
吸液シート
【課題】吸水性及び吸油性に優れる食材に直接触れる用途に用いる吸液シートの製造方法を提供する。
【解決手段】
無漂白化学パルプを含む抄紙原料を長網抄紙機により抄紙し、特に、長網で湿紙を搬送する過程で脱水工程を行い、その後にプレス工程を行い、さらに湿紙を搬送フェルトに移行して搬送し、搬送フェルト上からバルキーワイヤー上に移行する際にウェットクレープを施し、バルキーワイヤー上に移行された湿紙をヤンキードライヤーに押しつけるとともにヤンキードライヤー上に移行させる工程を含む吸液シートの製造方法により解決される。
【解決手段】
無漂白化学パルプを含む抄紙原料を長網抄紙機により抄紙し、特に、長網で湿紙を搬送する過程で脱水工程を行い、その後にプレス工程を行い、さらに湿紙を搬送フェルトに移行して搬送し、搬送フェルト上からバルキーワイヤー上に移行する際にウェットクレープを施し、バルキーワイヤー上に移行された湿紙をヤンキードライヤーに押しつけるとともにヤンキードライヤー上に移行させる工程を含む吸液シートの製造方法により解決される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ミートペーパー、クッキングペーパー、キッチンペーパー等と称される、食材の保存、食材の処理、食材の調理時に用いられ吸液シートに関し、特に、食材に接触する用途に用いられる吸液シートに関する。
【背景技術】
【0002】
精肉店、鮮魚店、飲食店の厨房等においては、食材の保存や食材の処理のために、ミートペーパー、クッキングペーパー、キッチンペーパー等と称される吸液シートが用いられる。
【0003】
この種の吸液シートは、吸水性(魚介類、肉類等の食材のドリップ゜等を吸収する特性)とともに吸油性・吸脂性(食材から染み出る油脂成分、揚げ物の余剰油分等の吸収・吸着する特性)が要求される。
【0004】
また、吸液シートは、食材の中でも揚げ物等の加工食品を調理する際に用いる場合、調理後の揚げ物の風味を長時間保持すべく、またヘルシー志向の高い消費者のニーズに適応して余計な油分を吸収させるべく、揚げ物から染み出た油や水分を迅速かつ適切量に吸収することが求められる。
【0005】
さらに、吸液シートは、生鮮品等の食材を直接に包み保管する用途に用いる場合には、上記吸水性等に加えて、食材に対するシートとの密着性(柔らかさや親和性)や吸液シートを剥がす際の剥離性、剥離強度が適切であることも求められる。
【0006】
しかしながら、吸水性と吸油性は相反する性質であり、吸水性を保持したまま吸油性を向上させることは難しく、さらに剥離強度までを向上させることは極めて難しい。
【0007】
ここで、従来、この種の吸液シートは、抄紙機により製造されたクレープ紙、エアレイド等の不織布、あるいは両者を原料として貼り合せ等の加工をしたものなどが利用されている。このようなクレープ紙や不織布は、坪量の増加、シートの積層数の増加により、吸水性にかかる水分保持量や吸油性にかかる油分保持量を増加させることができるものの、吸油速度や吸水速度や上記の種々の特性を合わせて向上させることは難しい。
【0008】
これは、上記諸特性の向上には吸液シートの坪量の増加、シートの積層数といったことだけはなく、表面物性、構成する繊維の表面物性、シート層内部のミクロ的構造を変える必要があるためである。
【0009】
他方、従来の吸液シートの特にクレープ紙からなるものについては、丸網抄紙機や多筒式長網抄紙機を用いて製造されている。しかし、かかる抄紙機による製造では、上記諸特性を満足するものを製造するのは難しい。
【0010】
例えば、前者の丸網抄紙機では、湿紙の状態で直接ヤンキードライヤーにて乾燥するため、バルキーワイヤーやウェットクレープに起因する表面の凹凸が形成されるため吸液シートの表面性について設計しやすい利点があるものの、丸網抄紙機は、脱水時間が短く、インレット噴射速度の調整により繊維配向性について縦横等方にすることが困難であり、この結果、吸液シートの縦横での強度に差が生ずるため食材からの剥離性を調整することを困難としている(丸網抄紙機で製造される吸液シートの縦横比は通常1.5〜3.5程度となる)。
【0011】
さらに、搾水工程が一段となり、必然的に高い圧力をかけて搾水することになり、紙層が密になりやすく、吸水速度、吸油速度を向上し難い。そのうえ、2段タッチロールであることも、紙層を密になりやすくする。
【0012】
また、後者の多筒式長網抄紙機による製造は、長網部で脱水するため縦横比(繊維配向性)を調整しやすく、多筒式長網抄紙機の構成が多筒の乾燥装置と比較的大きいヤンキードライヤーの両方を持つため 乾燥能力が高く、厚手のクレープ紙でも生産能力が高いという利点があるものの、ヤンキードライヤー前に多筒式ドライヤーにシート表面が押し付けられながら乾燥されるため、シート層表面の繊維が過度に乾燥され表面の空隙が小さくなり吸水性、吸油性が低下させる。また、多筒式ドライヤーで乾燥された後にヤンキードライヤーで乾燥されるので、バルキーワイヤーやウェットクレープでの凹凸が形成されにくくかつ残りにくいため、上記諸特性を改善するような表面性の改善が困難である。
【0013】
このように、従来の吸液シートでは、上記吸液シートに求められる各特性を満足に向上させることが困難であった。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開2007−190292
【特許文献2】特表平11−514051
【特許文献3】特許第4033570号
【特許文献4】特開2008−214787
【発明の概要】
【発明が解決しようとする課題】
【0015】
そこで、本発明の主たる課題は、食材処理用、調理用、特にミートペーパー等の食材に直接接触させて用いる吸液シートにおける諸特性を満足するように向上することができる吸液シートの製造方法を提供し、もって、吸液シートの吸水性と吸油性を合わせて向上させ、とりわけ生鮮食材や加工食材に接したときに、食材表面の水分と油分・脂分を迅速かつ十分に吸着・吸収することができ、さらには適度な水分を吸液シート内部に保持するこができ、食材の風味を長時間保持可能に保存可能であり、そのうえ生鮮食品等を包皮して使用したのちに当該生鮮食品から破れることなく剥離等しやすい吸液シートを提供することにある。
【課題を解決するための手段】
【0016】
上記課題を解決した本発明とその効果は次記のとおりである。
<請求項1記載の発明>
食材に接する用途に用いられる吸液シートの製造方法であって、
無漂白化学パルプを含む抄紙原料のフリーネス(CSF)を460cc〜560ccとし;
前記抄紙原料を長網上に吐出して湿紙を形成する湿紙形成工程と、
前記長網で湿紙を搬送する過程で湿紙の脱水を行なう脱水工程と、
前記脱水工程を経た湿紙に対してプレスロールを押し当て搾水するプレス工程と、
脱水処理された湿紙を搬送フェルトに移行したのち搬送するフェルト搬送工程と、
前記搬送フェルト上の湿紙をブレードにより引き剥がしてウェットクレープを施すとともに、バルキーワイヤー上に移行するウェットクレープ付与工程と、
前記バルキーワイヤー上の湿紙をヤンキードライヤーに押しつけるとともにヤンキードライヤー上に移行させる移行工程とを、含むことを特徴とする吸液シートの製造方法。
【0017】
<請求項2記載の発明>
前記プレス工程にて複数のプレスロールにより複数回のプレスを行なう請求項1記載の吸液シートの製造方法。
【0018】
<請求項3記載の発明>
湿紙を搬送フェルトで搬送する過程でプレスロールを押し当てる二次プレス工程を含む請求項1又は2記載の吸液シートの製造方法。
【0019】
<請求項4記載の発明>
ウェットクレープ付与時のクレープ率を5〜20%とする請求項1〜3の何れか1項に記載の吸液シートの製造方法。
【0020】
<請求項5記載の発明>
前記バルキーワイヤーのメッシュを10〜50メッシュ(線/インチ)とする請求項1〜4の何れか1項に記載の吸液シートの製造方法。
【0021】
<請求項6記載の発明>
前記無漂白化学パルプは、NUKP60〜95重量%、LUKP5〜40重量%含む請求項1〜5の何れか1項に記載の吸液シートの製造方法。
【0022】
<請求項7記載の発明>
抄紙原料に対して湿潤紙力剤を5.0〜20.0kg/パルプt添加する請求項1〜6の何れか1項に記載の吸液シートの製造方法。
【0023】
<請求項8記載の発明>
抄紙原料に対して乾燥紙力剤を5.0〜20.0kg/パルプt添加する請求項1〜7の何れか1項に記載の吸液シートの製造方法。
【0024】
<請求項9記載の発明>
請求項1〜8の何れか1項に記載の吸液シートの製造方法により製造された吸液シートであって、
坪量30〜80g/m2であり、紙厚150〜400μmであり、
乾燥引張り強度の縦横比が0.8〜1.2であり、
比容積が5.0〜6.5cm3/gであり、
拡散吸油面積が100〜170cm2/秒/mlであることを特徴とする吸液シート。
【0025】
(作用効果)
本発明の要諦は「ポーラス性」と「平面上、厚み方向での三次元的な液体浸透の等方性」である。魚介類、食肉類などの食材から外部に流出する液体の成分は、大別すると「水分および水分に含まれている成分(水性成分)」と、「油分、脂分および油分に含まれる成分(油性成分)」である。ここで、水性成分は粘度が低くパルプを含む原料を抄紙原料とする吸液シートに対して比較的迅速に吸収されるのに対し、油性成分は粘度が高く吸液シート内に迅速に吸収されない。
