
吸水性物品の製造方法
【課題】高吸水性ポリマー粒子が局所に偏在することのない吸水性物品の製造方法。
【解決手段】重なり合う2枚のシート片の間に高吸水性ポリマー粒子4を介在させた第1区域と、第1区域を囲む第2区域とを有する吸水性物品の連続体である複合ウエブ137を製造する工程において、複合ウエブ137を機械方向MDへ走行させるための案内ロールのうちで機械方向MDの上流側に位置する第1案内ロール161と、機械方向MDの下流側において第1案内ロール161に隣接する第2案内ロール162との間では、複合ウエブ137の走行方向の向きを第1案内ロール161に向かう複合ウエブ137の走行方向の向きに対して30−180°の範囲で角度を変化させる。
【解決手段】重なり合う2枚のシート片の間に高吸水性ポリマー粒子4を介在させた第1区域と、第1区域を囲む第2区域とを有する吸水性物品の連続体である複合ウエブ137を製造する工程において、複合ウエブ137を機械方向MDへ走行させるための案内ロールのうちで機械方向MDの上流側に位置する第1案内ロール161と、機械方向MDの下流側において第1案内ロール161に隣接する第2案内ロール162との間では、複合ウエブ137の走行方向の向きを第1案内ロール161に向かう複合ウエブ137の走行方向の向きに対して30−180°の範囲で角度を変化させる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、使い捨ておむつ等の体液吸収性着用物品における吸収体や使い捨てのワイプス等として使用するのに好適な吸水性物品の製造方法に関する。
【背景技術】
【0002】
2枚のシート片のうちの少なくとも一方が透水性であるシート片どうしの間に高吸水性ポリマー粒子を介在させた吸水性パッドは公知である。
【0003】
たとえば、特開2009−131510号公報(特許文献1)に記載の吸収シートは、上面シートと下面シートとの間に高吸水性ポリマー粒子が収められているものであって、上面シートと下面シートとが接合している接合部に囲まれている非接合部では、上面シートと下面シートとによってポケットが形成され、そのポケットには高吸水性ポリマー粒子が収容されている。高吸水性ポリマー粒子は、そのポケットの内部において移動可能な状態にある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−131510号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の吸収シートでは、吸水する前の高吸水性ポリマー粒子が比較的自由に動き得るから、この吸収シートを例えば使い捨ておむつに使用した場合、おむつ着用者の姿勢によっては吸収シートにおける高吸水性ポリマー粒子の分布に片寄りが生じる。そうしたことによって、おむつの着用感が悪くなるとか尿等の体液を吸収すべき部位に高吸水性ポリマー粒子が存在しないという場合の生じることがある。
【0006】
この発明が課題とするところは、このような問題を解消し得る吸水性物品の製造方法の提供である。
【課題を解決するための手段】
【0007】
前記課題を解決するために、この発明が対象とするのは、重なり合う2枚のシート片のうちの少なくとも一方が透水性である前記2枚のシート片の対向面間に高吸水性ポリマー粒子を介在させた第1区域と、前記対向面が互いに接合していて前記第1区域を囲んでいる第2区域とを有する吸水性物品の製造方法である。
【0008】
かかる製造方法において、この発明が特徴とするところは、以下のとおりである。すなわち、前記2枚のシート片それぞれの連続体である第1ウエブと第2ウエブとを機械方向へ連続的に走行させる。前記第1ウエブにおいて前記第1区域に相当する部位の前記対向面に前記高吸水性ポリマー粒子を供給する一方、前記第2ウエブにおいて前記第1区域と前記第2区域とに相当する部位の前記対向面に、ホットメルト接着剤を塗布する。前記第1ウエブと前記第2ウエブとを重ね合わせることによって、前記第1区域と前記第2区域とを有する複合ウエブを形成して前記複合ウエブを前記機械方向へ走行させる。前記複合ウエブを前記機械方向へ走行させるように回転する複数の案内ロールに前記複合ウエブを順次接触させ、前記複数の案内ロールのうちで前記機械方向の上流側に位置する第1案内ロールと前記機械方向の下流側において前記第1案内ロールに隣接する第2案内ロールとの間では前記複合ウエブの走行方向の向きを、前記第1案内ロールに向かう前記複合ウエブの走行方向の向きに対して30−180度の範囲で角度を変化させる。
【0009】
この発明の実施態様の一つにおいて、前記角度の前記範囲が90度未満である。
【0010】
この発明の実施態様の他の一つにおいて、前記複合ウエブを前記第1案内ロールと、前記第2案内ロールと、前記第2案内ロールに下流側で隣接する第3案内ロールとに順次接触させ、前記第1ロールと前記第2ロールとの間では前記角度の前記範囲を90度未満にして、前記複合ウエブが下り勾配または上り勾配となるように走行させ、前記第2ロールと前記第3ロールとの間では前記複合ウエブが上り勾配または下り勾配となるように走行させる。
【0011】
この発明の実施態様の一つにおいて、前記第1区域には、前記高吸水性ポリマー粒子が質量にして30〜300g/m2の割合で含まれている。
【0012】
この発明の実施態様の一つにおいて、前記第2区域における単位面積当たりの前記ホットメルト接着剤の塗布量は、前記第1区域における単位面積当たりの前記ホットメルト接着剤の塗布量と同量である。
【0013】
この発明の実施態様の一つにおいて、前記第2区域における単位面積当たりの前記ホットメルト接着剤の塗布量は、前記第1区域における単位面積当たりの前記ホットメルト接着剤の塗布量よりも多い。
【0014】
この発明の実施態様の一つにおいて、前記吸水性物品には、前記第1区域が複数形成される。
【0015】
この発明の実施態様の一つにおいて、前記2枚のシート片それぞれが透水性である。
【0016】
この発明の実施態様の一つにおいて、透水性である前記シート片が熱可塑性合成繊維で形成された親水性の不織布である。
【0017】
この発明の実施態様の一つにおいて、前記2枚のシート片のうちの一方が透水性であり、もう一方が不透水性および難透水性のいずれかであって、前記高吸水性ポリマー粒子が前記不透水性および難透水性のいずれかである前記シート片に接合している。
【発明の効果】
【0018】
この発明に係る吸水性物品の製造方法によれば、第1案内ロールに向かって走行させる複合ウエブと、第1案内ロールから第2案内ロールに向かって走行させる複合ウエブとの間の角度を30−180度にすることによって、複合ウエブを第1案内ロールに密着させることができる。複合ウエブの第1区域における第1ウエブにも第2ウエブにも接合しておらず第1区域の局部に集積している高吸水性ポリマー粒子は、複合ウエブが第1案内ロールの周面に密着し始めると、その集積している状態が崩れて第1区域の内側に広げられる作用を受ける。その結果として、高吸水性ポリマー粒子は、複合ウエブの第1区域、換言すると吸水性物品の第1区域において、一様に分布することが可能になる。
【図面の簡単な説明】
【0019】
【図1】吸水性物品の部分破断平面図。
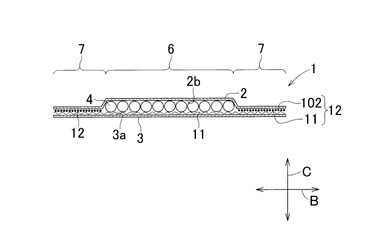
【図2】図1のII−II線切断面を示す図。
【図3】吸水性物品の製造工程の一例を示す図。
【図4】図3の部分拡大図。
【図5】実施態様の一例を示す図3と同様な図。
【発明を実施するための形態】
【0020】
添付の図面を参照して、この発明に係る吸水性物品の製造方法の詳細を説明すると、以下のとおりである。
【0021】
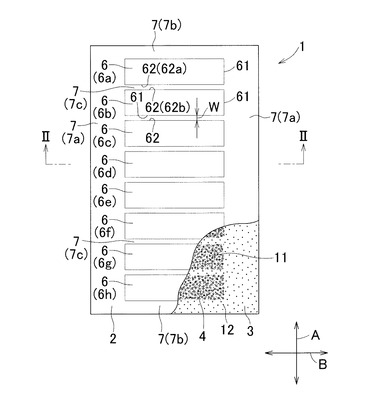
図1,2において、双頭矢印A,B,Cのそれぞれは、吸水性物品1において互いに直交する縦方向と横方向と厚さ方向とを示している。これらの図において、物品1は透水性である上層シート2と、透水性または難透水性または不透水性のいずれかである下層シート3と、高吸水性ポリマー粒子4とを含んでいる。高吸水性ポリマー4としては、当業者には明らかなように種々の公知のポリマーが挙げることができる。たとえば、ポリアクリル酸ナトリウム系のものやデンプンアクリロニトリル系のもの等であって、水不溶性かつ自重の10倍以上の吸水力を有するポリマーを挙げることができる。物品1はまた、上層シート2と下層シート3とが離間していて高吸水性ポリマー粒子4が下層シート3に接合している複数の第1区域6と、上層シート2と下層シート3とが接合している第2区域7とを含んでいる。下層シート3が透水性であるとは、下層シート3が上層シート2と同様に水を容易に透過させることができることを意味し、下層シート3が難透水性であるとは、上層シート2との対比において下層シート3が上層シート2ほどには水を透過させない状態にあることを意味し、下層シート層3が不透水性であるとは、上層シート2との対比において下層シート3が水を実質的に透過させない状態にあることを意味している。物品1の用途や使用状態、製造方法等に応じて、下層シート3には透水性のもの、難透水性のもの、不透水性のもののいずれかが採用される。なお、図2においては、後記高吸水性ポリマー粒子4の存在を明示するために、高吸水性ポリマー粒子4の径の大きさが誇張して示されている。
