
吸収性物品の製造方法、及び吸収性物品
【課題】油溶性スキンケア剤の粘度に起因する問題を解消し、多量塗布を可能にする。
【解決手段】上記課題は、吸収性物品の製造過程で、油溶性スキンケア剤の水中油滴型エマルジョンに水溶性増粘剤を含有させ、粘度を1.5〜4.0m・Pa/secとした塗布液80を、トップシート30に0.5〜3.0g/m2の割合で塗布する、ことを特徴とする吸収性物品の製造方法により解決される。
【解決手段】上記課題は、吸収性物品の製造過程で、油溶性スキンケア剤の水中油滴型エマルジョンに水溶性増粘剤を含有させ、粘度を1.5〜4.0m・Pa/secとした塗布液80を、トップシート30に0.5〜3.0g/m2の割合で塗布する、ことを特徴とする吸収性物品の製造方法により解決される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、使い捨ておむつ、生理用ナプキン等の吸収性物品の製造方法、及び吸収性物品に関するものである。
【背景技術】
【0002】
吸収性物品においては、スキンケアを目的として、表面(肌側面)に油溶性スキンケア剤を塗布することが提案されている(例えば特許文献1、2参照)。
しかしながら、油溶性スキンケア剤の使用には次の(a)〜(d)の問題点があるため、塗布量には自ずと限界があり、スキンケア効果の向上が困難となっていた。換言すれば、油溶性スキンケア剤の塗布量がある程度を超えると、次の(a)〜(d)の問題点が発生しやすくなるのである。また油溶性スキンケア剤の塗布量が少ないために、製造品質管理における油溶性スキンケア剤の塗布量測定が困難であることも問題であった。
(a)油溶性スキンケア剤は外気温による粘度変化が大きいため、所定量を安定塗布することが困難であり、配管が詰まる等の問題を引き起こし易い。
(b)吸収性物品の表面に塗布された油溶性スキンケア剤の粘性により、表面にゴミが付着したり、表面同士が張り付いたりするおそれがある。
(c)油溶性スキンケア剤は淡黄色のものが多く、表面が汚れたように着色され、見栄えが悪化するおそれがある。
(d)油溶性スキンケア剤は通常の保管温度においては高粘性又は固形であるものが多いため、使用時の肌触りがべとつく又は硬くなるおそれがある。
(e)油溶性スキンケア剤が油性のままトップシートに含有されていると、トップシートの親水性の低下により液透過性が乏しくなるおそれがある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2011−15975号公報
【特許文献2】特表2002−541983号公報
【特許文献3】特表2003−500115号公報
【特許文献4】特表2003−527147号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
そこで、本発明の主たる課題は、油溶性スキンケア剤の粘度や色に起因する上記(a)〜(e)の問題点を解消し、油溶性スキンケア剤の多量塗布を可能とすることにある。
【課題を解決するための手段】
【0005】
上記課題を解決した本発明は次記のとおりである。
<請求項1記載の発明>
液透過性のトップシートと、液不透過性シートとの間に、吸収要素を介在させてなる吸収性物品の製造方法において、
吸収性物品の製造過程で、油溶性スキンケア剤の水中油滴型エマルジョンに水溶性増粘剤を含有させ、粘度を1.5〜4.0m・Pa/secとした塗布液を、前記トップシートに0.5〜3.0g/m2の割合で塗布する、ことを特徴とする吸収性物品の製造方法。
【0006】
(作用効果)
このように、油溶性スキンケア剤を水中油滴型エマルジョンにし、粘性を低下させてサラっとした液体にするとともに白色化してからトップシートに塗布することによって、上記(a)〜(e)の問題点が解消される。つまり、エマルジョンは外気温による粘度変化が小さく、所定量を安定塗布することが可能となり、供給管路が詰まる等の問題が防止される。また、吸収性物品の表面がサラっとした状態となり、ゴミの付着や表面同士の張り付きが防止される。また、エマルジョンは乳白色であるとともに、殆ど多くの吸収性物品が白色表面であるため、見栄えが悪化することがない。さらに、エマルジョンであるため、使用時の肌触りがべとつく又は硬くなるといったこともなく、また親水性の低下により液透過性が乏しくなることもない。
その結果、油溶性スキンケア剤の塗布量を顕著に増加(例えば7倍以上)させることが可能となり、製造品質管理における油溶性スキンケア剤の塗布量測定も可能となる。換言すれば、油溶性スキンケア剤の塗布量を顕著に増加させても、上記(a)〜(e)の問題点が発生しない。
【0007】
ただし、油溶性スキンケア剤をエマルジョンにしただけであると、次のような問題点がある。すなわち、液の塗布装置としてはコーターやスプレー、プリントなどがあるが、塗布液をポンプで圧送し、その圧力で対象に塗布液を供給するタイプの塗布装置(以下、ポンプ式塗布装置ともいう)は簡素であるため広く利用されている。しかし、油溶性スキンケア剤をエマルジョンにしただけの塗布液は粘性が低いため、ポンプ式塗布装置を使用して高速ライン(350〜400m/分以上)で3.0g/m2以下の割合で塗布液を塗布すると、塗布液の流量が安定せず、ムラが生じてしまう。これを解決するために、ライン速度を落とすと生産効率が低下してしまう。また、流量を安定化させる精密ポンプを使用する方法もあるが、著しくコストが嵩むことが問題となる。他方、塗布液の塗布量(スキンケア剤の塗布量ではない)を多くすることも考えたが、塗布液がトップシートに浸透・定着(ある程度までの乾燥含む)するにはある程度の時間又は乾燥工程が必要となるだけでなく、ライン速度の低下又は硬質化等の乾燥による悪影響を避けられない。さらに、トップシートの保持液量が多くなると、吸収性能の低下も避けられない。
【0008】
そこで、本発明では、塗布液の塗布量は少量(0.5〜3.0g/m2の割合で)として多量塗布による問題点を回避しつつ、少量塗布によるポンプ流量の不安定化を、水溶性増粘剤により粘度を1.5〜4.0m・Pa/secに調整した塗布液を用いることで解消し、ライン速度(ひいては生産効率)を落とすことなく、安価なポンプ式塗布装置を使用して斑なく塗布できるようにしたものである。よって、製品への油溶性スキンケア剤の塗布ムラが減少し、油溶性スキンケア剤の過剰・過小によるカブレの可能性を低減でき、油溶性スキンケア剤の過剰によるコスト増も抑制でき、特別な乾燥工程も必要としない。さらに、水溶性増粘剤を用いることにより、油溶性スキンケア剤をエマルジョン化したことによる利点、特に吸収性物品の表面のサラっとした仕上がりが損なわれることもない。
【0009】
<請求項2記載の発明>
前記水溶性増粘剤が、ヒアルロン酸、ゼラチン、及びグリセリンの少なくとも一種である、請求項1記載の吸収性物品の製造方法。
【0010】
(作用効果)
これらの増粘剤は増粘効果だけでなく保湿効果(スキンケア効果)も発揮するものであるため特に好ましい。
【0011】
<請求項3記載の発明>
前記油溶性スキンケア剤の粘度が5.0〜100,000m・Pa/secであり、油溶性スキンケア剤の水中油滴型エマルジョンの粘度が0.1〜3.0m・Pa/secである、請求項1記載の吸収性物品の製造方法。
【0012】
(作用効果)
本発明は、このような高粘度の油溶性スキンケア剤を用いる場合に好適である。
【0013】
<請求項4記載の発明>
前記塗布液は、前記油溶性スキンケア剤としてビタミンEを0.01〜30重量%、乳化剤を0.05〜50重量%、前記水溶性増粘剤を0.1〜10重量%、及び水を10〜99.84重量%重量%混合してなるものであり、
この水中油滴型エマルジョンを0.1〜50g/m2の割合で前記トップシートに塗布する、請求項1〜3のいずれか1項に記載の吸収性物品の製造方法。
【0014】
(作用効果)
塗布液の配合及び塗布量は適宜定めることができるが、このような配合及び塗布量とするのが好ましい。
【0015】
<請求項5記載の発明>
前記乳化剤は、モノグリセリン脂肪酸エステル、ポリグリセリン脂肪酸エステル、ソルビタン脂肪酸エステル、プロピレングリコール脂肪酸エステル、ショ糖脂肪酸エステル、有機酸モノグリセリドの中から選択されたものである、請求項4記載の吸収性物品の製造方法。
【0016】
(作用効果)
乳化剤は適宜定めることができるが、これらの乳化剤は食用としても用いられており、安全性が高いため好ましい。
【0017】
<請求項6記載の発明>
液透過性のトップシートと、液不透過性シートとの間に、吸収要素を介在させてなる吸収性物品において、
油溶性スキンケア剤の水中油滴型エマルジョンに水溶性増粘剤を含有させ、粘度を1.5〜4.0m・Pa/secとした塗布液が、前記トップシートに0.5〜3.0g/m2の割合で含有されている、ことを特徴とする吸収性物品。
【0018】
(作用効果)
請求項1記載の発明と同様の作用効果を奏する。
【0019】
<請求項7記載の発明>
前記塗布液は、前記油溶性スキンケア剤としてビタミンEを0.01〜30重量%、乳化剤を0.05〜50重量%、水溶性増粘剤を0.1〜10重量%、及び水を10〜99.84重量%混合してなるものである、請求項6記載の吸収性物品。
【0020】
(作用効果)
請求項4記載の発明と同様の作用効果を奏する。
【0021】
<請求項8記載の発明>
前記スキンケア剤はビタミンEであり、前記乳化剤はモノグリセリン脂肪酸エステル、ポリグリセリン脂肪酸エステル、ソルビタン脂肪酸エステル、プロピレングリコール脂肪酸エステル、ショ糖脂肪酸エステル、有機酸モノグリセリドの中から選択されたものであ り、前記水溶性増粘剤が、ヒアルロン酸、ゼラチン、及びグリセリンの少なくとも一種である、請求項6又は7記載の吸収性物品。
【0022】
(作用効果)
これらのスキンケア剤及び乳化剤は食用としても用いられており、安全性が高いため好ましい。また、これらの増粘剤は増粘効果だけでなく保湿効果(スキンケア効果)も発揮するものであるため特に好ましい。
【発明の効果】
【0023】
以上のとおり、本発明によれば、油溶性スキンケア剤の粘度や色に起因する上記(a)〜(e)の問題点が解消され、油溶性スキンケア剤の多量塗布が可能となる、等の利点がもたらされる。
【図面の簡単な説明】
【0024】
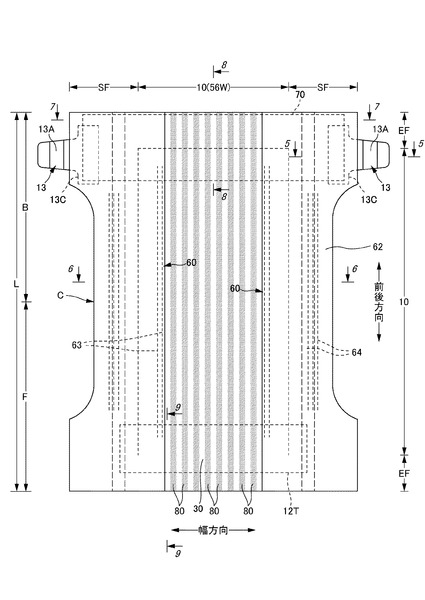
【図1】テープタイプ使い捨ておむつの内面を示す、おむつを展開した状態における平面図である。
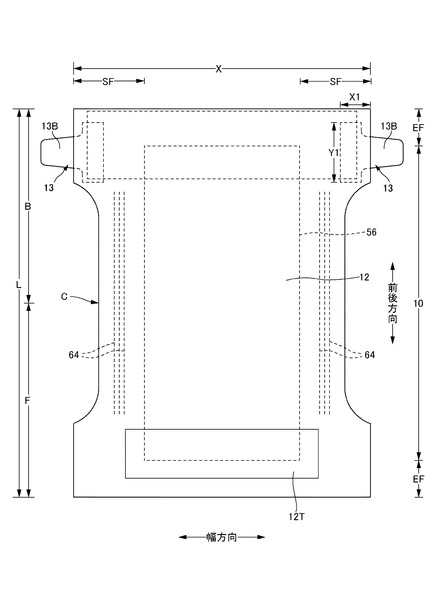
【図2】テープタイプ使い捨ておむつの外面を示す、おむつを展開した状態における平面図である。
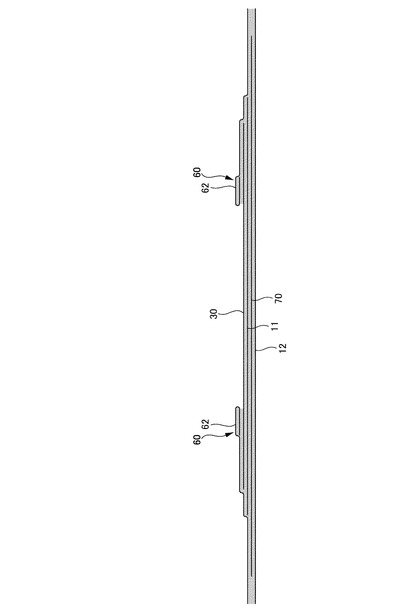
【図3】図1の6−6線断面図である。
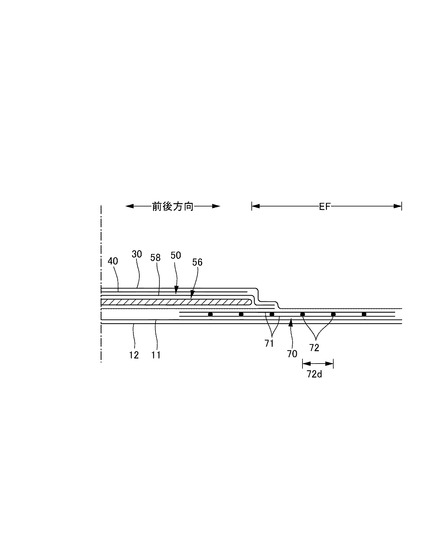
【図4】図1の7−7線断面図である。
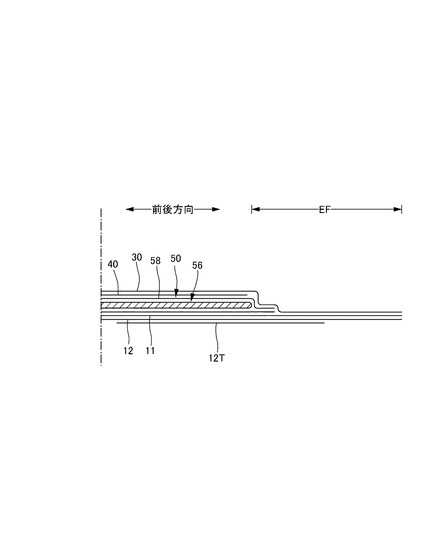
【図5】図1の8−8線断面図である。
【図6】図1の9−9線断面図である。
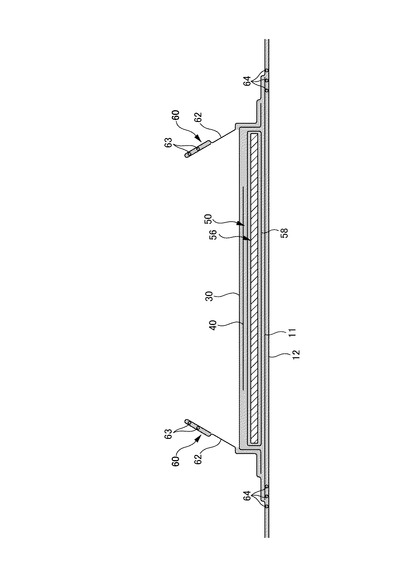
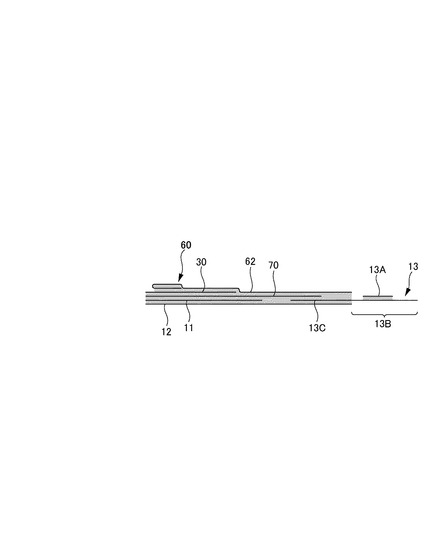
【図7】図1の5−5線断面図である。
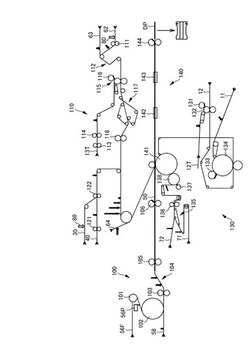
【図8】テープタイプ使い捨ておむつの製造フローの概略図である。
【発明を実施するための形態】
【0025】
以下、本発明の実施形態について添付図面を参照しつつ説明する。
<吸収性物品の例>
図1〜図7はテープタイプ使い捨ておむつの一例を示しており、図中の符号Xはファスニングテープを除いたおむつの全幅を示しており、符号Lはおむつの全長を示しており、断面図中の点模様部分はホットメルト接着剤の塗布部分を示している。
【0026】
このテープタイプ使い捨ておむつは、幅方向中央に沿って下腹部から股間部を通り臀部までを覆うように延在する部分であって、且つ身体側表面を形成する透液性トップシートと、外面側に位置する液不透過性シートとの間に吸収要素50が介在する部分である吸収性本体部10と、この吸収性本体部10の前側及び後側にそれぞれ延出する部分であって、且つ吸収要素50を有しない部分である腹側エンドフラップ部EF及び背側エンドフラップ部EFとを有するものである。
【0027】
また、このテープタイプ使い捨ておむつは、吸収体の側縁よりも側方に延出する一対のサイドフラップ部SF,SFを有しており、背側におけるサイドフラップ部SF,SFにはファスニングテープ13がそれぞれ設けられている。
【0028】
より詳細には、吸収性本体部10ならびに各サイドフラップ部SF,SFの外面全体が外装シート12により形成されている。特に、吸収性本体部10においては、外装シート12の内面側に液不透過性シート11がホットメルト接着剤等の接着剤により固定され、さらにこの液不透過性シート11の内面側に吸収要素50、中間シート40、およびトップシート30がこの順に積層されている。トップシート30および液不透過性シート11は図示例では長方形であり、吸収要素50よりも前後方向および幅方向において若干大きい寸法を有しており、トップシート30における吸収要素50の側縁より食み出る周縁部と、液不透過性シート11における吸収要素50の側縁より食み出る周縁部とがホットメルト接着剤などにより固着されている。また液不透過性シート11は透湿性のポリエチレンフィルム等からなり、トップシート30よりも若干幅広に形成されている。