【0026】
(1)本発明では、親油性の高い無漂白化学パルプ(NUKP、LUKPなど)を抄紙原料とするとともに、その叩解度を460cc〜560cc(CSF)と高くして繊維をフィブリル化し、繊維の表面積を増大させるようにする。そのうえで、長網抄紙機を用い、長網上で脱水工程、プレス工程(搾水工程)を行うことで吸液シート(湿紙)を極力潰さないようにし、ウェットクレープ、バルキーワイヤーを採用することで、吸液シートの内部の繊維間空隙を多くかつ密にし、吸液シート表面の凹凸を増大させることで、吸液シートをポーラスな構造として、構造的に吸水性を犠牲にせずに油性成分の吸収を向上させた。
【0027】
(2)また、本発明では、長網上に抄紙原料を吐出して湿紙を形成することとした。長網上にインレットから原料を噴射する速度を調整すれば、製品の縦横比を0.8〜1.2とすることができ、これにより製品の繊維配向をMD方向とCD方向でほぼ同等とすることができる。
【0028】
さらに、繊維長の長い針葉樹クラフトパルプ(針葉樹KP)はMD方向に配向されやすく、吸水、吸油性はその配向性に大きく左右される。ウェットクレープを付与するにあたって、針葉樹KPの繊維配向であるMD方向に垂直に山谷を形成すると、シート表面に接した油性成分、水性成分がCD方向に表層で進行、浸透しやすくなる。
【0029】
そのうえ、網目状のバルキーワイヤーにより、湿紙をヤンキードライヤーへ押し付けることで、MD方向とCD方向で等しい表面形状が与えられる。これにより、シート表層部の水性成分、油性成分の吸収配向性がMD方向、CD方向、厚み方向において差が小さくなる。
【0030】
以上(1)と(2)の作用によって、本発明では、「吸油スピードが速く、生の食材の鮮度保持性能が高く、揚げ物の油分の吸収スピードが速い、魚介類、食肉類保管用、調理用衛生薄葉紙」を製造することができる。
【0031】
そして、この本発明の吸液シートは、例えば、揚げ物に使用する用途では、本発明の吸液シートは、未晒KPの叩解を進めフィブリル化しているから、吸液速度が速く、特に吸油速度は従来よりも速く、かつポーラスであるから吸油保持量が多い。
【0032】
またミートペーパーのように生鮮品等の食材の保存・保管等に使用する用途では、水系成分、油系成分の混合液体(ドリップ)をシートに吸収させる場合に、水性成分も油性成分もともに均等にシ−トに吸収され、食材に接したシート表面側に適度な水性成分、油性成分が保持され、さらにシートからの水分蒸散が油性成分により抑制されることから、シートは適度な水分を保持する。したがって、食材にミートペーパーで包装する場合には食材の鮮度をより長く維持することができる。
【0033】
このように、本発明によれば、「吸油スピードが従来に比べ速く」、「魚介類、食肉類等、生の食材の鮮度保持性能が高く」、「揚げ物の油切りに使用すると、からっとできあがり、かつ食材に残る油分が少ない」、「食材からの剥離性にも優れる」、吸液シートが提供される。
【発明の効果】
【0034】
以上の本発明によれば、食材処理用、調理用、特にミートペーパー等の食材に直接接触させて用いる吸液シートにおける諸特性を満足するように向上することができる。特に、吸液シートの吸水性と吸油性を合わせて向上させ、とりわけ生鮮食材や加工食材に接したときに、食材表面の水分と油分・脂分を迅速かつ十分に吸着・吸収することができ、さらには適度な水分を吸液シート内部に保持するこができ、食材の風味を長時間保持可能に保存可能であり、そのうえ生鮮食品等を包皮して使用したのちに当該生鮮食品から破れることなく剥離等しやすい吸液シートが提供される。
【図面の簡単な説明】
【0035】
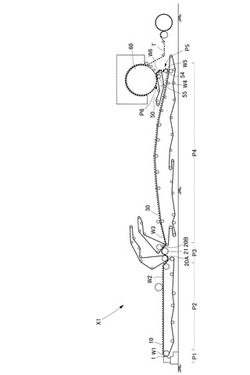
【図1】本発明の吸液シートの製造工程の概略図である。
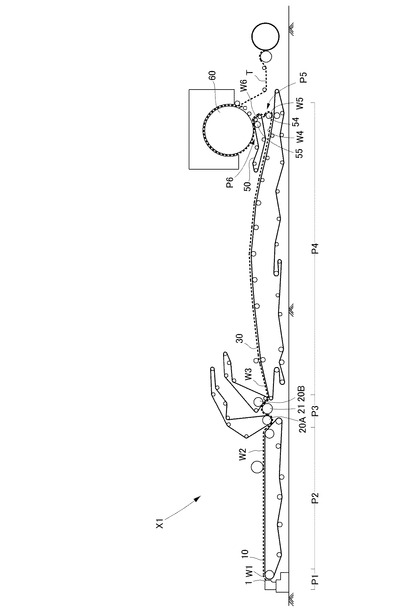
【図2】本発明の吸液シートの製造工程のウェットクレープ付与工程及び移行工程を示す概略図である。
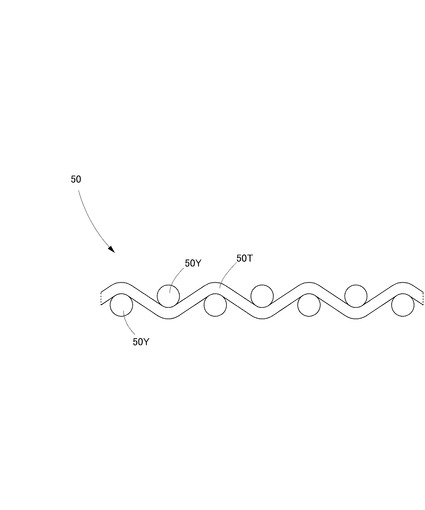
【図3】本発明にかかるバルキーワイヤーの断面図である。
【発明を実施するための形態】
【0036】
次いで、本発明の実施の形態を図1を参照しながら以下に詳述する。
図1は、本発明に用いる改良した長網抄紙設備X1の概略図である。本発明では、抄紙原料を長網10上に吐出して湿紙W1を形成する湿紙形成工程P1と、前記長網10で湿紙W1を搬送する過程で湿紙の脱水を行なう脱水工程P2と、前記脱水工程P2を経た湿紙W2に対してプレスロール20A,20Bを押し当てるプレス工程P3と、プレス工程にて搾水処理された湿紙W3を搬送フェルト30に移行したのち搬送するフェルト搬送工程P4と、前記搬送フェルト30上を搬送された湿紙W4をロールに移行しロール上の湿紙W5をブレード40により引き剥がしてウェットクレープを施すとともに、バルキーワイヤー上に移行するウェットクレープ付与工程P5と、前記バルキーワイヤー50上の湿紙W6をヤンキードライヤー60に押しつけるとともにヤンキードライヤー60上に移行させる移行工程P6とを含むことを特徴とする。以下、各工程等について詳述する。
【0037】
まず、本発明にかかる抄紙原料について説明する。本発明にかかる抄紙原料は、パルプスラリーに適宜の薬剤等を添加して調整したものである。本発明では抄紙原料の主原料となるパルプ原料として無漂白化学パルプを含むものを用いる。本願発明の効果を得るためには、全パルプ原料中における無漂白化学パルプの配合割合は、少なくとも50重量%以上とする。パルプ原料のすべてが無漂白化学パルプであるのが望ましい。無漂白化学パルプは、パルプ繊維中にリグニン(樹脂分)が多く存在するため、親油性が高く、吸油性、特に吸油速度が向上する。
【0038】
さらに、無漂白化学パルプを用いる場合、針葉樹由来のNUKPを60〜95%、広葉樹由来のLUKPを5〜40%含むものがよい。針葉樹由来のNUKPは、繊維長が長く抄紙段階における繊維配向性が所定方向となりやすく剥離強度の縦横比に差が生じやすいが、針葉樹由来のNUKPを60〜95%、広葉樹由来のLUKPを5〜40%の配合割合とすると、広葉樹由来のLUKPの存在によって、剥離強度の縦横比に差が生じ難くなる。さらに、広葉樹由来のLUKPの繊維長が短いことから、繊維が密になり食材からの剥離強度が高まるようにもなる。
【0039】
なお、本発明に好適に用いられる針葉樹由来の無漂白化学パルプ(NUKP)は、繊維の太さ(幅)が30〜40μm、平均繊維長が2.5〜5mm程度である。
【0040】
ここで、無漂白化学パルプを含む抄紙原料は460cc〜560cc(CSF:カナディアンスタンダードフリーネス)であるのが望ましい。この数値は、一般的な吸液シートを製造する際の数値よりも高い数値である。CSFを高めることは、パルプ繊維のフィブリル化を進めることを意味し、かかるパルプ繊維のフィブリル化により吸液シートを構成するパルプ繊維の表面積が向上し、水分と油分の吸液性、吸着性向上が図られる。そして、この高フィブリル化と無漂白化学パルプの使用とが相まって、吸油速度の向上が好適に図られる。ここで、かかる高いCSFの抄紙原料は、脱水がし難い等の問題があるが、本発明では長網方式の改良された抄紙設備を用いて特徴的に抄紙することで、高CSFに由来する脱水性の悪化の影響を改善している。
【0041】
なお、抄紙原料中には既知の添加剤を適宜、添加することができる。本発明において、好ましく用いられる添加剤は、湿潤紙力剤、乾燥紙力剤である。湿潤紙力剤は、抄紙原料中に5.0〜20.0kg/パルプt添加するのがよく、乾燥紙力剤は、抄紙原料中に5.0〜20.0kg/パルプt添加するのが望ましい。これらの紙力剤の使用により所望の紙力に調整しやすくなる。
【0042】
次いで本発明にかかる抄紙過程の各工程及び各設備について説明する。本発明では、図1の例示される改良された長網式の抄紙設備X1を用い、上記抄紙原料をまずインレット1から長網10上に吐出して湿紙W1を形成する(湿紙形成工程P1、この工程及び後段の脱水工程を合わせてワイヤーパートと称されることがある)。そして、この長網10上で前記湿紙の脱水(脱水工程)を行う。
【0043】
長網式の抄紙設備X1による抄紙では、円網抄紙設備を用いる抄紙と比較して、長網10により搬送される過程で時間をかけて脱水されるため、吸液シートの嵩の低下を少なくすることができ、吸液シートの構造として、パルプ繊維間の空隙を大きくできる。さらに、吸液シートの比容積を大きくすることができ、さらにフィブリル化が進められた高CSFの抄紙原料の脱水を十分に行なうことができる。
【0044】
ここで、長網10による脱水時間は0.1〜18秒程度とするのがよい。この場合、製造時間などの関係で概ね長編による搬送長さは5〜30mとするのが望ましい。
【0045】