【0022】
第1区域6は、第2区域7によって囲まれていて、吸水性材料としての高吸水性ポリマー粒子4を含むことによって吸水域を形成している、その第1区域6は、高吸水性ポリマー粒子4を好ましくは30〜300g/m2の割合で、より好ましくは40〜280g/m2の割合で含んでいる。また、好ましい第1区域6では、下層シート3の全体に一様に塗布されているポリマー粒子固定用ホットメルト接着剤11を介して下層シート3に接合している。ただし、第1区域6は、下層シート3に接合していない高吸水性ポリマー粒子を含むことのある域でもあって、第1区域6が下層シート3と上層シート2との間に含むことのできる高吸水性ポリマー粒子の総量の上限は400g/m2である。第1区域6では、下層シート3と上層シート2とが接合していないことが好ましいのであるが、物品1の製造工程(図3,4参照)においては、意図していないにもかかわらずごく小さな面積で下層シート3に対して上層シート2が接合するということがある。
【0023】
第2区域7は、第1区域6に含まれる高吸水性ポリマー粒子4がポリマー粒子固定用ホットメルト接着剤11に接合しておらず自由に動き得る状態にあるときに、その高吸水性ポリマー粒子4が第1区域6から抜け出ることを防ぐための域、すなわち、第1区域6の周囲をシールするための域であって、吸水性材料を含むことがないか、または吸水性材料で形成されている場合の上層シート2や物品1の製造工程において意図していないにもかかわらず混入する最大20g/m2の質量までの高吸水性ポリマー粒子4を除いては、吸水性材料を含むことのない実質的な非吸水域を形成している域でもある。すなわち、第2区域7は、高吸水性ポリマー粒子4を含むことがあっても、下層シート3の単位面積当たりについてみると、その高吸水性ポリマー粒子4の質量(g/m2)が第1区域6が含む高吸水性ポリマー粒子4の質量(g/m2)よりも少ない域である。その第2区域7では、上層シート2と下層シート3とがシール用ホットメルト接着剤12を介して接合している。物品1では、そのように接合している上層シート2と下層シート3とをさらに溶着させることによって、両シート2,3の剥離強度を向上させることもできる。いずれの態様にせよ、第2区域7において上層シート2と下層シート3とは物品1の使用中においても剥離することがない状態にある。なお、図2に例示の物品1では、第2区域7において重なり合うように塗布されているポリマー粒子固定用ホットメルト接着剤11と後記の第2ホットメルト接着剤102(図3,4参照)とがシール用ホットメルト接着剤12を形成しており、そのシール用ホットメルト接着剤12を介して上層シート2と下層シート3とが接合している。物品1におけるホットメルト接着剤には、この種物品における慣用のものを使用することができる。
【0024】
図示例の物品1は、縦方向Aに長くなるように作られている。その縦方向Aには参照符号6a〜6hで示されている8区画の第1区域6、すなわち吸水域が並んでいる。第1区域6a〜6hのそれぞれは、その平面形状を規定している周辺61を有する。縦方向Aにおいて隣り合う第1区域6どうしの周辺61には、縦方向Aにおいて向かい合い、横方向Bへ延びる対辺部分62が含まれている。たとえば図1において隣り合う第1区域6aと6bとの周辺61には、縦方向Aにおいて互いに向かい合い、横方向Bへ延びる対辺部分62が参照符号62aと62bとによって示されている。
【0025】
その物品1では、第2区域7が物品1の両側にあって縦方向Aへ延びる側縁部7aと、物品1の両端にあって横方向Bへ延びる両端縁部7bと、縦方向Aにおいて隣り合う第1区域6どうしの間にあって横方向Bへ延びる中間部7cとを有している。
【0026】
このような物品1を、たとえば使い捨ておむつの吸収体や失禁患者用パンツの吸尿パッドとして使用するときには、物品1の縦方向Aをおむつの前後方向に一致させ、縦方向Aの中央部がおむつの股下域に来るようにする。上層シート2は透水性シート片によって形成して、おむつ着用者の肌に向ける。
【0027】
そのおむつでは、物品1を使用することによって、様々な作用効果を得る可能性が向上する。たとえば、着用者の排泄する尿が、第1区域6における上層シート2を透過して高吸水性ポリマー粒子4に吸収され、流動することがないようになる。そのおむつにおいてはまた、難透水性または不透水性シート片によって形成した下層シート3に高吸水性ポリマー粒子4を固定することによって、着用者の姿勢がさまざまに変化しても、着用者の股部における高吸水性ポリマー粒子4の分布状態が常に一定しており、第1区域6の内部で偏りを生じることがない。それゆえ物品1では、上層シート2の広い範囲において尿を透過させかつ第1区域6の広い範囲において吸収することができる。また、第1区域6の内部で高吸水性ポリマー粒子4の分布に偏りが生じて、換言すると第1区域6の局所に高吸水性ポリマー粒子4が偏在して物品1が厚さの一様なものでなくなることによって、物品1が着用者の肌を局部的に圧迫する、ということもない。ちなみに、物品1が厚さの一様なものではなくなるという状態は、高吸水性ポリマー粒子4が尿を吸収して膨潤したときに顕著になる。第1区域6においては、ポリマー粒子固定用ホットメルト接着剤11が下層シート3に塗布されていて上層シート2には塗布されていないので、ポリマー粒子固定用ホットメルト接着剤11が上層シート2の透水性の妨げになるということがない。下層シート3に固定されている高吸水性ポリマー粒子4は、ポリマー粒子固定用ホットメルト接着剤11が塗布されている下層シート3に対して上層シート2が接近し、接合することを妨げて、下層シート3に上層シート2が接合することによって物品1が可撓性の乏しいものになるということを防いでいる。おむつの股下域に配置するときの物品1では、図示例の如く互いに並行している複数条の中間部7cが物品1の縦方向Aにおける湾曲が容易となるように作用する。このように作用する中間部7cの幅Wは、2〜15mmであることが好ましい。
【0028】
このようにおむつに使用するときの物品1の一例において、上層シート2には、熱可塑性合成繊維で形成されて親水処理されている透水性の不織布のシート片、たとえばポリプロピレン繊維によって形成されたSMS不織布(スパンボンド−メルトブローン−スパンボンド不織布)のシート片を親水化処理した状態で使用することができる。そのSMS不織布の一例には4〜5g/m2の質量を有するスパンボンド不織布どうしの間に0.5〜2g/m2の質量を有するメルトブローン不織布を介在させた10〜12g/m2の質量を有するシート片がある。
【0029】
下層シート3には、疎水性の熱可塑性合成繊維で形成されていて難透水性または不透水性である不織布のシート片を使用可能である。たとえば、ポリプロピレン繊維で形成された4〜6g/m2の質量を有するスパンボンド不織布どうしの間に0.5〜2g/m2の質量を有するメルトブローン不織布を介在させた10〜13g/m2の質量を有し難透水性であるSMS不織布のシート片を使用することができる。下層シート3にはまた、厚さが0.01〜0.03mmのポリエチレンフィルム等のプラスチックフィルムで形成された不透水性のシート片や不透水性のプラスチックフィルムと熱可塑性合成繊維で形成された透水性または難透水性の不織布との積層体である不透水性のシート片の使用が可能である。その積層体では、不織布が物品1の内側となり、不透水性のプラスチックフィルムが物品1の外側となるようにして、高吸水性ポリマー粒子4を不織布に対して接合し、不織布における繊維間隙からの体液の漏れをプラスチックフィルムによって止めることが好ましい。
【0030】
高吸水性ポリマー粒子4には、様々な吸水速度を有するものがあり、吸水速度が一定のものを単独で使用したり、吸水速度の異なるものを混合して使用したりすることができるのであるが、一例としてJIS K 7224に規定のVORTEX法による吸水速度が約30秒のものを第1区域6に対して400g/m2を上限として使用することができる。ただし、高吸水性ポリマー粒子4の使用量は、第1区域6の区画の広さや物品1の使用形態を考慮して調整することが好ましい。高吸水性ポリマー粒子4はまた、尿に対して溶出する成分の量の少ないものを使用することが好ましい。高吸水性ポリマー粒子4が尿と接触しているときにその粒子4から溶出する成分は、尿の粘度を高めて尿が肌に触れたときの不快感を強めることがあるからである。
【0031】
