
吸水性複合材料の製造方法及び装置
本発明は、連続トウから吸水性複合材料を製造する方法及び装置に関する。本発明の方法及び装置は、けん縮トウを開繊し、けん縮トウをディレジスターし、ディレジスターされたトウを実質的に長方形断面に成形し、及び微粒子を成形されたトウ中に微粒子を分散する工程又は手段を含む。けん縮トウをディレジスターする工程又は手段は、少なくとも2対のローラーを使用し、前記各対のローラーは、それぞれが金属表面のローラー及びゴム表面のローラーを有し、前記金属表面のローラーは、ローラー間において反対側に配置される。あるいは、前記金属表面のローラーは、ローラー間において同じ側に配置される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は連続トウから吸水性複合材料を作製するための方法及び装置に関するものである。
【背景技術】
【0002】
吸水性複合材料は使い捨て吸水性衣料品の構成材料である。このような吸水性衣料品には、これに限定されないが、幼児用オムツ又はトレーニングパンツ、大人用失禁用品及び女性用衛生用品が含まれる。典型的には、吸水性複合材料は、組織、不織布、及び透水性及び不浸透性薄膜のような各層間に挟まれた繊維質材料(例えば、木材パルプ又は綿毛)及び超吸水性ポリマー(SAP)の混合物を含む。
【0003】
吸水性複合材料の製造には、連続トウを使用することが知られている。日本国特公昭60−26537号公報、米国SIRH1565及び米国特許6,068,620;6、253,431及び6,643,106号明細書参照。それぞれについて、次に検討する。
【0004】
日本国特公昭60−26537号公報は、けん縮性アセテート繊維及び粉砕パルプからなりSAPを含まない吸水性構造体を開示している。図4を参照すると、吸水性構造を形成する工程が開示されている。トウはベールから除かれ、空気開繊装置14によって開繊される。次いで、トウは2つのローラー16、17間を通りぬけて、ディレジスターされる。ディレジスターされたトウは第2開繊装置18によってさらに開繊され均一な密度とされる。トウが第2開繊装置を離れた後、粉砕パルプ21が開繊トウの上に広げられる。その後、吸水性シートが加えられ、吸水性パッドが最終的な形に折りたたみ込まれる。
【0005】
米国SIR、H1565は、好ましくは、バインダーによって開繊トウに固着されるけん縮性アセテートトウ及びSAPからなる吸水性構造体を開示する。トウは、Korber&Co.Model AF2機械(シガレットフィルターの製造に一般的に使用される機械)によって開繊され、その後、バインダーとSAP、又はバインダーに次いでSAPがトウに加えられる。
【0006】
米国特許6,068,620号明細書は、上層と下層の間の繊維状けん縮性トウ及びSAPからなる吸水性コアを開示している。図7を参照すると、混合チャンバーによってSAPがトウに加えられる。
【0007】
米国特許6,253,431及び6,543,106号明細書は開繊アセテート繊維及びSAPから吸水性構造体を作製する方法を開示している。図1を参照すると、開繊装置130によってベールからトウが開繊される。次いで、トウは、ローラーアセンブリ40、64、70を通して部分的にディレジスター(又は開放)される。各ローラーは金属表面ローラー42、62,72及びゴム表面ローラー44、64、74を有する。最適には、液体供給アセンブリ80によって液体が開繊されたトウに適用される。SAPのような固体物質は、完全に開繊された形状のトウが開繊装置240から現れた後に加えられる。固体物質は振動性供給器により加えられる。
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、吸水性構造体を作製するためのより実用的なプロセス及び装置が必要とされている。
【課題を解決するための手段】
【0009】
連続性トウから吸水性構造体を作製するための方法及び装置が開示される。本発明の方法及び装置は、けん縮性トウを開繊し、開繊されたトウをディレジスターし、ディレジスターされたトウを成形し、微粒子を開繊されたトウ中に分散させる工程又は手段を含む。トウを開繊するための工程又は手段は少なくとも2つの開繊ジェット装置を使用する。
【0010】
本発明を例示するための目的として、現在好ましい形が図示されている。しかしながら、本発明はここに示される詳細な器具及び装置に限定されるものではない。
【発明を実施するための最良の形態】
【0011】
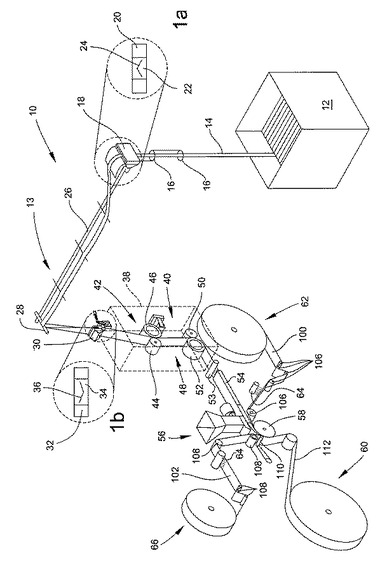
図を参照すると、ここで、同じ番号は同じ構成要素を表し、連続性トウから吸水性複合材料を作製するための装置10が図1に示されている。
【0012】
本明細書で検討される吸水性複合材料は吸水性衣料品を製造するために使用される。吸水性衣料品は、例えば、幼児用オムツ又はトレーニングパンツ、大人用失禁用品及び女性用衛生用品を含む。本明細書で開示される吸水性複合材料は、それぞれ引用文献として本明細書に取り込まれる米国特許公開2003/0105442、2003/0114814、2003/0135177、及び2003/013517号公報において開示される吸水性コア及び衣料品に特に有益である。
【0013】
トウは、明確なねじれを有しない連続的に製造された繊維状フィラメントの大きなより糸であり、通常、けん縮によって共に固まった自由な、束ねられた又はロープ状の形に集められたものである。適切なトウ材料は、これに限定されないが、ポリオレフィン、ポリエステル、ポリアミド、セルロース及びこれらの混合物を含む。これらの中では、セルロース繊維が好ましい。セルロース繊維はレーヨン、アセテート(セルロースセテート)及びトリアセテート(セルローストリアセテート)繊維を含む。アセテートトウが最も好ましい。例えば、アセテートトウは、1〜15デニール、好ましくは2〜10デニール、最も好ましくは3〜8デニールの個別の約2500〜約25,000の繊維から構成される。単一アセテートトウの束の総計デニールは約2,500〜125,000、好ましくは15,000〜75,000、最も好ましくは20,000〜40,000の範囲である。トウは好ましくは、けん縮性で、1インチ当たり約5〜40(1cm当たり2〜16)、好ましくは、1インチ当たり25〜30(1cm当たり10〜12)のひだを有する。トウの繊維は ‘y’‘x’丸形、小鈍鋸歯、犬用の骨又はこれらの組み合わせを含むいずれか断面形状を有する。トウは上塗りを含むことができ、上塗りはトウの約0.3〜約5%、好ましくは、0.5〜2.0%の重さを含む。トウの断面長は、幅約25mm〜100mm、好ましくは40〜60mm、高さ約1〜10mm、好ましくは2〜5mmである。トウは入手可能であり、圧縮されたベールとして市販されている。
【0014】
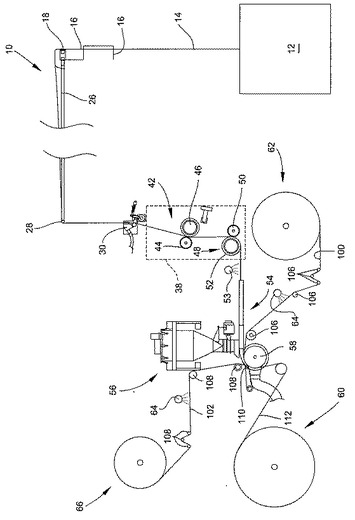