また、長網式の抄紙設備X1による抄紙では、長網10上にインレット1から抄紙原料を吐出するため、丸網のように網に抄紙原料がすくい上げられる態様と異なり、繊維配向性について縦横及び紙層の厚さ方向で差が生じ難い。このため、吸液速度が速く、また食材からの剥離時に破れがたい吸液シートを製造することが可能となる。
【0046】
ここで、前記脱水工程P2は、長網10上の湿紙W1に含まれる水分を長網を介して下方に自然落下させる或いは吸引して脱水する。
【0047】
上記脱水工程P2に続いて行なうプレス工程P3は、脱水工程を経た長網10上の湿紙W2をさらに下流に搬送する過程でプレスロール20A,20Bを押し当てて搾水を行なう工程である。本形態では、好ましく長網10上の湿紙W2を後段の搬送フェルト30に移行させる際にプレスロール20A,20Bの押し当てを行なって搾水を行なう。プレス圧は適宜の調整事項であるが1.0〜6.0kg/cm2とするのが望ましい。
【0048】
本発明では、プレスロールを複数段で押し当てるのが望ましく、より好ましくは、プレスロールの押し当てを3回以上とするのがよい。多段階のプレスによって、一回当たりのプレス圧を低くすることができ製造される吸液シートの嵩の低下を防止できるとともに、吸液シートのポーラス化が好適に達成される。なお、低圧多段のプレスが嵩の低下防止に効果的あるのは、プレスの後に水分が湿紙内で繊維の毛細管現象によって均一化する作用と、繊維の厚さ方向の復元性の作用による。
【0049】
図示例では2回のプレスを行なう形態を示している。長網10で形成される搬送路と後段のフェルト搬送路30との間にセンターロール21が設けられており、その長網側に1機、フェルト搬送路側に1機の合計2機のプレスロール20A,20Bが配されている。各プレスロール20A,20Bとセンターロール21との間で搾水が行なわれるようになっている。長網10上を搬送されてきた湿紙W2は、初段のプレスロール20A(長編側のプレスロール)にピックアップされて移行され、センターロール21との間でプレスされるとともにセンターロール21にピックアップされて移行され、さらに第2プレスロール20B(フェルト搬送路側のプレスロール)との間でプレスされるとともに当該第2プレスロール20にピックアップされて移行され、その後に第2プレスロール20Bからフェルト搬送路30に移行されるようになっている。なお、各ロールへの湿紙の移行は既知のサクション技術が用いられる。また、各プレスロールは直接的に湿紙に接触するのではなく、実際にはプレスロールに巻きかけられて無端搬送路を介して接する。
【0050】
前記プレス工程P3を経てフェルト搬送路30に移行された湿紙W3は、フェルト搬送工程P4でフェルト搬送される。フェルト搬送路30は長網10と比較して表面が平滑であり、湿紙との密着性に優れ、表面の地合を良好なものとする。ここで、搬送フェルト30自体は、吸水性を有するものであっても、吸水性を有さないものであってもよい。但し、吸水性を有するものとすれば、フェルト30との密着性が高まり地合が良好となる効果が高く、また前記脱水工程P2やプレス工程P3におけるプレス圧を低下させることができ、嵩の低下をより一層防止することができる。
【0051】
本発明においては湿紙W3の自然乾燥、湿紙内における水分の均一化、搬送フェルト30との密着性を考慮して、搬送フェルト30による搬送時間は0.5〜30秒、搬送長は15〜50mとするのが望ましい。
【0052】
上記所定のフェルト搬送P4を経て水分が適度に低下した湿紙W4は、図2にも示されるように、適宜のフェルト搬送路30から適宜のプレスロール54にピックアップした後、ウェットクレープ付与工程P5にて当該プレスロール54からブレード40により引き剥がしてウェットクレープを施す。
【0053】
ウェットクレープは、湿紙W5の状態でクレープを施す。すなわち、湿紙W5はその後工程乾燥される。このため、ウェットクレープを付与したシートは、吸液してもクレープが伸びたり崩れたりし難い。本発明では、かかるウェットクレープの作用により、吸液時に上記繊維配向性と後述するバルキーワイヤー50によって形成される表面構造等が崩れることなく維持されるため、特に、吸水しても吸水性、吸油性の低下が少ない吸液シートとすることができる。
【0054】
ここで、本発明におけるウェットクレープ付与時の好ましいクレープ率は5〜20%である。クレープ率が5%未満では吸水性、吸油性向上の効果が少なく、かつ嵩がでない。20%超では湿潤状態での引張り強度が低下し剥離強度に劣る。なお、本実施形態では、クレープ率は、下記のように算出することができる。クレープ率:{(プレスロールの周速)−(バルキーワイヤーの搬送速度)}/(プレスロールの周速)×100。なお、バルキーワイヤーの前段に適宜の搬送ロール、搬送路を設ける場合には、上記「バルキーワイヤーの搬送速度」は、かかる搬送ロールや搬送路の速度とする。
【0055】
ウェットクレープが施された湿紙W6は、次いでバルキーワイヤー50上に移行され、このバルキーワイヤー50を介してヤンキードライヤー60上に移行する。この移行の際に、バルキーワイヤー50をヤンキードライヤー60に押しつけるようにして移行させる。
【0056】
バルキーワイヤー50は、図3にその断面図を示すように、縦糸50T、横糸50Yが編まれ、表面に網目状に細かな規則的な凹凸があるため、ヤンキードライヤー60に押し付けられる際にシート内部にバルキーワイヤー50表面の凹凸に応じた規則的な粗密が生じる。この粗密構造が形成されると、疎の部分で液体をすばやく吸収し、密の部分で液体を時間をかけて吸収する二重構造が形成される。また、バルキーワイヤー50の表面の規則正しい凹凸が湿紙W6の表面に転写される。この表面の凹凸は、シート表面積を向上させ吸液性の向上が図られる。また、凹凸パターンを縦横で偏向性がないパターンとすると、吸液シート表層面での水分、油分の広がりが平面的に等方的に均等に広がるようになる。従って、かかるバルキーワイヤーはその凹凸パターンが縦横で偏向性がないパターンであるものとするのがよい。
【0057】
なお、本発明では好ましく一つのタッチロールによってヤンキードライヤーに押しつけて行なう。タッチロール55を一つとすることでバルキーワイヤー50の吸液シートの内部構造の改質、表面構造の改質を好適に行なわれ、また、嵩の低下を防止できる。
【0058】
ここで、本発明の用いるバルキーワイヤー50として好適なものを例示すると、そのメッシュは10〜50メッシュ(線/インチ)であり、バルキーワイヤー50を構成するワイヤーの太さは0.5mmφ程度である。なお、バルキーワイヤー50によって付与される湿紙の凹凸差(頂部と底部との差)は0.4〜1.0mmとするのが望ましい。これは、バルキーワイヤー50の表面構成とヤンキードライヤー60への接触圧、湿紙W6の厚さ、水分率等により調整できる。
【0059】
このように、バルキーワイヤー50を介してヤンキードライヤー60に湿紙W6を移行させることで、フィブリル化した繊維の層構造に平面的に規則的、均等配向的に凹凸形状を設け、シート層構造内部での規則的な粗密構造を形成し、吸油性、吸水性の相乗効果が得られる。またドライヤー鏡面に接するシート表側面にバルキーワイヤー50によって適度な凹凸を加えることで、シート表側面と裏面の特性を同様にする効果がある。
【0060】
なお、このバルキーワイヤーによる作用は、抄紙原料として上述の繊維の太さ(幅)が30〜40μm、平均繊維長が2.5〜5mm程度の針葉樹由来の無漂白化学パルプ(NUKP)を用いるとより効果的であることを発明者は知見している。
【0061】
ヤンキードライヤー60に移行された湿紙W6は、ヤンキードライヤー表面に付着して搬送される課程で乾燥され、その後にヤンキードライヤー60からブレード61により剥がされ、適宜巻き取り工程を経て本発明にかかる吸液シート原紙Tとされる。この吸液シート原紙を適宜祭壇するなどすれば、本発明にかかる吸液シートが得られる。
【0062】
なお、本発明ではヤンキードライヤー60からシートW6をブレード61により剥がすようにしているが、かかるブレード61はヤンキードライヤー60からシートW6を引き剥がす単なるきっかけとするものであり、この引き剥がし時には所謂ドライクレープは付与されないか、ほとんど製造される吸液シートの伸びに影響がしない程度しか付与されない。これは、前段のウェットクレープ付与工程及P5及びバルキーワイヤーを用いた移行工程P6により、シートW6の表面に凹凸があり、ヤンキードライヤーへの接着力が低下されていることによる。もちろん、ヤンキードライヤーとその後段の巻き取り手段との速度を意図的に調整して過度のドライクレープが付与されないように調整をすることもできる。
【0063】
以上、詳述の本発明の製造方法によって製造する吸液シートにおける好ましい物性について説明する。なお、かかる物性を満足する吸液シートは、上記本発明の製造方法を採ることで達成される。
【0064】
まず、好ましい吸液シートの坪量は、坪量30〜80g/m2、紙厚150〜400μmである。これは、一般的に調理用、厨房用で使用される衛生薄葉紙の坪量、紙厚の範囲であり、これより、低い坪量、或いは紙厚であると、所望の強度とすることが難しく、また、高い坪量或いは紙厚であると食材の包装など食材を包むにあたって硬すぎて、食材に密着せず取り扱性の悪いものとなる。これは、抄紙原料の供給量を調整することで当該範囲とすることができる。