ポリマー粒子固定用ホットメルト接着剤11は、高吸水性ポリマー粒子4を下層シート3に固定するために第1区域6における下層シート3に対して塗布されるものであるが、第2区域7における下層シート3に対しても塗布されることがある。たとえば図2において、ポリマー粒子固定用ホットメルト接着剤11は下層シート3の上面3aの全体に一様に分布するように1−12g/m2の質量の割合で塗布されている。第1区域6における下層シート3に固定される高吸水性ポリマー粒子4は、ポリマー粒子固定用ホットメルト接着剤11によって表面の全体が被覆されることのないように、ポリマー粒子固定用ホットメルト接着剤11は単位面積当たりの塗布量を極力少なくすることが好ましい。ポリマー粒子固定用ホットメルト接着剤11はまた、下層シート3に対してドット状やビード状の如く間欠的に分布するように塗布することもできれば、第1区域6の全体を連続的に被覆するように塗布することもできる。ただし、いずれの場合においても高吸水性ポリマー粒子4の表面は、下層シート3の上面3aと向かい合う部分がポリマー粒子固定用ホットメルト接着剤11に覆われて上面3aに接合する一方、上層シート2の下面2b(図2参照)と向かい合う部分がポリマー粒子固定用ホットメルト接着剤11に覆われることなく、尿を速やかに吸収できる状態にあることが好ましい。
【0032】
シール用ホットメルト接着剤12は、第2区域7に位置する下層シート3に塗布されたポリマー粒子固定用ホットメルト接着剤11と、下層シート3に対して5−30g/m2の割合で追加的に使用されている後記図4の第2ホットメルト接着剤102とにより形成されている。第1区域6と第2区域7との間では、このようにしてホットメルト接着剤の塗布量を調整することによって、第1区域6では、ポリマー粒子固定用ホットメルト接着剤11が高吸水性ポリマー粒子4それぞれの表面を広く被覆して高吸水性ポリマー粒子4の吸水量や吸水速度に影響を与えるということを避ける一方、第2区域7では、ポリマー粒子固定用ホットメルト接着剤11だけでは接着剤の塗布量が少なくて上層シート2と下層シート3との剥離を確実に防ぐことができないという場合に、第2ホットメルト接着剤102の追加的使用によってその剥離を防ぐことができる。第2区域7ではまた、下層シート3に固定されていない高吸水性ポリマー粒子4が第1区域6に存在している場合に、その高吸水性ポリマー粒子4が第1区域6から第2区域7へ移動することを防ぐことができるように、第1区域6の周縁に沿って連続した状態にあるか、または実質的に連続した状態にあるシール用ホットメルト接着剤12を介して上層シート2と下層シート3とを接合することが好ましい。このように使用されるポリマー粒子固定用ホットメルト接着剤11と第2ホットメルト接着剤102とには、同一のものまたは互いによく接着するものを使用することができる。また、第2区域7に塗布したポリマー粒子固定用接着剤11だけでシール用ホットメルト接着剤12としての機能を果たすことができる場合には、図4における第2ホットメルト接着剤102が不要になる。この場合には、ポリマー粒子固定用ホットメルト接着剤11の単位面積当たりの塗布量が、第1区域6と第2区域7とにおいて同じになることがある。
【0033】
おむつに使用するときの物品1における第1区域6の縦方向Aと横方向Bとの寸法のそれぞれは、すなわち図1における一区画の縦方向Aと横方向Bとの寸法のそれぞれは、おむつの大きさに応じて適宜の値に設定することができる。一例として、縦方向Aの寸法と横方向Bの寸法とを、25−250mmの範囲に設定することができる。そのような寸法であるときの第1区域6の区画数は、5−15であることが好ましい。第2区域7の側縁部7aと端縁部7bとの幅は、5−40mmであることが好ましい。中間部7cの縦方向Aにおける寸法は、3−30mmであることが好ましい。
【0034】
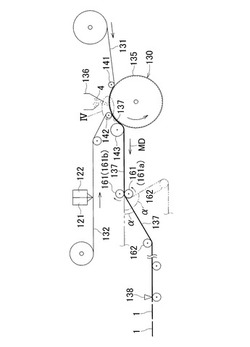
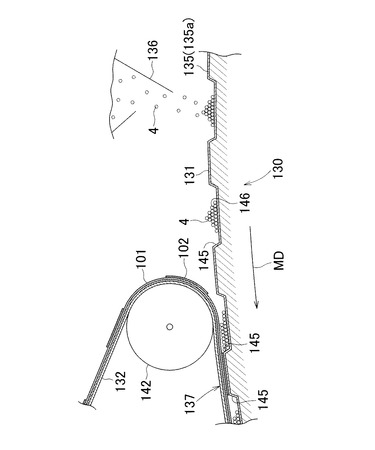
図3,4は、物品1を連続的に製造するときの工程図の一例と、その工程図におけるサクションドラム130の部分拡大図である。図3において、図の右方からは上層シート2の連続体である第1ウエブ131がサクションドラム130の周面135に向かって供給される。案内ロール141による押圧作用と周面135からサクションドラム130の内側に向かって働くサクションの作用とによって周面135に密着している第1ウエブ131には、サクションドラム130の上方にセットされたポリマー粒子供給装置136から高吸水性ポリマー粒子4が供給される。図の左方からは、下層シート3の連続体である第2ウエブ132が案内ロール142を介してサクションドラム130の周面135に連続的に供給される。その第2ウエブ132の片面には、サクションドラム130の上流側に設けられた第1コータ121によって第1ホットメルト接着剤101が塗布される。続いて、第1コータ121の下流側に設けられた第2コータ122によって、既に塗布されている第1ホットメルト接着剤101の一部分の上に、第2ホットメルト接着剤102が塗布される。高吸水性ポリマー粒子4が供給された第1ウエブ131と、第1,第2ホットメルト接着剤101,102が塗布されている第2ウエブ132とは、サクションドラム130の周面135の上において合流し、第1ホットメルト接着剤101と第2ホットメルト接着剤102とを介して接合し、複合ウエブ137を形成する。その複合ウエブ137は、機械方向MDへ進んでサクションドラム130から離れた後に、プレスロールを兼ねた一対の第1案内ロール161によって押圧されて高吸水性ポリマー粒子4のうちの少なくとも一部のものと第1ホットメルト接着剤101とが接触し、高吸水性ポリマー粒子4が第1ホットメルト接着剤101を介して第2ウエブ132に固定される。なお、図3において、第1プレスロール143から離れた複合ウエブ137は、ほぼ水平な状態で一対の第1案内ロール161の間に進入して、高吸水性ポリマー粒子4が第1ホットメルト接着剤101を介して第2ウエブ132に固定される。第1ホットメルト接着剤101は、物品1におけるポリマー粒子固定用ホットメルト接着剤11となるものであるが、第2ホットメルト接着剤102と重なるものはその第2ホットメルト接着剤102と一体になって物品1におけるシール用ホットメルト接着剤12を形成する。
【0035】
図4は、第1ウエブ131と第2ウエブ132とが合流して複合ウエブ137を形成するときの状態を示し、サクションドラム130が部分断面図で示してある。サクションドラム130の周面135には、複数の凹部145が周方向へ並ぶように形成されている。その凹部145の一つずつの平面形状は、図1において縦方向Aに並ぶ第1区域6の一区画ずつの平面形状に対応している。凹部145の深さは、ポリマー供給装置136から間欠的に供給される高吸水性ポリマー粒子4の一回分の供給量を収容できる程度に設定されている。その凹部145では、サクションドラム130の内側に向かってのサクションが作用し、周面135に載せられた第1ウエブ131が凹部145に倣うように変形している。第1ウエブ131のうちの変形している部分には、ポリマー粒子供給装置136から凹部145に向かって供給された高吸水性ポリマー粒子4が収容されている。周面135のうちで隣り合う凹部145と145との間に隆起部となって位置する周面部分135aでは、第1ウエブ131と第2ウエブ132とが合流し、これら両ウエブ131,132が第1プレスロール143(図3参照)を通過するときには、周面部分135aと第1プレスロール143とによって押圧されて接合し、複合ウエブ137が形成される。
【0036】
再び図3において、第1案内ロール161を通過した複合ウエブ137は機械方向MDへ進み、第2案内ロール162を経てカッタ138に至り、カッタ138によって間欠的に切断されて、個別の物品1となる。第1案内ロール161も第2案内ロール162も、複合ウエブ137を機械方向MDへ走行させるように駆動されて回転しているか、または自由に回転できる状態にある。第1案内ロール161を通過して第2案内ロール162に向かう複合ウエブ137は、第1案内ロール161に進入しようとして水平な向きで走行している複合ウエブ137との間の角度(交角)αが30−180度の範囲となるように走行する向きを変化させるもので、図示例では機械方向MDにおいてその向きが下り勾配となるように傾斜している。すなわち、実線で示されている第2ロール162は交角αが約30度になるときの位置にある。参考として仮想線で示されている第2ロール162は、交角αが約120度になるときの位置にある。
【0037】
図3の工程において、サクションドラム130とポリマー粒子供給装置136とを使用するだけでは、サクションドラム130の凹部145に供給する高吸水性ポリマー粒子4を、その凹部145の底面146に位置する第1ウエブ131に対して一様に分布させることは難しい。また、第1ウエブ131と第2ウエブ132とが合流して第1プレスロール143を通過するときに形成される第1区域6(図1参照)においても、高吸水性ポリマー粒子4を一様に分布させることは難しい。第1区域6では、高吸水性ポリマー粒子4が機械方向MDの下流側に偏在していて、第2ウエブ132に塗布された第1ホットメルト接着剤101には、高吸水性ポリマー粒子4がいまだ接合していない部分が多く残されているということがある。第1区域6ではまた、高吸水性ポリマー粒子4の偏在している部分が、その他の部分よりも厚くなっているということがある。
【0038】