【0029】
さらに、この吸収性本体部10の両側には、装着者の肌側に突出(起立)する立体ギャザー60,60が設けられており、この立体ギャザー60,60を形成するギャザーシート62,62が、トップシート30の両側部上から各サイドフラップ部SF,SFの内面までの範囲に固着されている。
【0030】
以下、各部の素材および特徴部分について順に説明する。
(外装シート)
外装シート12は吸収要素50を支持し、着用者に装着するための部分である。外装シート12は、両側部の前後方向中央部が括れた砂時計形状とされており、ここが着用者の脚を入れる部位となる。
外装シート12としては不織布が好適であるが、これに限定されない。不織布の種類は特に限定されず、素材繊維としては、たとえばポリエチレンまたはポリプロピレン等のオレフィン系、ポリエステル系、ポリアミド系等の合成繊維の他、レーヨンやキュプラ等の再生繊維、綿等の天然繊維を用いることができ、加工法としてはスパンレース法、スパンボンド法、サーマルボンド法、エアスルー法、ニードルパンチ法等を用いることができる。ただし、肌触り及び強度を両立できる点でスパンボンド不織布やSMS不織布、SMMS不織布等の長繊維不織布が好適である。不織布は一枚で使用する他、複数枚重ねて使用することもできる。後者の場合、不織布相互をホットメルト接着剤等により接着するのが好ましい。不織布を用いる場合、その繊維目付けは10〜50g/m2、特に15〜30g/m2のものが望ましい。
【0031】
(液不透過性シート)
液不透過性シート11の素材は、特に限定されるものではないが、例えば、ポリエチレンやポリプロピレン等のオレフィン系樹脂や、ポリエチレンシート等に不織布を積層したラミネート不織布、防水フィルムを介在させて実質的に液不透過性を確保した不織布(この場合は、防水フィルムと不織布とで液不透過性シートが構成される。)などを例示することができる。もちろん、このほかにも、近年、ムレ防止の観点から好まれて使用されている液不透過性かつ透湿性を有する素材も例示することができる。この液不透過性かつ透湿性を有する素材のシートとしては、例えば、ポリエチレンやポリプロピレン等のオレフィン系樹脂中に無機充填剤を混練して、シートを成形した後、一軸又は二軸方向に延伸して得られた微多孔性シートを例示することができる。さらに、マイクロデニール繊維を用いた不織布、熱や圧力をかけることで繊維の空隙を小さくすることによる防漏性強化、高吸水性樹脂または疎水性樹脂や撥水剤の塗工といった方法により、防水フィルムを用いずに液不透過性としたシートも、液不透過性シート11として用いることができる。
【0032】
(トップシート)
トップシート30は液透過性を有するものであれば足り、例えば、有孔又は無孔の不織布や、多孔性プラスチックシートなどを用いることができる。また、このうち不織布は、その原料繊維が何であるかは、特に限定されない。例えば、ポリエチレンやポリプロピレン等のオレフィン系、ポリエステル系、ポリアミド系等の合成繊維、レーヨンやキュプラ等の再生繊維、綿等の天然繊維などや、これらから二種以上が使用された混合繊維、複合繊維などを例示することができる。さらに、不織布は、どのような加工によって製造されたものであってもよい。加工方法としては、公知の方法、例えば、スパンレース法、スパンボンド法、サーマルボンド法、メルトブローン法、ニードルパンチ法、エアスルー法、ポイントボンド法等を例示することができる。例えば、柔軟性、ドレープ性を求めるのであれば、スパンレース法が、嵩高性、ソフト性を求めるのであれば、サーマルボンド法が、好ましい加工方法となる。
また、トップシート30は、1枚のシートからなるものであっても、2枚以上のシートを貼り合せて得た積層シートからなるものであってもよい。同様に、トップシート30は、平面方向に関して、1枚のシートからなるものであっても、2枚以上のシートからなるものであってもよい。
【0033】
(中間シート)
トップシート30を透過した排泄物を吸収体へ移動させ、逆戻りを防ぐために、トップシート30と吸収要素50との間に中間シート(セカンドシートもいわれる)40を設けることができる。この中間シート40は、排泄物を速やかに吸収体へ移行させて吸収体による吸収性能を高めるばかりでなく、吸収した排泄物の吸収体からの逆戻りを防止し、トップシート30表面の肌触りを良くするものである。中間シート40は省略することもできる。
中間シート40としては、トップシート30と同様の素材を用いることができる。中間シート40はトップシート30に接合するのが好ましく、その接合にヒートエンボスや超音波溶着を用いる場合は、中間シート40の素材はトップシート30と同程度の融点をもつものが好ましい。また、便中の固形分を透過させることを考慮するならば中間シート40に用いる繊維の繊度は5.0〜7.0dtexであるのが好ましいが、トップシート30における液残りが多くなる。これに対して、中間シート40に用いる繊維の繊度が1.0〜2.0dtexであると、トップシート30の液残りは発生し難いが、便の固形分が透過し難くなる。よって、中間シート40に用いる不織布の繊維は繊度が2.0〜5.0dtex程度とするのが好ましい。
図示の形態の中間シート40は、吸収要素50の幅より短く中央に配置されているが、全幅にわたって設けてもよい。中間シート40の長手方向長さは、おむつの全長と同一でもよいし、吸収要素50の長さと同一でもよいし、液を受け入れる領域を中心にした短い長さ範囲内であってもよい。
【0034】
(立体ギャザー)
トップシート30上を伝わって横方向に移動する尿や軟便を阻止し、横漏れを防止するために、製品の両側に、使用面側に突出(起立)する立体ギャザー60、60を設けるのは好ましい。
この立体ギャザー60は、実質的に幅方向に連続するギャザーシート62と、このギャザーシート62に前後方向に沿って伸張状態で固定された糸ゴム等の細長状弾性伸縮部材からなる立体ギャザー弾性伸縮部材63とにより構成されている。このギャザーシート62としては撥水性不織布を用いることができ、また立体ギャザー弾性伸縮部材63としては糸ゴム等を用いることができる。弾性伸縮部材は、図1及び図2に示すように各複数本設ける他、各1本設けることができる。
ギャザーシート62の内面は、トップシート30の側部上に幅方向の固着始端を有し、この固着始端から幅方向外側の部分は、液不透過性シート11の側部およびその幅方向外側に位置する外装シート12の側部にホットメルト接着剤などにより固着されている。この固着部分のうち固着始端近傍の幅方向外側において、ギャザーシート62と外装シート12とが対向する部分のシート間に、前後方向に沿って糸ゴム等の細長状弾性伸縮部材からなる平面ギャザー弾性伸縮部材64がそれぞれ設けられている。
脚周りにおいては、立体ギャザー60の固着始端より幅方向内側は、製品前後方向両端部ではトップシート30上に固定されているものの、その間の部分は非固定の自由部分であり、この自由部分が糸ゴム63の収縮力により起立するようになる。おむつの、装着時には、おむつが舟形に体に装着されるので、そして糸ゴム63の収縮力が作用するので、糸ゴム63の収縮力により立体ギャザー60が起立して脚周りに密着する。その結果、脚周りからのいわゆる横漏れが防止される。
図示形態と異なり、ギャザーシート62の幅方向内側の部分における前後方向両端部を、幅方向外側の部分から幅方向内側に延在する基端側部分とこの基端側部分の幅方向中央側の端縁から身体側に折り返され幅方向外側に延在する先端側部分とを有する二つ折り状態で固定し、その間の部分を非固定の自由部分とすることもできる。
【0035】
(吸収要素)
吸収要素50は、尿や軟便などの液を吸収保持する部分である。吸収要素50は、吸収体56と、この吸収体56の少なくとも裏面及び側面を包む包装シート58とを有している。包装シート58は省略することもできる。吸収要素50は、その裏面においてホットメルト接着剤等の接着剤を介して液不透過性シート11の内面に接着することができる。
【0036】
(吸収体)
吸収体56は、繊維の集合体により形成することができる。この繊維集合体としては、綿状パルプや合成繊維等の短繊維を積繊したものの他、セルロースアセテート等の合成繊維のトウ(繊維束)を必要に応じて開繊して得られるフィラメント集合体も使用できる。繊維目付けとしては、綿状パルプや短繊維を積繊する場合は、例えば100〜300g/m2程度とすることができ、フィラメント集合体の場合は、例えば30〜120g/m2程度とすることができる。合成繊維の場合の繊度は、例えば、1〜16dtex、好ましくは1〜10dtex、さらに好ましくは1〜5dtexである。フィラメント集合体の場合、フィラメントは、非捲縮繊維であってもよいが、捲縮繊維であるのが好ましい。捲縮繊維の捲縮度は、例えば、1インチ当たり5〜75個、好ましくは10〜50個、さらに好ましくは15〜50個程度とすることができる。また、均一に捲縮した捲縮繊維を用いる場合が多い。
【0037】
(高吸収性ポリマー粒子)
吸収体56は、高吸収性ポリマー粒子を含むのが好ましく、特に、少なくとも液受け入れ領域において、繊維の集合体に対して高吸収性ポリマー粒子(SAP粒子)が実質的に厚み方向全体に分散されているものが望ましい。
吸収体56の上部、下部、及び中間部にSAP粒子が無い、あるいはあってもごく僅かである場合には、「厚み方向全体に分散されている」とは言えない。したがって、「厚み方向全体に分散されている」とは、繊維の集合体に対し、厚み方向全体に「均一に」分散されている形態のほか、上部、下部及び又は中間部に「偏在している」が、依然として上部、下部及び中間部の各部分に分散している形態も含まれる。また、一部のSAP粒子が繊維の集合体中に侵入しないでその表面に残存している形態や、一部のSAP粒子が繊維の集合体を通り抜けて包装シート58上にある形態も排除されるものではない。
高吸収性ポリマー粒子とは、「粒子」以外に「粉体」も含む。高吸収性ポリマー粒子の粒径は、この種の吸収性物品に使用されるものをそのまま使用でき、1000μm以下、特に150〜400μmのものが望ましい。高吸収性ポリマー粒子の材料としては、特に限定無く用いることができるが、吸水量が40g/g以上のものが好適である。高吸収性ポリマー粒子としては、でんぷん系、セルロース系や合成ポリマー系などのものがあり、でんぷん−アクリル酸(塩)グラフト共重合体、でんぷん−アクリロニトリル共重合体のケン化物、ナトリウムカルボキシメチルセルロースの架橋物やアクリル酸(塩)重合体などのものを用いることができる。高吸収性ポリマー粒子の形状としては、通常用いられる粉粒体状のものが好適であるが、他の形状のものも用いることができる。
高吸収性ポリマー粒子としては、吸水速度が40秒以下のものが好適に用いられる。吸水速度が40秒を超えると、吸収体56内に供給された液が吸収体56外に戻り出てしまう所謂逆戻りを発生し易くなる。
高吸収性ポリマー粒子の目付け量は、当該吸収体56の用途で要求される吸収量に応じて適宜定めることができる。したがって一概には言えないが、50〜350g/m2とすることができる。ポリマーの目付け量が50g/m2未満では、吸収量を確保し難くなる。350g/m2を超えると、効果が飽和するばかりでなく、高吸収性ポリマー粒子の過剰によりジャリジャリした違和感を与えるようになる。
【0038】
(包装シート)
包装シート58を用いる場合、その素材としては、ティッシュペーパ、特にクレープ紙、不織布、ポリラミ不織布、小孔が開いたシート等を用いることができる。ただし、高吸収性ポリマー粒子が抜け出ないシートであるのが望ましい。クレープ紙に換えて不織布を使用する場合、親水性のSMMS(スパンボンド/メルトブローン/メルトブローン/スパンボンド)不織布が特に好適であり、その材質はポリプロピレン、ポリエチレン/ポリプロピレンなどを使用できる。繊維目付けは、5〜40g/m2、特に10〜30g/m2のものが望ましい。
この包装シート58は、図3に示すように、吸収体56の全体を包む形態のほか、その層の裏面及び側面のみを包装するものでもよい。また図示しないが、吸収体56の上面及び側面のみをクレープ紙や不織布で覆い、下面をポリエチレンなどの液不透過性シートで覆う形態、吸収体56の上面をクレープ紙や不織布で覆い、側面及び下面をポリエチレンなどの液不透過性シートで覆う形態などでもよい(これらの各素材が包装シートの構成要素となる)。必要ならば、吸収体56を、上下2層のシートで挟む形態や下面のみに配置する形態でもよいが、高吸収性ポリマー粒子の移動を防止でき難いので望ましい形態ではない。
【0039】
(ファスニングテープ)
