
吸液性シートおよびその製造方法
【課題】束にした複数の吸液性シートを一枚ずつ繰り出すことが容易な吸液性シート。
【解決手段】少なくとも芯鞘型の複合繊維を含む吸液性シート1がその厚さを規定する第1表面2と第2表面3とを有する。第1表面2は表面粗さが1.5−2.5μmの範囲にあり、第2表面3は表面粗さが2.0−3.5μmの範囲にあって、第1表面2の表面粗さよりも少なくとも0.4μm大きい。
【解決手段】少なくとも芯鞘型の複合繊維を含む吸液性シート1がその厚さを規定する第1表面2と第2表面3とを有する。第1表面2は表面粗さが1.5−2.5μmの範囲にあり、第2表面3は表面粗さが2.0−3.5μmの範囲にあって、第1表面2の表面粗さよりも少なくとも0.4μm大きい。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、魚や肉等の食品の下敷きにして、その食品からの滲出液を吸収させるのに好適な吸液性シートおよびその製造方法に関する。
【背景技術】
【0002】
陳列棚や冷蔵庫、解凍庫等に保管している魚肉等の食品からの滲出液はドリップと呼ばれることがある。この滲出液による食品の味の変化や見栄えの低下を防ぐために、これら食品の下敷きシートとしてドリップシートと呼ばれることもある吸液性シートを使用し、この吸液性シートに滲出液を吸収させることは、従来周知である。
【0003】
たとえば、特開2008−285800号公報(P2008−285800A、特許文献1)に記載の吸液性シートは、互いに並行する第1表面と第2表面とによって厚さが規定されていて、芯鞘型の複合繊維を含み、互いに交差する複合繊維の鞘成分どうしが溶着している。吸液性シートは、第1表面を含む第1層と、第2表面を含む第10層との密度が、厚さ方向の中央に位置する第5層と第6層との密度の平均値よりも高くなっている。また、第1表面と第2表面の縦方向における静摩擦係数が0.1−0.4の範囲にある。
【0004】
実開昭57−9767号公報(U1982−9767A、特許文献2)には、魚肉類の肉汁、血その他の液汁を吸収または貯留するための内底を有する食品パックが開示されている。その内底は、スポンジまたは繊維など吸水性の良好な素材で作られる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−285800号公報(P2008−285800A)
【特許文献2】実開昭57−9767号公報(U1982−9767A)
【発明の概要】
【発明が解決しようとする課題】
【0006】
吸液性シートを魚肉等の食品に対して使用するときの態様の一例として、魚肉等を販売する店頭や調理場において、店員等の作業者が複数枚の吸液性シートを束にして片手に持ちながら一枚ずつを繰り出し、もう一方の手では繰り出した吸液性シートを指先でつまんでそれを陳列棚等に一枚ずつ素早く並べるということがある。並べた吸液性シートには、魚や肉片を載せて販売に供する。そのときに、たとえば、特許文献1に記載の吸液性シートでは、吸液性シートの表面を平滑にしてその表面の静摩擦係数を低くし、重ね合わせた吸液性シートどうしの間での滑りをよくすることにより、吸液性シートを一枚ずつ素早く並べることができるようにしている。しかるに、作業者の指先が水で濡れていると、指先と吸液性シートとが密着し易くなることに加えて、その水で濡れた吸液性シートどうしも密着し易くなることがある。そのようなときの吸液性シートの束では、一枚ずつを繰り出そうとしても、密着している複数枚の吸液性シートが一体になって動き、吸液性シートを一枚ずつ素早く並べることが難しい。
【0007】
この発明では、作業者の指先が水で濡れている場合であっても、束にした吸液性シートを一枚ずつ繰り出して並べるという作業が容易となるように、従来の吸液性シートに改良を施すことを課題にしている。
【課題を解決するための手段】
【0008】