しかし、図3の工程では、複合ウエブ137が第1案内ロール161において走行する向きを角度αだけ変化させるときに、複合ウエブ137は一対の第1案内ロール161の少なくとも一方における周面に密着し、その周面との間の作用によって、偏在していた高吸水性ポリマー粒子4が第1区域6において機械方向MDの上流側に押しやられ、第1区域6の内部において広く一様に分布することが可能になる。図示例において、複合ウエブ137を一対の第1案内ロール161のうちの下側の案内ロール161aに密着させるときには、上側の案内ロール161を省くことも可能である。
【0039】
また、第1案内ロール161を通過して第2案内ロール162に向かうときの複合ウエブ137が図示例の如くに傾斜しているときには、第1区域6において偏在していた高吸水性ポリマー粒子4が、その傾斜を下るように動いて、高吸水性ポリマー粒子4の一様な分布が促進されるということもある。複合ウエブ137は、第1案内ロール161と第2案内ロール162との間において上り勾配となる態様で走行させることも可能である。
【0040】
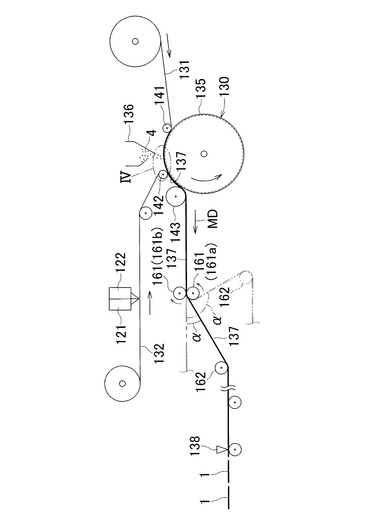
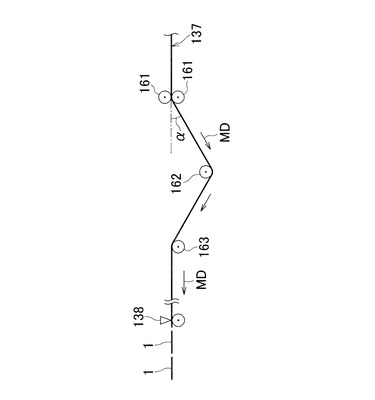
図5に例示の実施態様において、第2案内ロール162の下流側には第3案内ロール163が設けられている。サクションドラム130(図3参照)を離れた複合ウエブ137は機械方向MDヘ走行させるものではあるが、第1案内ロール161と第2案内ロール162との間においては、水平に走行させる複合ウエブ137に対しての交角αが90度未満であって、走行させる向きが下り勾配となる態様にある。第2案内ロール162と第3案内ロール162との間では、走行させる向きが上り勾配となる態様にある。複合ウエブ137をこのように走行させるときに、第1区域6の内側にあって第1ホットメルト接着剤101に接合しておらず移動可能な状態にある高吸水性ポリマー粒子4は、複合ウエブ137が下り勾配の態様にあるときに、機械方向MDの上流側から下流側に向かって移動して、第1区域6において広く分布することが可能になる。複合ウエブ137が上り勾配の態様にあるときには、移動可能な状態にある高吸水性ポリマー粒子4が、第1区域6の内側を機械方向MDの下流側から上流側に向かって移動して、第1区域6において広く分布することが可能になる。したがって、複合ウエブ137が下り勾配となる態様と上り勾配となる態様とを適宜の回数だけ反復しながら機械方向MDヘ走行することは、高吸水性ポリマー粒子4を第1区域6において広く、一様に分布させる上において好ましい。
【0041】
このようにして形成される物品1では、第1ホットメルト接着剤101を第1区域6と第2区域7とのそれぞれに対して、縦方向Aにも横方向Bにも一様に分布するように間欠的に塗布された状態にすることができるのであるが、縦方向Aと横方向Bとのうちの少なくとも一方に対して連続的に塗布された状態にすることもできる。それゆえ、第1ホットメルト接着剤101を塗布するための第1コータ121の機種の選定には格別の規定がなく、第2ホットメルト接着剤102を塗布するための第2コータ122についても同様である。ただし、物品1では、第1区域6におけるポリマー粒子固定用ホットメルト接着剤11と第2区域7におけるシール用ホットメルト接着剤12との間においては、両ホットメルト接着剤11,12が連続する態様にあるか、連続する態様ではなくても互いの離間距離が5mmを越えることがない程度に接近した態様にあることが好ましい。ポリマー粒子固定用ホットメルト接着剤11がそのように塗布されて第1区域6の隅々にまで行き渡るようになると、高吸水性ポリマー粒子4もまた第1区域6の隅々にまで行き渡るようになる。たとえば、高吸水性ポリマー粒子4を第1区域6の対辺部分62のすぐ内側においてその対辺部分62に沿うように分布させることができる。高吸水性ポリマー粒子4は、第1区域6において下層シート3の上面3a(図2参照)のほぼ全体を覆うように分布することが好ましく、そのように分布する高吸水性ポリマー粒子4は、第1区域6において、上層シート2と下層シート3とがポリマー粒子固定用ホットメルト接着剤11を介して接合することを防ぐことができる。物品1が上層2にもホットメルト接着剤が塗布されることを必要とする場合には、図3,5の工程において、上層シート2における必要な部位にホットメルト接着剤を塗布することができる。
【0042】
この発明において、物品1の形状や第1区域6の形状、第1区域6が形成する区画の数に格別の規定はなく、図示例におけるこれらの形状や数に適宜の変更を加えることが可能である。例えば、図1の物品1において第1区域6の横方向Bにおいて二分割したり、三分割したりすることができるように、第2区域7の形状を変更することができる。図3,5の工程において、サクションドラム130から離れるときの複合ウエブ137は、図示例の如く水平に走行させる以外に、水平に対して交差する状態で走行させることもできる。サクションドラム130の下流側に位置させて、複合ウエブ137が走行する向きを変化させるために使用する案内ロールの個数に格別の規定はない。その案内ロールは、駆動装置につなげられていて回転するものでもよく、また駆動装置にはつなげられておらず自由に回転することが可能なフリーロールであってもよい。第1、第2、第3案内ロール161,162,163における順序付けは、機械方向に並ぶ案内ロールの順序を意味するものであって、サクションドラム130に隣接する順序を意味するものではない。すなわち、この発明に係る製造方法では、製造工程を組み立てる上において必要であるならば、サクションドラム130と第1案内ロール161との間に適宜のロールを介在させることができる。
【0043】
この発明に係る製造方法によって得られる物品1は、その用途が使い捨てのおむつに限定されるわけではなく、おむつやおむつカバーと組合わせて使用するための吸尿パッド、失禁患者用のパンツと組合わせて使用するための吸尿パッド等として使用することができる。物品1はまた、水を吸収させて処理するためのワイプスやその他の吸水性物品として使用することが可能であり、ワイプスとして使用するときの物品1では、下層シート3として透水性のシート片を使用したり、難透水性または不透水性のシート片を使用したりすることができる。
【符号の説明】
【0044】
1 吸水性物品
2 上層シート
3 下層シート
4 高吸水性ポリマー粒子
6 第1区域
7 第2区域
11 ホットメルト接着剤(ポリマー粒子固定用ホットメルト接着剤)
12 ホットメルト接着剤(シール用ホットメルト接着剤)
131 第1ウエブ
132 第2ウエブ
137 複合ウエブ
161 案内ロール(第1案内ロール)
162 案内ロール(第2案内ロール)
163 案内ロール(第3案内ロール)
MD 機械方向
α 角度(交角)
【技術分野】
【0001】
この発明は、使い捨ておむつ等の体液吸収性着用物品における吸収体や使い捨てのワイプス等として使用するのに好適な吸水性物品の製造方法に関する。
【背景技術】
【0002】
2枚のシート片のうちの少なくとも一方が透水性であるシート片どうしの間に高吸水性ポリマー粒子を介在させた吸水性パッドは公知である。
【0003】
たとえば、特開2009−131510号公報(特許文献1)に記載の吸収シートは、上面シートと下面シートとの間に高吸水性ポリマー粒子が収められているものであって、上面シートと下面シートとが接合している接合部に囲まれている非接合部では、上面シートと下面シートとによってポケットが形成され、そのポケットには高吸水性ポリマー粒子が収容されている。高吸水性ポリマー粒子は、そのポケットの内部において移動可能な状態にある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−131510号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の吸収シートでは、吸水する前の高吸水性ポリマー粒子が比較的自由に動き得るから、この吸収シートを例えば使い捨ておむつに使用した場合、おむつ着用者の姿勢によっては吸収シートにおける高吸水性ポリマー粒子の分布に片寄りが生じる。そうしたことによって、おむつの着用感が悪くなるとか尿等の体液を吸収すべき部位に高吸水性ポリマー粒子が存在しないという場合の生じることがある。
【0006】
この発明が課題とするところは、このような問題を解消し得る吸水性物品の製造方法の提供である。
【課題を解決するための手段】
【0007】
前記課題を解決するために、この発明が対象とするのは、重なり合う2枚のシート片のうちの少なくとも一方が透水性である前記2枚のシート片の対向面間に高吸水性ポリマー粒子を介在させた第1区域と、前記対向面が互いに接合していて前記第1区域を囲んでいる第2区域とを有する吸水性物品の製造方法である。
【0008】
