
吸収性物品
【課題】肌にあたるウイング部に風合いや肌触りの良い不織布を採用してもその特性を損なわずに、物品全体と一体感のある印刷をウイング部に形成でき、かつ該ウイング部と物品本体との強固な接合が可能な吸収性物品を提供。
【解決手段】表面シート、裏面シート、及び該両シートの間に介在される吸収体を具備する吸収性本体と、ウイング形成部材を該吸収性本体の排泄部対向領域に有する吸収性物品であって、前記裏面シートの肌当接面側には印刷によって形成されたインク層があり、前記ウイング形成部材は、不織布からなり、前記吸収性本体の長手方向の側端部に表面シートと裏面シートとで挟持された基端部と、前記吸収性本体の幅方向外方に突出するウイング部とを有し、前記基端部は少なくとも構成繊維同士の交点付近に形成されたインク集合部を散在させてなり、前記表面シートを介して計測される前記基端部と前記裏面シートとの間の色相差がL*C*h表示系におけるh値の差(Δh)で30°以下となる吸収性物品。
【解決手段】表面シート、裏面シート、及び該両シートの間に介在される吸収体を具備する吸収性本体と、ウイング形成部材を該吸収性本体の排泄部対向領域に有する吸収性物品であって、前記裏面シートの肌当接面側には印刷によって形成されたインク層があり、前記ウイング形成部材は、不織布からなり、前記吸収性本体の長手方向の側端部に表面シートと裏面シートとで挟持された基端部と、前記吸収性本体の幅方向外方に突出するウイング部とを有し、前記基端部は少なくとも構成繊維同士の交点付近に形成されたインク集合部を散在させてなり、前記表面シートを介して計測される前記基端部と前記裏面シートとの間の色相差がL*C*h表示系におけるh値の差(Δh)で30°以下となる吸収性物品。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ウイング部を有してショーツなどの下着に固定する生理用ナプキン、女性用失禁パッド、パンティーライナーなどの吸収性物品(女性用吸収性物品)に関する。特に、環境に配慮して、廃棄ロスの少ない、別材からなるウイング材を備えた吸収性物品に関する。
【背景技術】
【0002】
生理用ナプキンなど下着に装着して使用する吸収性物品には、該物品の側縁外方に突出したウイング部(羽根状部ウイング部やフラップ部など)を具備するものがある。この物品の使用の際には、前記ウイング部が下着の側縁に沿って折り曲げられて該ウイング部に配設された粘着部を介して下着に固定される。また該ウイング部の形成にあたり、原反から一対のウイング部材を切り出して物品本体とは独立のウイング形成部材を用いるものがある。このウイング形成部材を物品本体にホットメルト接着剤やヒートシールで接合して1つの製品とする。この場合、ウイング形成部材が物品本体から外れないよう強固に固定されることが求められる。特許文献1には、本体の長手方向に沿った連続接合部とその幅方向外方にある間欠接合との2種類の接合部によって、ウイング形成部材を本体に接合させたものが開示されている。
他方、ナプキンなどの女性が使用する吸収性物品において、使用者が生理時に抱く憂鬱な気分を和らげるようナプキン等の裏面シートの肌面側などに図柄などを印刷したものがある(例えば特許文献2など)。近年、この種の物品においては、機能性の向上のほか使用者の心理的側面に訴え、好んで使用されるよう工夫がなされるようになってきた。
【0003】
前記ウイング形成部材の吸収性本体への接合にあたり、物品本体の側縁の横漏れやヨレの防止のために、該部材を表面シートと裏面シートとの間で吸収体の肌面側の側縁にまで入り込ませる場合がある。その際、裏面シートに図柄等が施されていると、この部分が隠れることとなる。これでは裏面シートに配された図柄による使用者への心理的効果が薄れ、使用者に違和感すら抱かせてしまう可能性がある。また、ウイング形成部材が物品本体に入り込んでいることが目立つと、物品の一体感のなさによる液の横漏れの不安や、部材の挟み込みによる物品の硬さを連想させかねない。そのため裏面シートの印刷部分との一体感や関連性をもたせるようウイング部に工夫した印刷を施すことが望ましい。
【0004】
一方、前記ウイング部は装着後に使用者の足の付け根にあたるため、その素材としてはできるだけフィルム化していない肌触りの良いものが望まれる。これに対し、嵩高で柔らかい不織布をウイング部の構成部材とすることによって、股下部分の不快感の軽減を図ることが考えられる。前記のウイング形成部材を用いる方法であれば、物品本体の素材に係らず嵩高で柔らかい不織布など適宜任意の素材を採用できる。
しかし嵩高で柔らかな不織布は、繊維間の空間が多く繊維密度の疎な構造であるため、不織布の表面に印刷によってインクを塗工することは困難であった。また、ウイング形成部材を物品本体に接着剤やヒートシールによってしっかりと接合、固定するには、各部材間の繊維の接合や融着が好ましいが、部材表面にインクがあると部材間の繊維同士の必要な接合強度が得られ難い。つまり印刷によるインク層の形成と強固な接合との両立が難しかった。また前述の嵩高で柔らかい不織布は、特許文献2の捲縮繊維を含む不織布とは異なり空間が多く繊維密度の疎な構造であるため、接着剤の量や物品の保存環境によっては不織布内部に接着剤が浸透しすぎて物品の表面にべたつきを生じかねない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−115957号公報
【特許文献2】特表2005−523139号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記の問題に鑑み、ウイング形成部材に風合いや肌触りの良い不織布を採用してもその特性を損なわずに、物品全体と一体感のある印刷をウイング形成部材に配設でき、かつ該ウイング形成部材と物品本体との強固な接合が可能な吸収性物品の提供を課題とする。
【課題を解決するための手段】
【0007】
本発明は、肌当接面側に配置される表面シート、非肌当接面側に配置される裏面シート、及び該両シートの間に介在される吸収体を具備する吸収性本体と、別材からなるウイング形成部材を該吸収性本体の排泄部対向領域に有する吸収性物品であって、前記裏面シートの肌当接面側には印刷によって形成されたインク層があり、前記ウイング形成部材は、不織布からなり、前記吸収性本体の長手方向の側端部に表面シートと裏面シートとで挟持された基端部と、前記吸収性本体の幅方向外方に突出するウイング部とを有し、前記基端部は少なくとも構成繊維同士の交点付近に形成されたインク集合部を散在させてなり、前記表面シートを介して計測される前記基端部と前記裏面シートとの間の色相差がL*C*h表示系におけるh値の差(Δh)で30°以下となる吸収性物品を提供することにより、上記課題を解決したものである。
【発明の効果】
【0008】
本発明の吸収性物品は、ウイング形成部材に風合いや肌触りの良い不織布を採用してもその特性を損なわずに、物品全体と一体感のある印刷をウイング形成部材に配設でき、かつ該ウイング形成部材と物品本体との強固な接合ができるという優れた作用効果を奏する。
【図面の簡単な説明】
【0009】
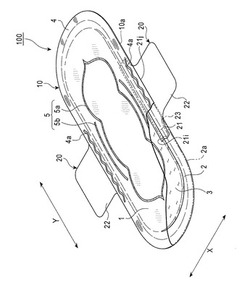
【図1】本発明における吸収性物品の好ましい一実施形態としての生理用ナプキンを伸長した状態で肌当接面方向から示した一部切欠斜視図である。
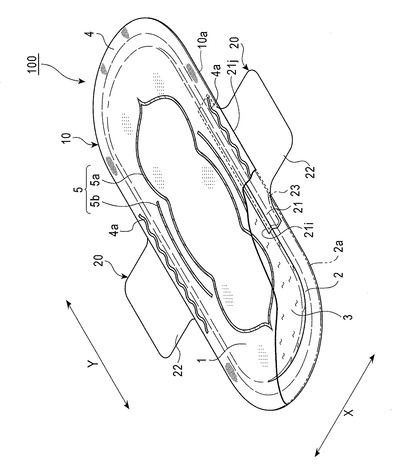
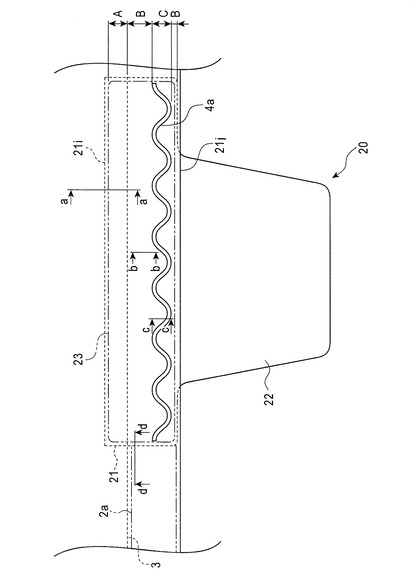
【図2】図1に示す生理用ナプキンのウイング形成部材が吸収性本体に挟持されている様子を表面シート側から拡大して示す部分拡大平面図である。
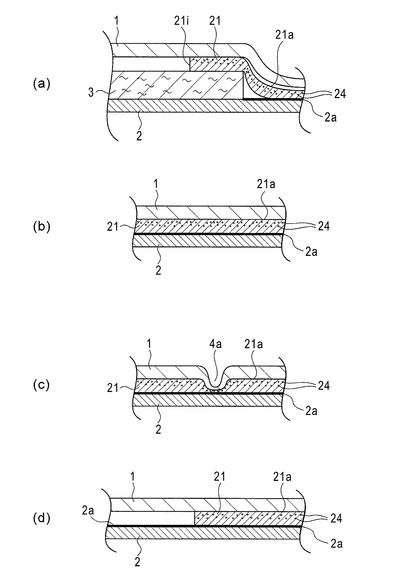
【図3】(a)は図2に示す生理用ナプキンのa−a線断面を示した断面図であり、(b)はb−b線断面図であり、(c)はc−c線断面図であり、(d)はd−d線断面図である。
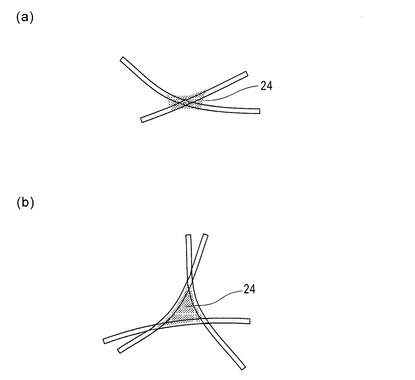
【図4】繊維同士の交点またはその近傍(本発明では単に交点という)に形成した塗工したインクのインク集合部24の例を示す拡大模式図である。
【発明を実施するための形態】
【0010】
図1は、本発明の好ましい一実施形態としての生理用ナプキン100を伸長した状態で肌当接面方向から示した一部切欠斜視図である。図2は図1に示す生理用ナプキン100のウイング部22が吸収性本体10に挟持されている様子を表面シート側から拡大して示す部分拡大平面図である。
【0011】
本実施形態の生理用ナプキン100は、肌当接面側に配置される表面シート1、非肌当接面側に配置される裏面シート2、及び両シートに介在された吸収体3を具備する吸収性本体10と、これとは独立のウイング形成部材20とを有する。吸収性本体10において、吸収体3の周縁より外方に延出した表面シート1及び裏面シート2の部分がヒートシール等によって圧着接合されて、外周シール部4となる。前記吸収性本体10の形状は、装着時に着用者の股下部分を介して下腹部側から臀部側へと配される長手方向(Y方向)とこれと直交する幅方向(X方向)とを有する縦長の形状である。なお、本発明においては、特に断らない限り、人体に接触する側を肌面側ないし肌当接面側あるいは表面側といい、下着に接する側を非肌面側ないし非肌当接面側あるいは裏面側という。生理用ナプキンの表面又は裏面の法線方向を厚み方向といいその量を厚さという。さらに生理用ナプキンの平面視において相対的に長さのある方向を長手方向といい、この長手方向と直交する方向を幅方向という。前記長手方向は典型的には装着状態において人体の前後方向と一致する。
【0012】
吸収性本体10の肌当接面側には表面シート1の肌当接面側から吸収体3にかけて圧搾した防漏溝5が施されている(図1参照)。防漏溝5は、環状防漏溝5aとその幅方向外方の一対の弓状防漏溝5b,5bとからなる。環状防漏溝5aは、排泄部対向領域から前後端へ亘る全周溝であり、幅方向外方へ湾曲する3つの曲線を長手方向に連結した部分を左右それぞれに有する形状である。弓状防漏溝5bは、幅方向外方に凸形状であり、環状防漏溝5aの排泄部対向領域に対応する部分と相似形状である。排泄部対向領域においては、環状防漏溝5aと弓状防漏溝5bとで吸収体3の左右両側においてそれぞれ二重配置されている。これにより横漏れが効果的に抑制され得る。なお、排泄部対向領域とは、ナプキンが経血もしくはおりもの等の排泄を直接受ける部分及びその近傍をいう。本実施形態における前記排泄部対向領域は、ナプキン100の長手方向中央部分であり、一対のウイング部20に挟まれた領域である。
【0013】
