
吸収用品用繊維体の補強方法
本発明は、吸収用品における繊維体(6)の第1の部分(5)と第2の部分(2)との間の境界領域を補強するための方法に関するものである。本発明によれば、上記境界領域は、圧潰スポットのあるパターン(18)を備え、その圧潰量は、上記繊維体(6)における上記第1の部分(5)の縁部から離れる方向に漸増するものとなっている。また本発明は、こうした方法を実施するのに用いられる装置、ならびに補強された境界領域を有する吸収体に関する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、たとえば使い捨ておむつ、パンツ型おむつ、生理用ナプキン、失禁ガードその他のような吸収用品用繊維体における第1の部分と第2の部分との間の境界領域を補強するための方法および装置に関する。本発明はまた、この方法によって補強された繊維体に関する。
【背景技術】
【0002】
吸収用品、たとえば使い捨ておむつ、パンツ型おむつ、生理用ナプキン、失禁用ガードなどのために用いられる吸収体は、通常、可動ウエブ上に繊維体を供給し、その後、ローラー対間のニップ(ローラー間隙)を通過させることによって繊維体を圧潰することで製造されている。ローラー間のニップを調整することで、十分な機械的強度および適当な毛管作用を付与するために、繊維体の所望の密度を実現することができる。繊維体がそれぞれに異なる坪量部分、たとえば吸収用品の中央股部における厚肉部を有する場合、薄肉部の圧潰は、繊維体の厚肉部を収める凹部を有するローラー対を用いて行うことができ、厚肉部の圧潰は別個のローラー対によって、あるいは適当な寸法とされた凹部の内壁によってなされる。薄肉部が凹部内に完全に収まらない場合、凹部の外側に存在するその一部は、ローラー間の間隙(これは繊維体の薄肉部を圧潰するための寸法とされている)の一部を通過しなければならない。もし、こうしたことが生じると、吸収体の薄肉部において所望の密度が得られなくなる恐れがある。さらに、凹部の外側に存在する厚肉部の一部が過度に高い密度まで圧潰され、繊維体中の繊維が損傷し、そしてこの部分においては毛管作用が損なわれるであろう。厚肉部はまた、それがローラー間の間隙を通過可能な程度にまで圧潰できないような厚いものとなることがあり、これは製造プロセスの停止につながる。こうした理由から、凹部の面積は、繊維体の厚肉部の面積よりも、ある程度大きなものとされる。凹部の面積と繊維体の厚肉部の面積との間の相違は、もちろん、移動ウエブ上に載置された繊維体の厚肉部と、回転するローラーの凹部または凹部群との位置合わせ精度に依存する。だが、たとえ精度が高くとも、各繊維体の厚肉部が上記凹部または上記圧潰ローラー対の凹部内に確実に収まるよう、面積に関するそうした相違が存在しなければならない。
【0003】
繊維体の厚肉部とローラーの凹部との面積の相違に起因して、薄肉部においては、ローラー間の間隙を通過した後でも厚肉部の縁部周りの境界領域が圧潰されないままとなる。こうした境界領域の機械的強度は非常に低く、容易に損壊してしまう。
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明の目的は、そうした境界領域を補強する手段を提供することである。
【課題を解決するための手段】
【0005】
この目的は、吸収用品用の繊維体の第1の部分と第2の部分との間の境界領域を補強する方法によって達成されるが、この方法は、境界領域に圧潰スポットのパターンを付与し、この圧潰量を、上記繊維体の第1の部分の縁部から離れる方向に漸増するようなものとすることを特徴とする。
【0006】
好ましい実施形態では、このパターンで圧潰された面積は、上記繊維体の第1の部分の縁部から離れる方向に漸増するようなものとなり、しかもこのパターンは上記繊維体の第1の部分にも広がる。
【0007】
好ましい実施形態の第1の代替例では、上記パターンは、繊維体の第1の部分の縁部から離れる方向に単位面積当りの圧潰スポット数が漸増するようなものとなり、この圧潰スポットは、上記繊維体の第1の部分の上面に関して同じ深さまで圧潰される。
【0008】
第2の代替例では、上記パターンは単位面積当り同数の圧潰スポットを有し、この圧潰スポットは上記繊維体の第1の部分の縁部から離れる方向にサイズが徐々に大きくなるようなものであり、圧潰スポットは上記繊維体の第1の部分の上面に関して同じ深さまで圧潰される。
【0009】
第2実施形態では、上記パターンにおけるスポットは、上記繊維体の第1の部分の上面に関して、それぞれに異なる深さまで圧潰される。
【0010】
本発明はまた、吸収用品用の繊維体の第1の部分と第2の部分との間の境界領域を補強するための装置であって、一対のローラーと、このローラー対におけるローラー間の間隙を、少なくとも一つの第1の部分と少なくとも一つの第2の部分とを有する繊維体を通過させるための手段とを具備してなる装置に関し、この装置では、突起の少なくとも一つのパターンがローラーの少なくとも一つの外周面に設けられており、これによって上記パターンは少なくとも一つのローラーの開口部の縁部周りに広がっており、各突起は上記ローラーの外周面から外側に突出すると共に上記ローラーの周方向外面と接する平面内に横断面を有し、かつ単位面積当りの突起の横断面積の総和が上記開口部の縁部から離れる方向に漸増するようなものとなっている。
【0011】
好ましい実施形態では、上記ローラー対における少なくとも一方のローラーは、繊維体の第1の部分を収める凹部を具備してなり、上記突起パターンにおける上記開口部は、この凹部と同軸であるが小さなサイズを有しており、これによって上記突起パターンは上記凹部の縁部を越えて、その一部にも広がっている。
【0012】
第1の代替例においては、上記突起は同じ横断面サイズを有し、かつ上記パターンは上記開口部の縁部から離れる方向に単位面積当りの突起数が漸増するようなものであり、全ての突起の先端は、上記ローラーの周方向外面と接する同一平面内に存在している。
【0013】
第2の代替例においては、上記パターンは、上記開口部の縁部から離れる方向に単位面積当り同数の突起を有するようなものであり、上記突起の横断面サイズは、上記開口部の縁部から離れる方向に徐々に増大し、全ての突起の先端は、上記ローラーの周方向外面に接する同一平面内に存在している。
【0014】
本方法を実施するためのそうした装置に関する第2の実施形態においては、突起の先端は、上記ローラーの周方向外面に接する、それぞれに異なる平面内に存在する。
【0015】
本発明はさらに、少なくとも一つの第1の部分と、この第1の部分に隣接する第2の部分とを有する吸収用品用の繊維体に関し、このものは、少なくとも一つの第1の部分とそれに隣接する第2の部分との間の境界領域に圧潰スポットのパターンが付与されており、この境界領域における圧潰量が上記繊維体の第1の部分の縁部から離れる方向に漸増するようになっていることを特徴とする。
【0016】
好ましい実施形態では、境界領域における圧潰面積は、上記繊維体の第1の部分の縁部から離れる方向に漸増し、かつ圧潰スポットの上記パターンは上記繊維体の第1の部分に広がる。
【0017】
第1の代替例においては、上記パターンは、繊維体の第1の部分の縁部から離れる方向に単位面積当りの圧潰スポット数が漸増するようなものであり、圧潰スポットは上記繊維体の第1の部分の上面に関して同じ深さまで圧潰されている。
【0018】
第2の代替例においては、上記パターンは単位面積当り同数の圧潰スポットを有し、この圧潰スポットは上記繊維体の第1の部分の縁部から離れる方向に徐々にサイズが増大するものであり、圧潰スポットは上記繊維体の第1の部分の上面に関して同じ深さまで圧潰されている。
【0019】
第2実施形態において、上記パターン中のスポットは、上記繊維体の第1の部分の上面に関して、それぞれに異なる深さまで圧潰される。
【発明を実施するための最良の形態】
【0020】
以下、本発明について図面を参照して説明する。
【0021】
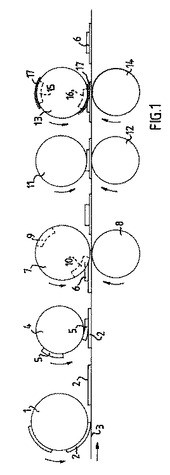
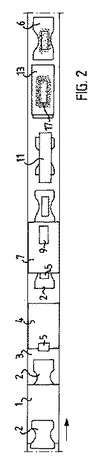
図1および図2に示す装置は、走行ウエブ3上に、空気含有セルロース緩集体(air-laid cellulose fluff)の第1の層2を載置するための第1の移送ホイール1を具備してなり、このウエブ3は、被覆シート材のウエブあるいはエンドレスコンベアの上側部分とすることができる。第1の層2は好ましくはマット形成ホイール(図示せず)において形成され、その後、移送ホイール1に載せられる。第1の層1を走行ウエブ3の前進と同期させて形成できる場合には、移送ホイールを排することができ、そしてホイール1をマット形成ホイールとすることができる。図2からわかるように、層2は砂時計形のものである。ウエブ3の移動方向は、矢印で示すように、図1および図2において右に向うようなものである。
