
吸水性樹脂の製造方法
本発明の吸水性樹脂の製造方法は、エンドレスベルト(8a)およびネットベルト(8b)を有する連続重合装置(20)を用いる吸水性樹脂の製造方法であって、エンドレスベルト(8a)に連続的にモノマー液(4)を供給し、モノマー液(4)をゲル化させ含水ゲル(7)を得た後に、含水ゲル(7)をネットベルト(8b)に移動させ、含水ゲル(7)を乾燥する製造方法である。これにより、搬送ベルトの表面が劣化することを抑制できる吸水性樹脂の製造方法を提供する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、吸水性樹脂の製造方法に関する。
【背景技術】
【0002】
吸水性樹脂は、自重の数倍から数百倍という多量の水性液を吸収する性質から紙オムツ、整理用ナプキンおよび成人用失禁製品などの衛生材料、土壌用保水剤等の各種用途に幅広く利用され、大量に生産および消費されている。このような吸水性樹脂(高吸水性樹脂、吸水性ポリマーとも呼ばれる)は、例えば、日本工業規格(JIS)K7223−1996に記載されており、また、市販の多くの参考図書でも紹介されており既に公知である。
【0003】
従来、これら吸水性樹脂を製造する方法としては、カルボキシル基やスルホン酸基などの酸基を有する親水性ポリマー、特に、アクリル酸および/またはその塩を主成分とする親水性ポリマーを水溶液重合する方法が知られている。
【0004】
例えば、水溶液となっている親水性モノマーを重合した後に、得られた含水ゲルを攪拌しながら粉砕する。その後、粉砕された含水ゲルを乾燥および分級し、吸水性樹脂を得る方法が挙げられる。また、親水性モノマーが含まれる水溶液を静置重合した後に得られる含水ゲルを粉砕し、さらに、粉砕された含水ゲルを乾燥および分級し、吸水性樹脂を得る方法が挙げられる。
【0005】
後者の親水性モノマーが含まれる水溶液を静置重合することによる吸水性樹脂の製造方法は、例えば、連続運搬可能なエンドレスベルトを備えた反応装置で行われることができ、連続的に吸水性樹脂を容易に得ることができる点で有用である。これら、水溶液重合の例については特許文献1〜3に開示されている。
【0006】
ところで、上記吸水性樹脂の製造工程において、アクリル酸および/またはその塩を主成分とするモノマーから重合された含水ゲルは粘着力が強く重合装置に付着し易いという問題がある。具体的には、エンドレスベルトの末端で含水ゲルが付着して剥離しなかった場合には、エンドレスベルトの下側に巻き込みが生じるなどのトラブルが誘発されることとなる。
【0007】
この問題点を解消するため、含水ゲルの離型性の高いポリマーによってエンドレスベルトが被覆された重合装置を用いる吸水性樹脂の製造方法が、特許文献4および特許文献5に開示されている。また、エンドレスベルトのモノマー液との接触面が、所定の溶融粘度である装置を用いる吸水性樹脂の製造方法が特許文献6に開示されている。特許文献6に開示された製造方法によれば、含水ゲルの剥離性を維持しつつ、高い生産性を確保しながら吸水性樹脂を製造することができる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】日本国公開特許公報「特開2000−1507号公報(公開日:平成12年1月7日)」
【特許文献2】日本国公開特許公報「特開2004−51967号公報(公開日:平成16年2月19日)」
【特許文献3】日本国公開特許公報「特開2000−212215号公報(公開日:平成12年8月2日)」
【特許文献4】日本国公開特許公報「特開平7−228605号公報(公開日:平成7年8月29日)」
【特許文献5】日本国公開特許公報「特開2002−3509号公報(公開日:平成14年1月9日)」
【特許文献6】日本国公開特許公報「特開2006−199862号公報(公開日:平成18年8月3日)」
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、上記従来の重合装置または吸水性樹脂の製造方法を採用したとしても、吸水性樹脂(または含水ゲル)を製造する際には、依然、十分満足のいくものではなかった。すなわち、上記従来の重合装置において、エンドレスベルト上でモノマーを重合すると、エンドレスベルト上に重合前のモノマー水溶液と生成する含水ゲルが搭載されることになるが、運転時間の経過と共にこのベルト表面に劣化が生じることを本発明者らは見出した。
【0010】
本発明は、上記従来の問題点に鑑みなされたものであって、その目的は、例えば、エンドレスベルト等の連続搬送可能な搬送ベルトの表面が劣化することを抑制できる吸水性樹脂の製造方法を提供することにある。
【0011】
また、本発明の他の目的は、残存モノマー含有量が低く、固形分の高い含水ゲルを得るための吸水性樹脂の製造方法を提供することにある。
【課題を解決するための手段】
【0012】
本発明の吸水性樹脂の製造方法は、上記課題を解決するために、アクリル酸および/またはその塩を主成分とするモノマー成分を含むモノマー水溶液を、コンベアーを有する重合装置を用いて水溶液重合することにより得られた含水ゲルを乾燥して吸水性樹脂を製造する方法において、前記重合装置として、連動する複数のコンベアーを有する重合装置を用いて重合することを特徴としている。
【0013】
また、前記重合装置では、上記複数のコンベアーが備える第1のコンベアー上に上記モノマー水溶液が連続的に供給されて重合が行われることにより、上記モノマー水溶液をゲル化することが好ましい。
【0014】
上記発明によれば、重合装置が、連動する複数のコンベアーを備えていることにより、第1の搬送ベルトにのみモノマーが接触して水溶液からのゲル化が起こるため、重合装置全体で見たときの劣化しやすい搬送ベルト部分が減少する。もし、劣化したとしても、第1の搬送ベルトのみを交換すればよいため、コスト的にも、時間的にも単一コンベアーを有する重合装置に比べて有利になる。
【0015】
また、上記吸水性樹脂の製造方法では、上記含水ゲルが、上記複数のコンベアーが備える第2以降のコンベアー上を移動する間に乾燥されることにより、上記含水ゲルの固形分濃度を上昇させることが好ましい。
【0016】
これにより、著しい搬送ベルトの劣化が起こることなく含水ゲルの固形分濃度を上昇させることができ、その後のゲル粉砕、残存モノマー低減が容易となる。
【0017】
また、上記吸水性樹脂の製造方法では、前記含水ゲルを、上記複数のコンベアーが備える第1のコンベアーから第2のコンベアーに移動させた後に、第1のコンベアーが備える第1の搬送ベルトを洗浄することが好ましい。
【0018】
第1の搬送ベルトを洗浄することによって、含水ゲルの残留分を除去することができ、第1の搬送ベルトの劣化を抑制することができる。
【0019】
また、上記吸水性樹脂の製造方法では、上記連動する複数のコンベアーが少なくとも2種類の異なった搬送ベルトを有するコンベアーであることが好ましい。
【0020】
個々の段階で最適なベルト素材を選択することができ、製造条件の選択肢が広がる。
【0021】
また、上記吸水性樹脂の製造方法では、上記複数のコンベアーが備える、上記第1のコンベアーの有効長と、上記第2以降のコンベアーの有効長の総計との比率が1:0.5以上1:5以下であることが好ましい。また、上記第1のコンベアーの上記モノマー水溶液が供給される場所を基点として、第1のコンベアーの任意の1点が、初めて洗浄される地点に到達するために要する時間が、30秒以上5分未満であることが好ましい。
【0022】
そうすることで、第1の搬送ベルトがモノマー液および含水ゲルと接触してから比較的早い段階で洗浄することができ、第1の搬送ベルトにおける表面の劣化をより低減させることができる。
【0023】
上記モノマー水溶液が重合される温度は、50℃以上140℃以下であることが好ましい。また、前記モノマー水溶液中のモノマー成分の濃度は、40重量%以上であることが好ましい。
【0024】
重合される温度や含水ゲルの固形分濃度が上記範囲であっても、本発明の吸水性樹脂の製造方法によれば、第1の搬送ベルトが劣化することを抑制することができる。すなわち、激しい重合条件においても、第1の搬送ベルトの劣化を抑制することを実現できる。
【0025】
本発明の吸水性樹脂の製造方法では、上記重合装置から排出される含水ゲルの固形分濃度が50重量%以上80重量%以下であり、前記重合装置から排出された含水ゲルを粉砕機によって連続的に粉砕し、粒子状吸水性樹脂を得ることが好ましい。また、好ましくは、55重量%以上80重量%以下、さらに好ましくは60重量%以上80重量%以下、特に好ましくは65重量%以上80重量%以下である。
【0026】
固形分濃度を上記範囲のように高めることができたなら、含水ゲルに含まれる残存モノマー含有量を比較的低減させることができ、さらに、含水ゲルの粉砕がなされる場合、粉砕され易い含水ゲルを提供することができる。粉砕することで、衛生材料および土壌用保水剤等に好適に用いられる粒子状吸水性樹脂とすることができる。
【0027】
本発明の他の目的、特徴、および優れた点は、以下に示す記載によって十分分かるであろう。また、本発明の利点は、添付図面を参照した次の説明によって明白になるであろう。
【発明の効果】
【0028】
本発明の吸水性樹脂の製造方法は、以上のように、アクリル酸および/またはその塩を主成分とするモノマー成分を含むモノマー水溶液を、コンベアーを有する重合装置を用いて水溶液重合することにより得られた含水ゲルを乾燥して吸水性樹脂を製造する方法において、前記重合装置として、連動する複数のコンベアーを有する重合装置を用いて重合する方法である。
【0029】
それゆえ、単一のコンベアーを有する重合装置によって吸水性樹脂を製造する場合に比べ、重合装置が、複数のコンベアーを備えていることにより、第1の搬送ベルトに供給されたモノマー水溶液が重合して含水ゲル化された後に、含水ゲルは第2の搬送ベルトに移動する。したがって、第1の搬送ベルト上での含水ゲルの滞在時間を短くすることができ、第1の搬送ベルトにおける含水ゲルが接触した部分が劣化されることを抑制することができるという効果を奏する。
【図面の簡単な説明】
【0030】
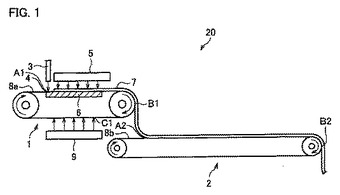
【図1】本実施の形態における連続重合装置の実施の一形態を示す断面図である。
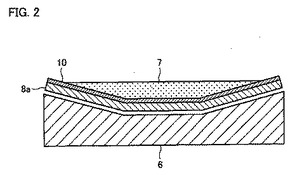
【図2】本実施の形態における連続重合装置のトラフ付近を示す断面図である。
【発明を実施するための形態】
【0031】
本発明の一実施形態について図1および図2に基づいて説明すれば、以下の通りである。本発明に係る吸水性樹脂の製造方法は、例えば、図1に示す連続重合装置20を用いることによって実施することができる。
【0032】
図1は、本発明に係る吸水性樹脂の製造方法に用いられる連続重合装置20を示す断面図である。連続重合装置20は、連動する複数のコンベアーからなり、含水ゲル製造部1およびエージング部2に相当するコンベアーを備えている。含水ゲル製造部1の上方には、モノマー液4を供給するモノマー液供給ノズル3が備えられており、さらに、含水ゲル製造部1の上方には、モノマー液4を硬化させるための紫外線を照射するUVランプ5が設置されている。含水ゲル製造部1には、トラフ6が形成されており、トラフ6上に含水ゲル7がシート状に形成される。また、含水ゲル製造部1およびエージング部2は、共にエンドレスベルト8a(第1の搬送ベルト)およびネットベルト8b(第2の搬送ベルト)を備えている。
【0033】
ここで複数のコンベアーが連動している状態とは、シート状に形成された含水ゲルが、いわゆる、手繰れたり千切れたりせずに複数のコンベアーで搬送されている状態と表現できる。このときの個々のコンベアーのベルトスピードは、含水ゲルの形態変化に依存し、一致している場合も異なっている場合もあり得るが、通常、大幅に異なることはない。また、複数のコンベアーは、1台の駆動モーターで動かしてもよいし、個々に駆動モーターを設けてもよい。また、コンベアーとしてはベルトコンベアーおよび/またはチェーンコンベアーが採用でき、これらコンベアーはエンドレス方式であり、エンドレスベルトが装着されている。
【0034】
本実施の形態に係る吸水性樹脂の製造方法では、まず、エンドレスベルト8aに連続的にモノマー液4を供給し、上記モノマー液4を重合させ含水ゲル7を得る。連続重合装置20においては、含水ゲル製造部1に備えられているエンドレスベルト8aにモノマー液4を供給し、モノマー液4のゲル化が行われる。また、エンドレスベルト8aは、含水ゲル7を搬送する役割も果たす。
【0035】
また、連続重合装置20の両端にはローラが備えられており、このローラが矢印方向に回転することによって、エンドレスベルト8aは、ループ状に走行される。エンドレスベルト8aは、含水ゲル7に対して離型性を高めるために、繊維やゴムなどのベルト基材に高分子樹脂が含浸されるなどした後に熱融着され、表面に離型膜が形成されている。
【0036】
離型膜としては、含水ゲル7に対し離型性を有するものであればよく、例えば、高分子膜として、フッ素樹脂、ポリエーテルケトン、芳香族ポリイミダゾール、またはシリコン樹脂などからなる高分子膜を挙げることができる。
【0037】
また、シリコン樹脂やフッ素樹脂からなる樹脂ベルトを用いることもでき、フッ素樹脂としては、例えば、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、ポリビニリデンフルオライド(PVDF)、ポリビニルフルオライド(PVF)を用いることができる。
【0038】