図1及び2において、連続性トウから吸水性複合材料を作製するための装置10が示されている。装置10は、通常、トウを開繊、すなわち、ベールにおける圧縮した状態から幅を増加させる装置13、トウのけん縮を解放するディレジスター装置40、トウを目的の断面形状に形成するための成形装置54、例えば、これによってSAPのような微粒子物質が成形されたトウに分散される微粒子分散装置56、及び微粒子が積まれ成形されたトウが層と巻き取りの間に挟まれ、次いで巻き取られる巻取り装置69を含む。巻き取りは省略することができ、吸水性複合材料は、最終の給水性衣料に形成されるために次の機械に直接送ることができる(例えば、それぞれ、引用文献として本明細書に組み込まれる米国特許公開2003/0105442、2003/0114814、2003/0134559、2003/0135177、2003/0150551号公報参照)。
【0015】
ベール12は、ディレジスター装置40、トウ成形装置54及び微粒子分散装置56を通じてトウが進行する右手角度に位置される。ベールは上記装置に従う位置を含めて、適当な位置に配置され得る。しかしながら、右手角度の位置は、使い果たしたベールを取り替えるためにベールに近寄ることを容易にし、また、操作者がトウの目視検査を行いやすい。
【0016】
トウ14はベール12から開繊装置13に搬送される。装置13は、2つの位置の間を案内し、トウを開繊する。開繊装置13は、好ましくは、少なくとも2つの開繊ジェットを有する。これら開繊ジェットは装置10の残りを動くようにトウを拡張、安定化させる。トウ14は、ベール12から引き出され、リング16を通して第1の開繊ジェット18に案内される。開繊ジェット18は、トウを開繊し(すなわち、広げ)及び安定化するために使用される。開繊ジェット18は、図1aを参照すると、チャネル22内に位置する空気ノズル24を有するチャネル22を有するプレート20を含む。従来の開繊ジェットであれば何でも使用できる。例えば、引用文献として本明細書に取り込まれる米国特許3,226,773号明細書又は1998年12月23日出願の米国特許出願09/219,818号を参照されたい。空気ノズル24は、山形に示されているが、他の形状や型も可能であり、例えば、溝の替わりに孔を使用することができる。山形は、50〜140mmの幅を有する。圧縮空気がノズル24から噴出され、トウを部分的に開繊する。圧縮空気の圧力は0.5〜5.0psig、好ましくは、2.5〜3.0psigの範囲にわたる。チャネル22は、幅W1を有する。
【0017】
トウ運搬装置26は、開繊ジェット18から出発するトウ14をジェット18から装置10の残りの部分について運搬する。運搬装置26の末端に配置される案内ローラー28は、装置10の残りの部分に入るために再度方向付ける。
【0018】
第2の開繊ジェット30は、案内ローラー28からトウ14を受け取る。図1bの第2の開繊ジェット30は、空気ノズル36を有するチャネル34を有するプレート32を含む。いずれの従来技術の開繊ジェットが使用され得る。例えば、本明細書に引用例として取り込まれる米国特許3,226,773号明細書又は1998年12月23日出願の米国特許出願09/219,818参照。空気ノズル36はシェブロンとして示されるが、他の形状又はパターンが可能であり、例えば、溝は孔によって取り替えられる。山形は幅70〜155mmの幅を有する。圧縮空気は、空気ノズル36を通して吹き抜け、部分的にトウを開繊する。圧縮空気の圧力は0.5〜5.0psig、好ましくは、3.0〜3.5psigの範囲である。山形34は幅W2を有する。好ましくは、W1はW2より狭い。
【0019】
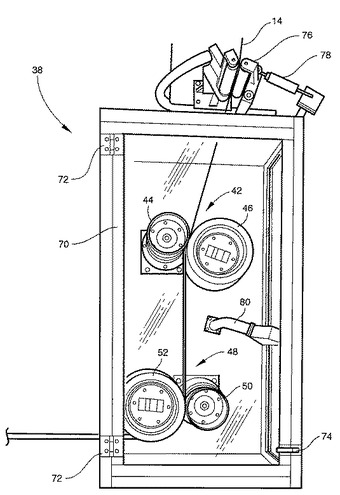
キャビネット38(ファントムに示される)は、開繊装置13からトウ14を受け取るディレジスター装置40を含む。キャビネット38は、ゴムからの粘着物のような汚れ又はディレジスター装置40のロール表面の汚れを防止する遮蔽装置及び安全装置として機能する。キャビネット38が好ましいが、遮蔽機能を達成することができる他の手段、例えば、カーテン、エアカーテン、金網のようなものも使用することができる。キャビネット38の詳細については後述する。
【0020】
好ましくはキャビネット38内に収容されるディレジスター装置40は、少なくとも2対のローラー42及び48を有する。ディレジスターにおいては、トウの個別のけん縮フィラメントがディレジスターされ、成形のために用意される。ローラー対42は金属表面ローラー44及びゴム表面ローラー46(ゴム表面は全ての弾性ポリマーを意味する)を有する。ローラー対48は金属表面ローラー50及びゴム表面ローラー52(ゴム表面は全ての弾性ポリマーを意味する)を有する。金属表面ローラーは駆動され、160mmの直径を有する。ローラー42及び48の対は、(図示されるように)垂直方向、水平方向又はその間の角度に位置づけられ得る。金属表面ローラー48及び50は平滑、溝入り、糸模様、織り目又はこれらの組み合わせである。溝入り又は糸模様の場合、開放表面の平坦部分の割合は名目上90:10〜10:90、好ましくは、25:75、50:50、75:25、最も好ましくは、75:25の範囲である。ゴム表面のローラーは、好ましくは、図示されるように一対で互いに反対側に配置されるが、同じ側に配置することもでき、好ましくは、トウの繊維が金属ロールの開放表面を汚さないように、装置54に一番近接した側に配置される。各ローラー対42及び48間のニップ圧は、70mm直径圧力シリンダーで2バールである。ローラー対48はローラー対42より大きな表面速度を有する。セルロースアセテートトウが使用されるとき、対48(S48)と対42(S42)のローラー速度の比は1≦S48/S42≦2であり、S48/S42は好ましくは1.1〜1.7、最も好ましくは1.3〜1.4である。
【0021】
選択的に、ディレジスター装置40の後に液体塗布ステーション53が使用され得る。上記液体は、例えば、トウ中の繊維又は粒子の結合を容易にし、吸収性複合材料の臭気を除去したり、においを付けたり、複合材料に抗細菌物質を加えたり、あるいはトウの親水性を変えるために使用される。上記液体には、水、親水性液体(例えば、アルコール、グリコール、硫化ジメチル、ケトン、エーテル及び類似物)、可塑剤(例えば、トリアセトン)、界面活性剤、並びに可塑剤、界面活性剤及び類似物を含む溶液が挙げられる。液体塗布ステーション53は、従来公知のスプレーノズル、円盤塗布器、回転ブラシ塗布器、ウイック接触ロール及び類似物を使用することができる。
【0022】