【0022】
ホイール1の下流には、第2の移送ホイール4が、第1の層2の中央部上に、空気含有セルロース緩集体からなる第2の層5を載置するために設置されている。図1および図2から明白であるように、第1の層2は、第2の層5の全ての側部において、その周縁部を越えて張り出している。これによって、薄肉部および中央厚肉部を有する繊維体6が形成されているが、薄肉部は、第2の層5の周縁部の外側に張り出している上記第1の層の一部である。
【0023】
繊維体6の薄肉部を高密度化するための圧潰ローラー7,8の第1の対が、ホイール4の下流に設置されている。圧潰ローラーの第1の対のローラー7は凹部9,10を備え、これは、繊維体6の厚肉部を、すなわち層5およびこの層5の下にある層2の中央部を、この部分がローラー7,8間の間隙(nip)を通過する際に受け入れる。凹部9,10は、上記間隙を通過する、次の繊維体6の厚肉部が交互に凹部9および10内に受け入れられるようローラー7に配置されている。通過する繊維体6の層5が一部でも凹部9,10の外側に、はみ出すことがないようにするため、これら凹部は層5よりも大きな面積を有する。図示する実施形態では、この凹部の深さは、層5の高さと等しいか、それより大きなものである。
【0024】
上記凹部と層5との間の面積の相違、すなわちこの凹部が必要とする許容差は、特に、走行するウエブ3上に層2,5を載置する精度、ウエブ3の速度とローラー7,8の回転速度との間の同期、そしてさらには繊維体6がどの程度しっかりとウエブ上に(通常は吸引力の助けを借りて)保持されているかに依存する。
【0025】
圧潰ローラー11,12の第2の対が、ローラー7,8の第1の対の下流に設置されている。繊維体6がローラー11,12同士の間隙を通過するとき、この繊維体6の厚肉部が圧潰される。
【0026】
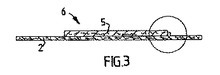
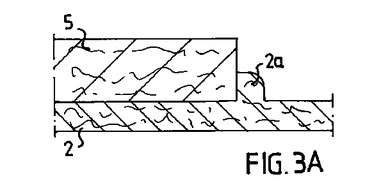
図3および図3Aにおいては、ローラー11,12の対を通過したばかりの繊維体6を概略的に示している。凹部9,10は繊維体6の厚肉部(層5)よりも大きな面積を有するので、薄肉部2は、層5の周縁部を取り巻く境界領域2aにおいては圧潰されない。その上、この非圧潰境界領域2aは、層5のそれぞれに異なる側において異なる幅を有することになり、しかも圧潰ローラー7,8および11,12の二つの対のそれぞれを次々に通過する、個々の繊維体6に関しても違ったものとなる。この違いは、ウエブ3の移動方向に対して直交する層5の縁部に関して、しばしば最も大きなものとなる。この非圧潰境界領域2aによって、繊維体6の強度はこの領域において極めて低いものとなり、しかも以後の製造および包装過程での取り扱い中あるいはユーザーによる取り扱い時に、容易に損壊してしまう。
【0027】
本発明によれば、圧潰スポットのパターンを備えた上記境界領域をもたらすための一対のローラー13,14が、繊維体6の厚肉部を圧潰するためのローラー11,12の下流に配置されている。また、この場合、層5を含む繊維体の面と接触するローラー13は、ローラー13,14間の間隙を次々に通過する繊維体6の厚肉部を受け入れるための二つの凹部16,17を備える。ローラー13はさらに突起パターン17を備える。このパターン17は各凹部16,17の縁部の周りに広がっており、しかも繊維体6の境界領域の幅に対応する幅を有する。その上、上記パターンはまた、好ましくは、凹部16,17の縁部領域において、この凹部16,17内にも広がっている。
【0028】
図示の実施形態では、パターン17は、円形横断面および半球形先端を有する突起群によって形成される。全ての突起の先端は、ローラー13の周方向外面と接する同一面内に存在する。すなわち突起は、ローラー13の外面から半径方向に同じ距離だけ延びている。これは、凹部内の突起は、凹部の外側の突起よりも長いものであることを意味する。さらにパターン17は、凹部の縁部から離れる方向に単位面積当りの突起数が漸増するようなものである。
【0029】
図4、図5および図5Aにおいては、ローラー13,14間の間隙を通過した繊維体6を示している。突起のパターン17は、厚肉部5の縁部周りの境界領域に圧潰スポット18のパターンを作り出しており、このパターンはまた、同図に概略的に示すように厚肉部内に短い距離だけ広がっている。単位面積当りの圧潰スポットの数は、厚肉部の縁部から、すなわち厚肉部5の縁部から離れて、薄肉部2の最も近い縁部に向う方向に漸増している。繊維体18の圧潰スポットのパターンの正確なポジションは、もちろん、凹部16または17に対する、移送される繊維体6の厚肉部の位置決め精度に依存する。この位置決め精度は、上記のとおり、ローラー13,14を通過する個々の繊維体に関して異なり、最も大きな変動はウエブ3の移動方向のものである。ゆえに、一つの繊維体6に関して、移動方向における前方に存在する厚肉部の面は、ローラー13,14を通過する後続の繊維体6の厚肉部の対応する面よりも、ローラー13の凹部16または17の隣接壁に、より近接することになる。突起パターン17が、厚肉部5の周縁部を取り囲む境界領域18の全てのポイントに達することを確実なものとするために、突起パターン17は好ましくは、それぞれの凹部15,16の周縁部を取り巻くよう凹部15,16内に短い距離だけ広がっている。図4および図5において、厚肉部5の、図中での右端部は、ローラー13,14を通過する際、厚肉部の左端部よりも、凹部15または16の隣接壁のより近くに位置する。これによって、圧潰スポット18のパターンは、繊維体6の右側端部において、その左側端部におけるよりも厚肉部5内に、より大きな距離だけ広がっている。これはまた、圧潰スポットパターン18の広がりは、厚肉部の右端部外側の方が、厚肉部の左端部外側よりも小さなものであることを意味する。突起パターンがそれぞれの凹部内に広がっている距離は、好ましくは、厚肉部とローラー13の凹部15,16との位置合わせ精度が規定の許容範囲内にあるときには常に、パターン17における少なくとも一つの突起の列が繊維体6の厚肉部5に、その周縁部を取り囲む状態で達するよう選ばれる。各縁部に沿ったパターン17の幅は、それが確実に、ローラー13,14を通過する各繊維体6の薄肉部2の非圧潰領域2aの全幅をカバーするよう設定する必要がある。上記のとおり、厚肉部5の各側部に沿った非圧潰領域2aの幅はまた、次々にローラー7,8を通過する繊維体6の、ローラー7のそれぞれの凹部9,10との位置合わせ精度に関するバラつきに起因して変化することになる。
【0030】
図4、図5および図5Aに示す繊維体6の厚肉部5は、ローラー11,12によって所望の密度まで圧潰されている。それゆえ、厚肉部5における単位面積当りの圧潰スポットの数は、その縁部周りの厚肉部の総体的密度に著しい影響を及ぼさないようにするために突起パターン17における突起によって圧潰される単位面積当りの総面積が小さなものであるよう少数であるべきである。他方で、厚肉部5の縁部の外側の薄肉部2の境界領域においては、この領域の強度は総圧潰面積に比例し、単位面積当りの圧潰面積が増大すればするほど、境界領域の強度はますます大きなものとなる。厚肉部5の縁部から薄肉部2の隣接縁部に向う方向に単位面積当りのスポット数が漸増するような圧潰スポットのパターン18を利用することにより、上述した相容れない要求の間で折り合いをつけることができる。図5Aから明らかなように、パターン18中の圧潰スポット間の距離a,b,c,dは、厚肉部5の右側縁部から離れる長手方向に漸減する。さらに、横方向にも同様の距離の低減が施されている。すなわち、スポット181を通る横方向ラインに沿ったスポット間の距離は、スポット182を通る横方向ラインに沿ったスポット間の距離よりも大きく、スポット182を通る横方向ラインに沿ったスポット間の距離は、スポット183を通る横方向ラインに沿ったスポット間の距離よりも大きく、以下、これと同様の関係である。
【0031】
パターン18中の圧潰スポットが互いに接近している場合、このスポット周りの領域における繊維素材の密度が増大することも確認された。この現象は、繊維間の相互作用によって生じると考えられ、それゆえ繊維体6中の繊維の種類、繊維の長さ、そしてさらには繊維間の距離に依存し、すなわち繊維素材が圧潰されればされるほど、上記効果はさらに顕著なものとなる。