かかる製造方法において、この発明が特徴とするところは、以下のとおりである。すなわち、前記2枚のシート片それぞれの連続体である第1ウエブと第2ウエブとを機械方向へ連続的に走行させる。前記第1ウエブにおいて前記第1区域に相当する部位の前記対向面に前記高吸水性ポリマー粒子を供給する一方、前記第2ウエブにおいて前記第1区域と前記第2区域とに相当する部位の前記対向面に、ホットメルト接着剤を塗布する。前記第1ウエブと前記第2ウエブとを重ね合わせることによって、前記第1区域と前記第2区域とを有する複合ウエブを形成して前記複合ウエブを前記機械方向へ走行させる。前記複合ウエブを前記機械方向へ走行させるように回転する複数の案内ロールに前記複合ウエブを順次接触させ、前記複数の案内ロールのうちで前記機械方向の上流側に位置する第1案内ロールと前記機械方向の下流側において前記第1案内ロールに隣接する第2案内ロールとの間では前記複合ウエブの走行方向の向きを、前記第1案内ロールに向かう前記複合ウエブの走行方向の向きに対して30−180度の範囲で角度を変化させる。
【0009】
この発明の実施態様の一つにおいて、前記角度の前記範囲が90度未満である。
【0010】
この発明の実施態様の他の一つにおいて、前記複合ウエブを前記第1案内ロールと、前記第2案内ロールと、前記第2案内ロールに下流側で隣接する第3案内ロールとに順次接触させ、前記第1ロールと前記第2ロールとの間では前記角度の前記範囲を90度未満にして、前記複合ウエブが下り勾配または上り勾配となるように走行させ、前記第2ロールと前記第3ロールとの間では前記複合ウエブが上り勾配または下り勾配となるように走行させる。
【0011】
この発明の実施態様の一つにおいて、前記第1区域には、前記高吸水性ポリマー粒子が質量にして30〜300g/m2の割合で含まれている。
【0012】
この発明の実施態様の一つにおいて、前記第2区域における単位面積当たりの前記ホットメルト接着剤の塗布量は、前記第1区域における単位面積当たりの前記ホットメルト接着剤の塗布量と同量である。
【0013】
この発明の実施態様の一つにおいて、前記第2区域における単位面積当たりの前記ホットメルト接着剤の塗布量は、前記第1区域における単位面積当たりの前記ホットメルト接着剤の塗布量よりも多い。
【0014】
この発明の実施態様の一つにおいて、前記吸水性物品には、前記第1区域が複数形成される。
【0015】
この発明の実施態様の一つにおいて、前記2枚のシート片それぞれが透水性である。
【0016】
この発明の実施態様の一つにおいて、透水性である前記シート片が熱可塑性合成繊維で形成された親水性の不織布である。
【0017】
この発明の実施態様の一つにおいて、前記2枚のシート片のうちの一方が透水性であり、もう一方が不透水性および難透水性のいずれかであって、前記高吸水性ポリマー粒子が前記不透水性および難透水性のいずれかである前記シート片に接合している。
【発明の効果】
【0018】
この発明に係る吸水性物品の製造方法によれば、第1案内ロールに向かって走行させる複合ウエブと、第1案内ロールから第2案内ロールに向かって走行させる複合ウエブとの間の角度を30−180度にすることによって、複合ウエブを第1案内ロールに密着させることができる。複合ウエブの第1区域における第1ウエブにも第2ウエブにも接合しておらず第1区域の局部に集積している高吸水性ポリマー粒子は、複合ウエブが第1案内ロールの周面に密着し始めると、その集積している状態が崩れて第1区域の内側に広げられる作用を受ける。その結果として、高吸水性ポリマー粒子は、複合ウエブの第1区域、換言すると吸水性物品の第1区域において、一様に分布することが可能になる。
【図面の簡単な説明】
【0019】
【図1】吸水性物品の部分破断平面図。
【図2】図1のII−II線切断面を示す図。
【図3】吸水性物品の製造工程の一例を示す図。
【図4】図3の部分拡大図。
【図5】実施態様の一例を示す図3と同様な図。
【発明を実施するための形態】
【0020】
添付の図面を参照して、この発明に係る吸水性物品の製造方法の詳細を説明すると、以下のとおりである。
【0021】
図1,2において、双頭矢印A,B,Cのそれぞれは、吸水性物品1において互いに直交する縦方向と横方向と厚さ方向とを示している。これらの図において、物品1は透水性である上層シート2と、透水性または難透水性または不透水性のいずれかである下層シート3と、高吸水性ポリマー粒子4とを含んでいる。高吸水性ポリマー4としては、当業者には明らかなように種々の公知のポリマーが挙げることができる。たとえば、ポリアクリル酸ナトリウム系のものやデンプンアクリロニトリル系のもの等であって、水不溶性かつ自重の10倍以上の吸水力を有するポリマーを挙げることができる。物品1はまた、上層シート2と下層シート3とが離間していて高吸水性ポリマー粒子4が下層シート3に接合している複数の第1区域6と、上層シート2と下層シート3とが接合している第2区域7とを含んでいる。下層シート3が透水性であるとは、下層シート3が上層シート2と同様に水を容易に透過させることができることを意味し、下層シート3が難透水性であるとは、上層シート2との対比において下層シート3が上層シート2ほどには水を透過させない状態にあることを意味し、下層シート層3が不透水性であるとは、上層シート2との対比において下層シート3が水を実質的に透過させない状態にあることを意味している。物品1の用途や使用状態、製造方法等に応じて、下層シート3には透水性のもの、難透水性のもの、不透水性のもののいずれかが採用される。なお、図2においては、後記高吸水性ポリマー粒子4の存在を明示するために、高吸水性ポリマー粒子4の径の大きさが誇張して示されている。
【0022】
第1区域6は、第2区域7によって囲まれていて、吸水性材料としての高吸水性ポリマー粒子4を含むことによって吸水域を形成している、その第1区域6は、高吸水性ポリマー粒子4を好ましくは30〜300g/m2の割合で、より好ましくは40〜280g/m2の割合で含んでいる。また、好ましい第1区域6では、下層シート3の全体に一様に塗布されているポリマー粒子固定用ホットメルト接着剤11を介して下層シート3に接合している。ただし、第1区域6は、下層シート3に接合していない高吸水性ポリマー粒子を含むことのある域でもあって、第1区域6が下層シート3と上層シート2との間に含むことのできる高吸水性ポリマー粒子の総量の上限は400g/m2である。第1区域6では、下層シート3と上層シート2とが接合していないことが好ましいのであるが、物品1の製造工程(図3,4参照)においては、意図していないにもかかわらずごく小さな面積で下層シート3に対して上層シート2が接合するということがある。
【0023】
第2区域7は、第1区域6に含まれる高吸水性ポリマー粒子4がポリマー粒子固定用ホットメルト接着剤11に接合しておらず自由に動き得る状態にあるときに、その高吸水性ポリマー粒子4が第1区域6から抜け出ることを防ぐための域、すなわち、第1区域6の周囲をシールするための域であって、吸水性材料を含むことがないか、または吸水性材料で形成されている場合の上層シート2や物品1の製造工程において意図していないにもかかわらず混入する最大20g/m2の質量までの高吸水性ポリマー粒子4を除いては、吸水性材料を含むことのない実質的な非吸水域を形成している域でもある。すなわち、第2区域7は、高吸水性ポリマー粒子4を含むことがあっても、下層シート3の単位面積当たりについてみると、その高吸水性ポリマー粒子4の質量(g/m2)が第1区域6が含む高吸水性ポリマー粒子4の質量(g/m2)よりも少ない域である。その第2区域7では、上層シート2と下層シート3とがシール用ホットメルト接着剤12を介して接合している。物品1では、そのように接合している上層シート2と下層シート3とをさらに溶着させることによって、両シート2,3の剥離強度を向上させることもできる。いずれの態様にせよ、第2区域7において上層シート2と下層シート3とは物品1の使用中においても剥離することがない状態にある。なお、図2に例示の物品1では、第2区域7において重なり合うように塗布されているポリマー粒子固定用ホットメルト接着剤11と後記の第2ホットメルト接着剤102(図3,4参照)とがシール用ホットメルト接着剤12を形成しており、そのシール用ホットメルト接着剤12を介して上層シート2と下層シート3とが接合している。物品1におけるホットメルト接着剤には、この種物品における慣用のものを使用することができる。
【0024】
図示例の物品1は、縦方向Aに長くなるように作られている。その縦方向Aには参照符号6a〜6hで示されている8区画の第1区域6、すなわち吸水域が並んでいる。第1区域6a〜6hのそれぞれは、その平面形状を規定している周辺61を有する。縦方向Aにおいて隣り合う第1区域6どうしの周辺61には、縦方向Aにおいて向かい合い、横方向Bへ延びる対辺部分62が含まれている。たとえば図1において隣り合う第1区域6aと6bとの周辺61には、縦方向Aにおいて互いに向かい合い、横方向Bへ延びる対辺部分62が参照符号62aと62bとによって示されている。
【0025】
その物品1では、第2区域7が物品1の両側にあって縦方向Aへ延びる側縁部7aと、物品1の両端にあって横方向Bへ延びる両端縁部7bと、縦方向Aにおいて隣り合う第1区域6どうしの間にあって横方向Bへ延びる中間部7cとを有している。
【0026】
このような物品1を、たとえば使い捨ておむつの吸収体や失禁患者用パンツの吸尿パッドとして使用するときには、物品1の縦方向Aをおむつの前後方向に一致させ、縦方向Aの中央部がおむつの股下域に来るようにする。上層シート2は透水性シート片によって形成して、おむつ着用者の肌に向ける。