裏面シート2は、ナプキン100の着衣側で吸収体3からの液漏れを防ぐために防漏性のフィルム等のシート材からなる。裏面シート2の肌面側には、外周シール部4を含む吸収体3の周縁外方の部分で、表面に単色又は多色の印刷が施されインク層2aが形成されている。このインク層2aについて表面シート1を介して平面視すると、単色又は多色の、着色、模様又は図柄が視認可能とされている。本実施形態のナプキン100は、生理用ナプキン全体が乳白色の配色である中で、裏面シート2にインク層2aからなる着色や模様、図柄の形成によって、使用者の生理時の憂鬱な気分を和らげるよう作用し得る。そのため前記インク層2aは、ナプキン100全体に用いられる乳白色とは異なる色の配色が好ましい。また、インク層2aは乳白色の表面シート1を介して視認されるため、インク層2aを直接視認する場合よりもその色調が緩和された柔らかさを持った着色や模様、図柄となる。この点を考慮して、色の採用とその配色についは、ナプキン100の使用目的等により任意に決めることができる。
【0014】
一方、ウイング形成部材20は、撥水性の嵩高で繊維密度の疎な柔らかい不織布からなる。ウイング形成部材20は、前記吸収性本体10の長手方向側縁から入り込んで表面シート1と裏面シート2とで挟持された基端部21と、基端部21から幅方向外方に突出するウイング部22とを有する(図1及び2参照)。ナプキン100の使用時に股下にあたるウイング部22が柔らかな不織布からなるため、この部分が肌に触れてもフィルムのようなごわつき感を感じることなく柔らかな肌触りとなる。ウイング形成部材20は、別材として、不織布材料から左右一対のウイング形状をカットして取り出すことで、廃棄部分を削減することができる。
本発明でのウイング部22は、装着者のショーツの股下部に巻きつけて固定するもので、ウイング部22の非肌当接面にズレ止ホットメルト接着剤を塗布して固定材とする。該ウイング部22をなすウイング形成部材20は、吸収性本体の排泄部(膣口)対向領域に形成される。該領域は、ナプキンの長手方向中央部(昼用のナプキン)であったり、前方(夜用のナプキン)であったり、物品の使用目的等に合わせてその位置が設定される。
【0015】
基端部21は、ウイング形成部材20が吸収性本体10の側縁10aから内方へ入り込んだ部分であり、その一方の幅方向端部21iから他方の幅方向端部21jまでをいう。基端部21は、その一方の幅方向端部21iが吸収体3の側縁にかかり、その幅方向外方で表面シート1と裏面シート2とに挟持され、波状接合部4aで固定されている。着端部21は、これと連続するウイング部22が折り曲げ自在となるよう、吸収性本体10にしっかりと接合固定されている。本実施形態の波状接合部4aにおいて、表面シート1及び裏面シート2と両シート間に挟持された基端部21の不織布との接合には、ホットメルト接着剤、ヒートシール若しくは超音波シール、又はこれらが併用される。これにより、基端部21が吸収性本体10にしっかりと固定されて抜け落ちが防止される。基端部21が撥水性の不織布からなり波状接合部4aが配設されていることで、経血の横漏れが効果的に抑制され得る。また基端部21が吸収体3の側縁から波状接合部4aに亘って積層されることによって股下部分のよれ防止の補強材ともなり得る。なお基端部21の表面シート1側の面を肌面側表面21a、裏面シート2側の面を非肌面側表面21bとして示す。
【0016】
基端部21が裏面シート2を覆う部分においては、裏面シート2のインク層2aが遮蔽され表面シート1側からは目視できない。この隠蔽された部分でインク層2aの着色等の連続性が損なわれないよう、基端部21となる不織布にインク層2aとの一体感や関連性のある印刷領域23が配設されている。これによりナプキン100を手に取った使用者は、ウイング部22と吸収性本体10が一体のものであるように意識し易くなる。その結果、基端部21が吸収性本体10内部に入り込んだことが意識され難く、基端部21の存在から誤って連想される物品の硬さや横漏れの心配などが回避され得る。さらに、裏面シート2のインク層2aによる使用者への心理的効果も維持される。
【0017】
本発明において、印刷が難しいとされる嵩高で繊維密度が疎な柔らかい不織布に対して以下のようにして印刷領域23を形成することができる。印刷領域23は疎水性または油性の印刷インクの塗工により形成されており、この塗工されたインクは肌面側表面21a上から不織布の内部の所定深さにも配されている(図3参照)。基端部21における不織布内部のインクは繊維に付着、固定して小さな塊のインク集合部24となる。インク集合部24は、従来の印刷のようにシート材の表面に形成されるインク層とは異なり、不織布内部の繊維同士の融着した交点を利用して厚み方向及び平面方向に散在するように立体配置されている。インク集合部24は交点付近に塗工したインクが乾燥したものからなり、個々のサイズはインクの粘性などにより異なるが、微細なものである。本実施形態において、後述の微細で印象の良い着色や模様、図柄の形成と基端部21の吸収性本体10への安定的な固定との両立のために、インク集合部24の平均的な大きさ(平面視における面積の円相当径)としては、50〜500μmが好ましく、100〜300μmがさらに好ましい。このインク集合部24の大きさとは、インク集合部24が配設されている繊維交点等の繊維間の大きさであり、電子顕微鏡(JEOL製JCS−5100使用)の拡大画像(100〜200倍)によりインキ部分の特定(二値化)後に円相当径を求める画像解析処理の方法により測定することができる。
【0018】
このインク集合部24を含む印刷領域23は、不織布内部のインク塗工のパターンによって基端部21の肌面側表面21aの側より平面視して1つの着色や模様、図柄となり、表面シート1を介して視認するようにすることができる。このようにインク集合部24が形成されることで、嵩高で繊維密度の疎な柔らかい不織布であっても単色又は多色の、着色や模様、図柄の塗工が可能となる。インク集合部24の立体的な点在配置によって、その平面視の図柄が従来の印刷による図柄に比べて奥行きのある立体的な図柄となる。また不織布の表面を覆うインク層が形成されないことによって、さらには、繊維の自由度の小さい繊維交点等にインクが固定され、繊維の可動性が高い部分に固定されにくいため、繊維の自由度が保持されて不織布の柔らかな風合いや肌ざわりが損なわれ難くなる。その結果、インク集合部24は従来の印刷によるインク層とは異なって不織布本来の柔らかさを維持し、表面シートを介して伝わる基端部21の感触の柔らかさが維持され得る。また、インク集合部24の形成によって、表面シートとインクとの直接的な接触が少なくなるのでインクの脱落も生じ難い。
【0019】
このように形成される印刷領域23の着色とインク層2aの着色との一体感や関連性は、(乳)白色の表面シート1を介して視認される印刷領域23及びインク層2aの色みを表す色相の近さで判断される。印刷領域23やインク層2aの色みを表す色相の近さを評価する尺度としてL*C*h表色系が有効であることを知見し、更に検討を進めたところh値の大きさが重要であることを知見した。具体的には、表面シート1を介して見える基端部21の印刷領域23のh値と裏面シートのインク層2aのh値との色相差(Δh)を30°以下、すなわち0°〜30°とすることが好ましく、0°〜20°とすることがさらに好ましい。上記上限・下限内とすることで、表面シートを通して色が同系色と認識できることとなる。
【0020】
また、表面シート1との配置関係では、着端部21の方が裏面シート1よりも表面シート1に近い位置にある(図2d−d線、図3(d)参照)。そのため、表面シート1を介して見える色は、印刷領域23の着色の方がインク層2aの着色よりも相対的に色みが濃く見え易い。両者の着色を一体性や関連性のあるものとするためには、前記L*C*h表色系の彩度を表すC*値を用いて規定することが好ましい。具体的には、表面シート1を介して見える基端部21の印刷領域23のC*値と裏面シートのインク層2aのC*値との彩度差(ΔC*)を0〜20とすることが好ましく、0〜10とすることがさらに好ましい。上記下限以上で上限以下とすることで、色の濃さが同じ程度となる。
【0021】
さらに、同じ基端部21であっても、乳白色の吸収体3にかかる幅方向端部21i近傍部分A(図2a−a線、図3(a)参照)、吸収体3の外方に位置する部分B(図2b−b線、図3(b)参照)、波状接合部4aに位置する部分C(図2c−c線、図3(c)参照)では、それぞれ表面シート1を介する印刷領域23の着色の見え方が異なり易い。基端部21のうち部分Aの色が吸収体3の(乳)白色を背景として色が薄まり淡色に見え易い。部分Cの色は波状接合部4aのヒートシール等の接合により圧密化されて色の濃く見え易い。
この色の見え方の不均衡を是正して着色の連続性をできるだけ保持するには、裏面シートのインク層2aと基端部21を白色標準板を背景として表面シートを介さずに直接計測した際のC*値が基端層21よりインク層2aで大きくされ、基端部21を通して裏面シートのインク層2aの色相が認識されることで連続性を得やすく、厚密化による影響も低下し易い。そのため、直接計測による前記C*値の差(ΔC*0値)を10〜50とすることが好ましく、15〜40とすることがさらに好ましい。
【0022】
また、(乳)白色の吸収体3が明度の高いものだけに、印刷領域23の着色とのコントラストが鮮明となってしまう。これを抑えるべく前述の彩度差(ΔC*値、ΔC*0値)に加え、直接計測による印刷領域23のL*0値と吸収体3のL*0値との明度差(ΔL*値)が20〜50であることが好ましく、30〜45であることが好ましい。
【0023】
なお、印刷領域23とインク層2aの着色が差の調整は、双方が単色からなる場合や多色からなる場合であっても、個々の色を計測して調整することでこれらの一体感や関連性を有する着色とすることができる。多色印刷においては、特に、L*値が低い色成分の割合が高かったり、連続的にあるいは全体的に配されているとにより一体感や関連性を想起させやすい。
【0024】
上記h値、C*値、L*値の測定は、簡易型分光色差計NF333(日本電色工業(株)社製、商品名)を用いて測定することができる。測定条件及び測定方法は、ステープラータイプにてφ4mmのND110センサーを取り付けておき、該センサーの先端部にはOリング(小)を用い、光源C/2、視野角2°(3回計測の平均値)である。
【0025】
上述の単色又は多色の着色の色相、彩度、明度を調整することに加え、着色がなす模様や図柄が同一、類似又は関連性のあるもととして印刷することが好ましい。例えば、海の絵に対して砂浜や貝殻の絵、月の絵に対して星の絵などの組合せや、物語性など観念的に関連性がある印象を与える図柄を配したり、印刷領域23とインク層2aとの模様が集合して1つのまとまった模様になるよう配したり、同じモチーフによる模様を同じような構成で配したりすることなどが挙げられる。
【0026】
上述の着色の明度、彩度、色相の調整は、裏面シート2側と基端部21とでなされるが、基端部21においてはインク集合部24の配置や数により調整される。インク集合部24の形成は好ましくは後述の接触印刷によってなされ、インク集合部24の配置や数はこの接触印刷における一時的な圧縮の強さと、塗工するインク量によりなされる。より強く圧縮しより多くの量のインクを塗工することで、不織布の繊維のより深いところにまでインクを透過させてインク集合部を形成することができる。これにより深みのある濃い着色が可能となる。
