
吸収性物品
【課題】非熱融解性繊維を含む表面シートが剥離し難い吸収性物品を提供する。
【解決手段】生理用ナプキン1は、表面シート20と、裏面シート30と、表裏面シート20,30の間に位置する体液吸収体40と、表面シート20と吸収体40との間に位置する熱融解性シート50と、表面シート20の肌対向面に位置する一対のサイドシート60とを有する。熱融解性シート50およびサイドシート60は、熱可塑性樹脂を含む合成繊維によって形成されている。表面シート20は、天然繊維であるコットン繊維によって形成され、その厚さ方向に貫通する複数の開孔21が形成されている。サイドシート60は、表面シート20の両側縁20aを覆うように重なって取り付けられる。表面シート20とサイドシート60との間には、接着部71が形成される。サイドシート60と熱融解性シート50との間には、加熱、加圧による溶着部72が形成される。これら接着部71と溶着部72とがその一部において重なっている。
【解決手段】生理用ナプキン1は、表面シート20と、裏面シート30と、表裏面シート20,30の間に位置する体液吸収体40と、表面シート20と吸収体40との間に位置する熱融解性シート50と、表面シート20の肌対向面に位置する一対のサイドシート60とを有する。熱融解性シート50およびサイドシート60は、熱可塑性樹脂を含む合成繊維によって形成されている。表面シート20は、天然繊維であるコットン繊維によって形成され、その厚さ方向に貫通する複数の開孔21が形成されている。サイドシート60は、表面シート20の両側縁20aを覆うように重なって取り付けられる。表面シート20とサイドシート60との間には、接着部71が形成される。サイドシート60と熱融解性シート50との間には、加熱、加圧による溶着部72が形成される。これら接着部71と溶着部72とがその一部において重なっている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、吸収性物品に関し、より詳しくは、天然繊維を含む表面シートを有する生理用ナプキン、パンティライナ、尿取りパッド、使い捨ておむつ等の吸収性物品に関する。
【背景技術】
【0002】
従来、表面シートと、裏面シートと、表裏面シートの間に介在された吸収体とを有する吸収性物品である生理用ナプキンは公知である。例えば、特許文献1には、コットン繊維によって形成された表面シートと、合成樹脂によって形成された裏面シートと、綿状パルプまたは剛性パルプなどから構成される吸収体と、吸収体と表面シートとの間に配置された熱融着性繊維シートとを有する生理用ナプキンが開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−148328号公報(JP2009−148328 A)
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のような特許文献1記載の吸収性物品は、裏面シートと表面シートとが、吸収体の外周において接着剤によって接合されている。しかし、表面シートはコットン繊維によって形成され、裏面シートは合成樹脂繊維によって形成されているから、これらの性質が異なり、接着剤で互いに接合したとしても、これらシートが互いに剥離しやすい。
【0005】
この発明では、非熱融解性繊維を含む表面シートが剥離し難い吸収性物品を提供することを課題とする。
【課題を解決するための手段】
【0006】
この発明は、縦方向および横方向を有し、肌対向面およびその反対側である非肌対向面と、前記肌対向面に位置するとともに非熱融解性繊維を含む表面シートと、前記非肌対向面に位置する裏面シートと、これら表裏面シートの間に位置する体液吸収体とを含む吸収性物品の改良にかかわる。この発明は、前記吸収性物品において、前記表面シートの前記肌対向面に配置されるとともに、前記横方向に離間する一対のサイドシートと、前記表面シートと前記吸収体との間に配置され、前記表面シートを介して前記サイドシートに重なる熱融解性シートとを含み、前記サイドシートおよび前記熱融解性シートは、熱可塑性樹脂を含む合成繊維によって形成され、前記サイドシートと前記熱融解性シートとの間には、前記表面シートを介して熱融解によってこれらを互いに接合する溶着部が形成されることを特徴とする。
【発明の効果】
【0007】
この発明の特にそのひとつ以上の実施態様によれば、熱可塑性合成樹脂繊維を含むサイドシートおよび熱融解性シートの間に、非熱融解性繊維を含む表面シートを配置し、表面シートを介してサイドシートと熱融解性シートとを溶着部において熱溶着させている。したがって、表面シートとサイドシートとは確実に接合され、これらが互いに剥離するのを防止することができる。
【図面の簡単な説明】
【0008】
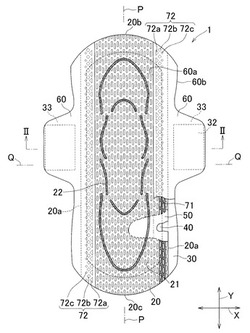
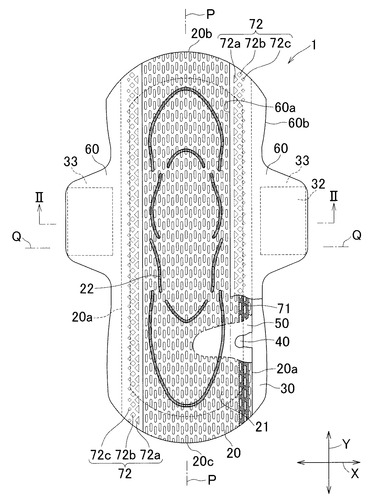
【図1】吸収性物品の一実施形態である生理用ナプキンの平面図。
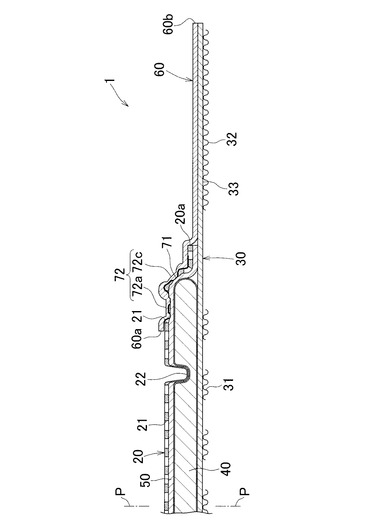
【図2】図1のII−II線端面図。
【発明を実施するための形態】
【0009】
図1は、この発明の吸収性物品の一例として示す、生理用ナプキンの肌対向面から見た平面図、図2は図1のII-II線端面図である。図1では、説明のためにその一部を破断している。
【0010】
生理用ナプキン1は、縦方向Yおよびこれに直交する横方向Xを有し、横方向Xにおける寸法を二等分する仮想縦中心線P−Pと、縦方向Yにおける寸法を二等分する仮想横中心線Q−Qとを有する。生理用ナプキン1は、着用者の肌対向面に位置する表面シート20と、その反対側である非肌対向面に位置する裏面シート30と、表裏面シート20,30の間に位置する体液吸収体40と、表面シート20と吸収体40との間に位置する熱融解性シート50と、表面シート20の肌対向面に位置する一対のサイドシート60とを含む。
【0011】