トウ成形装置54は、ディレジスター装置40からトウ14を受け取る。トウ成形装置54は、吸収性衣料品に使用するため、開繊されたトウを既定の断面形状、好ましくは、通常は長方形の断面形状に変形するために使用される。他の断面形状も可能であり、円形、長円形、四角、導孔付き、及び溝付きを含む。好ましいトウ成形装置54は、本明細書に引用例として取り込まれる米国特許明細書5,331,976号に図示されている。トウ成形装置54が70mm幅を有するとき、開繊ジェット18は62.5mmの幅(W1)を有し、開繊ジェット30は65mmの幅(W2)有する。装置54が幅110を有するとき、W1は82.5mmであり、W2は108mmである。装置54が120の幅を有するとき、W1は102.5mmであり、W2は118mmである。さらに、装置54は、トウが装置54を出るとき成形されたトウの厚さを制御するダンサー(図示しない)を含む。ダンサーは、好ましくは、装置54内の重要な位置に取り付けられるプレートであり、トウの幅に沿って軸受けのかみ合いによって適合される。ダンサーは、トウの均一な厚さを確保するために、また、ライン速度を後に開示するものにできるようにトウの厚さを制御する。ダンサーは、また、本明細書に引用例として組み込まれる米国特許公開2003/0130638、2003/0135176、2003/0143324号公報に図示されている。
【0023】
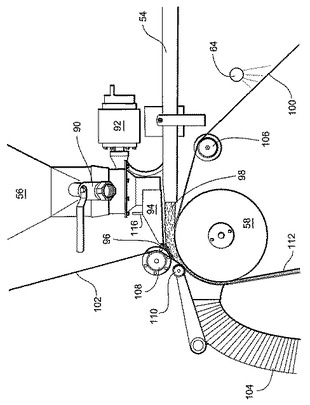
微粒子分散装置56はトウ成形装置54の末端に位置する。微粒子分散装置56は既定の態様で開繊され、成形されたトウ中に微粒子を分散するが、詳しくは後述する。微粒子は、特にSAPを含み、しかし、接着剤、芳香剤、木製パルプ、脱臭剤、抗細菌剤及び類似物のような他の固体物質も含む。微粒子分散装置56は、さらに、本明細書に引用例として組み込まれる米国特許公開2003/0130638、2003/0132762、2003/0135176及び2003/0143324号公報に記載されている。
【0024】
巻き上げ装置60は微粒子が積まれ成形されたトウを層(例えば、組織、不織布、並びに透水性及び不透水性薄膜)の間に挟む。装置60は従来のものであり、駆動される。巻出し装置62からの層100は、複数の案内ローラー106を通って、接着剤塗布装置64を通り過ぎ真空装置58に送られる。接着剤塗布装置64は、どのようなものでもよいが、好ましくは、ホットメルト塗布装置がよい。真空適用装置58は真空源104(図4参照)に接続され、真空ドラム又は真空テーブル(本明細書に引用例として組み込まれる米国公開2003/0134559号公報)いずれかの適当な装置でよい。真空は、水3〜6インチの範囲、好ましくは、水5インチの圧力を有する。真空ドラム又は真空テーブルは、好ましくは駆動される。巻き出し装置66からの層102は複数の案内ローラー108を通して送られ、他の接着剤塗布装置64を通過して真空装置58に送られる。真空装置58、層100及び102は、微粒子が積まれ成形されたトウを挟む。層102は、ローラー110上のレイによって他の層に圧入される。ローラー110上のレイは、吸水性複合材料112を既定の形(例えば、時間ガラス、長方形等)に成形し、及び/又は封止するために層を合わせて圧縮する。その後、吸水性構造材料112は、巻上げ装置60上に巻き上げられ、吸水性衣料作製機械に直接送られる。
【0025】
線速度は、真空ドラムで測定されるように、好ましくは、190m/分より速く、より好ましくは225m/分より速く、最も好ましくは250m/分より速い。最大の線速度は、約300m/分である。キャビネット38から出る真空ドラム58におけるトウの速度比は、1より大きく3未満、好ましくは1.8〜3.0の間、最も好ましくは約2.4である。これは、トウ成形装置54におけるトウの集積を可能にする。さらに、線速度は微粒子分散装置56の制御のために使用される。装置56への連結線速度は、装置10の立ち上がり及び立下りの間微粒子(例えば、SAP)のロスを最小化する。
【0026】
さらに、空電除去装置(図示しない)は、トウ帯上に蓄積する静電荷を減らすためにトウ帯に隣接する装置10に設置される。これら装置の設置は本技術のスキルの範囲内である。さらに、駆動されるローラーは、起動、停止、及び操業中における線速度の変更のために従来の態様で、好ましくは結合され、又は制御される(図示しない)。
【0027】
図3において、キャビネット38のより詳細が示されている。キャビネット38に入る前にトウ14は案内ローラー76に噛み合う。案内ローラー76は、開口機構78によって開いたり閉じたりされる。ガイドローラー76は、直径50mmを有し、0.5〜5バール、好ましくは2〜2.5バール(1.0625インチシリンダー使用)のニップ圧を有する。キャビネット38は、ヒンジ72によってキャビネットの他の部分に固着されるドア70を含み、ラッチ74によってしっかり締められる。キャビネット38は、ディレジスター装置40を含み、接着剤塗布装置64からの接着剤のような汚染物がローラーの表面を汚すのを防ぐ。表面の汚染は、トウのローラーへの固着を生じさせる。キャビネット38は、汚染物が入らないようにキャビネット38内に正の圧力を供給するために使用される空気ノズル80を装備する。正の圧力は、0.1〜1.0psig、好ましくは0.25〜0.5psigの範囲であり得る。
【0028】
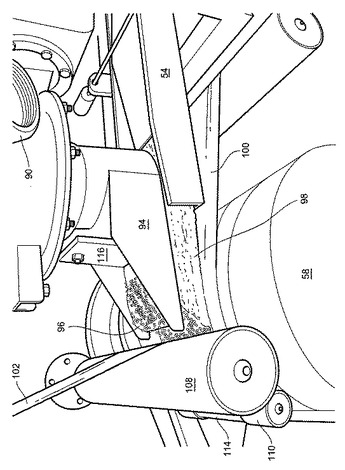
図4、5及び6を参照することにより、微粒子分散装置56の操作の詳細を説明する。微粒子分散装置56は、好ましくは振動性供給装置である。ホッパーの底には、クリーンアウトバルブ90及び供給器を駆動するモーター92がある。微粒子は既定のオリフィスを通じて、部分的に、そこで開繊トウに蒸着されるトラフ94によって振動される。微粒子は、SAPの場合、10〜15g/衣料で500〜900/分の衣料製造と仮定して、1〜25Kg/分の速度で、好ましくは、5〜13.5Kg/分の速度で送られる。微粒子96と成形されたトウ98は、層100及び102が適用される間に、真空装置58(回転真空ドラムが示される)によって固定化される。層100及び102は、それぞれ、ローラー106及び108によって真空装置58に案内される。層は、真空装置上の微粒子が積まれ成形されたトウを挟むとき、好ましくは、層の側面端を共に塞いでローラー110上の層は複合材料を塞ぐように圧搾する。その後、吸水性複合材料112は巻上げられ、又はそれに続く吸水性衣料の製造の操作に向けられる。
【0029】
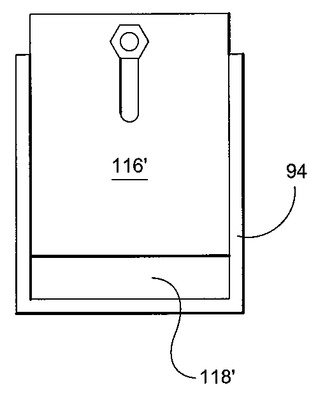
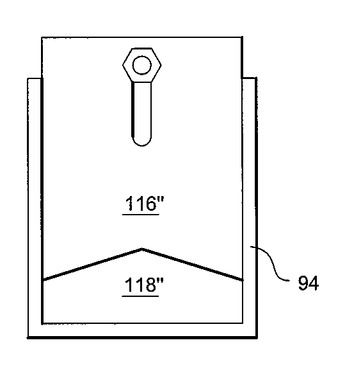
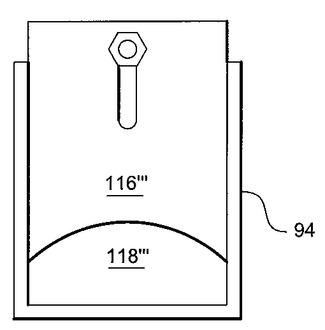
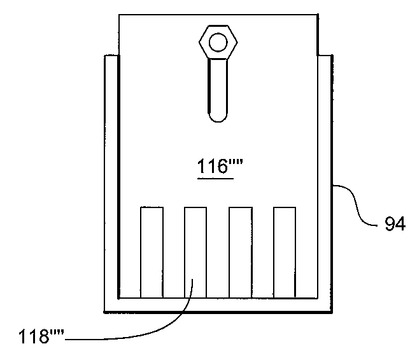
微粒子の分散は、部分的に、図6のオリフィス118によって制御される。オリフィス118は、オリフィスを開閉するために移動するトラウ94及びプレート116によって規定される。図6は、4つのオリフィス118の考えられる配置を示す。図6Aのオリフィス118’は、長方形形状のオリフィスを示す。図6Bのオリフィス118”は、三角形状のオリフィスを示す。図6Cのオリフィス118”’は、アーチ形の形状を示す。図6Dのオリフィス118””は、のこぎり形又は歯形状オリフィスを示す。もちろん、他の形状のオリフィスも当業者にとって自明である。
【0030】
本発明は、本発明の精神及びそれによる必須帰属から離れない限り他の形で実施し得る。したがって、本発明の範囲を導くには、本明細書ではなく特許請求の範囲を参照して行うべきである。
