような吸収性物品の製造方法によれば、吸収性物品本体と吸収体の補強部とは圧着されており接合力が比較的低いので、剥離し易い状態で吸収性物品本体と吸収体とを仮接合することが可能である。
【0012】
かかる吸収性物品の製造方法であって、前記仮接合ステップにおいて、前記吸収体の前記補強部と前記吸収性物品本体とは接着されることにより仮接合されてもよい。
このような吸収性物品の製造方法によれば、吸収性物品本体と吸収体の補強部とは接着されて表面で接合されるので、比較的剥離し易い状態で吸収性物品本体と吸収体とを仮接合することが可能である。
【0013】
かかる吸収性物品の製造方法であって、前記吸収体は、所定方向に長い外形形状をなし、前記仮接合ステップにおいて、長手方向における一方の端部が接合され、さらに、他方の端部を前記吸収性物品本体から剥離不能に接合する本接合ステップを有することが望ましい。
このような吸収性物品の製造方法によれば、吸収体の一方の端部が仮接合され他方の端部が本接合されているので、一方の端部を吸収性物品本体から剥離させて、吸収体が他方の端部のみで吸収性物品本体と接合された状態とすることが可能であり、一方の端部側を吸収性物品本体から離した状態で使用することが可能な吸収性物品を製造することが可能である。このため、例えば、吸収体を吸収性物品本体から分離させて臀部の溝にはいりこませて身体に密着させて使用することが可能な吸収性物品を製造することが可能である。
【0014】
かかる吸収性物品の製造方法であって、前記吸収性物品本体の、前記吸収体が接合される面と反対の面に裏面シート状部材を接合する裏面シート状部材接合ステップを有することが望ましい。
このような吸収性物品の製造方法によれば、裏面シート状部材を備えた吸収性物品を製造することが可能である。特に裏面シート状部材は、吸収性物品本体の、吸収体が接合される面と反対の面に接合されるので、例えば吸収性物品本体及び吸収体が吸収した液体の、吸収体とは反対側の面への漏れを防止する裏面シート状部材を備えることが可能である。
【0015】
かかる吸収性物品の製造方法であって、前記補強部形成ステップ、前記仮接合ステップ、前記本接合ステップ、前記裏面シート状部材接合ステップ、の後に、前記裏面シート状部材と前記吸収性物品本体、及び、前記吸収体とを、前記裏面シート状部材を外側に位置させて折り畳む折り畳みステップを有することを特徴とする。
このような吸収性物品の製造方法によれば、折り畳みステップにて吸収性物品が折り畳まれる際には、吸収性物品本体と吸収体とが重ねられて折り畳まれるが、吸収体の一方の端部は仮接合されているので、折り畳む際に吸収体の位置がずれることはなく、安定した製品を提供することが可能である。
【0016】
かかる吸収性物品の製造方法であって、前記吸収性物品本体は、前記吸収体と異なる他の吸収体を備えていることが望ましい。
このような吸収性物品の製造方法によれば、吸収体が接合されている吸収性物品本体が他の吸収体を備えているので、たとえ吸収体に吸収されなかった液体が発生しても、吸収性物品本体が備える他の吸収体により液体を吸収させることが可能である。
【0017】
また、上記吸収性物品の製造方法にて製造されたことを特徴とする吸収性物品である。
このような吸収性物品によれば、吸収体を吸収性物品本体から分離させて、例えば臀部の溝にはいりこませて身体に密着させて使用することが可能な吸収性物品を提供することが可能である。
【0018】
===第1実施形態===
まず、第1実施形態に係る吸収性物品の構成の概要について説明する。本実施形態の吸収性物品は、生理用ナプキンであり、以下では身体に接触する側を表面側とし、下着に接する側を裏面側とし、装着時に人体の前側に位置する端部を前端、後側に位置する端部を後端として説明する。
【0019】
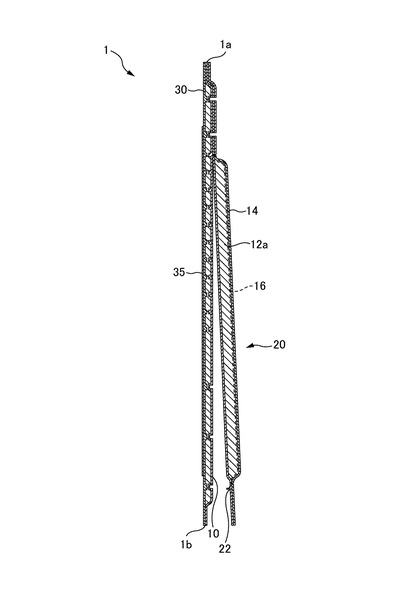
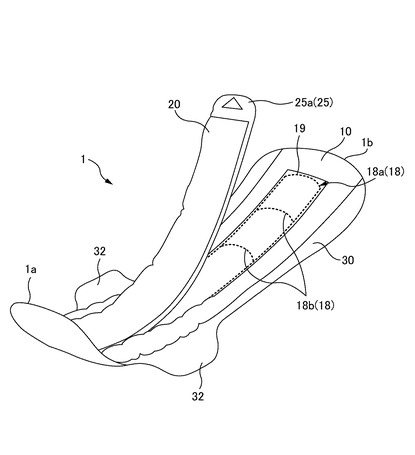
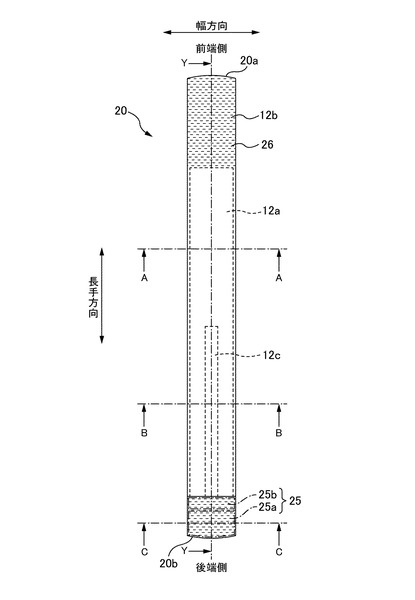
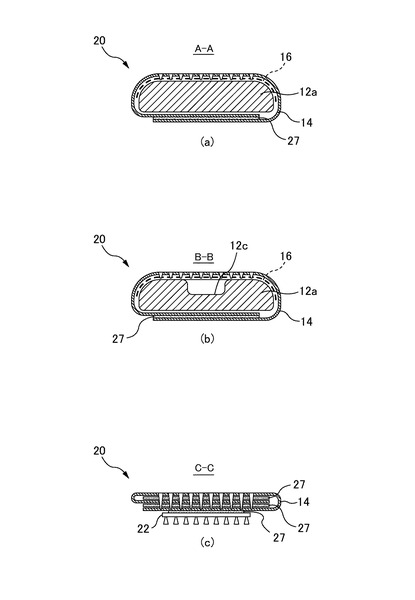
図1は本実施形態に係る吸収性物品の表面側を示す平面図、図2は本実施形態に係る吸収性物品の裏面側を示す図、図3は図1におけるX−X断面図、図4は図1におけるY−Y断面図、図5は本実施形態に係る吸収性物品を示す斜視図、図6はトップ吸収体を示す平面図、図7(a)は図6におけるA−A断面図、図7(b)は図6におけるB−B断面図、図7(c)は図6におけるC−C断面図である。
【0020】
<<吸収性物品>>
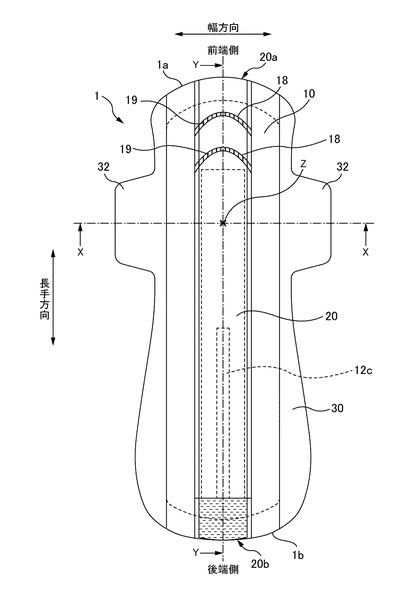
図示するように、本実施形態における吸収性物品1は所定方向に長い形状をなし、経血等の液体を吸収するためのほぼ長方形状をなす吸収性物品本体としてのベース吸収体10と、ベース吸収体10の表面に接合され、ベース吸収体10の幅方向における中央に長手方向に沿って配置された吸収体としてのトップ吸収体20と、ベース吸収体10の裏面側に設けられ、ベース吸収体10及びトップ吸収体20に吸収されるべき液体の裏面側への漏れを防止するための裏面シート状部材としての裏面シート30と、を備えている。
【0021】
本吸収性物品1では、吸収性物品1の幅方向における中心線上であって、長手方向における中央より前端側に、身体排泄口部位が吸収性物品1に当接することが想定される身体排泄口部位当接想定位置Zが位置している。すなわち、吸収性物品1は、身体排泄口部位当接想定位置Zから後端側の長さが身体排泄口部位当接想定位置Zから前端側の長さより長く形成されている。
【0022】
ベース吸収体10は、シート状のパルプを粉砕した粉砕パルプと高吸収性ポリマーと熱融着性繊維とを有する吸収体素材12a(図11)を例えばティッシュペーパー等の薄葉紙12b(図11)にて所定の厚さのシート状に包んだ他の吸収体としての吸収体基材12と、吸収体基材12の幅方向の中央部分における表面に貼り付けられた表面シート14とを有している。薄葉紙12bと表面シート14とはいずれも液透過性シートである。また、薄葉紙12bは、高吸収性ポリマーの粒子より目の細かなシートであり、吸収体基材12から外部に高吸収性ポリマーが漏れることを防止する。表面シート14は身体に接触する表面側に位置するため、薄葉紙12bより柔らかなシートが用いられている。
【0023】
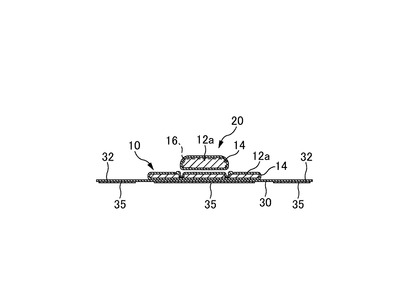
トップ吸収体20もベース吸収体10と同様に、粉砕パルプと高吸収性ポリマーと熱融着性繊維とからなる主材としての吸収体素材12aを有し、身体に接触する表面側に、表面シート材としての表面シート14より液体保持力の高い液透過性の中間シート16を備え、その外周をベース吸収体10と同様の表面シート14が包んでいる。中間シート16は、表面シート14より密度が高く表面張力による吸収性が高い部材であり、表面シート14の内側に中間シート16を設けることにより、表面シート14に浸透した液体を、表面シート14より液の引き込み性が高い中間シート16側に移動させている。
【0024】
トップ吸収体20は、ベース吸収体10より幅が狭く形成され、長手方向の長さは、ベース吸収体10の長さとほぼ等しく形成されている。トップ吸収体20は、ベース吸収体10上に、その長手方向に沿って配置されている。そして、トップ吸収体20の一方の端部としての後端20b側はベース吸収体10から離間可能に仮接合され、他方の端部としての前端20a側はベース吸収体10から剥離不能に本接合されている。未使用時には、後端20b側は、ベース吸収体10に仮接合されている。ここで本接合とは、トップ吸収体20とベース吸収体10とを故意に分離させようとすると、トップ吸収体20とベース吸収体10の少なくともいずれか一方の破損を伴うことが余儀なくされる程度に強固に接合されている状態を示し、仮接合とは、ベース吸収体10及びトップ吸収体20の機能を損なうことなく、使用者がトップ吸収体20をベース吸収体10から剥離して容易に分離することができる程度に接合されている状態を示している。トップ吸収体20がベース吸収体10に仮接合された状態で、トップ吸収体20の後端20bとベース吸収体10の後端とはほぼ重なっている。
【0025】
また、トップ吸収体20の幅方向における中央部には、後端側のほぼ半分の領域に長手方向に沿って、図7(b)に示すように、吸収体素材12aの量を他の部位より少なくした薄肉部12cが形成されている。この薄肉部12cによりトップ吸収体20は長手方向に沿って表面側が山となって連なるように折れ曲がり易く形成されている。
【0026】
また、トップ吸収体20の前端20a側及び後端20b側には、表面シート14のみが折り畳まれ、畳まれた表面シート14の間に接着剤27が介在された状態でエンボス加工が施されて補強部25、26が形成されている。具体的には、まず、表面シート14上に配置された吸収体素材12aを包むように、吸収体素材12aの両側に位置する表面シート14の幅方向の端部をそれぞれ吸収体素材12a上に巻き付け、重なり合った部位を接着して筒状とする。筒状となった表面シート14の内側に吸収体素材12aが位置するように構成する。このとき、筒状をなす表面シート14の開口端は吸収体素材12aの端より十分に長く延出させておく。そして、延出されている開口端の内側、すなわち表面シート14同士が対向する位置に接着剤27を塗布しておき、延出されている部位にエンボス加工を施して圧着することにより、吸収体素材12aより外側に補強部25、26を形成する。このため、補強部25、26には吸収体素材12a及び中間シート16は存在しない。そして、後端20b側の補強部25における端側の部位は、装着する際などに使用者が摘むための把持部25aとなる。なお、エンボス加工については後述する。
【0027】
また、後端20b側の補強部25における吸収体素材12a側の部位25bであってベース吸収体10と対向する位置には、使用時にトップ吸収体20の後端20b側を下着に固定するためのフック材22が設けられている。このフック材22は、例えば、メカニカルファスナーの雄材である。ベース吸収体10とトップ吸収体20の後端20b側補強部25とが重ねられた部位はエンボス加工により圧着されて仮接合されているが、フック材22も、未使用時にトップ吸収体20の後端20b側とベース吸収体10の表面シート14とを仮接合すべく機能する。なお、フック材22を仮接合するために用いることを記載しているが、仮接合の方法はエンボス加工による圧着のみでも、また、フック材22の代わりに接着してもよく、これらに限らない。
【0028】
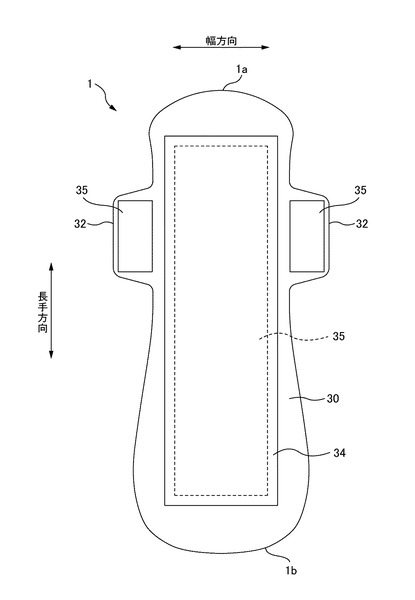
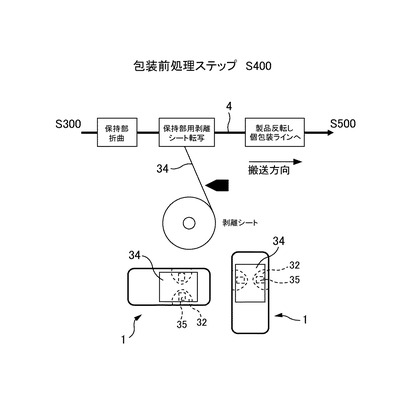
裏面シート30は、ポリエチレンやポリプロピレン等の熱可塑性かつ液不透過性のシートである。裏面シート30は、ベース吸収体10より十分に広く形成され、幅方向の両側には、長手方向において身体排泄口部位当接想定位置Zを中心とする所定領域に、幅方向外側に延出された保持部32が形成されている。裏面シート30の裏面側であって、表面側にベース吸収体10が存在する領域付近と保持部32とには、接着剤35を介して剥離シート34(図2、図8)が設けられている。吸収性物品1の使用時には、剥離シート34が剥がされて裏面シート30が下着の内側に当接されると共に、保持部32が外側に折り返されて下着の外面に当接され、裏面シート30と下着との間に介在された接着剤35により、吸収性物品1が下着に保持される。なお、剥離シート34には剥離剤が塗布されており接着剤から容易に剥がすことが可能である。
【0029】
次に、包装された形態の吸収性物品1について説明する。図8は、吸収性物品が包装される状態を説明するための図である。
【0030】
包装された形態の吸収性物品1は、保持部32が表面側に折り曲げられると共に、両側の保持部32と裏面側とにそれぞれ、接着剤35を覆う剥離シート34が設けられている。剥離シート34が設けられた状態の吸収性物品1は、裏面側に配置された長方形状の包装シート36とともに、長手方向に沿って巻き込むように表面側に折り畳まれている。このとき、包装シート36における吸収性物品1の後端1b側の端部(以下、包装シート36の後端36bという)は、吸収性物品1より長く延出されて接着剤が僅かに塗布されており、吸収性物品1と共に包装シート36を折り曲げた際にトップ吸収体20の表面側に折り畳まれた保持部32に設けられた剥離シート34の剥離処理されていない側に極弱い接着力で接着される。そして、包装シート36における前端36a側に設けられたリードテープ38が、吸収性物品1とともに既に折り曲げられている後端36b側の包装シート36の外面に貼り付けられている。吸収性物品1とともに折り畳まれた包装シート36は、その長手方向における縁部36cが接着されて封止され、袋状となった包装シート36内に吸収性物品1が収容された状態で使用者に供給される。
【0031】
包装された吸収性物品1は、使用者によりリードテープ38が剥がされ包装シート36が開かれると前端1aが露出される。露出された吸収性物品1の前端1aと、リードテープ38が付いた包装シート36とが引きはがされることにより、吸収性物品1が容易に取り出されるように構成されている。取り出された吸収性物品1は、裏面側の剥離シート34が剥がされて下着の任意の位置に配置される。そして、保持部32の剥離シート34が剥がされて下着側に折り返され、下着の外側に接着剤35にて貼着することにより下着に固定される。吸収性物品1が固定された下着が身体側に引き上げられた後、使用者により把持部25aが把持されてトップ吸収体20が引き上げられることにより、ベース吸収体10とトップ吸収体20との仮接合が解除されてベース吸収体10からトップ吸収体20の後端20b側が離間される。
【0032】
その後、使用者が把持部25aを長手方向(ほぼ上下方向)に移動させることにより、トップ吸収体20が身体排泄口部位及び身体排泄口部位近傍の身体の溝部に密着するようにトップ吸収体20の位置が調整される。トップ吸収体20が位置調整された状態で、下着の後ろ身頃の肌側表面もしくは下着の縁部にて折り曲げられて固定される。これにより、身体に好適に当接された状態でトップ吸収体20が位置決めされる。
【0033】
<<吸収性物品の製造方法>>
次に、上記吸収性物品1の製造方法について説明する。図9は、吸収体物品が製造されるステップを説明するための図である。