裏面シート30は、不透液性かつ透湿性のプラスチックシート、または、プラスチックシートと繊維不織布とのラミネートシートを用いることができる。プラスチックシートとしては、ポリエチレンやポリプロピレン等のオレフィン系樹脂に無機充填剤を溶融混練したものを延伸処理した微多孔性シートを用いることができる。裏面シート30の非肌対向面には、生理用ナプキン1を着用物品の内面に固定するための第1および第2固定部31,32が形成されている。第1および第2固定部31,32は、例えば、ホットメルト接着剤等によって形成されている。
【0012】
第1固定部31は、裏面シート30の非肌対向面において吸収体40に重なる位置に、縦方向Yに延びて、横方向Xに離間して複数条形成される。第2固定部32は、裏面シート30の仮想横中心線Q-Q近傍において、横方向Xに張り出した延出部33に形成される。生理用ナプキン1は、第1固定部31を着用物品のクロッチ部の内面に対向させ、延出部33を非肌対向面に折り曲げて、延出部33で着用物品のクロッチ部を包むようにして、第2固定部32をクロッチ部の外面に対向させ、これら第1および第2固定部31,32の接着力によって生理用ナプキン1を着用物品に固定することができる。
【0013】
裏面シート30には、図示しないホットメルト接着剤等の公知の接合手段を用いて、吸収体40が接合されている。吸収体40は、縦方向Yに延びる略矩形を有し、吸液性の芯材と、芯材を覆う被覆シートとによって形成されている。芯材としては、例えば、質量約100〜300g/m2のフラッフパルプを用いることができ、さらに高吸収性ポリマー粒子を含むものを用いることもできる。被覆シートとしては、ティッシュペーパ等の液拡散性のシートを用いることができる。
【0014】
吸収体40には、図示しない間欠的に塗布されたホットメルト接着剤等の公知の接合手段を用いて、熱融解性シート50が接合されている。熱融解性シート50は、熱可塑性樹脂を含む合成繊維によって形成されている。熱可塑性樹脂として、例えば、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート等を含み、合成繊維としては、これら一種の樹脂によって形成されていてもよいし、2種以上の樹脂を含む芯鞘型複合繊維または並列型複合繊維であってもよい。芯鞘型複合繊維を用いる場合には、表面(鞘)に位置する樹脂が、中心(芯)に位置する樹脂よりも低融点であることが好ましい。
【0015】
熱融解性シート50には、図示しないホットメルト接着剤等の公知の接合手段を用いて、表面シート20が接合されている。表面シート20は、天然繊維であるコットン繊維によって形成され、例えば、質量が約10〜80g/m2、好ましくは約20〜40g/m2の、個々の繊維が機械的に交絡したスパンレース繊維不織布を用いることができる。表面シート20には、その厚さ方向に貫通する複数の開孔21が形成されている。開孔21は、例えば、表面シート20を形成する際に、エア噴出(エアジェット)または水噴出(ウォータージェット)などの流体流のe寝るg/m2-によって繊維を部分的に移動させることによって形成される。開孔21は、この実施形態においては、縦方向Yにおける寸法が横方向Xにおける寸法よりも大きくされ、縦方向Yにおける寸法が約0.3〜5.0mm、好ましくは約0.5〜2.0mmとされている。開孔21の開孔率が約30〜70%、個々の開口面積が約0.09〜25mm2であることが好ましい。
【0016】
表面シート20には、ホットメルト接着剤等の公知の接合手段を用いて、一対のサイドシート60が積層されている。一対のサイドシート60は、横方向Xに離間して配置され、表面シート20の両側縁20aを覆うように重なっている。サイドシート60は、縦方向Yに延びる内外側縁60a、60bを有し、外側縁60b近傍は、裏面シート30の延出部33と重なってサイドフラップを構成している。
【0017】
サイドシート60は、熱可塑性樹脂を含む合成繊維によって形成されている。熱可塑性樹脂として、例えば、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート等を含み、合成繊維は、これら一種の樹脂によって形成されてもよいし、2種以上の樹脂を含む芯鞘型複合繊維または並列型複合繊維であってもよい。芯鞘型複合繊維を用いる場合には、表面(鞘)に位置する樹脂が、中心(芯)に位置する樹脂よりも低融点であることが好ましい。
【0018】
表面シート20とサイドシート60との間には、接着部71が形成される。接着部71は、ホットメルト接着剤等の公知の接着手段によって形成され、表面シート20の一方の端縁20bと他方の端縁20cとの間において縦方向Yに連続して延びている。このように連続して延びることによって、接着部71によってシールを形成することができ、接着部71の横方向X外側に体液が漏れるのを防止することができる。
【0019】
接着部71は、その内側端縁がサイドシート60の内側縁60aから横方向Xの外側に離間され、その外側端縁が表面シート20の側縁20aから横方向Xの内側に離間されている。接着部71がサイドシート60の内側縁60aおよび表面シート20の側縁20aからそれぞれ離間して形成されることによって、各側縁からホットメルト接着剤等の接着手段がはみ出すのを未然に防止することができる。接着部71は、縦方向Yに直線状に連続するものであってもよいし、曲線または螺旋状を描きながら縦方向Yに延び、これらが分断されることなく連続するものであってもよい。
【0020】
サイドシート60と熱融解性シート50との間には、加熱、加圧による溶着部72が形成される。具体的には、例えば、積層されたサイドシート60、表面シート20および熱融解性シート50が、エンボスロールとアンビルロールとの間を通過することによって加熱、加圧され、いわゆるエンボス処理によってこれらシート間に溶着部72が形成される。このようなエンボス処理によって、サイドシート60から熱融解性シート50へと凹部が形成され、この凹部に対応する位置に溶着部72が形成される。サイドシート60および熱融解性シート50は、これらシート50,60に孔が開かない程度において加熱、加圧されることが望ましい。加熱温度を、例えば、約100〜130℃とし、圧力を、エンボスロールにおけるエンボスブロックの形状に応じて適宜変更することによって、シートに孔が開かない程度の加熱、加圧を実現することができる。
【0021】