【図面の簡単な説明】
【0031】
【図1】本発明の概略機構図である。
【図2】本発明の正面図である。
【図3】本発明のディレジストレーション機構の正面図である。
【図4】本発明の成形及び微粒子分散機構の正面図である。
【図5】本発明の微粒子分散機構の等距離図である。
【図6A】本発明の微粒子分散機構の一部の正面図である。
【図6B】本発明の微粒子分散機構の一部の正面図である。
【図6C】本発明の微粒子分散機構の一部の正面図である。
【図6D】本発明の微粒子分散機構の一部の正面図である。
【符号の説明】
【0032】
10 連続トウから吸水性複合材料を作製する装置
12 ベール
13 開繊装置
14 トウ
16 リング
18 開繊ジェット
20 プレート
22 チャネル
24 空気ノズル
34 チャネル
38 キャビネット
40 ディレジスター装置
42 ローラー対
48 ローラー対
50 金属表面ローラー
52 ゴム表面ローラー
54 トウ成形装置
56 微粒子分散装置
58 真空装置
60 巻き取り装置
62 巻き出し装置
64 接着剤塗布装置
69 巻き取り装置
70 ドア
72 ヒンジ
74 ラッチ
76 案内ローラー
80 ノズル
90 クリーンアウトバルブ
92 モーター
94 トロウ
96 微粒子
98 成形トウ
100 層
102 層
106 ローラー
108 ローラー
110 ローラー上のレイ
112 吸水性複合材料
116 プレート
118 オリフィス
【技術分野】
【0001】
本発明は連続トウから吸水性複合材料を作製するための方法及び装置に関するものである。
【背景技術】
【0002】
吸水性複合材料は使い捨て吸水性衣料品の構成材料である。このような吸水性衣料品には、これに限定されないが、幼児用オムツ又はトレーニングパンツ、大人用失禁用品及び女性用衛生用品が含まれる。典型的には、吸水性複合材料は、組織、不織布、及び透水性及び不浸透性薄膜のような各層間に挟まれた繊維質材料(例えば、木材パルプ又は綿毛)及び超吸水性ポリマー(SAP)の混合物を含む。
【0003】
吸水性複合材料の製造には、連続トウを使用することが知られている。日本国特公昭60−26537号公報、米国SIRH1565及び米国特許6,068,620;6、253,431及び6,643,106号明細書参照。それぞれについて、次に検討する。
【0004】
日本国特公昭60−26537号公報は、けん縮性アセテート繊維及び粉砕パルプからなりSAPを含まない吸水性構造体を開示している。図4を参照すると、吸水性構造を形成する工程が開示されている。トウはベールから除かれ、空気開繊装置14によって開繊される。次いで、トウは2つのローラー16、17間を通りぬけて、ディレジスターされる。ディレジスターされたトウは第2開繊装置18によってさらに開繊され均一な密度とされる。トウが第2開繊装置を離れた後、粉砕パルプ21が開繊トウの上に広げられる。その後、吸水性シートが加えられ、吸水性パッドが最終的な形に折りたたみ込まれる。
【0005】
米国SIR、H1565は、好ましくは、バインダーによって開繊トウに固着されるけん縮性アセテートトウ及びSAPからなる吸水性構造体を開示する。トウは、Korber&Co.Model AF2機械(シガレットフィルターの製造に一般的に使用される機械)によって開繊され、その後、バインダーとSAP、又はバインダーに次いでSAPがトウに加えられる。
【0006】
米国特許6,068,620号明細書は、上層と下層の間の繊維状けん縮性トウ及びSAPからなる吸水性コアを開示している。図7を参照すると、混合チャンバーによってSAPがトウに加えられる。
【0007】
米国特許6,253,431及び6,543,106号明細書は開繊アセテート繊維及びSAPから吸水性構造体を作製する方法を開示している。図1を参照すると、開繊装置130によってベールからトウが開繊される。次いで、トウは、ローラーアセンブリ40、64、70を通して部分的にディレジスター(又は開放)される。各ローラーは金属表面ローラー42、62,72及びゴム表面ローラー44、64、74を有する。最適には、液体供給アセンブリ80によって液体が開繊されたトウに適用される。SAPのような固体物質は、完全に開繊された形状のトウが開繊装置240から現れた後に加えられる。固体物質は振動性供給器により加えられる。
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、吸水性構造体を作製するためのより実用的なプロセス及び装置が必要とされている。
【課題を解決するための手段】
【0009】
連続性トウから吸水性構造体を作製するための方法及び装置が開示される。本発明の方法及び装置は、けん縮性トウを開繊し、開繊されたトウをディレジスターし、ディレジスターされたトウを成形し、微粒子を開繊されたトウ中に分散させる工程又は手段を含む。トウを開繊するための工程又は手段は少なくとも2つの開繊ジェット装置を使用する。
【0010】
本発明を例示するための目的として、現在好ましい形が図示されている。しかしながら、本発明はここに示される詳細な器具及び装置に限定されるものではない。
【発明を実施するための最良の形態】
【0011】
図を参照すると、ここで、同じ番号は同じ構成要素を表し、連続性トウから吸水性複合材料を作製するための装置10が図1に示されている。
【0012】
本明細書で検討される吸水性複合材料は吸水性衣料品を製造するために使用される。吸水性衣料品は、例えば、幼児用オムツ又はトレーニングパンツ、大人用失禁用品及び女性用衛生用品を含む。本明細書で開示される吸水性複合材料は、それぞれ引用文献として本明細書に取り込まれる米国特許公開2003/0105442、2003/0114814、2003/0135177、及び2003/013517号公報において開示される吸水性コア及び衣料品に特に有益である。
【0013】
トウは、明確なねじれを有しない連続的に製造された繊維状フィラメントの大きなより糸であり、通常、けん縮によって共に固まった自由な、束ねられた又はロープ状の形に集められたものである。適切なトウ材料は、これに限定されないが、ポリオレフィン、ポリエステル、ポリアミド、セルロース及びこれらの混合物を含む。これらの中では、セルロース繊維が好ましい。セルロース繊維はレーヨン、アセテート(セルロースセテート)及びトリアセテート(セルローストリアセテート)繊維を含む。アセテートトウが最も好ましい。例えば、アセテートトウは、1〜15デニール、好ましくは2〜10デニール、最も好ましくは3〜8デニールの個別の約2500〜約25,000の繊維から構成される。単一アセテートトウの束の総計デニールは約2,500〜125,000、好ましくは15,000〜75,000、最も好ましくは20,000〜40,000の範囲である。トウは好ましくは、けん縮性で、1インチ当たり約5〜40(1cm当たり2〜16)、好ましくは、1インチ当たり25〜30(1cm当たり10〜12)のひだを有する。トウの繊維は ‘y’‘x’丸形、小鈍鋸歯、犬用の骨又はこれらの組み合わせを含むいずれか断面形状を有する。トウは上塗りを含むことができ、上塗りはトウの約0.3〜約5%、好ましくは、0.5〜2.0%の重さを含む。トウの断面長は、幅約25mm〜100mm、好ましくは40〜60mm、高さ約1〜10mm、好ましくは2〜5mmである。トウは入手可能であり、圧縮されたベールとして市販されている。