【0034】
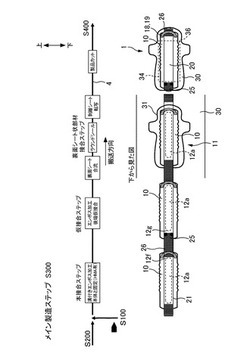
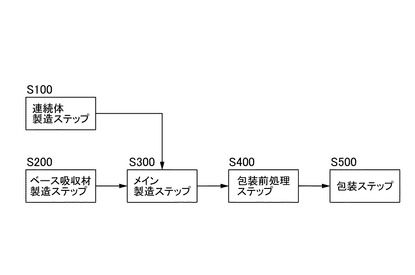
上記吸収性物品1を製造する製造方法の第1実施形態は、トップ吸収体20が連なった連続体21を製造する連続体製造ステップS100と、ベース吸収体10を製造するベース吸収体製造ステップS200と、ベース吸収体10及び連続体21を用いて吸収性物品1を製造するメイン製造ステップS300と、吸収性物品1を包装可能な状態とする包装前処理ステップS400と、吸収性物品1を包装する包装ステップS500とを有している。
【0035】
図10は、連続体製造ステップを説明するための図である。図11は、ベース吸収体製造ステップを説明するための図である。図12は、メイン製造ステップを説明するための図である。図13は、包装前処理ステップを説明するための図である。図14は、包装ステップを説明するための図である。図10〜図14においては、各製造ステップの流れを上側に示し、下側に製造されていく物品のイメージを示している。製造にあたっては材料及び製造物がコンベア等の搬送装置上に載置されて移動されつつ吸収性物品1が製造されていく。
【0036】
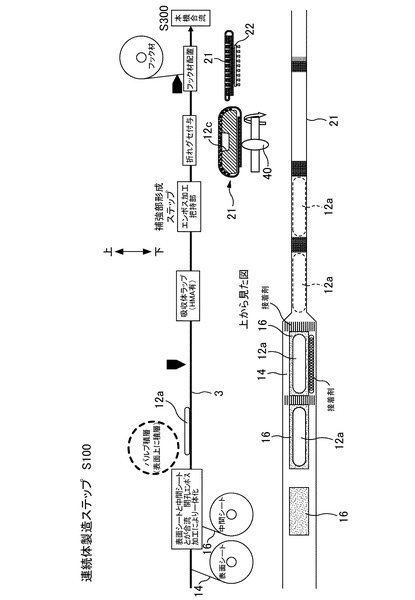
<連続体製造ステップS100>
ロール状に巻かれた帯状の表面シート14が、図10に示すように連続体製造用の搬送装置3上に供給される。表面シート14が搬送される際には、搬送装置3の下方から空気が吸引されており、表面シート14は搬送装置3側に引き付けられている。
【0037】
搬送された表面シート14上には、単票状に切断された中間シート16が供給され、開孔エンボス加工により、表面シート14と中間シート16とが一体化される。開孔エンボス加工は、上下に相対向する2つのローラ(不図示)間を通過することにより実行される。例えば、開孔エンボス加工に用いる一方のローラには円錐状に形成された突部が設けられており、対向するローラには円錐状の突部が入り込む穴が設けられている。そして、突部が形成されているローラは加熱されており、円錐状の突部が表面シート14及び中間シート16を貫通して開孔が形成される際に開孔縁部が熱融着されることにより表面シート14と中間シート16とが一体化される。
【0038】
一体化された表面シート14と中間シート16とが搬送されると中間シート16上に、シート状のパルプを粉砕する装置から供給される粉砕パルプと高吸収ポリマーと熱融着性繊維とが混合された吸収体素材12aが所定の形に形成されて積層される。このとき、連続して供給される表面シート14上に搬送方向に沿って間隔を隔てて配置された中間シート16の上に吸収体素材12aが載置された状態で搬送されていく。
【0039】
連なって搬送され、互いに隣接する吸収体素材12a間と、幅方向(搬送方向と交差する方向)において吸収体素材12aの横に位置する表面シート14上とにホットメルト系接着剤27が塗布される。
【0040】
搬送装置3の表面形状は、ホットメルト系接着剤27が塗布された表面シート14、中間シート16、吸収体素材12aの積層体が搬送されると表面シート14が吸収体素材12aを包むように、表面シート14を案内すべく屈曲されている。搬送装置3の屈曲された表面に沿って表面シート14が案内されることにより、吸収体素材12aが中間シート16と一体となった表面シート14によって包まれる。本実施形態では、吸収性物品1として完成した際に表面となる側が搬送装置3側に向けられている。このため、吸収体素材12aが表面シート14によって包まれた際には、表面シート14の幅方向における端部が吸収体素材12aの上側で重ね合わせられて接着され、表面シート14は筒状となる。このとき、吸収体素材12aは所定の間隔にて搬送装置3に供給されており、筒状に形成された表面シート14の中は複数の吸収体素材12aが間隔を隔てて連なった状態となっている。
【0041】
次に、表面シート14に包まれた隣接する吸収体素材12a間を、補強部形成ステップとしてエンボス加工によりエンボスを形成すると共に接着する。エンボス加工は、上述した開孔エンボス加工と同様に、上下に相対向する2つのローラ間を通過することにより実行されるが、搬送装置3側に設けられる下ローラには、吸収体素材12aが搬送されてきたときにエンボスを形成したい領域に当接される部位に突部が形成されており、対向する上ローラの表面は平坦に形成されている。このとき突部の先端は平坦に形成されているため、表面シート14には平坦な底部を有する凹部が形成される。中間シート16と一体となった表面シート14に包まれた吸収体素材12aが、上ローラと下ローラとの間を通過することにより、突部が隣接する吸収体素材12a間が圧搾される。突部により圧搾された吸収体素材12a間は接着されて封止され、封止された箇所が補強部25、26となって、吸収体素材12aの前後にそれぞれ補強部25、26が形成されたトップ吸収体20の連続体21が製造される。
【0042】
連続体21は、更に搬送されて吸収体素材12aの薄肉部12cに沿って折り癖を付与する処理が施される。折り癖は、トップ吸収体20が身体排泄口部位近傍の身体の溝部に密着するように、トップ吸収体20の幅方向におけるほぼ中央にて折れ曲がりやすいように付与される。この折り癖を付与する処理により、吸収性物品1が装着される際に幅方向の中央にて自然に折れ曲がるように折り癖が付与される。折り癖は、図10に示すように幅方向に沿う軸に支持されて、搬送装置3の搬送方向に沿って回転する円盤状の回転盤40上を、吸収体素材12aが表面シート14によって連ねられた状態で通過することによって付与される。このとき、回転盤40は、搬送方向において吸収体素材12aの薄肉部12c及びその近傍のみ、表面シート14が重ね合わせられた側から接触するように構成されている。
【0043】
その後、連続体21の各々のトップ吸収体20となる部位に対しフック材22が供給される。このときフック材22の裏面にはホットメルト系接着剤が塗布されている。そして、フック材22は、各トップ吸収体20に対する搬送方向の前後に設けられた補強部25、26のいずれか一方に接着される。本実施形態では、搬送方向の前方が吸収性物品1の前端1aが位置するように搬送されるので、搬送方向の後側に位置する補強部25にフック材22が接着される。この状態で、メイン製造ステップS300に供給される。
【0044】
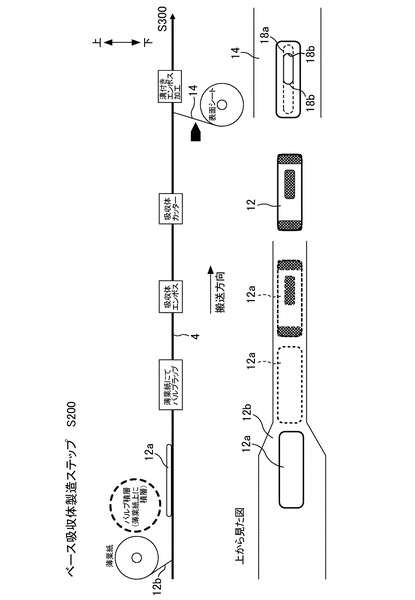
<ベース吸収体製造ステップS200>
ベース吸収体製造ステップS200は、連続体製造ステップS100とは異なる搬送装置4上にて実行される。
【0045】
ロール状に巻かれた帯状の薄葉紙12bが引き出されて、図11に示すように搬送装置4上に供給される。
搬送された薄葉紙12b上には、シート状のパルプを粉砕する装置から供給される粉砕パルプと高吸収ポリマーと熱融着性繊維とが混合された吸収体素材12aが所定の形に形成されて載置される。このとき、吸収体素材12aは、ほぼ長方形状をなし長手方向が搬送方向に沿うように配置される。
薄葉紙12b上に吸収体素材12aが積層された状態で搬送される際には、搬送装置4の下方から空気が吸引されており、薄葉紙12b及び吸収体素材12aは搬送装置4側に引き付けられている。
【0046】
搬送装置4の表面形状は、積層された薄葉紙12bと吸収体素材12aとが搬送されると薄葉紙12bが吸収体素材12aを包むように屈曲されており、搬送装置4の屈曲された表面に沿って薄葉紙12bが案内されることにより、吸収体素材12aが薄葉紙12bによって包まれる。本実施形態では、吸収性物品1として完成した際に表面となる側が搬送装置4側に向けられている。このため、吸収体素材12aが薄葉紙12bによって包まれた際には、薄葉紙12bの幅方向(搬送方向と交差する方向)における端部が吸収体素材12aの上面側で重ね合わせられて接着され、薄葉紙12bは筒状となる。このとき、吸収体素材12aは所定の間隔にて搬送装置4に供給されており、筒状に形成された薄葉紙12bの中は複数の吸収体素材12aが間隔を隔てて連なった状態となっている。
【0047】
次に、薄葉紙12bと、薄葉紙12bに包まれた吸収体素材12aとを一体化するために、搬送方向における先端部及び後端分と、搬送方向の半分より先端側であって幅方向(搬送方向と交差する方向)の中央部分とを圧搾してエンボスを形成するエンボス加工を施す。エンボス加工は、上述したように上下に相対向する2つのローラ(不図示)間を通過することにより実行される。例えば、搬送装置4側に設けられる下ローラには、吸収体素材12aが搬送されてきたときにエンボスを形成したい領域に当接される部位に突部が形成されており、対向する上ローラの表面は平坦に形成されている。薄葉紙12bに包まれた吸収体素材12aが、上ローラと下ローラとの間を通過することにより、突部が薄葉紙12bと吸収体素材12aとを共に圧搾する。薄葉紙12bと吸収体素材12aとは突部により圧搾されて複数のエンボスが形成されることにより一体化される。
【0048】
エンボスが形成されて一体化された薄葉紙12bと吸収体素材12aとは、吸収体素材12aの外形形状に沿ってカッター等にて切断される。切断された薄葉紙12bと吸収体素材12aとが搬送される先には、ロール状に巻かれた帯状の表面シート14が上面にホットメルト系接着剤が塗布された状態で搬送装置4上に供給されている。そして、一体化された薄葉紙12bと吸収体素材12aとが搬送されることにより表面シート14上に載置される。
【0049】
表面シート14と共に搬送された薄葉紙12bと吸収体素材12aとには、溝付きエンボス加工を施す。溝付きエンボス加工は、上述したエンボス加工と同様に、上下に相対向する2つのローラ間を通過させて一方のローラに設けられた突部によりエンボスを形成するが、溝付きエンボス加工では、圧搾された部位に繋がった溝部18(図5)が形成されると共に、溝部18内に更に深い底部を有する深底凹部19(図5)が、溝部18に沿って複数形成される。また、このとき、突部を有するローラは、50℃〜200℃程度に加熱されている。このため、溝付きエンボス加工では加熱しつつ圧搾することにより、吸収体素材12aに含まれる熱融着性繊維が熱により接着が促され、薄葉紙12bと吸収体素材12aと表面シート14とを一体とする溝部18や深底凹部19が形成される。本実施形態では、図11に示すように吸収体素材12aの幅方向における中央部に長手方向に沿って、長手方向のほぼ全域に長丸状の第1溝部18aと、第1溝部18aの平行な直線部を繋ぐように形成される円弧状の複数の第2溝部18bとが形成されている。このとき、第1溝部18aの直線状の溝間の幅は、トップ吸収体20の幅とほぼ一致するように形成され、溝部18a、18b内には複数の深底凹部19が形成されている。このため、一方のローラには、第1溝部18a及び第2溝部18bを形成するための、繋がった溝用突部が設けられており、溝用突部の頂部には複数の深底凹部19を形成するための突部が互いに間隔を隔てて設けられている。溝付きエンボス加工により形成された溝部18a、18bは、表面シート14の吸収体素材12aからの浮き上がりを防止し、さらに、溝部18a、18b内に経血等が流入した場合には、高密度に圧搾された部位への浸透を促して経血等の拡散を抑える機能を有するとともに、装着時に身体への密着性を高めるための立体的な屈曲を促す機能も有している。
【0050】
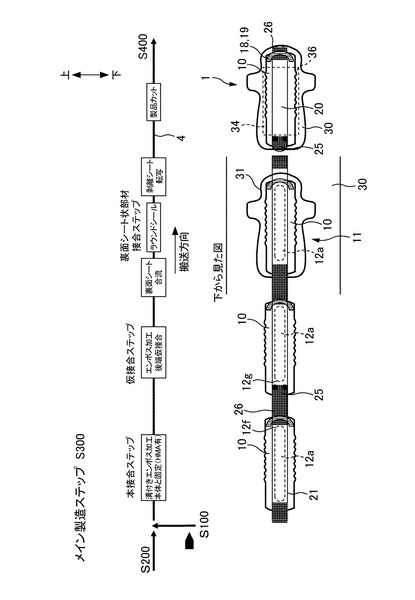
<メイン製造ステップS300>
図12に示すように、連続体製造ステップS100にて製造された連続体21がベース吸収体10の下方から搬送装置4上に供給される。このとき、トップ吸収体20の身体当接面側、すなわち中間シート16が設けられた側が搬送装置4と対向するように供給される。また、各吸収体素材12aに対し前端側となる補強部26にホットメルト系接着剤が塗布されて供給される。
【0051】
搬送される連続体21の各吸収体素材12aの上方に位置させて、ベース吸収体製造ステップS200にて製造されたベース吸収体10が供給される。このとき、連続体21は、ベース吸収体10の幅方向におけるほぼ中央に配置され、連続体21のトップ吸収体20となる部位の前後の補強部25、26がベース吸収体10の前端及び後端に位置するように位置決めされる。また、ベース吸収体10の表面側が連続体21の吸収体素材12aに当接される。
【0052】
次に、連続体21のトップ吸収体20となる部位の前端12f側の補強部26とベース吸収体10の前端側とが重なった部位に、本接合ステップとして上述した溝付きエンボス加工が施される。この溝付きエンボス加工により連続体21の吸収体素材12aとベース吸収体10とに溝部18及び深底凹部19(図1)が圧搾されるとともに熱融着されることにより本接合されて一体化される。また、このとき、連続体21のトップ吸収体20となる部位は表面シート14により連なっているので、連続体21とベース吸収体10とが本接合された後は、ベース吸収体10も連なった状態で搬送される。一方、連続体21のトップ吸収体20となる部位の後端12g側の補強部25とベース吸収体10の後端側とが重なった部位に仮接合ステップとしてエンボス加工が施され仮接合される。
【0053】
前端側が本接合されて、後端側が仮接合された連続体21とベース吸収体10(以下、積層吸収体11という)上に、裏面シート30が供給される。裏面シート30は、ベース吸収体10の幅より十分に広い帯状のシートである。
【0054】
積層吸収体11上に裏面シート30が載置された状態で搬送されると吸収性物品1の外形形状、すなわち平面形状における外縁に、全周に亘って接合部31を形成するシート部材接合ステップとしてラウンドシール加工が施される。ラウンドシール加工は、吸収性物品1の平面形状における外縁となる部位を加熱圧着して硬化させる処理であるが、必ずしも全周に亘って加熱圧着する必要はない。
【0055】
ラウンドシール加工は、上下に相対向する2つのローラ(不図示)間を通過することにより実行される。例えば、表面に吸収性物品1の平面形状における外縁と一致する突状部を備えたパターンロールと、表面がほぼ平滑な平滑ロールとの間に積層吸収体11及び裏面シート30を圧力及び熱を加えた状態で通過させることにより、吸収性物品1の平面形状における外縁と一致する接合部31が形成される。このとき、連続体21の各吸収体素材12aの後端に相当する部位とベース吸収体10及び裏面シート30とが重なる位置に当接される突状部は突出量が他の突状部より僅かに少なく形成されており、連続体21の補強部25とベース吸収体10及び裏面シート30とは、他の部位より弱い接合力にて接合される。また、このとき、表面側からパターンロールを当接させ、裏面側から平滑ロールを当接させて押圧することにより、表面側の良好な肌触りを実現している。