サイドシート60および熱融解性シート50は、熱可塑性樹脂を含むから、加熱によってこれら熱可塑性樹脂が溶融する。溶融した樹脂は、加圧によって表面シート20の開孔21を介して互いに熱融着し、サイドシート60および熱融解性シート50が溶着部72において接合される。このように、溶着部72を形成することによって、表面シート20が、サイドシート60および熱融解性シート50の間に確実に接合され、これらが剥離するのを防止することができる。
【0022】
溶着部72は、サイドシート60の内側縁60a近傍領域に位置する内側溶着部72aと、内側溶着部72aの横方向X外側領域に位置する外側溶着部72cと、これら内外側溶着部72a,72cの中間領域に位置する中央溶着部72bとを有する。内側溶着部72aの縦方向Yの寸法は、中央溶着部72bのそれよりも大きく、中央溶着部72bのそれは外側溶着部72cのそれよりも大きい。また、内側溶着部72aは、縦方向Yにおける離間寸法が中央溶着部72bのそれよりも小さく、中央溶着部72bの縦方向Yにおける離間寸法が外側溶着部72cのそれよりも小さくされている。したがって、内側溶着部72aが形成されている内側縁60aの近傍領域では、単位面積当たりにおける内側溶着部72aの面積が、中間領域での単位面積当たりにおける中央溶着部72bの面積、外側領域での単位面積当たりにおける外側溶着部72cの面積に比べて最も大きくされている。言い換えれば、サイドシート60の内側縁60aの近傍領域において溶着部の密度が大きく、その横方向X外側に向かって小さくされている。したがって、内側溶着部72aでサイドシート60と表面シート20とが最も強固に接合される。サイドシート60の内側縁60aには、接着部71が形成されていないので、接着部71を介してサイドシート60と表面シート20とが互いに接合されることはないが、このように内側溶着部72aにおいて強固に接合することによって、サイドシート60の内側縁60aと表面シート20とを確実に固定することができ、サイドシート60の内側縁60aが、生理用ナプキンの包装、使用等の際に、不用意にめくれるのを防止することができる。
【0023】
外側溶着部72cは、少なくともその一部が接着部71に重なっている。したがって、溶着部72と接着部71とが重なった部分においては、サイドシート60と熱溶解性シート50とが表面シート20を介してより強固に接合される。また、接着部71が形成された状態で、上記のようなエンボス処理を施すようにした場合には、接着部71を形成するホットメルト接着剤が再び加熱によって溶融し、表面シート20の開孔21に入り込むことによって、より一層強固にサイドシート60、表面シート20および熱融解性シート50を接合することができる。
【0024】
表面シート20から吸収体40に向かって、圧搾条溝22が形成されている。圧搾条溝22は、表面シート20から吸収体40に向かって加熱、加圧することによって形成される。このように圧搾条溝22を形成することによって、吸収体40を保形し、生理用ナプキン1の全体の型崩れを防止している。また、図示しないが、サイドシート60の外側縁60bと裏面シート30の側縁とが、加熱、加圧によって互いに接合されている。なお、圧搾条溝22は、その長さ方向に低密度の凸部と高密度の凹部とが交互に配列していることが好ましい。
【0025】
上記のような生理用ナプキン1において、表面シート20は接着部71によってサイドシート60と接合され、しかも、開孔21を介してサイドシート60と熱融解性シート50とが溶着部72によって互いに接合されることによって、これらシート50,60の間で表面シート20を確実に固定することができる。表面シート20として非熱融解性繊維であるコットン繊維を使用した場合であっても、サイドシート60および熱融解性シート50が表面シート20を挟んで熱溶着されているから、これらシートから表面シート20が剥離することがない。また、接着部71と融着部72とが一部において重なるようにされているから、表面シート20とサイドシート60とがより強固に接合され、一層剥離し難くすることができる。なお、表面シート20に開孔21を形成しない場合であっても、表面シート20の繊維間隙を介してサイドシートおよび熱融解性シート50の熱可塑性樹脂が互いに接合するようにすることもできる。
【0026】
表面シート20の開孔21は、流体噴出によって形成することとしているが、これに限られることなく、例えば、表面シート20に針等をさして開孔21を形成することもできる。ただし、針をさして開孔21を形成する場合には、いずれか一方の面に突出部ができる可能性がある。表面シート20に突出部が形成された場合には、表面シート20の加圧時に突出部がつぶされ開孔21を塞いでしまう可能性があるが、流体噴出によって開孔21を形成した場合には、突出部が形成されることがなく、この不具合を未然に防止することができる。
また、開孔21は、表面シート20を構成するウェブ形成と同時に形成することもできるし、ウェブ形成後に形成することもできる。この実施形態では、表面シート20としてコットンのスパンレース繊維不織布を用いているが、コットン繊維を流体噴出によって機械的に交絡させウェブを形成するのと同時に、部分的に流体噴出圧力を大きくしてウェブに開孔21を形成することができる。開孔21は、突出部が形成されたシート支持体に表面シート20を形成するウェブを載せ、ウェブのシート支持体に対向する面側からシート支持体に向かって柱状流体を噴出させることによって、形成することもできる。この場合には、突出部に対応する部分の繊維が該突出部の周辺に移動させることで再配列(または再配向)されて開孔21が形成される。シート支持体は、例えば、突出部が形成されたロールや、ネットまたはメッシュ等を用いることができる。ネットまたはメッシュとして、第1線状部材と第2線状部材とが平織りされて互いに交差し、その交点(ナックル部)において他の部分よりも厚くなる突出部を有するものを用いることができる。
【0027】
溶着部72が、縦方向Yおよび横方向Xに離間して複数形成されることによって、これら溶着部72が形成された表面シート20およびサイドシート60が破断されるのを防止することができる。溶着部72が形成されることによって、表面シート20およびサイドシート60の強度が低下する可能性があり、この溶着部72が縦方向Yまたは横方向Xに連続して形成された場合には、これら溶着部に沿って表面シート20またはサイドシート60が破断される可能性があるが、溶着部72を縦方向Yおよび横方向に離間して形成することによって、この破断を未然に防止することができる。