【0014】
図1及び2において、連続性トウから吸水性複合材料を作製するための装置10が示されている。装置10は、通常、トウを開繊、すなわち、ベールにおける圧縮した状態から幅を増加させる装置13、トウのけん縮を解放するディレジスター装置40、トウを目的の断面形状に形成するための成形装置54、例えば、これによってSAPのような微粒子物質が成形されたトウに分散される微粒子分散装置56、及び微粒子が積まれ成形されたトウが層と巻き取りの間に挟まれ、次いで巻き取られる巻取り装置69を含む。巻き取りは省略することができ、吸水性複合材料は、最終の給水性衣料に形成されるために次の機械に直接送ることができる(例えば、それぞれ、引用文献として本明細書に組み込まれる米国特許公開2003/0105442、2003/0114814、2003/0134559、2003/0135177、2003/0150551号公報参照)。
【0015】
ベール12は、ディレジスター装置40、トウ成形装置54及び微粒子分散装置56を通じてトウが進行する右手角度に位置される。ベールは上記装置に従う位置を含めて、適当な位置に配置され得る。しかしながら、右手角度の位置は、使い果たしたベールを取り替えるためにベールに近寄ることを容易にし、また、操作者がトウの目視検査を行いやすい。
【0016】
トウ14はベール12から開繊装置13に搬送される。装置13は、2つの位置の間を案内し、トウを開繊する。開繊装置13は、好ましくは、少なくとも2つの開繊ジェットを有する。これら開繊ジェットは装置10の残りを動くようにトウを拡張、安定化させる。トウ14は、ベール12から引き出され、リング16を通して第1の開繊ジェット18に案内される。開繊ジェット18は、トウを開繊し(すなわち、広げ)及び安定化するために使用される。開繊ジェット18は、図1aを参照すると、チャネル22内に位置する空気ノズル24を有するチャネル22を有するプレート20を含む。従来の開繊ジェットであれば何でも使用できる。例えば、引用文献として本明細書に取り込まれる米国特許3,226,773号明細書又は1998年12月23日出願の米国特許出願09/219,818号を参照されたい。空気ノズル24は、山形に示されているが、他の形状や型も可能であり、例えば、溝の替わりに孔を使用することができる。山形は、50〜140mmの幅を有する。圧縮空気がノズル24から噴出され、トウを部分的に開繊する。圧縮空気の圧力は0.5〜5.0psig、好ましくは、2.5〜3.0psigの範囲にわたる。チャネル22は、幅W1を有する。
【0017】
トウ運搬装置26は、開繊ジェット18から出発するトウ14をジェット18から装置10の残りの部分について運搬する。運搬装置26の末端に配置される案内ローラー28は、装置10の残りの部分に入るために再度方向付ける。
【0018】
第2の開繊ジェット30は、案内ローラー28からトウ14を受け取る。図1bの第2の開繊ジェット30は、空気ノズル36を有するチャネル34を有するプレート32を含む。いずれの従来技術の開繊ジェットが使用され得る。例えば、本明細書に引用例として取り込まれる米国特許3,226,773号明細書又は1998年12月23日出願の米国特許出願09/219,818参照。空気ノズル36はシェブロンとして示されるが、他の形状又はパターンが可能であり、例えば、溝は孔によって取り替えられる。山形は幅70〜155mmの幅を有する。圧縮空気は、空気ノズル36を通して吹き抜け、部分的にトウを開繊する。圧縮空気の圧力は0.5〜5.0psig、好ましくは、3.0〜3.5psigの範囲である。山形34は幅W2を有する。好ましくは、W1はW2より狭い。
【0019】
キャビネット38(ファントムに示される)は、開繊装置13からトウ14を受け取るディレジスター装置40を含む。キャビネット38は、ゴムからの粘着物のような汚れ又はディレジスター装置40のロール表面の汚れを防止する遮蔽装置及び安全装置として機能する。キャビネット38が好ましいが、遮蔽機能を達成することができる他の手段、例えば、カーテン、エアカーテン、金網のようなものも使用することができる。キャビネット38の詳細については後述する。
【0020】
好ましくはキャビネット38内に収容されるディレジスター装置40は、少なくとも2対のローラー42及び48を有する。ディレジスターにおいては、トウの個別のけん縮フィラメントがディレジスターされ、成形のために用意される。ローラー対42は金属表面ローラー44及びゴム表面ローラー46(ゴム表面は全ての弾性ポリマーを意味する)を有する。ローラー対48は金属表面ローラー50及びゴム表面ローラー52(ゴム表面は全ての弾性ポリマーを意味する)を有する。金属表面ローラーは駆動され、160mmの直径を有する。ローラー42及び48の対は、(図示されるように)垂直方向、水平方向又はその間の角度に位置づけられ得る。金属表面ローラー48及び50は平滑、溝入り、糸模様、織り目又はこれらの組み合わせである。溝入り又は糸模様の場合、開放表面の平坦部分の割合は名目上90:10〜10:90、好ましくは、25:75、50:50、75:25、最も好ましくは、75:25の範囲である。ゴム表面のローラーは、好ましくは、図示されるように一対で互いに反対側に配置されるが、同じ側に配置することもでき、好ましくは、トウの繊維が金属ロールの開放表面を汚さないように、装置54に一番近接した側に配置される。各ローラー対42及び48間のニップ圧は、70mm直径圧力シリンダーで2バールである。ローラー対48はローラー対42より大きな表面速度を有する。セルロースアセテートトウが使用されるとき、対48(S48)と対42(S42)のローラー速度の比は1≦S48/S42≦2であり、S48/S42は好ましくは1.1〜1.7、最も好ましくは1.3〜1.4である。
【0021】
選択的に、ディレジスター装置40の後に液体塗布ステーション53が使用され得る。上記液体は、例えば、トウ中の繊維又は粒子の結合を容易にし、吸収性複合材料の臭気を除去したり、においを付けたり、複合材料に抗細菌物質を加えたり、あるいはトウの親水性を変えるために使用される。上記液体には、水、親水性液体(例えば、アルコール、グリコール、硫化ジメチル、ケトン、エーテル及び類似物)、可塑剤(例えば、トリアセトン)、界面活性剤、並びに可塑剤、界面活性剤及び類似物を含む溶液が挙げられる。液体塗布ステーション53は、従来公知のスプレーノズル、円盤塗布器、回転ブラシ塗布器、ウイック接触ロール及び類似物を使用することができる。
【0022】