【0027】
そのおむつでは、物品1を使用することによって、様々な作用効果を得る可能性が向上する。たとえば、着用者の排泄する尿が、第1区域6における上層シート2を透過して高吸水性ポリマー粒子4に吸収され、流動することがないようになる。そのおむつにおいてはまた、難透水性または不透水性シート片によって形成した下層シート3に高吸水性ポリマー粒子4を固定することによって、着用者の姿勢がさまざまに変化しても、着用者の股部における高吸水性ポリマー粒子4の分布状態が常に一定しており、第1区域6の内部で偏りを生じることがない。それゆえ物品1では、上層シート2の広い範囲において尿を透過させかつ第1区域6の広い範囲において吸収することができる。また、第1区域6の内部で高吸水性ポリマー粒子4の分布に偏りが生じて、換言すると第1区域6の局所に高吸水性ポリマー粒子4が偏在して物品1が厚さの一様なものでなくなることによって、物品1が着用者の肌を局部的に圧迫する、ということもない。ちなみに、物品1が厚さの一様なものではなくなるという状態は、高吸水性ポリマー粒子4が尿を吸収して膨潤したときに顕著になる。第1区域6においては、ポリマー粒子固定用ホットメルト接着剤11が下層シート3に塗布されていて上層シート2には塗布されていないので、ポリマー粒子固定用ホットメルト接着剤11が上層シート2の透水性の妨げになるということがない。下層シート3に固定されている高吸水性ポリマー粒子4は、ポリマー粒子固定用ホットメルト接着剤11が塗布されている下層シート3に対して上層シート2が接近し、接合することを妨げて、下層シート3に上層シート2が接合することによって物品1が可撓性の乏しいものになるということを防いでいる。おむつの股下域に配置するときの物品1では、図示例の如く互いに並行している複数条の中間部7cが物品1の縦方向Aにおける湾曲が容易となるように作用する。このように作用する中間部7cの幅Wは、2〜15mmであることが好ましい。
【0028】
このようにおむつに使用するときの物品1の一例において、上層シート2には、熱可塑性合成繊維で形成されて親水処理されている透水性の不織布のシート片、たとえばポリプロピレン繊維によって形成されたSMS不織布(スパンボンド−メルトブローン−スパンボンド不織布)のシート片を親水化処理した状態で使用することができる。そのSMS不織布の一例には4〜5g/m2の質量を有するスパンボンド不織布どうしの間に0.5〜2g/m2の質量を有するメルトブローン不織布を介在させた10〜12g/m2の質量を有するシート片がある。
【0029】
下層シート3には、疎水性の熱可塑性合成繊維で形成されていて難透水性または不透水性である不織布のシート片を使用可能である。たとえば、ポリプロピレン繊維で形成された4〜6g/m2の質量を有するスパンボンド不織布どうしの間に0.5〜2g/m2の質量を有するメルトブローン不織布を介在させた10〜13g/m2の質量を有し難透水性であるSMS不織布のシート片を使用することができる。下層シート3にはまた、厚さが0.01〜0.03mmのポリエチレンフィルム等のプラスチックフィルムで形成された不透水性のシート片や不透水性のプラスチックフィルムと熱可塑性合成繊維で形成された透水性または難透水性の不織布との積層体である不透水性のシート片の使用が可能である。その積層体では、不織布が物品1の内側となり、不透水性のプラスチックフィルムが物品1の外側となるようにして、高吸水性ポリマー粒子4を不織布に対して接合し、不織布における繊維間隙からの体液の漏れをプラスチックフィルムによって止めることが好ましい。
【0030】
高吸水性ポリマー粒子4には、様々な吸水速度を有するものがあり、吸水速度が一定のものを単独で使用したり、吸水速度の異なるものを混合して使用したりすることができるのであるが、一例としてJIS K 7224に規定のVORTEX法による吸水速度が約30秒のものを第1区域6に対して400g/m2を上限として使用することができる。ただし、高吸水性ポリマー粒子4の使用量は、第1区域6の区画の広さや物品1の使用形態を考慮して調整することが好ましい。高吸水性ポリマー粒子4はまた、尿に対して溶出する成分の量の少ないものを使用することが好ましい。高吸水性ポリマー粒子4が尿と接触しているときにその粒子4から溶出する成分は、尿の粘度を高めて尿が肌に触れたときの不快感を強めることがあるからである。
【0031】
ポリマー粒子固定用ホットメルト接着剤11は、高吸水性ポリマー粒子4を下層シート3に固定するために第1区域6における下層シート3に対して塗布されるものであるが、第2区域7における下層シート3に対しても塗布されることがある。たとえば図2において、ポリマー粒子固定用ホットメルト接着剤11は下層シート3の上面3aの全体に一様に分布するように1−12g/m2の質量の割合で塗布されている。第1区域6における下層シート3に固定される高吸水性ポリマー粒子4は、ポリマー粒子固定用ホットメルト接着剤11によって表面の全体が被覆されることのないように、ポリマー粒子固定用ホットメルト接着剤11は単位面積当たりの塗布量を極力少なくすることが好ましい。ポリマー粒子固定用ホットメルト接着剤11はまた、下層シート3に対してドット状やビード状の如く間欠的に分布するように塗布することもできれば、第1区域6の全体を連続的に被覆するように塗布することもできる。ただし、いずれの場合においても高吸水性ポリマー粒子4の表面は、下層シート3の上面3aと向かい合う部分がポリマー粒子固定用ホットメルト接着剤11に覆われて上面3aに接合する一方、上層シート2の下面2b(図2参照)と向かい合う部分がポリマー粒子固定用ホットメルト接着剤11に覆われることなく、尿を速やかに吸収できる状態にあることが好ましい。
【0032】
シール用ホットメルト接着剤12は、第2区域7に位置する下層シート3に塗布されたポリマー粒子固定用ホットメルト接着剤11と、下層シート3に対して5−30g/m2の割合で追加的に使用されている後記図4の第2ホットメルト接着剤102とにより形成されている。第1区域6と第2区域7との間では、このようにしてホットメルト接着剤の塗布量を調整することによって、第1区域6では、ポリマー粒子固定用ホットメルト接着剤11が高吸水性ポリマー粒子4それぞれの表面を広く被覆して高吸水性ポリマー粒子4の吸水量や吸水速度に影響を与えるということを避ける一方、第2区域7では、ポリマー粒子固定用ホットメルト接着剤11だけでは接着剤の塗布量が少なくて上層シート2と下層シート3との剥離を確実に防ぐことができないという場合に、第2ホットメルト接着剤102の追加的使用によってその剥離を防ぐことができる。第2区域7ではまた、下層シート3に固定されていない高吸水性ポリマー粒子4が第1区域6に存在している場合に、その高吸水性ポリマー粒子4が第1区域6から第2区域7へ移動することを防ぐことができるように、第1区域6の周縁に沿って連続した状態にあるか、または実質的に連続した状態にあるシール用ホットメルト接着剤12を介して上層シート2と下層シート3とを接合することが好ましい。このように使用されるポリマー粒子固定用ホットメルト接着剤11と第2ホットメルト接着剤102とには、同一のものまたは互いによく接着するものを使用することができる。また、第2区域7に塗布したポリマー粒子固定用接着剤11だけでシール用ホットメルト接着剤12としての機能を果たすことができる場合には、図4における第2ホットメルト接着剤102が不要になる。この場合には、ポリマー粒子固定用ホットメルト接着剤11の単位面積当たりの塗布量が、第1区域6と第2区域7とにおいて同じになることがある。
【0033】
おむつに使用するときの物品1における第1区域6の縦方向Aと横方向Bとの寸法のそれぞれは、すなわち図1における一区画の縦方向Aと横方向Bとの寸法のそれぞれは、おむつの大きさに応じて適宜の値に設定することができる。一例として、縦方向Aの寸法と横方向Bの寸法とを、25−250mmの範囲に設定することができる。そのような寸法であるときの第1区域6の区画数は、5−15であることが好ましい。第2区域7の側縁部7aと端縁部7bとの幅は、5−40mmであることが好ましい。中間部7cの縦方向Aにおける寸法は、3−30mmであることが好ましい。
【0034】