【0028】
この実施形態では、表面シート20はコットン繊維で形成されているが、少なくとも天然繊維等の非熱融解性繊維を含むものであればよい。非熱融解性繊維としては、コットン繊維のほか、例えば、レーヨン繊維などを用いることもできる。また、表面シート20において、非熱融解性繊維を約50%以上、好ましくは約67%以上含むものであればよい。非熱融解性繊維の含有量が少なくなると、表面シート20においてその特性が発揮され難くなるからである。
【0029】
開孔21は、縦方向Yにおける寸法が横方向Xにおける寸法よりも大きい長円形であるが、縦方向Yおよび横方向Xおける寸法がほぼ等しい円形や、矩形とすることもできる。開孔21を介してサイドシート60と熱融解性シート50とが接合可能であれば、その大きさ・形状は適宜変更可能である。
【0030】
熱融解性シート50とサイドシート60とは、同種の熱可塑性樹脂を含むようにしている。したがって、これらシート50,60が加熱によって互いに溶着し易い。また、熱融解性シート50およびサイドシート60が、芯鞘型複合繊維によって形成されている場合には、その繊維の表面(鞘)に位置する樹脂が両シート50,60において一致するようにすることが望ましい。また、このように芯鞘型複合繊維を用いた場合には、加熱によってその繊維の表面(鞘)のみが融解し、中心(芯)が融解しないようにすることができるので、加熱による繊維の切断を予防することができる。
【0031】
以上に記載したこの発明に関する開示は、少なくとも下記事項に要約することができる。
この発明は、以下の吸収性物品1の改良に係わる。吸収性物品1は、縦方向Yおよび横方向Xを有し、肌対向面およびその反対側である非肌対向面と、前記肌対向面に位置するとともに非熱融解性繊維を含む表面シート20と、前記非肌対向面に位置する裏面シート30と、これら表裏面シート10,20の間に位置する体液吸収体40とを含む。
【0032】
この発明は、前記吸収性物品1において、前記表面シート20の前記肌対向面に配置されるとともに、前記横方向Xに離間する一対のサイドシート60と、前記表面シート20と前記吸収体40との間に配置され、前記表面シート20を介して前記サイドシート60に重なる熱融解性シート50とを含む。
前記サイドシート60および前記熱融解性シート50は、熱可塑性樹脂を含む合成繊維によって形成される。
前記サイドシート60と前記熱融解性シート50との間には、前記表面シート20を介して熱融解によってこれらを互いに接合する溶着部72が形成される。
【0033】
上記の発明は、少なくとも下記の実施の形態を含むことができる。
(1)前記サイドシート60と前記表面シート20との間には、これらを互いに接着する接着部71が形成され、前記接着部71と前記溶着部72とは、少なくともその一部が互いに重なって形成される。
(2)前記表面シート20には、厚さ方向に貫通する複数の開孔21が形成され、前記溶着部72の少なくとも一部は、前記開孔21に重なって形成される。
(3)前記接着部71の少なくとも一部は、前記開孔21に重なって形成される。
(4)前記接着部71は、前記サイドシート60の内側縁60aから前記横方向Xに離間して形成される。
(5)前記溶着部72は、前記縦方向Yに離間して複数形成されるとともに、少なくとも前記サイドシート60の内側縁60aに沿って形成される。
(6)前記溶着部72は、前記横方向Xに離間して複数形成されるとともに、前記サイドシート60の内側縁60a近傍領域における単位面積当たりの前記溶着部72の面積は、それよりも外側領域における単位面積当たりの前記溶着部72の面積よりも大きくされている。
(7)前記サイドシート60と前記熱融解性シート50とは、同種の熱可塑性樹脂を含む。
(8)前記表面シート20は、スパンレース繊維不織布である。
(9)前記非熱融解性繊維は、天然繊維である。
(10)前記非熱融解性繊維は、コットン繊維である。
【0034】
吸収性物品の一例である生理用ナプキン1を構成する各構成部材には、この明細書に記載されている材料のほかに、この種の分野において通常用いられている、各種の公知の材料を制限なく用いることができる。
【符号の説明】
【0035】
1 吸収性物品(生理用ナプキン)
20 表面シート
21 開孔
30 裏面シート
40 吸収体
50 熱融解性シート
60 サイドシート
60a 内側縁
71 接着部
72 溶着部
X 横方向
Y 縦方向
【技術分野】
【0001】
この発明は、吸収性物品に関し、より詳しくは、天然繊維を含む表面シートを有する生理用ナプキン、パンティライナ、尿取りパッド、使い捨ておむつ等の吸収性物品に関する。
【背景技術】
【0002】
従来、表面シートと、裏面シートと、表裏面シートの間に介在された吸収体とを有する吸収性物品である生理用ナプキンは公知である。例えば、特許文献1には、コットン繊維によって形成された表面シートと、合成樹脂によって形成された裏面シートと、綿状パルプまたは剛性パルプなどから構成される吸収体と、吸収体と表面シートとの間に配置された熱融着性繊維シートとを有する生理用ナプキンが開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−148328号公報(JP2009−148328 A)
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のような特許文献1記載の吸収性物品は、裏面シートと表面シートとが、吸収体の外周において接着剤によって接合されている。しかし、表面シートはコットン繊維によって形成され、裏面シートは合成樹脂繊維によって形成されているから、これらの性質が異なり、接着剤で互いに接合したとしても、これらシートが互いに剥離しやすい。
【0005】
この発明では、非熱融解性繊維を含む表面シートが剥離し難い吸収性物品を提供することを課題とする。
【課題を解決するための手段】
【0006】