エンドレスベルト8aとしては、上記以外にもステンレス製のスチールベルトに上記離型膜を有したもの、スチールベルト上からさらに上記樹脂ベルトや単体の樹脂フィルムを装着したもの、あるいはパンチングプレートから作成されたチェーンコンベアー上に樹脂ベルトや単体の樹脂フィルムを装着したものなど、離型性を示すものであれば使用することができる。
【0039】
含水ゲル製造部1の走行ループの上方には、モノマー液供給ノズル3が備えられている。モノマー液供給ノズル3から、図1において時計回りに走行する含水ゲル製造部1の表面上に、モノマー液4が連続的に供給される。
【0040】
モノマー液4は、含水ゲル7の原料となるものであり、モノマー成分を含む水溶液である。モノマー液4の供給量は、所望の含水ゲル7の厚みと生産量によって適宜変更すればよい。モノマー液4は、トラフ6上に供給されるが、トラフ6の構造については、図2を用いて後述する。
【0041】
モノマー液4としては、重合により吸水性樹脂となりうるものであれば特に限定されないが、例えば、(メタ)アクリル酸、(無水)マレイン酸、イタコン酸、ケイ皮酸、ビニルスルホン酸、アリルトルエンスルホン酸、ビニルトルエンスルホン酸、スチレンスルホン酸、2−(メタ)アクリルアミド−2−メチルプロパンスルホン酸、2−(メタ)アクリロイルエタンスルホン酸、2−(メタ)アクリロイルプロパンスルホン酸および2−ヒドロキシエチル(メタ)アクリロイルフォスフェート等の、アニオン性不飽和単量体およびその塩;メルカプタン基含有不飽和単量体;フェノール性水酸基含有不飽和単量体;(メタ)アクリルアミド、N−エチル(メタ)アクリルアミドおよびN,N−ジメチル(メタ)アクリルアミド等のアミド基含有不飽和単量体;N,N−ジメチルアミノエチル(メタ)アクリレート、N,N−ジメチルアミノプロピル(メタ)アクリレートおよびN,N−ジメチルアミノプロピル(メタ)アクリルアミド等のアミノ基含有不飽和単量体などを用いることができる。
【0042】
これらモノマーは単独で用いてもよく、適宜、2種以上のモノマーを混合して用いてもよいが、得られる吸水性樹脂の性能やコストの点から、アクリル酸および/またはその塩(例えば、ナトリウム、リチウム、カリウム、アンモニウムおよびアミン類等の塩、中でもコスト面からナトリウム塩が好ましい)を主成分として用いることが好ましい。
【0043】
モノマー液4に含まれるアクリル酸および/またはその塩の量は、全モノマー成分に対して70〜100モル%が好ましく、より好ましくは80モル%以上、さらに好ましくは90モル%以上、特に好ましくは95モル%以上、上限は100モル%である。なお、上記モノマーが酸基含有単量体の場合、その中和率には特に制限はないが、衛生用品など人体に触れる可能性のある用途では、重合後の中和を必要としないこともあわせ、40モル%以上90モル%以下が好ましく、50モル%以上80モル%以下がより好ましい。
【0044】
重合時における上記モノマー液4の濃度(モノマー濃度)は、特に制限はないが、40重量%以上であることが好ましく、45重量%以上であることがより好ましい。一般に、上記モノマー液4の濃度が低いと生産性が低下することになり、逆に高いと重合で生じる含水ゲル7の粘性が上昇して付着しやすくなるところ、45重量%以上という高濃度での重合において、本発明の優位性が明らかとなってくるからである。また、モノマー液4の濃度が好ましくは40〜70重量%、さらに好ましくは45〜70重量%、さらに好ましくは48〜70重量%、さらに好ましくは50〜70重量%、さらに好ましくは52〜70重量%である。40重量%未満では生産性が低く、70重量%を超えると吸収倍率が低くなる。
【0045】
モノマー液4が重合される温度である重合温度、すなわち、重合開始時のモノマー水溶液から重合しゲル化して最高温度に到達するまでの重合温度は特に制限されないが、50℃以上140℃以下の重合温度が好ましく、80℃以上120℃以下の重合温度がさらに好ましい。重合温度を高くして積極的に水分を蒸発させることによって、得られる含水ゲル7の固形分濃度を高めることができ生産性を向上させることができるが、一方で、エンドレスベルト8aに付着しやすくなる。
【0046】
しかしながら、本発明によれば、エンドレスベルト8aの表面が劣化することを抑制できるので、より含水ゲル7が付着しやすい条件下であるほど、本発明の優位性を示すことができる。また、固形分濃度を上記範囲のように高めることができたなら、含水ゲル7に含まれる残存モノマー含有量を比較的低減させることができ、さらに、含水ゲル7の粉砕がなされる場合、粉砕され易い含水ゲル7を提供することができる。
【0047】
モノマー液4に添加される重合開始剤としては、特に制限はなく、重合させるモノマーの種類や重合条件などに合わせて、通常の吸水性樹脂製造において利用されているものの中から1種または2種以上を選択して使用すればよい。
【0048】
例えば、熱分解型開始剤(例えば、過硫酸塩:過硫酸ナトリウム、過硫酸カリウム、過硫酸アンモニウム;過酸化物:過酸化水素、t−ブチルパーオキシド、メチルエチルケトンパーオキシド;アゾ化合物:アゾニトリル化合物、アゾアミジン化合物、環状アゾアミジン化合物、アゾアミド化合物、アルキルアゾ化合物、2,2’−アゾビス(2−アミジノプロパン)ジヒドロクロリドおよび2,2’−アゾビス[2−(2−イミダゾリン−2−イル)プロパン]ジヒドロクロリドや、光分解型開始剤(例えば、ベンゾイン誘導体、ベンジル誘導体、アセトフェノン誘導体、ベンゾフェノン誘導体およびアゾ化合物)等を挙げることができる。
【0049】
これらのなかでも、コスト、残存モノマー低減能から過硫酸塩が好ましい。また、これら重合開始剤の分解を促進する還元剤を併用し、両者を組み合わせることによりレドックス系開始剤とすることもできる。上記の還元剤としては、例えば、亜硫酸ナトリウム、亜硫酸水素ナトリウム等の(重)亜硫酸(塩)、L−アスコルビン酸(塩)、第一鉄塩等の還元性金属(塩)、アミン類等が挙げられるが、特に限定されるものではない。より好ましくは、光分解型開始剤と熱分解型開始剤とを併用することである。これら重合開始剤の使用量は、特に制限されないが、モノマー液4中のモノマーに対して、通常、0.001重量%〜2重量%、好ましくは0.01〜0.5重量%の範囲である。
【0050】
上記重合開始剤は、通常、エンドレスベルト8a上に供給される前に、予め上記モノマー液4と混合される。混合の際、混合や供給に時間がかかったり、両者の混合液の一部が配管内で滞留したりすると、エンドレスベルト8a上に供給される前にモノマーが重合開始剤によって重合し、モノマー液供給ノズル3内などの配管内で重合物が付着成長してしまい、配管が閉塞してしまう虞がある。従って、モノマー液と重合開始剤との混合および反応装置への供給は迅速に行うことが好ましく、例えば、日本国公開特許公報「特開2004−155963号公報」に提案されている技術を適用することが望ましい。なお、重合開始剤は、溶液あるいは分散液の状態でモノマー液と混合されるが、液状であればそのままモノマー液と混合することもできる。
【0051】
上記重合に際しては、必要に応じて、内部架橋剤を用いることができる。内部架橋剤としては、従来公知の内部架橋剤を用いることができる。具体的には、例えば、N,N’−メチレンビス(メタ)アクリルアミド、(ポリ)エチレングリコールジ(メタ)アクリレート、(ポリ)プロピレングリコールジ(メタ)アクリレート、トリメチルロールプロパントリ(メタ)アクリレート、グリセリントリ(メタ)アクリレート、グリセリンアクリレートメタクリレート、エチレンオキサイド変性トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールヘキサ(メタ)アクリレート、トリアリルシアヌレート、トリアリルイソシアヌレート、トリアリルホスフェート、トリアリルアミン、ポリ(メタ)アリロキシアルカン、(ポリ)エチレングリコールジグリシジルエーテル、グリセロールジグリシジルエーテル、エチレングリコール、ポリエチレングリコール、プロピレングリコール、グリセリン、1,4−ブタンジオール、ペンタエリスリトール、エチレンジアミン、エチレンカーボネート、プロピレンカーボネート、ポリエチレンイミンおよびグリシジル(メタ)アクリレート等、を挙げることができ、これらのなかから、反応性を考慮して、1種または2種以上を用いればよい。
【0052】
特に、内部架橋剤としては、2個以上の重合性不飽和基を有する化合物を必須に用いることが好ましい。内部架橋剤の使用量は、所望する吸水性樹脂の物性により適宜決定すればよいが、通常、上記モノマー成分に対して、0.0001〜10モル%の範囲が好ましく、より好ましくは0.001〜1.0モル%の範囲である。内部架橋剤の使用量が少なすぎると、ゲル強度が低下し可溶分が増加する傾向にあり、逆に多すぎると吸収倍率が低下する傾向にある。なお、内部架橋剤を用いる場合、前述した重合開始剤と同様に、モノマー液4に混合するようにすればよい。
【0053】
上記重合に際しては、反応系に、澱粉、澱粉誘導体、セルロース、セルロース誘導体、ポリビニルアルコール、ポリアクリル酸(塩)、ポリアクリル酸(塩)架橋体等の親水性高分子や、次亜燐酸(塩)等の連鎖移動剤、キレート剤を添加してもよい。これらを添加する場合には、上記モノマー成分に対して0〜30重量%の範囲とするのがよい。なお、これらを反応系に添加する場合、前述した重合開始剤と同様に、モノマー液に混合するようにすればよい。上記重合は、通常、装置および操作の容易さ等のため常圧下で行われるが、重合系の沸騰温度を下げるために減圧にして行うのも好ましい態様である。
【0054】
UVランプ5は、エンドレスベルト8a上に供給されたモノマー液4に、重合反応に必要な光(紫外線等)を当てるものである。UVランプ5は、含水ゲル製造部1の水平走行経路で、モノマー液供給ノズル3よりも下流側に配置されており、公知のUVランプを用いることができる。なお、連続重合装置20においては、UVランプ5が備えられているが、モノマー液4の種類に応じ、レドックス系開始剤や熱分解型開始剤を用いた場合には、UVランプ5を設置する必要はなく、または、UVランプ5の代わりに加熱ヒータを備える構成としてもよい。
【0055】
含水ゲル7は、モノマー液4がUVランプから照射される光によって、トラフ6上にて、シート状に重合されたものである。含水ゲル7の得られる過程については、図2を用いて後述する。得られた含水ゲル7は、エンドレスベルト8aおよびネットベルト8b(第2の搬送ベルト)によって、含水ゲル製造部1からエージング部2へと搬送される。
【0056】
連続重合装置20から排出される含水ゲル7の固形分濃度は、特に制限されないが、下限値は30重量%以上であることが好ましく、50重量%以上であることがさらに好ましい。より好ましくは55重量%以上であり、さらに好ましくは60重量%以上であり、最も好ましくは65重量%以上である。また、上限値は80重量%以下であることが好ましい。
【0057】
一般に、上記含水ゲルの固形分濃度が低いと、乾燥時の負荷が大きくなり生産性が低下することになる。一方、上記含水ゲルの固形分濃度が高くなると、ゲルの粘着性が高くなり付着しやすくなるものの、含水ゲルを粉砕する際の生産性は向上する。したがって、含水ゲルの固形分濃度が、50重量%以上、80重量%以下という高固形分濃度である場合において、本発明の優位性を示すことができる。さらに、固形分濃度が好ましくは60重量%から78重量%、さらに好ましくは60重量%から75重量%、さらに好ましくは60重量%から73重量%、さらに好ましくは66重量%から73重量%である。
【0058】
含水ゲル製造部1で得られる含水ゲル7の固形分濃度としては、例えば、エンドレスベルト8aからネットベルト8bに移動する間の含水ゲル7をサンプリングし測定することができる。なお、含水ゲル7がエージング部2において乾燥される水分量については後述する。
【0059】
含水ゲル製造部1で得られる含水ゲル7の重合率は、90重量%以上、好ましくは95重量%以上、特に好ましくは98重量%以上である。この重合率は、上記した場所で含水ゲルをサンプリングした後に、ドライアイスや液体窒素で急冷して反応を停止させた後、含水ゲル7の残存モノマーを分析することにより、含水ゲル7固形分中の残存モノマー量の比率を求めて100%から減じることにより算出する。
【0060】
エンドレスベルト8aは、UVランプ5の設置箇所付近を通過した後、水平走行から下向きに湾曲走行した後、逆方向の水平方向に移行する。エンドレスベルト8aに載せられて走行する帯状の含水ゲル7は、走行経路の末端の位置B1において、含水ゲル製造部1におけるエンドレスベルト8aから分かれて、真下方向に延びていき、後段のエージング部2のベルト上の位置A2に移動する。なお、エンドレスベルト8aが含水ゲル製造部1の下方側を逆方向に水平走行する箇所では、エンドレスベルト8aの表面すなわちフッ素樹脂層が下を向いて走行する。
【0061】
また、本発明の吸水性樹脂の製造方法では、含水ゲル7をエンドレスベルト8aからネットベルト8bに移動させた後に、エンドレスベルト8aを洗浄することが好ましい。洗浄は以下に示す洗浄ノズル9を用いて行われることができる。
【0062】
含水ゲル製造部1の下方には、洗浄ノズル9が設けられている。洗浄ノズル9は、エンドレスベルト8aの表面に、加熱された水や、洗浄液などを吹き付けて、重合しなかったモノマー液4や、残存している含水ゲル7を洗浄するものである。洗浄ノズル9としては、エンドレスベルト8aを洗浄することができるものであればよく、洗浄ブラシを共用するようなものも含め、公知の洗浄装置を用いることができる。
【0063】