【0065】
また、吸液シートの乾燥引張り強度の縦横比は0.8〜1.2である。水分の吸収配向、油分の吸収配向は、シートの厚さ方向の繊維配向に大きく影響される。本発明では、かかるシートの厚さ方向の繊維配向が、従来の吸液シートに比較して均一であるため、これを阻害しないように、シート平面方向における繊維の配向については、縦横比率でほぼ同等とするのが望ましい。このようにすると、吸収された水分、吸着された油分はシート平面的に円状に広がるため、経過時間での広がる面積が最大となり吸収、吸着スピードが速い。これは、上記抄紙原料を用い長網抄紙機を用いることで達成できる。
【0066】
さらに、吸液シートの比容積は5.0〜6.5cm3/gとするのがよい。好ましく5.0〜6.1cm3/gとするのがよく、より好ましくは5.2〜6.0cm3/gとするのがよい。は比容積の値が大きいほど繊維間の空隙が大きく、吸液保持量が高い。原料パルプ繊維1g当たり5.0〜6.5cm3の容積を有することとすると、本発明にかかる吸液シートの効果である諸特性を満足するポーラスな構造となる。また、平面的にも厚み方向にもシートの均質性が担保される。これは、上記本発明の製造方法による、特にプレス工程及びバルキーワイヤーの構成を採ることで達成できる。
【0067】
さらに、製品の拡散吸油面積が拡散吸油面積は100〜170cm2/秒/mLである。好ましくは105〜150cm2/秒/mLとするのがよく、より好ましくは105〜140cm2/秒/mLとするのがよい。ここでの拡散吸油面積は、500μLのサラダ油を吸液シート上に滴下し1秒後に油が平面的に広がった面積の値であり、この範囲であると、調理用あるいは食材保管用における吸液シートとしての油分、脂分の吸着、吸収性能に優れることが示されたといえる。なお、この範囲は、平面的な油分の適度な広がりとシート層内部への浸透が行なわれた場合に当該範囲となることを本発明者は知見している。なお、「L」の表示は容量の単位リットルを意味する。
【0068】
〔試験例〕
次いで、本発明の製造方法による吸液シート(実施例)と比較例(従来製品を含む)とにおける物性及び食材に触れる用途における実際の使用感について試験を行なったので下記表1に結果などを示す。
【0069】
各試験及び評価は次記の通りである。
[米坪]
JIS P 8124(1998)に準じて測定した。
[紙厚]
JIS P 8118(1998)の条件下で、ダイヤルシックネスゲージ(厚み測定器)「PEACOCK G型」(尾崎製作所)を用いて測定するものとする。具体的には、プランジャーと測定台の間にゴミ、チリがないことを確認してプランジャーを測定台の上におろし、前記ダイヤルシックネスゲージのメモリを移動させてゼロ点を合わせ、次いで、プランジャーを上げて試料を試験台の上におき、プランジャーをゆっくりと紙面に対し垂直に下ろしそのときのゲージを読み取る。このとき、プランジャーをのせるだけとする。プランジャーの端子は金属製で直径10mmの平面が紙平面に対し垂直に当たるようにし、この紙厚測定時の荷重は、約70gfである。なお紙厚は測定を10回行って得られる平均値とする。
[比容積]
紙厚〔μm〕を米坪〔g/m2〕により除した値〔cm3/g〕
[引張強度]
乾燥引張強度は、JIS P 8113(1998)の引張試験方法に準じて行う。その中でJIS P 8111(1998)に規定された標準条件下で、縦方向及び横方向に幅25mmに裁断するものとする。
湿潤引張強度は、JIS P 8135(1998)に準じて行う。
[縦横比]
乾燥引張強度(横)に対する乾燥引張強度(縦)の比率
【0070】
※1[吸水量]
吸水量、吸油量は、試験片を縦100mm×横100mm(縦横誤差各±1mm)に裁断し試験片を用意し重量を測る。パンに深さ20mmになるように蒸留水を入れ、裁断した試験片を紙面の上まで蒸留水を浸漬させた後、ピンセットで試験片を持ち上げて、30秒間保持し水をきる。その後、試験片の重量を測定する。1つの試験片について5回の測定を行い、その平均値を測定値とした。
試験片の吸水量、吸油量=〔(吸水後、吸油後の重量)−(吸水前、吸油前の重量)〕×100(単位:g/m2)
なお、試料の縦横は、紙の縦横(MD方向、CD方向)と同一として行なった。以下の試験においても同様。
※2[吸水スピード(吸水速度)]
JIS P 3104の吸水度試験に基づき、300μLの水を試料面に滴下し、照りがなくなる時間を測定する。照りがなくなったか否かは目視により判断する。また、滴下面は、フェルト搬送工程でフェルト面に接していた面(裏面)とした。
※3[吸油量]
吸水量の試験の水を油(サラダ油)に変更して試験をした。サラダ油は日清オイリオ製の日清サラダ油(1500g入り)を使用した。
※4[拡散吸油面積]
油(上記サラダ油と同じもの)500μLを静かにシート面に滴下し、60秒後にサラダ油が広がった面積を〔MD方向の拡散長さ〕×〔CD方向の拡散長さ〕×π(円周率)として求め、これを拡散時間(60秒)、滴下油量(μL)で除し求める。(単位:cm2/秒/mL)
※5[吸油スピード(吸油速度)]
JIS P 3104の吸水度試験に準じて、300μLのサラダ油を試料面に滴下し、照りがなくなる時間を測定する。照りがなくなったか否かは目視により判断する。また、滴下面は、フェルト搬送工程でフェルト面に接していた面(裏面)とする。
※6[食材への貼り付き]
表中の評価は、次のとおりである。1:食材に張付いてシートが破れる、2:食材にシートが残る、3:使用上問題ないが剥がしにくい、4:剥がしやすい、5:非常に剥がしやすい
※7[食材の鮮度保持性]
表中の評価は、次のとおりである。1:明らかに変色する、2:部分的に変色する、3:使用上問題ないが変色が見られる、4:鮮度劣化はほぼ感じられない、5:鮮度の劣化が見られない
※8[揚げ物の油分の吸収性]
表中の評価は、次のとおりである。1:油が揚げ物全面に残っている、2:油が揚げ物全体の半分以上残っている、3:油が揚げ物全体の半分くらい残っている、4:油が揚げ物にわずかに残っている、5:油残りが見られない
※9[揚げ物のからっとした仕上り]
表中の評価は、次のとおりである。1:明らかに食材がしんなりとし食感も悪い、2:見た目がしんなりとしている、3:食感は悪くないがやや見た目で劣る、4:からっとした感じを維持している、5:揚げたての食感、見た目を維持している
【0071】
【表1】

【0072】
表1の各試験結果、評価から理解されるように、本発明にかかる実施例については、食材に触れる用途における諸特性が比較例よりも優れている。
この試験結果によって、本発明にかかる吸液シートは、食材に触れる用途における諸特性が向上されたことが示された。
【符号の説明】
【0073】
X1…長網抄紙設備、1…インレット、10…長網、W1〜W6…湿紙、T…吸液シート原紙、P1…湿紙形成工程、P2…脱水工程、P3…プレス工程、P4…フェルト搬送工程、P5…ウェットクレープ付与工程、P6…バルキーワイヤーからヤンキードライヤーへの移行工程、20A,20B…プレスロール、21…センターロール、30…搬送フェルト(フェルト搬送路)、40…ブレード、50…バルキーワイヤー、55…タッチロール、54…プレスロール、60…ヤンキードライヤー。
【技術分野】
【0001】
本発明は、ミートペーパー、クッキングペーパー、キッチンペーパー等と称される、食材の保存、食材の処理、食材の調理時に用いられ吸液シートに関し、特に、食材に接触する用途に用いられる吸液シートに関する。
【背景技術】
【0002】
精肉店、鮮魚店、飲食店の厨房等においては、食材の保存や食材の処理のために、ミートペーパー、クッキングペーパー、キッチンペーパー等と称される吸液シートが用いられる。
【0003】
この種の吸液シートは、吸水性(魚介類、肉類等の食材のドリップ゜等を吸収する特性)とともに吸油性・吸脂性(食材から染み出る油脂成分、揚げ物の余剰油分等の吸収・吸着する特性)が要求される。
【0004】
また、吸液シートは、食材の中でも揚げ物等の加工食品を調理する際に用いる場合、調理後の揚げ物の風味を長時間保持すべく、またヘルシー志向の高い消費者のニーズに適応して余計な油分を吸収させるべく、揚げ物から染み出た油や水分を迅速かつ適切量に吸収することが求められる。
【0005】
さらに、吸液シートは、生鮮品等の食材を直接に包み保管する用途に用いる場合には、上記吸水性等に加えて、食材に対するシートとの密着性(柔らかさや親和性)や吸液シートを剥がす際の剥離性、剥離強度が適切であることも求められる。
【0006】
しかしながら、吸水性と吸油性は相反する性質であり、吸水性を保持したまま吸油性を向上させることは難しく、さらに剥離強度までを向上させることは極めて難しい。
【0007】
ここで、従来、この種の吸液シートは、抄紙機により製造されたクレープ紙、エアレイド等の不織布、あるいは両者を原料として貼り合せ等の加工をしたものなどが利用されている。このようなクレープ紙や不織布は、坪量の増加、シートの積層数の増加により、吸水性にかかる水分保持量や吸油性にかかる油分保持量を増加させることができるものの、吸油速度や吸水速度や上記の種々の特性を合わせて向上させることは難しい。