【0027】
本実施形態において、インク集合部24を基端部21の不織布の内部に点在配置させる方法として、該不織布の肌面側表面21aから接触印刷することが好ましい。接触印刷とは、不織布を厚み方向に圧縮して一時的な繊維の高密度状態を作り出し、その状況下でインクを塗工する印刷のことである。この印刷においては、繊維交点の融着によって作り出される繊維間の隙間以外に、厚み的に異なる位置にある繊維も厚み方向への圧縮によって接近し、小さな繊維間の隙間が多く作り出される。基端部21の肌面側表面21a上の所定の範囲にインクを塗布すると、インクは厚み方向に浸透して繊維上及びこの繊維隙間のうち比較的小さな部分を埋めるように付着する。その後の圧縮状態の開放によって不織布はもとの繊維構造に戻ろうとするが、一時的に作り出された繊維間の隙間は消失し、付着したインクのうち繊維表面に固定できない量が繊維交点に移動し、インク濃度の高い部分を作り出し、この部分が固化する。このようにして、前述のインク集合部24が肌面側表面21aの近傍から厚み方向に離間した位置まで立体的に点在して形成される。基本的にはインクは塗布した位置で厚み方向に透過してインク集合部24となるので、不織布をその外面から見たときに不織布の厚み方向に沿ってインク集合部24同士が重なりにくくなり図柄とするときはその視認性が良好になる。更に、インク集合部24が上述のように形成され固着することで不織布における繊維同士の結合力が強化されるにもかかわらず、不織布の快適な風合いが維持されやすいという利点もある。この印刷方法においては、不織布の表面にインク層を所定の面積で形成する従来の印刷方法とは異なり、インク集合部24が図柄の小さなドットを構成するので細かで鮮明な配色やデザインの配設が可能となる。このことが前述のインク集合部24の立体的な配置と相俟って、様々な図柄の描出を可能にし、視覚による使用者への良い心理的効果を生み出すことができる。配色や印刷濃度は、基端部21の不織布の一時的な圧縮の程度とインク量により適宜調整することができる。この2つの調整により、形成されるインク集合部24の配置と数が調整され得る。
【0028】
本発明におけるインク集合部24形成時は、一時的な圧縮によって形成された高密度状態による毛管現象によってインクが保持(移動)され、圧縮の開放によって高密度状態が開放されてインクの部分的な移動がおこり、上述した位置にインク集合部24が形成されると考えられ、同じインクを使用した場合には、その厚み位置によって印刷の濃淡が制御できる。
【0029】
印刷領域23は単色のインクから構成されていてもよく、あるいは多色のインクから構成されていてもよい。インクが単色及び多色のいずれの場合であっても、一のインクに注目した場合、そのインクが濃淡印刷されていてもよい。上述した不織布の圧縮及びその解放によるインクの移動を好適なものとするためには、使用する印刷インクとしては、例えば水性や油性等の媒体系インク、紫外線硬化型等の硬化型インクなどを用いることができる。また、着色材を含まないクリアインクを着色インク適用前に不織布へ貼着し、繊維の隙間埋めや繊維隙間をより狭くした後に、着色インクの塗布を実施して、インクの固定性を一層向上させることもできる。また、ドット状にインクを点着するスクリーン印刷では、ドットの大きさや位置を制御することで、複数種のインクを塗布することができるので、マルチ印刷に対応することができる。更に、繊維表面に、インクと異なる性質を発現する界面活性剤や油剤を付与し、インクの移動性を制御するようにしてもよい(例えば、油性インクに対して親水性活性剤を繊維表面に付着させて、界面活性剤量によってインクの移動性を制御する等)。上述の各種のインクを用いた接触印刷法としては、例えば凸版印刷、平版印刷、孔版印刷等を採用することができる。
【0030】
本発明において、前述のとおりインク集合部24は、不織布の構成繊維同士の交点付近に塗工したインクが溜り乾燥して形成される。前記交点付近とは、例えば繊維同士の融着交点やその近傍(図4(a)参照)、複数の交点からなる微小隙間部(図4(b)参照)である。通常、これらの繊維同士の交点付近はインクに限らず液体が溜りやすい部分である。ナプキン等の吸収性物品においては、前記繊維同士の交点付近は、排泄液や粘着剤等の溜る可能性のある部分でもある。通常このような小さな液溜りは、液を透過させ難い撥水性の不織布においても、液を繊維内部に拡散させる基点ともなり得る。本発明においては、この部分を疎水性または油性インクからなるインク集合部24で予め埋めてしまうことで、不織布内部の液残りを生じ難くさせることができ、不織布からなる基端部21の液の防漏機能をより高めることができる。
【0031】
本発明において、前述のとおり基端部21に形成された印刷領域23は、インク集合部24を有し、従来の印刷のようにシート表面がインク層で覆われるものではない。そのため、基端部21の表面には不織布本来の繊維構造が残ったままとなり、その部分で不織布の繊維間の隙間が維持される。これにより基端部21が表面シート1及び裏面シート2との間で強固に固定されやすく好ましい。この点につき以下に説明する。
前述のとおり、基端部21と表面シート1及び裏面シート2との接合は、ホットメルト接着剤、ヒートシール若しくは超音波シール、又はこれらが併用される。ホットメルト接着剤を用いる場合には、基端部21の不織布に含浸して固定されることで接着効果が良好なものとなる。インク集合部24を有する印刷領域23においては、表面を覆うインク層がないことで接着剤が含浸していく繊維間の空間が存在する。繊維間の毛管力によって繊維間の交点などを基点として所定の厚さまで含浸し接着部が形成される。他方、インク集合部24の配置によって液拡散の基点となる微小隙間部が不織布の内方に形成されて隙間が潰されているので、溶融あるいは粘調状にあるホットメルト型粘着剤においても基点となる部位が減少・消失して、それ以上接着剤が含浸することが抑制される。つまりインク集合部24の存在によって、接着剤が表面シート1や裏面シート2側への浸透が適度に防止されて、ナプキン100表面のべたつきが起こり難い。しかも、ホットメルト接着剤が塗布された面では、従来の層状の印刷と異なり繊維の微小隙間部以外の大きな繊維隙間は残されているため、高温で流動性が高い状態である塗布された面では、接着部が不織布の繊維間に適度に含浸してしっかりと固定されて剥がれ難くなり得る。これにより、基端部21に印刷された印刷領域23があっても、接着剤による強固な固定が可能となる。一方、ヒートシールや超音波シールを用いる場合には、基端部21と表面シート1及び裏面シート2とを融着させることで固定効果が良好なものとなる。インク集合部24を有する印刷領域23においては、不織布表面の繊維がそのまま残っており、この表面の繊維を表面シート1や裏面シート2に融着させることで基端部21と前記両シートとの間に強固な固定部が形成される。
【0032】
通常、印刷層が表面に形成された不織布では、接着剤が不織布の隙間に入り込みにくく、接着剤と印刷層が接着されているが不織布との接着が不十分となりおこる印刷層と不織布との境界での剥離や、ヒートシールによる融着を印刷層が阻害することによるヒートシール強度不足によるシール剥がれが起こり易く、不織布を物品本体から剥離させないよう接着剤を多量に塗布したりヒートシールによる圧着を強くする対応が取られるが、接合部分が硬くなり不織布本来の風合いや肌触りが損なわれかねない。
これに対し本発明においては、インク集合部24が繊維交点に形成されることで、本来の構造が大部分維持されながら印刷が施されているため、接着剤の入り込みやヒートシールによる融着が充分形成されるため、不織布の良好な風合いが維持されると同時に接合部分の強度が高められるので、基端部21の吸収性本体10からの脱落がさらに生じ難くなる。ナプキン100の使用時にウイングを強く引っ張り下着に巻きつけたり、装着後の股下のよじれ等の力が加わったりしても、基端部21の脱落が効果的に防止され得る。
【0033】
以上のとおり本発明においては、インク集合部24を用いた印刷領域23を有することで、嵩高で柔らかい不織布の肌触りや風合いの良さを維持したまま、裏面シート2との一体感や関連性のある着色等の形成と、基端部21の吸収性本体10への強固な固定による脱落防止との両立を実現できる。したがって、インク集合部24の形成によって印刷領域23を配設する場合、前述の着色の明度、彩度、色相の調整と、基端部21の吸収性物品10への固定の程度との兼ね合いを考慮するのが好ましい。特に、波状接合部4aの部分では、接合による繊維の融着で着色濃度が高まり易いので、インク集合部24の配置と数の調整で圧着強度や接着剤の塗布量の多寡をすることが好ましい。これにより適度な着色濃度と適度な接合強度との調整が可能となる。また、適度な接合強度とすることで、この部分の剛性を抑えて不織布の風合いや肌触りの良さが保持され易い。
インク集合部24が図柄を構成する点となって、微細で印象の良い着色、模様、図柄の形成と基端部21の強固な固定との両立のため、さらには接合による剛性を抑えて不織布の風合いや肌触りの良さの保持のため、不織布の厚みに対してインク集合部24が配設される範囲は、基端部21の肌面側表面21aからの厚み全体の60%の位置まであるのが好ましく、45%まであるのがさらに好ましい。このようなインク集合部24の配置とするために、不織布の本来の厚さに対して30〜60%圧縮するのが好ましく、40〜50%圧縮することがさらに好ましい。同様に、塗布されるインクの量は、0.5〜10g/m2が好ましく、1〜5g/m2がさらに好ましい。
【0034】
前述の接触印刷が可能で着端部21がしっかりと固定されて、かつ基端部21を含むウイング形成部材20が風合いや肌触りのよいものであるためには、その素材となる不織布は、嵩高でありかつ繊維密度が適度に疎なものが好ましい。このような不織布は、例えば不織布の製造方法や、不織布の構成繊維を適切に選択することで得ることができる。不織布の製造方法に関しては、低坪量及び低密度で、かつ、圧縮初期のつぶれやすさが良好な不織布を製造できる方法を採用することが好ましい。そのような製造方法としては、例えばエアスルー法、エアレイド法等が挙げられるが、これらの方法に限定されない。エアスルー法においては、ステープルファイバを原料として用い、これをカード機に供給して繊維の絡み合いによるウエブを形成し、該ウエブに貫通方式で熱風を吹き付けて、構成繊維の交点を熱融着させる。エアレイド法においては、短繊維を空気流に搬送させ、捕集コンベア上に堆積させることでエアレイドウエブを形成し、該ウエブの構成繊維間を熱や接着剤によって結合する。エアレイドで用いる繊維の長さはエアスルー法より短く、不織布構造が剛直になりやすいため、同じ熱風による製法の後に後処理として、金属、ゴム、コットン等のロールによる圧縮処理により、不織布の柔軟化を施す。また、前述の後処理による不織布強度低下を抑えるため、繊維交点における融着にラテックスバインダーを使用することが好ましい。