この発明は、縦方向および横方向を有し、肌対向面およびその反対側である非肌対向面と、前記肌対向面に位置するとともに非熱融解性繊維を含む表面シートと、前記非肌対向面に位置する裏面シートと、これら表裏面シートの間に位置する体液吸収体とを含む吸収性物品の改良にかかわる。この発明は、前記吸収性物品において、前記表面シートの前記肌対向面に配置されるとともに、前記横方向に離間する一対のサイドシートと、前記表面シートと前記吸収体との間に配置され、前記表面シートを介して前記サイドシートに重なる熱融解性シートとを含み、前記サイドシートおよび前記熱融解性シートは、熱可塑性樹脂を含む合成繊維によって形成され、前記サイドシートと前記熱融解性シートとの間には、前記表面シートを介して熱融解によってこれらを互いに接合する溶着部が形成されることを特徴とする。
【発明の効果】
【0007】
この発明の特にそのひとつ以上の実施態様によれば、熱可塑性合成樹脂繊維を含むサイドシートおよび熱融解性シートの間に、非熱融解性繊維を含む表面シートを配置し、表面シートを介してサイドシートと熱融解性シートとを溶着部において熱溶着させている。したがって、表面シートとサイドシートとは確実に接合され、これらが互いに剥離するのを防止することができる。
【図面の簡単な説明】
【0008】
【図1】吸収性物品の一実施形態である生理用ナプキンの平面図。
【図2】図1のII−II線端面図。
【発明を実施するための形態】
【0009】
図1は、この発明の吸収性物品の一例として示す、生理用ナプキンの肌対向面から見た平面図、図2は図1のII-II線端面図である。図1では、説明のためにその一部を破断している。
【0010】
生理用ナプキン1は、縦方向Yおよびこれに直交する横方向Xを有し、横方向Xにおける寸法を二等分する仮想縦中心線P−Pと、縦方向Yにおける寸法を二等分する仮想横中心線Q−Qとを有する。生理用ナプキン1は、着用者の肌対向面に位置する表面シート20と、その反対側である非肌対向面に位置する裏面シート30と、表裏面シート20,30の間に位置する体液吸収体40と、表面シート20と吸収体40との間に位置する熱融解性シート50と、表面シート20の肌対向面に位置する一対のサイドシート60とを含む。
【0011】
裏面シート30は、不透液性かつ透湿性のプラスチックシート、または、プラスチックシートと繊維不織布とのラミネートシートを用いることができる。プラスチックシートとしては、ポリエチレンやポリプロピレン等のオレフィン系樹脂に無機充填剤を溶融混練したものを延伸処理した微多孔性シートを用いることができる。裏面シート30の非肌対向面には、生理用ナプキン1を着用物品の内面に固定するための第1および第2固定部31,32が形成されている。第1および第2固定部31,32は、例えば、ホットメルト接着剤等によって形成されている。
【0012】
第1固定部31は、裏面シート30の非肌対向面において吸収体40に重なる位置に、縦方向Yに延びて、横方向Xに離間して複数条形成される。第2固定部32は、裏面シート30の仮想横中心線Q-Q近傍において、横方向Xに張り出した延出部33に形成される。生理用ナプキン1は、第1固定部31を着用物品のクロッチ部の内面に対向させ、延出部33を非肌対向面に折り曲げて、延出部33で着用物品のクロッチ部を包むようにして、第2固定部32をクロッチ部の外面に対向させ、これら第1および第2固定部31,32の接着力によって生理用ナプキン1を着用物品に固定することができる。
【0013】
裏面シート30には、図示しないホットメルト接着剤等の公知の接合手段を用いて、吸収体40が接合されている。吸収体40は、縦方向Yに延びる略矩形を有し、吸液性の芯材と、芯材を覆う被覆シートとによって形成されている。芯材としては、例えば、質量約100〜300g/m2のフラッフパルプを用いることができ、さらに高吸収性ポリマー粒子を含むものを用いることもできる。被覆シートとしては、ティッシュペーパ等の液拡散性のシートを用いることができる。
【0014】
吸収体40には、図示しない間欠的に塗布されたホットメルト接着剤等の公知の接合手段を用いて、熱融解性シート50が接合されている。熱融解性シート50は、熱可塑性樹脂を含む合成繊維によって形成されている。熱可塑性樹脂として、例えば、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート等を含み、合成繊維としては、これら一種の樹脂によって形成されていてもよいし、2種以上の樹脂を含む芯鞘型複合繊維または並列型複合繊維であってもよい。芯鞘型複合繊維を用いる場合には、表面(鞘)に位置する樹脂が、中心(芯)に位置する樹脂よりも低融点であることが好ましい。
【0015】
熱融解性シート50には、図示しないホットメルト接着剤等の公知の接合手段を用いて、表面シート20が接合されている。表面シート20は、天然繊維であるコットン繊維によって形成され、例えば、質量が約10〜80g/m2、好ましくは約20〜40g/m2の、個々の繊維が機械的に交絡したスパンレース繊維不織布を用いることができる。表面シート20には、その厚さ方向に貫通する複数の開孔21が形成されている。開孔21は、例えば、表面シート20を形成する際に、エア噴出(エアジェット)または水噴出(ウォータージェット)などの流体流のe寝るg/m2-によって繊維を部分的に移動させることによって形成される。開孔21は、この実施形態においては、縦方向Yにおける寸法が横方向Xにおける寸法よりも大きくされ、縦方向Yにおける寸法が約0.3〜5.0mm、好ましくは約0.5〜2.0mmとされている。開孔21の開孔率が約30〜70%、個々の開口面積が約0.09〜25mm2であることが好ましい。
【0016】
表面シート20には、ホットメルト接着剤等の公知の接合手段を用いて、一対のサイドシート60が積層されている。一対のサイドシート60は、横方向Xに離間して配置され、表面シート20の両側縁20aを覆うように重なっている。サイドシート60は、縦方向Yに延びる内外側縁60a、60bを有し、外側縁60b近傍は、裏面シート30の延出部33と重なってサイドフラップを構成している。
【0017】