トウ成形装置54は、ディレジスター装置40からトウ14を受け取る。トウ成形装置54は、吸収性衣料品に使用するため、開繊されたトウを既定の断面形状、好ましくは、通常は長方形の断面形状に変形するために使用される。他の断面形状も可能であり、円形、長円形、四角、導孔付き、及び溝付きを含む。好ましいトウ成形装置54は、本明細書に引用例として取り込まれる米国特許明細書5,331,976号に図示されている。トウ成形装置54が70mm幅を有するとき、開繊ジェット18は62.5mmの幅(W1)を有し、開繊ジェット30は65mmの幅(W2)有する。装置54が幅110を有するとき、W1は82.5mmであり、W2は108mmである。装置54が120の幅を有するとき、W1は102.5mmであり、W2は118mmである。さらに、装置54は、トウが装置54を出るとき成形されたトウの厚さを制御するダンサー(図示しない)を含む。ダンサーは、好ましくは、装置54内の重要な位置に取り付けられるプレートであり、トウの幅に沿って軸受けのかみ合いによって適合される。ダンサーは、トウの均一な厚さを確保するために、また、ライン速度を後に開示するものにできるようにトウの厚さを制御する。ダンサーは、また、本明細書に引用例として組み込まれる米国特許公開2003/0130638、2003/0135176、2003/0143324号公報に図示されている。
【0023】
微粒子分散装置56はトウ成形装置54の末端に位置する。微粒子分散装置56は既定の態様で開繊され、成形されたトウ中に微粒子を分散するが、詳しくは後述する。微粒子は、特にSAPを含み、しかし、接着剤、芳香剤、木製パルプ、脱臭剤、抗細菌剤及び類似物のような他の固体物質も含む。微粒子分散装置56は、さらに、本明細書に引用例として組み込まれる米国特許公開2003/0130638、2003/0132762、2003/0135176及び2003/0143324号公報に記載されている。
【0024】
巻き上げ装置60は微粒子が積まれ成形されたトウを層(例えば、組織、不織布、並びに透水性及び不透水性薄膜)の間に挟む。装置60は従来のものであり、駆動される。巻出し装置62からの層100は、複数の案内ローラー106を通って、接着剤塗布装置64を通り過ぎ真空装置58に送られる。接着剤塗布装置64は、どのようなものでもよいが、好ましくは、ホットメルト塗布装置がよい。真空適用装置58は真空源104(図4参照)に接続され、真空ドラム又は真空テーブル(本明細書に引用例として組み込まれる米国公開2003/0134559号公報)いずれかの適当な装置でよい。真空は、水3〜6インチの範囲、好ましくは、水5インチの圧力を有する。真空ドラム又は真空テーブルは、好ましくは駆動される。巻き出し装置66からの層102は複数の案内ローラー108を通して送られ、他の接着剤塗布装置64を通過して真空装置58に送られる。真空装置58、層100及び102は、微粒子が積まれ成形されたトウを挟む。層102は、ローラー110上のレイによって他の層に圧入される。ローラー110上のレイは、吸水性複合材料112を既定の形(例えば、時間ガラス、長方形等)に成形し、及び/又は封止するために層を合わせて圧縮する。その後、吸水性構造材料112は、巻上げ装置60上に巻き上げられ、吸水性衣料作製機械に直接送られる。
【0025】
線速度は、真空ドラムで測定されるように、好ましくは、190m/分より速く、より好ましくは225m/分より速く、最も好ましくは250m/分より速い。最大の線速度は、約300m/分である。キャビネット38から出る真空ドラム58におけるトウの速度比は、1より大きく3未満、好ましくは1.8〜3.0の間、最も好ましくは約2.4である。これは、トウ成形装置54におけるトウの集積を可能にする。さらに、線速度は微粒子分散装置56の制御のために使用される。装置56への連結線速度は、装置10の立ち上がり及び立下りの間微粒子(例えば、SAP)のロスを最小化する。
【0026】
さらに、空電除去装置(図示しない)は、トウ帯上に蓄積する静電荷を減らすためにトウ帯に隣接する装置10に設置される。これら装置の設置は本技術のスキルの範囲内である。さらに、駆動されるローラーは、起動、停止、及び操業中における線速度の変更のために従来の態様で、好ましくは結合され、又は制御される(図示しない)。
【0027】
図3において、キャビネット38のより詳細が示されている。キャビネット38に入る前にトウ14は案内ローラー76に噛み合う。案内ローラー76は、開口機構78によって開いたり閉じたりされる。ガイドローラー76は、直径50mmを有し、0.5〜5バール、好ましくは2〜2.5バール(1.0625インチシリンダー使用)のニップ圧を有する。キャビネット38は、ヒンジ72によってキャビネットの他の部分に固着されるドア70を含み、ラッチ74によってしっかり締められる。キャビネット38は、ディレジスター装置40を含み、接着剤塗布装置64からの接着剤のような汚染物がローラーの表面を汚すのを防ぐ。表面の汚染は、トウのローラーへの固着を生じさせる。キャビネット38は、汚染物が入らないようにキャビネット38内に正の圧力を供給するために使用される空気ノズル80を装備する。正の圧力は、0.1〜1.0psig、好ましくは0.25〜0.5psigの範囲であり得る。
【0028】
図4、5及び6を参照することにより、微粒子分散装置56の操作の詳細を説明する。微粒子分散装置56は、好ましくは振動性供給装置である。ホッパーの底には、クリーンアウトバルブ90及び供給器を駆動するモーター92がある。微粒子は既定のオリフィスを通じて、部分的に、そこで開繊トウに蒸着されるトラフ94によって振動される。微粒子は、SAPの場合、10〜15g/衣料で500〜900/分の衣料製造と仮定して、1〜25Kg/分の速度で、好ましくは、5〜13.5Kg/分の速度で送られる。微粒子96と成形されたトウ98は、層100及び102が適用される間に、真空装置58(回転真空ドラムが示される)によって固定化される。層100及び102は、それぞれ、ローラー106及び108によって真空装置58に案内される。層は、真空装置上の微粒子が積まれ成形されたトウを挟むとき、好ましくは、層の側面端を共に塞いでローラー110上の層は複合材料を塞ぐように圧搾する。その後、吸水性複合材料112は巻上げられ、又はそれに続く吸水性衣料の製造の操作に向けられる。
【0029】
微粒子の分散は、部分的に、図6のオリフィス118によって制御される。オリフィス118は、オリフィスを開閉するために移動するトラウ94及びプレート116によって規定される。図6は、4つのオリフィス118の考えられる配置を示す。図6Aのオリフィス118’は、長方形形状のオリフィスを示す。図6Bのオリフィス118”は、三角形状のオリフィスを示す。図6Cのオリフィス118”’は、アーチ形の形状を示す。図6Dのオリフィス118””は、のこぎり形又は歯形状オリフィスを示す。もちろん、他の形状のオリフィスも当業者にとって自明である。
【0030】
本発明は、本発明の精神及びそれによる必須帰属から離れない限り他の形で実施し得る。したがって、本発明の範囲を導くには、本明細書ではなく特許請求の範囲を参照して行うべきである。
【図面の簡単な説明】
【0031】