図1、図2及び図5に示されるように、ファスニングテープ13は、不織布、プラスチックフィルム、ポリラミ不織布、紙やこれらの複合素材からなるシート基材の端部がテープ取付部13Cとしておむつに取り付けられており、おむつ側縁から突出する先端側部分であるテープ本体部13Bには腹側に対する係止部13Aとして、メカニカルファスナーのフック材が設けられている。ファスニングテープのテープ取付部は、サイドフラップ部における内側層をなすギャザーシート及び外側層をなす外装シート間に挟まれ、かつホットメルト接着剤により両シート62,30に接着されている。また、フック材13Aはシート基材13Cに接着剤により剥離不能に接合されている。
乳幼児用おむつにおいては、テープ取付部13Cの寸法のうち、おむつの幅方向の長さX1は10〜50mm、特に20〜40mmであるのが好ましく、前後方向長さY1は、20〜100mm、特に40〜80mmであるのが好ましい。また、テープ本体部13Bの寸法のうち、おむつの幅方向の長さは30〜80mm、特に40〜60mmであるのが好ましく、前後方向の長さ(高さ)は20〜70mm、特に25〜50mmであるのが好ましい。なお、ファスニングテープ13の一部または全部が例えば略テーパ形状をなし、前後方向長さや幅方向長さが一定でない場合は、上記数値範囲は平均値にて定める。ファスニングテープ13の形状は、矩形形状などの左右対称形状でもよいが、幅広の取り付け部分と細長状の先端側部分からなる凸型形状であると、先端側部分の摘み部が摘みやすく、かつ左右の基部間の張力が広範囲に作用するため、好ましい。フック材13Aは、その外面側に多数の係合突起を有する。係合突起の形状としては、(A)レ字状、(B)J字状、(C)マッシュルーム状、(D)T字状、(E)ダブルJ字状(J字状のものを背合わせに結合した形状のもの)等が存在するが、いずれの形状であっても良い。フック材13Aに代えて、ファスニングテープ13の係止部として粘着材層を設けることもできる。
おむつの装着に際しては、背側のサイドフラップ部SFを腹側のサイドフラップ部SFの外側に重ねた状態で、ファスニングテープを腹側F外面の適所に係止する。ファスニングテープ13の係止箇所の位置及び寸法は任意に定めることができる。乳幼児用おむつにおいては、係止箇所は、前後方向20〜80mm、幅方向150〜300mmの矩形範囲とし、その上端縁と腹側上縁との高さ方向離間距離を0〜60mm、特に20〜50mmとし、かつ製品の幅方向中央とするのが好ましい。
ファスニングテープ13は、背側のエンドフラップ部EFと吸収要素50の境界線上にファスニングテープ13のテープ取付部13Cが重なるように取り付けられていると、おむつ装着時に左右のファスニングテープ13の取り付け部分間に働く張力により、吸収要素50の背側端部がしっかりと体に押し当てられるため、好ましい。また、ファスニングテープ13の取り付け部分が、おむつの背側端部(後端部)と離れすぎていると、おむつ装着時に左右のファスニングテープ13のテープ取付部13C間に働く張力がおむつの背側端部にまで及ばないため、おむつの背側端部と身体表面との間に隙間が生じやすい。従って、背側のエンドフラップ部EFの前後方向長さは、ファスニングテープ13のテープ取付部13Cの前後方向長さと同じか又は短いことが好ましい。
【0040】
(ターゲットシート)
腹側Fにおけるファスニングテープ13の係止箇所には、係止を容易にするためのターゲット有するターゲットシート12Tを設けるのが好ましい。ターゲットシート12Tは、係止部がフック材13Aの場合、フック材の係合突起が絡まるようなループ糸がプラスチックフィルムや不織布からなるシート基材の表面に多数設けられたものを用いることができ、また粘着材層の場合には粘着性に富むような表面が平滑なプラスチックフィルムからなるシート基材の表面に剥離処理を施したものを用いることができる。 また、腹側Fにおけるファスニングテープ13の係止箇所が不織布からなる場合、例えば図示形態の外装シート12が不織布からなる場合であって、ファスニングテープ13の係止部がフック材13Aの場合には、ターゲットシート12Tを省略し、フック材13Aを外装シート12の不織布に絡ませて係止することもできる。この場合、ターゲットシート12Tを外装シート12と液不透過性シート11との間に設けてもよい。
【0041】
(エンドフラップ部)
エンドフラップ部は、吸収性本体部10の前側及び後側にそれぞれ延出する部分であって、且つ吸収要素50を有しない部分であり、前側の延出部分が腹側エンドフラップ部EFであり、後側の延出部分が背側エンドフラップ部EFである。
背側エンドフラップEFの前後方向長さは、前述の理由によりファスニングテープ13の取り付け部分の前後方向長さと同じか短い寸法とすることが好ましく、また、おむつ背側端部と吸収要素50とが近接しすぎると、吸収要素50の厚みとコシによりおむつ背側端部と身体表面との間に隙間が生じやすいため、10mm以上とすることが好ましい。
腹側エンドフラップ部EF及び背側エンドフラップ部EFの前後方向長さは、おむつ全体の前後方向長さLの5〜20%程度とするのが好ましく、乳幼児用おむつにおいては、10〜60mm、特に20〜50mmとするのが適当である。
【0042】
(背側伸縮シート)
図示形態では、両ファスニングテープ13間に、幅方向に弾性伸縮する帯状の背側伸縮シート70が設けられ、おむつ背側部におけるフィット性を向上させている。背側伸縮シート70の両端部は両ファスニングテープ13の取り付け部分と重なる部位まで延在されているのが好ましいが、幅方向中央側に離間していても良い。背側伸縮シート70の前後方向寸法は、ファスニングテープ13の取り付け部分の前後方向寸法と概ね同じにするのが適当であるが、±20%程度の寸法差はあってもよい。また、図示のように背側伸縮シート70が背側エンドフラップ部EFと吸収要素50の境界線と重なるように配置されていると、吸収要素50の背側端部がしっかりと体に押し当てられるため、好ましい。背側伸縮シート70は、ゴムシート等のシート状弾性部材を用いても良いが、通気性の観点から不織布や紙を用いるのが好ましい。この場合、伸縮不織布のような通気性を有するシート状弾性部材を用いることもできるが、図5に示すように、二枚の不織布等のシート基材71をホットメルト接着剤等の接着剤により張り合わせるとともに、両シート基材71間に有孔のシート状、網状、細長状(糸状又は紐状等)等の背側弾性伸縮部材72を幅方向に沿って伸張した状態で固定したものが好適に用いられる。この場合におけるシート基材71としては、外装シート12と同様のものを用いることができる。背側弾性伸縮部材72の伸張率は150〜250%程度であるのが好ましい。また、背側弾性伸縮部材72として細長状(糸状又は紐状等)のものを用いる場合、太さ420〜1120dtexのものを3〜10mmの間隔72dで5〜15本程度設けるのが好ましい。
また、図示のように背側弾性伸縮部材72の一部が吸収要素50を横断するように配置すると、吸収要素50のフィット性が向上するため好ましいが、この場合は、背側弾性伸縮部材72が吸収要素50と重なる部分の一部又は全部を、切断等の手段により収縮力が働かないようにすると、吸収要素50の背側端部が幅方向に縮まないため、フィット性がさらに向上する。
なお、背側弾性伸縮部材72は、シートの長手方向(おむつの幅方向)にシート基材71の全長にわたって固定されていてもよいが、おむつ本体への取り付け時の縮みやめくれ防止のため、シートの前後方向(おむつの幅方向)端部の5〜20mm程度の範囲においては、収縮力が働かないように、または背側弾性伸縮部材72が存在しないようにするとよい。
背側伸縮シート70は、図示形態では、液不透過性シート11の幅方向両側ではギャザーシート62と外装シート12との間に挟まれ、且つ液不透過性シート11と重なる部位では、液不透過性シート11と吸収要素50との間に挟まれるように設けられているが、液不透過性シート11と外装シート12との間に設けても良いし、外装シート12の外面に設けても良く、またトップシート30と吸収要素50との間に設けてもよい。また、背側伸縮シート70はトップシート30の上に設けても良く、この場合、液不透過性シート11の幅方向両側ではギャザーシート62の上に設けても良い。また、外装シート12を複数枚のシート基材を重ねて形成する場合には、背側伸縮シート70全体を、外装シート12のシート基材間に設けても良い。
【0043】
(油溶性スキンケア剤)
トップシート30には、油溶性スキンケア剤の水中油滴型エマルジョンに水溶性増粘剤を含有させ、粘度を1.5〜4.0m・Pa/secとした塗布液80が0.5〜3.0g/m2の割合で含有される。トップシート30以外にも、肌接触素材であるギャザーシート62にスキンケアエマルジョン80を塗布することが可能である。油溶性スキンケア剤は特に限定されず、ビタミンE(トコフェロール同属体中の、α−トコフェロールの割合が90重量%以上のものが好適)の他、石油系炭化水素、動植物性油脂、動植物性ロウ、脂肪酸エステル系化合物、アルキルエトキシレート、脂肪アルコール、ポリシロキサン、グリコサミノグリカン等、公知のスキンケア剤(酸化防止剤、エモリエント剤)の一種、又は二種類以上を混合して使用することができる。特に、油溶性スキンケア剤の粘度が5.0〜100,000m・Pa/secであるものが本発明に好適である。
【0044】
油溶性スキンケア剤を水中油滴型エマルジョンにするための乳化剤としては、特に限定されないが、食用とされていて安全性が高いモノグリセリン脂肪酸エステル、ポリグリセリン脂肪酸エステル、ソルビタン脂肪酸エステル、プロピレングリコール脂肪酸エステル、ショ糖脂肪酸エステル、有機酸モノグリセリドの中から一種又は二種以上を選択して用いることができる。特に、油溶性スキンケア剤を粘度が0.1〜3.0m・Pa/sec程度まで乳化できるものが好適である。
【0045】
水溶性増粘剤は特に限定されるものではない、例えば食品添加物にも使用されているカラギナン、カルボキシメチルセルロースナトリウム、ペクチン、ゼラチン、寒天、キサンタンガム等のゲル化剤や、保湿剤としても使用されるグリセロール類などの中から一種又は二種以上を選択して用いることができる。このうち、ヒアルロン酸、ゼラチン、グリセリンは増粘効果だけでなく保湿効果(スキンケア効果)も発揮するため特に好ましい。なお、常温で固体の増粘剤は、配管が詰まる等の問題を引き起こし易いため、5℃〜25℃で固体にならないものが良い。また、5℃〜25℃で固体になる増粘剤を用いる場合は、問題とならないように低濃度で使用するのが望ましい。
【0046】
塗布液80の配合、塗布量は適宜定めることができるが、油溶性スキンケア剤を0.01〜30重量%(特に0.01〜10重量%)、乳化剤を0.05〜50重量%(特に0.05〜20重量%)、水溶性増粘剤を0.1〜10重量%(特に0.5〜5重量%)、水を10〜99.84重量%(特に0.5〜99.44重量%)、及び必要に応じてグリセリン等の乳化安定剤を10〜80重量%(特に20〜40重量%)の割合で配合したものを好適に用いることができる。この塗布液80には、植物油等の油成分が0.01〜25重量%程度含まれていても良い。また、塗布液80の塗布量は、0.01〜50g/m2程度(特に0.5〜10g/m2)とするのが好ましい。
【0047】
塗布液80には、上記成分以外に、微量成分として、防腐剤や抗菌剤、消臭剤、芳香剤、抗炎症作用のある薬剤、保湿剤等の機能性薬剤を一種又は二種以上添加しても良く、例えば、1,3ブチレングリコール、フェノキシエタノール、安息香酸ナトリウム、塩化セチルピリジニウムなどを、0.01〜2.0重量%程度含有させると、防腐効果等により製品の衛生状態を良好に維持できるため好ましい。
【0048】
塗布液80の塗布は、スプレーや、コーター、インクジェット等の印刷法を利用して行うことができ、特に、塗布液をポンプで圧送し、その圧力で対象に塗布液を供給するタイプの塗布装置を用いる場合に好適である。塗布液80の塗布部位は、トップシート30の全体とする他、図示形態のように幅方向両側部を除いた全体としたり、前後方向又は幅方向の一部(例えば股間部、ウエスト部等)のみとしたりすることができる。塗布液80の塗布パターンは適宜定めれば良く、ベタ塗り(連続的な塗布)とすることもできるが、塗布後にある程度浸透して広がることから、間欠的な塗布パターンが好ましく、例えば図示形態のような縦縞状(塗布線の幅2〜10mm程度、間隔30〜200mm程度であるのが好ましい)とする他、横縞状や散点状に塗布することもできる。
【0049】
そして、このように、油溶性スキンケア剤を水中油滴型エマルジョンにし、粘性を低下させてサラっとした液体にするとともに白色化してからトップシート30に塗布することによって、所定量を安定塗布することが可能となり、供給管路が詰まる等の問題が防止される。また、吸収性物品の表面がサラっとした状態となり、ゴミの付着や表面同士の張り付きが防止される。また、塗布液80は乳白色であるとともに、殆ど多くの吸収性物品が白色表面であるため、見栄えが悪化することがない。さらに、塗布液80であるため、使用時の肌触りがべとつく又は硬くなるといったこともなく、また親水性の低下により液透過性が乏しくなることもない。その結果、油溶性スキンケア剤の塗布量を顕著に増加(例えば7倍以上)させることが可能となり、製造品質管理における油溶性スキンケア剤の塗布量測定も可能となる。換言すれば、油溶性スキンケア剤の塗布量を顕著に増加させても、粘度や色に起因する問題が発生しない。