図示を省略したが、含水ゲル製造部1にはエンドレスベルト8aを加熱するヒータが設けられている。また、上記ヒータによって、モノマー液供給ノズル3からUVランプ5の位置を通過する部分のエンドレスベルト8aおよび出口側のローラは保温されることができる。また、含水ゲル製造部1の上方には、重合中に重合熱により発生した水蒸気を捕集できるように排気管がコンデンサーとブロワーとに接続されている。
【0064】
本発明に係る吸水性樹脂の製造方法では、含水ゲル7をネットベルト8bに移動させ、含水ゲル7を乾燥する。含水ゲル7の乾燥はエージング部2において行うことができる。エージング部2は、含水ゲル製造部1にて得られた含水ゲル7に温度を加え、重合反応を進行させるものである。エージング部2は、ネットベルト8bが両端に配置されたローラで駆動されることによって、ループ状に走行させるようになっている。
【0065】
ネットベルト8bは金属製であり、ネットベルト8bを構成するワイヤーはその表面がテフロン(登録商標)樹脂でコーティングされている。ネットベルト8bの構成はこれに限定されるものではなく、含水ゲル7に対し離型性を有するものであれば用いることが可能である。ネットベルト8bとしては、例えば、表面に前記離型膜を有したステンレス製のパンチングプレートを有するスチールベルトコンベアあるいはパンチングプレートを組み合わせて作成されたチェーンコンベアーでも、さらには離型膜を有さずとも離型性を示せばそのままでも使用することができる。なお、ネットベルト8bとして、上記表面に樹脂がコーティングされた金属製のネットベルト以外にも樹脂製または繊維基材からなるネットベルトや、ワイヤーベルトと呼ばれるものが用いられてもよい。また、エンドレスベルト8aと同様のベルト形態とし、空隙を有しないベルトが用いられてもよいが、含水ゲル表面からの水分の蒸発が容易なネットベルトが用いられることが好ましい。このように、適宜異なる種類のベルトを用いることができるため、連続重合装置の構成として、含水ゲル製造部1のエンドレスベルト8aおよびエージング部2のネットベルト8bにおける個々の段階で最適なベルト素材を選択することができ、製造条件の選択肢が広がる。
【0066】
図示しないが、エージング部2は、隔壁である箱に覆われており、エージング部2の箱内には、熱風を導入することができるようになっている。これにより、含水ゲル製造部1と同様に含水ゲル7を加熱することができる。なお、図1において、エージング部2は1段のみ図示しているが、長時間乾燥(エージング)を行う場合、エージング部2を複数段備える構成としてもよい。また、エージング部2は、図1とは逆向きの方向に動かして、含水ゲル製造部1とは異なる進行方向としてもよい。更に、エージング部2が、複数段の場合には、棚段式としてもよい。棚段では、含水ゲル7は、進行方向が交互に逆向きとなる。
【0067】
含水ゲル7は、エージング部2において乾燥されるが、含水ゲル7がエージング部2において乾燥される水分量は、エージング部2に移動した時点における含水ゲル7に対し0重量%を超え、5重量%未満であることが好ましく、より好ましくは3重量%未満、さらに好ましくは2重量%未満である。5重量%以上の水分量を含水ゲル7から乾燥させることは、粉砕前の含水ゲル7は粉砕後のものに比べ表面積が少なく乾燥効率を悪化させるため生産性が低下する。このため好ましくない。
【0068】
水分量を減少させる際には、含水ゲル7の表面近傍の水分量だけが減少して含水ゲル7全体として水分量がほとんど減少してないような状態とするのが好ましい。このような状態とすることによって、含水ゲル7の粉砕され易さを向上させることができ、含水ゲル7の残存モノマー量をも低減させることができる。
【0069】
連続重合装置20は、含水ゲル製造部1とエージング部2とをそれぞれ備える多段階式であるので、1段階の場合に比べ、含水ゲル製造部1において、高熱状態となっている含水ゲル7をエージング部2に移動させることができる。重合された直後の含水ゲル7を搭載しているエンドレスベルト8aは劣化しやすいが、連続重合装置20は、含水ゲル製造部1とエージング部2とをそれぞれ備えているため、洗浄ノズル9によってより短時間のうちに、エンドレスベルト8aの表面を洗浄することができる。これにより、エンドレスベルト8aの表面が劣化することを抑制することができる。
【0070】
また、モノマー液4が供給される位置(場所)A1から、含水ゲル7が剥離する位置B1までの長さであるエンドレスベルト8a上の有効長は、含水ゲル7を重合反応によるゲル化によって得ることができる最短の長さであることが望ましい。この長さは、用いるモノマー液4の種類、所望の含水ゲル7の厚み、モノマー液4の重合条件などに基づき適宜決定される。このように、エンドレスベルト8aの有効長は、特定の値に設定することが困難であるが、含水ゲル7が搬送される方向(含水ゲルの長さ方向)において、エンドレスベルト8aの有効長に対するネットベルト8bの有効長の比率が1:0.5から1:5の範囲であり、好ましくは1:0.6から1:4の範囲、さらに好ましくは1:0.7から1:3の範囲、特に好ましくは1:0.8から1:2の範囲であることが好ましい。上記範囲の比率であることにより、より短時間のうちに、エンドレスベルト8aを洗浄ノズル9によって洗浄することが可能となる。なお、ネットベルト8bの有効長とは、含水ゲルの位置A2から剥離点B2までの長さであり、8bが前述したように複数段のネットベルトから構成される場合には個々のベルトの有効長の総計として算出される。さらに、エンドレスベルト8aとネットベルト8bの有効長の総計との合計は、9m以上100m以下であることが好ましい。搬送ベルトが長くなるほど、本発明の優位性が明らかとなる。
【0071】
また、モノマー液4および含水ゲル7のエンドレスベルト8aでの滞在時間(すなわち、ベルト有効長での滞在時間)は3分未満が好ましく、2分未満がより好ましく、1.5分未満が特に好ましい。
【0072】
また、本発明の連続重合装置20は、換言すれば、含水ゲル製造部1とエージング部2とを備える多段階式であり、モノマー液4が供給されたエンドレスベルト8aの部分が洗浄されるまでの時間が短い装置といえる。エンドレスベルト8aおよびネットベルト8bの走行速度は、含水ゲル製造部1およびエージング部2に内蔵された駆動装置によって、適宜調節される。
【0073】
また、上記モノマー液4が第1段目の搬送ベルトに供給されてから、上記モノマー液が供給された第1段目の搬送ベルトの部分が洗浄されるまでの時間、すなわち、図1において、モノマー液がエンドレスベルト8aに供給されてから、モノマー液4が供給されたエンドレスベルト8aの部分が洗浄されるまでの位置A1から位置C1までの時間は、モノマー液4の種類、所望の含水ゲル7の厚み、モノマー液4の重合条件などに基づき適宜変更されるものであるが、具体的には、30秒以上5分未満とすることができ、好ましくは30秒以上3分未満とすることができ、さらに好ましくは30秒以上2分未満とすることができ、特に好ましくは30秒以上1.5分未満とすることができる。このような場合、含水ゲル7がエンドレスベルト8a上に滞在する時間が短くなり、短時間のうちに洗浄ノズルによって、エンドレスベルト8aの表面を清浄することができる。
【0074】
なお、含水ゲル製造部1よりも下方にエージング部2が設置されているが、この様に、異なる高さに設置されていることが好ましい。ここでいう、異なる高さとは、2つのエンドレスベルトの上の部分間の距離をいう。異なる高さの距離は、0.2〜10mで設置するのが好ましく、更に好ましくは0.2〜5m、更に好ましくは0.2〜2mである。含水ゲル製造部1よりも下方にエージング部2が設置されていると、含水ゲルのベルト間の受け渡しがスムーズになり、含水ゲルの折れによるトラブルが起こりにくい。
【0075】
エージング部2でエージングされた含水ゲル7は、その後、図示しない粉砕機によって粉砕され、粒子状の含水ゲルとすることができる。粉砕機としては特に限定されるものではなく、公知の粉砕機を用いることができる。例えば、カッターミルといった剪断・切断方式の粉砕機を用いることができる。さらに、粉砕された含水ゲル7を乾燥することによって、吸水性樹脂を得ることができる。
【0076】
得られた吸水性樹脂の物性としては、可溶分量、無荷重下吸水倍率および残存モノマー含有量を挙げることができる。
【0077】
可溶分量は、吸水性樹脂中における所定の溶媒に溶解する分量を示す値である。
【0078】
また、無荷重下吸水倍率(GV)は、吸水性樹脂の単位重量当りに対し、吸収可能な液の量を示す値である。無荷重下吸水倍率は、20倍以上60倍以下であることが好ましい。上記の範囲であることによって、吸水性樹脂を紙オムツなどの製品に使用した場合に、漏れや戻り量がほとんど生じない高品質な製品を得ることができる。
【0079】
上記範囲未満の場合、吸水性樹脂粒子を製造する場合に多くの架橋剤を有する必要があり、これによって水可溶性成分が極端に少なくなり、造粒強度が低下するだけでなく、吸水性樹脂の吸収量が不十分であることにより、おむつ等の吸収体において、液の戻り量が増えるなど、ベタツキ感が生じる為、好ましくない。また、上記範囲を超える場合、前述した水可溶性成分が増加し、吸水性樹脂が造粒時に塊状になりやすくなるだけでなく、吸水性樹脂粒子が吸液により膨潤したゲル粒子のゲル強度が低下する為、体圧などの圧力下におけるゲル粒子の変形が生じ、吸水性樹脂のゲル層体積が低下し、吸収体からの漏れを生じる虞がある。
【0080】
残存モノマー含有量は、吸水性樹脂中に残存しているモノマー量を示す値であり、安全性の観点からも低い値であることが好ましい。
【0081】
次に、図2を用いて、トラフ6の構造について説明する。同図は、含水ゲル7の流れ方向に沿った方向から、トラフ6を示した断面図である。
【0082】
トラフ6はエンドレスベルト8aを案内するためのものである。また、モノマー液供給ノズル3からモノマー液4の供給がなされ重合が行われる場、すなわち、反応器となるものである。同図に示すように、トラフ6の断面形状は、上面の形状が、平坦な中央部分と、中央部分の両側に傾斜して高くなる傾斜部分とで構成される。柔軟性のあるエンドレスベルト8aが、トラフ6に沿って走行すると、トラフ6の上面形状に従って、両側辺が上向きに傾斜して、中央が凹んだ溝状になる。また、エンドレスベルト8aの表面にはフッ素樹脂層10が形成されている。なお、トラフ6の位置を通過した後、エンドレスベルト8aは、再び平坦な状態に戻って走行することとなる。
【0083】
以下に、連続重合装置20の動作について説明する。まず、モノマー液供給ノズル3から、エンドレスベルト8a上にモノマー液4が供給される。モノマー液4の供給量は所望の含水ゲル7の厚みによって調整される。
【0084】
モノマー液供給ノズル3からエンドレスベルト8a上に、モノマー液4が連続的に供給される。供給されたモノマー液4は、トラフ6上の中央が凹んだ溝部分となっているエンドレスベルト8aに溜まる。このため、モノマー液4が、エンドレスベルト8aの外側に漏れたり、流れ出したりすることがない。トラフ6上のエンドレスベルト8aの凹み部分に溜まったモノマー液4は、図示しないヒータによって加熱されると共に、UVランプ5からの光の照射によって重合され、帯状の含水ゲル7が形成される。なお、上記トラフの形態以外に、例えば、日本国公開特許公報「特開2000−017004号公報」に提案される技術である側部堰を有するベルトの形態とすることもできる。
【0085】
含水ゲル7は、エンドレスベルト8aの移動によって、エージング部2に搬送される。ここで、含水ゲル7が付着していたエンドレスベルト8aの部分は、含水ゲル製造部1を時計周りに移動し、含水ゲル製造部1の下方に設置されている洗浄ノズル9付近に移動する。このように、含水ゲル製造部1とエージング部2とが、それぞれ設けられていることによって、エンドレスベルト8aの表面を洗浄ノズル9によって、より早い段階で洗浄することができる。
【0086】
仮に、含水ゲル製造部1とエージング部2とが一体である、洗浄ノズル9がエージング部2の下方に設けられた場合と比較すると、洗浄ノズル9までの距離を三分の一程度に抑えることができる。すなわち、より早い段階で、エンドレスベルト8aを洗浄ノズル9によって、洗浄することができるので、エンドレスベルト8aの表面の劣化を抑制することができる。
【0087】
なお、本実施の形態のように含水ゲル製造部1とエージング部2とが別個の構成となっている場合、含水ゲル製造部1とエージング部2とで、別個の駆動装置およびヒータが設けられる必要が生じ、装置の構成が比較的複雑になってしまうため、従来このような構成は採用されていなかった。しかし、従来の構成では、ベルトの劣化が著しく、交換の頻度が高くなるため、交換に要する費用と時間が大きくなるという不利益が生じる。
【0088】
エージング部2において乾燥された含水ゲル7は、その用途に応じて、そのままで使用することもできるし、さらに細かく粉砕して使用することもできる。含水ゲル7は、エージング部2に備えられた図示しないヒータによってネットベルト8b上で乾燥される。乾燥される時間は、含水ゲル7の厚み、原料であるモノマー液4の種類によって適宜決定される。エージングが完了してエージング部から連続的に排出される含水ゲル7は、図示しない粉砕装置によって好ましくは連続的に粉砕され、吸水性樹脂となる。
【0089】
通常、粉砕された含水ゲル7はさらに乾燥および粉砕され、吸水性樹脂として用いられる。この吸水性樹脂は、さらに分級処理、表面架橋処理、造粒処理等が適宜施され、吸水性樹脂製品として使用されることとなる。含水ゲル7の粉砕や乾燥、および表面架橋処理は公知の技術(例えば、日本国公開特許公報「特開2002−212204号公報」に記載の技術)を採用すればよい。