前記課題を解決するためのこの発明は、吸液性シートに係る第1発明と、その吸液性シートの製造方法に係る第2発明とを含んでいる。
【0009】
その第1発明が対象とするのは、少なくとも芯鞘型の複合繊維を含み、第1表面と第2表面とによって厚さが規定される不織布で形成されていて、前記第1,第2表面のいずれかを食品と接触させて前記食品からの滲出液を吸収させる吸液性シートである。
【0010】
第1発明が特徴とするところは、前記第1表面の表面粗さが1.5−2.5μmの範囲にあり、前記第2表面の表面粗さが2.0−3.5μmの範囲にあって前記第1表面の表面粗さよりも少なくとも0.4μm大きいこと、にある。
【0011】
第1発明の態様の一つにおいて、前記吸液性シートは、長さ方向と幅方向とを有する矩形のものであり、前記長さ方向におけるガーレー剛軟度が少なくとも0.6mNである。
【0012】
第1発明の態様の一つにおいて、前記吸液性シートが通気性のものである。
【0013】
第1発明の態様の一つにおいて、前記複合繊維の鞘を形成している熱可塑性合成樹脂の溶融温度が芯を形成している熱可塑性合成樹脂の溶融温度よりも低い。
【0014】
第1発明の態様の一つにおいて、前記第1表面の側には、前記第2表面の側における前記複合繊維よりも径方向の寸法が大きい前記複合繊維が存在する。
【0015】
第1発明の態様の一つにおいて、前記吸液性シートの厚さ方向において、前記第1表面と前記第2表面との中間部分には、吸水性天然繊維および吸水性再生繊維のうちの少なくとも一方を含む。
【0016】
第2発明が対象とし、特徴とするのは、少なくとも芯鞘型の複合繊維を含み、互いに並行する第1表面と第2表面とによって厚さが規定される不織布で形成されていて、前記第1,第2表面のいずれかを食品と接触させて前記食品からの滲出液を吸収させる吸液性シートの製造工程に、少なくとも下記工程が含まれる前記吸液性シートの製造方法である。
a.少なくとも芯鞘型の複合繊維を含み、前記第1表面と前記第2表面となるべき第1面と第2面とを有するカードウエブを機械方向へ連続的に供給しながら、前記第2面から前記第1面に向かう方向の熱風であって前記複合繊維の鞘を形成している熱可塑性合成樹脂の溶融温度以上の温度の熱風を前記第2面に吹き付けて前記熱可塑性合成樹脂を溶融させ、前記複合繊維と交差する繊維と前記複合繊維とを溶着させる工程。
b.前記工程aの後に、前記機械方向に向かって回転し、前記熱可塑性合成樹脂を加圧下に熱変形させることが可能な温度に設定された第1ロールの周面に前記カードウエブの前記第1面を圧接する工程。
c.前記工程bの後に、前記第1ロールの前記表面温度よりも低い表面温度を有していて前記機械方向に向かって回転する第2ロールの周面に前記カードウエブを接触させながら前記カードウエブを前記機械方向に走行させ、前記第2ロールから離脱した後の前記カードウエブから前記吸液性シートの連続体を得る工程。
【0017】
第2発明の実施態様の一つにおいて、前記カードウエブを介して前記第1ロールに圧接して前記機械方向に向かって回転するタッチロールの前記第1ロールに対する接触圧を調整することにより、前記第1ロールの周面に対する前記カードウエブの接触圧を調整する。
【0018】
第2発明の実施態様の一つにおいて、前記カードウエブは、前記第1面と前記第2面との間に吸水性天然繊維および吸水性再生繊維の少なくとも一方を含む。
【0019】
この発明において、「表面粗さ」とは、カトーテック(株)製のKES FB−4Sを使用して測定される試片の表面粗さを意味している。試片については、互いに直交する二方向で測定し、二方向の測定値の平均値をμm単位で表して試片の表面粗さとする。なお、この試片について、それを製造したときの後記する機械方向MDがわかっているときには、前記二方向として機械方向MDとこれに直交する交差方向CDとを選択する。
【0020】