【0035】
不織布の構成繊維としては、肌触りが良く、前述の接触印刷によるインク集合部の形成に適し、接着剤の染み出しを防止する観点から、不織布の坪量及び不織布密度が低く、かつ、印刷時の一時的な圧縮のつぶれやすさとその復元性が良好な不織布を用いることが好ましい。その坪量としては、15〜50g/cm2が好ましく、18〜30g/cm2がさらに好ましい。密度としては、0.02〜0.1g/cm3が好ましく、0.03〜0.08g/cm3がさらに好ましい。また、不織布の印刷時の一時的な圧縮のつぶれからの厚みの戻りやすさを示すRC値/WC値は0.5〜1が好ましく、0.7〜0.9がさらに好ましい。なお、本実施形態におけるRC値及びWC値とは、KES(Kawabata Evaluation System)に従い測定された圧縮荷重―圧縮歪み曲線の直線性であるLC値を尺度とする。KESにおいて、WC値は圧縮仕事量WCであり、RC値は圧縮レジリエンス値(圧縮解放時の仕事量)である。
【0036】
LC値、WC値、LC値の測定は、カトーテック社製のKES−G5「ハンディ圧縮試験機」(商標名)のハンディ圧縮計測プログラムを用いて測定される。具体的な測定条件は次のとおりである。すなわち、試料:布・フィルム、SENS:2、力計の種類:1kg、SPEED RANGE:0.02cm/sec、DEF感度:20、加圧面積:2cm2、測定荷重:5.0に設定することで最大圧縮荷重50gf/cm2、標準温湿度条件(23℃/50%RH)にておこなう。
【0037】
不織布の構成繊維としては、例えば各種の熱可塑性樹脂から構成される単独の又は複合の熱融着性繊維を用いることが好ましい。前述の肌触りの良さとインク集合部の良好な形成のため、繊維の太さは、1.5〜5.5dtexが好ましく、2〜4.4dtexがさらに好ましい。また、繊維の長さとしては、38〜72mmが好ましく、45〜65mmがさらに好ましい。該熱融着繊維として、高融点樹脂からなる第1樹脂成分と、低融点樹脂からなる第2樹脂成分とを含み、第2樹脂成分が繊維表面の少なくとも一部を長さ方向に連続して存在している複合繊維を用いることも好ましい。
【0038】
不織布の構成繊維の具体例としては、単一樹脂の繊維として、ポリエチレンやポリプロピレン等のポリオレフィン系繊維、ポリエチレンテレフタレート等のポリエステル系繊維、ポリアミド6や、ポリアミド66等のポリアミド繊維、ポリ乳酸系繊維等の疎水性単一合成繊維が挙げられる。多成分系の複合繊維としては、芯鞘構造繊維における鞘側の低融点成分としてポリエチレン樹脂を用い、芯側にポリエチレンデレフタレート等のポリエステル系樹脂、ポリアミド6や、ポリアミド66等のポリアミド樹脂、ポリ乳酸樹脂等の疎水性複合合成繊維を用いた芯鞘構造繊維が挙げられる。
【0039】
不織布は、上記した繊維を一種含む単独繊維から構成されていてもよく、あるいは二種以上の繊維をブレンドしたものであってもよいが、融着交点の形成の点から芯鞘構造繊維を40〜100質量%用いる事が好ましく、不織布の嵩高さの点から芯成分または単独繊維としてのポリエステル系樹脂、ポリアミド系樹脂又はポリ乳酸樹脂等の樹脂量が、不織布において20〜60質量%である事が好ましい。また、上述した繊維を一種以上含む繊維層を複数層重ねて一体化したものであってもよい。更に不織布には、熱融着性繊維以外の繊維として、パルプやレーヨン等の天然系繊維を、融着形成を阻害しない程度(例えば不織布の30質量%まで)含めてもよい。
【0040】
不織布の厚みは、該不織布の坪量及び不織布密度が先に述べた範囲内であることを条件として、0.5〜5.0mm、特に0.8〜4.0mmであることが好ましい。これによって、不織布を十分に嵩高にすることが可能になる。なお、不織布の厚みは、(株)キーエンス製のマイクロスコープVHX−1000または先に述べたKES−G5「ハンディ圧縮試験機」を用い、荷重0.5gf/cm2の条件に測定される。
【0041】
不織布は、繊維交点が融着した繊維によるネットワーク構造を形成していることから上述のRC値/WC値により示される回復性とともに以下に示される範囲のLC値を有しているので、低密度状態から高密度状態への変形が容易であり、印刷工程を通して安定した高密度状態を形成する。LC値からは、一時圧縮におけるつぶれやすさ(追従性)が評価でき、不織布がつぶれにくく高密度状態が安定するLC値は0.4以上であり、高密度状態が作り出しやすいLC値は0.8以下となっている。また、LC値がこの数値内であることは、不織布のネットワーク構造が均一的に作り出されていることが分かる等、印刷における総合的な値となっている。一方、同様にKES−G5を用いたKESによる評価からは、圧縮仕事量であるWC値や圧縮レジリエンスであるRC値を得ることができ、接触印刷によって形成された印刷部を有する不織布のWC値が0.8〜2gf・cm/cm2であり、RC値が50〜80%であると、印刷工程における部分的な適応性に優れている。印刷時の加圧によってもインクが不織布を通り抜けてしまわない程度の厚みが得られるのは、前記不織布のWC値が好ましくは0.8gf・cm/cm2以上であり、高密度状態が安定、かつ、容易に得られる前記不織布のWC値は2gf・cm/cm2以下である。インクの(分散による)固定が良好となる前記不織布のRC値は50%以上であり、高密度状態が安定する前記不織布のRC値は80%以下である。WC値はより好ましくは、1〜1.5gfcm/cm2であり、RC値は好ましくは55〜65%である。
【0042】
本実施形態における表面シート1は、排泄された体液を速やかに吸収し、吸収体に伝達する観点と肌触りのよさの観点とから親水性のサーマルボンド不織布が好ましく、特にエアスルー不織布が好ましい。表面シート1は親水化処理された熱可塑性樹脂繊維であり、かつ、該繊維が2次クリンプ又は3次クリンプのような立体捲縮がなされた繊維であることが好ましい。具体的には、ポリエチレン、ポリプロピレン、ポリエステル、ナイロン、及びこれらの複合繊維を作成し、所定の長さにカットしてステープルを形成する前の段階で、各種親水化剤を塗工する。親水化剤としては、αオレフィンスルホン酸塩に代表される各種アルキルスルホン酸塩、アクリル酸塩、アクリル酸塩/アクリルアミド共重合体、エステルアミド、エステルアミドの塩、ポリエチレングリコール及びその誘導物、水溶性ポリエステル樹脂、各種シリコーン誘導物、各種糖類誘導物、及びこれらの混合物など、当業者公知の親水化剤による親水化処理を用いることができる。
【0043】
裏面シート2は、透湿性フィルム単独、非透湿性フィルム単独、又はフィルムと不織布の貼り合わせ、撥水性の不織布(SMSやSMMS等)を用いることができる。コスト面やズレ止め粘着剤とのマッチングなどから、透湿フィルム単独を防漏材として用いることが最も好ましい。この場合のフィルム材としては、熱可塑性樹脂と、これと相溶性のない無機フィラーを溶融混練して押し出したフィルムを所定の寸法に延伸して微細孔をあけたフィルム、または、本質的に水分の相溶性が高く、浸透膜のように水蒸気排出可能な無孔性のフィルムが挙げられる。本発明に関わる湿度排出の性能を十分に発現し、かつ、水分のにじみ出しがない防漏層を具現化するには、透湿度は、0.7〜3.0g/100cm2hrの範囲にあることが好ましく、1.0〜2.5の範囲にあることが更に好ましい。さらっと感を十分に高める観点からは1.5〜2.5にあることが最も好ましい。また、フィルムの破れ等のトラブルなく使用可能であるためには、フィルム坪量は18〜70g/m2、より好ましくは25〜60g/m2である。また好ましい無機フィラー配合量は、フィルム全体の質量に対するフィラーの質量%として30〜65質量%、より好ましくは40〜60質量%である。
【0044】
吸収体3は、この種の物品に用いられるものを任意に作用でき、例えば、繊維層をコアラップシートで被覆してなるもの、その内部に吸水性ポリマーを含有するものや、その形状が薄いシート状のものなど種々の形態を採用できる。前記繊維層を構成する繊維材料としては、針葉樹パルプや広葉樹パルプ等の木材パルプや植物パルプ等の天然繊維、キュプラやレーヨン等の再生繊維、アセテート等の半合成繊維、ポリオレフィン類、ポリアミド類、ポリエステル類等の合成繊維等が挙げられ、これらの1種を単独で又は2種以上を混合して用いることができる。ポリマー粒子としては、デンプン系、セルロース系、合成ポリマー系のものを使用することができる。
【0045】
本発明において、インク集合部24を有する印刷領域23は、基端部21のみに限らず、これと連なるウイング部22にまで及んで形成されてもよい。このようにすることで、吸収性本体10の配色とウイング部22の配色とが関連付けられて、より一体感のあるナプキンとすることができるので好ましい。また、ウイング部22の裏面シート2側にナプキンを下着に固定するための粘着部が形成されている場合(図示せず)、これに対応するウイング部22の部分にインク集合24があることで、該粘着部の形成に際して粘着剤が不織布内部に適度に含浸し、かつ表面シート1側まで浸透するのが防止され得るので好ましい。
【0046】
本発明の吸収性物品は、上記の実施形態に制限されるものではなく、例えば失禁パッド、失禁ライナ等に本発明を適応することができる。また、経血に限らずその他、尿、オリモノ、軟便等に対しても効果的である。また、表面シート1、吸収体3、裏面シート2の他にも用途や機能に合わせ適宜部材を組み込んでもよい。例えば、裏面シートには印刷に変えて着色マスターバッチを配合して、裏面シートに直接着色しても良いし、さらに印刷を加えることもできる。なお、上記実施形態の生理用ナプキンの表面シート1、吸収体3及び裏面シート2の材料、製法における条件や、製品の寸法諸言は特に限定されず、通常の生理用ナプキン等において用いられている各種材料を用いることができる。
【符号の説明】
【0047】
1 表面シート
2 裏面シート
3 吸収体
4 外周シール部
10 吸収性本体
20 ウイング形成部材
21 基端部
22 ウイング部
23 印刷領域
24 インク集合部
100 生理用ナプキン
【技術分野】
【0001】
本発明は、ウイング部を有してショーツなどの下着に固定する生理用ナプキン、女性用失禁パッド、パンティーライナーなどの吸収性物品(女性用吸収性物品)に関する。特に、環境に配慮して、廃棄ロスの少ない、別材からなるウイング材を備えた吸収性物品に関する。
【背景技術】
【0002】
生理用ナプキンなど下着に装着して使用する吸収性物品には、該物品の側縁外方に突出したウイング部(羽根状部ウイング部やフラップ部など)を具備するものがある。この物品の使用の際には、前記ウイング部が下着の側縁に沿って折り曲げられて該ウイング部に配設された粘着部を介して下着に固定される。また該ウイング部の形成にあたり、原反から一対のウイング部材を切り出して物品本体とは独立のウイング形成部材を用いるものがある。このウイング形成部材を物品本体にホットメルト接着剤やヒートシールで接合して1つの製品とする。この場合、ウイング形成部材が物品本体から外れないよう強固に固定されることが求められる。特許文献1には、本体の長手方向に沿った連続接合部とその幅方向外方にある間欠接合との2種類の接合部によって、ウイング形成部材を本体に接合させたものが開示されている。