【0090】
なお、本発明は、上述した各実施形態に限定されるものではなく、請求項に示した範囲で種々の変更が可能であり、異なる実施形態にそれぞれ開示された技術的手段を適宜組み合わせて得られる実施形態についても本発明の技術的範囲に含まれる。
【実施例】
【0091】
以下に、実施例によって本発明をより具体的に説明するが、本発明はこれらに限定されるものではない。以下では、特に断りのない限り、「重量部」を単に「部」と、「重量%」を単に「%」と記すことがある。
【0092】
実施例および比較例において得られた吸水性樹脂の物性は以下のようにして測定した。なお、各測定は、いずれも23±2℃の範囲で行った。
【0093】
<無荷重下吸収倍率(GV)>
吸水性樹脂約0.2gを正確にはかり取り(この重量が下記式の「吸水性樹脂の重量」となる)、不織布製の袋(60mm×60mm)に均一に入れ、0.9%塩化ナトリウム水溶液(生理食塩水)中に浸漬した。30分後に袋を引き上げ、遠心分離器を用いて250×9.81m/s2(250G)で3分間水切りを行った後、袋の重量W1(g)を測定した。また、同様の操作を、吸水性樹脂を用いないで行い、そのときの重量W0(g)を測定した。そして、これら重量W1、W0から、次式に従って算出した。
【0094】
GV(g/g)=[(W1−W0)/吸水性樹脂の重量]−1
<可溶分量>
250ml容量の蓋付きプラスチック容器に0.9%塩化ナトリウム水溶液(生理食塩水)184.3gをはかり取り、その水溶液中に吸水性樹脂1.00gを加え16時間攪拌することにより樹脂中の可溶分量を抽出した。この抽出液を濾紙を用いて濾過することにより得られた濾液の50.0gを測り取り、これを測定溶液とした。
【0095】
はじめに生理食塩水だけを、まず、0.1NのNaOH水溶液でpH10まで滴定を行い、その後、0.1NのHCl水溶液でpH2.7まで滴定して空滴定量([bNaOH]ml、[bHCl]ml)を求めた。同様の滴定操作を測定溶液についても行うことにより滴定量([NaOH]ml、[HCl]ml)を求めた。そして、例えばアクリル酸とそのナトリウム塩からなる吸水性樹脂の場合、その単量体としての分子量と上記操作により得られた滴定量をもとに、下記計算式のように算出した。
【0096】
可溶分量(%)=0.1×Mw×184.3×100×([HCl]−[bHCl])/1000/1.0/50.0
但し、Mw=72.06×(1−中和率/100)+94.04×中和率/100
中和率(モル%)=[1−([NaOH]−[bNaOH])/([HCl]−[bHCl])]×100
<残存モノマー含有量>
吸水性樹脂中の残存モノマー含有量は、従来公知の方法によって測定することができる。例えば、0.90質量%塩化ナトリウム水溶液(生理食塩水)184.3gに吸水性樹脂1.0gを加え、攪拌下で2時間抽出した後、膨潤ゲル化した吸水性樹脂を、濾紙を用いて濾別し、濾液中の残存モノマー量を液体クロマトグラフィーで分析する方法を挙げることができる。この場合、既知濃度のモノマー標準溶液を同様に分析して得た検量線を外部標準とし、濾液の希釈倍率を考慮して、吸水性樹脂中の残存モノマー量を求めることができる。
【0097】
〔実施例1〕
連続重合装置を用いて吸水性樹脂の製造を行った。なお、エンドレスベルトは、全体がガラス繊維基材からなり、フッ素樹脂層が含浸されることによって、熱融着されているものを用いている。フッ素樹脂層は、テトラフルオロエチレン重合体(PTFE)が主体のフッ素樹脂であり、ベルト表層には約50μm程度の厚みで上記フッ素樹脂層が形成されている。また、エンドレスベルトを加熱するヒータによって、モノマー液供給ノズルからUVランプの位置を通過する部分のエンドレスベルトおよび出口側のローラは約100℃に保温されるようになっている。
【0098】
エージング部は、エンドレスチェーンを有する金属製のエンドレスネットベルトが両端に配置されたスプロケットで駆動されることによって、ループ状に走行させるようになっている。図1に示した連続重合装置20とは異なり、エージング部が箱中において、前記ネットベルトは3段の棚段に構成されている。エージング部の箱内には、100℃の熱風を導入することができるようになっており、含水ゲル製造部と同様に含水ゲルを加熱することができる。なお、含水ゲル製造部のエンドレスベルト上部とエージング部のエンドレスベルト上部の距離は40cmであった。
【0099】
まず、モノマー液の調製をおこなった。48.5%水酸化ナトリウム水溶液が35kg/h、アクリル酸が43.7kg/h、1%ポリエチレングリコールジアクリレート(平均分子量523)とジエチレントリアミン5酢酸5ナトリウム水溶液(I)とがそれぞれ1%ずつ溶解した水溶液9.8kg/h、水が9.8kg/hの流量となるようにそれぞれ設定して、連続的にミキサーに供給し混合することによってモノマー液4を調整した。このモノマー液4の温度は、98℃であった。
【0100】
次いで、上記ミキサーとモノマー液供給ノズルとを繋ぐ配管中で上記モノマー液にさらに、アゾ系の重合開始剤として、1%V50(和光純薬株式会社製)水溶液を1.8kg/hの流量で加えながら、上記混合物をベルトの上に連続的に供給することにより、エンドレスベルト上で重合を行って、帯状の含水ゲルを生成させた。
【0101】
エンドレスベルトからネットベルトへと含水ゲルが移動された後に、含水ゲルと接触したエンドレスベルトの部分は、シャワーノズルによって洗浄された。なお、モノマー液がエンドレスベルトに供給されてから洗浄までの時間は1分32秒であった。また、エージング部2から出てきた帯状の含水ゲルは、直径10mmのスクリーンを有したカッターミルで粉砕され乾燥用の粉砕粒子状の含水ゲルが得られた。
【0102】
なお、エンドレスベルトは、有効長〔エンドレスベルト上のモノマー液が供給される位置(すなわち、モノマー液供給ノズルの真下に当たる位置)からエージング部側のローラまでの距離〕が3.2mである。エンドレスベルトは、2.3m/分の速度で走行するように設定されており、エンドレスベルト上のモノマー液および含水ゲルの滞留時間は約1.4分である。エージング部のネットベルトの含水ゲルが搭載される距離は、約6.7mであり、含水ゲル製造部から連続的に出てくる帯状の含水ゲルと釣り合う(2.3m/分よりやや早い)速度に調整され、ネットベルトに含水ゲルが搬送されてからエージング部から排出されるまでのエージング部における滞留時間を測定したところ、2.9分であった。すなわち、含水ゲル製造部およびエージング部の繋ぎ部分の若干の所要時間を省略し、合計の重合時間を算出すると約4.3分となる。
【0103】
この連続製造を合計で約70時間行ったところ、70時間後にも含水ゲル製造部およびエージング部の両ベルト上に含水ゲルの付着はほぼ認められず、両ベルトへのゲル付着によるトラブルが発生することなく運転することができた。
【0104】
なお、UVランプによる光照射直後のエンドレスベルト上にある含水ゲルの一部およびエージング部から出てきた直後の含水ゲルの一部をそれぞれ少量切り取って直ちに冷却した後、ハサミですばやく3mm角に細分化し、細分化した含水ゲル5gをシャーレに量りとった。その後、180℃の乾燥機中で24時間乾燥することにより、含水ゲルの固形分濃度を算出したところ、それぞれ69重量%および71重量%であった。
【0105】
また、得られた粉砕粒子状の含水ゲルを180℃で30分間熱風乾燥した後に、ロールミル(ミル型粉砕機)でさらに粉砕し、その後、篩を用いて300μm〜600μmの範囲にある粒子を分級して、吸水性樹脂粒子(1)を得た。得られた吸水性樹脂粒子(1)の物性を測定したところ、無荷重下吸水倍率(GV)は32g/g可溶分量は7.2%、残存モノマーは500ppmであった。
【0106】
〔比較例1〕
重合装置として、エージング部を設けず、エンドレスベルト有効長を6mと長く変更した以外は、実施例1における連続重合装置と同様の形態の装置、すなわち、トラフ状に形成されたテフロン(登録商標)樹脂含浸ガラス繊維基材ベルトを有し、エンドレスベルトの底面および出口側のローラが約100℃に保温されるようになっているベルト重合装置のみを用いて、後段のエージング部を設けずに重合を行った。
【0107】
重合装置から出てきた帯状の含水ゲルは、直径10mmのスクリーンを有したカッターミルで粉砕され乾燥用の粉砕粒子状の含水ゲルが得られた。なお、ベルトの走行速度は、実施例1の重合時間4.3分と同じようになるように、1.4m/分に設定した。
【0108】
エンドレスベルトから剥離した含水ゲルの一部を少量切り取って直ちに冷却した後、ハサミですばやく3mm角に細分化し、細分化した含水ゲル5gをシャーレに量りとった。その後、180℃の乾燥中で24時間乾燥することにより、含水ゲルの固形分濃度を算出したところ、70重量%であった。
【0109】
粉砕粒子状の含水ゲルを180℃で30分間熱風乾燥した後に、ロールミル(ミル型粉砕機)で粉砕し、その後篩を用いて300μm〜600μmの範囲にある粒子を分級して、比較吸水性樹脂粒子(1)を得た。得られた比較吸水性樹脂粒子(1)の物性を測定したところ、無荷重下吸水倍率(GV)は32g/g、可溶分量は8.5%、残存モノマーは630ppmであった。
【0110】
この連続製造を合計で約30時間行った辺りから、徐々に含水ゲルのエンドレスベルトへの付着が目立ち始め、約50時間後には、エンドレスベルトへの含水ゲルの付着が激しくなった。その後、エンドレスベルトから剥離せずに、その下部に含水ゲルが引き込まれるトラブルが発生し、連続運転することが不可能になった。この段階のベルトを調べたところ、表面の平滑性が失われていることが感触で分かった。また、顕微鏡で観察したところ、ベルト表層のテフロン(登録商標)樹脂層に多数の穴が開いており、ベルトの劣化進行による付着発生であることが理解された。
【0111】
発明の詳細な説明の項においてなされた具体的な実施形態または実施例は、あくまでも、本発明の技術内容を明らかにするものであって、そのような具体例にのみ限定して狭義に解釈されるべきものではなく、本発明の精神と次に記載する請求の範囲内において、いろいろと変更して実施することができるものである。
【産業上の利用可能性】
【0112】
本発明に係る連続重合装置によれば、含水ゲルを重合する際、連続重合装置におけるエンドレスベルト等の搬送ベルトの表面が劣化されることを抑制できる。これにより、連続重合装置の耐久性を向上させることができるので、含水ゲルや吸水性樹脂を製造する産業において広く利用可能である。
【符号の説明】
【0113】
1 含水ゲル製造部(コンベアー、第1のコンベアー)
2 エージング部(コンベアー、第2のコンベアー)
3 モノマー液供給ノズル
4 モノマー液
5 UVランプ
6 トラフ
7 含水ゲル
8a エンドレスベルト(第1の搬送ベルト)
8b ネットベルト(第2の搬送ベルト)
9 洗浄ノズル
10 フッ素樹脂層
20 連続重合装置
【技術分野】
【0001】
本発明は、吸水性樹脂の製造方法に関する。
【背景技術】
【0002】
吸水性樹脂は、自重の数倍から数百倍という多量の水性液を吸収する性質から紙オムツ、整理用ナプキンおよび成人用失禁製品などの衛生材料、土壌用保水剤等の各種用途に幅広く利用され、大量に生産および消費されている。このような吸水性樹脂(高吸水性樹脂、吸水性ポリマーとも呼ばれる)は、例えば、日本工業規格(JIS)K7223−1996に記載されており、また、市販の多くの参考図書でも紹介されており既に公知である。
【0003】
従来、これら吸水性樹脂を製造する方法としては、カルボキシル基やスルホン酸基などの酸基を有する親水性ポリマー、特に、アクリル酸および/またはその塩を主成分とする親水性ポリマーを水溶液重合する方法が知られている。
【0004】
例えば、水溶液となっている親水性モノマーを重合した後に、得られた含水ゲルを攪拌しながら粉砕する。その後、粉砕された含水ゲルを乾燥および分級し、吸水性樹脂を得る方法が挙げられる。また、親水性モノマーが含まれる水溶液を静置重合した後に得られる含水ゲルを粉砕し、さらに、粉砕された含水ゲルを乾燥および分級し、吸水性樹脂を得る方法が挙げられる。
【0005】
後者の親水性モノマーが含まれる水溶液を静置重合することによる吸水性樹脂の製造方法は、例えば、連続運搬可能なエンドレスベルトを備えた反応装置で行われることができ、連続的に吸水性樹脂を容易に得ることができる点で有用である。これら、水溶液重合の例については特許文献1〜3に開示されている。
【0006】
ところで、上記吸水性樹脂の製造工程において、アクリル酸および/またはその塩を主成分とするモノマーから重合された含水ゲルは粘着力が強く重合装置に付着し易いという問題がある。具体的には、エンドレスベルトの末端で含水ゲルが付着して剥離しなかった場合には、エンドレスベルトの下側に巻き込みが生じるなどのトラブルが誘発されることとなる。
【0007】
この問題点を解消するため、含水ゲルの離型性の高いポリマーによってエンドレスベルトが被覆された重合装置を用いる吸水性樹脂の製造方法が、特許文献4および特許文献5に開示されている。また、エンドレスベルトのモノマー液との接触面が、所定の溶融粘度である装置を用いる吸水性樹脂の製造方法が特許文献6に開示されている。特許文献6に開示された製造方法によれば、含水ゲルの剥離性を維持しつつ、高い生産性を確保しながら吸水性樹脂を製造することができる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】日本国公開特許公報「特開2000−1507号公報(公開日:平成12年1月7日)」
【特許文献2】日本国公開特許公報「特開2004−51967号公報(公開日:平成16年2月19日)」