【0056】
本実施形態では、補強部25とベース吸収体10及び裏面シート30とが他の部位より弱い接合力にて接合される例について説明しているが、トップ吸収体20をベース吸収体10から剥離しやすく仮固定する方法は、これに限らない。例えば、補強部25が摘みやすいように補強部25のところのみ端部がラウンドシール加工されないように、補強部25の端部を避けてラウンドシール加工を施しても良い。例えば、ベース吸収体10と裏面シート30とをラウンドシール加工する際には、吸収性物品の外形形状に沿ってラウンドシール加工を施すが、補強部25とベース吸収体10及び裏面シート30とが重なる部位は、吸収性物品の外形形状より内側にラウンドシール加工を施して、補強部25の端部はベース吸収体10及び裏面シート30と接合されない状態としておく。このように、補強部25とベース吸収体10及び裏面シート30とが重なる部位のみ、補強部25の端部とベース吸収体10及び裏面シート30とが接合されない状態としておくことにより、使用者が補強部25を摘むことを可能とし、容易にベース吸収体10から剥離可能な構成とすることが可能である。このときも、突出部の突出量は少ない方が望ましい。
【0057】
また、連続体21は供給される際に単体のトップ吸収体20となる部位の前端側の補強部26にホットメルト系接着剤が塗布されて供給されているので、吸収性物品の外形形状に沿ってラウンドシール加工を施すことにより、後端側補強部25を前端側補強部26より弱い接合力にて仮接合することが可能である。すなわち、本実施形態のように、補強部25の仮接合とラウンドシール加工とを別工程にて行わなくとも、ラウンドシール加工を一度施すことによっても、後端側補強部25を前端側補強部26より弱い接合力にて仮接合することが可能である。
【0058】
次に、裏面シート30の中央部分にホットメルト系接着剤が塗布された剥離シート34が付与される。すなわち、接着剤35は裏面シート30に直接塗布されず、剥離シート34に塗布された状態で裏面シート30に供給される。そして、剥離シート34を裏面シート30に転写した後、剥離シート34を剥がすと接着剤35が裏面シート30に残るように構成されている。このとき、剥離シート34は、裏面シート30に貼り合わされた後にベース吸収体10と接合されてもよい。
【0059】
剥離シート34が付与されると、吸収性物品1の平面形状における外縁に沿って、すなわちラウンドシール加工にて接合された接合部31に沿って、カッター等により切断され吸収性物品1が生成される。このとき、連続体21も単体のトップ吸収体20に切断されて個別の吸収性物品1が形成される。
【0060】
本実施形態においては、吸収性物品1の平面形状における外縁に全周に亘ってラウンドシール加工を施した例について説明したが、搬送される積層吸収体11等を、ローラ表面に刃が設けられたカッターにて切断する場合には、少なくとも吸収性物品1の平面形状における外縁のうち、搬送方向における前端と後端とにラウンドシール加工を施しておくことが望ましい。搬送方向における前端と後端とにラウンドシール加工を施すことにより前端と後端とが硬化されて切断されやすくなり、切断後の積層吸収体11等がカッターの刃を有するローラに巻き付くことを防止するとともに搬送方向に向かうようにカッターから分離させることが可能である。
【0061】
<包装前処理ステップS400>(図13)
メイン製造ステップS300にて製造された個別の吸収性物品1は、搬送装置4の上方に設けられた屈曲した壁間を通過する際に保持部32が壁(不図示)に案内されて表面側に折り曲げられる。折り曲げられた保持部32には、搬送装置4側からホットメルト系接着剤35が塗布された剥離シート34が付与される。この状態で吸収性物品1は、ほぼ長方形状に折り畳まれる。
剥離シート34が付与された吸収性物品1は、長手方向が搬送方向と直交する方向に沿うように向きが変更され包装ステップS500に供給される。
【0062】
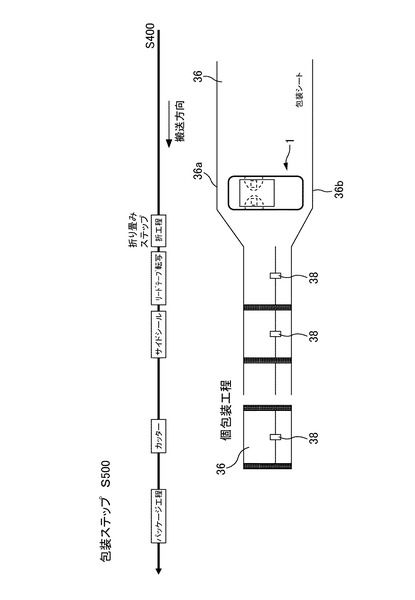
<包装ステップS500>
帯状の包装シート36が、図14に示すように搬送装置4上に供給される。包装シート36上には、包装前処理された吸収性物品1が表面側を上方に向けられて載置される。このとき、包装前処理ステップS400までは表面側が搬送装置4側に向けられていた吸収性物品1が、裏返されて表面側が上方に向けられて載置される。包装シート36には吸収性物品1の長手方向に沿って数カ所に僅かな量のホットメルト系接着剤が塗布されており、吸収性物品1は裏面側で包装シート36と数カ所接着される。
【0063】
包装シート36上に載置された吸収性物品1は、折り畳みステップにて、搬送装置4から離れた状態で上部に設けられた屈曲した壁部(不図示)間を通過する際に包装シート36と共に壁部に案内されて、吸収性物品1が包み込まれるようにほぼ三つ折り状に折り畳まれる。このとき、包装シート36が吸収性物品1と共に折り曲げられることにより包装シート36の後端36bに塗布されていた接着剤により包装シート36の後端36bが吸収性物品1の表面側に接着される。折り曲げられた後端36b側の包装シート36の上に、前端36a側の包装シート36と共に吸収性物品1が折り曲げられ、包装シート36の前端36aが既に折り曲げられていた包装シート36の外面に重ねられ、リードテープ38により固定される。このように折り曲げられていくと、筒状に形成された包装シート36内に複数の折り曲げられた吸収性物品1が、搬送方向に互いに間隔を隔てて配置されつつ搬送されていく。
【0064】
その後、搬送されつつ隣接する吸収性物品1の間が圧縮接合されると、各吸収性物品1が個々に包装された状態で連なる。最後に、吸収性物品1間が圧縮接合された部位の中心がカッター等で切断されることにより、個別包装された吸収性物品1が完成する。
【0065】
===第2実施形態===
第1実施形態の製造方法は、トップ吸収体20が連なった連続体21とベース吸収体10とを接合して吸収性物品1を製造したが、第2実施形態の製造方法は、予め単体のトップ吸収体20を製造し、単体のトップ吸収体20とベース吸収体10とを接合する。以下の説明においては、第1実施形態と同様の部材には同一の符号を付し、その説明及び同様のステップに関する説明を省略する。
【0066】
第2実施形態の吸収性物品の製造方法は、連続体製造ステップS100の後に連続体21が個々のトップ吸収体20に切断され、メイン製造ステップS300では連続体21が切断されない点で第1実施形態の製造方法と相違する。このため、第2実施形態では、第1実施形態の連続体製造ステップS100の後に連続体21を切断する連続体切断ステップS150が追加されて単体トップ吸収体製造ステップS110となり、第1実施形態のメイン製造ステップS300から連続体21を切断するステップが除かれたメイン製造ステップS301が実行される。
【0067】
図15は、連続体切断ステップを説明するための図である。図16は、第2実施形態のメイン製造ステップを説明するための図である。
【0068】
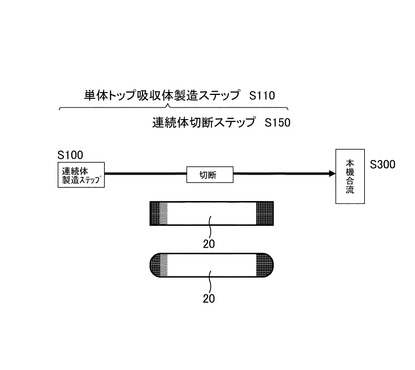
<単体トップ吸収体製造ステップS110>
第2実施形態の吸収性物品の製造方法は、図15に示すように、連続体製造ステップS100にて製造された連続体21が、連続体切断ステップS150にて、エンボス加工が施された補強部25、26の位置でカッター等により単体のトップ吸収体20に切断される。このとき、切断されたトップ吸収体20は、ベース吸収体10と接合された際に、後端20bが裏面シート30の後端とほぼ重なるか、又は後端縁より内側に位置するような長さに切断される。切断されたトップ吸収体20がメイン製造ステップS301に供給される。
【0069】
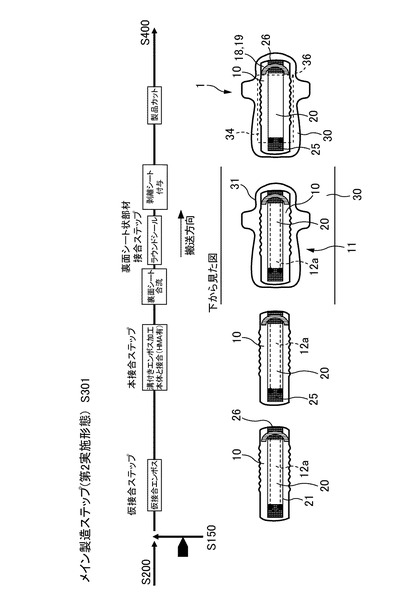
<メイン製造ステップS301>
図16に示すように、連続体切断ステップS150にて製造された単体のトップ吸収体20が搬送装置4上に供給される。このとき、トップ吸収体20の前端20a側となる補強部26にホットメルト系接着剤が塗布されて供給される。
【0070】
搬送される単体のトップ吸収体20上には、ベース吸収体製造ステップS200にて製造されたベース吸収体10が供給される。このとき、トップ吸収体20は、ベース吸収体10の幅方向におけるほぼ中央に配置され、トップ吸収体20の前後の補強部25、26がベース吸収体10の前端及び後端に位置するように位置決めされて供給される。また、ベース吸収体10の表面側がトップ吸収体20に当接される。
【0071】
次に、単体のトップ吸収体20の前端20a側及び後端20b側の補強部25、26とベース吸収体10とが重なった部位にエンボス加工が施され仮接合される。そして、仮接合されたトップ吸収体20の前端20a側の補強部26には、溝付きエンボス加工が施される。この溝付きエンボス加工により単体のトップ吸収体20とベース吸収体10とが本接合される。
【0072】
その後、第1実施形態と同様に、単体のトップ吸収体20とベース吸収体10とが本接合された積層吸収体11上に、裏面シート30が供給され、吸収性物品1の平面形状における外縁に、全周に亘って接合部31を形成するラウンドシール加工が施される。そして、裏面シート30の中央部分にホットメルト系接着剤が塗布された剥離シート34が付与された後に、ラウンドシールにて接合された接合部31に沿って切断され吸収性物品1が生成される。
【0073】
上記実施形態の吸収性物品の製造方法によれば、トップ吸収体20が有する補強部25にて剥離可能に仮接合されるので、たとえ、仮接合を解除すべく剥離してもトップ吸収体20が損傷され難い吸収性物品1を製造することが可能である。
【0074】
また、仮接合される補強部25は表面シート14同士が圧着されて形成されるので、たとえ仮接合された部位を剥離した際に補強部25が損傷したとしても吸収体素材12aが外部に露出することがない吸収性物品1を製造することが可能である。
【0075】
また、補強部25は折り畳まれた表面シート14間に接着剤が塗布されて圧着されるので、より強固に補強された補強部25を形成することが可能である。
【0076】
さらに、補強部25にエンボス加工が施されるので、さらに強固に補強された補強部25を形成することが可能である。
【0077】
また、ベース吸収体10とトップ吸収体20の補強部25とは圧着されており接合力が比較的低いので、剥離し易い状態でベース吸収体10とトップ吸収体20とを仮接合することが可能である。
【0078】
また、トップ吸収体20の後端20b部が仮接合され、反対側の前端20a部が本接合されているので、後端20b部をベース吸収体10から剥離させて、トップ吸収体20がベース吸収体10と前端20a部のみで接合された状態とすることが可能であり、後端20b部側をベース吸収体10から離した状態で使用することが可能な吸収性物品1を製造することが可能である。このため、トップ吸収体20をベース吸収体10から分離させて臀部の溝に入り込ませ身体に密着させて使用することが可能な吸収性物品1を製造することが可能である。
【0079】
また、熱可塑性かつ液不透過性の裏面シート30は、ベース吸収体10の、トップ吸収体20が接合される表面と反対の裏面に接合されるので、ベース吸収体10及びトップ吸収体20が吸収した液体の、裏面への漏れを防止する機能を備えた吸収性物品1を製造することが可能である。
【0080】
さらに、折り畳みステップにて吸収性物品1が折り畳まれる際には、ベース吸収体10とトップ吸収体20とが重ねられて折り畳まれるが、トップ吸収体20の後端20bが仮接合されていることにより、折り畳む際にトップ吸収体20の位置がずれることはなく、安定した製品を提供することが可能である。
【0081】
また、上記実施形態に示す吸収性物品の製造方法にて製造された吸収性物品1によれば、トップ吸収体20の後端20b側の仮接合を剥離して、容易にベース吸収体10と前端側にて接合された状態とすることが可能である。また、ベース吸収体10とトップ吸収体20とが加熱しつつ接合されて、より強固に接合されており、また、仮接合されるトップ吸収体20の後端20bは補強された補強部25にて仮接合されているので、トップ吸収体20を損傷させないようにベース吸収体10から容易に分離させ、臀部の溝にはいりこませて身体に密着させて使用するものとして好適な吸収性物品1を提供することが可能である。
【0082】
上記実施形態においては、ベース吸収体10とトップ吸収体20の補強部25とを圧着により仮接合した例について説明したが、ベース吸収体10とトップ吸収体20の補強部25とは微量の接着剤にて接着してもよい。この場合には、ベース吸収体10とトップ吸収体20の補強部25とが表面のみで接合されるので、比較的剥離し易い状態でベース吸収体10とトップ吸収体20とを仮接合することが可能である。
【0083】
上記実施形態にて形成された吸収性物品1は、トップ吸収体20の後端20bが裏面シート30の後端と重なるか、又は後端縁より内側に位置するように構成されているが、メイン製造ステップS300、S301の後に、トップ吸収体20の後端20b側の補強部25に、例えばフィルムを裏面シート30の後端縁より後側に突出するように、ホットメルト系接着剤にて貼着してもよい。この場合には、貼着したフィルムが、トップ吸収体20の後端20b側をベース吸収体10から剥離させる際に、把持する把持部となる。すなわち、把持部が裏面シート30の後端縁より後側に突出しているので、使用者が把持部を探り当て易くなる。また、このフィルムのベース吸収体10側の面に粘着材を塗布し、表面シート14と仮接合することも可能であり、この場合にはフック材22を用いることなく、トップ吸収体20の後端20b側を下着に保持させることが可能である。本実施形態においては把持部をフィルムにて形成した例について説明したが、フィルムの他、例えば液不透過性の高いSMS等の不織布を、ホットメルト系接着剤を介在させて三つ折りにし、さらにエンボス処理を施して補強したものであってもよい。
【0084】