他方、ナプキンなどの女性が使用する吸収性物品において、使用者が生理時に抱く憂鬱な気分を和らげるようナプキン等の裏面シートの肌面側などに図柄などを印刷したものがある(例えば特許文献2など)。近年、この種の物品においては、機能性の向上のほか使用者の心理的側面に訴え、好んで使用されるよう工夫がなされるようになってきた。
【0003】
前記ウイング形成部材の吸収性本体への接合にあたり、物品本体の側縁の横漏れやヨレの防止のために、該部材を表面シートと裏面シートとの間で吸収体の肌面側の側縁にまで入り込ませる場合がある。その際、裏面シートに図柄等が施されていると、この部分が隠れることとなる。これでは裏面シートに配された図柄による使用者への心理的効果が薄れ、使用者に違和感すら抱かせてしまう可能性がある。また、ウイング形成部材が物品本体に入り込んでいることが目立つと、物品の一体感のなさによる液の横漏れの不安や、部材の挟み込みによる物品の硬さを連想させかねない。そのため裏面シートの印刷部分との一体感や関連性をもたせるようウイング部に工夫した印刷を施すことが望ましい。
【0004】
一方、前記ウイング部は装着後に使用者の足の付け根にあたるため、その素材としてはできるだけフィルム化していない肌触りの良いものが望まれる。これに対し、嵩高で柔らかい不織布をウイング部の構成部材とすることによって、股下部分の不快感の軽減を図ることが考えられる。前記のウイング形成部材を用いる方法であれば、物品本体の素材に係らず嵩高で柔らかい不織布など適宜任意の素材を採用できる。
しかし嵩高で柔らかな不織布は、繊維間の空間が多く繊維密度の疎な構造であるため、不織布の表面に印刷によってインクを塗工することは困難であった。また、ウイング形成部材を物品本体に接着剤やヒートシールによってしっかりと接合、固定するには、各部材間の繊維の接合や融着が好ましいが、部材表面にインクがあると部材間の繊維同士の必要な接合強度が得られ難い。つまり印刷によるインク層の形成と強固な接合との両立が難しかった。また前述の嵩高で柔らかい不織布は、特許文献2の捲縮繊維を含む不織布とは異なり空間が多く繊維密度の疎な構造であるため、接着剤の量や物品の保存環境によっては不織布内部に接着剤が浸透しすぎて物品の表面にべたつきを生じかねない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−115957号公報
【特許文献2】特表2005−523139号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記の問題に鑑み、ウイング形成部材に風合いや肌触りの良い不織布を採用してもその特性を損なわずに、物品全体と一体感のある印刷をウイング形成部材に配設でき、かつ該ウイング形成部材と物品本体との強固な接合が可能な吸収性物品の提供を課題とする。
【課題を解決するための手段】
【0007】
本発明は、肌当接面側に配置される表面シート、非肌当接面側に配置される裏面シート、及び該両シートの間に介在される吸収体を具備する吸収性本体と、別材からなるウイング形成部材を該吸収性本体の排泄部対向領域に有する吸収性物品であって、前記裏面シートの肌当接面側には印刷によって形成されたインク層があり、前記ウイング形成部材は、不織布からなり、前記吸収性本体の長手方向の側端部に表面シートと裏面シートとで挟持された基端部と、前記吸収性本体の幅方向外方に突出するウイング部とを有し、前記基端部は少なくとも構成繊維同士の交点付近に形成されたインク集合部を散在させてなり、前記表面シートを介して計測される前記基端部と前記裏面シートとの間の色相差がL*C*h表示系におけるh値の差(Δh)で30°以下となる吸収性物品を提供することにより、上記課題を解決したものである。
【発明の効果】
【0008】
本発明の吸収性物品は、ウイング形成部材に風合いや肌触りの良い不織布を採用してもその特性を損なわずに、物品全体と一体感のある印刷をウイング形成部材に配設でき、かつ該ウイング形成部材と物品本体との強固な接合ができるという優れた作用効果を奏する。
【図面の簡単な説明】
【0009】
【図1】本発明における吸収性物品の好ましい一実施形態としての生理用ナプキンを伸長した状態で肌当接面方向から示した一部切欠斜視図である。
【図2】図1に示す生理用ナプキンのウイング形成部材が吸収性本体に挟持されている様子を表面シート側から拡大して示す部分拡大平面図である。
【図3】(a)は図2に示す生理用ナプキンのa−a線断面を示した断面図であり、(b)はb−b線断面図であり、(c)はc−c線断面図であり、(d)はd−d線断面図である。
【図4】繊維同士の交点またはその近傍(本発明では単に交点という)に形成した塗工したインクのインク集合部24の例を示す拡大模式図である。
【発明を実施するための形態】
【0010】
図1は、本発明の好ましい一実施形態としての生理用ナプキン100を伸長した状態で肌当接面方向から示した一部切欠斜視図である。図2は図1に示す生理用ナプキン100のウイング部22が吸収性本体10に挟持されている様子を表面シート側から拡大して示す部分拡大平面図である。
【0011】
本実施形態の生理用ナプキン100は、肌当接面側に配置される表面シート1、非肌当接面側に配置される裏面シート2、及び両シートに介在された吸収体3を具備する吸収性本体10と、これとは独立のウイング形成部材20とを有する。吸収性本体10において、吸収体3の周縁より外方に延出した表面シート1及び裏面シート2の部分がヒートシール等によって圧着接合されて、外周シール部4となる。前記吸収性本体10の形状は、装着時に着用者の股下部分を介して下腹部側から臀部側へと配される長手方向(Y方向)とこれと直交する幅方向(X方向)とを有する縦長の形状である。なお、本発明においては、特に断らない限り、人体に接触する側を肌面側ないし肌当接面側あるいは表面側といい、下着に接する側を非肌面側ないし非肌当接面側あるいは裏面側という。生理用ナプキンの表面又は裏面の法線方向を厚み方向といいその量を厚さという。さらに生理用ナプキンの平面視において相対的に長さのある方向を長手方向といい、この長手方向と直交する方向を幅方向という。前記長手方向は典型的には装着状態において人体の前後方向と一致する。
【0012】
吸収性本体10の肌当接面側には表面シート1の肌当接面側から吸収体3にかけて圧搾した防漏溝5が施されている(図1参照)。防漏溝5は、環状防漏溝5aとその幅方向外方の一対の弓状防漏溝5b,5bとからなる。環状防漏溝5aは、排泄部対向領域から前後端へ亘る全周溝であり、幅方向外方へ湾曲する3つの曲線を長手方向に連結した部分を左右それぞれに有する形状である。弓状防漏溝5bは、幅方向外方に凸形状であり、環状防漏溝5aの排泄部対向領域に対応する部分と相似形状である。排泄部対向領域においては、環状防漏溝5aと弓状防漏溝5bとで吸収体3の左右両側においてそれぞれ二重配置されている。これにより横漏れが効果的に抑制され得る。なお、排泄部対向領域とは、ナプキンが経血もしくはおりもの等の排泄を直接受ける部分及びその近傍をいう。本実施形態における前記排泄部対向領域は、ナプキン100の長手方向中央部分であり、一対のウイング部20に挟まれた領域である。
【0013】
裏面シート2は、ナプキン100の着衣側で吸収体3からの液漏れを防ぐために防漏性のフィルム等のシート材からなる。裏面シート2の肌面側には、外周シール部4を含む吸収体3の周縁外方の部分で、表面に単色又は多色の印刷が施されインク層2aが形成されている。このインク層2aについて表面シート1を介して平面視すると、単色又は多色の、着色、模様又は図柄が視認可能とされている。本実施形態のナプキン100は、生理用ナプキン全体が乳白色の配色である中で、裏面シート2にインク層2aからなる着色や模様、図柄の形成によって、使用者の生理時の憂鬱な気分を和らげるよう作用し得る。そのため前記インク層2aは、ナプキン100全体に用いられる乳白色とは異なる色の配色が好ましい。また、インク層2aは乳白色の表面シート1を介して視認されるため、インク層2aを直接視認する場合よりもその色調が緩和された柔らかさを持った着色や模様、図柄となる。この点を考慮して、色の採用とその配色についは、ナプキン100の使用目的等により任意に決めることができる。
【0014】
一方、ウイング形成部材20は、撥水性の嵩高で繊維密度の疎な柔らかい不織布からなる。ウイング形成部材20は、前記吸収性本体10の長手方向側縁から入り込んで表面シート1と裏面シート2とで挟持された基端部21と、基端部21から幅方向外方に突出するウイング部22とを有する(図1及び2参照)。ナプキン100の使用時に股下にあたるウイング部22が柔らかな不織布からなるため、この部分が肌に触れてもフィルムのようなごわつき感を感じることなく柔らかな肌触りとなる。ウイング形成部材20は、別材として、不織布材料から左右一対のウイング形状をカットして取り出すことで、廃棄部分を削減することができる。
本発明でのウイング部22は、装着者のショーツの股下部に巻きつけて固定するもので、ウイング部22の非肌当接面にズレ止ホットメルト接着剤を塗布して固定材とする。該ウイング部22をなすウイング形成部材20は、吸収性本体の排泄部(膣口)対向領域に形成される。該領域は、ナプキンの長手方向中央部(昼用のナプキン)であったり、前方(夜用のナプキン)であったり、物品の使用目的等に合わせてその位置が設定される。
【0015】
基端部21は、ウイング形成部材20が吸収性本体10の側縁10aから内方へ入り込んだ部分であり、その一方の幅方向端部21iから他方の幅方向端部21jまでをいう。基端部21は、その一方の幅方向端部21iが吸収体3の側縁にかかり、その幅方向外方で表面シート1と裏面シート2とに挟持され、波状接合部4aで固定されている。着端部21は、これと連続するウイング部22が折り曲げ自在となるよう、吸収性本体10にしっかりと接合固定されている。本実施形態の波状接合部4aにおいて、表面シート1及び裏面シート2と両シート間に挟持された基端部21の不織布との接合には、ホットメルト接着剤、ヒートシール若しくは超音波シール、又はこれらが併用される。これにより、基端部21が吸収性本体10にしっかりと固定されて抜け落ちが防止される。基端部21が撥水性の不織布からなり波状接合部4aが配設されていることで、経血の横漏れが効果的に抑制され得る。また基端部21が吸収体3の側縁から波状接合部4aに亘って積層されることによって股下部分のよれ防止の補強材ともなり得る。なお基端部21の表面シート1側の面を肌面側表面21a、裏面シート2側の面を非肌面側表面21bとして示す。
【0016】