【特許文献3】日本国公開特許公報「特開2000−212215号公報(公開日:平成12年8月2日)」
【特許文献4】日本国公開特許公報「特開平7−228605号公報(公開日:平成7年8月29日)」
【特許文献5】日本国公開特許公報「特開2002−3509号公報(公開日:平成14年1月9日)」
【特許文献6】日本国公開特許公報「特開2006−199862号公報(公開日:平成18年8月3日)」
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、上記従来の重合装置または吸水性樹脂の製造方法を採用したとしても、吸水性樹脂(または含水ゲル)を製造する際には、依然、十分満足のいくものではなかった。すなわち、上記従来の重合装置において、エンドレスベルト上でモノマーを重合すると、エンドレスベルト上に重合前のモノマー水溶液と生成する含水ゲルが搭載されることになるが、運転時間の経過と共にこのベルト表面に劣化が生じることを本発明者らは見出した。
【0010】
本発明は、上記従来の問題点に鑑みなされたものであって、その目的は、例えば、エンドレスベルト等の連続搬送可能な搬送ベルトの表面が劣化することを抑制できる吸水性樹脂の製造方法を提供することにある。
【0011】
また、本発明の他の目的は、残存モノマー含有量が低く、固形分の高い含水ゲルを得るための吸水性樹脂の製造方法を提供することにある。
【課題を解決するための手段】
【0012】
本発明の吸水性樹脂の製造方法は、上記課題を解決するために、アクリル酸および/またはその塩を主成分とするモノマー成分を含むモノマー水溶液を、コンベアーを有する重合装置を用いて水溶液重合することにより得られた含水ゲルを乾燥して吸水性樹脂を製造する方法において、前記重合装置として、連動する複数のコンベアーを有する重合装置を用いて重合することを特徴としている。
【0013】
また、前記重合装置では、上記複数のコンベアーが備える第1のコンベアー上に上記モノマー水溶液が連続的に供給されて重合が行われることにより、上記モノマー水溶液をゲル化することが好ましい。
【0014】
上記発明によれば、重合装置が、連動する複数のコンベアーを備えていることにより、第1の搬送ベルトにのみモノマーが接触して水溶液からのゲル化が起こるため、重合装置全体で見たときの劣化しやすい搬送ベルト部分が減少する。もし、劣化したとしても、第1の搬送ベルトのみを交換すればよいため、コスト的にも、時間的にも単一コンベアーを有する重合装置に比べて有利になる。
【0015】
また、上記吸水性樹脂の製造方法では、上記含水ゲルが、上記複数のコンベアーが備える第2以降のコンベアー上を移動する間に乾燥されることにより、上記含水ゲルの固形分濃度を上昇させることが好ましい。
【0016】
これにより、著しい搬送ベルトの劣化が起こることなく含水ゲルの固形分濃度を上昇させることができ、その後のゲル粉砕、残存モノマー低減が容易となる。
【0017】
また、上記吸水性樹脂の製造方法では、前記含水ゲルを、上記複数のコンベアーが備える第1のコンベアーから第2のコンベアーに移動させた後に、第1のコンベアーが備える第1の搬送ベルトを洗浄することが好ましい。
【0018】
第1の搬送ベルトを洗浄することによって、含水ゲルの残留分を除去することができ、第1の搬送ベルトの劣化を抑制することができる。
【0019】
また、上記吸水性樹脂の製造方法では、上記連動する複数のコンベアーが少なくとも2種類の異なった搬送ベルトを有するコンベアーであることが好ましい。
【0020】
個々の段階で最適なベルト素材を選択することができ、製造条件の選択肢が広がる。
【0021】
また、上記吸水性樹脂の製造方法では、上記複数のコンベアーが備える、上記第1のコンベアーの有効長と、上記第2以降のコンベアーの有効長の総計との比率が1:0.5以上1:5以下であることが好ましい。また、上記第1のコンベアーの上記モノマー水溶液が供給される場所を基点として、第1のコンベアーの任意の1点が、初めて洗浄される地点に到達するために要する時間が、30秒以上5分未満であることが好ましい。
【0022】
そうすることで、第1の搬送ベルトがモノマー液および含水ゲルと接触してから比較的早い段階で洗浄することができ、第1の搬送ベルトにおける表面の劣化をより低減させることができる。
【0023】
上記モノマー水溶液が重合される温度は、50℃以上140℃以下であることが好ましい。また、前記モノマー水溶液中のモノマー成分の濃度は、40重量%以上であることが好ましい。
【0024】
重合される温度や含水ゲルの固形分濃度が上記範囲であっても、本発明の吸水性樹脂の製造方法によれば、第1の搬送ベルトが劣化することを抑制することができる。すなわち、激しい重合条件においても、第1の搬送ベルトの劣化を抑制することを実現できる。
【0025】
本発明の吸水性樹脂の製造方法では、上記重合装置から排出される含水ゲルの固形分濃度が50重量%以上80重量%以下であり、前記重合装置から排出された含水ゲルを粉砕機によって連続的に粉砕し、粒子状吸水性樹脂を得ることが好ましい。また、好ましくは、55重量%以上80重量%以下、さらに好ましくは60重量%以上80重量%以下、特に好ましくは65重量%以上80重量%以下である。
【0026】
固形分濃度を上記範囲のように高めることができたなら、含水ゲルに含まれる残存モノマー含有量を比較的低減させることができ、さらに、含水ゲルの粉砕がなされる場合、粉砕され易い含水ゲルを提供することができる。粉砕することで、衛生材料および土壌用保水剤等に好適に用いられる粒子状吸水性樹脂とすることができる。
【0027】
本発明の他の目的、特徴、および優れた点は、以下に示す記載によって十分分かるであろう。また、本発明の利点は、添付図面を参照した次の説明によって明白になるであろう。
【発明の効果】
【0028】
本発明の吸水性樹脂の製造方法は、以上のように、アクリル酸および/またはその塩を主成分とするモノマー成分を含むモノマー水溶液を、コンベアーを有する重合装置を用いて水溶液重合することにより得られた含水ゲルを乾燥して吸水性樹脂を製造する方法において、前記重合装置として、連動する複数のコンベアーを有する重合装置を用いて重合する方法である。
【0029】
それゆえ、単一のコンベアーを有する重合装置によって吸水性樹脂を製造する場合に比べ、重合装置が、複数のコンベアーを備えていることにより、第1の搬送ベルトに供給されたモノマー水溶液が重合して含水ゲル化された後に、含水ゲルは第2の搬送ベルトに移動する。したがって、第1の搬送ベルト上での含水ゲルの滞在時間を短くすることができ、第1の搬送ベルトにおける含水ゲルが接触した部分が劣化されることを抑制することができるという効果を奏する。
【図面の簡単な説明】
【0030】
【図1】本実施の形態における連続重合装置の実施の一形態を示す断面図である。
【図2】本実施の形態における連続重合装置のトラフ付近を示す断面図である。
【発明を実施するための形態】
【0031】
本発明の一実施形態について図1および図2に基づいて説明すれば、以下の通りである。本発明に係る吸水性樹脂の製造方法は、例えば、図1に示す連続重合装置20を用いることによって実施することができる。
【0032】
図1は、本発明に係る吸水性樹脂の製造方法に用いられる連続重合装置20を示す断面図である。連続重合装置20は、連動する複数のコンベアーからなり、含水ゲル製造部1およびエージング部2に相当するコンベアーを備えている。含水ゲル製造部1の上方には、モノマー液4を供給するモノマー液供給ノズル3が備えられており、さらに、含水ゲル製造部1の上方には、モノマー液4を硬化させるための紫外線を照射するUVランプ5が設置されている。含水ゲル製造部1には、トラフ6が形成されており、トラフ6上に含水ゲル7がシート状に形成される。また、含水ゲル製造部1およびエージング部2は、共にエンドレスベルト8a(第1の搬送ベルト)およびネットベルト8b(第2の搬送ベルト)を備えている。
【0033】
ここで複数のコンベアーが連動している状態とは、シート状に形成された含水ゲルが、いわゆる、手繰れたり千切れたりせずに複数のコンベアーで搬送されている状態と表現できる。このときの個々のコンベアーのベルトスピードは、含水ゲルの形態変化に依存し、一致している場合も異なっている場合もあり得るが、通常、大幅に異なることはない。また、複数のコンベアーは、1台の駆動モーターで動かしてもよいし、個々に駆動モーターを設けてもよい。また、コンベアーとしてはベルトコンベアーおよび/またはチェーンコンベアーが採用でき、これらコンベアーはエンドレス方式であり、エンドレスベルトが装着されている。
【0034】
本実施の形態に係る吸水性樹脂の製造方法では、まず、エンドレスベルト8aに連続的にモノマー液4を供給し、上記モノマー液4を重合させ含水ゲル7を得る。連続重合装置20においては、含水ゲル製造部1に備えられているエンドレスベルト8aにモノマー液4を供給し、モノマー液4のゲル化が行われる。また、エンドレスベルト8aは、含水ゲル7を搬送する役割も果たす。
【0035】
また、連続重合装置20の両端にはローラが備えられており、このローラが矢印方向に回転することによって、エンドレスベルト8aは、ループ状に走行される。エンドレスベルト8aは、含水ゲル7に対して離型性を高めるために、繊維やゴムなどのベルト基材に高分子樹脂が含浸されるなどした後に熱融着され、表面に離型膜が形成されている。
【0036】
離型膜としては、含水ゲル7に対し離型性を有するものであればよく、例えば、高分子膜として、フッ素樹脂、ポリエーテルケトン、芳香族ポリイミダゾール、またはシリコン樹脂などからなる高分子膜を挙げることができる。
【0037】
また、シリコン樹脂やフッ素樹脂からなる樹脂ベルトを用いることもでき、フッ素樹脂としては、例えば、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、ポリビニリデンフルオライド(PVDF)、ポリビニルフルオライド(PVF)を用いることができる。
【0038】
エンドレスベルト8aとしては、上記以外にもステンレス製のスチールベルトに上記離型膜を有したもの、スチールベルト上からさらに上記樹脂ベルトや単体の樹脂フィルムを装着したもの、あるいはパンチングプレートから作成されたチェーンコンベアー上に樹脂ベルトや単体の樹脂フィルムを装着したものなど、離型性を示すものであれば使用することができる。
【0039】
含水ゲル製造部1の走行ループの上方には、モノマー液供給ノズル3が備えられている。モノマー液供給ノズル3から、図1において時計回りに走行する含水ゲル製造部1の表面上に、モノマー液4が連続的に供給される。
【0040】
モノマー液4は、含水ゲル7の原料となるものであり、モノマー成分を含む水溶液である。モノマー液4の供給量は、所望の含水ゲル7の厚みと生産量によって適宜変更すればよい。モノマー液4は、トラフ6上に供給されるが、トラフ6の構造については、図2を用いて後述する。
【0041】
モノマー液4としては、重合により吸水性樹脂となりうるものであれば特に限定されないが、例えば、(メタ)アクリル酸、(無水)マレイン酸、イタコン酸、ケイ皮酸、ビニルスルホン酸、アリルトルエンスルホン酸、ビニルトルエンスルホン酸、スチレンスルホン酸、2−(メタ)アクリルアミド−2−メチルプロパンスルホン酸、2−(メタ)アクリロイルエタンスルホン酸、2−(メタ)アクリロイルプロパンスルホン酸および2−ヒドロキシエチル(メタ)アクリロイルフォスフェート等の、アニオン性不飽和単量体およびその塩;メルカプタン基含有不飽和単量体;フェノール性水酸基含有不飽和単量体;(メタ)アクリルアミド、N−エチル(メタ)アクリルアミドおよびN,N−ジメチル(メタ)アクリルアミド等のアミド基含有不飽和単量体;N,N−ジメチルアミノエチル(メタ)アクリレート、N,N−ジメチルアミノプロピル(メタ)アクリレートおよびN,N−ジメチルアミノプロピル(メタ)アクリルアミド等のアミノ基含有不飽和単量体などを用いることができる。
【0042】
これらモノマーは単独で用いてもよく、適宜、2種以上のモノマーを混合して用いてもよいが、得られる吸水性樹脂の性能やコストの点から、アクリル酸および/またはその塩(例えば、ナトリウム、リチウム、カリウム、アンモニウムおよびアミン類等の塩、中でもコスト面からナトリウム塩が好ましい)を主成分として用いることが好ましい。
【0043】
モノマー液4に含まれるアクリル酸および/またはその塩の量は、全モノマー成分に対して70〜100モル%が好ましく、より好ましくは80モル%以上、さらに好ましくは90モル%以上、特に好ましくは95モル%以上、上限は100モル%である。なお、上記モノマーが酸基含有単量体の場合、その中和率には特に制限はないが、衛生用品など人体に触れる可能性のある用途では、重合後の中和を必要としないこともあわせ、40モル%以上90モル%以下が好ましく、50モル%以上80モル%以下がより好ましい。
【0044】
重合時における上記モノマー液4の濃度(モノマー濃度)は、特に制限はないが、40重量%以上であることが好ましく、45重量%以上であることがより好ましい。一般に、上記モノマー液4の濃度が低いと生産性が低下することになり、逆に高いと重合で生じる含水ゲル7の粘性が上昇して付着しやすくなるところ、45重量%以上という高濃度での重合において、本発明の優位性が明らかとなってくるからである。また、モノマー液4の濃度が好ましくは40〜70重量%、さらに好ましくは45〜70重量%、さらに好ましくは48〜70重量%、さらに好ましくは50〜70重量%、さらに好ましくは52〜70重量%である。40重量%未満では生産性が低く、70重量%を超えると吸収倍率が低くなる。