【0050】
しかも、塗布液の塗布量は少量(0.5〜3.0g/m2の割合で)として多量塗布による問題点を回避しつつ、少量塗布によるポンプ流量の不安定化を、水溶性増粘剤により粘度を1.5〜4.0m・Pa/secに調整した塗布液を用いることで解消し、ライン速度(ひいては生産効率)を落とすことなく、安価なポンプ式塗布装置を使用して斑なく塗布できるようになる。よって、製品への油溶性スキンケア剤の塗布ムラが減少し、油溶性スキンケア剤の過剰・過小によるカブレの可能性を低減でき、油溶性スキンケア剤の過剰によるコスト増も抑制でき、特別な乾燥工程も必要としない。さらに、水溶性増粘剤を用いることにより、油溶性スキンケア剤をエマルジョン化したことによる利点、特に吸収性物品の表面のサラっとした仕上がりが損なわれることもない。
【0051】
<吸収性物品の製造方法の例>
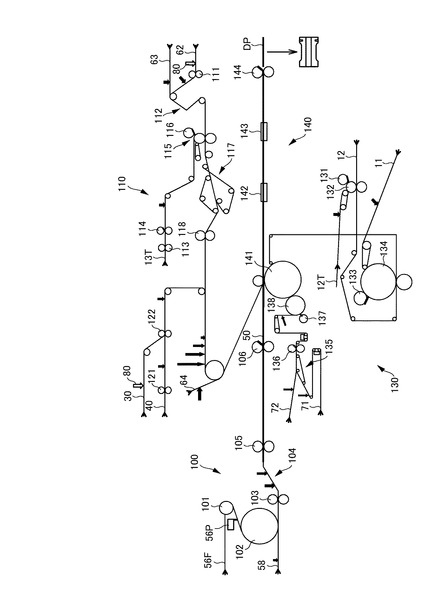
図8は、上述の使い捨ておむつの製造方法例を示しており、図中の黒塗り矢印はホットメルト接着剤の塗布を示している。この製造方法の製造ラインは、吸収要素製造パート100、表側製造パート110、裏側製造パート130、及び組立・仕上げパート140から構成されている。以下、各パートについて順に説明する。
【0052】
吸収要素製造パート100では、図示しない原反ロールから帯状の包装シート58を繰り出して長手方向に沿って移送し、次にこの包装シート58上の幅方向中間部に吸収体56を流れ方向に間欠的に載せていく。図示形態は、ロールパルプ56Fをガーネットシリンダー101で解砕して高吸収性ポリマー粒子56Pと混合した後、積繊ドラム102で所定形状に積繊して得られる吸収体56を包装シート58上に供給するように構成している。包装シート58上に載置した吸収体56は包装シート58ともに一対のプレスロール103間で挟んで押し固めた後、包装シート58における吸収体56の幅方向(CD方向)両側に食み出す部分を包装シートセーラー104により吸収体56の上側に折り畳み、吸収体56を包装シート58で包み込み、包装シート圧着ローラ105で圧着する。この包装シート58で包み込まれた吸収体56は、次に吸収要素カッター装置106により吸収体56間の位置でライン流れ方向に間欠的に切断し、個別の吸収要素50(吸収体56を包装シート58で包装したもの)を形成し、この吸収要素50を組立・仕上げパート140に供給する。
【0053】
一方、表側製造パート110では、吸収要素50よりも表側の要素が組み立てられ、組立・仕上げパート140に供給される。より詳細には、図示しない原反ロールから帯状のシート基材を繰り出して長手方向に沿って移送しつつ、スリッター111により左右各一本のギャザーシート62に分割した後、各ギャザーシート62に対して立体ギャザー弾性伸縮部材63を繰り出して伸長状態で貼り付けるとともに、立体ギャザーセーラー112により立体ギャザー弾性伸縮部材63を挟むようにギャザーシート62を折り返して立体ギャザー60を形成し、これらをテープ貼付け装置に供給する。
【0054】
また、図示しない原反ロールから帯状のテープ基材(予め帯状のシート基材の幅方向中央部に帯状のフック材が長手方向に沿って連続的に貼り付けられたもの)を繰り出して長手方向に沿って移送しつつ、テープエンボスロール113によりエンボス加工を施した後、ラウンドカッター114により波状の切断線でCD方向に二分割し、左右各一本のファスニングテープ連続帯(ファスニングテープが縦方向に連なった状態のもの)を形成し、これらをテープ貼り付け装置115に供給する。
【0055】
テープ貼付け装置115では、ファスニングテープ13連続帯をカッターユニット116により個別のファスニングテープ13に切断するとともに、そのファスニングテープ13を別途供給される立体ギャザーに貼り付け、次にテープ折りベルト117によりファスニングテープ13の内面を立体ギャザーの基部上に折り返し、その折り返し部分をフック材により立体ギャザーに貼り付けた後、必要に応じてピンエンボス加工118を行う。
【0056】
次いで、ファスニングテープ13が取り付けられた立体ギャザーは、トップシート30及び中間シート40の積層体に貼り付けられる。より詳細には、図示しない原反ロールから帯状の中間シート40を繰り出して長手方向に沿って移送しつつ、穿孔ロール121により多数の開口を形成する一方で、図示しない原反ロールから帯状のトップシート30を繰り出し、中間シート張り合わせロール122により、穿孔後の中間シート40をトップシート30に張り合わせてトップシート30及び中間シート40の積層体を形成した後、この積層体のトップシート30の表面に、ファスニングテープ13が取り付けられた立体ギャザー60を貼り付ける。この際、トップシート30を中間シート40と貼り合わせる前(図示形態では原反ロールから繰り出し直後)の単独の状態で、トップシート30に対してその表面側から前述の塗布液80を塗布する。これにより、塗布液がトップシート30から他のシートへ移行するのを効果的に防止できる。つまり、他の素材を貼り付けた状態のトップシートに塗布すると、塗布したエマルジョンがトップシートから他の素材に移動し、塗布量に見合ったスキンケア効果が得られないおそれがある。塗布液80の詳細は前述したとおりであるので、ここでは敢えて説明を省略する。
【0057】
図示形態では、更にこの後、立体ギャザー60の裏面に、平面ギャザー弾性伸縮部材64を繰り出して伸長状態で貼り付けてから、これらを表側の要素として組立・仕上げパート140に供給する構成となっている。
【0058】
他方、裏側製造パート130では、吸収要素50よりも裏側の要素が組み立てられ、組立・仕上げパート140に供給される。より詳細には、図示しない原反ロールから帯状の外装シート12を繰り出して長手方向に沿って移送しつつ、この外装シート12に対して、先ずターゲットシート12Tを貼り付け、次に液不透過性シート11を貼り付けた後、これらを裏側の要素として組立・仕上げパート140に供給する構成となっている。特に図示形態では、ターゲットシート12T連続帯をターゲットシートカッターユニット131により個別のターゲットシート12Tに切断するとともに、そのターゲットシート12Tをターゲットシート貼り付けロール132により外装シート12の外面に貼り付けた後、帯状の液不透過性シート11を液不透過性シートカッターユニット133により個別の液不透過性シート11に切断するとともに、その液不透過性シート11を液不透過性シート貼り付けロール134により外装シート12の内面に貼り付ける構成となっている。
【0059】
さらに、この外装シート系統とは別に、図示しない原反ロールから帯状のシート基材71を繰り出して長手方向に沿って移送しつつ、このシート基材71に対して背側弾性伸縮部材72を繰り出して伸長状態で貼り付けるとともに、背側伸縮シートセーラー135により背側弾性伸縮部材72を挟むようにシート基材72を折り返して背側伸縮シートを形成し、この背側伸縮シートにおける背側弾性伸縮部材72の一部を必要に応じて弾性伸縮部材カッター136により細かく切断して、収縮力が作用しないようにした後、背側伸縮シートカッター装置137によりライン流れ方向に間欠的に切断し、個別の背側伸縮シート70を形成し、この吸収要素をターナー138により90度回転させて組立・仕上げパート140に供給する。
【0060】
そして、組立・仕上げパート140では、組立ドラム141により、裏側製造パートから順次供給される裏側の要素の内面上に、同じく順次供給される背側伸縮シート70を貼り付け、その上に吸収要素製造パートから順次供給される吸収要素50を貼り付け。更にその上に上側製造パートから供給される表側の要素(トップシート、中間シート、立体ギャザー、ファスニングテープ、及び平面ギャザー弾性伸縮部材の半製品)を貼り付けた後、脚周りダイカッター142によりCD方向両側縁を流れ方向に間欠的に脚周りに沿う曲線状に切断し、次いでサイドフラップ部セーラー143によりCD方向両側部を内面側に折り畳んでから、製品カッター装置144によりライン流れ方向に間欠的に切断し、個別のおむつDPを形成する。図示しないが、個別化されたおむつDPは前後方向中央を折り目として表面同士が合わさるように二つ折りした後、所定数積層し、包装袋に入れて包装する。
【0061】
図示形態では、塗布液80のトップシート30への塗布を、トップシート30を中間シート40と貼り合わせる前の単独の状態で行うようにしているが、製造過程のどの段階で行っても良い。ただし、塗布液80のトップシート30への塗布は表側製造パートで行うのが好ましい。
【0062】
前述したとおり、塗布液80はトップシート30以外にも、肌接触素材であるギャザーシート62に塗布することが可能であり、この場合、ギャザーシート62を他の素材、例えばトップシート30と貼り合わせる前の状態、又は外装シート12と貼り合わせる前の状態で行うようにするのが好ましい。図示形態では、ギャザーシート62を原反ロールから繰り出した直後に塗布するように構成している。
【0063】
<用語の説明>
用語「前後方向(縦方向)」とは腹側(前側)と背側(後側)を結ぶ方向を意味し、「幅方向」とは前後方向と直交する方向(左右方向)を意味し、「上下方向」とはおむつの装着状態、すなわちおむつの腹側部分と背側部分を重ね合わせるようにおむつを股間部で2つに折った際に幅方向と直交する方向を意味する。
また、用語「伸長率」は自然長を100%としたときの値を意味する。
さらに、用語「粘度」とは、JIS Z8803「液体の粘度−測定方法」の「細管粘度計による粘度測定方法」に準じて測定される値を意味する。
【産業上の利用可能性】
【0064】
本発明は、生理用ナプキン、使い捨ておむつ等、吸収性物品全般に利用可能なものである。
【符号の説明】
【0065】
11…液不透過性シート、12…外装シート、13…ファスニングテープ、13A…係止部、13B…テープ本体部、13C…テープ取付部、30…トップシート、40…中間シート、50…吸収要素、56…吸収体、58…包装シート、60…立体ギャザー、62…ギャザーシート、63…立体ギャザー弾性伸縮部材、64…平面ギャザー弾性伸縮部材、70…背側伸縮シート、12T…ターゲットシート、80…塗布液、100…吸収要素製造パート、101…ガーネットシリンダー、102…積繊ドラム、103…プレスロール、104…包装シートセーラー、105…包装シート圧着ローラ、106…吸収要素カッター装置、113…テープエンボスロール、114…ラウンドカッター、115…テープ貼り付け装置、122…中間シート張り合わせロール、130…裏側製造パート、131…ターゲットシートカッターユニット、132…ターゲットシート貼り付けロール、133…液不透過性シートカッターユニット、134…液不透過性シート貼り付けロール、135…背側伸縮シートセーラー、136…弾性伸縮部材カッター、137…背側伸縮シートカッター装置、138…ターナー、142…脚周りダイカッター、143…サイドフラップ部セーラー、144…製品カッター装置、DP…おむつ。
【技術分野】
【0001】
本発明は、使い捨ておむつ、生理用ナプキン等の吸収性物品の製造方法、及び吸収性物品に関するものである。
【背景技術】
【0002】
吸収性物品においては、スキンケアを目的として、表面(肌側面)に油溶性スキンケア剤を塗布することが提案されている(例えば特許文献1、2参照)。
しかしながら、油溶性スキンケア剤の使用には次の(a)〜(d)の問題点があるため、塗布量には自ずと限界があり、スキンケア効果の向上が困難となっていた。換言すれば、油溶性スキンケア剤の塗布量がある程度を超えると、次の(a)〜(d)の問題点が発生しやすくなるのである。また油溶性スキンケア剤の塗布量が少ないために、製造品質管理における油溶性スキンケア剤の塗布量測定が困難であることも問題であった。
(a)油溶性スキンケア剤は外気温による粘度変化が大きいため、所定量を安定塗布することが困難であり、配管が詰まる等の問題を引き起こし易い。
(b)吸収性物品の表面に塗布された油溶性スキンケア剤の粘性により、表面にゴミが付着したり、表面同士が張り付いたりするおそれがある。
(c)油溶性スキンケア剤は淡黄色のものが多く、表面が汚れたように着色され、見栄えが悪化するおそれがある。
(d)油溶性スキンケア剤は通常の保管温度においては高粘性又は固形であるものが多いため、使用時の肌触りがべとつく又は硬くなるおそれがある。
(e)油溶性スキンケア剤が油性のままトップシートに含有されていると、トップシートの親水性の低下により液透過性が乏しくなるおそれがある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2011−15975号公報
【特許文献2】特表2002−541983号公報
【特許文献3】特表2003−500115号公報
【特許文献4】特表2003−527147号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
そこで、本発明の主たる課題は、油溶性スキンケア剤の粘度や色に起因する上記(a)〜(e)の問題点を解消し、油溶性スキンケア剤の多量塗布を可能とすることにある。