基端部21が裏面シート2を覆う部分においては、裏面シート2のインク層2aが遮蔽され表面シート1側からは目視できない。この隠蔽された部分でインク層2aの着色等の連続性が損なわれないよう、基端部21となる不織布にインク層2aとの一体感や関連性のある印刷領域23が配設されている。これによりナプキン100を手に取った使用者は、ウイング部22と吸収性本体10が一体のものであるように意識し易くなる。その結果、基端部21が吸収性本体10内部に入り込んだことが意識され難く、基端部21の存在から誤って連想される物品の硬さや横漏れの心配などが回避され得る。さらに、裏面シート2のインク層2aによる使用者への心理的効果も維持される。
【0017】
本発明において、印刷が難しいとされる嵩高で繊維密度が疎な柔らかい不織布に対して以下のようにして印刷領域23を形成することができる。印刷領域23は疎水性または油性の印刷インクの塗工により形成されており、この塗工されたインクは肌面側表面21a上から不織布の内部の所定深さにも配されている(図3参照)。基端部21における不織布内部のインクは繊維に付着、固定して小さな塊のインク集合部24となる。インク集合部24は、従来の印刷のようにシート材の表面に形成されるインク層とは異なり、不織布内部の繊維同士の融着した交点を利用して厚み方向及び平面方向に散在するように立体配置されている。インク集合部24は交点付近に塗工したインクが乾燥したものからなり、個々のサイズはインクの粘性などにより異なるが、微細なものである。本実施形態において、後述の微細で印象の良い着色や模様、図柄の形成と基端部21の吸収性本体10への安定的な固定との両立のために、インク集合部24の平均的な大きさ(平面視における面積の円相当径)としては、50〜500μmが好ましく、100〜300μmがさらに好ましい。このインク集合部24の大きさとは、インク集合部24が配設されている繊維交点等の繊維間の大きさであり、電子顕微鏡(JEOL製JCS−5100使用)の拡大画像(100〜200倍)によりインキ部分の特定(二値化)後に円相当径を求める画像解析処理の方法により測定することができる。
【0018】
このインク集合部24を含む印刷領域23は、不織布内部のインク塗工のパターンによって基端部21の肌面側表面21aの側より平面視して1つの着色や模様、図柄となり、表面シート1を介して視認するようにすることができる。このようにインク集合部24が形成されることで、嵩高で繊維密度の疎な柔らかい不織布であっても単色又は多色の、着色や模様、図柄の塗工が可能となる。インク集合部24の立体的な点在配置によって、その平面視の図柄が従来の印刷による図柄に比べて奥行きのある立体的な図柄となる。また不織布の表面を覆うインク層が形成されないことによって、さらには、繊維の自由度の小さい繊維交点等にインクが固定され、繊維の可動性が高い部分に固定されにくいため、繊維の自由度が保持されて不織布の柔らかな風合いや肌ざわりが損なわれ難くなる。その結果、インク集合部24は従来の印刷によるインク層とは異なって不織布本来の柔らかさを維持し、表面シートを介して伝わる基端部21の感触の柔らかさが維持され得る。また、インク集合部24の形成によって、表面シートとインクとの直接的な接触が少なくなるのでインクの脱落も生じ難い。
【0019】
このように形成される印刷領域23の着色とインク層2aの着色との一体感や関連性は、(乳)白色の表面シート1を介して視認される印刷領域23及びインク層2aの色みを表す色相の近さで判断される。印刷領域23やインク層2aの色みを表す色相の近さを評価する尺度としてL*C*h表色系が有効であることを知見し、更に検討を進めたところh値の大きさが重要であることを知見した。具体的には、表面シート1を介して見える基端部21の印刷領域23のh値と裏面シートのインク層2aのh値との色相差(Δh)を30°以下、すなわち0°〜30°とすることが好ましく、0°〜20°とすることがさらに好ましい。上記上限・下限内とすることで、表面シートを通して色が同系色と認識できることとなる。
【0020】
また、表面シート1との配置関係では、着端部21の方が裏面シート1よりも表面シート1に近い位置にある(図2d−d線、図3(d)参照)。そのため、表面シート1を介して見える色は、印刷領域23の着色の方がインク層2aの着色よりも相対的に色みが濃く見え易い。両者の着色を一体性や関連性のあるものとするためには、前記L*C*h表色系の彩度を表すC*値を用いて規定することが好ましい。具体的には、表面シート1を介して見える基端部21の印刷領域23のC*値と裏面シートのインク層2aのC*値との彩度差(ΔC*)を0〜20とすることが好ましく、0〜10とすることがさらに好ましい。上記下限以上で上限以下とすることで、色の濃さが同じ程度となる。
【0021】
さらに、同じ基端部21であっても、乳白色の吸収体3にかかる幅方向端部21i近傍部分A(図2a−a線、図3(a)参照)、吸収体3の外方に位置する部分B(図2b−b線、図3(b)参照)、波状接合部4aに位置する部分C(図2c−c線、図3(c)参照)では、それぞれ表面シート1を介する印刷領域23の着色の見え方が異なり易い。基端部21のうち部分Aの色が吸収体3の(乳)白色を背景として色が薄まり淡色に見え易い。部分Cの色は波状接合部4aのヒートシール等の接合により圧密化されて色の濃く見え易い。
この色の見え方の不均衡を是正して着色の連続性をできるだけ保持するには、裏面シートのインク層2aと基端部21を白色標準板を背景として表面シートを介さずに直接計測した際のC*値が基端層21よりインク層2aで大きくされ、基端部21を通して裏面シートのインク層2aの色相が認識されることで連続性を得やすく、厚密化による影響も低下し易い。そのため、直接計測による前記C*値の差(ΔC*0値)を10〜50とすることが好ましく、15〜40とすることがさらに好ましい。
【0022】
また、(乳)白色の吸収体3が明度の高いものだけに、印刷領域23の着色とのコントラストが鮮明となってしまう。これを抑えるべく前述の彩度差(ΔC*値、ΔC*0値)に加え、直接計測による印刷領域23のL*0値と吸収体3のL*0値との明度差(ΔL*値)が20〜50であることが好ましく、30〜45であることが好ましい。
【0023】
なお、印刷領域23とインク層2aの着色が差の調整は、双方が単色からなる場合や多色からなる場合であっても、個々の色を計測して調整することでこれらの一体感や関連性を有する着色とすることができる。多色印刷においては、特に、L*値が低い色成分の割合が高かったり、連続的にあるいは全体的に配されているとにより一体感や関連性を想起させやすい。
【0024】
上記h値、C*値、L*値の測定は、簡易型分光色差計NF333(日本電色工業(株)社製、商品名)を用いて測定することができる。測定条件及び測定方法は、ステープラータイプにてφ4mmのND110センサーを取り付けておき、該センサーの先端部にはOリング(小)を用い、光源C/2、視野角2°(3回計測の平均値)である。
【0025】
上述の単色又は多色の着色の色相、彩度、明度を調整することに加え、着色がなす模様や図柄が同一、類似又は関連性のあるもととして印刷することが好ましい。例えば、海の絵に対して砂浜や貝殻の絵、月の絵に対して星の絵などの組合せや、物語性など観念的に関連性がある印象を与える図柄を配したり、印刷領域23とインク層2aとの模様が集合して1つのまとまった模様になるよう配したり、同じモチーフによる模様を同じような構成で配したりすることなどが挙げられる。
【0026】
上述の着色の明度、彩度、色相の調整は、裏面シート2側と基端部21とでなされるが、基端部21においてはインク集合部24の配置や数により調整される。インク集合部24の形成は好ましくは後述の接触印刷によってなされ、インク集合部24の配置や数はこの接触印刷における一時的な圧縮の強さと、塗工するインク量によりなされる。より強く圧縮しより多くの量のインクを塗工することで、不織布の繊維のより深いところにまでインクを透過させてインク集合部を形成することができる。これにより深みのある濃い着色が可能となる。
【0027】
本実施形態において、インク集合部24を基端部21の不織布の内部に点在配置させる方法として、該不織布の肌面側表面21aから接触印刷することが好ましい。接触印刷とは、不織布を厚み方向に圧縮して一時的な繊維の高密度状態を作り出し、その状況下でインクを塗工する印刷のことである。この印刷においては、繊維交点の融着によって作り出される繊維間の隙間以外に、厚み的に異なる位置にある繊維も厚み方向への圧縮によって接近し、小さな繊維間の隙間が多く作り出される。基端部21の肌面側表面21a上の所定の範囲にインクを塗布すると、インクは厚み方向に浸透して繊維上及びこの繊維隙間のうち比較的小さな部分を埋めるように付着する。その後の圧縮状態の開放によって不織布はもとの繊維構造に戻ろうとするが、一時的に作り出された繊維間の隙間は消失し、付着したインクのうち繊維表面に固定できない量が繊維交点に移動し、インク濃度の高い部分を作り出し、この部分が固化する。このようにして、前述のインク集合部24が肌面側表面21aの近傍から厚み方向に離間した位置まで立体的に点在して形成される。基本的にはインクは塗布した位置で厚み方向に透過してインク集合部24となるので、不織布をその外面から見たときに不織布の厚み方向に沿ってインク集合部24同士が重なりにくくなり図柄とするときはその視認性が良好になる。更に、インク集合部24が上述のように形成され固着することで不織布における繊維同士の結合力が強化されるにもかかわらず、不織布の快適な風合いが維持されやすいという利点もある。この印刷方法においては、不織布の表面にインク層を所定の面積で形成する従来の印刷方法とは異なり、インク集合部24が図柄の小さなドットを構成するので細かで鮮明な配色やデザインの配設が可能となる。このことが前述のインク集合部24の立体的な配置と相俟って、様々な図柄の描出を可能にし、視覚による使用者への良い心理的効果を生み出すことができる。配色や印刷濃度は、基端部21の不織布の一時的な圧縮の程度とインク量により適宜調整することができる。この2つの調整により、形成されるインク集合部24の配置と数が調整され得る。
【0028】
本発明におけるインク集合部24形成時は、一時的な圧縮によって形成された高密度状態による毛管現象によってインクが保持(移動)され、圧縮の開放によって高密度状態が開放されてインクの部分的な移動がおこり、上述した位置にインク集合部24が形成されると考えられ、同じインクを使用した場合には、その厚み位置によって印刷の濃淡が制御できる。
【0029】