===第3実施形態===
上述した第1実施形態及び第2実施形態に係る吸収性物品1は、吸収性物品本体としてのベース吸収体10が吸収体基材12と表面シート14とを有していたが、吸収性物品本体は、必ずしも吸収体基材12を有していなくともよい。
【0085】
第3実施形態の吸収性物品2は、吸収性物品本体が表面シート14のみにて構成されている例について説明する。以下の説明においては、第1実施形態と同様の部材には同一の符号を付し、その説明及び同様のステップに関する説明を省略する。
【0086】
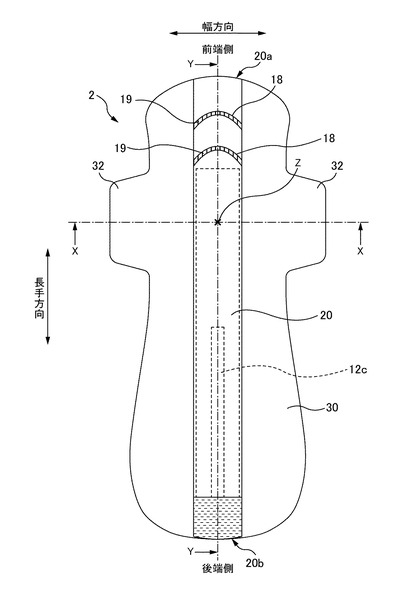
図17は第3実施形態に係る吸収性物品の表面側を示す平面図である。図示するように、第3実施形態における吸収性物品2は所定方向に長い形状をなし、吸収性物品本体としての表面シート14と、表面シート14の一方の面としての表面に接合され、表面シート14の幅方向における中央に長手方向に沿って配置された吸収体としてのトップ吸収体20と、表面シート14の他方の面としての裏面側に設けられ、トップ吸収体20に吸収されるべき液体の裏面側への漏れを防止するためのシート部材としての裏面シート30と、を備えている。
【0087】
トップ吸収体20は、表面シート14上に、その長手方向に沿って配置されている。そして、トップ吸収体20の一方の端部としての前端20a側は表面シート14に本接合され、他方の端部としての後端20b側は表面シート14から離間可能に形成されている。未使用時には、後端20b側は、表面シート14に仮接合されている。トップ吸収体20の前端20a側及び後端20b側には、補強部25、26が形成されている。
【0088】
本実施形態では、吸収性物品本体が表面シート14のみにて構成されている例について説明したが、表面シート14の他にシート状の部材を積層した部材を吸収性物品本体としてもよい。
【0089】
<<第3実施形態の吸収性物品の製造方法>>
第3実施形態の吸収性物品2の製造方法について説明する。図18は、第3実施形態のメイン製造ステップを説明するための図である。
【0090】
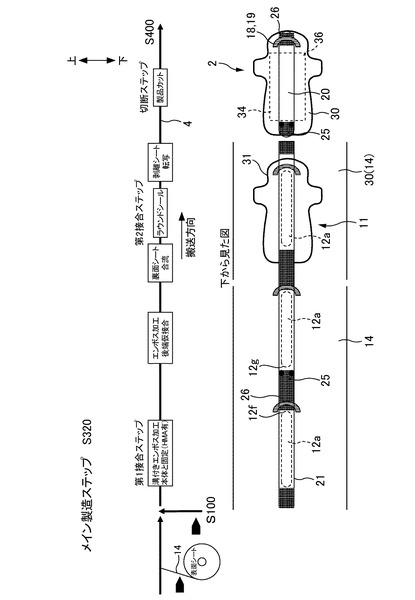
第3実施形態の吸収性物品2は、トップ吸収体20を、連続体21として製造してもよいし、単体の吸収体として製造してもよいが、ここでは連続体21として製造する製造方法について説明する。吸収性物品2を製造するための製造方法は、連続体製造ステップS100と、メイン製造ステップS320と、包装前処理ステップS400と、包装ステップS500とを有している。そして、吸収性物品本体が表面シート14のみであるため上記実施形態のベース吸収体製造ステップに相当する工程がなく、メイン製造ステップS320にて最初に表面シート14が供給される点が第1実施形態の製造方法と相違する。
【0091】
<メイン製造ステップS320>
図18に示すように、搬送装置4上には、帯状の表面シート14が供給されている。搬送装置4には、連続体製造ステップS100にて製造された連続体21が表面シート14の下方から搬送装置4上に供給される。このとき、トップ吸収体20の身体当接面側、すなわち中間シート16が設けられた側が搬送装置4と対向するように供給される。また、各吸収体素材12aに対し前端側となる補強部26にホットメルト系接着剤が塗布されて供給される。
【0092】
次に、連続体21のトップ吸収体20となる部位の前端12f側の補強部26と表面シート14とに、第1接合ステップとして上述した溝付きエンボス加工が施される。この溝付きエンボス加工により連続体21の補強部26と表面シート14とに溝部18及び深底凹部19(図17)が圧搾されるとともに熱融着されることにより本接合されて一体化される。一方、連続体21のトップ吸収体20となる部位の後端12g側の補強部25と表面シート14とにエンボス加工が施され仮接合される。
【0093】
前端側が本接合されて、後端側が仮接合された連続体21と表面シート14(以下、積層吸収体13という)上に、裏面シート30が供給される。
積層吸収体13上に裏面シート30が載置された状態で搬送されると吸収性物品2の外形形状、すなわち平面形状における外縁に、全周に亘って接合部31を形成する第2接合ステップとしてラウンドシール加工が施される。
次に、裏面シート30の中央部分にホットメルト系接着剤が塗布された剥離シート34が付与される。
剥離シート34が付与されると、吸収性物品2の平面形状における外縁に沿って、すなわちラウンドシールにて接合された接合部31に沿って、カッター等により切断され吸収性物品2が生成される(切断ステップ)。このとき、連続体21も単体のトップ吸収体20に切断されて個別の吸収性物品2が形成される。
【0094】
第3実施形態の吸収性物品の製造方法によれば、吸収性物品本体が表面シート14にて構成され、薄型でコンパクトな吸収性物品2を容易に製造することが可能である。
【0095】
===トップ吸収体の変形例===
上記実施形態では、トップ吸収体20を吸収体素材12aと中間シート16との外周を表面シート14が包んでおり、トップ吸収体20の前端20a側及び後端20b側には、表面シート14のみが折り畳まれて接着された状態でエンボス加工が施されて補強部25、26が形成されているが、トップ吸収体20は、補強部25、26にも吸収体素材12aが存在しても構わない。
【0096】
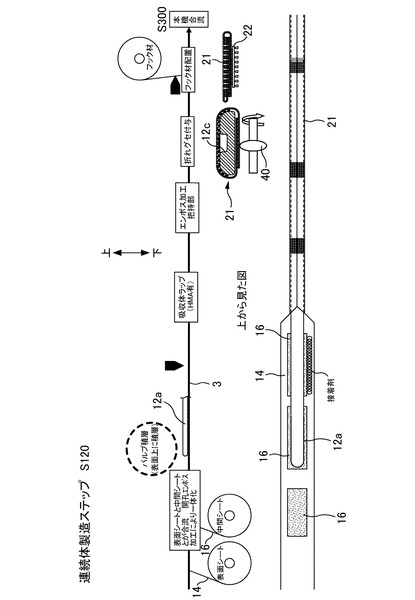
<連続体製造ステップS120>
図19は、補強部にも吸収体素材が存在するトップ吸収体の製造方法を示す図である。
帯状の表面シート14が、連続体製造用の搬送装置3上に供給される。
搬送された表面シート14上には、単票状に切断された中間シート16が供給され、開孔エンボス加工により、表面シート14と中間シート16とが一体化される。
一体化された表面シート14と中間シート16とが搬送されると中間シート16上に、エアレイドパルプシートや液吸収性を有する不織布といったシート状物が吸収体素材12aとして積層される。
繋がって搬送される吸収体素材12aの、搬送方向と交差する方向に位置する表面シート14上にホットメルト系接着剤が塗布される。
搬送装置3の屈曲された表面に沿って表面シート14が案内されることにより、吸収体素材12aが、中間シート16と一体となった表面シート14によって包まれる。
【0097】
次に、表面シート14に包まれた一本の繋がった吸収体素材12aに所定の間隔にてエンボス加工が施される。このエンボス加工によりエンボスを形成すると共に接着する。この場合には、第1実施形態にて、搬送方向に隣接する吸収体素材12a間に施したエンボス加工より突出量が大きな突部を有する下ローラが用いられ、突部により表面シート14、吸収体素材12a、中間シート16が圧搾され、圧搾された箇所が補強部25、26となって、吸収体素材12aの前後にそれぞれ補強部25、26が形成されたトップ吸収体20の連続体21が製造される。
連続体21は、更に搬送されて吸収体素材12aの薄肉部12cに沿って折り癖を付与する処理が施される。
その後、連続体21の各々のトップ吸収体20となる部位に対しフック材22が供給され、メイン製造ステップS300に供給される。
【図面の簡単な説明】
【0098】
【図1】本実施形態に係る吸収性物品の表面側を示す平面図である。
【図2】本実施形態に係る吸収性物品の裏面側を示す図である。
【図3】図1におけるX−X断面図である。
【図4】図1におけるY−Y断面図である。
【図5】本実施形態に係る吸収性物品を示す斜視図である。
【図6】トップ吸収体を示す平面図である。
【図7】図7(a)は図6におけるA−A断面図である。図7(b)は図6におけるB−B断面図である。図7(c)は図6におけるC−C断面図である。
【図8】吸収性物品が包装される状態を説明するための図である。
【図9】吸収体物品が製造されるステップを説明するための図である。
【図10】連続体製造ステップを説明するための図である。
【図11】ベース吸収体製造ステップを説明するための図である。
【図12】メイン製造ステップを説明するための図である。
【図13】包装前処理ステップを説明するための図である。
【図14】包装ステップを説明するための図である。
【図15】連続体切断ステップを説明するための図である。
【図16】第2実施形態のメイン製造ステップを説明するための図である。
【図17】第3実施形態に係る吸収性物品の表面側を示す平面図である。
【図18】第3実施形態のメイン製造ステップを説明するための図である。
【図19】補強部にも吸収体素材が存在するトップ吸収体の製造方法を示す図である。
【符号の説明】
【0099】
1 吸収性物品、1a 前端、1b 後端、2 吸収性物品、3 搬送装置、
4 搬送装置、10 ベース吸収体、11 積層吸収体、12 吸収体基材、
12a 吸収体素材、12b 薄葉紙、12c 薄肉部、12f 前端、
12g 後端、13 積層吸収体、14 表面シート、16 中間シート、
18 溝部、18a 第1溝部、18b 第2溝部、19 深底凹部、
20 トップ吸収体、20a 前端、20b 後端、21 連続体、
22 フック材、25 補強部、25a 把持部、26 補強部、27 接着剤、
30 裏面シート、31 接合部、32 保持部、34 剥離シート、
35 接着剤、36 包装シート、36a 前端、36b 後端、36c 縁部、
38 リードテープ、40回転盤、
Z 身体排泄口部位当接想定位置
【技術分野】
【0001】
本発明は、吸収性物品の製造方法、及び、吸収性物品に関する。
【背景技術】
【0002】
従来、経血などの所定の液体を吸収する吸収性物品として、液体を吸収する本体部と、本体部の表面に部分的に固定された表面構造体とを有し、本体部の裏面には液体の漏れを防止するためにポリエチレン等の液不透過性シートが設けられた吸収性物品が知られている(例えば、特許文献1参照)。近年、このような吸収性物品は、使用時に表面構造体を身体の前後方向に沿うように配置し、前方側を本体部に固定し後方側を本体部と分離可能とし、後方側の部位が臀部の溝に入り込むように装着することにより、ずれを防止することが考えられている。そして使用する際には、使用者が表面構造体の後端を後方に引き上げることで、表面構造体を臀部の溝に配置させることが考えられる。また、表面構造体の前方が固定されているだけでは表面構造体の後端の位置が不安定であり、使用者は表面構造体の後端を掴みにくいため、使用するまでは剥離可能な程度に本体部に仮固定されていることが望ましい。
【特許文献1】特開2003−79662号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
上記のような従来の吸収性物品の表面構造体が本体部に仮固定されていた場合には、使用者は使用する際に、表面構造体の後端を本体部から引き離す方向に引っ張って仮固定を解除しなければならない。このとき、仮固定されている部位が身体に接触する部材と同様に柔軟な状態であると、仮固定されていた部位が損傷する畏れがある。
【0004】
本発明は、上記のような従来の問題に鑑みなされたものであって、液体を吸収するための吸収体が損傷され難い吸収性物品の製造方法及びその吸収性物品を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記のような課題を解決するために、主たる本発明は、吸収性物品本体と、前記吸収性物品本体に接合され、液体を吸収するための吸収体と、を有する吸収性物品の製造方法であって、前記吸収体の所定の部位を補強して補強部を形成する補強部形成ステップと、前記吸収体の前記補強部を剥離可能に前記吸収性物品本体と仮接合する仮接合ステップと、を有することを特徴とする吸収性物品の製造方法である。
【発明の効果】
【0006】
本発明によれば、液体を吸収するための吸収体が損傷され難い吸収性物品の製造方法及びその吸収性物品を提供することが可能となる。
【発明を実施するための最良の形態】
【0007】
本明細書及び図面には、少なくとも次の事項が開示されている。
吸収性物品本体と、前記吸収性物品本体に接合され、液体を吸収するための吸収体と、を有する吸収性物品の製造方法であって、前記吸収体の所定の部位を補強して補強部を形成する補強部形成ステップと、前記吸収体の前記補強部を剥離可能に前記吸収性物品本体と仮接合する仮接合ステップと、を有することを特徴とする吸収性物品の製造方法である。
このような吸収性物品の製造方法によれば、吸収体において剥離可能に仮接合される部位は補強された補強部なので、たとえ、仮接合された部位を剥離しても吸収体が損傷され難い吸収性物品を製造することが可能である。
【0008】
かかる吸収性物品の製造方法であって、前記吸収体は、液体を吸収する主材と、前記主材を包む表面シート材とを有し、前記補強部形成ステップにおいて、前記表面シート材同士が圧着されて前記補強部が形成されることが望ましい。
このような吸収性物品の製造方法によれば、仮接合される補強部は表面シート材同士が圧着されて形成されるので、たとえ仮接合された部位を剥離した際に補強部が損傷したとしても主材が外部に露出されない吸収性物品を製造することが可能である。
【0009】
かかる吸収性物品の製造方法であって、前記補強部形成ステップにおいて、前記表面シート材が圧着される際には、前記表面シート材が折り畳まれ、折り畳まれた前記表面シート材間に接着剤が塗布されていることが望ましい。
このような吸収性物品の製造方法によれば、補強部は折り畳まれた表面シート材間に接着剤が塗布されて圧着されるので、より強固に補強された補強部を有する吸収性物品を製造することが可能である。
【0010】
かかる吸収性物品の製造方法であって、前記補強部形成ステップにおいて、前記表面シート材が圧着される際には、エンボス加工が施されることが望ましい。
このような吸収性物品の製造方法によれば、補強部にエンボス加工が施されるので、さらに強固に補強された補強部を形成することが可能である。
【0011】
かかる吸収性物品の製造方法であって、前記吸収体の前記補強部と前記吸収性物品本体とは圧着されることにより仮接合されることが望ましい。
このような吸収性物品の製造方法によれば、吸収性物品本体と吸収体の補強部とは圧着されており接合力が比較的低いので、剥離し易い状態で吸収性物品本体と吸収体とを仮接合することが可能である。
【0012】
かかる吸収性物品の製造方法であって、前記仮接合ステップにおいて、前記吸収体の前記補強部と前記吸収性物品本体とは接着されることにより仮接合されてもよい。