サイドシート60は、熱可塑性樹脂を含む合成繊維によって形成されている。熱可塑性樹脂として、例えば、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート等を含み、合成繊維は、これら一種の樹脂によって形成されてもよいし、2種以上の樹脂を含む芯鞘型複合繊維または並列型複合繊維であってもよい。芯鞘型複合繊維を用いる場合には、表面(鞘)に位置する樹脂が、中心(芯)に位置する樹脂よりも低融点であることが好ましい。
【0018】
表面シート20とサイドシート60との間には、接着部71が形成される。接着部71は、ホットメルト接着剤等の公知の接着手段によって形成され、表面シート20の一方の端縁20bと他方の端縁20cとの間において縦方向Yに連続して延びている。このように連続して延びることによって、接着部71によってシールを形成することができ、接着部71の横方向X外側に体液が漏れるのを防止することができる。
【0019】
接着部71は、その内側端縁がサイドシート60の内側縁60aから横方向Xの外側に離間され、その外側端縁が表面シート20の側縁20aから横方向Xの内側に離間されている。接着部71がサイドシート60の内側縁60aおよび表面シート20の側縁20aからそれぞれ離間して形成されることによって、各側縁からホットメルト接着剤等の接着手段がはみ出すのを未然に防止することができる。接着部71は、縦方向Yに直線状に連続するものであってもよいし、曲線または螺旋状を描きながら縦方向Yに延び、これらが分断されることなく連続するものであってもよい。
【0020】
サイドシート60と熱融解性シート50との間には、加熱、加圧による溶着部72が形成される。具体的には、例えば、積層されたサイドシート60、表面シート20および熱融解性シート50が、エンボスロールとアンビルロールとの間を通過することによって加熱、加圧され、いわゆるエンボス処理によってこれらシート間に溶着部72が形成される。このようなエンボス処理によって、サイドシート60から熱融解性シート50へと凹部が形成され、この凹部に対応する位置に溶着部72が形成される。サイドシート60および熱融解性シート50は、これらシート50,60に孔が開かない程度において加熱、加圧されることが望ましい。加熱温度を、例えば、約100〜130℃とし、圧力を、エンボスロールにおけるエンボスブロックの形状に応じて適宜変更することによって、シートに孔が開かない程度の加熱、加圧を実現することができる。
【0021】
サイドシート60および熱融解性シート50は、熱可塑性樹脂を含むから、加熱によってこれら熱可塑性樹脂が溶融する。溶融した樹脂は、加圧によって表面シート20の開孔21を介して互いに熱融着し、サイドシート60および熱融解性シート50が溶着部72において接合される。このように、溶着部72を形成することによって、表面シート20が、サイドシート60および熱融解性シート50の間に確実に接合され、これらが剥離するのを防止することができる。
【0022】
溶着部72は、サイドシート60の内側縁60a近傍領域に位置する内側溶着部72aと、内側溶着部72aの横方向X外側領域に位置する外側溶着部72cと、これら内外側溶着部72a,72cの中間領域に位置する中央溶着部72bとを有する。内側溶着部72aの縦方向Yの寸法は、中央溶着部72bのそれよりも大きく、中央溶着部72bのそれは外側溶着部72cのそれよりも大きい。また、内側溶着部72aは、縦方向Yにおける離間寸法が中央溶着部72bのそれよりも小さく、中央溶着部72bの縦方向Yにおける離間寸法が外側溶着部72cのそれよりも小さくされている。したがって、内側溶着部72aが形成されている内側縁60aの近傍領域では、単位面積当たりにおける内側溶着部72aの面積が、中間領域での単位面積当たりにおける中央溶着部72bの面積、外側領域での単位面積当たりにおける外側溶着部72cの面積に比べて最も大きくされている。言い換えれば、サイドシート60の内側縁60aの近傍領域において溶着部の密度が大きく、その横方向X外側に向かって小さくされている。したがって、内側溶着部72aでサイドシート60と表面シート20とが最も強固に接合される。サイドシート60の内側縁60aには、接着部71が形成されていないので、接着部71を介してサイドシート60と表面シート20とが互いに接合されることはないが、このように内側溶着部72aにおいて強固に接合することによって、サイドシート60の内側縁60aと表面シート20とを確実に固定することができ、サイドシート60の内側縁60aが、生理用ナプキンの包装、使用等の際に、不用意にめくれるのを防止することができる。
【0023】
外側溶着部72cは、少なくともその一部が接着部71に重なっている。したがって、溶着部72と接着部71とが重なった部分においては、サイドシート60と熱溶解性シート50とが表面シート20を介してより強固に接合される。また、接着部71が形成された状態で、上記のようなエンボス処理を施すようにした場合には、接着部71を形成するホットメルト接着剤が再び加熱によって溶融し、表面シート20の開孔21に入り込むことによって、より一層強固にサイドシート60、表面シート20および熱融解性シート50を接合することができる。
【0024】
表面シート20から吸収体40に向かって、圧搾条溝22が形成されている。圧搾条溝22は、表面シート20から吸収体40に向かって加熱、加圧することによって形成される。このように圧搾条溝22を形成することによって、吸収体40を保形し、生理用ナプキン1の全体の型崩れを防止している。また、図示しないが、サイドシート60の外側縁60bと裏面シート30の側縁とが、加熱、加圧によって互いに接合されている。なお、圧搾条溝22は、その長さ方向に低密度の凸部と高密度の凹部とが交互に配列していることが好ましい。
【0025】
上記のような生理用ナプキン1において、表面シート20は接着部71によってサイドシート60と接合され、しかも、開孔21を介してサイドシート60と熱融解性シート50とが溶着部72によって互いに接合されることによって、これらシート50,60の間で表面シート20を確実に固定することができる。表面シート20として非熱融解性繊維であるコットン繊維を使用した場合であっても、サイドシート60および熱融解性シート50が表面シート20を挟んで熱溶着されているから、これらシートから表面シート20が剥離することがない。また、接着部71と融着部72とが一部において重なるようにされているから、表面シート20とサイドシート60とがより強固に接合され、一層剥離し難くすることができる。なお、表面シート20に開孔21を形成しない場合であっても、表面シート20の繊維間隙を介してサイドシートおよび熱融解性シート50の熱可塑性樹脂が互いに接合するようにすることもできる。