【課題を解決するための手段】
【0005】
上記課題を解決した本発明は次記のとおりである。
<請求項1記載の発明>
液透過性のトップシートと、液不透過性シートとの間に、吸収要素を介在させてなる吸収性物品の製造方法において、
吸収性物品の製造過程で、油溶性スキンケア剤の水中油滴型エマルジョンに水溶性増粘剤を含有させ、粘度を1.5〜4.0m・Pa/secとした塗布液を、前記トップシートに0.5〜3.0g/m2の割合で塗布する、ことを特徴とする吸収性物品の製造方法。
【0006】
(作用効果)
このように、油溶性スキンケア剤を水中油滴型エマルジョンにし、粘性を低下させてサラっとした液体にするとともに白色化してからトップシートに塗布することによって、上記(a)〜(e)の問題点が解消される。つまり、エマルジョンは外気温による粘度変化が小さく、所定量を安定塗布することが可能となり、供給管路が詰まる等の問題が防止される。また、吸収性物品の表面がサラっとした状態となり、ゴミの付着や表面同士の張り付きが防止される。また、エマルジョンは乳白色であるとともに、殆ど多くの吸収性物品が白色表面であるため、見栄えが悪化することがない。さらに、エマルジョンであるため、使用時の肌触りがべとつく又は硬くなるといったこともなく、また親水性の低下により液透過性が乏しくなることもない。
その結果、油溶性スキンケア剤の塗布量を顕著に増加(例えば7倍以上)させることが可能となり、製造品質管理における油溶性スキンケア剤の塗布量測定も可能となる。換言すれば、油溶性スキンケア剤の塗布量を顕著に増加させても、上記(a)〜(e)の問題点が発生しない。
【0007】
ただし、油溶性スキンケア剤をエマルジョンにしただけであると、次のような問題点がある。すなわち、液の塗布装置としてはコーターやスプレー、プリントなどがあるが、塗布液をポンプで圧送し、その圧力で対象に塗布液を供給するタイプの塗布装置(以下、ポンプ式塗布装置ともいう)は簡素であるため広く利用されている。しかし、油溶性スキンケア剤をエマルジョンにしただけの塗布液は粘性が低いため、ポンプ式塗布装置を使用して高速ライン(350〜400m/分以上)で3.0g/m2以下の割合で塗布液を塗布すると、塗布液の流量が安定せず、ムラが生じてしまう。これを解決するために、ライン速度を落とすと生産効率が低下してしまう。また、流量を安定化させる精密ポンプを使用する方法もあるが、著しくコストが嵩むことが問題となる。他方、塗布液の塗布量(スキンケア剤の塗布量ではない)を多くすることも考えたが、塗布液がトップシートに浸透・定着(ある程度までの乾燥含む)するにはある程度の時間又は乾燥工程が必要となるだけでなく、ライン速度の低下又は硬質化等の乾燥による悪影響を避けられない。さらに、トップシートの保持液量が多くなると、吸収性能の低下も避けられない。
【0008】
そこで、本発明では、塗布液の塗布量は少量(0.5〜3.0g/m2の割合で)として多量塗布による問題点を回避しつつ、少量塗布によるポンプ流量の不安定化を、水溶性増粘剤により粘度を1.5〜4.0m・Pa/secに調整した塗布液を用いることで解消し、ライン速度(ひいては生産効率)を落とすことなく、安価なポンプ式塗布装置を使用して斑なく塗布できるようにしたものである。よって、製品への油溶性スキンケア剤の塗布ムラが減少し、油溶性スキンケア剤の過剰・過小によるカブレの可能性を低減でき、油溶性スキンケア剤の過剰によるコスト増も抑制でき、特別な乾燥工程も必要としない。さらに、水溶性増粘剤を用いることにより、油溶性スキンケア剤をエマルジョン化したことによる利点、特に吸収性物品の表面のサラっとした仕上がりが損なわれることもない。
【0009】
<請求項2記載の発明>
前記水溶性増粘剤が、ヒアルロン酸、ゼラチン、及びグリセリンの少なくとも一種である、請求項1記載の吸収性物品の製造方法。
【0010】
(作用効果)
これらの増粘剤は増粘効果だけでなく保湿効果(スキンケア効果)も発揮するものであるため特に好ましい。
【0011】
<請求項3記載の発明>
前記油溶性スキンケア剤の粘度が5.0〜100,000m・Pa/secであり、油溶性スキンケア剤の水中油滴型エマルジョンの粘度が0.1〜3.0m・Pa/secである、請求項1記載の吸収性物品の製造方法。
【0012】
(作用効果)
本発明は、このような高粘度の油溶性スキンケア剤を用いる場合に好適である。
【0013】
<請求項4記載の発明>
前記塗布液は、前記油溶性スキンケア剤としてビタミンEを0.01〜30重量%、乳化剤を0.05〜50重量%、前記水溶性増粘剤を0.1〜10重量%、及び水を10〜99.84重量%重量%混合してなるものであり、
この水中油滴型エマルジョンを0.1〜50g/m2の割合で前記トップシートに塗布する、請求項1〜3のいずれか1項に記載の吸収性物品の製造方法。
【0014】
(作用効果)
塗布液の配合及び塗布量は適宜定めることができるが、このような配合及び塗布量とするのが好ましい。
【0015】
<請求項5記載の発明>
前記乳化剤は、モノグリセリン脂肪酸エステル、ポリグリセリン脂肪酸エステル、ソルビタン脂肪酸エステル、プロピレングリコール脂肪酸エステル、ショ糖脂肪酸エステル、有機酸モノグリセリドの中から選択されたものである、請求項4記載の吸収性物品の製造方法。
【0016】
(作用効果)
乳化剤は適宜定めることができるが、これらの乳化剤は食用としても用いられており、安全性が高いため好ましい。
【0017】
<請求項6記載の発明>
液透過性のトップシートと、液不透過性シートとの間に、吸収要素を介在させてなる吸収性物品において、
油溶性スキンケア剤の水中油滴型エマルジョンに水溶性増粘剤を含有させ、粘度を1.5〜4.0m・Pa/secとした塗布液が、前記トップシートに0.5〜3.0g/m2の割合で含有されている、ことを特徴とする吸収性物品。
【0018】
(作用効果)
請求項1記載の発明と同様の作用効果を奏する。
【0019】
<請求項7記載の発明>
前記塗布液は、前記油溶性スキンケア剤としてビタミンEを0.01〜30重量%、乳化剤を0.05〜50重量%、水溶性増粘剤を0.1〜10重量%、及び水を10〜99.84重量%混合してなるものである、請求項6記載の吸収性物品。
【0020】
(作用効果)
請求項4記載の発明と同様の作用効果を奏する。
【0021】
<請求項8記載の発明>
前記スキンケア剤はビタミンEであり、前記乳化剤はモノグリセリン脂肪酸エステル、ポリグリセリン脂肪酸エステル、ソルビタン脂肪酸エステル、プロピレングリコール脂肪酸エステル、ショ糖脂肪酸エステル、有機酸モノグリセリドの中から選択されたものであ り、前記水溶性増粘剤が、ヒアルロン酸、ゼラチン、及びグリセリンの少なくとも一種である、請求項6又は7記載の吸収性物品。
【0022】
(作用効果)
これらのスキンケア剤及び乳化剤は食用としても用いられており、安全性が高いため好ましい。また、これらの増粘剤は増粘効果だけでなく保湿効果(スキンケア効果)も発揮するものであるため特に好ましい。
【発明の効果】
【0023】
以上のとおり、本発明によれば、油溶性スキンケア剤の粘度や色に起因する上記(a)〜(e)の問題点が解消され、油溶性スキンケア剤の多量塗布が可能となる、等の利点がもたらされる。
【図面の簡単な説明】
【0024】
【図1】テープタイプ使い捨ておむつの内面を示す、おむつを展開した状態における平面図である。
【図2】テープタイプ使い捨ておむつの外面を示す、おむつを展開した状態における平面図である。
【図3】図1の6−6線断面図である。
【図4】図1の7−7線断面図である。
【図5】図1の8−8線断面図である。
【図6】図1の9−9線断面図である。
【図7】図1の5−5線断面図である。
【図8】テープタイプ使い捨ておむつの製造フローの概略図である。
【発明を実施するための形態】
【0025】
以下、本発明の実施形態について添付図面を参照しつつ説明する。
<吸収性物品の例>
図1〜図7はテープタイプ使い捨ておむつの一例を示しており、図中の符号Xはファスニングテープを除いたおむつの全幅を示しており、符号Lはおむつの全長を示しており、断面図中の点模様部分はホットメルト接着剤の塗布部分を示している。
【0026】
このテープタイプ使い捨ておむつは、幅方向中央に沿って下腹部から股間部を通り臀部までを覆うように延在する部分であって、且つ身体側表面を形成する透液性トップシートと、外面側に位置する液不透過性シートとの間に吸収要素50が介在する部分である吸収性本体部10と、この吸収性本体部10の前側及び後側にそれぞれ延出する部分であって、且つ吸収要素50を有しない部分である腹側エンドフラップ部EF及び背側エンドフラップ部EFとを有するものである。
【0027】
また、このテープタイプ使い捨ておむつは、吸収体の側縁よりも側方に延出する一対のサイドフラップ部SF,SFを有しており、背側におけるサイドフラップ部SF,SFにはファスニングテープ13がそれぞれ設けられている。
【0028】
より詳細には、吸収性本体部10ならびに各サイドフラップ部SF,SFの外面全体が外装シート12により形成されている。特に、吸収性本体部10においては、外装シート12の内面側に液不透過性シート11がホットメルト接着剤等の接着剤により固定され、さらにこの液不透過性シート11の内面側に吸収要素50、中間シート40、およびトップシート30がこの順に積層されている。トップシート30および液不透過性シート11は図示例では長方形であり、吸収要素50よりも前後方向および幅方向において若干大きい寸法を有しており、トップシート30における吸収要素50の側縁より食み出る周縁部と、液不透過性シート11における吸収要素50の側縁より食み出る周縁部とがホットメルト接着剤などにより固着されている。また液不透過性シート11は透湿性のポリエチレンフィルム等からなり、トップシート30よりも若干幅広に形成されている。
【0029】
さらに、この吸収性本体部10の両側には、装着者の肌側に突出(起立)する立体ギャザー60,60が設けられており、この立体ギャザー60,60を形成するギャザーシート62,62が、トップシート30の両側部上から各サイドフラップ部SF,SFの内面までの範囲に固着されている。
【0030】
以下、各部の素材および特徴部分について順に説明する。
(外装シート)
外装シート12は吸収要素50を支持し、着用者に装着するための部分である。外装シート12は、両側部の前後方向中央部が括れた砂時計形状とされており、ここが着用者の脚を入れる部位となる。
外装シート12としては不織布が好適であるが、これに限定されない。不織布の種類は特に限定されず、素材繊維としては、たとえばポリエチレンまたはポリプロピレン等のオレフィン系、ポリエステル系、ポリアミド系等の合成繊維の他、レーヨンやキュプラ等の再生繊維、綿等の天然繊維を用いることができ、加工法としてはスパンレース法、スパンボンド法、サーマルボンド法、エアスルー法、ニードルパンチ法等を用いることができる。ただし、肌触り及び強度を両立できる点でスパンボンド不織布やSMS不織布、SMMS不織布等の長繊維不織布が好適である。不織布は一枚で使用する他、複数枚重ねて使用することもできる。後者の場合、不織布相互をホットメルト接着剤等により接着するのが好ましい。不織布を用いる場合、その繊維目付けは10〜50g/m2、特に15〜30g/m2のものが望ましい。
【0031】
(液不透過性シート)
液不透過性シート11の素材は、特に限定されるものではないが、例えば、ポリエチレンやポリプロピレン等のオレフィン系樹脂や、ポリエチレンシート等に不織布を積層したラミネート不織布、防水フィルムを介在させて実質的に液不透過性を確保した不織布(この場合は、防水フィルムと不織布とで液不透過性シートが構成される。)などを例示することができる。もちろん、このほかにも、近年、ムレ防止の観点から好まれて使用されている液不透過性かつ透湿性を有する素材も例示することができる。この液不透過性かつ透湿性を有する素材のシートとしては、例えば、ポリエチレンやポリプロピレン等のオレフィン系樹脂中に無機充填剤を混練して、シートを成形した後、一軸又は二軸方向に延伸して得られた微多孔性シートを例示することができる。さらに、マイクロデニール繊維を用いた不織布、熱や圧力をかけることで繊維の空隙を小さくすることによる防漏性強化、高吸水性樹脂または疎水性樹脂や撥水剤の塗工といった方法により、防水フィルムを用いずに液不透過性としたシートも、液不透過性シート11として用いることができる。
【0032】
(トップシート)
トップシート30は液透過性を有するものであれば足り、例えば、有孔又は無孔の不織布や、多孔性プラスチックシートなどを用いることができる。また、このうち不織布は、その原料繊維が何であるかは、特に限定されない。例えば、ポリエチレンやポリプロピレン等のオレフィン系、ポリエステル系、ポリアミド系等の合成繊維、レーヨンやキュプラ等の再生繊維、綿等の天然繊維などや、これらから二種以上が使用された混合繊維、複合繊維などを例示することができる。さらに、不織布は、どのような加工によって製造されたものであってもよい。加工方法としては、公知の方法、例えば、スパンレース法、スパンボンド法、サーマルボンド法、メルトブローン法、ニードルパンチ法、エアスルー法、ポイントボンド法等を例示することができる。例えば、柔軟性、ドレープ性を求めるのであれば、スパンレース法が、嵩高性、ソフト性を求めるのであれば、サーマルボンド法が、好ましい加工方法となる。