【0008】
これは、上記諸特性の向上には吸液シートの坪量の増加、シートの積層数といったことだけはなく、表面物性、構成する繊維の表面物性、シート層内部のミクロ的構造を変える必要があるためである。
【0009】
他方、従来の吸液シートの特にクレープ紙からなるものについては、丸網抄紙機や多筒式長網抄紙機を用いて製造されている。しかし、かかる抄紙機による製造では、上記諸特性を満足するものを製造するのは難しい。
【0010】
例えば、前者の丸網抄紙機では、湿紙の状態で直接ヤンキードライヤーにて乾燥するため、バルキーワイヤーやウェットクレープに起因する表面の凹凸が形成されるため吸液シートの表面性について設計しやすい利点があるものの、丸網抄紙機は、脱水時間が短く、インレット噴射速度の調整により繊維配向性について縦横等方にすることが困難であり、この結果、吸液シートの縦横での強度に差が生ずるため食材からの剥離性を調整することを困難としている(丸網抄紙機で製造される吸液シートの縦横比は通常1.5〜3.5程度となる)。
【0011】
さらに、搾水工程が一段となり、必然的に高い圧力をかけて搾水することになり、紙層が密になりやすく、吸水速度、吸油速度を向上し難い。そのうえ、2段タッチロールであることも、紙層を密になりやすくする。
【0012】
また、後者の多筒式長網抄紙機による製造は、長網部で脱水するため縦横比(繊維配向性)を調整しやすく、多筒式長網抄紙機の構成が多筒の乾燥装置と比較的大きいヤンキードライヤーの両方を持つため 乾燥能力が高く、厚手のクレープ紙でも生産能力が高いという利点があるものの、ヤンキードライヤー前に多筒式ドライヤーにシート表面が押し付けられながら乾燥されるため、シート層表面の繊維が過度に乾燥され表面の空隙が小さくなり吸水性、吸油性が低下させる。また、多筒式ドライヤーで乾燥された後にヤンキードライヤーで乾燥されるので、バルキーワイヤーやウェットクレープでの凹凸が形成されにくくかつ残りにくいため、上記諸特性を改善するような表面性の改善が困難である。
【0013】
このように、従来の吸液シートでは、上記吸液シートに求められる各特性を満足に向上させることが困難であった。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開2007−190292
【特許文献2】特表平11−514051
【特許文献3】特許第4033570号
【特許文献4】特開2008−214787
【発明の概要】
【発明が解決しようとする課題】
【0015】
そこで、本発明の主たる課題は、食材処理用、調理用、特にミートペーパー等の食材に直接接触させて用いる吸液シートにおける諸特性を満足するように向上することができる吸液シートの製造方法を提供し、もって、吸液シートの吸水性と吸油性を合わせて向上させ、とりわけ生鮮食材や加工食材に接したときに、食材表面の水分と油分・脂分を迅速かつ十分に吸着・吸収することができ、さらには適度な水分を吸液シート内部に保持するこができ、食材の風味を長時間保持可能に保存可能であり、そのうえ生鮮食品等を包皮して使用したのちに当該生鮮食品から破れることなく剥離等しやすい吸液シートを提供することにある。
【課題を解決するための手段】
【0016】
上記課題を解決した本発明とその効果は次記のとおりである。
<請求項1記載の発明>
食材に接する用途に用いられる吸液シートの製造方法であって、
無漂白化学パルプを含む抄紙原料のフリーネス(CSF)を460cc〜560ccとし;
前記抄紙原料を長網上に吐出して湿紙を形成する湿紙形成工程と、
前記長網で湿紙を搬送する過程で湿紙の脱水を行なう脱水工程と、
前記脱水工程を経た湿紙に対してプレスロールを押し当て搾水するプレス工程と、
脱水処理された湿紙を搬送フェルトに移行したのち搬送するフェルト搬送工程と、
前記搬送フェルト上の湿紙をブレードにより引き剥がしてウェットクレープを施すとともに、バルキーワイヤー上に移行するウェットクレープ付与工程と、
前記バルキーワイヤー上の湿紙をヤンキードライヤーに押しつけるとともにヤンキードライヤー上に移行させる移行工程とを、含むことを特徴とする吸液シートの製造方法。
【0017】
<請求項2記載の発明>
前記プレス工程にて複数のプレスロールにより複数回のプレスを行なう請求項1記載の吸液シートの製造方法。
【0018】
<請求項3記載の発明>
湿紙を搬送フェルトで搬送する過程でプレスロールを押し当てる二次プレス工程を含む請求項1又は2記載の吸液シートの製造方法。
【0019】
<請求項4記載の発明>
ウェットクレープ付与時のクレープ率を5〜20%とする請求項1〜3の何れか1項に記載の吸液シートの製造方法。
【0020】
<請求項5記載の発明>
前記バルキーワイヤーのメッシュを10〜50メッシュ(線/インチ)とする請求項1〜4の何れか1項に記載の吸液シートの製造方法。
【0021】
<請求項6記載の発明>
前記無漂白化学パルプは、NUKP60〜95重量%、LUKP5〜40重量%含む請求項1〜5の何れか1項に記載の吸液シートの製造方法。
【0022】
<請求項7記載の発明>
抄紙原料に対して湿潤紙力剤を5.0〜20.0kg/パルプt添加する請求項1〜6の何れか1項に記載の吸液シートの製造方法。
【0023】
<請求項8記載の発明>
抄紙原料に対して乾燥紙力剤を5.0〜20.0kg/パルプt添加する請求項1〜7の何れか1項に記載の吸液シートの製造方法。
【0024】
<請求項9記載の発明>
請求項1〜8の何れか1項に記載の吸液シートの製造方法により製造された吸液シートであって、
坪量30〜80g/m2であり、紙厚150〜400μmであり、
乾燥引張り強度の縦横比が0.8〜1.2であり、
比容積が5.0〜6.5cm3/gであり、
拡散吸油面積が100〜170cm2/秒/mlであることを特徴とする吸液シート。
【0025】
(作用効果)
本発明の要諦は「ポーラス性」と「平面上、厚み方向での三次元的な液体浸透の等方性」である。魚介類、食肉類などの食材から外部に流出する液体の成分は、大別すると「水分および水分に含まれている成分(水性成分)」と、「油分、脂分および油分に含まれる成分(油性成分)」である。ここで、水性成分は粘度が低くパルプを含む原料を抄紙原料とする吸液シートに対して比較的迅速に吸収されるのに対し、油性成分は粘度が高く吸液シート内に迅速に吸収されない。
【0026】
(1)本発明では、親油性の高い無漂白化学パルプ(NUKP、LUKPなど)を抄紙原料とするとともに、その叩解度を460cc〜560cc(CSF)と高くして繊維をフィブリル化し、繊維の表面積を増大させるようにする。そのうえで、長網抄紙機を用い、長網上で脱水工程、プレス工程(搾水工程)を行うことで吸液シート(湿紙)を極力潰さないようにし、ウェットクレープ、バルキーワイヤーを採用することで、吸液シートの内部の繊維間空隙を多くかつ密にし、吸液シート表面の凹凸を増大させることで、吸液シートをポーラスな構造として、構造的に吸水性を犠牲にせずに油性成分の吸収を向上させた。
【0027】
(2)また、本発明では、長網上に抄紙原料を吐出して湿紙を形成することとした。長網上にインレットから原料を噴射する速度を調整すれば、製品の縦横比を0.8〜1.2とすることができ、これにより製品の繊維配向をMD方向とCD方向でほぼ同等とすることができる。
【0028】
さらに、繊維長の長い針葉樹クラフトパルプ(針葉樹KP)はMD方向に配向されやすく、吸水、吸油性はその配向性に大きく左右される。ウェットクレープを付与するにあたって、針葉樹KPの繊維配向であるMD方向に垂直に山谷を形成すると、シート表面に接した油性成分、水性成分がCD方向に表層で進行、浸透しやすくなる。
【0029】
そのうえ、網目状のバルキーワイヤーにより、湿紙をヤンキードライヤーへ押し付けることで、MD方向とCD方向で等しい表面形状が与えられる。これにより、シート表層部の水性成分、油性成分の吸収配向性がMD方向、CD方向、厚み方向において差が小さくなる。
【0030】
以上(1)と(2)の作用によって、本発明では、「吸油スピードが速く、生の食材の鮮度保持性能が高く、揚げ物の油分の吸収スピードが速い、魚介類、食肉類保管用、調理用衛生薄葉紙」を製造することができる。
【0031】
そして、この本発明の吸液シートは、例えば、揚げ物に使用する用途では、本発明の吸液シートは、未晒KPの叩解を進めフィブリル化しているから、吸液速度が速く、特に吸油速度は従来よりも速く、かつポーラスであるから吸油保持量が多い。
【0032】
またミートペーパーのように生鮮品等の食材の保存・保管等に使用する用途では、水系成分、油系成分の混合液体(ドリップ)をシートに吸収させる場合に、水性成分も油性成分もともに均等にシ−トに吸収され、食材に接したシート表面側に適度な水性成分、油性成分が保持され、さらにシートからの水分蒸散が油性成分により抑制されることから、シートは適度な水分を保持する。したがって、食材にミートペーパーで包装する場合には食材の鮮度をより長く維持することができる。
【0033】
このように、本発明によれば、「吸油スピードが従来に比べ速く」、「魚介類、食肉類等、生の食材の鮮度保持性能が高く」、「揚げ物の油切りに使用すると、からっとできあがり、かつ食材に残る油分が少ない」、「食材からの剥離性にも優れる」、吸液シートが提供される。