図3,4は、物品1を連続的に製造するときの工程図の一例と、その工程図におけるサクションドラム130の部分拡大図である。図3において、図の右方からは上層シート2の連続体である第1ウエブ131がサクションドラム130の周面135に向かって供給される。案内ロール141による押圧作用と周面135からサクションドラム130の内側に向かって働くサクションの作用とによって周面135に密着している第1ウエブ131には、サクションドラム130の上方にセットされたポリマー粒子供給装置136から高吸水性ポリマー粒子4が供給される。図の左方からは、下層シート3の連続体である第2ウエブ132が案内ロール142を介してサクションドラム130の周面135に連続的に供給される。その第2ウエブ132の片面には、サクションドラム130の上流側に設けられた第1コータ121によって第1ホットメルト接着剤101が塗布される。続いて、第1コータ121の下流側に設けられた第2コータ122によって、既に塗布されている第1ホットメルト接着剤101の一部分の上に、第2ホットメルト接着剤102が塗布される。高吸水性ポリマー粒子4が供給された第1ウエブ131と、第1,第2ホットメルト接着剤101,102が塗布されている第2ウエブ132とは、サクションドラム130の周面135の上において合流し、第1ホットメルト接着剤101と第2ホットメルト接着剤102とを介して接合し、複合ウエブ137を形成する。その複合ウエブ137は、機械方向MDへ進んでサクションドラム130から離れた後に、プレスロールを兼ねた一対の第1案内ロール161によって押圧されて高吸水性ポリマー粒子4のうちの少なくとも一部のものと第1ホットメルト接着剤101とが接触し、高吸水性ポリマー粒子4が第1ホットメルト接着剤101を介して第2ウエブ132に固定される。なお、図3において、第1プレスロール143から離れた複合ウエブ137は、ほぼ水平な状態で一対の第1案内ロール161の間に進入して、高吸水性ポリマー粒子4が第1ホットメルト接着剤101を介して第2ウエブ132に固定される。第1ホットメルト接着剤101は、物品1におけるポリマー粒子固定用ホットメルト接着剤11となるものであるが、第2ホットメルト接着剤102と重なるものはその第2ホットメルト接着剤102と一体になって物品1におけるシール用ホットメルト接着剤12を形成する。
【0035】
図4は、第1ウエブ131と第2ウエブ132とが合流して複合ウエブ137を形成するときの状態を示し、サクションドラム130が部分断面図で示してある。サクションドラム130の周面135には、複数の凹部145が周方向へ並ぶように形成されている。その凹部145の一つずつの平面形状は、図1において縦方向Aに並ぶ第1区域6の一区画ずつの平面形状に対応している。凹部145の深さは、ポリマー供給装置136から間欠的に供給される高吸水性ポリマー粒子4の一回分の供給量を収容できる程度に設定されている。その凹部145では、サクションドラム130の内側に向かってのサクションが作用し、周面135に載せられた第1ウエブ131が凹部145に倣うように変形している。第1ウエブ131のうちの変形している部分には、ポリマー粒子供給装置136から凹部145に向かって供給された高吸水性ポリマー粒子4が収容されている。周面135のうちで隣り合う凹部145と145との間に隆起部となって位置する周面部分135aでは、第1ウエブ131と第2ウエブ132とが合流し、これら両ウエブ131,132が第1プレスロール143(図3参照)を通過するときには、周面部分135aと第1プレスロール143とによって押圧されて接合し、複合ウエブ137が形成される。
【0036】
再び図3において、第1案内ロール161を通過した複合ウエブ137は機械方向MDへ進み、第2案内ロール162を経てカッタ138に至り、カッタ138によって間欠的に切断されて、個別の物品1となる。第1案内ロール161も第2案内ロール162も、複合ウエブ137を機械方向MDへ走行させるように駆動されて回転しているか、または自由に回転できる状態にある。第1案内ロール161を通過して第2案内ロール162に向かう複合ウエブ137は、第1案内ロール161に進入しようとして水平な向きで走行している複合ウエブ137との間の角度(交角)αが30−180度の範囲となるように走行する向きを変化させるもので、図示例では機械方向MDにおいてその向きが下り勾配となるように傾斜している。すなわち、実線で示されている第2ロール162は交角αが約30度になるときの位置にある。参考として仮想線で示されている第2ロール162は、交角αが約120度になるときの位置にある。
【0037】
図3の工程において、サクションドラム130とポリマー粒子供給装置136とを使用するだけでは、サクションドラム130の凹部145に供給する高吸水性ポリマー粒子4を、その凹部145の底面146に位置する第1ウエブ131に対して一様に分布させることは難しい。また、第1ウエブ131と第2ウエブ132とが合流して第1プレスロール143を通過するときに形成される第1区域6(図1参照)においても、高吸水性ポリマー粒子4を一様に分布させることは難しい。第1区域6では、高吸水性ポリマー粒子4が機械方向MDの下流側に偏在していて、第2ウエブ132に塗布された第1ホットメルト接着剤101には、高吸水性ポリマー粒子4がいまだ接合していない部分が多く残されているということがある。第1区域6ではまた、高吸水性ポリマー粒子4の偏在している部分が、その他の部分よりも厚くなっているということがある。
【0038】
しかし、図3の工程では、複合ウエブ137が第1案内ロール161において走行する向きを角度αだけ変化させるときに、複合ウエブ137は一対の第1案内ロール161の少なくとも一方における周面に密着し、その周面との間の作用によって、偏在していた高吸水性ポリマー粒子4が第1区域6において機械方向MDの上流側に押しやられ、第1区域6の内部において広く一様に分布することが可能になる。図示例において、複合ウエブ137を一対の第1案内ロール161のうちの下側の案内ロール161aに密着させるときには、上側の案内ロール161を省くことも可能である。
【0039】
また、第1案内ロール161を通過して第2案内ロール162に向かうときの複合ウエブ137が図示例の如くに傾斜しているときには、第1区域6において偏在していた高吸水性ポリマー粒子4が、その傾斜を下るように動いて、高吸水性ポリマー粒子4の一様な分布が促進されるということもある。複合ウエブ137は、第1案内ロール161と第2案内ロール162との間において上り勾配となる態様で走行させることも可能である。
【0040】
図5に例示の実施態様において、第2案内ロール162の下流側には第3案内ロール163が設けられている。サクションドラム130(図3参照)を離れた複合ウエブ137は機械方向MDヘ走行させるものではあるが、第1案内ロール161と第2案内ロール162との間においては、水平に走行させる複合ウエブ137に対しての交角αが90度未満であって、走行させる向きが下り勾配となる態様にある。第2案内ロール162と第3案内ロール162との間では、走行させる向きが上り勾配となる態様にある。複合ウエブ137をこのように走行させるときに、第1区域6の内側にあって第1ホットメルト接着剤101に接合しておらず移動可能な状態にある高吸水性ポリマー粒子4は、複合ウエブ137が下り勾配の態様にあるときに、機械方向MDの上流側から下流側に向かって移動して、第1区域6において広く分布することが可能になる。複合ウエブ137が上り勾配の態様にあるときには、移動可能な状態にある高吸水性ポリマー粒子4が、第1区域6の内側を機械方向MDの下流側から上流側に向かって移動して、第1区域6において広く分布することが可能になる。したがって、複合ウエブ137が下り勾配となる態様と上り勾配となる態様とを適宜の回数だけ反復しながら機械方向MDヘ走行することは、高吸水性ポリマー粒子4を第1区域6において広く、一様に分布させる上において好ましい。
【0041】
このようにして形成される物品1では、第1ホットメルト接着剤101を第1区域6と第2区域7とのそれぞれに対して、縦方向Aにも横方向Bにも一様に分布するように間欠的に塗布された状態にすることができるのであるが、縦方向Aと横方向Bとのうちの少なくとも一方に対して連続的に塗布された状態にすることもできる。それゆえ、第1ホットメルト接着剤101を塗布するための第1コータ121の機種の選定には格別の規定がなく、第2ホットメルト接着剤102を塗布するための第2コータ122についても同様である。ただし、物品1では、第1区域6におけるポリマー粒子固定用ホットメルト接着剤11と第2区域7におけるシール用ホットメルト接着剤12との間においては、両ホットメルト接着剤11,12が連続する態様にあるか、連続する態様ではなくても互いの離間距離が5mmを越えることがない程度に接近した態様にあることが好ましい。ポリマー粒子固定用ホットメルト接着剤11がそのように塗布されて第1区域6の隅々にまで行き渡るようになると、高吸水性ポリマー粒子4もまた第1区域6の隅々にまで行き渡るようになる。たとえば、高吸水性ポリマー粒子4を第1区域6の対辺部分62のすぐ内側においてその対辺部分62に沿うように分布させることができる。高吸水性ポリマー粒子4は、第1区域6において下層シート3の上面3a(図2参照)のほぼ全体を覆うように分布することが好ましく、そのように分布する高吸水性ポリマー粒子4は、第1区域6において、上層シート2と下層シート3とがポリマー粒子固定用ホットメルト接着剤11を介して接合することを防ぐことができる。物品1が上層2にもホットメルト接着剤が塗布されることを必要とする場合には、図3,5の工程において、上層シート2における必要な部位にホットメルト接着剤を塗布することができる。
【0042】