また、トップシート30は、1枚のシートからなるものであっても、2枚以上のシートを貼り合せて得た積層シートからなるものであってもよい。同様に、トップシート30は、平面方向に関して、1枚のシートからなるものであっても、2枚以上のシートからなるものであってもよい。
【0033】
(中間シート)
トップシート30を透過した排泄物を吸収体へ移動させ、逆戻りを防ぐために、トップシート30と吸収要素50との間に中間シート(セカンドシートもいわれる)40を設けることができる。この中間シート40は、排泄物を速やかに吸収体へ移行させて吸収体による吸収性能を高めるばかりでなく、吸収した排泄物の吸収体からの逆戻りを防止し、トップシート30表面の肌触りを良くするものである。中間シート40は省略することもできる。
中間シート40としては、トップシート30と同様の素材を用いることができる。中間シート40はトップシート30に接合するのが好ましく、その接合にヒートエンボスや超音波溶着を用いる場合は、中間シート40の素材はトップシート30と同程度の融点をもつものが好ましい。また、便中の固形分を透過させることを考慮するならば中間シート40に用いる繊維の繊度は5.0〜7.0dtexであるのが好ましいが、トップシート30における液残りが多くなる。これに対して、中間シート40に用いる繊維の繊度が1.0〜2.0dtexであると、トップシート30の液残りは発生し難いが、便の固形分が透過し難くなる。よって、中間シート40に用いる不織布の繊維は繊度が2.0〜5.0dtex程度とするのが好ましい。
図示の形態の中間シート40は、吸収要素50の幅より短く中央に配置されているが、全幅にわたって設けてもよい。中間シート40の長手方向長さは、おむつの全長と同一でもよいし、吸収要素50の長さと同一でもよいし、液を受け入れる領域を中心にした短い長さ範囲内であってもよい。
【0034】
(立体ギャザー)
トップシート30上を伝わって横方向に移動する尿や軟便を阻止し、横漏れを防止するために、製品の両側に、使用面側に突出(起立)する立体ギャザー60、60を設けるのは好ましい。
この立体ギャザー60は、実質的に幅方向に連続するギャザーシート62と、このギャザーシート62に前後方向に沿って伸張状態で固定された糸ゴム等の細長状弾性伸縮部材からなる立体ギャザー弾性伸縮部材63とにより構成されている。このギャザーシート62としては撥水性不織布を用いることができ、また立体ギャザー弾性伸縮部材63としては糸ゴム等を用いることができる。弾性伸縮部材は、図1及び図2に示すように各複数本設ける他、各1本設けることができる。
ギャザーシート62の内面は、トップシート30の側部上に幅方向の固着始端を有し、この固着始端から幅方向外側の部分は、液不透過性シート11の側部およびその幅方向外側に位置する外装シート12の側部にホットメルト接着剤などにより固着されている。この固着部分のうち固着始端近傍の幅方向外側において、ギャザーシート62と外装シート12とが対向する部分のシート間に、前後方向に沿って糸ゴム等の細長状弾性伸縮部材からなる平面ギャザー弾性伸縮部材64がそれぞれ設けられている。
脚周りにおいては、立体ギャザー60の固着始端より幅方向内側は、製品前後方向両端部ではトップシート30上に固定されているものの、その間の部分は非固定の自由部分であり、この自由部分が糸ゴム63の収縮力により起立するようになる。おむつの、装着時には、おむつが舟形に体に装着されるので、そして糸ゴム63の収縮力が作用するので、糸ゴム63の収縮力により立体ギャザー60が起立して脚周りに密着する。その結果、脚周りからのいわゆる横漏れが防止される。
図示形態と異なり、ギャザーシート62の幅方向内側の部分における前後方向両端部を、幅方向外側の部分から幅方向内側に延在する基端側部分とこの基端側部分の幅方向中央側の端縁から身体側に折り返され幅方向外側に延在する先端側部分とを有する二つ折り状態で固定し、その間の部分を非固定の自由部分とすることもできる。
【0035】
(吸収要素)
吸収要素50は、尿や軟便などの液を吸収保持する部分である。吸収要素50は、吸収体56と、この吸収体56の少なくとも裏面及び側面を包む包装シート58とを有している。包装シート58は省略することもできる。吸収要素50は、その裏面においてホットメルト接着剤等の接着剤を介して液不透過性シート11の内面に接着することができる。
【0036】
(吸収体)
吸収体56は、繊維の集合体により形成することができる。この繊維集合体としては、綿状パルプや合成繊維等の短繊維を積繊したものの他、セルロースアセテート等の合成繊維のトウ(繊維束)を必要に応じて開繊して得られるフィラメント集合体も使用できる。繊維目付けとしては、綿状パルプや短繊維を積繊する場合は、例えば100〜300g/m2程度とすることができ、フィラメント集合体の場合は、例えば30〜120g/m2程度とすることができる。合成繊維の場合の繊度は、例えば、1〜16dtex、好ましくは1〜10dtex、さらに好ましくは1〜5dtexである。フィラメント集合体の場合、フィラメントは、非捲縮繊維であってもよいが、捲縮繊維であるのが好ましい。捲縮繊維の捲縮度は、例えば、1インチ当たり5〜75個、好ましくは10〜50個、さらに好ましくは15〜50個程度とすることができる。また、均一に捲縮した捲縮繊維を用いる場合が多い。
【0037】
(高吸収性ポリマー粒子)
吸収体56は、高吸収性ポリマー粒子を含むのが好ましく、特に、少なくとも液受け入れ領域において、繊維の集合体に対して高吸収性ポリマー粒子(SAP粒子)が実質的に厚み方向全体に分散されているものが望ましい。
吸収体56の上部、下部、及び中間部にSAP粒子が無い、あるいはあってもごく僅かである場合には、「厚み方向全体に分散されている」とは言えない。したがって、「厚み方向全体に分散されている」とは、繊維の集合体に対し、厚み方向全体に「均一に」分散されている形態のほか、上部、下部及び又は中間部に「偏在している」が、依然として上部、下部及び中間部の各部分に分散している形態も含まれる。また、一部のSAP粒子が繊維の集合体中に侵入しないでその表面に残存している形態や、一部のSAP粒子が繊維の集合体を通り抜けて包装シート58上にある形態も排除されるものではない。
高吸収性ポリマー粒子とは、「粒子」以外に「粉体」も含む。高吸収性ポリマー粒子の粒径は、この種の吸収性物品に使用されるものをそのまま使用でき、1000μm以下、特に150〜400μmのものが望ましい。高吸収性ポリマー粒子の材料としては、特に限定無く用いることができるが、吸水量が40g/g以上のものが好適である。高吸収性ポリマー粒子としては、でんぷん系、セルロース系や合成ポリマー系などのものがあり、でんぷん−アクリル酸(塩)グラフト共重合体、でんぷん−アクリロニトリル共重合体のケン化物、ナトリウムカルボキシメチルセルロースの架橋物やアクリル酸(塩)重合体などのものを用いることができる。高吸収性ポリマー粒子の形状としては、通常用いられる粉粒体状のものが好適であるが、他の形状のものも用いることができる。
高吸収性ポリマー粒子としては、吸水速度が40秒以下のものが好適に用いられる。吸水速度が40秒を超えると、吸収体56内に供給された液が吸収体56外に戻り出てしまう所謂逆戻りを発生し易くなる。
高吸収性ポリマー粒子の目付け量は、当該吸収体56の用途で要求される吸収量に応じて適宜定めることができる。したがって一概には言えないが、50〜350g/m2とすることができる。ポリマーの目付け量が50g/m2未満では、吸収量を確保し難くなる。350g/m2を超えると、効果が飽和するばかりでなく、高吸収性ポリマー粒子の過剰によりジャリジャリした違和感を与えるようになる。
【0038】
(包装シート)
包装シート58を用いる場合、その素材としては、ティッシュペーパ、特にクレープ紙、不織布、ポリラミ不織布、小孔が開いたシート等を用いることができる。ただし、高吸収性ポリマー粒子が抜け出ないシートであるのが望ましい。クレープ紙に換えて不織布を使用する場合、親水性のSMMS(スパンボンド/メルトブローン/メルトブローン/スパンボンド)不織布が特に好適であり、その材質はポリプロピレン、ポリエチレン/ポリプロピレンなどを使用できる。繊維目付けは、5〜40g/m2、特に10〜30g/m2のものが望ましい。
この包装シート58は、図3に示すように、吸収体56の全体を包む形態のほか、その層の裏面及び側面のみを包装するものでもよい。また図示しないが、吸収体56の上面及び側面のみをクレープ紙や不織布で覆い、下面をポリエチレンなどの液不透過性シートで覆う形態、吸収体56の上面をクレープ紙や不織布で覆い、側面及び下面をポリエチレンなどの液不透過性シートで覆う形態などでもよい(これらの各素材が包装シートの構成要素となる)。必要ならば、吸収体56を、上下2層のシートで挟む形態や下面のみに配置する形態でもよいが、高吸収性ポリマー粒子の移動を防止でき難いので望ましい形態ではない。
【0039】
(ファスニングテープ)
図1、図2及び図5に示されるように、ファスニングテープ13は、不織布、プラスチックフィルム、ポリラミ不織布、紙やこれらの複合素材からなるシート基材の端部がテープ取付部13Cとしておむつに取り付けられており、おむつ側縁から突出する先端側部分であるテープ本体部13Bには腹側に対する係止部13Aとして、メカニカルファスナーのフック材が設けられている。ファスニングテープのテープ取付部は、サイドフラップ部における内側層をなすギャザーシート及び外側層をなす外装シート間に挟まれ、かつホットメルト接着剤により両シート62,30に接着されている。また、フック材13Aはシート基材13Cに接着剤により剥離不能に接合されている。
乳幼児用おむつにおいては、テープ取付部13Cの寸法のうち、おむつの幅方向の長さX1は10〜50mm、特に20〜40mmであるのが好ましく、前後方向長さY1は、20〜100mm、特に40〜80mmであるのが好ましい。また、テープ本体部13Bの寸法のうち、おむつの幅方向の長さは30〜80mm、特に40〜60mmであるのが好ましく、前後方向の長さ(高さ)は20〜70mm、特に25〜50mmであるのが好ましい。なお、ファスニングテープ13の一部または全部が例えば略テーパ形状をなし、前後方向長さや幅方向長さが一定でない場合は、上記数値範囲は平均値にて定める。ファスニングテープ13の形状は、矩形形状などの左右対称形状でもよいが、幅広の取り付け部分と細長状の先端側部分からなる凸型形状であると、先端側部分の摘み部が摘みやすく、かつ左右の基部間の張力が広範囲に作用するため、好ましい。フック材13Aは、その外面側に多数の係合突起を有する。係合突起の形状としては、(A)レ字状、(B)J字状、(C)マッシュルーム状、(D)T字状、(E)ダブルJ字状(J字状のものを背合わせに結合した形状のもの)等が存在するが、いずれの形状であっても良い。フック材13Aに代えて、ファスニングテープ13の係止部として粘着材層を設けることもできる。
おむつの装着に際しては、背側のサイドフラップ部SFを腹側のサイドフラップ部SFの外側に重ねた状態で、ファスニングテープを腹側F外面の適所に係止する。ファスニングテープ13の係止箇所の位置及び寸法は任意に定めることができる。乳幼児用おむつにおいては、係止箇所は、前後方向20〜80mm、幅方向150〜300mmの矩形範囲とし、その上端縁と腹側上縁との高さ方向離間距離を0〜60mm、特に20〜50mmとし、かつ製品の幅方向中央とするのが好ましい。
ファスニングテープ13は、背側のエンドフラップ部EFと吸収要素50の境界線上にファスニングテープ13のテープ取付部13Cが重なるように取り付けられていると、おむつ装着時に左右のファスニングテープ13の取り付け部分間に働く張力により、吸収要素50の背側端部がしっかりと体に押し当てられるため、好ましい。また、ファスニングテープ13の取り付け部分が、おむつの背側端部(後端部)と離れすぎていると、おむつ装着時に左右のファスニングテープ13のテープ取付部13C間に働く張力がおむつの背側端部にまで及ばないため、おむつの背側端部と身体表面との間に隙間が生じやすい。従って、背側のエンドフラップ部EFの前後方向長さは、ファスニングテープ13のテープ取付部13Cの前後方向長さと同じか又は短いことが好ましい。
【0040】
(ターゲットシート)
腹側Fにおけるファスニングテープ13の係止箇所には、係止を容易にするためのターゲット有するターゲットシート12Tを設けるのが好ましい。ターゲットシート12Tは、係止部がフック材13Aの場合、フック材の係合突起が絡まるようなループ糸がプラスチックフィルムや不織布からなるシート基材の表面に多数設けられたものを用いることができ、また粘着材層の場合には粘着性に富むような表面が平滑なプラスチックフィルムからなるシート基材の表面に剥離処理を施したものを用いることができる。 また、腹側Fにおけるファスニングテープ13の係止箇所が不織布からなる場合、例えば図示形態の外装シート12が不織布からなる場合であって、ファスニングテープ13の係止部がフック材13Aの場合には、ターゲットシート12Tを省略し、フック材13Aを外装シート12の不織布に絡ませて係止することもできる。この場合、ターゲットシート12Tを外装シート12と液不透過性シート11との間に設けてもよい。