【図1】本発明の概略機構図である。
【図2】本発明の正面図である。
【図3】本発明のディレジストレーション機構の正面図である。
【図4】本発明の成形及び微粒子分散機構の正面図である。
【図5】本発明の微粒子分散機構の等距離図である。
【図6A】本発明の微粒子分散機構の一部の正面図である。
【図6B】本発明の微粒子分散機構の一部の正面図である。
【図6C】本発明の微粒子分散機構の一部の正面図である。
【図6D】本発明の微粒子分散機構の一部の正面図である。
【符号の説明】
【0032】
10 連続トウから吸水性複合材料を作製する装置
12 ベール
13 開繊装置
14 トウ
16 リング
18 開繊ジェット
20 プレート
22 チャネル
24 空気ノズル
34 チャネル
38 キャビネット
40 ディレジスター装置
42 ローラー対
48 ローラー対
50 金属表面ローラー
52 ゴム表面ローラー
54 トウ成形装置
56 微粒子分散装置
58 真空装置
60 巻き取り装置
62 巻き出し装置
64 接着剤塗布装置
69 巻き取り装置
70 ドア
72 ヒンジ
74 ラッチ
76 案内ローラー
80 ノズル
90 クリーンアウトバルブ
92 モーター
94 トロウ
96 微粒子
98 成形トウ
100 層
102 層
106 ローラー
108 ローラー
110 ローラー上のレイ
112 吸水性複合材料
116 プレート
118 オリフィス
【特許請求の範囲】
【請求項1】
けん縮トウを開繊する工程、
少なくとも2対のローラーを使用してけん縮トウをディレジスターする工程、
ディレジスターされたトウを成形する工程、及び
成形されたトウ中に微粒子を分散する工程、
を含む連続トウから吸水性複合材料を製造する方法において、前記各対のローラーは、それぞれが金属表面のローラー及びゴム表面のローラーを有し、前記金属表面のローラーは、ローラー間において反対側に配置されることを特徴とする吸水性複合材料の製造方法。
【請求項2】
前記金属表面のローラーは、平滑、溝入、糸模様、織り目又はこれらの組み合わせである請求項1に記載の方法。
【請求項3】
ゴム表面のローラーは平滑である請求項1に記載の方法。
【請求項4】
前記各対のローラーは、一方から他方に向けて垂直(縦)に配置される請求項1に記載の方法。
【請求項5】
一つの前記対のローラーは他の対のローラーより速く回転する請求項1に記載の方法。
【請求項6】
速く回転するローラーと他のローラーの速度比は1〜2である請求項5に記載の方法。
【請求項7】
速く回転するローラーと他のローラーの速度比は1.1〜1.7である請求項6に記載の方法。
【請求項8】
ディレジスターされたトウを実質的に長方形の断面形状に成形する工程をさらに含む請求項1に記載の方法。
【請求項9】
液体をトウに塗布する工程をさらに含む請求項1に記載の方法。
【請求項10】
けん縮トウを開繊する手段、
少なくとも2対のローラーを使用してけん縮トウをディレジスターする手段、
ディレジスターされたトウを成形する手段、及び
成形されたトウ中に微粒子を分散する手段、
を含む連続トウから吸水性複合材料を製造する装置において、前記各対のローラーは、それぞれが金属表面のローラー及びゴム表面のローラーを有し、前記金属表面のローラーは、ローラー間において反対側に配置されることを特徴とする吸水性複合材料の製造装置。
【請求項11】
前記金属表面のローラーは、平滑、溝入、糸模様、織り目又はこれらの組み合わせである請求項10に記載の装置。
【請求項12】
ゴム表面のローラーは平滑である請求項10に記載の装置。
【請求項13】
前記各対のローラーは、一方から他方に向けて垂直(縦)に配置される請求項10に記載の装置。
【請求項14】
一つの前記対のローラーは他の対のローラーより速く回転する請求項10に記載の装置。
【請求項15】
速く回転するローラーと他のローラーの速度比は1〜2である請求項14に記載の装置。
【請求項16】
速く回転するローラーと他のローラーの速度比は1.1〜1.7である請求項15に記載の装置。
【請求項17】
ディレジスターされたトウを実質的に長方形の断面形状に成形する手段をさらに含む請求項10に記載の装置。
【請求項18】
液体をトウに塗布する手段をさらに含む請求項10に記載の装置。
【請求項19】
けん縮トウを開繊する工程、
少なくとも2対のローラーを使用してけん縮トウをディレジスターする工程、
ディレジスターされたトウを成形する工程、及び
成形されたトウ中に微粒子を分散する工程、
を含む連続トウから吸水性複合材料を製造する方法において、前記各対のローラーは、それぞれが金属表面のローラー及びゴム表面のローラーを有し、前記金属表面のローラーは、ローラー間においてローラー対の同じ側に配置されることを特徴とする吸水性複合材料の製造方法。
【請求項20】
前記金属表面のローラーは、平滑、溝入、糸模様、織り目又はこれらの組み合わせである請求項19に記載の方法。
【請求項21】
ゴム表面のローラーは平滑である請求項19に記載の方法。
【請求項22】
前記各対のローラーは、一方から他方に向けて垂直(縦)に配置される請求項19に記載の方法。
【請求項23】
一つの前記対のローラーは他の対のローラーより速く回転する請求項19に記載の方法。
【請求項24】
速く回転するローラーと他のローラーの速度比は1〜2である請求項23に記載の方法。
【請求項25】
速く回転するローラーと他のローラーの速度比は1.1〜1.7である請求項24に記載の方法。
【請求項26】
ディレジスターされたトウを実質的に長方形の断面形状に成形する工程をさらに含む請求項19に記載の方法。
【請求項27】
液体をトウに塗布する工程をさらに含む請求項19に記載の方法。
【請求項28】
けん縮トウを開繊する手段、
少なくとも2対のローラーを使用してけん縮トウをディレジスターする手段、
ディレジスターされたトウを成形する手段、及び
成形されたトウ中に微粒子を分散する手段、
を含む連続トウから吸水性複合材料を製造する装置において、前記各対のローラーは、それぞれが金属表面のローラー及びゴム表面のローラーを有し、前記金属表面のローラーは、ローラー間においてローラー対の同じ側に配置されることを特徴とする吸水性複合材料の製造装置。
【請求項29】
前記金属表面のローラーは、平滑、溝入、糸模様、織り目又はこれらの組み合わせである請求項28に記載の装置。
【請求項30】
ゴム表面のローラーは平滑である請求項28に記載の装置。
【請求項31】
前記各対のローラーは、一方から他方に向けて垂直(縦)に配置される請求項28に記載の装置。
【請求項32】
一つの前記対のローラーは他の対のローラーより速く回転する請求項28に記載の装置。
【請求項33】
速く回転するローラーと他のローラーの速度比は1〜2である請求項32に記載の装置。
【請求項33】
速く回転するローラーと他のローラーの速度比は1.1〜1.7である請求項33に記載の装置。
【請求項34】
ディレジスターされたトウを実質的に長方形の断面形状に成形する手段をさらに含む請求項28に記載の装置。
【請求項35】