【0032】
上記実施形態では、厚肉部5と薄肉部2との間の境界領域補強を、所望の密度まで厚肉部および薄肉部を圧潰するステップの後に、別個のステップで行うようにした。もちろん、図1および図2のローラー7に、ローラー13のパターン17に対応する突起パターンを付与することにより、この補強を薄肉部の圧潰と同時に実施することも可能である。この場合、厚肉部の圧潰は好ましくは薄肉部の圧潰前に実施される。図1および図2のローラー11に、ローラー13のパターン17に類似の突起パターンを付与し、そして所望の密度まで厚肉部を圧潰するのと同時に境界領域の補強を行うこともできる。第3の可能性は、繊維体の厚肉部および薄肉部の圧潰ならびに境界領域の補強を一つのステップで行うことである。これは、ローラー7の凹部9,10を、厚肉部に所望の密度が得られる程度まで凹部深さが厚肉部高さよりも小さなものとなるような寸法にすると同時に、ローラー13のパターン17に対応した突起パターンをローラー7に付与することによって実現できる。もちろん、厚肉部および薄肉部の圧潰を同一ステップで、ローラー7の凹部9,10を適当な寸法とすることによって実施すると共に、別個のステップでローラー13,14を用いて境界領域の補強を行うことも可能である。
【0033】
厚肉部および薄肉部の圧潰前に境界領域の補強を実施することも可能である。こうした順序を採用した場合、圧潰に起因するこの部分のベーキングアウト(baking out)作用がその際に生じないので、緩く結合された部分を容易に貫くことができ、しかも突起パターンの開口部と厚肉部とを容易に整列させることができるという利点がある。境界領域の補強が最終ステップとして、すなわち厚肉部および薄肉部の圧潰の後に実施される場合、繊維間の相互作用に起因するスポット周りの領域の繊維素材の密度増大はさらに著しいものとなり、しかも圧潰後は厚肉体および薄肉体は厚みが低減しているので突起は長いものである必要はない。
【0034】
ローラー14に、ローラー13のパターンと類似の突起パターンを付与することも可能であり、ここで、このパターンの中央開口部はローラー13の凹部と適所で対応する。
【0035】
繊維体の補強が別個のステップで実施される場合、ローラー13の凹部16,17は、このステップが、厚肉部および薄肉部を圧潰するステップの前に、後に、あるいはその間に実施されるかどうかに関係なく排することができる、という点もまた注目される。
【0036】
上記実施形態では、繊維体6の単位面積当りの圧潰面積の漸増を、凹部15,16の縁部から離れる方向に単位面積当りの突起数が漸増するようなパターン17によって得ている。だが、単位面積当りの突起数の代わりに、パターン中の突起サイズを変更することも可能である。ゆえに、単位面積当りの圧潰面積の漸増は、パターン中の突起サイズの漸増によって得ることができる。
【0037】
薄肉部の境界領域における圧潰量を変える第3の方法は、凹部15,16の縁部から離れる方向にパターン17中の突起の長さを漸増させることによって繊維体6における圧潰スポットの深さを変えるというものである。そうしたパターンによって、境界領域における圧潰スポットの深さが変更されることになる。
【0038】
もちろん、圧潰スポットのパターンにおける圧潰量を変えるために、上記三つの方法(すなわち、圧潰スポットの数の変更、圧潰スポットのサイズの変更、そして圧潰スポットの深さの変更)のうちの二つを、あるいはその全てを組み合わせることも可能である。
【0039】
突起の先端は半円形以外の他の形状、たとえばテーパー形状すなわち円錐形状、六角形状、長方形状その他とすることができるが、突起は好ましくは、繊維素材のかなりの部分をその側面において、かき分けながら繊維体に侵入できるよう、外側にテーパーをなしているべきである。突起の横断面とは、繊維体の境界領域の補強中に繊維体内に侵入する突起の最大部分の断面を意味する。圧潰スポットのパターンは別個のスポットからなるパターンである必要はなく、パターンの所望の漸増は、相互連結されたロッドからなる格子あるいは格子と点の組み合わせによって得ることができる。
【0040】
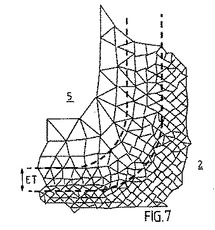
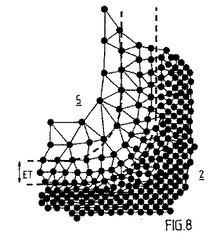
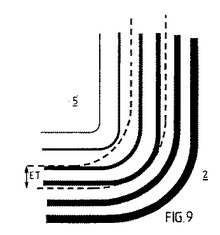
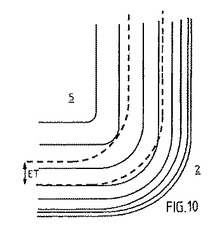
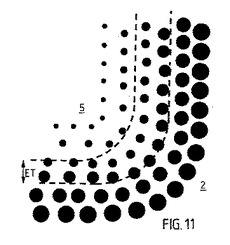
本発明において利用される、さまざまなパターンの概略平面図を図6ないし図11に示す。これらの図(本発明による繊維体の一部を示す)の全てに関して、繊維体の厚肉部には参照数字5を、薄肉部には参照数字2を付しており、そして厚肉部と凹部とのアライメントに関する許容差ETは破線で示している。
【0041】
図6には、図4のパターン18に類似のパターンがより詳しく示されている。黒丸で示す圧潰部は全て等しい厚みを有すると共に、スポット数は厚肉部の縁部から離れる方向に漸増している。
【0042】
図7においては、パターン19は、互いにつながった圧潰ライン部からなっている。圧潰ライン部は全て等しい厚みを有すると共に、ライン数は厚肉部の縁部から離れる方向に漸増している。こうした圧潰ライン部のパターンは、その周面から突出する格子パターンを有するローラーによって形成される。
【0043】
図8においては、圧潰パターン20は、図6および図7に示すパターンの組み合わせ、すなわち圧潰ライン部とドット部の組み合わせとなっている。
【0044】
図9においては、パターン21は、互いに平行に、かつ同じ距離をおいて延在する圧潰ライン部からなるパターンである。だが、圧潰ライン部の厚みは、厚肉部の縁部から離れる方向に漸増している。
【0045】
図10においては、パターン22は、互いに平行に延在する圧潰ライン部からなるパターンである。圧潰ライン部は全て等しい厚みを有すると共に、ライン数は、厚肉部の縁部から離れる方向に漸増している。
【0046】
図11においては、パターン23は、相手から等しい距離をおいて配置された圧潰ドット部からなるパターンである(距離とはその中心間を測定したものである)。だが、圧潰ドット部のサイズは、厚肉部の縁部から離れる方向に漸増している。
【0047】
これに関連して、請求項において規定される吸収体の「第1の部分」および「第2の部分」とは、異なる特徴、たとえば異なる厚み、密度あるいは組成を有する領域を意味し、たとえば、小さなコアが大きなコアの上面に載置されたとき、第1の、厚肉領域が中央に形成され、そしてそれは第2の薄肉領域によって取り囲まれる。
【0048】
「厚肉部」および「薄肉部」という用語は、完成状態に関するものであることを指摘しておく。中央部分の周りに配された、本発明における意味での薄肉部がこの中央部分よりも厚いものであって、それが圧潰状態では中央部分よりも薄いものとなるよう、その後、圧潰される場合もある。そうした、そして類似の例も本発明には包含される。繊維体のある部分の圧潰を避けながら、その一部を圧潰する理由が、厚みの差異以外にも存在し得る。たとえば、中央部は所望の密度および他の特性を持つことができるが、この中央部が、その外側の部分を圧潰するローラーの圧力を受ける場合、それはリスクを伴う。そうした状況も本発明では考慮されている。さらに、凹部の代わりに、ローラーにおける外側に突出する部分が中央部の圧潰を行うように、保護するのを外側部分とすることができ、その場合、補強される境界領域は、中央部の縁部からその中心に向かう方向に延在する。
【0049】
図1および図2に概略的に示す装置は、好ましくは、使い捨て吸収用品、たとえば使い捨ておむつ、パンツ型おむつ、生理用ナプキン、失禁ガードなどのための、一連の製造ラインの一部である。走行ウエブ3が被覆材料からなるウエブである場合、被覆材料からなる第2のウエブは、このウエブおよびその上に設けられた圧潰繊維体の段の上に、可能な介在処理ステップ(たとえば弾力性の付与)の後に重ね合わせられる。ウエブ3が被覆材料からなる走行ウエブではない場合、繊維体6は被覆材料からなる走行ウエブへ移送される。繊維体6の体積はその境界領域の補強によって、さほど減じられないので、被覆材料からなる二つのウエブ間に上記繊維体が封入された後、補強ステップを実施することができる。
【0050】