【0041】
(エンドフラップ部)
エンドフラップ部は、吸収性本体部10の前側及び後側にそれぞれ延出する部分であって、且つ吸収要素50を有しない部分であり、前側の延出部分が腹側エンドフラップ部EFであり、後側の延出部分が背側エンドフラップ部EFである。
背側エンドフラップEFの前後方向長さは、前述の理由によりファスニングテープ13の取り付け部分の前後方向長さと同じか短い寸法とすることが好ましく、また、おむつ背側端部と吸収要素50とが近接しすぎると、吸収要素50の厚みとコシによりおむつ背側端部と身体表面との間に隙間が生じやすいため、10mm以上とすることが好ましい。
腹側エンドフラップ部EF及び背側エンドフラップ部EFの前後方向長さは、おむつ全体の前後方向長さLの5〜20%程度とするのが好ましく、乳幼児用おむつにおいては、10〜60mm、特に20〜50mmとするのが適当である。
【0042】
(背側伸縮シート)
図示形態では、両ファスニングテープ13間に、幅方向に弾性伸縮する帯状の背側伸縮シート70が設けられ、おむつ背側部におけるフィット性を向上させている。背側伸縮シート70の両端部は両ファスニングテープ13の取り付け部分と重なる部位まで延在されているのが好ましいが、幅方向中央側に離間していても良い。背側伸縮シート70の前後方向寸法は、ファスニングテープ13の取り付け部分の前後方向寸法と概ね同じにするのが適当であるが、±20%程度の寸法差はあってもよい。また、図示のように背側伸縮シート70が背側エンドフラップ部EFと吸収要素50の境界線と重なるように配置されていると、吸収要素50の背側端部がしっかりと体に押し当てられるため、好ましい。背側伸縮シート70は、ゴムシート等のシート状弾性部材を用いても良いが、通気性の観点から不織布や紙を用いるのが好ましい。この場合、伸縮不織布のような通気性を有するシート状弾性部材を用いることもできるが、図5に示すように、二枚の不織布等のシート基材71をホットメルト接着剤等の接着剤により張り合わせるとともに、両シート基材71間に有孔のシート状、網状、細長状(糸状又は紐状等)等の背側弾性伸縮部材72を幅方向に沿って伸張した状態で固定したものが好適に用いられる。この場合におけるシート基材71としては、外装シート12と同様のものを用いることができる。背側弾性伸縮部材72の伸張率は150〜250%程度であるのが好ましい。また、背側弾性伸縮部材72として細長状(糸状又は紐状等)のものを用いる場合、太さ420〜1120dtexのものを3〜10mmの間隔72dで5〜15本程度設けるのが好ましい。
また、図示のように背側弾性伸縮部材72の一部が吸収要素50を横断するように配置すると、吸収要素50のフィット性が向上するため好ましいが、この場合は、背側弾性伸縮部材72が吸収要素50と重なる部分の一部又は全部を、切断等の手段により収縮力が働かないようにすると、吸収要素50の背側端部が幅方向に縮まないため、フィット性がさらに向上する。
なお、背側弾性伸縮部材72は、シートの長手方向(おむつの幅方向)にシート基材71の全長にわたって固定されていてもよいが、おむつ本体への取り付け時の縮みやめくれ防止のため、シートの前後方向(おむつの幅方向)端部の5〜20mm程度の範囲においては、収縮力が働かないように、または背側弾性伸縮部材72が存在しないようにするとよい。
背側伸縮シート70は、図示形態では、液不透過性シート11の幅方向両側ではギャザーシート62と外装シート12との間に挟まれ、且つ液不透過性シート11と重なる部位では、液不透過性シート11と吸収要素50との間に挟まれるように設けられているが、液不透過性シート11と外装シート12との間に設けても良いし、外装シート12の外面に設けても良く、またトップシート30と吸収要素50との間に設けてもよい。また、背側伸縮シート70はトップシート30の上に設けても良く、この場合、液不透過性シート11の幅方向両側ではギャザーシート62の上に設けても良い。また、外装シート12を複数枚のシート基材を重ねて形成する場合には、背側伸縮シート70全体を、外装シート12のシート基材間に設けても良い。
【0043】
(油溶性スキンケア剤)
トップシート30には、油溶性スキンケア剤の水中油滴型エマルジョンに水溶性増粘剤を含有させ、粘度を1.5〜4.0m・Pa/secとした塗布液80が0.5〜3.0g/m2の割合で含有される。トップシート30以外にも、肌接触素材であるギャザーシート62にスキンケアエマルジョン80を塗布することが可能である。油溶性スキンケア剤は特に限定されず、ビタミンE(トコフェロール同属体中の、α−トコフェロールの割合が90重量%以上のものが好適)の他、石油系炭化水素、動植物性油脂、動植物性ロウ、脂肪酸エステル系化合物、アルキルエトキシレート、脂肪アルコール、ポリシロキサン、グリコサミノグリカン等、公知のスキンケア剤(酸化防止剤、エモリエント剤)の一種、又は二種類以上を混合して使用することができる。特に、油溶性スキンケア剤の粘度が5.0〜100,000m・Pa/secであるものが本発明に好適である。
【0044】
油溶性スキンケア剤を水中油滴型エマルジョンにするための乳化剤としては、特に限定されないが、食用とされていて安全性が高いモノグリセリン脂肪酸エステル、ポリグリセリン脂肪酸エステル、ソルビタン脂肪酸エステル、プロピレングリコール脂肪酸エステル、ショ糖脂肪酸エステル、有機酸モノグリセリドの中から一種又は二種以上を選択して用いることができる。特に、油溶性スキンケア剤を粘度が0.1〜3.0m・Pa/sec程度まで乳化できるものが好適である。
【0045】
水溶性増粘剤は特に限定されるものではない、例えば食品添加物にも使用されているカラギナン、カルボキシメチルセルロースナトリウム、ペクチン、ゼラチン、寒天、キサンタンガム等のゲル化剤や、保湿剤としても使用されるグリセロール類などの中から一種又は二種以上を選択して用いることができる。このうち、ヒアルロン酸、ゼラチン、グリセリンは増粘効果だけでなく保湿効果(スキンケア効果)も発揮するため特に好ましい。なお、常温で固体の増粘剤は、配管が詰まる等の問題を引き起こし易いため、5℃〜25℃で固体にならないものが良い。また、5℃〜25℃で固体になる増粘剤を用いる場合は、問題とならないように低濃度で使用するのが望ましい。
【0046】
塗布液80の配合、塗布量は適宜定めることができるが、油溶性スキンケア剤を0.01〜30重量%(特に0.01〜10重量%)、乳化剤を0.05〜50重量%(特に0.05〜20重量%)、水溶性増粘剤を0.1〜10重量%(特に0.5〜5重量%)、水を10〜99.84重量%(特に0.5〜99.44重量%)、及び必要に応じてグリセリン等の乳化安定剤を10〜80重量%(特に20〜40重量%)の割合で配合したものを好適に用いることができる。この塗布液80には、植物油等の油成分が0.01〜25重量%程度含まれていても良い。また、塗布液80の塗布量は、0.01〜50g/m2程度(特に0.5〜10g/m2)とするのが好ましい。
【0047】
塗布液80には、上記成分以外に、微量成分として、防腐剤や抗菌剤、消臭剤、芳香剤、抗炎症作用のある薬剤、保湿剤等の機能性薬剤を一種又は二種以上添加しても良く、例えば、1,3ブチレングリコール、フェノキシエタノール、安息香酸ナトリウム、塩化セチルピリジニウムなどを、0.01〜2.0重量%程度含有させると、防腐効果等により製品の衛生状態を良好に維持できるため好ましい。
【0048】
塗布液80の塗布は、スプレーや、コーター、インクジェット等の印刷法を利用して行うことができ、特に、塗布液をポンプで圧送し、その圧力で対象に塗布液を供給するタイプの塗布装置を用いる場合に好適である。塗布液80の塗布部位は、トップシート30の全体とする他、図示形態のように幅方向両側部を除いた全体としたり、前後方向又は幅方向の一部(例えば股間部、ウエスト部等)のみとしたりすることができる。塗布液80の塗布パターンは適宜定めれば良く、ベタ塗り(連続的な塗布)とすることもできるが、塗布後にある程度浸透して広がることから、間欠的な塗布パターンが好ましく、例えば図示形態のような縦縞状(塗布線の幅2〜10mm程度、間隔30〜200mm程度であるのが好ましい)とする他、横縞状や散点状に塗布することもできる。
【0049】
そして、このように、油溶性スキンケア剤を水中油滴型エマルジョンにし、粘性を低下させてサラっとした液体にするとともに白色化してからトップシート30に塗布することによって、所定量を安定塗布することが可能となり、供給管路が詰まる等の問題が防止される。また、吸収性物品の表面がサラっとした状態となり、ゴミの付着や表面同士の張り付きが防止される。また、塗布液80は乳白色であるとともに、殆ど多くの吸収性物品が白色表面であるため、見栄えが悪化することがない。さらに、塗布液80であるため、使用時の肌触りがべとつく又は硬くなるといったこともなく、また親水性の低下により液透過性が乏しくなることもない。その結果、油溶性スキンケア剤の塗布量を顕著に増加(例えば7倍以上)させることが可能となり、製造品質管理における油溶性スキンケア剤の塗布量測定も可能となる。換言すれば、油溶性スキンケア剤の塗布量を顕著に増加させても、粘度や色に起因する問題が発生しない。
【0050】
しかも、塗布液の塗布量は少量(0.5〜3.0g/m2の割合で)として多量塗布による問題点を回避しつつ、少量塗布によるポンプ流量の不安定化を、水溶性増粘剤により粘度を1.5〜4.0m・Pa/secに調整した塗布液を用いることで解消し、ライン速度(ひいては生産効率)を落とすことなく、安価なポンプ式塗布装置を使用して斑なく塗布できるようになる。よって、製品への油溶性スキンケア剤の塗布ムラが減少し、油溶性スキンケア剤の過剰・過小によるカブレの可能性を低減でき、油溶性スキンケア剤の過剰によるコスト増も抑制でき、特別な乾燥工程も必要としない。さらに、水溶性増粘剤を用いることにより、油溶性スキンケア剤をエマルジョン化したことによる利点、特に吸収性物品の表面のサラっとした仕上がりが損なわれることもない。
【0051】
<吸収性物品の製造方法の例>
図8は、上述の使い捨ておむつの製造方法例を示しており、図中の黒塗り矢印はホットメルト接着剤の塗布を示している。この製造方法の製造ラインは、吸収要素製造パート100、表側製造パート110、裏側製造パート130、及び組立・仕上げパート140から構成されている。以下、各パートについて順に説明する。
【0052】
吸収要素製造パート100では、図示しない原反ロールから帯状の包装シート58を繰り出して長手方向に沿って移送し、次にこの包装シート58上の幅方向中間部に吸収体56を流れ方向に間欠的に載せていく。図示形態は、ロールパルプ56Fをガーネットシリンダー101で解砕して高吸収性ポリマー粒子56Pと混合した後、積繊ドラム102で所定形状に積繊して得られる吸収体56を包装シート58上に供給するように構成している。包装シート58上に載置した吸収体56は包装シート58ともに一対のプレスロール103間で挟んで押し固めた後、包装シート58における吸収体56の幅方向(CD方向)両側に食み出す部分を包装シートセーラー104により吸収体56の上側に折り畳み、吸収体56を包装シート58で包み込み、包装シート圧着ローラ105で圧着する。この包装シート58で包み込まれた吸収体56は、次に吸収要素カッター装置106により吸収体56間の位置でライン流れ方向に間欠的に切断し、個別の吸収要素50(吸収体56を包装シート58で包装したもの)を形成し、この吸収要素50を組立・仕上げパート140に供給する。
【0053】
一方、表側製造パート110では、吸収要素50よりも表側の要素が組み立てられ、組立・仕上げパート140に供給される。より詳細には、図示しない原反ロールから帯状のシート基材を繰り出して長手方向に沿って移送しつつ、スリッター111により左右各一本のギャザーシート62に分割した後、各ギャザーシート62に対して立体ギャザー弾性伸縮部材63を繰り出して伸長状態で貼り付けるとともに、立体ギャザーセーラー112により立体ギャザー弾性伸縮部材63を挟むようにギャザーシート62を折り返して立体ギャザー60を形成し、これらをテープ貼付け装置に供給する。
【0054】
また、図示しない原反ロールから帯状のテープ基材(予め帯状のシート基材の幅方向中央部に帯状のフック材が長手方向に沿って連続的に貼り付けられたもの)を繰り出して長手方向に沿って移送しつつ、テープエンボスロール113によりエンボス加工を施した後、ラウンドカッター114により波状の切断線でCD方向に二分割し、左右各一本のファスニングテープ連続帯(ファスニングテープが縦方向に連なった状態のもの)を形成し、これらをテープ貼り付け装置115に供給する。
【0055】