【0045】
モノマー液4が重合される温度である重合温度、すなわち、重合開始時のモノマー水溶液から重合しゲル化して最高温度に到達するまでの重合温度は特に制限されないが、50℃以上140℃以下の重合温度が好ましく、80℃以上120℃以下の重合温度がさらに好ましい。重合温度を高くして積極的に水分を蒸発させることによって、得られる含水ゲル7の固形分濃度を高めることができ生産性を向上させることができるが、一方で、エンドレスベルト8aに付着しやすくなる。
【0046】
しかしながら、本発明によれば、エンドレスベルト8aの表面が劣化することを抑制できるので、より含水ゲル7が付着しやすい条件下であるほど、本発明の優位性を示すことができる。また、固形分濃度を上記範囲のように高めることができたなら、含水ゲル7に含まれる残存モノマー含有量を比較的低減させることができ、さらに、含水ゲル7の粉砕がなされる場合、粉砕され易い含水ゲル7を提供することができる。
【0047】
モノマー液4に添加される重合開始剤としては、特に制限はなく、重合させるモノマーの種類や重合条件などに合わせて、通常の吸水性樹脂製造において利用されているものの中から1種または2種以上を選択して使用すればよい。
【0048】
例えば、熱分解型開始剤(例えば、過硫酸塩:過硫酸ナトリウム、過硫酸カリウム、過硫酸アンモニウム;過酸化物:過酸化水素、t−ブチルパーオキシド、メチルエチルケトンパーオキシド;アゾ化合物:アゾニトリル化合物、アゾアミジン化合物、環状アゾアミジン化合物、アゾアミド化合物、アルキルアゾ化合物、2,2’−アゾビス(2−アミジノプロパン)ジヒドロクロリドおよび2,2’−アゾビス[2−(2−イミダゾリン−2−イル)プロパン]ジヒドロクロリドや、光分解型開始剤(例えば、ベンゾイン誘導体、ベンジル誘導体、アセトフェノン誘導体、ベンゾフェノン誘導体およびアゾ化合物)等を挙げることができる。
【0049】
これらのなかでも、コスト、残存モノマー低減能から過硫酸塩が好ましい。また、これら重合開始剤の分解を促進する還元剤を併用し、両者を組み合わせることによりレドックス系開始剤とすることもできる。上記の還元剤としては、例えば、亜硫酸ナトリウム、亜硫酸水素ナトリウム等の(重)亜硫酸(塩)、L−アスコルビン酸(塩)、第一鉄塩等の還元性金属(塩)、アミン類等が挙げられるが、特に限定されるものではない。より好ましくは、光分解型開始剤と熱分解型開始剤とを併用することである。これら重合開始剤の使用量は、特に制限されないが、モノマー液4中のモノマーに対して、通常、0.001重量%〜2重量%、好ましくは0.01〜0.5重量%の範囲である。
【0050】
上記重合開始剤は、通常、エンドレスベルト8a上に供給される前に、予め上記モノマー液4と混合される。混合の際、混合や供給に時間がかかったり、両者の混合液の一部が配管内で滞留したりすると、エンドレスベルト8a上に供給される前にモノマーが重合開始剤によって重合し、モノマー液供給ノズル3内などの配管内で重合物が付着成長してしまい、配管が閉塞してしまう虞がある。従って、モノマー液と重合開始剤との混合および反応装置への供給は迅速に行うことが好ましく、例えば、日本国公開特許公報「特開2004−155963号公報」に提案されている技術を適用することが望ましい。なお、重合開始剤は、溶液あるいは分散液の状態でモノマー液と混合されるが、液状であればそのままモノマー液と混合することもできる。
【0051】
上記重合に際しては、必要に応じて、内部架橋剤を用いることができる。内部架橋剤としては、従来公知の内部架橋剤を用いることができる。具体的には、例えば、N,N’−メチレンビス(メタ)アクリルアミド、(ポリ)エチレングリコールジ(メタ)アクリレート、(ポリ)プロピレングリコールジ(メタ)アクリレート、トリメチルロールプロパントリ(メタ)アクリレート、グリセリントリ(メタ)アクリレート、グリセリンアクリレートメタクリレート、エチレンオキサイド変性トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールヘキサ(メタ)アクリレート、トリアリルシアヌレート、トリアリルイソシアヌレート、トリアリルホスフェート、トリアリルアミン、ポリ(メタ)アリロキシアルカン、(ポリ)エチレングリコールジグリシジルエーテル、グリセロールジグリシジルエーテル、エチレングリコール、ポリエチレングリコール、プロピレングリコール、グリセリン、1,4−ブタンジオール、ペンタエリスリトール、エチレンジアミン、エチレンカーボネート、プロピレンカーボネート、ポリエチレンイミンおよびグリシジル(メタ)アクリレート等、を挙げることができ、これらのなかから、反応性を考慮して、1種または2種以上を用いればよい。
【0052】
特に、内部架橋剤としては、2個以上の重合性不飽和基を有する化合物を必須に用いることが好ましい。内部架橋剤の使用量は、所望する吸水性樹脂の物性により適宜決定すればよいが、通常、上記モノマー成分に対して、0.0001〜10モル%の範囲が好ましく、より好ましくは0.001〜1.0モル%の範囲である。内部架橋剤の使用量が少なすぎると、ゲル強度が低下し可溶分が増加する傾向にあり、逆に多すぎると吸収倍率が低下する傾向にある。なお、内部架橋剤を用いる場合、前述した重合開始剤と同様に、モノマー液4に混合するようにすればよい。
【0053】
上記重合に際しては、反応系に、澱粉、澱粉誘導体、セルロース、セルロース誘導体、ポリビニルアルコール、ポリアクリル酸(塩)、ポリアクリル酸(塩)架橋体等の親水性高分子や、次亜燐酸(塩)等の連鎖移動剤、キレート剤を添加してもよい。これらを添加する場合には、上記モノマー成分に対して0〜30重量%の範囲とするのがよい。なお、これらを反応系に添加する場合、前述した重合開始剤と同様に、モノマー液に混合するようにすればよい。上記重合は、通常、装置および操作の容易さ等のため常圧下で行われるが、重合系の沸騰温度を下げるために減圧にして行うのも好ましい態様である。
【0054】
UVランプ5は、エンドレスベルト8a上に供給されたモノマー液4に、重合反応に必要な光(紫外線等)を当てるものである。UVランプ5は、含水ゲル製造部1の水平走行経路で、モノマー液供給ノズル3よりも下流側に配置されており、公知のUVランプを用いることができる。なお、連続重合装置20においては、UVランプ5が備えられているが、モノマー液4の種類に応じ、レドックス系開始剤や熱分解型開始剤を用いた場合には、UVランプ5を設置する必要はなく、または、UVランプ5の代わりに加熱ヒータを備える構成としてもよい。
【0055】
含水ゲル7は、モノマー液4がUVランプから照射される光によって、トラフ6上にて、シート状に重合されたものである。含水ゲル7の得られる過程については、図2を用いて後述する。得られた含水ゲル7は、エンドレスベルト8aおよびネットベルト8b(第2の搬送ベルト)によって、含水ゲル製造部1からエージング部2へと搬送される。
【0056】
連続重合装置20から排出される含水ゲル7の固形分濃度は、特に制限されないが、下限値は30重量%以上であることが好ましく、50重量%以上であることがさらに好ましい。より好ましくは55重量%以上であり、さらに好ましくは60重量%以上であり、最も好ましくは65重量%以上である。また、上限値は80重量%以下であることが好ましい。
【0057】
一般に、上記含水ゲルの固形分濃度が低いと、乾燥時の負荷が大きくなり生産性が低下することになる。一方、上記含水ゲルの固形分濃度が高くなると、ゲルの粘着性が高くなり付着しやすくなるものの、含水ゲルを粉砕する際の生産性は向上する。したがって、含水ゲルの固形分濃度が、50重量%以上、80重量%以下という高固形分濃度である場合において、本発明の優位性を示すことができる。さらに、固形分濃度が好ましくは60重量%から78重量%、さらに好ましくは60重量%から75重量%、さらに好ましくは60重量%から73重量%、さらに好ましくは66重量%から73重量%である。
【0058】
含水ゲル製造部1で得られる含水ゲル7の固形分濃度としては、例えば、エンドレスベルト8aからネットベルト8bに移動する間の含水ゲル7をサンプリングし測定することができる。なお、含水ゲル7がエージング部2において乾燥される水分量については後述する。
【0059】
含水ゲル製造部1で得られる含水ゲル7の重合率は、90重量%以上、好ましくは95重量%以上、特に好ましくは98重量%以上である。この重合率は、上記した場所で含水ゲルをサンプリングした後に、ドライアイスや液体窒素で急冷して反応を停止させた後、含水ゲル7の残存モノマーを分析することにより、含水ゲル7固形分中の残存モノマー量の比率を求めて100%から減じることにより算出する。
【0060】
エンドレスベルト8aは、UVランプ5の設置箇所付近を通過した後、水平走行から下向きに湾曲走行した後、逆方向の水平方向に移行する。エンドレスベルト8aに載せられて走行する帯状の含水ゲル7は、走行経路の末端の位置B1において、含水ゲル製造部1におけるエンドレスベルト8aから分かれて、真下方向に延びていき、後段のエージング部2のベルト上の位置A2に移動する。なお、エンドレスベルト8aが含水ゲル製造部1の下方側を逆方向に水平走行する箇所では、エンドレスベルト8aの表面すなわちフッ素樹脂層が下を向いて走行する。
【0061】
また、本発明の吸水性樹脂の製造方法では、含水ゲル7をエンドレスベルト8aからネットベルト8bに移動させた後に、エンドレスベルト8aを洗浄することが好ましい。洗浄は以下に示す洗浄ノズル9を用いて行われることができる。
【0062】
含水ゲル製造部1の下方には、洗浄ノズル9が設けられている。洗浄ノズル9は、エンドレスベルト8aの表面に、加熱された水や、洗浄液などを吹き付けて、重合しなかったモノマー液4や、残存している含水ゲル7を洗浄するものである。洗浄ノズル9としては、エンドレスベルト8aを洗浄することができるものであればよく、洗浄ブラシを共用するようなものも含め、公知の洗浄装置を用いることができる。
【0063】
図示を省略したが、含水ゲル製造部1にはエンドレスベルト8aを加熱するヒータが設けられている。また、上記ヒータによって、モノマー液供給ノズル3からUVランプ5の位置を通過する部分のエンドレスベルト8aおよび出口側のローラは保温されることができる。また、含水ゲル製造部1の上方には、重合中に重合熱により発生した水蒸気を捕集できるように排気管がコンデンサーとブロワーとに接続されている。
【0064】
本発明に係る吸水性樹脂の製造方法では、含水ゲル7をネットベルト8bに移動させ、含水ゲル7を乾燥する。含水ゲル7の乾燥はエージング部2において行うことができる。エージング部2は、含水ゲル製造部1にて得られた含水ゲル7に温度を加え、重合反応を進行させるものである。エージング部2は、ネットベルト8bが両端に配置されたローラで駆動されることによって、ループ状に走行させるようになっている。
【0065】
ネットベルト8bは金属製であり、ネットベルト8bを構成するワイヤーはその表面がテフロン(登録商標)樹脂でコーティングされている。ネットベルト8bの構成はこれに限定されるものではなく、含水ゲル7に対し離型性を有するものであれば用いることが可能である。ネットベルト8bとしては、例えば、表面に前記離型膜を有したステンレス製のパンチングプレートを有するスチールベルトコンベアあるいはパンチングプレートを組み合わせて作成されたチェーンコンベアーでも、さらには離型膜を有さずとも離型性を示せばそのままでも使用することができる。なお、ネットベルト8bとして、上記表面に樹脂がコーティングされた金属製のネットベルト以外にも樹脂製または繊維基材からなるネットベルトや、ワイヤーベルトと呼ばれるものが用いられてもよい。また、エンドレスベルト8aと同様のベルト形態とし、空隙を有しないベルトが用いられてもよいが、含水ゲル表面からの水分の蒸発が容易なネットベルトが用いられることが好ましい。このように、適宜異なる種類のベルトを用いることができるため、連続重合装置の構成として、含水ゲル製造部1のエンドレスベルト8aおよびエージング部2のネットベルト8bにおける個々の段階で最適なベルト素材を選択することができ、製造条件の選択肢が広がる。
【0066】
図示しないが、エージング部2は、隔壁である箱に覆われており、エージング部2の箱内には、熱風を導入することができるようになっている。これにより、含水ゲル製造部1と同様に含水ゲル7を加熱することができる。なお、図1において、エージング部2は1段のみ図示しているが、長時間乾燥(エージング)を行う場合、エージング部2を複数段備える構成としてもよい。また、エージング部2は、図1とは逆向きの方向に動かして、含水ゲル製造部1とは異なる進行方向としてもよい。更に、エージング部2が、複数段の場合には、棚段式としてもよい。棚段では、含水ゲル7は、進行方向が交互に逆向きとなる。
【0067】
含水ゲル7は、エージング部2において乾燥されるが、含水ゲル7がエージング部2において乾燥される水分量は、エージング部2に移動した時点における含水ゲル7に対し0重量%を超え、5重量%未満であることが好ましく、より好ましくは3重量%未満、さらに好ましくは2重量%未満である。5重量%以上の水分量を含水ゲル7から乾燥させることは、粉砕前の含水ゲル7は粉砕後のものに比べ表面積が少なく乾燥効率を悪化させるため生産性が低下する。このため好ましくない。
【0068】
水分量を減少させる際には、含水ゲル7の表面近傍の水分量だけが減少して含水ゲル7全体として水分量がほとんど減少してないような状態とするのが好ましい。このような状態とすることによって、含水ゲル7の粉砕され易さを向上させることができ、含水ゲル7の残存モノマー量をも低減させることができる。