上記実施形態は、もちろん、本発明の範囲内で、さまざまな手法によって改変できる。走行ウエブ3の上に別個に供給される二つの空気含有層2,5から構成する代わりに、繊維体6に同じ型内で空気を含ませることもできる。繊維体における層あるいは層群は、セルロース緩集体に混ぜ合わされた他の成分を、たとえば超吸収物質の粒子を含んでいてもよい。また、圧潰可能なコアとして用いられる他の素材、たとえば他の天然繊維、人工繊維またはその混合物、ピート、その他を使用することもできる。層2,5は他の形状を有していてもよく、層2がたとえば長方形であってかつ層5が砂時計形であってもよい。さらに、突起および圧潰スポットの上述したパターンは独立したパターンである必要はなく、たとえば、繊維体全体に圧潰スポットなどを付与するためのパターンの一部とすることができ、境界領域の外側に存在するそうしたパターンの一部は、その場合、規則正しいあるいは不規則なパターンから形成できる。本発明による方法および装置は、もちろん、空気含有繊維体以外のもの、たとえば水分含有タイプ、毛羽立てタイプ、あるいは他のタイプの圧潰可能コアを補強するのにも使用可能である。それゆえ、本発明の範囲は、請求項の内容によってのみ限定されるべきである。
【図面の簡単な説明】
【0051】
【図1】本発明の好ましい実施形態による吸収体を圧潰するための装置の概略側面図である。
【図2】図1の装置の平面図である。
【図3】厚肉部および薄肉部を圧潰した後の吸収体の概略側面図である。
【図3A】図3の吸収体の一部分の拡大図である。
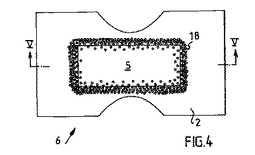
【図4】図1および図2の装置によって製造された吸収体の概略平面図である。
【図5】図3のV‐V線に沿った断面図である。
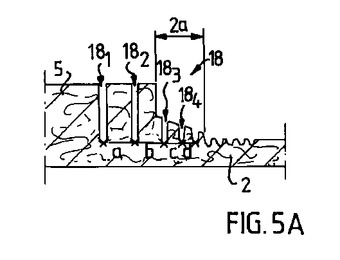
【図5A】図5の吸収体の一部分の拡大図である。
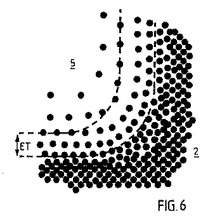
【図6】本発明の他の実施形態による吸収体の一部分の概略平面図である。
【図7】本発明の他の実施形態による吸収体の一部分の概略平面図である。
【図8】本発明の他の実施形態による吸収体の一部分の概略平面図である。
【図9】本発明の他の実施形態による吸収体の一部分の概略平面図である。
【図10】本発明の他の実施形態による吸収体の一部分の概略平面図である。
【図11】本発明の他の実施形態による吸収体の一部分の概略平面図である。
【符号の説明】
【0052】
1 第1の移送ホイール
2 第1の層
3 ウエブ
4 第2の移送ホイール
5 第2の層
6 繊維体
7,8 圧潰ローラー
9,10 凹部
11,12 圧潰ローラー
13,14 ローラー
15,16 凹部
17 突起パターン
18 圧潰スポットパターン
19〜23 パターン
【技術分野】
【0001】
本発明は、たとえば使い捨ておむつ、パンツ型おむつ、生理用ナプキン、失禁ガードその他のような吸収用品用繊維体における第1の部分と第2の部分との間の境界領域を補強するための方法および装置に関する。本発明はまた、この方法によって補強された繊維体に関する。
【背景技術】
【0002】
吸収用品、たとえば使い捨ておむつ、パンツ型おむつ、生理用ナプキン、失禁用ガードなどのために用いられる吸収体は、通常、可動ウエブ上に繊維体を供給し、その後、ローラー対間のニップ(ローラー間隙)を通過させることによって繊維体を圧潰することで製造されている。ローラー間のニップを調整することで、十分な機械的強度および適当な毛管作用を付与するために、繊維体の所望の密度を実現することができる。繊維体がそれぞれに異なる坪量部分、たとえば吸収用品の中央股部における厚肉部を有する場合、薄肉部の圧潰は、繊維体の厚肉部を収める凹部を有するローラー対を用いて行うことができ、厚肉部の圧潰は別個のローラー対によって、あるいは適当な寸法とされた凹部の内壁によってなされる。薄肉部が凹部内に完全に収まらない場合、凹部の外側に存在するその一部は、ローラー間の間隙(これは繊維体の薄肉部を圧潰するための寸法とされている)の一部を通過しなければならない。もし、こうしたことが生じると、吸収体の薄肉部において所望の密度が得られなくなる恐れがある。さらに、凹部の外側に存在する厚肉部の一部が過度に高い密度まで圧潰され、繊維体中の繊維が損傷し、そしてこの部分においては毛管作用が損なわれるであろう。厚肉部はまた、それがローラー間の間隙を通過可能な程度にまで圧潰できないような厚いものとなることがあり、これは製造プロセスの停止につながる。こうした理由から、凹部の面積は、繊維体の厚肉部の面積よりも、ある程度大きなものとされる。凹部の面積と繊維体の厚肉部の面積との間の相違は、もちろん、移動ウエブ上に載置された繊維体の厚肉部と、回転するローラーの凹部または凹部群との位置合わせ精度に依存する。だが、たとえ精度が高くとも、各繊維体の厚肉部が上記凹部または上記圧潰ローラー対の凹部内に確実に収まるよう、面積に関するそうした相違が存在しなければならない。
【0003】
繊維体の厚肉部とローラーの凹部との面積の相違に起因して、薄肉部においては、ローラー間の間隙を通過した後でも厚肉部の縁部周りの境界領域が圧潰されないままとなる。こうした境界領域の機械的強度は非常に低く、容易に損壊してしまう。
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明の目的は、そうした境界領域を補強する手段を提供することである。
【課題を解決するための手段】
【0005】
この目的は、吸収用品用の繊維体の第1の部分と第2の部分との間の境界領域を補強する方法によって達成されるが、この方法は、境界領域に圧潰スポットのパターンを付与し、この圧潰量を、上記繊維体の第1の部分の縁部から離れる方向に漸増するようなものとすることを特徴とする。
【0006】
好ましい実施形態では、このパターンで圧潰された面積は、上記繊維体の第1の部分の縁部から離れる方向に漸増するようなものとなり、しかもこのパターンは上記繊維体の第1の部分にも広がる。
【0007】
好ましい実施形態の第1の代替例では、上記パターンは、繊維体の第1の部分の縁部から離れる方向に単位面積当りの圧潰スポット数が漸増するようなものとなり、この圧潰スポットは、上記繊維体の第1の部分の上面に関して同じ深さまで圧潰される。
【0008】
第2の代替例では、上記パターンは単位面積当り同数の圧潰スポットを有し、この圧潰スポットは上記繊維体の第1の部分の縁部から離れる方向にサイズが徐々に大きくなるようなものであり、圧潰スポットは上記繊維体の第1の部分の上面に関して同じ深さまで圧潰される。
【0009】
第2実施形態では、上記パターンにおけるスポットは、上記繊維体の第1の部分の上面に関して、それぞれに異なる深さまで圧潰される。
【0010】
本発明はまた、吸収用品用の繊維体の第1の部分と第2の部分との間の境界領域を補強するための装置であって、一対のローラーと、このローラー対におけるローラー間の間隙を、少なくとも一つの第1の部分と少なくとも一つの第2の部分とを有する繊維体を通過させるための手段とを具備してなる装置に関し、この装置では、突起の少なくとも一つのパターンがローラーの少なくとも一つの外周面に設けられており、これによって上記パターンは少なくとも一つのローラーの開口部の縁部周りに広がっており、各突起は上記ローラーの外周面から外側に突出すると共に上記ローラーの周方向外面と接する平面内に横断面を有し、かつ単位面積当りの突起の横断面積の総和が上記開口部の縁部から離れる方向に漸増するようなものとなっている。
【0011】
好ましい実施形態では、上記ローラー対における少なくとも一方のローラーは、繊維体の第1の部分を収める凹部を具備してなり、上記突起パターンにおける上記開口部は、この凹部と同軸であるが小さなサイズを有しており、これによって上記突起パターンは上記凹部の縁部を越えて、その一部にも広がっている。
【0012】
第1の代替例においては、上記突起は同じ横断面サイズを有し、かつ上記パターンは上記開口部の縁部から離れる方向に単位面積当りの突起数が漸増するようなものであり、全ての突起の先端は、上記ローラーの周方向外面と接する同一平面内に存在している。
【0013】
第2の代替例においては、上記パターンは、上記開口部の縁部から離れる方向に単位面積当り同数の突起を有するようなものであり、上記突起の横断面サイズは、上記開口部の縁部から離れる方向に徐々に増大し、全ての突起の先端は、上記ローラーの周方向外面に接する同一平面内に存在している。
【0014】
本方法を実施するためのそうした装置に関する第2の実施形態においては、突起の先端は、上記ローラーの周方向外面に接する、それぞれに異なる平面内に存在する。
【0015】