この発明において、物品1の形状や第1区域6の形状、第1区域6が形成する区画の数に格別の規定はなく、図示例におけるこれらの形状や数に適宜の変更を加えることが可能である。例えば、図1の物品1において第1区域6の横方向Bにおいて二分割したり、三分割したりすることができるように、第2区域7の形状を変更することができる。図3,5の工程において、サクションドラム130から離れるときの複合ウエブ137は、図示例の如く水平に走行させる以外に、水平に対して交差する状態で走行させることもできる。サクションドラム130の下流側に位置させて、複合ウエブ137が走行する向きを変化させるために使用する案内ロールの個数に格別の規定はない。その案内ロールは、駆動装置につなげられていて回転するものでもよく、また駆動装置にはつなげられておらず自由に回転することが可能なフリーロールであってもよい。第1、第2、第3案内ロール161,162,163における順序付けは、機械方向に並ぶ案内ロールの順序を意味するものであって、サクションドラム130に隣接する順序を意味するものではない。すなわち、この発明に係る製造方法では、製造工程を組み立てる上において必要であるならば、サクションドラム130と第1案内ロール161との間に適宜のロールを介在させることができる。
【0043】
この発明に係る製造方法によって得られる物品1は、その用途が使い捨てのおむつに限定されるわけではなく、おむつやおむつカバーと組合わせて使用するための吸尿パッド、失禁患者用のパンツと組合わせて使用するための吸尿パッド等として使用することができる。物品1はまた、水を吸収させて処理するためのワイプスやその他の吸水性物品として使用することが可能であり、ワイプスとして使用するときの物品1では、下層シート3として透水性のシート片を使用したり、難透水性または不透水性のシート片を使用したりすることができる。
【符号の説明】
【0044】
1 吸水性物品
2 上層シート
3 下層シート
4 高吸水性ポリマー粒子
6 第1区域
7 第2区域
11 ホットメルト接着剤(ポリマー粒子固定用ホットメルト接着剤)
12 ホットメルト接着剤(シール用ホットメルト接着剤)
131 第1ウエブ
132 第2ウエブ
137 複合ウエブ
161 案内ロール(第1案内ロール)
162 案内ロール(第2案内ロール)
163 案内ロール(第3案内ロール)
MD 機械方向
α 角度(交角)
【特許請求の範囲】
【請求項1】
重なり合う2枚のシート片のうちの少なくとも一方が透水性である前記2枚のシート片の対向面間に高吸水性ポリマー粒子を介在させた第1区域と、前記対向面が互いに接合していて前記第1区域を囲んでいる第2区域とを有する吸水性物品の製造方法であって、
前記2枚のシート片それぞれの連続体である第1ウエブと第2ウエブとを機械方向へ連続的に走行させ、
前記第1ウエブにおいて前記第1区域に相当する部位の前記対向面に前記高吸水性ポリマー粒子を供給する一方、前記第2ウエブにおいて前記第1区域と前記第2区域とに相当する部位の前記対向面に、ホットメルト接着剤を塗布し、
前記第1ウエブと前記第2ウエブとを重ね合わせることによって、前記第1区域と前記第2区域とを有する複合ウエブを形成して前記複合ウエブを前記機械方向へ走行させ、
前記複合ウエブを前記機械方向へ走行させるように回転する複数の案内ロールに前記複合ウエブを順次接触させ、前記複数の案内ロールのうちで前記機械方向の上流側に位置する第1案内ロールと前記機械方向の下流側において前記第1案内ロールに隣接する第2案内ロールとの間では前記複合ウエブの走行方向の向きを、前記第1案内ロールに向かう前記複合ウエブの走行方向の向きに対して30−180度の範囲で角度を変化させることを特徴とする前記製造方法。
【請求項2】
前記角度の前記範囲が90度未満である請求項1記載の製造方法。
【請求項3】
前記複合ウエブを前記第1案内ロールと、前記第2案内ロールと、前記第2案内ロールに下流側で隣接する第3案内ロールとに順次接触させ、前記第1ロールと前記第2ロールとの間では前記角度の前記範囲を90度未満にして、前記複合ウエブが下り勾配または上り勾配となるように走行させ、前記第2ロールと前記第3ロールとの間では前記複合ウエブが上り勾配または下り勾配となるように走行させる請求項1または2記載の製造方法。
【請求項4】
前記第1区域には、前記高吸水性ポリマー粒子が質量にして30〜300g/m2の割合で含まれている請求項1−3のいずれかに記載の製造方法。
【請求項5】
前記第2区域における単位面積当たりの前記ホットメルト接着剤の塗布量は、前記第1区域における単位面積当たりの前記ホットメルト接着剤の塗布量と同量である請求項1−4のいずれかに記載の製造方法。
【請求項6】
前記第2区域における単位面積当たりの前記ホットメルト接着剤の塗布量は、前記第1区域における単位面積当たりの前記ホットメルト接着剤の塗布量よりも多い請求項1−4のいずれかに記載の製造方法。
【請求項7】
前記吸水性物品には、前記第1区域が複数形成される請求項1−6のいずれかに記載の製造方法。
【請求項8】
前記2枚のシート片それぞれが透水性である請求項1−7のいずれかに記載の製造方法。
【請求項9】
透水性である前記シート片が熱可塑性合成繊維で形成された親水性の不織布である請求項1−8のいずれかに記載の製造方法。
【請求項10】
前記2枚のシート片のうちの一方が透水性であり、もう一方が不透水性および難透水性のいずれかであって、前記高吸水性ポリマー粒子が前記不透水性および難透水性のいずれかである前記シート片に接合している請求項1−7のいずれかに記載の製造方法。
【請求項1】
重なり合う2枚のシート片のうちの少なくとも一方が透水性である前記2枚のシート片の対向面間に高吸水性ポリマー粒子を介在させた第1区域と、前記対向面が互いに接合していて前記第1区域を囲んでいる第2区域とを有する吸水性物品の製造方法であって、
前記2枚のシート片それぞれの連続体である第1ウエブと第2ウエブとを機械方向へ連続的に走行させ、
前記第1ウエブにおいて前記第1区域に相当する部位の前記対向面に前記高吸水性ポリマー粒子を供給する一方、前記第2ウエブにおいて前記第1区域と前記第2区域とに相当する部位の前記対向面に、ホットメルト接着剤を塗布し、
前記第1ウエブと前記第2ウエブとを重ね合わせることによって、前記第1区域と前記第2区域とを有する複合ウエブを形成して前記複合ウエブを前記機械方向へ走行させ、
前記複合ウエブを前記機械方向へ走行させるように回転する複数の案内ロールに前記複合ウエブを順次接触させ、前記複数の案内ロールのうちで前記機械方向の上流側に位置する第1案内ロールと前記機械方向の下流側において前記第1案内ロールに隣接する第2案内ロールとの間では前記複合ウエブの走行方向の向きを、前記第1案内ロールに向かう前記複合ウエブの走行方向の向きに対して30−180度の範囲で角度を変化させることを特徴とする前記製造方法。
【請求項2】
前記角度の前記範囲が90度未満である請求項1記載の製造方法。
【請求項3】
前記複合ウエブを前記第1案内ロールと、前記第2案内ロールと、前記第2案内ロールに下流側で隣接する第3案内ロールとに順次接触させ、前記第1ロールと前記第2ロールとの間では前記角度の前記範囲を90度未満にして、前記複合ウエブが下り勾配または上り勾配となるように走行させ、前記第2ロールと前記第3ロールとの間では前記複合ウエブが上り勾配または下り勾配となるように走行させる請求項1または2記載の製造方法。
【請求項4】
前記第1区域には、前記高吸水性ポリマー粒子が質量にして30〜300g/m2の割合で含まれている請求項1−3のいずれかに記載の製造方法。
【請求項5】
前記第2区域における単位面積当たりの前記ホットメルト接着剤の塗布量は、前記第1区域における単位面積当たりの前記ホットメルト接着剤の塗布量と同量である請求項1−4のいずれかに記載の製造方法。
【請求項6】
前記第2区域における単位面積当たりの前記ホットメルト接着剤の塗布量は、前記第1区域における単位面積当たりの前記ホットメルト接着剤の塗布量よりも多い請求項1−4のいずれかに記載の製造方法。
【請求項7】
前記吸水性物品には、前記第1区域が複数形成される請求項1−6のいずれかに記載の製造方法。
【請求項8】
前記2枚のシート片それぞれが透水性である請求項1−7のいずれかに記載の製造方法。
【請求項9】
透水性である前記シート片が熱可塑性合成繊維で形成された親水性の不織布である請求項1−8のいずれかに記載の製造方法。
【請求項10】
前記2枚のシート片のうちの一方が透水性であり、もう一方が不透水性および難透水性のいずれかであって、前記高吸水性ポリマー粒子が前記不透水性および難透水性のいずれかである前記シート片に接合している請求項1−7のいずれかに記載の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−99429(P2013−99429A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−244854(P2011−244854)
【出願日】平成23年11月8日(2011.11.8)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年11月8日(2011.11.8)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
[ Back to top ]