【0026】
表面シート20の開孔21は、流体噴出によって形成することとしているが、これに限られることなく、例えば、表面シート20に針等をさして開孔21を形成することもできる。ただし、針をさして開孔21を形成する場合には、いずれか一方の面に突出部ができる可能性がある。表面シート20に突出部が形成された場合には、表面シート20の加圧時に突出部がつぶされ開孔21を塞いでしまう可能性があるが、流体噴出によって開孔21を形成した場合には、突出部が形成されることがなく、この不具合を未然に防止することができる。
また、開孔21は、表面シート20を構成するウェブ形成と同時に形成することもできるし、ウェブ形成後に形成することもできる。この実施形態では、表面シート20としてコットンのスパンレース繊維不織布を用いているが、コットン繊維を流体噴出によって機械的に交絡させウェブを形成するのと同時に、部分的に流体噴出圧力を大きくしてウェブに開孔21を形成することができる。開孔21は、突出部が形成されたシート支持体に表面シート20を形成するウェブを載せ、ウェブのシート支持体に対向する面側からシート支持体に向かって柱状流体を噴出させることによって、形成することもできる。この場合には、突出部に対応する部分の繊維が該突出部の周辺に移動させることで再配列(または再配向)されて開孔21が形成される。シート支持体は、例えば、突出部が形成されたロールや、ネットまたはメッシュ等を用いることができる。ネットまたはメッシュとして、第1線状部材と第2線状部材とが平織りされて互いに交差し、その交点(ナックル部)において他の部分よりも厚くなる突出部を有するものを用いることができる。
【0027】
溶着部72が、縦方向Yおよび横方向Xに離間して複数形成されることによって、これら溶着部72が形成された表面シート20およびサイドシート60が破断されるのを防止することができる。溶着部72が形成されることによって、表面シート20およびサイドシート60の強度が低下する可能性があり、この溶着部72が縦方向Yまたは横方向Xに連続して形成された場合には、これら溶着部に沿って表面シート20またはサイドシート60が破断される可能性があるが、溶着部72を縦方向Yおよび横方向に離間して形成することによって、この破断を未然に防止することができる。
【0028】
この実施形態では、表面シート20はコットン繊維で形成されているが、少なくとも天然繊維等の非熱融解性繊維を含むものであればよい。非熱融解性繊維としては、コットン繊維のほか、例えば、レーヨン繊維などを用いることもできる。また、表面シート20において、非熱融解性繊維を約50%以上、好ましくは約67%以上含むものであればよい。非熱融解性繊維の含有量が少なくなると、表面シート20においてその特性が発揮され難くなるからである。
【0029】
開孔21は、縦方向Yにおける寸法が横方向Xにおける寸法よりも大きい長円形であるが、縦方向Yおよび横方向Xおける寸法がほぼ等しい円形や、矩形とすることもできる。開孔21を介してサイドシート60と熱融解性シート50とが接合可能であれば、その大きさ・形状は適宜変更可能である。
【0030】
熱融解性シート50とサイドシート60とは、同種の熱可塑性樹脂を含むようにしている。したがって、これらシート50,60が加熱によって互いに溶着し易い。また、熱融解性シート50およびサイドシート60が、芯鞘型複合繊維によって形成されている場合には、その繊維の表面(鞘)に位置する樹脂が両シート50,60において一致するようにすることが望ましい。また、このように芯鞘型複合繊維を用いた場合には、加熱によってその繊維の表面(鞘)のみが融解し、中心(芯)が融解しないようにすることができるので、加熱による繊維の切断を予防することができる。
【0031】
以上に記載したこの発明に関する開示は、少なくとも下記事項に要約することができる。
この発明は、以下の吸収性物品1の改良に係わる。吸収性物品1は、縦方向Yおよび横方向Xを有し、肌対向面およびその反対側である非肌対向面と、前記肌対向面に位置するとともに非熱融解性繊維を含む表面シート20と、前記非肌対向面に位置する裏面シート30と、これら表裏面シート10,20の間に位置する体液吸収体40とを含む。
【0032】
この発明は、前記吸収性物品1において、前記表面シート20の前記肌対向面に配置されるとともに、前記横方向Xに離間する一対のサイドシート60と、前記表面シート20と前記吸収体40との間に配置され、前記表面シート20を介して前記サイドシート60に重なる熱融解性シート50とを含む。
前記サイドシート60および前記熱融解性シート50は、熱可塑性樹脂を含む合成繊維によって形成される。
前記サイドシート60と前記熱融解性シート50との間には、前記表面シート20を介して熱融解によってこれらを互いに接合する溶着部72が形成される。
【0033】
上記の発明は、少なくとも下記の実施の形態を含むことができる。
(1)前記サイドシート60と前記表面シート20との間には、これらを互いに接着する接着部71が形成され、前記接着部71と前記溶着部72とは、少なくともその一部が互いに重なって形成される。
(2)前記表面シート20には、厚さ方向に貫通する複数の開孔21が形成され、前記溶着部72の少なくとも一部は、前記開孔21に重なって形成される。
(3)前記接着部71の少なくとも一部は、前記開孔21に重なって形成される。
(4)前記接着部71は、前記サイドシート60の内側縁60aから前記横方向Xに離間して形成される。
(5)前記溶着部72は、前記縦方向Yに離間して複数形成されるとともに、少なくとも前記サイドシート60の内側縁60aに沿って形成される。
(6)前記溶着部72は、前記横方向Xに離間して複数形成されるとともに、前記サイドシート60の内側縁60a近傍領域における単位面積当たりの前記溶着部72の面積は、それよりも外側領域における単位面積当たりの前記溶着部72の面積よりも大きくされている。