本発明はさらに、少なくとも一つの第1の部分と、この第1の部分に隣接する第2の部分とを有する吸収用品用の繊維体に関し、このものは、少なくとも一つの第1の部分とそれに隣接する第2の部分との間の境界領域に圧潰スポットのパターンが付与されており、この境界領域における圧潰量が上記繊維体の第1の部分の縁部から離れる方向に漸増するようになっていることを特徴とする。
【0016】
好ましい実施形態では、境界領域における圧潰面積は、上記繊維体の第1の部分の縁部から離れる方向に漸増し、かつ圧潰スポットの上記パターンは上記繊維体の第1の部分に広がる。
【0017】
第1の代替例においては、上記パターンは、繊維体の第1の部分の縁部から離れる方向に単位面積当りの圧潰スポット数が漸増するようなものであり、圧潰スポットは上記繊維体の第1の部分の上面に関して同じ深さまで圧潰されている。
【0018】
第2の代替例においては、上記パターンは単位面積当り同数の圧潰スポットを有し、この圧潰スポットは上記繊維体の第1の部分の縁部から離れる方向に徐々にサイズが増大するものであり、圧潰スポットは上記繊維体の第1の部分の上面に関して同じ深さまで圧潰されている。
【0019】
第2実施形態において、上記パターン中のスポットは、上記繊維体の第1の部分の上面に関して、それぞれに異なる深さまで圧潰される。
【発明を実施するための最良の形態】
【0020】
以下、本発明について図面を参照して説明する。
【0021】
図1および図2に示す装置は、走行ウエブ3上に、空気含有セルロース緩集体(air-laid cellulose fluff)の第1の層2を載置するための第1の移送ホイール1を具備してなり、このウエブ3は、被覆シート材のウエブあるいはエンドレスコンベアの上側部分とすることができる。第1の層2は好ましくはマット形成ホイール(図示せず)において形成され、その後、移送ホイール1に載せられる。第1の層1を走行ウエブ3の前進と同期させて形成できる場合には、移送ホイールを排することができ、そしてホイール1をマット形成ホイールとすることができる。図2からわかるように、層2は砂時計形のものである。ウエブ3の移動方向は、矢印で示すように、図1および図2において右に向うようなものである。
【0022】
ホイール1の下流には、第2の移送ホイール4が、第1の層2の中央部上に、空気含有セルロース緩集体からなる第2の層5を載置するために設置されている。図1および図2から明白であるように、第1の層2は、第2の層5の全ての側部において、その周縁部を越えて張り出している。これによって、薄肉部および中央厚肉部を有する繊維体6が形成されているが、薄肉部は、第2の層5の周縁部の外側に張り出している上記第1の層の一部である。
【0023】
繊維体6の薄肉部を高密度化するための圧潰ローラー7,8の第1の対が、ホイール4の下流に設置されている。圧潰ローラーの第1の対のローラー7は凹部9,10を備え、これは、繊維体6の厚肉部を、すなわち層5およびこの層5の下にある層2の中央部を、この部分がローラー7,8間の間隙(nip)を通過する際に受け入れる。凹部9,10は、上記間隙を通過する、次の繊維体6の厚肉部が交互に凹部9および10内に受け入れられるようローラー7に配置されている。通過する繊維体6の層5が一部でも凹部9,10の外側に、はみ出すことがないようにするため、これら凹部は層5よりも大きな面積を有する。図示する実施形態では、この凹部の深さは、層5の高さと等しいか、それより大きなものである。
【0024】
上記凹部と層5との間の面積の相違、すなわちこの凹部が必要とする許容差は、特に、走行するウエブ3上に層2,5を載置する精度、ウエブ3の速度とローラー7,8の回転速度との間の同期、そしてさらには繊維体6がどの程度しっかりとウエブ上に(通常は吸引力の助けを借りて)保持されているかに依存する。
【0025】
圧潰ローラー11,12の第2の対が、ローラー7,8の第1の対の下流に設置されている。繊維体6がローラー11,12同士の間隙を通過するとき、この繊維体6の厚肉部が圧潰される。
【0026】
図3および図3Aにおいては、ローラー11,12の対を通過したばかりの繊維体6を概略的に示している。凹部9,10は繊維体6の厚肉部(層5)よりも大きな面積を有するので、薄肉部2は、層5の周縁部を取り巻く境界領域2aにおいては圧潰されない。その上、この非圧潰境界領域2aは、層5のそれぞれに異なる側において異なる幅を有することになり、しかも圧潰ローラー7,8および11,12の二つの対のそれぞれを次々に通過する、個々の繊維体6に関しても違ったものとなる。この違いは、ウエブ3の移動方向に対して直交する層5の縁部に関して、しばしば最も大きなものとなる。この非圧潰境界領域2aによって、繊維体6の強度はこの領域において極めて低いものとなり、しかも以後の製造および包装過程での取り扱い中あるいはユーザーによる取り扱い時に、容易に損壊してしまう。
【0027】
本発明によれば、圧潰スポットのパターンを備えた上記境界領域をもたらすための一対のローラー13,14が、繊維体6の厚肉部を圧潰するためのローラー11,12の下流に配置されている。また、この場合、層5を含む繊維体の面と接触するローラー13は、ローラー13,14間の間隙を次々に通過する繊維体6の厚肉部を受け入れるための二つの凹部16,17を備える。ローラー13はさらに突起パターン17を備える。このパターン17は各凹部16,17の縁部の周りに広がっており、しかも繊維体6の境界領域の幅に対応する幅を有する。その上、上記パターンはまた、好ましくは、凹部16,17の縁部領域において、この凹部16,17内にも広がっている。
【0028】
図示の実施形態では、パターン17は、円形横断面および半球形先端を有する突起群によって形成される。全ての突起の先端は、ローラー13の周方向外面と接する同一面内に存在する。すなわち突起は、ローラー13の外面から半径方向に同じ距離だけ延びている。これは、凹部内の突起は、凹部の外側の突起よりも長いものであることを意味する。さらにパターン17は、凹部の縁部から離れる方向に単位面積当りの突起数が漸増するようなものである。
【0029】
図4、図5および図5Aにおいては、ローラー13,14間の間隙を通過した繊維体6を示している。突起のパターン17は、厚肉部5の縁部周りの境界領域に圧潰スポット18のパターンを作り出しており、このパターンはまた、同図に概略的に示すように厚肉部内に短い距離だけ広がっている。単位面積当りの圧潰スポットの数は、厚肉部の縁部から、すなわち厚肉部5の縁部から離れて、薄肉部2の最も近い縁部に向う方向に漸増している。繊維体18の圧潰スポットのパターンの正確なポジションは、もちろん、凹部16または17に対する、移送される繊維体6の厚肉部の位置決め精度に依存する。この位置決め精度は、上記のとおり、ローラー13,14を通過する個々の繊維体に関して異なり、最も大きな変動はウエブ3の移動方向のものである。ゆえに、一つの繊維体6に関して、移動方向における前方に存在する厚肉部の面は、ローラー13,14を通過する後続の繊維体6の厚肉部の対応する面よりも、ローラー13の凹部16または17の隣接壁に、より近接することになる。突起パターン17が、厚肉部5の周縁部を取り囲む境界領域18の全てのポイントに達することを確実なものとするために、突起パターン17は好ましくは、それぞれの凹部15,16の周縁部を取り巻くよう凹部15,16内に短い距離だけ広がっている。図4および図5において、厚肉部5の、図中での右端部は、ローラー13,14を通過する際、厚肉部の左端部よりも、凹部15または16の隣接壁のより近くに位置する。これによって、圧潰スポット18のパターンは、繊維体6の右側端部において、その左側端部におけるよりも厚肉部5内に、より大きな距離だけ広がっている。これはまた、圧潰スポットパターン18の広がりは、厚肉部の右端部外側の方が、厚肉部の左端部外側よりも小さなものであることを意味する。突起パターンがそれぞれの凹部内に広がっている距離は、好ましくは、厚肉部とローラー13の凹部15,16との位置合わせ精度が規定の許容範囲内にあるときには常に、パターン17における少なくとも一つの突起の列が繊維体6の厚肉部5に、その周縁部を取り囲む状態で達するよう選ばれる。各縁部に沿ったパターン17の幅は、それが確実に、ローラー13,14を通過する各繊維体6の薄肉部2の非圧潰領域2aの全幅をカバーするよう設定する必要がある。上記のとおり、厚肉部5の各側部に沿った非圧潰領域2aの幅はまた、次々にローラー7,8を通過する繊維体6の、ローラー7のそれぞれの凹部9,10との位置合わせ精度に関するバラつきに起因して変化することになる。
【0030】