【0069】
連続重合装置20は、含水ゲル製造部1とエージング部2とをそれぞれ備える多段階式であるので、1段階の場合に比べ、含水ゲル製造部1において、高熱状態となっている含水ゲル7をエージング部2に移動させることができる。重合された直後の含水ゲル7を搭載しているエンドレスベルト8aは劣化しやすいが、連続重合装置20は、含水ゲル製造部1とエージング部2とをそれぞれ備えているため、洗浄ノズル9によってより短時間のうちに、エンドレスベルト8aの表面を洗浄することができる。これにより、エンドレスベルト8aの表面が劣化することを抑制することができる。
【0070】
また、モノマー液4が供給される位置(場所)A1から、含水ゲル7が剥離する位置B1までの長さであるエンドレスベルト8a上の有効長は、含水ゲル7を重合反応によるゲル化によって得ることができる最短の長さであることが望ましい。この長さは、用いるモノマー液4の種類、所望の含水ゲル7の厚み、モノマー液4の重合条件などに基づき適宜決定される。このように、エンドレスベルト8aの有効長は、特定の値に設定することが困難であるが、含水ゲル7が搬送される方向(含水ゲルの長さ方向)において、エンドレスベルト8aの有効長に対するネットベルト8bの有効長の比率が1:0.5から1:5の範囲であり、好ましくは1:0.6から1:4の範囲、さらに好ましくは1:0.7から1:3の範囲、特に好ましくは1:0.8から1:2の範囲であることが好ましい。上記範囲の比率であることにより、より短時間のうちに、エンドレスベルト8aを洗浄ノズル9によって洗浄することが可能となる。なお、ネットベルト8bの有効長とは、含水ゲルの位置A2から剥離点B2までの長さであり、8bが前述したように複数段のネットベルトから構成される場合には個々のベルトの有効長の総計として算出される。さらに、エンドレスベルト8aとネットベルト8bの有効長の総計との合計は、9m以上100m以下であることが好ましい。搬送ベルトが長くなるほど、本発明の優位性が明らかとなる。
【0071】
また、モノマー液4および含水ゲル7のエンドレスベルト8aでの滞在時間(すなわち、ベルト有効長での滞在時間)は3分未満が好ましく、2分未満がより好ましく、1.5分未満が特に好ましい。
【0072】
また、本発明の連続重合装置20は、換言すれば、含水ゲル製造部1とエージング部2とを備える多段階式であり、モノマー液4が供給されたエンドレスベルト8aの部分が洗浄されるまでの時間が短い装置といえる。エンドレスベルト8aおよびネットベルト8bの走行速度は、含水ゲル製造部1およびエージング部2に内蔵された駆動装置によって、適宜調節される。
【0073】
また、上記モノマー液4が第1段目の搬送ベルトに供給されてから、上記モノマー液が供給された第1段目の搬送ベルトの部分が洗浄されるまでの時間、すなわち、図1において、モノマー液がエンドレスベルト8aに供給されてから、モノマー液4が供給されたエンドレスベルト8aの部分が洗浄されるまでの位置A1から位置C1までの時間は、モノマー液4の種類、所望の含水ゲル7の厚み、モノマー液4の重合条件などに基づき適宜変更されるものであるが、具体的には、30秒以上5分未満とすることができ、好ましくは30秒以上3分未満とすることができ、さらに好ましくは30秒以上2分未満とすることができ、特に好ましくは30秒以上1.5分未満とすることができる。このような場合、含水ゲル7がエンドレスベルト8a上に滞在する時間が短くなり、短時間のうちに洗浄ノズルによって、エンドレスベルト8aの表面を清浄することができる。
【0074】
なお、含水ゲル製造部1よりも下方にエージング部2が設置されているが、この様に、異なる高さに設置されていることが好ましい。ここでいう、異なる高さとは、2つのエンドレスベルトの上の部分間の距離をいう。異なる高さの距離は、0.2〜10mで設置するのが好ましく、更に好ましくは0.2〜5m、更に好ましくは0.2〜2mである。含水ゲル製造部1よりも下方にエージング部2が設置されていると、含水ゲルのベルト間の受け渡しがスムーズになり、含水ゲルの折れによるトラブルが起こりにくい。
【0075】
エージング部2でエージングされた含水ゲル7は、その後、図示しない粉砕機によって粉砕され、粒子状の含水ゲルとすることができる。粉砕機としては特に限定されるものではなく、公知の粉砕機を用いることができる。例えば、カッターミルといった剪断・切断方式の粉砕機を用いることができる。さらに、粉砕された含水ゲル7を乾燥することによって、吸水性樹脂を得ることができる。
【0076】
得られた吸水性樹脂の物性としては、可溶分量、無荷重下吸水倍率および残存モノマー含有量を挙げることができる。
【0077】
可溶分量は、吸水性樹脂中における所定の溶媒に溶解する分量を示す値である。
【0078】
また、無荷重下吸水倍率(GV)は、吸水性樹脂の単位重量当りに対し、吸収可能な液の量を示す値である。無荷重下吸水倍率は、20倍以上60倍以下であることが好ましい。上記の範囲であることによって、吸水性樹脂を紙オムツなどの製品に使用した場合に、漏れや戻り量がほとんど生じない高品質な製品を得ることができる。
【0079】
上記範囲未満の場合、吸水性樹脂粒子を製造する場合に多くの架橋剤を有する必要があり、これによって水可溶性成分が極端に少なくなり、造粒強度が低下するだけでなく、吸水性樹脂の吸収量が不十分であることにより、おむつ等の吸収体において、液の戻り量が増えるなど、ベタツキ感が生じる為、好ましくない。また、上記範囲を超える場合、前述した水可溶性成分が増加し、吸水性樹脂が造粒時に塊状になりやすくなるだけでなく、吸水性樹脂粒子が吸液により膨潤したゲル粒子のゲル強度が低下する為、体圧などの圧力下におけるゲル粒子の変形が生じ、吸水性樹脂のゲル層体積が低下し、吸収体からの漏れを生じる虞がある。
【0080】
残存モノマー含有量は、吸水性樹脂中に残存しているモノマー量を示す値であり、安全性の観点からも低い値であることが好ましい。
【0081】
次に、図2を用いて、トラフ6の構造について説明する。同図は、含水ゲル7の流れ方向に沿った方向から、トラフ6を示した断面図である。
【0082】
トラフ6はエンドレスベルト8aを案内するためのものである。また、モノマー液供給ノズル3からモノマー液4の供給がなされ重合が行われる場、すなわち、反応器となるものである。同図に示すように、トラフ6の断面形状は、上面の形状が、平坦な中央部分と、中央部分の両側に傾斜して高くなる傾斜部分とで構成される。柔軟性のあるエンドレスベルト8aが、トラフ6に沿って走行すると、トラフ6の上面形状に従って、両側辺が上向きに傾斜して、中央が凹んだ溝状になる。また、エンドレスベルト8aの表面にはフッ素樹脂層10が形成されている。なお、トラフ6の位置を通過した後、エンドレスベルト8aは、再び平坦な状態に戻って走行することとなる。
【0083】
以下に、連続重合装置20の動作について説明する。まず、モノマー液供給ノズル3から、エンドレスベルト8a上にモノマー液4が供給される。モノマー液4の供給量は所望の含水ゲル7の厚みによって調整される。
【0084】
モノマー液供給ノズル3からエンドレスベルト8a上に、モノマー液4が連続的に供給される。供給されたモノマー液4は、トラフ6上の中央が凹んだ溝部分となっているエンドレスベルト8aに溜まる。このため、モノマー液4が、エンドレスベルト8aの外側に漏れたり、流れ出したりすることがない。トラフ6上のエンドレスベルト8aの凹み部分に溜まったモノマー液4は、図示しないヒータによって加熱されると共に、UVランプ5からの光の照射によって重合され、帯状の含水ゲル7が形成される。なお、上記トラフの形態以外に、例えば、日本国公開特許公報「特開2000−017004号公報」に提案される技術である側部堰を有するベルトの形態とすることもできる。
【0085】
含水ゲル7は、エンドレスベルト8aの移動によって、エージング部2に搬送される。ここで、含水ゲル7が付着していたエンドレスベルト8aの部分は、含水ゲル製造部1を時計周りに移動し、含水ゲル製造部1の下方に設置されている洗浄ノズル9付近に移動する。このように、含水ゲル製造部1とエージング部2とが、それぞれ設けられていることによって、エンドレスベルト8aの表面を洗浄ノズル9によって、より早い段階で洗浄することができる。
【0086】
仮に、含水ゲル製造部1とエージング部2とが一体である、洗浄ノズル9がエージング部2の下方に設けられた場合と比較すると、洗浄ノズル9までの距離を三分の一程度に抑えることができる。すなわち、より早い段階で、エンドレスベルト8aを洗浄ノズル9によって、洗浄することができるので、エンドレスベルト8aの表面の劣化を抑制することができる。
【0087】
なお、本実施の形態のように含水ゲル製造部1とエージング部2とが別個の構成となっている場合、含水ゲル製造部1とエージング部2とで、別個の駆動装置およびヒータが設けられる必要が生じ、装置の構成が比較的複雑になってしまうため、従来このような構成は採用されていなかった。しかし、従来の構成では、ベルトの劣化が著しく、交換の頻度が高くなるため、交換に要する費用と時間が大きくなるという不利益が生じる。
【0088】
エージング部2において乾燥された含水ゲル7は、その用途に応じて、そのままで使用することもできるし、さらに細かく粉砕して使用することもできる。含水ゲル7は、エージング部2に備えられた図示しないヒータによってネットベルト8b上で乾燥される。乾燥される時間は、含水ゲル7の厚み、原料であるモノマー液4の種類によって適宜決定される。エージングが完了してエージング部から連続的に排出される含水ゲル7は、図示しない粉砕装置によって好ましくは連続的に粉砕され、吸水性樹脂となる。
【0089】
通常、粉砕された含水ゲル7はさらに乾燥および粉砕され、吸水性樹脂として用いられる。この吸水性樹脂は、さらに分級処理、表面架橋処理、造粒処理等が適宜施され、吸水性樹脂製品として使用されることとなる。含水ゲル7の粉砕や乾燥、および表面架橋処理は公知の技術(例えば、日本国公開特許公報「特開2002−212204号公報」に記載の技術)を採用すればよい。
【0090】
なお、本発明は、上述した各実施形態に限定されるものではなく、請求項に示した範囲で種々の変更が可能であり、異なる実施形態にそれぞれ開示された技術的手段を適宜組み合わせて得られる実施形態についても本発明の技術的範囲に含まれる。
【実施例】
【0091】
以下に、実施例によって本発明をより具体的に説明するが、本発明はこれらに限定されるものではない。以下では、特に断りのない限り、「重量部」を単に「部」と、「重量%」を単に「%」と記すことがある。
【0092】
実施例および比較例において得られた吸水性樹脂の物性は以下のようにして測定した。なお、各測定は、いずれも23±2℃の範囲で行った。
【0093】
<無荷重下吸収倍率(GV)>
吸水性樹脂約0.2gを正確にはかり取り(この重量が下記式の「吸水性樹脂の重量」となる)、不織布製の袋(60mm×60mm)に均一に入れ、0.9%塩化ナトリウム水溶液(生理食塩水)中に浸漬した。30分後に袋を引き上げ、遠心分離器を用いて250×9.81m/s2(250G)で3分間水切りを行った後、袋の重量W1(g)を測定した。また、同様の操作を、吸水性樹脂を用いないで行い、そのときの重量W0(g)を測定した。そして、これら重量W1、W0から、次式に従って算出した。
【0094】
GV(g/g)=[(W1−W0)/吸水性樹脂の重量]−1
<可溶分量>
250ml容量の蓋付きプラスチック容器に0.9%塩化ナトリウム水溶液(生理食塩水)184.3gをはかり取り、その水溶液中に吸水性樹脂1.00gを加え16時間攪拌することにより樹脂中の可溶分量を抽出した。この抽出液を濾紙を用いて濾過することにより得られた濾液の50.0gを測り取り、これを測定溶液とした。
【0095】
はじめに生理食塩水だけを、まず、0.1NのNaOH水溶液でpH10まで滴定を行い、その後、0.1NのHCl水溶液でpH2.7まで滴定して空滴定量([bNaOH]ml、[bHCl]ml)を求めた。同様の滴定操作を測定溶液についても行うことにより滴定量([NaOH]ml、[HCl]ml)を求めた。そして、例えばアクリル酸とそのナトリウム塩からなる吸水性樹脂の場合、その単量体としての分子量と上記操作により得られた滴定量をもとに、下記計算式のように算出した。
【0096】
可溶分量(%)=0.1×Mw×184.3×100×([HCl]−[bHCl])/1000/1.0/50.0
但し、Mw=72.06×(1−中和率/100)+94.04×中和率/100
中和率(モル%)=[1−([NaOH]−[bNaOH])/([HCl]−[bHCl])]×100
<残存モノマー含有量>
吸水性樹脂中の残存モノマー含有量は、従来公知の方法によって測定することができる。例えば、0.90質量%塩化ナトリウム水溶液(生理食塩水)184.3gに吸水性樹脂1.0gを加え、攪拌下で2時間抽出した後、膨潤ゲル化した吸水性樹脂を、濾紙を用いて濾別し、濾液中の残存モノマー量を液体クロマトグラフィーで分析する方法を挙げることができる。この場合、既知濃度のモノマー標準溶液を同様に分析して得た検量線を外部標準とし、濾液の希釈倍率を考慮して、吸水性樹脂中の残存モノマー量を求めることができる。
【0097】
〔実施例1〕
連続重合装置を用いて吸水性樹脂の製造を行った。なお、エンドレスベルトは、全体がガラス繊維基材からなり、フッ素樹脂層が含浸されることによって、熱融着されているものを用いている。フッ素樹脂層は、テトラフルオロエチレン重合体(PTFE)が主体のフッ素樹脂であり、ベルト表層には約50μm程度の厚みで上記フッ素樹脂層が形成されている。また、エンドレスベルトを加熱するヒータによって、モノマー液供給ノズルからUVランプの位置を通過する部分のエンドレスベルトおよび出口側のローラは約100℃に保温されるようになっている。