このような吸収性物品の製造方法によれば、吸収性物品本体と吸収体の補強部とは接着されて表面で接合されるので、比較的剥離し易い状態で吸収性物品本体と吸収体とを仮接合することが可能である。
【0013】
かかる吸収性物品の製造方法であって、前記吸収体は、所定方向に長い外形形状をなし、前記仮接合ステップにおいて、長手方向における一方の端部が接合され、さらに、他方の端部を前記吸収性物品本体から剥離不能に接合する本接合ステップを有することが望ましい。
このような吸収性物品の製造方法によれば、吸収体の一方の端部が仮接合され他方の端部が本接合されているので、一方の端部を吸収性物品本体から剥離させて、吸収体が他方の端部のみで吸収性物品本体と接合された状態とすることが可能であり、一方の端部側を吸収性物品本体から離した状態で使用することが可能な吸収性物品を製造することが可能である。このため、例えば、吸収体を吸収性物品本体から分離させて臀部の溝にはいりこませて身体に密着させて使用することが可能な吸収性物品を製造することが可能である。
【0014】
かかる吸収性物品の製造方法であって、前記吸収性物品本体の、前記吸収体が接合される面と反対の面に裏面シート状部材を接合する裏面シート状部材接合ステップを有することが望ましい。
このような吸収性物品の製造方法によれば、裏面シート状部材を備えた吸収性物品を製造することが可能である。特に裏面シート状部材は、吸収性物品本体の、吸収体が接合される面と反対の面に接合されるので、例えば吸収性物品本体及び吸収体が吸収した液体の、吸収体とは反対側の面への漏れを防止する裏面シート状部材を備えることが可能である。
【0015】
かかる吸収性物品の製造方法であって、前記補強部形成ステップ、前記仮接合ステップ、前記本接合ステップ、前記裏面シート状部材接合ステップ、の後に、前記裏面シート状部材と前記吸収性物品本体、及び、前記吸収体とを、前記裏面シート状部材を外側に位置させて折り畳む折り畳みステップを有することを特徴とする。
このような吸収性物品の製造方法によれば、折り畳みステップにて吸収性物品が折り畳まれる際には、吸収性物品本体と吸収体とが重ねられて折り畳まれるが、吸収体の一方の端部は仮接合されているので、折り畳む際に吸収体の位置がずれることはなく、安定した製品を提供することが可能である。
【0016】
かかる吸収性物品の製造方法であって、前記吸収性物品本体は、前記吸収体と異なる他の吸収体を備えていることが望ましい。
このような吸収性物品の製造方法によれば、吸収体が接合されている吸収性物品本体が他の吸収体を備えているので、たとえ吸収体に吸収されなかった液体が発生しても、吸収性物品本体が備える他の吸収体により液体を吸収させることが可能である。
【0017】
また、上記吸収性物品の製造方法にて製造されたことを特徴とする吸収性物品である。
このような吸収性物品によれば、吸収体を吸収性物品本体から分離させて、例えば臀部の溝にはいりこませて身体に密着させて使用することが可能な吸収性物品を提供することが可能である。
【0018】
===第1実施形態===
まず、第1実施形態に係る吸収性物品の構成の概要について説明する。本実施形態の吸収性物品は、生理用ナプキンであり、以下では身体に接触する側を表面側とし、下着に接する側を裏面側とし、装着時に人体の前側に位置する端部を前端、後側に位置する端部を後端として説明する。
【0019】
図1は本実施形態に係る吸収性物品の表面側を示す平面図、図2は本実施形態に係る吸収性物品の裏面側を示す図、図3は図1におけるX−X断面図、図4は図1におけるY−Y断面図、図5は本実施形態に係る吸収性物品を示す斜視図、図6はトップ吸収体を示す平面図、図7(a)は図6におけるA−A断面図、図7(b)は図6におけるB−B断面図、図7(c)は図6におけるC−C断面図である。
【0020】
<<吸収性物品>>
図示するように、本実施形態における吸収性物品1は所定方向に長い形状をなし、経血等の液体を吸収するためのほぼ長方形状をなす吸収性物品本体としてのベース吸収体10と、ベース吸収体10の表面に接合され、ベース吸収体10の幅方向における中央に長手方向に沿って配置された吸収体としてのトップ吸収体20と、ベース吸収体10の裏面側に設けられ、ベース吸収体10及びトップ吸収体20に吸収されるべき液体の裏面側への漏れを防止するための裏面シート状部材としての裏面シート30と、を備えている。
【0021】
本吸収性物品1では、吸収性物品1の幅方向における中心線上であって、長手方向における中央より前端側に、身体排泄口部位が吸収性物品1に当接することが想定される身体排泄口部位当接想定位置Zが位置している。すなわち、吸収性物品1は、身体排泄口部位当接想定位置Zから後端側の長さが身体排泄口部位当接想定位置Zから前端側の長さより長く形成されている。
【0022】
ベース吸収体10は、シート状のパルプを粉砕した粉砕パルプと高吸収性ポリマーと熱融着性繊維とを有する吸収体素材12a(図11)を例えばティッシュペーパー等の薄葉紙12b(図11)にて所定の厚さのシート状に包んだ他の吸収体としての吸収体基材12と、吸収体基材12の幅方向の中央部分における表面に貼り付けられた表面シート14とを有している。薄葉紙12bと表面シート14とはいずれも液透過性シートである。また、薄葉紙12bは、高吸収性ポリマーの粒子より目の細かなシートであり、吸収体基材12から外部に高吸収性ポリマーが漏れることを防止する。表面シート14は身体に接触する表面側に位置するため、薄葉紙12bより柔らかなシートが用いられている。
【0023】
トップ吸収体20もベース吸収体10と同様に、粉砕パルプと高吸収性ポリマーと熱融着性繊維とからなる主材としての吸収体素材12aを有し、身体に接触する表面側に、表面シート材としての表面シート14より液体保持力の高い液透過性の中間シート16を備え、その外周をベース吸収体10と同様の表面シート14が包んでいる。中間シート16は、表面シート14より密度が高く表面張力による吸収性が高い部材であり、表面シート14の内側に中間シート16を設けることにより、表面シート14に浸透した液体を、表面シート14より液の引き込み性が高い中間シート16側に移動させている。
【0024】
トップ吸収体20は、ベース吸収体10より幅が狭く形成され、長手方向の長さは、ベース吸収体10の長さとほぼ等しく形成されている。トップ吸収体20は、ベース吸収体10上に、その長手方向に沿って配置されている。そして、トップ吸収体20の一方の端部としての後端20b側はベース吸収体10から離間可能に仮接合され、他方の端部としての前端20a側はベース吸収体10から剥離不能に本接合されている。未使用時には、後端20b側は、ベース吸収体10に仮接合されている。ここで本接合とは、トップ吸収体20とベース吸収体10とを故意に分離させようとすると、トップ吸収体20とベース吸収体10の少なくともいずれか一方の破損を伴うことが余儀なくされる程度に強固に接合されている状態を示し、仮接合とは、ベース吸収体10及びトップ吸収体20の機能を損なうことなく、使用者がトップ吸収体20をベース吸収体10から剥離して容易に分離することができる程度に接合されている状態を示している。トップ吸収体20がベース吸収体10に仮接合された状態で、トップ吸収体20の後端20bとベース吸収体10の後端とはほぼ重なっている。
【0025】
また、トップ吸収体20の幅方向における中央部には、後端側のほぼ半分の領域に長手方向に沿って、図7(b)に示すように、吸収体素材12aの量を他の部位より少なくした薄肉部12cが形成されている。この薄肉部12cによりトップ吸収体20は長手方向に沿って表面側が山となって連なるように折れ曲がり易く形成されている。
【0026】
また、トップ吸収体20の前端20a側及び後端20b側には、表面シート14のみが折り畳まれ、畳まれた表面シート14の間に接着剤27が介在された状態でエンボス加工が施されて補強部25、26が形成されている。具体的には、まず、表面シート14上に配置された吸収体素材12aを包むように、吸収体素材12aの両側に位置する表面シート14の幅方向の端部をそれぞれ吸収体素材12a上に巻き付け、重なり合った部位を接着して筒状とする。筒状となった表面シート14の内側に吸収体素材12aが位置するように構成する。このとき、筒状をなす表面シート14の開口端は吸収体素材12aの端より十分に長く延出させておく。そして、延出されている開口端の内側、すなわち表面シート14同士が対向する位置に接着剤27を塗布しておき、延出されている部位にエンボス加工を施して圧着することにより、吸収体素材12aより外側に補強部25、26を形成する。このため、補強部25、26には吸収体素材12a及び中間シート16は存在しない。そして、後端20b側の補強部25における端側の部位は、装着する際などに使用者が摘むための把持部25aとなる。なお、エンボス加工については後述する。
【0027】
また、後端20b側の補強部25における吸収体素材12a側の部位25bであってベース吸収体10と対向する位置には、使用時にトップ吸収体20の後端20b側を下着に固定するためのフック材22が設けられている。このフック材22は、例えば、メカニカルファスナーの雄材である。ベース吸収体10とトップ吸収体20の後端20b側補強部25とが重ねられた部位はエンボス加工により圧着されて仮接合されているが、フック材22も、未使用時にトップ吸収体20の後端20b側とベース吸収体10の表面シート14とを仮接合すべく機能する。なお、フック材22を仮接合するために用いることを記載しているが、仮接合の方法はエンボス加工による圧着のみでも、また、フック材22の代わりに接着してもよく、これらに限らない。
【0028】
裏面シート30は、ポリエチレンやポリプロピレン等の熱可塑性かつ液不透過性のシートである。裏面シート30は、ベース吸収体10より十分に広く形成され、幅方向の両側には、長手方向において身体排泄口部位当接想定位置Zを中心とする所定領域に、幅方向外側に延出された保持部32が形成されている。裏面シート30の裏面側であって、表面側にベース吸収体10が存在する領域付近と保持部32とには、接着剤35を介して剥離シート34(図2、図8)が設けられている。吸収性物品1の使用時には、剥離シート34が剥がされて裏面シート30が下着の内側に当接されると共に、保持部32が外側に折り返されて下着の外面に当接され、裏面シート30と下着との間に介在された接着剤35により、吸収性物品1が下着に保持される。なお、剥離シート34には剥離剤が塗布されており接着剤から容易に剥がすことが可能である。
【0029】
次に、包装された形態の吸収性物品1について説明する。図8は、吸収性物品が包装される状態を説明するための図である。
【0030】
包装された形態の吸収性物品1は、保持部32が表面側に折り曲げられると共に、両側の保持部32と裏面側とにそれぞれ、接着剤35を覆う剥離シート34が設けられている。剥離シート34が設けられた状態の吸収性物品1は、裏面側に配置された長方形状の包装シート36とともに、長手方向に沿って巻き込むように表面側に折り畳まれている。このとき、包装シート36における吸収性物品1の後端1b側の端部(以下、包装シート36の後端36bという)は、吸収性物品1より長く延出されて接着剤が僅かに塗布されており、吸収性物品1と共に包装シート36を折り曲げた際にトップ吸収体20の表面側に折り畳まれた保持部32に設けられた剥離シート34の剥離処理されていない側に極弱い接着力で接着される。そして、包装シート36における前端36a側に設けられたリードテープ38が、吸収性物品1とともに既に折り曲げられている後端36b側の包装シート36の外面に貼り付けられている。吸収性物品1とともに折り畳まれた包装シート36は、その長手方向における縁部36cが接着されて封止され、袋状となった包装シート36内に吸収性物品1が収容された状態で使用者に供給される。
【0031】
包装された吸収性物品1は、使用者によりリードテープ38が剥がされ包装シート36が開かれると前端1aが露出される。露出された吸収性物品1の前端1aと、リードテープ38が付いた包装シート36とが引きはがされることにより、吸収性物品1が容易に取り出されるように構成されている。取り出された吸収性物品1は、裏面側の剥離シート34が剥がされて下着の任意の位置に配置される。そして、保持部32の剥離シート34が剥がされて下着側に折り返され、下着の外側に接着剤35にて貼着することにより下着に固定される。吸収性物品1が固定された下着が身体側に引き上げられた後、使用者により把持部25aが把持されてトップ吸収体20が引き上げられることにより、ベース吸収体10とトップ吸収体20との仮接合が解除されてベース吸収体10からトップ吸収体20の後端20b側が離間される。
【0032】
その後、使用者が把持部25aを長手方向(ほぼ上下方向)に移動させることにより、トップ吸収体20が身体排泄口部位及び身体排泄口部位近傍の身体の溝部に密着するようにトップ吸収体20の位置が調整される。トップ吸収体20が位置調整された状態で、下着の後ろ身頃の肌側表面もしくは下着の縁部にて折り曲げられて固定される。これにより、身体に好適に当接された状態でトップ吸収体20が位置決めされる。
【0033】
<<吸収性物品の製造方法>>
次に、上記吸収性物品1の製造方法について説明する。図9は、吸収体物品が製造されるステップを説明するための図である。
【0034】
上記吸収性物品1を製造する製造方法の第1実施形態は、トップ吸収体20が連なった連続体21を製造する連続体製造ステップS100と、ベース吸収体10を製造するベース吸収体製造ステップS200と、ベース吸収体10及び連続体21を用いて吸収性物品1を製造するメイン製造ステップS300と、吸収性物品1を包装可能な状態とする包装前処理ステップS400と、吸収性物品1を包装する包装ステップS500とを有している。
【0035】
図10は、連続体製造ステップを説明するための図である。図11は、ベース吸収体製造ステップを説明するための図である。図12は、メイン製造ステップを説明するための図である。図13は、包装前処理ステップを説明するための図である。図14は、包装ステップを説明するための図である。図10〜図14においては、各製造ステップの流れを上側に示し、下側に製造されていく物品のイメージを示している。製造にあたっては材料及び製造物がコンベア等の搬送装置上に載置されて移動されつつ吸収性物品1が製造されていく。
【0036】