印刷領域23は単色のインクから構成されていてもよく、あるいは多色のインクから構成されていてもよい。インクが単色及び多色のいずれの場合であっても、一のインクに注目した場合、そのインクが濃淡印刷されていてもよい。上述した不織布の圧縮及びその解放によるインクの移動を好適なものとするためには、使用する印刷インクとしては、例えば水性や油性等の媒体系インク、紫外線硬化型等の硬化型インクなどを用いることができる。また、着色材を含まないクリアインクを着色インク適用前に不織布へ貼着し、繊維の隙間埋めや繊維隙間をより狭くした後に、着色インクの塗布を実施して、インクの固定性を一層向上させることもできる。また、ドット状にインクを点着するスクリーン印刷では、ドットの大きさや位置を制御することで、複数種のインクを塗布することができるので、マルチ印刷に対応することができる。更に、繊維表面に、インクと異なる性質を発現する界面活性剤や油剤を付与し、インクの移動性を制御するようにしてもよい(例えば、油性インクに対して親水性活性剤を繊維表面に付着させて、界面活性剤量によってインクの移動性を制御する等)。上述の各種のインクを用いた接触印刷法としては、例えば凸版印刷、平版印刷、孔版印刷等を採用することができる。
【0030】
本発明において、前述のとおりインク集合部24は、不織布の構成繊維同士の交点付近に塗工したインクが溜り乾燥して形成される。前記交点付近とは、例えば繊維同士の融着交点やその近傍(図4(a)参照)、複数の交点からなる微小隙間部(図4(b)参照)である。通常、これらの繊維同士の交点付近はインクに限らず液体が溜りやすい部分である。ナプキン等の吸収性物品においては、前記繊維同士の交点付近は、排泄液や粘着剤等の溜る可能性のある部分でもある。通常このような小さな液溜りは、液を透過させ難い撥水性の不織布においても、液を繊維内部に拡散させる基点ともなり得る。本発明においては、この部分を疎水性または油性インクからなるインク集合部24で予め埋めてしまうことで、不織布内部の液残りを生じ難くさせることができ、不織布からなる基端部21の液の防漏機能をより高めることができる。
【0031】
本発明において、前述のとおり基端部21に形成された印刷領域23は、インク集合部24を有し、従来の印刷のようにシート表面がインク層で覆われるものではない。そのため、基端部21の表面には不織布本来の繊維構造が残ったままとなり、その部分で不織布の繊維間の隙間が維持される。これにより基端部21が表面シート1及び裏面シート2との間で強固に固定されやすく好ましい。この点につき以下に説明する。
前述のとおり、基端部21と表面シート1及び裏面シート2との接合は、ホットメルト接着剤、ヒートシール若しくは超音波シール、又はこれらが併用される。ホットメルト接着剤を用いる場合には、基端部21の不織布に含浸して固定されることで接着効果が良好なものとなる。インク集合部24を有する印刷領域23においては、表面を覆うインク層がないことで接着剤が含浸していく繊維間の空間が存在する。繊維間の毛管力によって繊維間の交点などを基点として所定の厚さまで含浸し接着部が形成される。他方、インク集合部24の配置によって液拡散の基点となる微小隙間部が不織布の内方に形成されて隙間が潰されているので、溶融あるいは粘調状にあるホットメルト型粘着剤においても基点となる部位が減少・消失して、それ以上接着剤が含浸することが抑制される。つまりインク集合部24の存在によって、接着剤が表面シート1や裏面シート2側への浸透が適度に防止されて、ナプキン100表面のべたつきが起こり難い。しかも、ホットメルト接着剤が塗布された面では、従来の層状の印刷と異なり繊維の微小隙間部以外の大きな繊維隙間は残されているため、高温で流動性が高い状態である塗布された面では、接着部が不織布の繊維間に適度に含浸してしっかりと固定されて剥がれ難くなり得る。これにより、基端部21に印刷された印刷領域23があっても、接着剤による強固な固定が可能となる。一方、ヒートシールや超音波シールを用いる場合には、基端部21と表面シート1及び裏面シート2とを融着させることで固定効果が良好なものとなる。インク集合部24を有する印刷領域23においては、不織布表面の繊維がそのまま残っており、この表面の繊維を表面シート1や裏面シート2に融着させることで基端部21と前記両シートとの間に強固な固定部が形成される。
【0032】
通常、印刷層が表面に形成された不織布では、接着剤が不織布の隙間に入り込みにくく、接着剤と印刷層が接着されているが不織布との接着が不十分となりおこる印刷層と不織布との境界での剥離や、ヒートシールによる融着を印刷層が阻害することによるヒートシール強度不足によるシール剥がれが起こり易く、不織布を物品本体から剥離させないよう接着剤を多量に塗布したりヒートシールによる圧着を強くする対応が取られるが、接合部分が硬くなり不織布本来の風合いや肌触りが損なわれかねない。
これに対し本発明においては、インク集合部24が繊維交点に形成されることで、本来の構造が大部分維持されながら印刷が施されているため、接着剤の入り込みやヒートシールによる融着が充分形成されるため、不織布の良好な風合いが維持されると同時に接合部分の強度が高められるので、基端部21の吸収性本体10からの脱落がさらに生じ難くなる。ナプキン100の使用時にウイングを強く引っ張り下着に巻きつけたり、装着後の股下のよじれ等の力が加わったりしても、基端部21の脱落が効果的に防止され得る。
【0033】
以上のとおり本発明においては、インク集合部24を用いた印刷領域23を有することで、嵩高で柔らかい不織布の肌触りや風合いの良さを維持したまま、裏面シート2との一体感や関連性のある着色等の形成と、基端部21の吸収性本体10への強固な固定による脱落防止との両立を実現できる。したがって、インク集合部24の形成によって印刷領域23を配設する場合、前述の着色の明度、彩度、色相の調整と、基端部21の吸収性物品10への固定の程度との兼ね合いを考慮するのが好ましい。特に、波状接合部4aの部分では、接合による繊維の融着で着色濃度が高まり易いので、インク集合部24の配置と数の調整で圧着強度や接着剤の塗布量の多寡をすることが好ましい。これにより適度な着色濃度と適度な接合強度との調整が可能となる。また、適度な接合強度とすることで、この部分の剛性を抑えて不織布の風合いや肌触りの良さが保持され易い。
インク集合部24が図柄を構成する点となって、微細で印象の良い着色、模様、図柄の形成と基端部21の強固な固定との両立のため、さらには接合による剛性を抑えて不織布の風合いや肌触りの良さの保持のため、不織布の厚みに対してインク集合部24が配設される範囲は、基端部21の肌面側表面21aからの厚み全体の60%の位置まであるのが好ましく、45%まであるのがさらに好ましい。このようなインク集合部24の配置とするために、不織布の本来の厚さに対して30〜60%圧縮するのが好ましく、40〜50%圧縮することがさらに好ましい。同様に、塗布されるインクの量は、0.5〜10g/m2が好ましく、1〜5g/m2がさらに好ましい。
【0034】
前述の接触印刷が可能で着端部21がしっかりと固定されて、かつ基端部21を含むウイング形成部材20が風合いや肌触りのよいものであるためには、その素材となる不織布は、嵩高でありかつ繊維密度が適度に疎なものが好ましい。このような不織布は、例えば不織布の製造方法や、不織布の構成繊維を適切に選択することで得ることができる。不織布の製造方法に関しては、低坪量及び低密度で、かつ、圧縮初期のつぶれやすさが良好な不織布を製造できる方法を採用することが好ましい。そのような製造方法としては、例えばエアスルー法、エアレイド法等が挙げられるが、これらの方法に限定されない。エアスルー法においては、ステープルファイバを原料として用い、これをカード機に供給して繊維の絡み合いによるウエブを形成し、該ウエブに貫通方式で熱風を吹き付けて、構成繊維の交点を熱融着させる。エアレイド法においては、短繊維を空気流に搬送させ、捕集コンベア上に堆積させることでエアレイドウエブを形成し、該ウエブの構成繊維間を熱や接着剤によって結合する。エアレイドで用いる繊維の長さはエアスルー法より短く、不織布構造が剛直になりやすいため、同じ熱風による製法の後に後処理として、金属、ゴム、コットン等のロールによる圧縮処理により、不織布の柔軟化を施す。また、前述の後処理による不織布強度低下を抑えるため、繊維交点における融着にラテックスバインダーを使用することが好ましい。
【0035】
不織布の構成繊維としては、肌触りが良く、前述の接触印刷によるインク集合部の形成に適し、接着剤の染み出しを防止する観点から、不織布の坪量及び不織布密度が低く、かつ、印刷時の一時的な圧縮のつぶれやすさとその復元性が良好な不織布を用いることが好ましい。その坪量としては、15〜50g/cm2が好ましく、18〜30g/cm2がさらに好ましい。密度としては、0.02〜0.1g/cm3が好ましく、0.03〜0.08g/cm3がさらに好ましい。また、不織布の印刷時の一時的な圧縮のつぶれからの厚みの戻りやすさを示すRC値/WC値は0.5〜1が好ましく、0.7〜0.9がさらに好ましい。なお、本実施形態におけるRC値及びWC値とは、KES(Kawabata Evaluation System)に従い測定された圧縮荷重―圧縮歪み曲線の直線性であるLC値を尺度とする。KESにおいて、WC値は圧縮仕事量WCであり、RC値は圧縮レジリエンス値(圧縮解放時の仕事量)である。
【0036】
LC値、WC値、LC値の測定は、カトーテック社製のKES−G5「ハンディ圧縮試験機」(商標名)のハンディ圧縮計測プログラムを用いて測定される。具体的な測定条件は次のとおりである。すなわち、試料:布・フィルム、SENS:2、力計の種類:1kg、SPEED RANGE:0.02cm/sec、DEF感度:20、加圧面積:2cm2、測定荷重:5.0に設定することで最大圧縮荷重50gf/cm2、標準温湿度条件(23℃/50%RH)にておこなう。
【0037】
不織布の構成繊維としては、例えば各種の熱可塑性樹脂から構成される単独の又は複合の熱融着性繊維を用いることが好ましい。前述の肌触りの良さとインク集合部の良好な形成のため、繊維の太さは、1.5〜5.5dtexが好ましく、2〜4.4dtexがさらに好ましい。また、繊維の長さとしては、38〜72mmが好ましく、45〜65mmがさらに好ましい。該熱融着繊維として、高融点樹脂からなる第1樹脂成分と、低融点樹脂からなる第2樹脂成分とを含み、第2樹脂成分が繊維表面の少なくとも一部を長さ方向に連続して存在している複合繊維を用いることも好ましい。
【0038】
不織布の構成繊維の具体例としては、単一樹脂の繊維として、ポリエチレンやポリプロピレン等のポリオレフィン系繊維、ポリエチレンテレフタレート等のポリエステル系繊維、ポリアミド6や、ポリアミド66等のポリアミド繊維、ポリ乳酸系繊維等の疎水性単一合成繊維が挙げられる。多成分系の複合繊維としては、芯鞘構造繊維における鞘側の低融点成分としてポリエチレン樹脂を用い、芯側にポリエチレンデレフタレート等のポリエステル系樹脂、ポリアミド6や、ポリアミド66等のポリアミド樹脂、ポリ乳酸樹脂等の疎水性複合合成繊維を用いた芯鞘構造繊維が挙げられる。
【0039】
不織布は、上記した繊維を一種含む単独繊維から構成されていてもよく、あるいは二種以上の繊維をブレンドしたものであってもよいが、融着交点の形成の点から芯鞘構造繊維を40〜100質量%用いる事が好ましく、不織布の嵩高さの点から芯成分または単独繊維としてのポリエステル系樹脂、ポリアミド系樹脂又はポリ乳酸樹脂等の樹脂量が、不織布において20〜60質量%である事が好ましい。また、上述した繊維を一種以上含む繊維層を複数層重ねて一体化したものであってもよい。更に不織布には、熱融着性繊維以外の繊維として、パルプやレーヨン等の天然系繊維を、融着形成を阻害しない程度(例えば不織布の30質量%まで)含めてもよい。