【0098】
エージング部は、エンドレスチェーンを有する金属製のエンドレスネットベルトが両端に配置されたスプロケットで駆動されることによって、ループ状に走行させるようになっている。図1に示した連続重合装置20とは異なり、エージング部が箱中において、前記ネットベルトは3段の棚段に構成されている。エージング部の箱内には、100℃の熱風を導入することができるようになっており、含水ゲル製造部と同様に含水ゲルを加熱することができる。なお、含水ゲル製造部のエンドレスベルト上部とエージング部のエンドレスベルト上部の距離は40cmであった。
【0099】
まず、モノマー液の調製をおこなった。48.5%水酸化ナトリウム水溶液が35kg/h、アクリル酸が43.7kg/h、1%ポリエチレングリコールジアクリレート(平均分子量523)とジエチレントリアミン5酢酸5ナトリウム水溶液(I)とがそれぞれ1%ずつ溶解した水溶液9.8kg/h、水が9.8kg/hの流量となるようにそれぞれ設定して、連続的にミキサーに供給し混合することによってモノマー液4を調整した。このモノマー液4の温度は、98℃であった。
【0100】
次いで、上記ミキサーとモノマー液供給ノズルとを繋ぐ配管中で上記モノマー液にさらに、アゾ系の重合開始剤として、1%V50(和光純薬株式会社製)水溶液を1.8kg/hの流量で加えながら、上記混合物をベルトの上に連続的に供給することにより、エンドレスベルト上で重合を行って、帯状の含水ゲルを生成させた。
【0101】
エンドレスベルトからネットベルトへと含水ゲルが移動された後に、含水ゲルと接触したエンドレスベルトの部分は、シャワーノズルによって洗浄された。なお、モノマー液がエンドレスベルトに供給されてから洗浄までの時間は1分32秒であった。また、エージング部2から出てきた帯状の含水ゲルは、直径10mmのスクリーンを有したカッターミルで粉砕され乾燥用の粉砕粒子状の含水ゲルが得られた。
【0102】
なお、エンドレスベルトは、有効長〔エンドレスベルト上のモノマー液が供給される位置(すなわち、モノマー液供給ノズルの真下に当たる位置)からエージング部側のローラまでの距離〕が3.2mである。エンドレスベルトは、2.3m/分の速度で走行するように設定されており、エンドレスベルト上のモノマー液および含水ゲルの滞留時間は約1.4分である。エージング部のネットベルトの含水ゲルが搭載される距離は、約6.7mであり、含水ゲル製造部から連続的に出てくる帯状の含水ゲルと釣り合う(2.3m/分よりやや早い)速度に調整され、ネットベルトに含水ゲルが搬送されてからエージング部から排出されるまでのエージング部における滞留時間を測定したところ、2.9分であった。すなわち、含水ゲル製造部およびエージング部の繋ぎ部分の若干の所要時間を省略し、合計の重合時間を算出すると約4.3分となる。
【0103】
この連続製造を合計で約70時間行ったところ、70時間後にも含水ゲル製造部およびエージング部の両ベルト上に含水ゲルの付着はほぼ認められず、両ベルトへのゲル付着によるトラブルが発生することなく運転することができた。
【0104】
なお、UVランプによる光照射直後のエンドレスベルト上にある含水ゲルの一部およびエージング部から出てきた直後の含水ゲルの一部をそれぞれ少量切り取って直ちに冷却した後、ハサミですばやく3mm角に細分化し、細分化した含水ゲル5gをシャーレに量りとった。その後、180℃の乾燥機中で24時間乾燥することにより、含水ゲルの固形分濃度を算出したところ、それぞれ69重量%および71重量%であった。
【0105】
また、得られた粉砕粒子状の含水ゲルを180℃で30分間熱風乾燥した後に、ロールミル(ミル型粉砕機)でさらに粉砕し、その後、篩を用いて300μm〜600μmの範囲にある粒子を分級して、吸水性樹脂粒子(1)を得た。得られた吸水性樹脂粒子(1)の物性を測定したところ、無荷重下吸水倍率(GV)は32g/g可溶分量は7.2%、残存モノマーは500ppmであった。
【0106】
〔比較例1〕
重合装置として、エージング部を設けず、エンドレスベルト有効長を6mと長く変更した以外は、実施例1における連続重合装置と同様の形態の装置、すなわち、トラフ状に形成されたテフロン(登録商標)樹脂含浸ガラス繊維基材ベルトを有し、エンドレスベルトの底面および出口側のローラが約100℃に保温されるようになっているベルト重合装置のみを用いて、後段のエージング部を設けずに重合を行った。
【0107】
重合装置から出てきた帯状の含水ゲルは、直径10mmのスクリーンを有したカッターミルで粉砕され乾燥用の粉砕粒子状の含水ゲルが得られた。なお、ベルトの走行速度は、実施例1の重合時間4.3分と同じようになるように、1.4m/分に設定した。
【0108】
エンドレスベルトから剥離した含水ゲルの一部を少量切り取って直ちに冷却した後、ハサミですばやく3mm角に細分化し、細分化した含水ゲル5gをシャーレに量りとった。その後、180℃の乾燥中で24時間乾燥することにより、含水ゲルの固形分濃度を算出したところ、70重量%であった。
【0109】
粉砕粒子状の含水ゲルを180℃で30分間熱風乾燥した後に、ロールミル(ミル型粉砕機)で粉砕し、その後篩を用いて300μm〜600μmの範囲にある粒子を分級して、比較吸水性樹脂粒子(1)を得た。得られた比較吸水性樹脂粒子(1)の物性を測定したところ、無荷重下吸水倍率(GV)は32g/g、可溶分量は8.5%、残存モノマーは630ppmであった。
【0110】
この連続製造を合計で約30時間行った辺りから、徐々に含水ゲルのエンドレスベルトへの付着が目立ち始め、約50時間後には、エンドレスベルトへの含水ゲルの付着が激しくなった。その後、エンドレスベルトから剥離せずに、その下部に含水ゲルが引き込まれるトラブルが発生し、連続運転することが不可能になった。この段階のベルトを調べたところ、表面の平滑性が失われていることが感触で分かった。また、顕微鏡で観察したところ、ベルト表層のテフロン(登録商標)樹脂層に多数の穴が開いており、ベルトの劣化進行による付着発生であることが理解された。
【0111】
発明の詳細な説明の項においてなされた具体的な実施形態または実施例は、あくまでも、本発明の技術内容を明らかにするものであって、そのような具体例にのみ限定して狭義に解釈されるべきものではなく、本発明の精神と次に記載する請求の範囲内において、いろいろと変更して実施することができるものである。
【産業上の利用可能性】
【0112】
本発明に係る連続重合装置によれば、含水ゲルを重合する際、連続重合装置におけるエンドレスベルト等の搬送ベルトの表面が劣化されることを抑制できる。これにより、連続重合装置の耐久性を向上させることができるので、含水ゲルや吸水性樹脂を製造する産業において広く利用可能である。
【符号の説明】
【0113】
1 含水ゲル製造部(コンベアー、第1のコンベアー)
2 エージング部(コンベアー、第2のコンベアー)
3 モノマー液供給ノズル
4 モノマー液
5 UVランプ
6 トラフ
7 含水ゲル
8a エンドレスベルト(第1の搬送ベルト)
8b ネットベルト(第2の搬送ベルト)
9 洗浄ノズル
10 フッ素樹脂層
20 連続重合装置
【特許請求の範囲】
【請求項1】
アクリル酸および/またはその塩を主成分とするモノマー成分を含むモノマー水溶液を、コンベアーを有する重合装置を用いて水溶液重合することにより得られた含水ゲルを乾燥して吸水性樹脂を製造する方法において、
前記重合装置として、連動する複数のコンベアーを有する重合装置を用いて重合することを特徴とする吸水性樹脂の製造方法。
【請求項2】
前記重合装置では、上記複数のコンベアーが備える第1のコンベアー上に上記モノマー水溶液が連続的に供給されて重合が行われることにより、上記モノマー水溶液をゲル化することを特徴とする請求項1に記載の吸水性樹脂の製造方法。
【請求項3】
上記含水ゲルが、上記複数のコンベアーが備える第2以降のコンベアー上を移動する間に乾燥されることにより、上記含水ゲルの固形分濃度を上昇させることを特徴とする請求項1または2に記載の吸水性樹脂の製造方法。
【請求項4】
前記含水ゲルを、上記複数のコンベアーが備える第1のコンベアーから第2のコンベアーに移動させた後に、第1のコンベアーが備える第1の搬送ベルトを洗浄することを特徴とする請求項1〜3の何れか1項に記載の吸水性樹脂の製造方法。
【請求項5】
上記連動する複数のコンベアーが少なくとも2種類の異なった搬送ベルトを有するコンベアーであることを特徴とする請求項1〜4の何れか1項に記載の吸水性樹脂の製造方法。
【請求項6】
上記複数のコンベアーが備える、上記第1のコンベアーの有効長と、上記第2以降のコンベアーの有効長の総計との比率が1:0.5以上1:5以下であることを特徴とする請求項1〜5の何れか1項に記載の吸水性樹脂の製造方法。
【請求項7】
上記第1のコンベアーの上記モノマー水溶液が供給される場所を基点として、第1のコンベアーの任意の1点が、初めて洗浄される地点に到達するために要する時間が、30秒以上5分未満であることを特徴とする請求項4〜6の何れか1項に記載の吸水性樹脂の製造方法。
【請求項8】
上記モノマー水溶液が重合される温度は、50℃以上140℃以下であることを特徴とする請求項1〜7の何れか1項に記載の吸水性樹脂の製造方法。
【請求項9】
前記モノマー水溶液中のモノマー成分の濃度が、40重量%以上であることを特徴とする請求項1〜8の何れか1項に記載の吸水性樹脂の製造方法。
【請求項10】
上記重合装置から排出される上記含水ゲルの固形分濃度が50重量%以上80重量%以下であり、前記重合装置から排出された含水ゲルを粉砕機によって連続的に粉砕し、粒子状吸水性樹脂を得ることを特徴とする請求項1〜9の何れか1項に記載の吸水性樹脂の製造方法。
【請求項1】
アクリル酸および/またはその塩を主成分とするモノマー成分を含むモノマー水溶液を、コンベアーを有する重合装置を用いて水溶液重合することにより得られた含水ゲルを乾燥して吸水性樹脂を製造する方法において、
前記重合装置として、連動する複数のコンベアーを有する重合装置を用いて重合することを特徴とする吸水性樹脂の製造方法。
【請求項2】
前記重合装置では、上記複数のコンベアーが備える第1のコンベアー上に上記モノマー水溶液が連続的に供給されて重合が行われることにより、上記モノマー水溶液をゲル化することを特徴とする請求項1に記載の吸水性樹脂の製造方法。
【請求項3】
上記含水ゲルが、上記複数のコンベアーが備える第2以降のコンベアー上を移動する間に乾燥されることにより、上記含水ゲルの固形分濃度を上昇させることを特徴とする請求項1または2に記載の吸水性樹脂の製造方法。
【請求項4】
前記含水ゲルを、上記複数のコンベアーが備える第1のコンベアーから第2のコンベアーに移動させた後に、第1のコンベアーが備える第1の搬送ベルトを洗浄することを特徴とする請求項1〜3の何れか1項に記載の吸水性樹脂の製造方法。
【請求項5】
上記連動する複数のコンベアーが少なくとも2種類の異なった搬送ベルトを有するコンベアーであることを特徴とする請求項1〜4の何れか1項に記載の吸水性樹脂の製造方法。
【請求項6】
上記複数のコンベアーが備える、上記第1のコンベアーの有効長と、上記第2以降のコンベアーの有効長の総計との比率が1:0.5以上1:5以下であることを特徴とする請求項1〜5の何れか1項に記載の吸水性樹脂の製造方法。
【請求項7】
上記第1のコンベアーの上記モノマー水溶液が供給される場所を基点として、第1のコンベアーの任意の1点が、初めて洗浄される地点に到達するために要する時間が、30秒以上5分未満であることを特徴とする請求項4〜6の何れか1項に記載の吸水性樹脂の製造方法。
【請求項8】
上記モノマー水溶液が重合される温度は、50℃以上140℃以下であることを特徴とする請求項1〜7の何れか1項に記載の吸水性樹脂の製造方法。
【請求項9】
前記モノマー水溶液中のモノマー成分の濃度が、40重量%以上であることを特徴とする請求項1〜8の何れか1項に記載の吸水性樹脂の製造方法。
【請求項10】
上記重合装置から排出される上記含水ゲルの固形分濃度が50重量%以上80重量%以下であり、前記重合装置から排出された含水ゲルを粉砕機によって連続的に粉砕し、粒子状吸水性樹脂を得ることを特徴とする請求項1〜9の何れか1項に記載の吸水性樹脂の製造方法。
【図1】

【図2】
【図2】
【公表番号】特表2010−531366(P2010−531366A)
【公表日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願番号】特願2009−551904(P2009−551904)
【出願日】平成20年6月24日(2008.6.24)
【国際出願番号】PCT/JP2008/061801
【国際公開番号】WO2009/001954
【国際公開日】平成20年12月31日(2008.12.31)
【出願人】(000004628)株式会社日本触媒 (2,292)
【Fターム(参考)】
【公表日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願日】平成20年6月24日(2008.6.24)
【国際出願番号】PCT/JP2008/061801
【国際公開番号】WO2009/001954
【国際公開日】平成20年12月31日(2008.12.31)
【出願人】(000004628)株式会社日本触媒 (2,292)
【Fターム(参考)】
[ Back to top ]