<連続体製造ステップS100>
ロール状に巻かれた帯状の表面シート14が、図10に示すように連続体製造用の搬送装置3上に供給される。表面シート14が搬送される際には、搬送装置3の下方から空気が吸引されており、表面シート14は搬送装置3側に引き付けられている。
【0037】
搬送された表面シート14上には、単票状に切断された中間シート16が供給され、開孔エンボス加工により、表面シート14と中間シート16とが一体化される。開孔エンボス加工は、上下に相対向する2つのローラ(不図示)間を通過することにより実行される。例えば、開孔エンボス加工に用いる一方のローラには円錐状に形成された突部が設けられており、対向するローラには円錐状の突部が入り込む穴が設けられている。そして、突部が形成されているローラは加熱されており、円錐状の突部が表面シート14及び中間シート16を貫通して開孔が形成される際に開孔縁部が熱融着されることにより表面シート14と中間シート16とが一体化される。
【0038】
一体化された表面シート14と中間シート16とが搬送されると中間シート16上に、シート状のパルプを粉砕する装置から供給される粉砕パルプと高吸収ポリマーと熱融着性繊維とが混合された吸収体素材12aが所定の形に形成されて積層される。このとき、連続して供給される表面シート14上に搬送方向に沿って間隔を隔てて配置された中間シート16の上に吸収体素材12aが載置された状態で搬送されていく。
【0039】
連なって搬送され、互いに隣接する吸収体素材12a間と、幅方向(搬送方向と交差する方向)において吸収体素材12aの横に位置する表面シート14上とにホットメルト系接着剤27が塗布される。
【0040】
搬送装置3の表面形状は、ホットメルト系接着剤27が塗布された表面シート14、中間シート16、吸収体素材12aの積層体が搬送されると表面シート14が吸収体素材12aを包むように、表面シート14を案内すべく屈曲されている。搬送装置3の屈曲された表面に沿って表面シート14が案内されることにより、吸収体素材12aが中間シート16と一体となった表面シート14によって包まれる。本実施形態では、吸収性物品1として完成した際に表面となる側が搬送装置3側に向けられている。このため、吸収体素材12aが表面シート14によって包まれた際には、表面シート14の幅方向における端部が吸収体素材12aの上側で重ね合わせられて接着され、表面シート14は筒状となる。このとき、吸収体素材12aは所定の間隔にて搬送装置3に供給されており、筒状に形成された表面シート14の中は複数の吸収体素材12aが間隔を隔てて連なった状態となっている。
【0041】
次に、表面シート14に包まれた隣接する吸収体素材12a間を、補強部形成ステップとしてエンボス加工によりエンボスを形成すると共に接着する。エンボス加工は、上述した開孔エンボス加工と同様に、上下に相対向する2つのローラ間を通過することにより実行されるが、搬送装置3側に設けられる下ローラには、吸収体素材12aが搬送されてきたときにエンボスを形成したい領域に当接される部位に突部が形成されており、対向する上ローラの表面は平坦に形成されている。このとき突部の先端は平坦に形成されているため、表面シート14には平坦な底部を有する凹部が形成される。中間シート16と一体となった表面シート14に包まれた吸収体素材12aが、上ローラと下ローラとの間を通過することにより、突部が隣接する吸収体素材12a間が圧搾される。突部により圧搾された吸収体素材12a間は接着されて封止され、封止された箇所が補強部25、26となって、吸収体素材12aの前後にそれぞれ補強部25、26が形成されたトップ吸収体20の連続体21が製造される。
【0042】
連続体21は、更に搬送されて吸収体素材12aの薄肉部12cに沿って折り癖を付与する処理が施される。折り癖は、トップ吸収体20が身体排泄口部位近傍の身体の溝部に密着するように、トップ吸収体20の幅方向におけるほぼ中央にて折れ曲がりやすいように付与される。この折り癖を付与する処理により、吸収性物品1が装着される際に幅方向の中央にて自然に折れ曲がるように折り癖が付与される。折り癖は、図10に示すように幅方向に沿う軸に支持されて、搬送装置3の搬送方向に沿って回転する円盤状の回転盤40上を、吸収体素材12aが表面シート14によって連ねられた状態で通過することによって付与される。このとき、回転盤40は、搬送方向において吸収体素材12aの薄肉部12c及びその近傍のみ、表面シート14が重ね合わせられた側から接触するように構成されている。
【0043】
その後、連続体21の各々のトップ吸収体20となる部位に対しフック材22が供給される。このときフック材22の裏面にはホットメルト系接着剤が塗布されている。そして、フック材22は、各トップ吸収体20に対する搬送方向の前後に設けられた補強部25、26のいずれか一方に接着される。本実施形態では、搬送方向の前方が吸収性物品1の前端1aが位置するように搬送されるので、搬送方向の後側に位置する補強部25にフック材22が接着される。この状態で、メイン製造ステップS300に供給される。
【0044】
<ベース吸収体製造ステップS200>
ベース吸収体製造ステップS200は、連続体製造ステップS100とは異なる搬送装置4上にて実行される。
【0045】
ロール状に巻かれた帯状の薄葉紙12bが引き出されて、図11に示すように搬送装置4上に供給される。
搬送された薄葉紙12b上には、シート状のパルプを粉砕する装置から供給される粉砕パルプと高吸収ポリマーと熱融着性繊維とが混合された吸収体素材12aが所定の形に形成されて載置される。このとき、吸収体素材12aは、ほぼ長方形状をなし長手方向が搬送方向に沿うように配置される。
薄葉紙12b上に吸収体素材12aが積層された状態で搬送される際には、搬送装置4の下方から空気が吸引されており、薄葉紙12b及び吸収体素材12aは搬送装置4側に引き付けられている。
【0046】
搬送装置4の表面形状は、積層された薄葉紙12bと吸収体素材12aとが搬送されると薄葉紙12bが吸収体素材12aを包むように屈曲されており、搬送装置4の屈曲された表面に沿って薄葉紙12bが案内されることにより、吸収体素材12aが薄葉紙12bによって包まれる。本実施形態では、吸収性物品1として完成した際に表面となる側が搬送装置4側に向けられている。このため、吸収体素材12aが薄葉紙12bによって包まれた際には、薄葉紙12bの幅方向(搬送方向と交差する方向)における端部が吸収体素材12aの上面側で重ね合わせられて接着され、薄葉紙12bは筒状となる。このとき、吸収体素材12aは所定の間隔にて搬送装置4に供給されており、筒状に形成された薄葉紙12bの中は複数の吸収体素材12aが間隔を隔てて連なった状態となっている。
【0047】
次に、薄葉紙12bと、薄葉紙12bに包まれた吸収体素材12aとを一体化するために、搬送方向における先端部及び後端分と、搬送方向の半分より先端側であって幅方向(搬送方向と交差する方向)の中央部分とを圧搾してエンボスを形成するエンボス加工を施す。エンボス加工は、上述したように上下に相対向する2つのローラ(不図示)間を通過することにより実行される。例えば、搬送装置4側に設けられる下ローラには、吸収体素材12aが搬送されてきたときにエンボスを形成したい領域に当接される部位に突部が形成されており、対向する上ローラの表面は平坦に形成されている。薄葉紙12bに包まれた吸収体素材12aが、上ローラと下ローラとの間を通過することにより、突部が薄葉紙12bと吸収体素材12aとを共に圧搾する。薄葉紙12bと吸収体素材12aとは突部により圧搾されて複数のエンボスが形成されることにより一体化される。
【0048】
エンボスが形成されて一体化された薄葉紙12bと吸収体素材12aとは、吸収体素材12aの外形形状に沿ってカッター等にて切断される。切断された薄葉紙12bと吸収体素材12aとが搬送される先には、ロール状に巻かれた帯状の表面シート14が上面にホットメルト系接着剤が塗布された状態で搬送装置4上に供給されている。そして、一体化された薄葉紙12bと吸収体素材12aとが搬送されることにより表面シート14上に載置される。
【0049】
表面シート14と共に搬送された薄葉紙12bと吸収体素材12aとには、溝付きエンボス加工を施す。溝付きエンボス加工は、上述したエンボス加工と同様に、上下に相対向する2つのローラ間を通過させて一方のローラに設けられた突部によりエンボスを形成するが、溝付きエンボス加工では、圧搾された部位に繋がった溝部18(図5)が形成されると共に、溝部18内に更に深い底部を有する深底凹部19(図5)が、溝部18に沿って複数形成される。また、このとき、突部を有するローラは、50℃〜200℃程度に加熱されている。このため、溝付きエンボス加工では加熱しつつ圧搾することにより、吸収体素材12aに含まれる熱融着性繊維が熱により接着が促され、薄葉紙12bと吸収体素材12aと表面シート14とを一体とする溝部18や深底凹部19が形成される。本実施形態では、図11に示すように吸収体素材12aの幅方向における中央部に長手方向に沿って、長手方向のほぼ全域に長丸状の第1溝部18aと、第1溝部18aの平行な直線部を繋ぐように形成される円弧状の複数の第2溝部18bとが形成されている。このとき、第1溝部18aの直線状の溝間の幅は、トップ吸収体20の幅とほぼ一致するように形成され、溝部18a、18b内には複数の深底凹部19が形成されている。このため、一方のローラには、第1溝部18a及び第2溝部18bを形成するための、繋がった溝用突部が設けられており、溝用突部の頂部には複数の深底凹部19を形成するための突部が互いに間隔を隔てて設けられている。溝付きエンボス加工により形成された溝部18a、18bは、表面シート14の吸収体素材12aからの浮き上がりを防止し、さらに、溝部18a、18b内に経血等が流入した場合には、高密度に圧搾された部位への浸透を促して経血等の拡散を抑える機能を有するとともに、装着時に身体への密着性を高めるための立体的な屈曲を促す機能も有している。
【0050】
<メイン製造ステップS300>
図12に示すように、連続体製造ステップS100にて製造された連続体21がベース吸収体10の下方から搬送装置4上に供給される。このとき、トップ吸収体20の身体当接面側、すなわち中間シート16が設けられた側が搬送装置4と対向するように供給される。また、各吸収体素材12aに対し前端側となる補強部26にホットメルト系接着剤が塗布されて供給される。
【0051】
搬送される連続体21の各吸収体素材12aの上方に位置させて、ベース吸収体製造ステップS200にて製造されたベース吸収体10が供給される。このとき、連続体21は、ベース吸収体10の幅方向におけるほぼ中央に配置され、連続体21のトップ吸収体20となる部位の前後の補強部25、26がベース吸収体10の前端及び後端に位置するように位置決めされる。また、ベース吸収体10の表面側が連続体21の吸収体素材12aに当接される。
【0052】
次に、連続体21のトップ吸収体20となる部位の前端12f側の補強部26とベース吸収体10の前端側とが重なった部位に、本接合ステップとして上述した溝付きエンボス加工が施される。この溝付きエンボス加工により連続体21の吸収体素材12aとベース吸収体10とに溝部18及び深底凹部19(図1)が圧搾されるとともに熱融着されることにより本接合されて一体化される。また、このとき、連続体21のトップ吸収体20となる部位は表面シート14により連なっているので、連続体21とベース吸収体10とが本接合された後は、ベース吸収体10も連なった状態で搬送される。一方、連続体21のトップ吸収体20となる部位の後端12g側の補強部25とベース吸収体10の後端側とが重なった部位に仮接合ステップとしてエンボス加工が施され仮接合される。
【0053】
前端側が本接合されて、後端側が仮接合された連続体21とベース吸収体10(以下、積層吸収体11という)上に、裏面シート30が供給される。裏面シート30は、ベース吸収体10の幅より十分に広い帯状のシートである。
【0054】
積層吸収体11上に裏面シート30が載置された状態で搬送されると吸収性物品1の外形形状、すなわち平面形状における外縁に、全周に亘って接合部31を形成するシート部材接合ステップとしてラウンドシール加工が施される。ラウンドシール加工は、吸収性物品1の平面形状における外縁となる部位を加熱圧着して硬化させる処理であるが、必ずしも全周に亘って加熱圧着する必要はない。
【0055】
ラウンドシール加工は、上下に相対向する2つのローラ(不図示)間を通過することにより実行される。例えば、表面に吸収性物品1の平面形状における外縁と一致する突状部を備えたパターンロールと、表面がほぼ平滑な平滑ロールとの間に積層吸収体11及び裏面シート30を圧力及び熱を加えた状態で通過させることにより、吸収性物品1の平面形状における外縁と一致する接合部31が形成される。このとき、連続体21の各吸収体素材12aの後端に相当する部位とベース吸収体10及び裏面シート30とが重なる位置に当接される突状部は突出量が他の突状部より僅かに少なく形成されており、連続体21の補強部25とベース吸収体10及び裏面シート30とは、他の部位より弱い接合力にて接合される。また、このとき、表面側からパターンロールを当接させ、裏面側から平滑ロールを当接させて押圧することにより、表面側の良好な肌触りを実現している。
【0056】
本実施形態では、補強部25とベース吸収体10及び裏面シート30とが他の部位より弱い接合力にて接合される例について説明しているが、トップ吸収体20をベース吸収体10から剥離しやすく仮固定する方法は、これに限らない。例えば、補強部25が摘みやすいように補強部25のところのみ端部がラウンドシール加工されないように、補強部25の端部を避けてラウンドシール加工を施しても良い。例えば、ベース吸収体10と裏面シート30とをラウンドシール加工する際には、吸収性物品の外形形状に沿ってラウンドシール加工を施すが、補強部25とベース吸収体10及び裏面シート30とが重なる部位は、吸収性物品の外形形状より内側にラウンドシール加工を施して、補強部25の端部はベース吸収体10及び裏面シート30と接合されない状態としておく。このように、補強部25とベース吸収体10及び裏面シート30とが重なる部位のみ、補強部25の端部とベース吸収体10及び裏面シート30とが接合されない状態としておくことにより、使用者が補強部25を摘むことを可能とし、容易にベース吸収体10から剥離可能な構成とすることが可能である。このときも、突出部の突出量は少ない方が望ましい。