(7)前記サイドシート60と前記熱融解性シート50とは、同種の熱可塑性樹脂を含む。
(8)前記表面シート20は、スパンレース繊維不織布である。
(9)前記非熱融解性繊維は、天然繊維である。
(10)前記非熱融解性繊維は、コットン繊維である。
【0034】
吸収性物品の一例である生理用ナプキン1を構成する各構成部材には、この明細書に記載されている材料のほかに、この種の分野において通常用いられている、各種の公知の材料を制限なく用いることができる。
【符号の説明】
【0035】
1 吸収性物品(生理用ナプキン)
20 表面シート
21 開孔
30 裏面シート
40 吸収体
50 熱融解性シート
60 サイドシート
60a 内側縁
71 接着部
72 溶着部
X 横方向
Y 縦方向
【特許請求の範囲】
【請求項1】
縦方向および横方向を有し、肌対向面およびその反対側である非肌対向面と、前記肌対向面に位置するとともに非熱融解性繊維を含む表面シートと、前記非肌対向面に位置する裏面シートと、これら表裏面シートの間に位置する体液吸収体とを含む吸収性物品において、
前記表面シートの前記肌対向面に配置されるとともに、前記横方向に離間する一対のサイドシートと、前記表面シートと前記吸収体との間に配置され、前記表面シートを介して前記サイドシートに重なる熱融解性シートとを含み、
前記サイドシートおよび前記熱融解性シートは、熱可塑性樹脂を含む合成繊維によって形成され、
前記サイドシートと前記熱融解性シートとの間には、前記表面シートを介して熱融解によってこれらを互いに接合する溶着部が形成されることを特徴とする前記吸収性物品。
【請求項2】
前記サイドシートと前記表面シートとの間には、これらを互いに接着する接着部が形成され、前記接着部と前記溶着部とは、少なくともその一部が互いに重なって形成される請求項1記載の吸収性物品。
【請求項3】
前記表面シートには、厚さ方向に貫通する複数の開孔が形成され、前記溶着部の少なくとも一部は、前記開孔に重なって形成される請求項1または2記載の吸収性物品。
【請求項4】
前記接着部の少なくとも一部は、前記開孔に重なって形成される請求項2または3記載の吸収性物品。
【請求項5】
前記接着部は、前記サイドシートの内側縁から前記横方向に離間して形成される請求項2〜4のいずれかに記載の吸収性物品。
【請求項6】
前記溶着部は、前記縦方向に離間して複数形成されるとともに、少なくとも前記サイドシートの内側縁に沿って形成される請求項1〜5のいずれかに記載の吸収性物品。
【請求項7】
前記溶着部は、前記横方向に離間して複数形成されるとともに、前記サイドシートの内側縁近傍領域における単位面積当たりの前記溶着部の面積は、それよりも外側領域における単位面積当たりの前記溶着部の面積よりも大きくされている請求項1〜6のいずれかに記載の吸収性物品。
【請求項8】
前記サイドシートと前記熱融解性シートとは、同種の熱可塑性樹脂を含む請求項1〜7に記載のいずれかに記載の吸収性物品。
【請求項9】
前記表面シートは、スパンレース繊維不織布である請求項1〜8のいずれかに記載の吸収性物品。
【請求項10】
前記非熱融解性繊維は、天然繊維である請求項1〜9のいずれかに記載の吸収性物品。
【請求項11】
前記非熱融解性繊維は、コットン繊維である請求項1〜10のいずれかに記載の吸収性物品。
【請求項1】
縦方向および横方向を有し、肌対向面およびその反対側である非肌対向面と、前記肌対向面に位置するとともに非熱融解性繊維を含む表面シートと、前記非肌対向面に位置する裏面シートと、これら表裏面シートの間に位置する体液吸収体とを含む吸収性物品において、
前記表面シートの前記肌対向面に配置されるとともに、前記横方向に離間する一対のサイドシートと、前記表面シートと前記吸収体との間に配置され、前記表面シートを介して前記サイドシートに重なる熱融解性シートとを含み、
前記サイドシートおよび前記熱融解性シートは、熱可塑性樹脂を含む合成繊維によって形成され、
前記サイドシートと前記熱融解性シートとの間には、前記表面シートを介して熱融解によってこれらを互いに接合する溶着部が形成されることを特徴とする前記吸収性物品。
【請求項2】
前記サイドシートと前記表面シートとの間には、これらを互いに接着する接着部が形成され、前記接着部と前記溶着部とは、少なくともその一部が互いに重なって形成される請求項1記載の吸収性物品。
【請求項3】
前記表面シートには、厚さ方向に貫通する複数の開孔が形成され、前記溶着部の少なくとも一部は、前記開孔に重なって形成される請求項1または2記載の吸収性物品。
【請求項4】
前記接着部の少なくとも一部は、前記開孔に重なって形成される請求項2または3記載の吸収性物品。
【請求項5】
前記接着部は、前記サイドシートの内側縁から前記横方向に離間して形成される請求項2〜4のいずれかに記載の吸収性物品。
【請求項6】
前記溶着部は、前記縦方向に離間して複数形成されるとともに、少なくとも前記サイドシートの内側縁に沿って形成される請求項1〜5のいずれかに記載の吸収性物品。
【請求項7】
前記溶着部は、前記横方向に離間して複数形成されるとともに、前記サイドシートの内側縁近傍領域における単位面積当たりの前記溶着部の面積は、それよりも外側領域における単位面積当たりの前記溶着部の面積よりも大きくされている請求項1〜6のいずれかに記載の吸収性物品。
【請求項8】
前記サイドシートと前記熱融解性シートとは、同種の熱可塑性樹脂を含む請求項1〜7に記載のいずれかに記載の吸収性物品。
【請求項9】
前記表面シートは、スパンレース繊維不織布である請求項1〜8のいずれかに記載の吸収性物品。
【請求項10】
前記非熱融解性繊維は、天然繊維である請求項1〜9のいずれかに記載の吸収性物品。
【請求項11】
前記非熱融解性繊維は、コットン繊維である請求項1〜10のいずれかに記載の吸収性物品。
【図1】


【図2】
【図2】
【公開番号】特開2013−66614(P2013−66614A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−207932(P2011−207932)
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
[ Back to top ]