図4、図5および図5Aに示す繊維体6の厚肉部5は、ローラー11,12によって所望の密度まで圧潰されている。それゆえ、厚肉部5における単位面積当りの圧潰スポットの数は、その縁部周りの厚肉部の総体的密度に著しい影響を及ぼさないようにするために突起パターン17における突起によって圧潰される単位面積当りの総面積が小さなものであるよう少数であるべきである。他方で、厚肉部5の縁部の外側の薄肉部2の境界領域においては、この領域の強度は総圧潰面積に比例し、単位面積当りの圧潰面積が増大すればするほど、境界領域の強度はますます大きなものとなる。厚肉部5の縁部から薄肉部2の隣接縁部に向う方向に単位面積当りのスポット数が漸増するような圧潰スポットのパターン18を利用することにより、上述した相容れない要求の間で折り合いをつけることができる。図5Aから明らかなように、パターン18中の圧潰スポット間の距離a,b,c,dは、厚肉部5の右側縁部から離れる長手方向に漸減する。さらに、横方向にも同様の距離の低減が施されている。すなわち、スポット181を通る横方向ラインに沿ったスポット間の距離は、スポット182を通る横方向ラインに沿ったスポット間の距離よりも大きく、スポット182を通る横方向ラインに沿ったスポット間の距離は、スポット183を通る横方向ラインに沿ったスポット間の距離よりも大きく、以下、これと同様の関係である。
【0031】
パターン18中の圧潰スポットが互いに接近している場合、このスポット周りの領域における繊維素材の密度が増大することも確認された。この現象は、繊維間の相互作用によって生じると考えられ、それゆえ繊維体6中の繊維の種類、繊維の長さ、そしてさらには繊維間の距離に依存し、すなわち繊維素材が圧潰されればされるほど、上記効果はさらに顕著なものとなる。
【0032】
上記実施形態では、厚肉部5と薄肉部2との間の境界領域補強を、所望の密度まで厚肉部および薄肉部を圧潰するステップの後に、別個のステップで行うようにした。もちろん、図1および図2のローラー7に、ローラー13のパターン17に対応する突起パターンを付与することにより、この補強を薄肉部の圧潰と同時に実施することも可能である。この場合、厚肉部の圧潰は好ましくは薄肉部の圧潰前に実施される。図1および図2のローラー11に、ローラー13のパターン17に類似の突起パターンを付与し、そして所望の密度まで厚肉部を圧潰するのと同時に境界領域の補強を行うこともできる。第3の可能性は、繊維体の厚肉部および薄肉部の圧潰ならびに境界領域の補強を一つのステップで行うことである。これは、ローラー7の凹部9,10を、厚肉部に所望の密度が得られる程度まで凹部深さが厚肉部高さよりも小さなものとなるような寸法にすると同時に、ローラー13のパターン17に対応した突起パターンをローラー7に付与することによって実現できる。もちろん、厚肉部および薄肉部の圧潰を同一ステップで、ローラー7の凹部9,10を適当な寸法とすることによって実施すると共に、別個のステップでローラー13,14を用いて境界領域の補強を行うことも可能である。
【0033】
厚肉部および薄肉部の圧潰前に境界領域の補強を実施することも可能である。こうした順序を採用した場合、圧潰に起因するこの部分のベーキングアウト(baking out)作用がその際に生じないので、緩く結合された部分を容易に貫くことができ、しかも突起パターンの開口部と厚肉部とを容易に整列させることができるという利点がある。境界領域の補強が最終ステップとして、すなわち厚肉部および薄肉部の圧潰の後に実施される場合、繊維間の相互作用に起因するスポット周りの領域の繊維素材の密度増大はさらに著しいものとなり、しかも圧潰後は厚肉体および薄肉体は厚みが低減しているので突起は長いものである必要はない。
【0034】
ローラー14に、ローラー13のパターンと類似の突起パターンを付与することも可能であり、ここで、このパターンの中央開口部はローラー13の凹部と適所で対応する。
【0035】
繊維体の補強が別個のステップで実施される場合、ローラー13の凹部16,17は、このステップが、厚肉部および薄肉部を圧潰するステップの前に、後に、あるいはその間に実施されるかどうかに関係なく排することができる、という点もまた注目される。
【0036】
上記実施形態では、繊維体6の単位面積当りの圧潰面積の漸増を、凹部15,16の縁部から離れる方向に単位面積当りの突起数が漸増するようなパターン17によって得ている。だが、単位面積当りの突起数の代わりに、パターン中の突起サイズを変更することも可能である。ゆえに、単位面積当りの圧潰面積の漸増は、パターン中の突起サイズの漸増によって得ることができる。
【0037】
薄肉部の境界領域における圧潰量を変える第3の方法は、凹部15,16の縁部から離れる方向にパターン17中の突起の長さを漸増させることによって繊維体6における圧潰スポットの深さを変えるというものである。そうしたパターンによって、境界領域における圧潰スポットの深さが変更されることになる。
【0038】
もちろん、圧潰スポットのパターンにおける圧潰量を変えるために、上記三つの方法(すなわち、圧潰スポットの数の変更、圧潰スポットのサイズの変更、そして圧潰スポットの深さの変更)のうちの二つを、あるいはその全てを組み合わせることも可能である。
【0039】
突起の先端は半円形以外の他の形状、たとえばテーパー形状すなわち円錐形状、六角形状、長方形状その他とすることができるが、突起は好ましくは、繊維素材のかなりの部分をその側面において、かき分けながら繊維体に侵入できるよう、外側にテーパーをなしているべきである。突起の横断面とは、繊維体の境界領域の補強中に繊維体内に侵入する突起の最大部分の断面を意味する。圧潰スポットのパターンは別個のスポットからなるパターンである必要はなく、パターンの所望の漸増は、相互連結されたロッドからなる格子あるいは格子と点の組み合わせによって得ることができる。
【0040】
本発明において利用される、さまざまなパターンの概略平面図を図6ないし図11に示す。これらの図(本発明による繊維体の一部を示す)の全てに関して、繊維体の厚肉部には参照数字5を、薄肉部には参照数字2を付しており、そして厚肉部と凹部とのアライメントに関する許容差ETは破線で示している。
【0041】
図6には、図4のパターン18に類似のパターンがより詳しく示されている。黒丸で示す圧潰部は全て等しい厚みを有すると共に、スポット数は厚肉部の縁部から離れる方向に漸増している。
【0042】
図7においては、パターン19は、互いにつながった圧潰ライン部からなっている。圧潰ライン部は全て等しい厚みを有すると共に、ライン数は厚肉部の縁部から離れる方向に漸増している。こうした圧潰ライン部のパターンは、その周面から突出する格子パターンを有するローラーによって形成される。
【0043】
図8においては、圧潰パターン20は、図6および図7に示すパターンの組み合わせ、すなわち圧潰ライン部とドット部の組み合わせとなっている。
【0044】
図9においては、パターン21は、互いに平行に、かつ同じ距離をおいて延在する圧潰ライン部からなるパターンである。だが、圧潰ライン部の厚みは、厚肉部の縁部から離れる方向に漸増している。
【0045】
図10においては、パターン22は、互いに平行に延在する圧潰ライン部からなるパターンである。圧潰ライン部は全て等しい厚みを有すると共に、ライン数は、厚肉部の縁部から離れる方向に漸増している。
【0046】
図11においては、パターン23は、相手から等しい距離をおいて配置された圧潰ドット部からなるパターンである(距離とはその中心間を測定したものである)。だが、圧潰ドット部のサイズは、厚肉部の縁部から離れる方向に漸増している。
【0047】
これに関連して、請求項において規定される吸収体の「第1の部分」および「第2の部分」とは、異なる特徴、たとえば異なる厚み、密度あるいは組成を有する領域を意味し、たとえば、小さなコアが大きなコアの上面に載置されたとき、第1の、厚肉領域が中央に形成され、そしてそれは第2の薄肉領域によって取り囲まれる。
【0048】
「厚肉部」および「薄肉部」という用語は、完成状態に関するものであることを指摘しておく。中央部分の周りに配された、本発明における意味での薄肉部がこの中央部分よりも厚いものであって、それが圧潰状態では中央部分よりも薄いものとなるよう、その後、圧潰される場合もある。そうした、そして類似の例も本発明には包含される。繊維体のある部分の圧潰を避けながら、その一部を圧潰する理由が、厚みの差異以外にも存在し得る。たとえば、中央部は所望の密度および他の特性を持つことができるが、この中央部が、その外側の部分を圧潰するローラーの圧力を受ける場合、それはリスクを伴う。そうした状況も本発明では考慮されている。さらに、凹部の代わりに、ローラーにおける外側に突出する部分が中央部の圧潰を行うように、保護するのを外側部分とすることができ、その場合、補強される境界領域は、中央部の縁部からその中心に向かう方向に延在する。