【0057】
また、連続体21は供給される際に単体のトップ吸収体20となる部位の前端側の補強部26にホットメルト系接着剤が塗布されて供給されているので、吸収性物品の外形形状に沿ってラウンドシール加工を施すことにより、後端側補強部25を前端側補強部26より弱い接合力にて仮接合することが可能である。すなわち、本実施形態のように、補強部25の仮接合とラウンドシール加工とを別工程にて行わなくとも、ラウンドシール加工を一度施すことによっても、後端側補強部25を前端側補強部26より弱い接合力にて仮接合することが可能である。
【0058】
次に、裏面シート30の中央部分にホットメルト系接着剤が塗布された剥離シート34が付与される。すなわち、接着剤35は裏面シート30に直接塗布されず、剥離シート34に塗布された状態で裏面シート30に供給される。そして、剥離シート34を裏面シート30に転写した後、剥離シート34を剥がすと接着剤35が裏面シート30に残るように構成されている。このとき、剥離シート34は、裏面シート30に貼り合わされた後にベース吸収体10と接合されてもよい。
【0059】
剥離シート34が付与されると、吸収性物品1の平面形状における外縁に沿って、すなわちラウンドシール加工にて接合された接合部31に沿って、カッター等により切断され吸収性物品1が生成される。このとき、連続体21も単体のトップ吸収体20に切断されて個別の吸収性物品1が形成される。
【0060】
本実施形態においては、吸収性物品1の平面形状における外縁に全周に亘ってラウンドシール加工を施した例について説明したが、搬送される積層吸収体11等を、ローラ表面に刃が設けられたカッターにて切断する場合には、少なくとも吸収性物品1の平面形状における外縁のうち、搬送方向における前端と後端とにラウンドシール加工を施しておくことが望ましい。搬送方向における前端と後端とにラウンドシール加工を施すことにより前端と後端とが硬化されて切断されやすくなり、切断後の積層吸収体11等がカッターの刃を有するローラに巻き付くことを防止するとともに搬送方向に向かうようにカッターから分離させることが可能である。
【0061】
<包装前処理ステップS400>(図13)
メイン製造ステップS300にて製造された個別の吸収性物品1は、搬送装置4の上方に設けられた屈曲した壁間を通過する際に保持部32が壁(不図示)に案内されて表面側に折り曲げられる。折り曲げられた保持部32には、搬送装置4側からホットメルト系接着剤35が塗布された剥離シート34が付与される。この状態で吸収性物品1は、ほぼ長方形状に折り畳まれる。
剥離シート34が付与された吸収性物品1は、長手方向が搬送方向と直交する方向に沿うように向きが変更され包装ステップS500に供給される。
【0062】
<包装ステップS500>
帯状の包装シート36が、図14に示すように搬送装置4上に供給される。包装シート36上には、包装前処理された吸収性物品1が表面側を上方に向けられて載置される。このとき、包装前処理ステップS400までは表面側が搬送装置4側に向けられていた吸収性物品1が、裏返されて表面側が上方に向けられて載置される。包装シート36には吸収性物品1の長手方向に沿って数カ所に僅かな量のホットメルト系接着剤が塗布されており、吸収性物品1は裏面側で包装シート36と数カ所接着される。
【0063】
包装シート36上に載置された吸収性物品1は、折り畳みステップにて、搬送装置4から離れた状態で上部に設けられた屈曲した壁部(不図示)間を通過する際に包装シート36と共に壁部に案内されて、吸収性物品1が包み込まれるようにほぼ三つ折り状に折り畳まれる。このとき、包装シート36が吸収性物品1と共に折り曲げられることにより包装シート36の後端36bに塗布されていた接着剤により包装シート36の後端36bが吸収性物品1の表面側に接着される。折り曲げられた後端36b側の包装シート36の上に、前端36a側の包装シート36と共に吸収性物品1が折り曲げられ、包装シート36の前端36aが既に折り曲げられていた包装シート36の外面に重ねられ、リードテープ38により固定される。このように折り曲げられていくと、筒状に形成された包装シート36内に複数の折り曲げられた吸収性物品1が、搬送方向に互いに間隔を隔てて配置されつつ搬送されていく。
【0064】
その後、搬送されつつ隣接する吸収性物品1の間が圧縮接合されると、各吸収性物品1が個々に包装された状態で連なる。最後に、吸収性物品1間が圧縮接合された部位の中心がカッター等で切断されることにより、個別包装された吸収性物品1が完成する。
【0065】
===第2実施形態===
第1実施形態の製造方法は、トップ吸収体20が連なった連続体21とベース吸収体10とを接合して吸収性物品1を製造したが、第2実施形態の製造方法は、予め単体のトップ吸収体20を製造し、単体のトップ吸収体20とベース吸収体10とを接合する。以下の説明においては、第1実施形態と同様の部材には同一の符号を付し、その説明及び同様のステップに関する説明を省略する。
【0066】
第2実施形態の吸収性物品の製造方法は、連続体製造ステップS100の後に連続体21が個々のトップ吸収体20に切断され、メイン製造ステップS300では連続体21が切断されない点で第1実施形態の製造方法と相違する。このため、第2実施形態では、第1実施形態の連続体製造ステップS100の後に連続体21を切断する連続体切断ステップS150が追加されて単体トップ吸収体製造ステップS110となり、第1実施形態のメイン製造ステップS300から連続体21を切断するステップが除かれたメイン製造ステップS301が実行される。
【0067】
図15は、連続体切断ステップを説明するための図である。図16は、第2実施形態のメイン製造ステップを説明するための図である。
【0068】
<単体トップ吸収体製造ステップS110>
第2実施形態の吸収性物品の製造方法は、図15に示すように、連続体製造ステップS100にて製造された連続体21が、連続体切断ステップS150にて、エンボス加工が施された補強部25、26の位置でカッター等により単体のトップ吸収体20に切断される。このとき、切断されたトップ吸収体20は、ベース吸収体10と接合された際に、後端20bが裏面シート30の後端とほぼ重なるか、又は後端縁より内側に位置するような長さに切断される。切断されたトップ吸収体20がメイン製造ステップS301に供給される。
【0069】
<メイン製造ステップS301>
図16に示すように、連続体切断ステップS150にて製造された単体のトップ吸収体20が搬送装置4上に供給される。このとき、トップ吸収体20の前端20a側となる補強部26にホットメルト系接着剤が塗布されて供給される。
【0070】
搬送される単体のトップ吸収体20上には、ベース吸収体製造ステップS200にて製造されたベース吸収体10が供給される。このとき、トップ吸収体20は、ベース吸収体10の幅方向におけるほぼ中央に配置され、トップ吸収体20の前後の補強部25、26がベース吸収体10の前端及び後端に位置するように位置決めされて供給される。また、ベース吸収体10の表面側がトップ吸収体20に当接される。
【0071】
次に、単体のトップ吸収体20の前端20a側及び後端20b側の補強部25、26とベース吸収体10とが重なった部位にエンボス加工が施され仮接合される。そして、仮接合されたトップ吸収体20の前端20a側の補強部26には、溝付きエンボス加工が施される。この溝付きエンボス加工により単体のトップ吸収体20とベース吸収体10とが本接合される。
【0072】
その後、第1実施形態と同様に、単体のトップ吸収体20とベース吸収体10とが本接合された積層吸収体11上に、裏面シート30が供給され、吸収性物品1の平面形状における外縁に、全周に亘って接合部31を形成するラウンドシール加工が施される。そして、裏面シート30の中央部分にホットメルト系接着剤が塗布された剥離シート34が付与された後に、ラウンドシールにて接合された接合部31に沿って切断され吸収性物品1が生成される。
【0073】
上記実施形態の吸収性物品の製造方法によれば、トップ吸収体20が有する補強部25にて剥離可能に仮接合されるので、たとえ、仮接合を解除すべく剥離してもトップ吸収体20が損傷され難い吸収性物品1を製造することが可能である。
【0074】
また、仮接合される補強部25は表面シート14同士が圧着されて形成されるので、たとえ仮接合された部位を剥離した際に補強部25が損傷したとしても吸収体素材12aが外部に露出することがない吸収性物品1を製造することが可能である。
【0075】
また、補強部25は折り畳まれた表面シート14間に接着剤が塗布されて圧着されるので、より強固に補強された補強部25を形成することが可能である。
【0076】
さらに、補強部25にエンボス加工が施されるので、さらに強固に補強された補強部25を形成することが可能である。
【0077】
また、ベース吸収体10とトップ吸収体20の補強部25とは圧着されており接合力が比較的低いので、剥離し易い状態でベース吸収体10とトップ吸収体20とを仮接合することが可能である。
【0078】
また、トップ吸収体20の後端20b部が仮接合され、反対側の前端20a部が本接合されているので、後端20b部をベース吸収体10から剥離させて、トップ吸収体20がベース吸収体10と前端20a部のみで接合された状態とすることが可能であり、後端20b部側をベース吸収体10から離した状態で使用することが可能な吸収性物品1を製造することが可能である。このため、トップ吸収体20をベース吸収体10から分離させて臀部の溝に入り込ませ身体に密着させて使用することが可能な吸収性物品1を製造することが可能である。
【0079】
また、熱可塑性かつ液不透過性の裏面シート30は、ベース吸収体10の、トップ吸収体20が接合される表面と反対の裏面に接合されるので、ベース吸収体10及びトップ吸収体20が吸収した液体の、裏面への漏れを防止する機能を備えた吸収性物品1を製造することが可能である。
【0080】
さらに、折り畳みステップにて吸収性物品1が折り畳まれる際には、ベース吸収体10とトップ吸収体20とが重ねられて折り畳まれるが、トップ吸収体20の後端20bが仮接合されていることにより、折り畳む際にトップ吸収体20の位置がずれることはなく、安定した製品を提供することが可能である。
【0081】
また、上記実施形態に示す吸収性物品の製造方法にて製造された吸収性物品1によれば、トップ吸収体20の後端20b側の仮接合を剥離して、容易にベース吸収体10と前端側にて接合された状態とすることが可能である。また、ベース吸収体10とトップ吸収体20とが加熱しつつ接合されて、より強固に接合されており、また、仮接合されるトップ吸収体20の後端20bは補強された補強部25にて仮接合されているので、トップ吸収体20を損傷させないようにベース吸収体10から容易に分離させ、臀部の溝にはいりこませて身体に密着させて使用するものとして好適な吸収性物品1を提供することが可能である。
【0082】
上記実施形態においては、ベース吸収体10とトップ吸収体20の補強部25とを圧着により仮接合した例について説明したが、ベース吸収体10とトップ吸収体20の補強部25とは微量の接着剤にて接着してもよい。この場合には、ベース吸収体10とトップ吸収体20の補強部25とが表面のみで接合されるので、比較的剥離し易い状態でベース吸収体10とトップ吸収体20とを仮接合することが可能である。
【0083】
上記実施形態にて形成された吸収性物品1は、トップ吸収体20の後端20bが裏面シート30の後端と重なるか、又は後端縁より内側に位置するように構成されているが、メイン製造ステップS300、S301の後に、トップ吸収体20の後端20b側の補強部25に、例えばフィルムを裏面シート30の後端縁より後側に突出するように、ホットメルト系接着剤にて貼着してもよい。この場合には、貼着したフィルムが、トップ吸収体20の後端20b側をベース吸収体10から剥離させる際に、把持する把持部となる。すなわち、把持部が裏面シート30の後端縁より後側に突出しているので、使用者が把持部を探り当て易くなる。また、このフィルムのベース吸収体10側の面に粘着材を塗布し、表面シート14と仮接合することも可能であり、この場合にはフック材22を用いることなく、トップ吸収体20の後端20b側を下着に保持させることが可能である。本実施形態においては把持部をフィルムにて形成した例について説明したが、フィルムの他、例えば液不透過性の高いSMS等の不織布を、ホットメルト系接着剤を介在させて三つ折りにし、さらにエンボス処理を施して補強したものであってもよい。
【0084】
===第3実施形態===
上述した第1実施形態及び第2実施形態に係る吸収性物品1は、吸収性物品本体としてのベース吸収体10が吸収体基材12と表面シート14とを有していたが、吸収性物品本体は、必ずしも吸収体基材12を有していなくともよい。
【0085】
第3実施形態の吸収性物品2は、吸収性物品本体が表面シート14のみにて構成されている例について説明する。以下の説明においては、第1実施形態と同様の部材には同一の符号を付し、その説明及び同様のステップに関する説明を省略する。
【0086】
図17は第3実施形態に係る吸収性物品の表面側を示す平面図である。図示するように、第3実施形態における吸収性物品2は所定方向に長い形状をなし、吸収性物品本体としての表面シート14と、表面シート14の一方の面としての表面に接合され、表面シート14の幅方向における中央に長手方向に沿って配置された吸収体としてのトップ吸収体20と、表面シート14の他方の面としての裏面側に設けられ、トップ吸収体20に吸収されるべき液体の裏面側への漏れを防止するためのシート部材としての裏面シート30と、を備えている。
【0087】
トップ吸収体20は、表面シート14上に、その長手方向に沿って配置されている。そして、トップ吸収体20の一方の端部としての前端20a側は表面シート14に本接合され、他方の端部としての後端20b側は表面シート14から離間可能に形成されている。未使用時には、後端20b側は、表面シート14に仮接合されている。トップ吸収体20の前端20a側及び後端20b側には、補強部25、26が形成されている。
【0088】
本実施形態では、吸収性物品本体が表面シート14のみにて構成されている例について説明したが、表面シート14の他にシート状の部材を積層した部材を吸収性物品本体としてもよい。
【0089】
<<第3実施形態の吸収性物品の製造方法>>