【0040】
不織布の厚みは、該不織布の坪量及び不織布密度が先に述べた範囲内であることを条件として、0.5〜5.0mm、特に0.8〜4.0mmであることが好ましい。これによって、不織布を十分に嵩高にすることが可能になる。なお、不織布の厚みは、(株)キーエンス製のマイクロスコープVHX−1000または先に述べたKES−G5「ハンディ圧縮試験機」を用い、荷重0.5gf/cm2の条件に測定される。
【0041】
不織布は、繊維交点が融着した繊維によるネットワーク構造を形成していることから上述のRC値/WC値により示される回復性とともに以下に示される範囲のLC値を有しているので、低密度状態から高密度状態への変形が容易であり、印刷工程を通して安定した高密度状態を形成する。LC値からは、一時圧縮におけるつぶれやすさ(追従性)が評価でき、不織布がつぶれにくく高密度状態が安定するLC値は0.4以上であり、高密度状態が作り出しやすいLC値は0.8以下となっている。また、LC値がこの数値内であることは、不織布のネットワーク構造が均一的に作り出されていることが分かる等、印刷における総合的な値となっている。一方、同様にKES−G5を用いたKESによる評価からは、圧縮仕事量であるWC値や圧縮レジリエンスであるRC値を得ることができ、接触印刷によって形成された印刷部を有する不織布のWC値が0.8〜2gf・cm/cm2であり、RC値が50〜80%であると、印刷工程における部分的な適応性に優れている。印刷時の加圧によってもインクが不織布を通り抜けてしまわない程度の厚みが得られるのは、前記不織布のWC値が好ましくは0.8gf・cm/cm2以上であり、高密度状態が安定、かつ、容易に得られる前記不織布のWC値は2gf・cm/cm2以下である。インクの(分散による)固定が良好となる前記不織布のRC値は50%以上であり、高密度状態が安定する前記不織布のRC値は80%以下である。WC値はより好ましくは、1〜1.5gfcm/cm2であり、RC値は好ましくは55〜65%である。
【0042】
本実施形態における表面シート1は、排泄された体液を速やかに吸収し、吸収体に伝達する観点と肌触りのよさの観点とから親水性のサーマルボンド不織布が好ましく、特にエアスルー不織布が好ましい。表面シート1は親水化処理された熱可塑性樹脂繊維であり、かつ、該繊維が2次クリンプ又は3次クリンプのような立体捲縮がなされた繊維であることが好ましい。具体的には、ポリエチレン、ポリプロピレン、ポリエステル、ナイロン、及びこれらの複合繊維を作成し、所定の長さにカットしてステープルを形成する前の段階で、各種親水化剤を塗工する。親水化剤としては、αオレフィンスルホン酸塩に代表される各種アルキルスルホン酸塩、アクリル酸塩、アクリル酸塩/アクリルアミド共重合体、エステルアミド、エステルアミドの塩、ポリエチレングリコール及びその誘導物、水溶性ポリエステル樹脂、各種シリコーン誘導物、各種糖類誘導物、及びこれらの混合物など、当業者公知の親水化剤による親水化処理を用いることができる。
【0043】
裏面シート2は、透湿性フィルム単独、非透湿性フィルム単独、又はフィルムと不織布の貼り合わせ、撥水性の不織布(SMSやSMMS等)を用いることができる。コスト面やズレ止め粘着剤とのマッチングなどから、透湿フィルム単独を防漏材として用いることが最も好ましい。この場合のフィルム材としては、熱可塑性樹脂と、これと相溶性のない無機フィラーを溶融混練して押し出したフィルムを所定の寸法に延伸して微細孔をあけたフィルム、または、本質的に水分の相溶性が高く、浸透膜のように水蒸気排出可能な無孔性のフィルムが挙げられる。本発明に関わる湿度排出の性能を十分に発現し、かつ、水分のにじみ出しがない防漏層を具現化するには、透湿度は、0.7〜3.0g/100cm2hrの範囲にあることが好ましく、1.0〜2.5の範囲にあることが更に好ましい。さらっと感を十分に高める観点からは1.5〜2.5にあることが最も好ましい。また、フィルムの破れ等のトラブルなく使用可能であるためには、フィルム坪量は18〜70g/m2、より好ましくは25〜60g/m2である。また好ましい無機フィラー配合量は、フィルム全体の質量に対するフィラーの質量%として30〜65質量%、より好ましくは40〜60質量%である。
【0044】
吸収体3は、この種の物品に用いられるものを任意に作用でき、例えば、繊維層をコアラップシートで被覆してなるもの、その内部に吸水性ポリマーを含有するものや、その形状が薄いシート状のものなど種々の形態を採用できる。前記繊維層を構成する繊維材料としては、針葉樹パルプや広葉樹パルプ等の木材パルプや植物パルプ等の天然繊維、キュプラやレーヨン等の再生繊維、アセテート等の半合成繊維、ポリオレフィン類、ポリアミド類、ポリエステル類等の合成繊維等が挙げられ、これらの1種を単独で又は2種以上を混合して用いることができる。ポリマー粒子としては、デンプン系、セルロース系、合成ポリマー系のものを使用することができる。
【0045】
本発明において、インク集合部24を有する印刷領域23は、基端部21のみに限らず、これと連なるウイング部22にまで及んで形成されてもよい。このようにすることで、吸収性本体10の配色とウイング部22の配色とが関連付けられて、より一体感のあるナプキンとすることができるので好ましい。また、ウイング部22の裏面シート2側にナプキンを下着に固定するための粘着部が形成されている場合(図示せず)、これに対応するウイング部22の部分にインク集合24があることで、該粘着部の形成に際して粘着剤が不織布内部に適度に含浸し、かつ表面シート1側まで浸透するのが防止され得るので好ましい。
【0046】
本発明の吸収性物品は、上記の実施形態に制限されるものではなく、例えば失禁パッド、失禁ライナ等に本発明を適応することができる。また、経血に限らずその他、尿、オリモノ、軟便等に対しても効果的である。また、表面シート1、吸収体3、裏面シート2の他にも用途や機能に合わせ適宜部材を組み込んでもよい。例えば、裏面シートには印刷に変えて着色マスターバッチを配合して、裏面シートに直接着色しても良いし、さらに印刷を加えることもできる。なお、上記実施形態の生理用ナプキンの表面シート1、吸収体3及び裏面シート2の材料、製法における条件や、製品の寸法諸言は特に限定されず、通常の生理用ナプキン等において用いられている各種材料を用いることができる。
【符号の説明】
【0047】
1 表面シート
2 裏面シート
3 吸収体
4 外周シール部
10 吸収性本体
20 ウイング形成部材
21 基端部
22 ウイング部
23 印刷領域
24 インク集合部
100 生理用ナプキン
【特許請求の範囲】
【請求項1】
肌当接面側に配置される表面シート、非肌当接面側に配置される裏面シート、及び該両シートの間に介在される吸収体を具備する吸収性本体と、別材からなるウイング形成部材を該吸収性本体の排泄部対向領域に有する吸収性物品であって、前記裏面シートの肌当接面側には印刷によって形成されたインク層があり、
前記ウイング形成部材は、不織布からなり、前記吸収性本体の長手方向の側端部に表面シートと裏面シートとで挟持された基端部と、前記吸収性本体の幅方向外方に突出するウイング部とを有し、
前記基端部は少なくとも構成繊維同士の交点付近に形成されたインク集合部を散在させてなり、前記表面シートを介して計測される前記基端部と前記裏面シートとの間の色相差がL*C*h表示系におけるh値の差(Δh)で30°以下となる吸収性物品。
【請求項2】
前記基端部と裏面シートとの間の彩度の差が、L*C*h表示系におけるC*値の差(ΔC*)で50以下である請求項1記載の吸収性物品。
【請求項3】
前記基端部と吸収体との間の明度の差が、L*C*h表示系におけるL*値の差(ΔL*)で20〜50である請求項1又は2記載の吸収性物品。
【請求項4】
前記基端部及び前記裏面シートには、図柄が印刷されており、双方の図柄が類似の又は関連性のあるものである請求項1〜3のいずれか1項に記載の吸収性物品。
【請求項5】
前記基端部の印刷が前記ウイング部にまで及ぶ請求項1〜4のいずれか1項に記載の吸収性物品。
【請求項6】
前記インク集合部は不織布に対する接触印刷によりなされ、該接触印刷における一時圧縮率が30〜60%であり、インクの塗工量が1〜5g/m2である請求項1〜5のいずれか1項に記載の吸収性物品。
【請求項1】
肌当接面側に配置される表面シート、非肌当接面側に配置される裏面シート、及び該両シートの間に介在される吸収体を具備する吸収性本体と、別材からなるウイング形成部材を該吸収性本体の排泄部対向領域に有する吸収性物品であって、前記裏面シートの肌当接面側には印刷によって形成されたインク層があり、
前記ウイング形成部材は、不織布からなり、前記吸収性本体の長手方向の側端部に表面シートと裏面シートとで挟持された基端部と、前記吸収性本体の幅方向外方に突出するウイング部とを有し、
前記基端部は少なくとも構成繊維同士の交点付近に形成されたインク集合部を散在させてなり、前記表面シートを介して計測される前記基端部と前記裏面シートとの間の色相差がL*C*h表示系におけるh値の差(Δh)で30°以下となる吸収性物品。
【請求項2】
前記基端部と裏面シートとの間の彩度の差が、L*C*h表示系におけるC*値の差(ΔC*)で50以下である請求項1記載の吸収性物品。
【請求項3】
前記基端部と吸収体との間の明度の差が、L*C*h表示系におけるL*値の差(ΔL*)で20〜50である請求項1又は2記載の吸収性物品。
【請求項4】
前記基端部及び前記裏面シートには、図柄が印刷されており、双方の図柄が類似の又は関連性のあるものである請求項1〜3のいずれか1項に記載の吸収性物品。
【請求項5】
前記基端部の印刷が前記ウイング部にまで及ぶ請求項1〜4のいずれか1項に記載の吸収性物品。
【請求項6】
前記インク集合部は不織布に対する接触印刷によりなされ、該接触印刷における一時圧縮率が30〜60%であり、インクの塗工量が1〜5g/m2である請求項1〜5のいずれか1項に記載の吸収性物品。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−110538(P2012−110538A)
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願番号】特願2010−263003(P2010−263003)
【出願日】平成22年11月25日(2010.11.25)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願日】平成22年11月25日(2010.11.25)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
[ Back to top ]