テープ貼付け装置115では、ファスニングテープ13連続帯をカッターユニット116により個別のファスニングテープ13に切断するとともに、そのファスニングテープ13を別途供給される立体ギャザーに貼り付け、次にテープ折りベルト117によりファスニングテープ13の内面を立体ギャザーの基部上に折り返し、その折り返し部分をフック材により立体ギャザーに貼り付けた後、必要に応じてピンエンボス加工118を行う。
【0056】
次いで、ファスニングテープ13が取り付けられた立体ギャザーは、トップシート30及び中間シート40の積層体に貼り付けられる。より詳細には、図示しない原反ロールから帯状の中間シート40を繰り出して長手方向に沿って移送しつつ、穿孔ロール121により多数の開口を形成する一方で、図示しない原反ロールから帯状のトップシート30を繰り出し、中間シート張り合わせロール122により、穿孔後の中間シート40をトップシート30に張り合わせてトップシート30及び中間シート40の積層体を形成した後、この積層体のトップシート30の表面に、ファスニングテープ13が取り付けられた立体ギャザー60を貼り付ける。この際、トップシート30を中間シート40と貼り合わせる前(図示形態では原反ロールから繰り出し直後)の単独の状態で、トップシート30に対してその表面側から前述の塗布液80を塗布する。これにより、塗布液がトップシート30から他のシートへ移行するのを効果的に防止できる。つまり、他の素材を貼り付けた状態のトップシートに塗布すると、塗布したエマルジョンがトップシートから他の素材に移動し、塗布量に見合ったスキンケア効果が得られないおそれがある。塗布液80の詳細は前述したとおりであるので、ここでは敢えて説明を省略する。
【0057】
図示形態では、更にこの後、立体ギャザー60の裏面に、平面ギャザー弾性伸縮部材64を繰り出して伸長状態で貼り付けてから、これらを表側の要素として組立・仕上げパート140に供給する構成となっている。
【0058】
他方、裏側製造パート130では、吸収要素50よりも裏側の要素が組み立てられ、組立・仕上げパート140に供給される。より詳細には、図示しない原反ロールから帯状の外装シート12を繰り出して長手方向に沿って移送しつつ、この外装シート12に対して、先ずターゲットシート12Tを貼り付け、次に液不透過性シート11を貼り付けた後、これらを裏側の要素として組立・仕上げパート140に供給する構成となっている。特に図示形態では、ターゲットシート12T連続帯をターゲットシートカッターユニット131により個別のターゲットシート12Tに切断するとともに、そのターゲットシート12Tをターゲットシート貼り付けロール132により外装シート12の外面に貼り付けた後、帯状の液不透過性シート11を液不透過性シートカッターユニット133により個別の液不透過性シート11に切断するとともに、その液不透過性シート11を液不透過性シート貼り付けロール134により外装シート12の内面に貼り付ける構成となっている。
【0059】
さらに、この外装シート系統とは別に、図示しない原反ロールから帯状のシート基材71を繰り出して長手方向に沿って移送しつつ、このシート基材71に対して背側弾性伸縮部材72を繰り出して伸長状態で貼り付けるとともに、背側伸縮シートセーラー135により背側弾性伸縮部材72を挟むようにシート基材72を折り返して背側伸縮シートを形成し、この背側伸縮シートにおける背側弾性伸縮部材72の一部を必要に応じて弾性伸縮部材カッター136により細かく切断して、収縮力が作用しないようにした後、背側伸縮シートカッター装置137によりライン流れ方向に間欠的に切断し、個別の背側伸縮シート70を形成し、この吸収要素をターナー138により90度回転させて組立・仕上げパート140に供給する。
【0060】
そして、組立・仕上げパート140では、組立ドラム141により、裏側製造パートから順次供給される裏側の要素の内面上に、同じく順次供給される背側伸縮シート70を貼り付け、その上に吸収要素製造パートから順次供給される吸収要素50を貼り付け。更にその上に上側製造パートから供給される表側の要素(トップシート、中間シート、立体ギャザー、ファスニングテープ、及び平面ギャザー弾性伸縮部材の半製品)を貼り付けた後、脚周りダイカッター142によりCD方向両側縁を流れ方向に間欠的に脚周りに沿う曲線状に切断し、次いでサイドフラップ部セーラー143によりCD方向両側部を内面側に折り畳んでから、製品カッター装置144によりライン流れ方向に間欠的に切断し、個別のおむつDPを形成する。図示しないが、個別化されたおむつDPは前後方向中央を折り目として表面同士が合わさるように二つ折りした後、所定数積層し、包装袋に入れて包装する。
【0061】
図示形態では、塗布液80のトップシート30への塗布を、トップシート30を中間シート40と貼り合わせる前の単独の状態で行うようにしているが、製造過程のどの段階で行っても良い。ただし、塗布液80のトップシート30への塗布は表側製造パートで行うのが好ましい。
【0062】
前述したとおり、塗布液80はトップシート30以外にも、肌接触素材であるギャザーシート62に塗布することが可能であり、この場合、ギャザーシート62を他の素材、例えばトップシート30と貼り合わせる前の状態、又は外装シート12と貼り合わせる前の状態で行うようにするのが好ましい。図示形態では、ギャザーシート62を原反ロールから繰り出した直後に塗布するように構成している。
【0063】
<用語の説明>
用語「前後方向(縦方向)」とは腹側(前側)と背側(後側)を結ぶ方向を意味し、「幅方向」とは前後方向と直交する方向(左右方向)を意味し、「上下方向」とはおむつの装着状態、すなわちおむつの腹側部分と背側部分を重ね合わせるようにおむつを股間部で2つに折った際に幅方向と直交する方向を意味する。
また、用語「伸長率」は自然長を100%としたときの値を意味する。
さらに、用語「粘度」とは、JIS Z8803「液体の粘度−測定方法」の「細管粘度計による粘度測定方法」に準じて測定される値を意味する。
【産業上の利用可能性】
【0064】
本発明は、生理用ナプキン、使い捨ておむつ等、吸収性物品全般に利用可能なものである。
【符号の説明】
【0065】
11…液不透過性シート、12…外装シート、13…ファスニングテープ、13A…係止部、13B…テープ本体部、13C…テープ取付部、30…トップシート、40…中間シート、50…吸収要素、56…吸収体、58…包装シート、60…立体ギャザー、62…ギャザーシート、63…立体ギャザー弾性伸縮部材、64…平面ギャザー弾性伸縮部材、70…背側伸縮シート、12T…ターゲットシート、80…塗布液、100…吸収要素製造パート、101…ガーネットシリンダー、102…積繊ドラム、103…プレスロール、104…包装シートセーラー、105…包装シート圧着ローラ、106…吸収要素カッター装置、113…テープエンボスロール、114…ラウンドカッター、115…テープ貼り付け装置、122…中間シート張り合わせロール、130…裏側製造パート、131…ターゲットシートカッターユニット、132…ターゲットシート貼り付けロール、133…液不透過性シートカッターユニット、134…液不透過性シート貼り付けロール、135…背側伸縮シートセーラー、136…弾性伸縮部材カッター、137…背側伸縮シートカッター装置、138…ターナー、142…脚周りダイカッター、143…サイドフラップ部セーラー、144…製品カッター装置、DP…おむつ。
【特許請求の範囲】
【請求項1】
液透過性のトップシートと、液不透過性シートとの間に、吸収要素を介在させてなる吸収性物品の製造方法において、
吸収性物品の製造過程で、油溶性スキンケア剤の水中油滴型エマルジョンに水溶性増粘剤を含有させ、粘度を1.5〜4.0m・Pa/secとした塗布液を、前記トップシートに0.5〜3.0g/m2の割合で塗布する、ことを特徴とする吸収性物品の製造方法。
【請求項2】
前記水溶性増粘剤が、ヒアルロン酸、ゼラチン、及びグリセリンの少なくとも一種である、請求項1記載の吸収性物品の製造方法。
【請求項3】
前記油溶性スキンケア剤の粘度が5.0〜100,000m・Pa/secであり、油溶性スキンケア剤の水中油滴型エマルジョンの粘度が0.1〜3.0m・Pa/secである、請求項1記載の吸収性物品の製造方法。
【請求項4】
前記塗布液は、前記油溶性スキンケア剤としてビタミンEを0.01〜30重量%、乳化剤を0.05〜50重量%、前記水溶性増粘剤を0.1〜10重量%、及び水を10〜99.84重量%重量%混合してなるものであり、
この水中油滴型エマルジョンを0.1〜50g/m2の割合で前記トップシートに塗布する、請求項1〜3のいずれか1項に記載の吸収性物品の製造方法。
【請求項5】
前記乳化剤は、モノグリセリン脂肪酸エステル、ポリグリセリン脂肪酸エステル、ソルビタン脂肪酸エステル、プロピレングリコール脂肪酸エステル、ショ糖脂肪酸エステル、有機酸モノグリセリドの中から選択されたものである、請求項4記載の吸収性物品の製造方法。
【請求項6】
液透過性のトップシートと、液不透過性シートとの間に、吸収要素を介在させてなる吸収性物品において、
油溶性スキンケア剤の水中油滴型エマルジョンに水溶性増粘剤を含有させ、粘度を1.5〜4.0m・Pa/secとした塗布液が、前記トップシートに0.5〜3.0g/m2の割合で含有されている、ことを特徴とする吸収性物品。
【請求項7】
前記塗布液は、前記油溶性スキンケア剤としてビタミンEを0.01〜30重量%、乳化剤を0.05〜50重量%、水溶性増粘剤を0.1〜10重量%、及び水を10〜99.84重量%混合してなるものである、請求項6記載の吸収性物品。
【請求項8】
前記スキンケア剤はビタミンEであり、前記乳化剤はモノグリセリン脂肪酸エステル、ポリグリセリン脂肪酸エステル、ソルビタン脂肪酸エステル、プロピレングリコール脂肪酸エステル、ショ糖脂肪酸エステル、有機酸モノグリセリドの中から選択されたものであ り、前記水溶性増粘剤が、ヒアルロン酸、ゼラチン、及びグリセリンの少なくとも一種である、請求項6又は7記載の吸収性物品。
【請求項1】
液透過性のトップシートと、液不透過性シートとの間に、吸収要素を介在させてなる吸収性物品の製造方法において、
吸収性物品の製造過程で、油溶性スキンケア剤の水中油滴型エマルジョンに水溶性増粘剤を含有させ、粘度を1.5〜4.0m・Pa/secとした塗布液を、前記トップシートに0.5〜3.0g/m2の割合で塗布する、ことを特徴とする吸収性物品の製造方法。
【請求項2】
前記水溶性増粘剤が、ヒアルロン酸、ゼラチン、及びグリセリンの少なくとも一種である、請求項1記載の吸収性物品の製造方法。
【請求項3】
前記油溶性スキンケア剤の粘度が5.0〜100,000m・Pa/secであり、油溶性スキンケア剤の水中油滴型エマルジョンの粘度が0.1〜3.0m・Pa/secである、請求項1記載の吸収性物品の製造方法。
【請求項4】
前記塗布液は、前記油溶性スキンケア剤としてビタミンEを0.01〜30重量%、乳化剤を0.05〜50重量%、前記水溶性増粘剤を0.1〜10重量%、及び水を10〜99.84重量%重量%混合してなるものであり、
この水中油滴型エマルジョンを0.1〜50g/m2の割合で前記トップシートに塗布する、請求項1〜3のいずれか1項に記載の吸収性物品の製造方法。
【請求項5】
前記乳化剤は、モノグリセリン脂肪酸エステル、ポリグリセリン脂肪酸エステル、ソルビタン脂肪酸エステル、プロピレングリコール脂肪酸エステル、ショ糖脂肪酸エステル、有機酸モノグリセリドの中から選択されたものである、請求項4記載の吸収性物品の製造方法。
【請求項6】
液透過性のトップシートと、液不透過性シートとの間に、吸収要素を介在させてなる吸収性物品において、
油溶性スキンケア剤の水中油滴型エマルジョンに水溶性増粘剤を含有させ、粘度を1.5〜4.0m・Pa/secとした塗布液が、前記トップシートに0.5〜3.0g/m2の割合で含有されている、ことを特徴とする吸収性物品。
【請求項7】
前記塗布液は、前記油溶性スキンケア剤としてビタミンEを0.01〜30重量%、乳化剤を0.05〜50重量%、水溶性増粘剤を0.1〜10重量%、及び水を10〜99.84重量%混合してなるものである、請求項6記載の吸収性物品。
【請求項8】
前記スキンケア剤はビタミンEであり、前記乳化剤はモノグリセリン脂肪酸エステル、ポリグリセリン脂肪酸エステル、ソルビタン脂肪酸エステル、プロピレングリコール脂肪酸エステル、ショ糖脂肪酸エステル、有機酸モノグリセリドの中から選択されたものであ り、前記水溶性増粘剤が、ヒアルロン酸、ゼラチン、及びグリセリンの少なくとも一種である、請求項6又は7記載の吸収性物品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−66598(P2013−66598A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−207422(P2011−207422)
【出願日】平成23年9月22日(2011.9.22)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月22日(2011.9.22)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]