【発明の効果】
【0034】
以上の本発明によれば、食材処理用、調理用、特にミートペーパー等の食材に直接接触させて用いる吸液シートにおける諸特性を満足するように向上することができる。特に、吸液シートの吸水性と吸油性を合わせて向上させ、とりわけ生鮮食材や加工食材に接したときに、食材表面の水分と油分・脂分を迅速かつ十分に吸着・吸収することができ、さらには適度な水分を吸液シート内部に保持するこができ、食材の風味を長時間保持可能に保存可能であり、そのうえ生鮮食品等を包皮して使用したのちに当該生鮮食品から破れることなく剥離等しやすい吸液シートが提供される。
【図面の簡単な説明】
【0035】
【図1】本発明の吸液シートの製造工程の概略図である。
【図2】本発明の吸液シートの製造工程のウェットクレープ付与工程及び移行工程を示す概略図である。
【図3】本発明にかかるバルキーワイヤーの断面図である。
【発明を実施するための形態】
【0036】
次いで、本発明の実施の形態を図1を参照しながら以下に詳述する。
図1は、本発明に用いる改良した長網抄紙設備X1の概略図である。本発明では、抄紙原料を長網10上に吐出して湿紙W1を形成する湿紙形成工程P1と、前記長網10で湿紙W1を搬送する過程で湿紙の脱水を行なう脱水工程P2と、前記脱水工程P2を経た湿紙W2に対してプレスロール20A,20Bを押し当てるプレス工程P3と、プレス工程にて搾水処理された湿紙W3を搬送フェルト30に移行したのち搬送するフェルト搬送工程P4と、前記搬送フェルト30上を搬送された湿紙W4をロールに移行しロール上の湿紙W5をブレード40により引き剥がしてウェットクレープを施すとともに、バルキーワイヤー上に移行するウェットクレープ付与工程P5と、前記バルキーワイヤー50上の湿紙W6をヤンキードライヤー60に押しつけるとともにヤンキードライヤー60上に移行させる移行工程P6とを含むことを特徴とする。以下、各工程等について詳述する。
【0037】
まず、本発明にかかる抄紙原料について説明する。本発明にかかる抄紙原料は、パルプスラリーに適宜の薬剤等を添加して調整したものである。本発明では抄紙原料の主原料となるパルプ原料として無漂白化学パルプを含むものを用いる。本願発明の効果を得るためには、全パルプ原料中における無漂白化学パルプの配合割合は、少なくとも50重量%以上とする。パルプ原料のすべてが無漂白化学パルプであるのが望ましい。無漂白化学パルプは、パルプ繊維中にリグニン(樹脂分)が多く存在するため、親油性が高く、吸油性、特に吸油速度が向上する。
【0038】
さらに、無漂白化学パルプを用いる場合、針葉樹由来のNUKPを60〜95%、広葉樹由来のLUKPを5〜40%含むものがよい。針葉樹由来のNUKPは、繊維長が長く抄紙段階における繊維配向性が所定方向となりやすく剥離強度の縦横比に差が生じやすいが、針葉樹由来のNUKPを60〜95%、広葉樹由来のLUKPを5〜40%の配合割合とすると、広葉樹由来のLUKPの存在によって、剥離強度の縦横比に差が生じ難くなる。さらに、広葉樹由来のLUKPの繊維長が短いことから、繊維が密になり食材からの剥離強度が高まるようにもなる。
【0039】
なお、本発明に好適に用いられる針葉樹由来の無漂白化学パルプ(NUKP)は、繊維の太さ(幅)が30〜40μm、平均繊維長が2.5〜5mm程度である。
【0040】
ここで、無漂白化学パルプを含む抄紙原料は460cc〜560cc(CSF:カナディアンスタンダードフリーネス)であるのが望ましい。この数値は、一般的な吸液シートを製造する際の数値よりも高い数値である。CSFを高めることは、パルプ繊維のフィブリル化を進めることを意味し、かかるパルプ繊維のフィブリル化により吸液シートを構成するパルプ繊維の表面積が向上し、水分と油分の吸液性、吸着性向上が図られる。そして、この高フィブリル化と無漂白化学パルプの使用とが相まって、吸油速度の向上が好適に図られる。ここで、かかる高いCSFの抄紙原料は、脱水がし難い等の問題があるが、本発明では長網方式の改良された抄紙設備を用いて特徴的に抄紙することで、高CSFに由来する脱水性の悪化の影響を改善している。
【0041】
なお、抄紙原料中には既知の添加剤を適宜、添加することができる。本発明において、好ましく用いられる添加剤は、湿潤紙力剤、乾燥紙力剤である。湿潤紙力剤は、抄紙原料中に5.0〜20.0kg/パルプt添加するのがよく、乾燥紙力剤は、抄紙原料中に5.0〜20.0kg/パルプt添加するのが望ましい。これらの紙力剤の使用により所望の紙力に調整しやすくなる。
【0042】
次いで本発明にかかる抄紙過程の各工程及び各設備について説明する。本発明では、図1の例示される改良された長網式の抄紙設備X1を用い、上記抄紙原料をまずインレット1から長網10上に吐出して湿紙W1を形成する(湿紙形成工程P1、この工程及び後段の脱水工程を合わせてワイヤーパートと称されることがある)。そして、この長網10上で前記湿紙の脱水(脱水工程)を行う。
【0043】
長網式の抄紙設備X1による抄紙では、円網抄紙設備を用いる抄紙と比較して、長網10により搬送される過程で時間をかけて脱水されるため、吸液シートの嵩の低下を少なくすることができ、吸液シートの構造として、パルプ繊維間の空隙を大きくできる。さらに、吸液シートの比容積を大きくすることができ、さらにフィブリル化が進められた高CSFの抄紙原料の脱水を十分に行なうことができる。
【0044】
ここで、長網10による脱水時間は0.1〜18秒程度とするのがよい。この場合、製造時間などの関係で概ね長編による搬送長さは5〜30mとするのが望ましい。
【0045】
また、長網式の抄紙設備X1による抄紙では、長網10上にインレット1から抄紙原料を吐出するため、丸網のように網に抄紙原料がすくい上げられる態様と異なり、繊維配向性について縦横及び紙層の厚さ方向で差が生じ難い。このため、吸液速度が速く、また食材からの剥離時に破れがたい吸液シートを製造することが可能となる。
【0046】
ここで、前記脱水工程P2は、長網10上の湿紙W1に含まれる水分を長網を介して下方に自然落下させる或いは吸引して脱水する。
【0047】
上記脱水工程P2に続いて行なうプレス工程P3は、脱水工程を経た長網10上の湿紙W2をさらに下流に搬送する過程でプレスロール20A,20Bを押し当てて搾水を行なう工程である。本形態では、好ましく長網10上の湿紙W2を後段の搬送フェルト30に移行させる際にプレスロール20A,20Bの押し当てを行なって搾水を行なう。プレス圧は適宜の調整事項であるが1.0〜6.0kg/cm2とするのが望ましい。
【0048】
本発明では、プレスロールを複数段で押し当てるのが望ましく、より好ましくは、プレスロールの押し当てを3回以上とするのがよい。多段階のプレスによって、一回当たりのプレス圧を低くすることができ製造される吸液シートの嵩の低下を防止できるとともに、吸液シートのポーラス化が好適に達成される。なお、低圧多段のプレスが嵩の低下防止に効果的あるのは、プレスの後に水分が湿紙内で繊維の毛細管現象によって均一化する作用と、繊維の厚さ方向の復元性の作用による。
【0049】
図示例では2回のプレスを行なう形態を示している。長網10で形成される搬送路と後段のフェルト搬送路30との間にセンターロール21が設けられており、その長網側に1機、フェルト搬送路側に1機の合計2機のプレスロール20A,20Bが配されている。各プレスロール20A,20Bとセンターロール21との間で搾水が行なわれるようになっている。長網10上を搬送されてきた湿紙W2は、初段のプレスロール20A(長編側のプレスロール)にピックアップされて移行され、センターロール21との間でプレスされるとともにセンターロール21にピックアップされて移行され、さらに第2プレスロール20B(フェルト搬送路側のプレスロール)との間でプレスされるとともに当該第2プレスロール20にピックアップされて移行され、その後に第2プレスロール20Bからフェルト搬送路30に移行されるようになっている。なお、各ロールへの湿紙の移行は既知のサクション技術が用いられる。また、各プレスロールは直接的に湿紙に接触するのではなく、実際にはプレスロールに巻きかけられて無端搬送路を介して接する。
【0050】
前記プレス工程P3を経てフェルト搬送路30に移行された湿紙W3は、フェルト搬送工程P4でフェルト搬送される。フェルト搬送路30は長網10と比較して表面が平滑であり、湿紙との密着性に優れ、表面の地合を良好なものとする。ここで、搬送フェルト30自体は、吸水性を有するものであっても、吸水性を有さないものであってもよい。但し、吸水性を有するものとすれば、フェルト30との密着性が高まり地合が良好となる効果が高く、また前記脱水工程P2やプレス工程P3におけるプレス圧を低下させることができ、嵩の低下をより一層防止することができる。
【0051】
本発明においては湿紙W3の自然乾燥、湿紙内における水分の均一化、搬送フェルト30との密着性を考慮して、搬送フェルト30による搬送時間は0.5〜30秒、搬送長は15〜50mとするのが望ましい。
【0052】