【0049】
図1および図2に概略的に示す装置は、好ましくは、使い捨て吸収用品、たとえば使い捨ておむつ、パンツ型おむつ、生理用ナプキン、失禁ガードなどのための、一連の製造ラインの一部である。走行ウエブ3が被覆材料からなるウエブである場合、被覆材料からなる第2のウエブは、このウエブおよびその上に設けられた圧潰繊維体の段の上に、可能な介在処理ステップ(たとえば弾力性の付与)の後に重ね合わせられる。ウエブ3が被覆材料からなる走行ウエブではない場合、繊維体6は被覆材料からなる走行ウエブへ移送される。繊維体6の体積はその境界領域の補強によって、さほど減じられないので、被覆材料からなる二つのウエブ間に上記繊維体が封入された後、補強ステップを実施することができる。
【0050】
上記実施形態は、もちろん、本発明の範囲内で、さまざまな手法によって改変できる。走行ウエブ3の上に別個に供給される二つの空気含有層2,5から構成する代わりに、繊維体6に同じ型内で空気を含ませることもできる。繊維体における層あるいは層群は、セルロース緩集体に混ぜ合わされた他の成分を、たとえば超吸収物質の粒子を含んでいてもよい。また、圧潰可能なコアとして用いられる他の素材、たとえば他の天然繊維、人工繊維またはその混合物、ピート、その他を使用することもできる。層2,5は他の形状を有していてもよく、層2がたとえば長方形であってかつ層5が砂時計形であってもよい。さらに、突起および圧潰スポットの上述したパターンは独立したパターンである必要はなく、たとえば、繊維体全体に圧潰スポットなどを付与するためのパターンの一部とすることができ、境界領域の外側に存在するそうしたパターンの一部は、その場合、規則正しいあるいは不規則なパターンから形成できる。本発明による方法および装置は、もちろん、空気含有繊維体以外のもの、たとえば水分含有タイプ、毛羽立てタイプ、あるいは他のタイプの圧潰可能コアを補強するのにも使用可能である。それゆえ、本発明の範囲は、請求項の内容によってのみ限定されるべきである。
【図面の簡単な説明】
【0051】
【図1】本発明の好ましい実施形態による吸収体を圧潰するための装置の概略側面図である。
【図2】図1の装置の平面図である。
【図3】厚肉部および薄肉部を圧潰した後の吸収体の概略側面図である。
【図3A】図3の吸収体の一部分の拡大図である。
【図4】図1および図2の装置によって製造された吸収体の概略平面図である。
【図5】図3のV‐V線に沿った断面図である。
【図5A】図5の吸収体の一部分の拡大図である。
【図6】本発明の他の実施形態による吸収体の一部分の概略平面図である。
【図7】本発明の他の実施形態による吸収体の一部分の概略平面図である。
【図8】本発明の他の実施形態による吸収体の一部分の概略平面図である。
【図9】本発明の他の実施形態による吸収体の一部分の概略平面図である。
【図10】本発明の他の実施形態による吸収体の一部分の概略平面図である。
【図11】本発明の他の実施形態による吸収体の一部分の概略平面図である。
【符号の説明】
【0052】
1 第1の移送ホイール
2 第1の層
3 ウエブ
4 第2の移送ホイール
5 第2の層
6 繊維体
7,8 圧潰ローラー
9,10 凹部
11,12 圧潰ローラー
13,14 ローラー
15,16 凹部
17 突起パターン
18 圧潰スポットパターン
19〜23 パターン
【特許請求の範囲】
【請求項1】
吸収用品用の繊維体(6)の第1の部分(5)と第2の部分(2)との間の境界領域を補強する方法であって、
前記境界領域に圧潰スポットのパターン(18;19)を付与し、圧潰量を、前記繊維体(6)の前記第1の部分(5)の縁部から離れる方向に漸増させることを特徴とする方法。
【請求項2】
圧潰面積を、前記繊維体(6)の前記第1の部分(5)の縁部から離れる方向に漸増させることを特徴とする請求項1に記載の方法。
【請求項3】
前記パターン(18,19)は前記繊維体(6)の前記第1の部分(5)内に広がることを特徴とする請求項2に記載の方法。
【請求項4】
前記パターン(18;19)は、前記繊維体(6)の前記第1の部分(5)の前記縁部から離れる方向に、単位面積当りの圧潰スポットの数が漸増するようなものであり、前記圧潰スポットは、前記繊維体の前記第1の部分の上面に関して同じ深さまで圧潰されることを特徴とする請求項1ないし請求項3のいずれか1項に記載の方法。
【請求項5】
前記パターンは単位面積当り同じ数の圧潰スポットを有し、前記圧潰スポットは前記繊維体の厚肉部の縁部から離れる方向にサイズが徐々に増大し、前記圧潰スポットは、前記繊維体の前記第1の部分の上面に関して同じ深さまで圧潰されることを特徴とする請求項1ないし請求項3のいずれか1項に記載の方法。
【請求項6】
前記パターン中の前記スポットは、前記繊維体の前記第1の部分の上面に関して異なる深さまで圧潰されることを特徴とする請求項1ないし請求項3のいずれか1項に記載の方法。
【請求項7】
吸収用品用の繊維体(6)の第1の部分(5)と第2の部分(2)との間の領域を補強するための装置であって、一対のローラー(13,14)と、このローラー対におけるローラー同士の間の間隙を、少なくとも一つの第1の部分(5)と少なくとも一つの第2の部分(2)とを有する繊維体(6)を通過させるための手段と、を具備してなり、
突起の少なくとも一つのパターン(17;19)が前記ローラー(13,14)の少なくとも一方の外周面に設けられており、これによって前記パターンは前記突起が突出するその縁部周りに開口部(15,16)を有し、各突起は前記ローラーの外周面から外側に突出しており、かつ前記ローラーの周方向外面に接する平面内に横断面を有し、単位面積当りの突起横断面積の和は、前記開口部の前記縁部から離れる方向に漸増するようになっていることを特徴とする装置。
【請求項8】
前記ローラー対における少なくとも一方のローラー(13)は、繊維体の第1の部分を収めるための凹部(15,16)を具備してなり、突起の前記パターン(17)における前記開口部は前記凹部と共軸であるがサイズは小さなものであり、これによって突起の前記パターン(17)は前記凹部(15,16)の縁部を越えて、その一部に広がっていることを特徴とする請求項7に記載の装置。
【請求項9】
前記突起は同じ横断面サイズを有すると共に、前記パターン(17)は、前記開口部(15,16)の縁部から離れる方向に単位面積当りの突起数が漸増するようなものとなっており、全ての前記突起の先端が、前記ローラー(13)の周方向外面と接する同一平面内に存在するようになっていることを特徴とする請求項7または請求項8に記載の装置。
【請求項10】
前記パターンは、前記開口部の前記縁部から離れる方向に単位面積当り同数の突起を有するものであり、前記突起の横断面サイズは前記開口部の前記縁部から離れる方向にサイズが徐々に増大するようなものであり、全ての突起の先端は、前記ローラーの周方向外面と接する同一平面内に存在するようになっていることを特徴とする請求項7または請求項8に記載の装置。
【請求項11】
吸収用品用の繊維体の第1の部分と薄肉部との間の境界領域を補強するための装置であって、一対のローラーと、前記ローラー対におけるローラー間の間隙を、少なくとも一つの第1の部分と少なくとも一つの第2の部分とを有する繊維体を通過させるための手段と、を具備してなり、
突起の少なくとも一つのパターンが、前記ローラーの少なくとも一つの外周面に設けられており、これによって前記パターンは前記突起が突出するその縁部周りに開口部を有し、各突起は前記ローラーの外周面から外側に突出しており、前記突起の先端は、前記ローラーの周方向外面と接する異なる平面内に存在するようになっていることを特徴とする装置。
【請求項12】
少なくとも一つの第1の部分(5)と、この少なくとも一つの第1の部分に隣接する第2の部分(2)とを有する、吸収用品用の繊維体(6)であって、
前記少なくとも一つの第1の部分と、それに隣接する前記第2の部分との間の境界領域(2a)には、圧潰スポットのパターン(18;19)が設けられており、前記境界領域(2a)における圧潰量は、繊維体の前記第1の部分の縁部から離れる方向に漸増するようになっていることを特徴とする繊維体。
【請求項13】
前記境界領域における前記圧潰面積は、前記繊維体(6)の前記第1の部分(5)の縁部から離れる方向に漸増するようになっていることを特徴とする請求項12に記載の繊維体。
【請求項14】