第3実施形態の吸収性物品2の製造方法について説明する。図18は、第3実施形態のメイン製造ステップを説明するための図である。
【0090】
第3実施形態の吸収性物品2は、トップ吸収体20を、連続体21として製造してもよいし、単体の吸収体として製造してもよいが、ここでは連続体21として製造する製造方法について説明する。吸収性物品2を製造するための製造方法は、連続体製造ステップS100と、メイン製造ステップS320と、包装前処理ステップS400と、包装ステップS500とを有している。そして、吸収性物品本体が表面シート14のみであるため上記実施形態のベース吸収体製造ステップに相当する工程がなく、メイン製造ステップS320にて最初に表面シート14が供給される点が第1実施形態の製造方法と相違する。
【0091】
<メイン製造ステップS320>
図18に示すように、搬送装置4上には、帯状の表面シート14が供給されている。搬送装置4には、連続体製造ステップS100にて製造された連続体21が表面シート14の下方から搬送装置4上に供給される。このとき、トップ吸収体20の身体当接面側、すなわち中間シート16が設けられた側が搬送装置4と対向するように供給される。また、各吸収体素材12aに対し前端側となる補強部26にホットメルト系接着剤が塗布されて供給される。
【0092】
次に、連続体21のトップ吸収体20となる部位の前端12f側の補強部26と表面シート14とに、第1接合ステップとして上述した溝付きエンボス加工が施される。この溝付きエンボス加工により連続体21の補強部26と表面シート14とに溝部18及び深底凹部19(図17)が圧搾されるとともに熱融着されることにより本接合されて一体化される。一方、連続体21のトップ吸収体20となる部位の後端12g側の補強部25と表面シート14とにエンボス加工が施され仮接合される。
【0093】
前端側が本接合されて、後端側が仮接合された連続体21と表面シート14(以下、積層吸収体13という)上に、裏面シート30が供給される。
積層吸収体13上に裏面シート30が載置された状態で搬送されると吸収性物品2の外形形状、すなわち平面形状における外縁に、全周に亘って接合部31を形成する第2接合ステップとしてラウンドシール加工が施される。
次に、裏面シート30の中央部分にホットメルト系接着剤が塗布された剥離シート34が付与される。
剥離シート34が付与されると、吸収性物品2の平面形状における外縁に沿って、すなわちラウンドシールにて接合された接合部31に沿って、カッター等により切断され吸収性物品2が生成される(切断ステップ)。このとき、連続体21も単体のトップ吸収体20に切断されて個別の吸収性物品2が形成される。
【0094】
第3実施形態の吸収性物品の製造方法によれば、吸収性物品本体が表面シート14にて構成され、薄型でコンパクトな吸収性物品2を容易に製造することが可能である。
【0095】
===トップ吸収体の変形例===
上記実施形態では、トップ吸収体20を吸収体素材12aと中間シート16との外周を表面シート14が包んでおり、トップ吸収体20の前端20a側及び後端20b側には、表面シート14のみが折り畳まれて接着された状態でエンボス加工が施されて補強部25、26が形成されているが、トップ吸収体20は、補強部25、26にも吸収体素材12aが存在しても構わない。
【0096】
<連続体製造ステップS120>
図19は、補強部にも吸収体素材が存在するトップ吸収体の製造方法を示す図である。
帯状の表面シート14が、連続体製造用の搬送装置3上に供給される。
搬送された表面シート14上には、単票状に切断された中間シート16が供給され、開孔エンボス加工により、表面シート14と中間シート16とが一体化される。
一体化された表面シート14と中間シート16とが搬送されると中間シート16上に、エアレイドパルプシートや液吸収性を有する不織布といったシート状物が吸収体素材12aとして積層される。
繋がって搬送される吸収体素材12aの、搬送方向と交差する方向に位置する表面シート14上にホットメルト系接着剤が塗布される。
搬送装置3の屈曲された表面に沿って表面シート14が案内されることにより、吸収体素材12aが、中間シート16と一体となった表面シート14によって包まれる。
【0097】
次に、表面シート14に包まれた一本の繋がった吸収体素材12aに所定の間隔にてエンボス加工が施される。このエンボス加工によりエンボスを形成すると共に接着する。この場合には、第1実施形態にて、搬送方向に隣接する吸収体素材12a間に施したエンボス加工より突出量が大きな突部を有する下ローラが用いられ、突部により表面シート14、吸収体素材12a、中間シート16が圧搾され、圧搾された箇所が補強部25、26となって、吸収体素材12aの前後にそれぞれ補強部25、26が形成されたトップ吸収体20の連続体21が製造される。
連続体21は、更に搬送されて吸収体素材12aの薄肉部12cに沿って折り癖を付与する処理が施される。
その後、連続体21の各々のトップ吸収体20となる部位に対しフック材22が供給され、メイン製造ステップS300に供給される。
【図面の簡単な説明】
【0098】
【図1】本実施形態に係る吸収性物品の表面側を示す平面図である。
【図2】本実施形態に係る吸収性物品の裏面側を示す図である。
【図3】図1におけるX−X断面図である。
【図4】図1におけるY−Y断面図である。
【図5】本実施形態に係る吸収性物品を示す斜視図である。
【図6】トップ吸収体を示す平面図である。
【図7】図7(a)は図6におけるA−A断面図である。図7(b)は図6におけるB−B断面図である。図7(c)は図6におけるC−C断面図である。
【図8】吸収性物品が包装される状態を説明するための図である。
【図9】吸収体物品が製造されるステップを説明するための図である。
【図10】連続体製造ステップを説明するための図である。
【図11】ベース吸収体製造ステップを説明するための図である。
【図12】メイン製造ステップを説明するための図である。
【図13】包装前処理ステップを説明するための図である。
【図14】包装ステップを説明するための図である。
【図15】連続体切断ステップを説明するための図である。
【図16】第2実施形態のメイン製造ステップを説明するための図である。
【図17】第3実施形態に係る吸収性物品の表面側を示す平面図である。
【図18】第3実施形態のメイン製造ステップを説明するための図である。
【図19】補強部にも吸収体素材が存在するトップ吸収体の製造方法を示す図である。
【符号の説明】
【0099】
1 吸収性物品、1a 前端、1b 後端、2 吸収性物品、3 搬送装置、
4 搬送装置、10 ベース吸収体、11 積層吸収体、12 吸収体基材、
12a 吸収体素材、12b 薄葉紙、12c 薄肉部、12f 前端、
12g 後端、13 積層吸収体、14 表面シート、16 中間シート、
18 溝部、18a 第1溝部、18b 第2溝部、19 深底凹部、
20 トップ吸収体、20a 前端、20b 後端、21 連続体、
22 フック材、25 補強部、25a 把持部、26 補強部、27 接着剤、
30 裏面シート、31 接合部、32 保持部、34 剥離シート、
35 接着剤、36 包装シート、36a 前端、36b 後端、36c 縁部、
38 リードテープ、40回転盤、
Z 身体排泄口部位当接想定位置
【特許請求の範囲】
【請求項1】
吸収性物品本体と、
前記吸収性物品本体に接合され、液体を吸収するための吸収体と、
を有する吸収性物品の製造方法であって、
前記吸収体の所定の部位を補強して補強部を形成する補強部形成ステップと、
前記吸収体の前記補強部を剥離可能に前記吸収性物品本体と仮接合する仮接合ステップと、
を有することを特徴とする吸収性物品の製造方法。
【請求項2】
請求項1に記載の吸収性物品の製造方法であって、
前記吸収体は、液体を吸収する主材と、前記主材を包む表面シート材とを有し、
前記補強部形成ステップにおいて、
前記表面シート材同士が圧着されて前記補強部が形成されることを特徴とする吸収性物品の製造方法。
【請求項3】
請求項2に記載の吸収性物品の製造方法であって、
前記補強部形成ステップにおいて、
前記表面シート材が圧着される際には、前記表面シート材が折り畳まれ、折り畳まれた前記表面シート材間に接着剤が塗布されていることを特徴とする吸収性物品の製造方法。
【請求項4】
請求項1乃至請求項3のいずれかに記載の吸収性物品の製造方法であって、
前記補強部形成ステップにおいて、
前記表面シート材が圧着される際には、エンボス加工が施されることを特徴とする吸収性物品の製造方法。
【請求項5】
請求項1乃至請求項4のいずれかに記載の吸収性物品の製造方法であって、
前記仮接合ステップにおいて、
前記吸収体の前記補強部と前記吸収性物品本体とは圧着されることにより仮接合されることを特徴とする吸収性物品の製造方法。
【請求項6】
請求項1乃至請求項4のいずれかに記載の吸収性物品の製造方法であって、
前記仮接合ステップにおいて、
前記吸収体の前記補強部と前記吸収性物品本体とは接着されることにより仮接合されることを特徴とする吸収性物品の製造方法。
【請求項7】
請求項1乃至請求項6のいずれかに記載の吸収性物品の製造方法であって、
前記吸収体は、所定方向に長い外形形状をなし、
前記仮接合ステップにおいて、長手方向における一方の端部が接合され、
さらに、他方の端部を前記吸収性物品本体から剥離不能に接合する本接合ステップを有することを特徴とする吸収性物品の製造方法。
【請求項8】
請求項1乃至請求項7のいずれかに記載の吸収性物品の製造方法であって、
前記吸収性物品本体の、前記吸収体が接合される面と反対の面に裏面シート状部材を接合する裏面シート状部材接合ステップを有することを特徴とする吸収性物品の製造方法。
【請求項9】
請求項8に記載の吸収性物品の製造方法であって、
前記補強部形成ステップ、前記仮接合ステップ、前記本接合ステップ、前記裏面シート状部材接合ステップ、の後に、
前記裏面シート状部材と前記吸収性物品本体、及び、前記吸収体とを、前記裏面シート状部材を外側に位置させて折り畳む折り畳みステップを有することを特徴とする吸収性物品の製造方法。
【請求項10】
請求項1乃至請求項9のいずれかに記載の吸収性物品の製造方法であって、
前記吸収性物品本体は、前記吸収体と異なる他の吸収体を備えていることを特徴とする吸収性物品の製造方法。
【請求項11】
請求項1乃至請求項10のいずれかに記載の吸収性物品の製造方法にて製造されたことを特徴とする吸収性物品。
【請求項1】
吸収性物品本体と、
前記吸収性物品本体に接合され、液体を吸収するための吸収体と、
を有する吸収性物品の製造方法であって、
前記吸収体の所定の部位を補強して補強部を形成する補強部形成ステップと、
前記吸収体の前記補強部を剥離可能に前記吸収性物品本体と仮接合する仮接合ステップと、
を有することを特徴とする吸収性物品の製造方法。
【請求項2】
請求項1に記載の吸収性物品の製造方法であって、
前記吸収体は、液体を吸収する主材と、前記主材を包む表面シート材とを有し、
前記補強部形成ステップにおいて、
前記表面シート材同士が圧着されて前記補強部が形成されることを特徴とする吸収性物品の製造方法。
【請求項3】
請求項2に記載の吸収性物品の製造方法であって、
前記補強部形成ステップにおいて、
前記表面シート材が圧着される際には、前記表面シート材が折り畳まれ、折り畳まれた前記表面シート材間に接着剤が塗布されていることを特徴とする吸収性物品の製造方法。
【請求項4】
請求項1乃至請求項3のいずれかに記載の吸収性物品の製造方法であって、
前記補強部形成ステップにおいて、
前記表面シート材が圧着される際には、エンボス加工が施されることを特徴とする吸収性物品の製造方法。
【請求項5】
請求項1乃至請求項4のいずれかに記載の吸収性物品の製造方法であって、
前記仮接合ステップにおいて、
前記吸収体の前記補強部と前記吸収性物品本体とは圧着されることにより仮接合されることを特徴とする吸収性物品の製造方法。
【請求項6】
請求項1乃至請求項4のいずれかに記載の吸収性物品の製造方法であって、
前記仮接合ステップにおいて、
前記吸収体の前記補強部と前記吸収性物品本体とは接着されることにより仮接合されることを特徴とする吸収性物品の製造方法。
【請求項7】
請求項1乃至請求項6のいずれかに記載の吸収性物品の製造方法であって、
前記吸収体は、所定方向に長い外形形状をなし、
前記仮接合ステップにおいて、長手方向における一方の端部が接合され、
さらに、他方の端部を前記吸収性物品本体から剥離不能に接合する本接合ステップを有することを特徴とする吸収性物品の製造方法。
【請求項8】
請求項1乃至請求項7のいずれかに記載の吸収性物品の製造方法であって、
前記吸収性物品本体の、前記吸収体が接合される面と反対の面に裏面シート状部材を接合する裏面シート状部材接合ステップを有することを特徴とする吸収性物品の製造方法。
【請求項9】
請求項8に記載の吸収性物品の製造方法であって、
前記補強部形成ステップ、前記仮接合ステップ、前記本接合ステップ、前記裏面シート状部材接合ステップ、の後に、
前記裏面シート状部材と前記吸収性物品本体、及び、前記吸収体とを、前記裏面シート状部材を外側に位置させて折り畳む折り畳みステップを有することを特徴とする吸収性物品の製造方法。
【請求項10】
請求項1乃至請求項9のいずれかに記載の吸収性物品の製造方法であって、
前記吸収性物品本体は、前記吸収体と異なる他の吸収体を備えていることを特徴とする吸収性物品の製造方法。
【請求項11】
請求項1乃至請求項10のいずれかに記載の吸収性物品の製造方法にて製造されたことを特徴とする吸収性物品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【公開番号】特開2008−79827(P2008−79827A)
【公開日】平成20年4月10日(2008.4.10)
【国際特許分類】
【出願番号】特願2006−263243(P2006−263243)
【出願日】平成18年9月27日(2006.9.27)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
【公開日】平成20年4月10日(2008.4.10)
【国際特許分類】
【出願日】平成18年9月27日(2006.9.27)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
[ Back to top ]