上記所定のフェルト搬送P4を経て水分が適度に低下した湿紙W4は、図2にも示されるように、適宜のフェルト搬送路30から適宜のプレスロール54にピックアップした後、ウェットクレープ付与工程P5にて当該プレスロール54からブレード40により引き剥がしてウェットクレープを施す。
【0053】
ウェットクレープは、湿紙W5の状態でクレープを施す。すなわち、湿紙W5はその後工程乾燥される。このため、ウェットクレープを付与したシートは、吸液してもクレープが伸びたり崩れたりし難い。本発明では、かかるウェットクレープの作用により、吸液時に上記繊維配向性と後述するバルキーワイヤー50によって形成される表面構造等が崩れることなく維持されるため、特に、吸水しても吸水性、吸油性の低下が少ない吸液シートとすることができる。
【0054】
ここで、本発明におけるウェットクレープ付与時の好ましいクレープ率は5〜20%である。クレープ率が5%未満では吸水性、吸油性向上の効果が少なく、かつ嵩がでない。20%超では湿潤状態での引張り強度が低下し剥離強度に劣る。なお、本実施形態では、クレープ率は、下記のように算出することができる。クレープ率:{(プレスロールの周速)−(バルキーワイヤーの搬送速度)}/(プレスロールの周速)×100。なお、バルキーワイヤーの前段に適宜の搬送ロール、搬送路を設ける場合には、上記「バルキーワイヤーの搬送速度」は、かかる搬送ロールや搬送路の速度とする。
【0055】
ウェットクレープが施された湿紙W6は、次いでバルキーワイヤー50上に移行され、このバルキーワイヤー50を介してヤンキードライヤー60上に移行する。この移行の際に、バルキーワイヤー50をヤンキードライヤー60に押しつけるようにして移行させる。
【0056】
バルキーワイヤー50は、図3にその断面図を示すように、縦糸50T、横糸50Yが編まれ、表面に網目状に細かな規則的な凹凸があるため、ヤンキードライヤー60に押し付けられる際にシート内部にバルキーワイヤー50表面の凹凸に応じた規則的な粗密が生じる。この粗密構造が形成されると、疎の部分で液体をすばやく吸収し、密の部分で液体を時間をかけて吸収する二重構造が形成される。また、バルキーワイヤー50の表面の規則正しい凹凸が湿紙W6の表面に転写される。この表面の凹凸は、シート表面積を向上させ吸液性の向上が図られる。また、凹凸パターンを縦横で偏向性がないパターンとすると、吸液シート表層面での水分、油分の広がりが平面的に等方的に均等に広がるようになる。従って、かかるバルキーワイヤーはその凹凸パターンが縦横で偏向性がないパターンであるものとするのがよい。
【0057】
なお、本発明では好ましく一つのタッチロールによってヤンキードライヤーに押しつけて行なう。タッチロール55を一つとすることでバルキーワイヤー50の吸液シートの内部構造の改質、表面構造の改質を好適に行なわれ、また、嵩の低下を防止できる。
【0058】
ここで、本発明の用いるバルキーワイヤー50として好適なものを例示すると、そのメッシュは10〜50メッシュ(線/インチ)であり、バルキーワイヤー50を構成するワイヤーの太さは0.5mmφ程度である。なお、バルキーワイヤー50によって付与される湿紙の凹凸差(頂部と底部との差)は0.4〜1.0mmとするのが望ましい。これは、バルキーワイヤー50の表面構成とヤンキードライヤー60への接触圧、湿紙W6の厚さ、水分率等により調整できる。
【0059】
このように、バルキーワイヤー50を介してヤンキードライヤー60に湿紙W6を移行させることで、フィブリル化した繊維の層構造に平面的に規則的、均等配向的に凹凸形状を設け、シート層構造内部での規則的な粗密構造を形成し、吸油性、吸水性の相乗効果が得られる。またドライヤー鏡面に接するシート表側面にバルキーワイヤー50によって適度な凹凸を加えることで、シート表側面と裏面の特性を同様にする効果がある。
【0060】
なお、このバルキーワイヤーによる作用は、抄紙原料として上述の繊維の太さ(幅)が30〜40μm、平均繊維長が2.5〜5mm程度の針葉樹由来の無漂白化学パルプ(NUKP)を用いるとより効果的であることを発明者は知見している。
【0061】
ヤンキードライヤー60に移行された湿紙W6は、ヤンキードライヤー表面に付着して搬送される課程で乾燥され、その後にヤンキードライヤー60からブレード61により剥がされ、適宜巻き取り工程を経て本発明にかかる吸液シート原紙Tとされる。この吸液シート原紙を適宜祭壇するなどすれば、本発明にかかる吸液シートが得られる。
【0062】
なお、本発明ではヤンキードライヤー60からシートW6をブレード61により剥がすようにしているが、かかるブレード61はヤンキードライヤー60からシートW6を引き剥がす単なるきっかけとするものであり、この引き剥がし時には所謂ドライクレープは付与されないか、ほとんど製造される吸液シートの伸びに影響がしない程度しか付与されない。これは、前段のウェットクレープ付与工程及P5及びバルキーワイヤーを用いた移行工程P6により、シートW6の表面に凹凸があり、ヤンキードライヤーへの接着力が低下されていることによる。もちろん、ヤンキードライヤーとその後段の巻き取り手段との速度を意図的に調整して過度のドライクレープが付与されないように調整をすることもできる。
【0063】
以上、詳述の本発明の製造方法によって製造する吸液シートにおける好ましい物性について説明する。なお、かかる物性を満足する吸液シートは、上記本発明の製造方法を採ることで達成される。
【0064】
まず、好ましい吸液シートの坪量は、坪量30〜80g/m2、紙厚150〜400μmである。これは、一般的に調理用、厨房用で使用される衛生薄葉紙の坪量、紙厚の範囲であり、これより、低い坪量、或いは紙厚であると、所望の強度とすることが難しく、また、高い坪量或いは紙厚であると食材の包装など食材を包むにあたって硬すぎて、食材に密着せず取り扱性の悪いものとなる。これは、抄紙原料の供給量を調整することで当該範囲とすることができる。
【0065】
また、吸液シートの乾燥引張り強度の縦横比は0.8〜1.2である。水分の吸収配向、油分の吸収配向は、シートの厚さ方向の繊維配向に大きく影響される。本発明では、かかるシートの厚さ方向の繊維配向が、従来の吸液シートに比較して均一であるため、これを阻害しないように、シート平面方向における繊維の配向については、縦横比率でほぼ同等とするのが望ましい。このようにすると、吸収された水分、吸着された油分はシート平面的に円状に広がるため、経過時間での広がる面積が最大となり吸収、吸着スピードが速い。これは、上記抄紙原料を用い長網抄紙機を用いることで達成できる。
【0066】
さらに、吸液シートの比容積は5.0〜6.5cm3/gとするのがよい。好ましく5.0〜6.1cm3/gとするのがよく、より好ましくは5.2〜6.0cm3/gとするのがよい。は比容積の値が大きいほど繊維間の空隙が大きく、吸液保持量が高い。原料パルプ繊維1g当たり5.0〜6.5cm3の容積を有することとすると、本発明にかかる吸液シートの効果である諸特性を満足するポーラスな構造となる。また、平面的にも厚み方向にもシートの均質性が担保される。これは、上記本発明の製造方法による、特にプレス工程及びバルキーワイヤーの構成を採ることで達成できる。
【0067】
さらに、製品の拡散吸油面積が拡散吸油面積は100〜170cm2/秒/mLである。好ましくは105〜150cm2/秒/mLとするのがよく、より好ましくは105〜140cm2/秒/mLとするのがよい。ここでの拡散吸油面積は、500μLのサラダ油を吸液シート上に滴下し1秒後に油が平面的に広がった面積の値であり、この範囲であると、調理用あるいは食材保管用における吸液シートとしての油分、脂分の吸着、吸収性能に優れることが示されたといえる。なお、この範囲は、平面的な油分の適度な広がりとシート層内部への浸透が行なわれた場合に当該範囲となることを本発明者は知見している。なお、「L」の表示は容量の単位リットルを意味する。
【0068】
〔試験例〕
次いで、本発明の製造方法による吸液シート(実施例)と比較例(従来製品を含む)とにおける物性及び食材に触れる用途における実際の使用感について試験を行なったので下記表1に結果などを示す。
【0069】
各試験及び評価は次記の通りである。
[米坪]
JIS P 8124(1998)に準じて測定した。
[紙厚]
JIS P 8118(1998)の条件下で、ダイヤルシックネスゲージ(厚み測定器)「PEACOCK G型」(尾崎製作所)を用いて測定するものとする。具体的には、プランジャーと測定台の間にゴミ、チリがないことを確認してプランジャーを測定台の上におろし、前記ダイヤルシックネスゲージのメモリを移動させてゼロ点を合わせ、次いで、プランジャーを上げて試料を試験台の上におき、プランジャーをゆっくりと紙面に対し垂直に下ろしそのときのゲージを読み取る。このとき、プランジャーをのせるだけとする。プランジャーの端子は金属製で直径10mmの平面が紙平面に対し垂直に当たるようにし、この紙厚測定時の荷重は、約70gfである。なお紙厚は測定を10回行って得られる平均値とする。
[比容積]
紙厚〔μm〕を米坪〔g/m2〕により除した値〔cm3/g〕
[引張強度]