圧潰スポットの前記パターンは、前記繊維体の前記第1の部分に広がっていることを特徴とする請求項12または請求項13に記載の繊維体。
【請求項15】
前記パターンは、繊維体の第1の部分の縁部から離れる方向に単位面積当りの圧潰スポット数が漸増するようなものであり、前記圧潰スポットは、繊維体の前記第1の部分の上面に関して同じ深さまで圧潰されていることを特徴とする請求項12ないし請求項14のいずれか1項に記載の繊維体。
【請求項16】
前記パターンは単位面積当り同数の圧潰スポットを有するものであり、前記圧潰スポットは繊維体の前記第1の部分の縁部から離れる方向にサイズが徐々に増大するようになっており、前記圧潰スポットは繊維体の前記第1の部分の上面に関して同じ深さまで圧潰されていることを特徴とする請求項12ないし請求項14のいずれか1項に記載の繊維体。
【請求項17】
前記パターン中の前記スポットは、繊維体の前記第1の部分の上面に関して、それぞれに異なる深さまで圧潰されていることを特徴とする請求項12ないし請求項14のいずれか1項に記載の繊維体。
【請求項1】
吸収用品用の繊維体(6)の第1の部分(5)と第2の部分(2)との間の境界領域を補強する方法であって、
前記境界領域に圧潰スポットのパターン(18;19)を付与し、圧潰量を、前記繊維体(6)の前記第1の部分(5)の縁部から離れる方向に漸増させることを特徴とする方法。
【請求項2】
圧潰面積を、前記繊維体(6)の前記第1の部分(5)の縁部から離れる方向に漸増させることを特徴とする請求項1に記載の方法。
【請求項3】
前記パターン(18,19)は前記繊維体(6)の前記第1の部分(5)内に広がることを特徴とする請求項2に記載の方法。
【請求項4】
前記パターン(18;19)は、前記繊維体(6)の前記第1の部分(5)の前記縁部から離れる方向に、単位面積当りの圧潰スポットの数が漸増するようなものであり、前記圧潰スポットは、前記繊維体の前記第1の部分の上面に関して同じ深さまで圧潰されることを特徴とする請求項1ないし請求項3のいずれか1項に記載の方法。
【請求項5】
前記パターンは単位面積当り同じ数の圧潰スポットを有し、前記圧潰スポットは前記繊維体の厚肉部の縁部から離れる方向にサイズが徐々に増大し、前記圧潰スポットは、前記繊維体の前記第1の部分の上面に関して同じ深さまで圧潰されることを特徴とする請求項1ないし請求項3のいずれか1項に記載の方法。
【請求項6】
前記パターン中の前記スポットは、前記繊維体の前記第1の部分の上面に関して異なる深さまで圧潰されることを特徴とする請求項1ないし請求項3のいずれか1項に記載の方法。
【請求項7】
吸収用品用の繊維体(6)の第1の部分(5)と第2の部分(2)との間の領域を補強するための装置であって、一対のローラー(13,14)と、このローラー対におけるローラー同士の間の間隙を、少なくとも一つの第1の部分(5)と少なくとも一つの第2の部分(2)とを有する繊維体(6)を通過させるための手段と、を具備してなり、
突起の少なくとも一つのパターン(17;19)が前記ローラー(13,14)の少なくとも一方の外周面に設けられており、これによって前記パターンは前記突起が突出するその縁部周りに開口部(15,16)を有し、各突起は前記ローラーの外周面から外側に突出しており、かつ前記ローラーの周方向外面に接する平面内に横断面を有し、単位面積当りの突起横断面積の和は、前記開口部の前記縁部から離れる方向に漸増するようになっていることを特徴とする装置。
【請求項8】
前記ローラー対における少なくとも一方のローラー(13)は、繊維体の第1の部分を収めるための凹部(15,16)を具備してなり、突起の前記パターン(17)における前記開口部は前記凹部と共軸であるがサイズは小さなものであり、これによって突起の前記パターン(17)は前記凹部(15,16)の縁部を越えて、その一部に広がっていることを特徴とする請求項7に記載の装置。
【請求項9】
前記突起は同じ横断面サイズを有すると共に、前記パターン(17)は、前記開口部(15,16)の縁部から離れる方向に単位面積当りの突起数が漸増するようなものとなっており、全ての前記突起の先端が、前記ローラー(13)の周方向外面と接する同一平面内に存在するようになっていることを特徴とする請求項7または請求項8に記載の装置。
【請求項10】
前記パターンは、前記開口部の前記縁部から離れる方向に単位面積当り同数の突起を有するものであり、前記突起の横断面サイズは前記開口部の前記縁部から離れる方向にサイズが徐々に増大するようなものであり、全ての突起の先端は、前記ローラーの周方向外面と接する同一平面内に存在するようになっていることを特徴とする請求項7または請求項8に記載の装置。
【請求項11】
吸収用品用の繊維体の第1の部分と薄肉部との間の境界領域を補強するための装置であって、一対のローラーと、前記ローラー対におけるローラー間の間隙を、少なくとも一つの第1の部分と少なくとも一つの第2の部分とを有する繊維体を通過させるための手段と、を具備してなり、
突起の少なくとも一つのパターンが、前記ローラーの少なくとも一つの外周面に設けられており、これによって前記パターンは前記突起が突出するその縁部周りに開口部を有し、各突起は前記ローラーの外周面から外側に突出しており、前記突起の先端は、前記ローラーの周方向外面と接する異なる平面内に存在するようになっていることを特徴とする装置。
【請求項12】
少なくとも一つの第1の部分(5)と、この少なくとも一つの第1の部分に隣接する第2の部分(2)とを有する、吸収用品用の繊維体(6)であって、
前記少なくとも一つの第1の部分と、それに隣接する前記第2の部分との間の境界領域(2a)には、圧潰スポットのパターン(18;19)が設けられており、前記境界領域(2a)における圧潰量は、繊維体の前記第1の部分の縁部から離れる方向に漸増するようになっていることを特徴とする繊維体。
【請求項13】
前記境界領域における前記圧潰面積は、前記繊維体(6)の前記第1の部分(5)の縁部から離れる方向に漸増するようになっていることを特徴とする請求項12に記載の繊維体。
【請求項14】
圧潰スポットの前記パターンは、前記繊維体の前記第1の部分に広がっていることを特徴とする請求項12または請求項13に記載の繊維体。
【請求項15】
前記パターンは、繊維体の第1の部分の縁部から離れる方向に単位面積当りの圧潰スポット数が漸増するようなものであり、前記圧潰スポットは、繊維体の前記第1の部分の上面に関して同じ深さまで圧潰されていることを特徴とする請求項12ないし請求項14のいずれか1項に記載の繊維体。
【請求項16】
前記パターンは単位面積当り同数の圧潰スポットを有するものであり、前記圧潰スポットは繊維体の前記第1の部分の縁部から離れる方向にサイズが徐々に増大するようになっており、前記圧潰スポットは繊維体の前記第1の部分の上面に関して同じ深さまで圧潰されていることを特徴とする請求項12ないし請求項14のいずれか1項に記載の繊維体。
【請求項17】
前記パターン中の前記スポットは、繊維体の前記第1の部分の上面に関して、それぞれに異なる深さまで圧潰されていることを特徴とする請求項12ないし請求項14のいずれか1項に記載の繊維体。
【図1】

【図2】
【図3】
【図3A】
【図4】
【図5】
【図5A】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図3A】
【図4】
【図5】
【図5A】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公表番号】特表2007−516359(P2007−516359A)
【公表日】平成19年6月21日(2007.6.21)
【国際特許分類】
【出願番号】特願2006−541076(P2006−541076)
【出願日】平成16年10月25日(2004.10.25)
【国際出願番号】PCT/SE2004/001543
【国際公開番号】WO2005/051262
【国際公開日】平成17年6月9日(2005.6.9)
【出願人】(506215320)エスセーアー・ハイジーン・プロダクツ・アーベー (157)
【Fターム(参考)】
【公表日】平成19年6月21日(2007.6.21)
【国際特許分類】
【出願日】平成16年10月25日(2004.10.25)
【国際出願番号】PCT/SE2004/001543
【国際公開番号】WO2005/051262
【国際公開日】平成17年6月9日(2005.6.9)
【出願人】(506215320)エスセーアー・ハイジーン・プロダクツ・アーベー (157)
【Fターム(参考)】
[ Back to top ]