液体をトウに塗布する手段をさらに含む請求項28に記載の装置。
【請求項1】
けん縮トウを開繊する工程、
少なくとも2対のローラーを使用してけん縮トウをディレジスターする工程、
ディレジスターされたトウを成形する工程、及び
成形されたトウ中に微粒子を分散する工程、
を含む連続トウから吸水性複合材料を製造する方法において、前記各対のローラーは、それぞれが金属表面のローラー及びゴム表面のローラーを有し、前記金属表面のローラーは、ローラー間において反対側に配置されることを特徴とする吸水性複合材料の製造方法。
【請求項2】
前記金属表面のローラーは、平滑、溝入、糸模様、織り目又はこれらの組み合わせである請求項1に記載の方法。
【請求項3】
ゴム表面のローラーは平滑である請求項1に記載の方法。
【請求項4】
前記各対のローラーは、一方から他方に向けて垂直(縦)に配置される請求項1に記載の方法。
【請求項5】
一つの前記対のローラーは他の対のローラーより速く回転する請求項1に記載の方法。
【請求項6】
速く回転するローラーと他のローラーの速度比は1〜2である請求項5に記載の方法。
【請求項7】
速く回転するローラーと他のローラーの速度比は1.1〜1.7である請求項6に記載の方法。
【請求項8】
ディレジスターされたトウを実質的に長方形の断面形状に成形する工程をさらに含む請求項1に記載の方法。
【請求項9】
液体をトウに塗布する工程をさらに含む請求項1に記載の方法。
【請求項10】
けん縮トウを開繊する手段、
少なくとも2対のローラーを使用してけん縮トウをディレジスターする手段、
ディレジスターされたトウを成形する手段、及び
成形されたトウ中に微粒子を分散する手段、
を含む連続トウから吸水性複合材料を製造する装置において、前記各対のローラーは、それぞれが金属表面のローラー及びゴム表面のローラーを有し、前記金属表面のローラーは、ローラー間において反対側に配置されることを特徴とする吸水性複合材料の製造装置。
【請求項11】
前記金属表面のローラーは、平滑、溝入、糸模様、織り目又はこれらの組み合わせである請求項10に記載の装置。
【請求項12】
ゴム表面のローラーは平滑である請求項10に記載の装置。
【請求項13】
前記各対のローラーは、一方から他方に向けて垂直(縦)に配置される請求項10に記載の装置。
【請求項14】
一つの前記対のローラーは他の対のローラーより速く回転する請求項10に記載の装置。
【請求項15】
速く回転するローラーと他のローラーの速度比は1〜2である請求項14に記載の装置。
【請求項16】
速く回転するローラーと他のローラーの速度比は1.1〜1.7である請求項15に記載の装置。
【請求項17】
ディレジスターされたトウを実質的に長方形の断面形状に成形する手段をさらに含む請求項10に記載の装置。
【請求項18】
液体をトウに塗布する手段をさらに含む請求項10に記載の装置。
【請求項19】
けん縮トウを開繊する工程、
少なくとも2対のローラーを使用してけん縮トウをディレジスターする工程、
ディレジスターされたトウを成形する工程、及び
成形されたトウ中に微粒子を分散する工程、
を含む連続トウから吸水性複合材料を製造する方法において、前記各対のローラーは、それぞれが金属表面のローラー及びゴム表面のローラーを有し、前記金属表面のローラーは、ローラー間においてローラー対の同じ側に配置されることを特徴とする吸水性複合材料の製造方法。
【請求項20】
前記金属表面のローラーは、平滑、溝入、糸模様、織り目又はこれらの組み合わせである請求項19に記載の方法。
【請求項21】
ゴム表面のローラーは平滑である請求項19に記載の方法。
【請求項22】
前記各対のローラーは、一方から他方に向けて垂直(縦)に配置される請求項19に記載の方法。
【請求項23】
一つの前記対のローラーは他の対のローラーより速く回転する請求項19に記載の方法。
【請求項24】
速く回転するローラーと他のローラーの速度比は1〜2である請求項23に記載の方法。
【請求項25】
速く回転するローラーと他のローラーの速度比は1.1〜1.7である請求項24に記載の方法。
【請求項26】
ディレジスターされたトウを実質的に長方形の断面形状に成形する工程をさらに含む請求項19に記載の方法。
【請求項27】
液体をトウに塗布する工程をさらに含む請求項19に記載の方法。
【請求項28】
けん縮トウを開繊する手段、
少なくとも2対のローラーを使用してけん縮トウをディレジスターする手段、
ディレジスターされたトウを成形する手段、及び
成形されたトウ中に微粒子を分散する手段、
を含む連続トウから吸水性複合材料を製造する装置において、前記各対のローラーは、それぞれが金属表面のローラー及びゴム表面のローラーを有し、前記金属表面のローラーは、ローラー間においてローラー対の同じ側に配置されることを特徴とする吸水性複合材料の製造装置。
【請求項29】
前記金属表面のローラーは、平滑、溝入、糸模様、織り目又はこれらの組み合わせである請求項28に記載の装置。
【請求項30】
ゴム表面のローラーは平滑である請求項28に記載の装置。
【請求項31】
前記各対のローラーは、一方から他方に向けて垂直(縦)に配置される請求項28に記載の装置。
【請求項32】
一つの前記対のローラーは他の対のローラーより速く回転する請求項28に記載の装置。
【請求項33】
速く回転するローラーと他のローラーの速度比は1〜2である請求項32に記載の装置。
【請求項33】
速く回転するローラーと他のローラーの速度比は1.1〜1.7である請求項33に記載の装置。
【請求項34】
ディレジスターされたトウを実質的に長方形の断面形状に成形する手段をさらに含む請求項28に記載の装置。
【請求項35】
液体をトウに塗布する手段をさらに含む請求項28に記載の装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図6C】
【図6D】
【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図6C】
【図6D】
【公表番号】特表2007−506872(P2007−506872A)
【公表日】平成19年3月22日(2007.3.22)
【国際特許分類】
【出願番号】特願2006−528024(P2006−528024)
【出願日】平成16年9月7日(2004.9.7)
【国際出願番号】PCT/US2004/028843
【国際公開番号】WO2005/032405
【国際公開日】平成17年4月14日(2005.4.14)
【出願人】(506099834)セラニーズ アセテート,エルエルシー (21)
【Fターム(参考)】
【公表日】平成19年3月22日(2007.3.22)
【国際特許分類】
【出願日】平成16年9月7日(2004.9.7)
【国際出願番号】PCT/US2004/028843
【国際公開番号】WO2005/032405
【国際公開日】平成17年4月14日(2005.4.14)
【出願人】(506099834)セラニーズ アセテート,エルエルシー (21)
【Fターム(参考)】
[ Back to top ]