乾燥引張強度は、JIS P 8113(1998)の引張試験方法に準じて行う。その中でJIS P 8111(1998)に規定された標準条件下で、縦方向及び横方向に幅25mmに裁断するものとする。
湿潤引張強度は、JIS P 8135(1998)に準じて行う。
[縦横比]
乾燥引張強度(横)に対する乾燥引張強度(縦)の比率
【0070】
※1[吸水量]
吸水量、吸油量は、試験片を縦100mm×横100mm(縦横誤差各±1mm)に裁断し試験片を用意し重量を測る。パンに深さ20mmになるように蒸留水を入れ、裁断した試験片を紙面の上まで蒸留水を浸漬させた後、ピンセットで試験片を持ち上げて、30秒間保持し水をきる。その後、試験片の重量を測定する。1つの試験片について5回の測定を行い、その平均値を測定値とした。
試験片の吸水量、吸油量=〔(吸水後、吸油後の重量)−(吸水前、吸油前の重量)〕×100(単位:g/m2)
なお、試料の縦横は、紙の縦横(MD方向、CD方向)と同一として行なった。以下の試験においても同様。
※2[吸水スピード(吸水速度)]
JIS P 3104の吸水度試験に基づき、300μLの水を試料面に滴下し、照りがなくなる時間を測定する。照りがなくなったか否かは目視により判断する。また、滴下面は、フェルト搬送工程でフェルト面に接していた面(裏面)とした。
※3[吸油量]
吸水量の試験の水を油(サラダ油)に変更して試験をした。サラダ油は日清オイリオ製の日清サラダ油(1500g入り)を使用した。
※4[拡散吸油面積]
油(上記サラダ油と同じもの)500μLを静かにシート面に滴下し、60秒後にサラダ油が広がった面積を〔MD方向の拡散長さ〕×〔CD方向の拡散長さ〕×π(円周率)として求め、これを拡散時間(60秒)、滴下油量(μL)で除し求める。(単位:cm2/秒/mL)
※5[吸油スピード(吸油速度)]
JIS P 3104の吸水度試験に準じて、300μLのサラダ油を試料面に滴下し、照りがなくなる時間を測定する。照りがなくなったか否かは目視により判断する。また、滴下面は、フェルト搬送工程でフェルト面に接していた面(裏面)とする。
※6[食材への貼り付き]
表中の評価は、次のとおりである。1:食材に張付いてシートが破れる、2:食材にシートが残る、3:使用上問題ないが剥がしにくい、4:剥がしやすい、5:非常に剥がしやすい
※7[食材の鮮度保持性]
表中の評価は、次のとおりである。1:明らかに変色する、2:部分的に変色する、3:使用上問題ないが変色が見られる、4:鮮度劣化はほぼ感じられない、5:鮮度の劣化が見られない
※8[揚げ物の油分の吸収性]
表中の評価は、次のとおりである。1:油が揚げ物全面に残っている、2:油が揚げ物全体の半分以上残っている、3:油が揚げ物全体の半分くらい残っている、4:油が揚げ物にわずかに残っている、5:油残りが見られない
※9[揚げ物のからっとした仕上り]
表中の評価は、次のとおりである。1:明らかに食材がしんなりとし食感も悪い、2:見た目がしんなりとしている、3:食感は悪くないがやや見た目で劣る、4:からっとした感じを維持している、5:揚げたての食感、見た目を維持している
【0071】
【表1】
【0072】
表1の各試験結果、評価から理解されるように、本発明にかかる実施例については、食材に触れる用途における諸特性が比較例よりも優れている。
この試験結果によって、本発明にかかる吸液シートは、食材に触れる用途における諸特性が向上されたことが示された。
【符号の説明】
【0073】
X1…長網抄紙設備、1…インレット、10…長網、W1〜W6…湿紙、T…吸液シート原紙、P1…湿紙形成工程、P2…脱水工程、P3…プレス工程、P4…フェルト搬送工程、P5…ウェットクレープ付与工程、P6…バルキーワイヤーからヤンキードライヤーへの移行工程、20A,20B…プレスロール、21…センターロール、30…搬送フェルト(フェルト搬送路)、40…ブレード、50…バルキーワイヤー、55…タッチロール、54…プレスロール、60…ヤンキードライヤー。
【特許請求の範囲】
【請求項1】
食材に接する用途に用いられる吸液シートの製造方法であって、
無漂白化学パルプを含む抄紙原料のフリーネス(CSF)を460cc〜560ccとし;
前記抄紙原料を長網上に吐出して湿紙を形成する湿紙形成工程と、
前記長網で湿紙を搬送する過程で湿紙の脱水を行なう脱水工程と、
前記脱水工程を経た湿紙に対してプレスロールを押し当て搾水するプレス工程と、
脱水処理された湿紙を搬送フェルトに移行したのち搬送するフェルト搬送工程と、
前記搬送フェルト上の湿紙をブレードにより引き剥がしてウェットクレープを施すとともに、バルキーワイヤー上に移行するウェットクレープ付与工程と、
前記バルキーワイヤー上の湿紙をヤンキードライヤーに押しつけるとともにヤンキードライヤー上に移行させる移行工程とを、含むことを特徴とする吸液シートの製造方法。
【請求項2】
前記プレス工程にて複数のプレスロールにより複数回のプレスを行なう請求項1記載の吸液シートの製造方法。
【請求項3】
湿紙を搬送フェルトで搬送する過程でプレスロールを押し当てる二次プレス工程を含む請求項1又は2記載の吸液シートの製造方法。
【請求項4】
ウェットクレープ付与時のクレープ率を5〜20%とする請求項1〜3の何れか1項に記載の吸液シートの製造方法。
【請求項5】
前記バルキーワイヤーのメッシュを10〜50メッシュ(線/インチ)とする請求項1〜4の何れか1項に記載の吸液シートの製造方法。
【請求項6】
前記無漂白化学パルプは、NUKP60〜95重量%、LUKP5〜40重量%含む請求項1〜5の何れか1項に記載の吸液シートの製造方法。
【請求項7】
抄紙原料に対して湿潤紙力剤を5.0〜20.0kg/パルプt添加する請求項1〜6の何れか1項に記載の吸液シートの製造方法。
【請求項8】
抄紙原料に対して乾燥紙力剤を5.0〜20.0kg/パルプt添加する請求項1〜7の何れか1項に記載の吸液シートの製造方法。
【請求項9】
請求項1〜8の何れか1項に記載の吸液シートの製造方法により製造された吸液シートであって、
坪量30〜80g/m2であり、紙厚150〜400μmであり、
乾燥引張り強度の縦横比が0.8〜1.2であり、
比容積が5.0〜6.5cm3/gであり、
拡散吸油面積が100〜170cm2/秒/mlであることを特徴とする吸液シート。
【請求項1】
食材に接する用途に用いられる吸液シートの製造方法であって、
無漂白化学パルプを含む抄紙原料のフリーネス(CSF)を460cc〜560ccとし;
前記抄紙原料を長網上に吐出して湿紙を形成する湿紙形成工程と、
前記長網で湿紙を搬送する過程で湿紙の脱水を行なう脱水工程と、
前記脱水工程を経た湿紙に対してプレスロールを押し当て搾水するプレス工程と、
脱水処理された湿紙を搬送フェルトに移行したのち搬送するフェルト搬送工程と、
前記搬送フェルト上の湿紙をブレードにより引き剥がしてウェットクレープを施すとともに、バルキーワイヤー上に移行するウェットクレープ付与工程と、
前記バルキーワイヤー上の湿紙をヤンキードライヤーに押しつけるとともにヤンキードライヤー上に移行させる移行工程とを、含むことを特徴とする吸液シートの製造方法。
【請求項2】
前記プレス工程にて複数のプレスロールにより複数回のプレスを行なう請求項1記載の吸液シートの製造方法。
【請求項3】
湿紙を搬送フェルトで搬送する過程でプレスロールを押し当てる二次プレス工程を含む請求項1又は2記載の吸液シートの製造方法。
【請求項4】
ウェットクレープ付与時のクレープ率を5〜20%とする請求項1〜3の何れか1項に記載の吸液シートの製造方法。
【請求項5】
前記バルキーワイヤーのメッシュを10〜50メッシュ(線/インチ)とする請求項1〜4の何れか1項に記載の吸液シートの製造方法。
【請求項6】
前記無漂白化学パルプは、NUKP60〜95重量%、LUKP5〜40重量%含む請求項1〜5の何れか1項に記載の吸液シートの製造方法。
【請求項7】
抄紙原料に対して湿潤紙力剤を5.0〜20.0kg/パルプt添加する請求項1〜6の何れか1項に記載の吸液シートの製造方法。
【請求項8】
抄紙原料に対して乾燥紙力剤を5.0〜20.0kg/パルプt添加する請求項1〜7の何れか1項に記載の吸液シートの製造方法。
【請求項9】
請求項1〜8の何れか1項に記載の吸液シートの製造方法により製造された吸液シートであって、
坪量30〜80g/m2であり、紙厚150〜400μmであり、
乾燥引張り強度の縦横比が0.8〜1.2であり、
比容積が5.0〜6.5cm3/gであり、
拡散吸油面積が100〜170cm2/秒/mlであることを特徴とする吸液シート。
【図1】

【図2】

【図3】
【図2】
【図3】
【公開番号】特開2012−180605(P2012−180605A)
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願番号】特願2011−42826(P2011−42826)
【出願日】平成23年2月28日(2011.2.28)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願日】平成23年2月28日(2011.2.28)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]