この発明において、「ガーレー剛軟度」は、JIS L 1096のセクション6.20.1に規定のA法に基づいて測定され、試片の長さが38mm、幅が25mmである場合の値を意味している。また、長さ方向におけるガーレー剛軟度とは、吸液性シートの長さ方向を試片の長さ方向に一致させて測定したときの剛軟度を意味している。
【発明の効果】
【0021】
この発明に係る吸液性シートは、表面粗さが小さい平滑面である第1表面と、表面粗さが大きい粗面である第2表面とを有するから、複数枚の吸液性シートを重ね合せて片手に持つときに、第1表面が上となり第2表面が下となるようにして重ね合せると、指先が水で濡れていて、その水が重ね合わせた吸液性シートに浸透しても、シートどうしがその水を介して密着するということがなく、重ね合わせた吸液性シートから一枚ずつを繰り出すことが容易で、吸液性シートを陳列棚等に素早く並べることができる。この発明に係る吸液性シートの製造方法によれば、そのような吸液性シートを容易に得ることができる。
【図面の簡単な説明】
【0022】
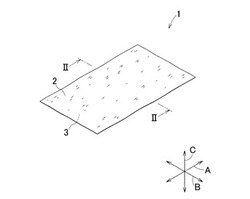
【図1】吸液性シートの斜視図。
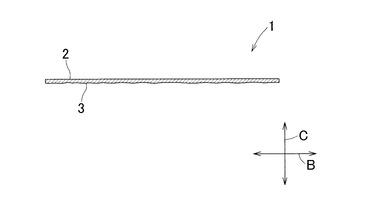
【図2】図1のII−II線断面を模式的に示す図。
【図3】吸液性シートの使用態様の一例を示す図。
【図4】吸液性シートの製造工程を例示する図。
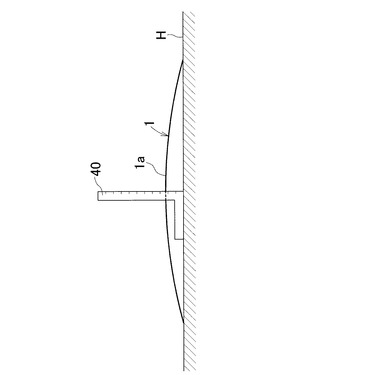
【図5】吸収性シートの反りの大きさの測定方法を示す図。
【図6】(a)と(b)とによって、実施例1の吸液性シートの表面状態を示す写真。
【図7】(a)と(b)とによって、比較例2の吸液性シートの表面状態を示す写真。
【発明を実施するための形態】
【0023】
添付の図面を参照して、この発明に係る吸液性シートとその製造方法との詳細を説明すると、以下のとおりである。
【0024】
図1は、魚肉等の販売店や一般家庭で使用するのに好適な吸液性シート1の斜視図である。吸液性シート1は、その形状に特別な規定はないが、一般的には図示例の如く長さ方向Aと幅方向Bと厚さ方向Cとを有する矩形のものとして使用される。吸液性シート1はまた、互いに並行する第1表面2と第2表面3とを有し、これら両表面2,3のいずれかに魚肉等の食品を載せておくと、その食品からの滲出液を吸収して、食品の鮮度を維持したり、食品の見栄えを維持したりすることができる。吸液性シート1は、その吸収性能を食塩濃度が0.9%である生理食塩水の吸収量(吸水量)に基づいて評価する。この発明において、好ましい吸液性シート1の吸水量は、表面積1m2当たりについて400−800gの範囲にある。
【0025】
吸液性シート1は、30−80g/m2の単位面積当たりの質量と、0.4−0.9mmの厚さとを有するもので、熱可塑性合成樹脂で形成されていて親水化処理されている芯鞘型の複合繊維を100−60質量%含むとともに、粉砕パルプやコットン繊維等の吸水性の天然繊維およびレーヨン繊維等の吸水性の再生繊維の少なくとも一方を0−40質量%含んでいる。複合繊維は、30−70mmの繊維長を有するもので、鞘を形成している熱可塑性合成樹脂の溶融温度が芯を形成している熱可塑性合成樹脂の溶融温度よりも低いものでもあって、互いに交差して重なり合う部位の多くにおいて、鞘どうしが溶着している。なお、吸液性シート1が複合繊維以外の繊維を含む場合には、その繊維に対しても鞘が溶着するという場合がある。鞘を形成する熱可塑性合成樹脂と、芯を形成する熱可塑性合成樹脂との組み合わせには、例えばポリエチレンとポリプロピレン、ポリエチレンとポリエステル、低融点ポリプロピレンと高融点ポリプロピレン等がある。なお、吸液性シート1は、その質量の30%を限度として、複合繊維を複合繊維以外の熱可塑性合成繊維に置き換えることができる。このような組成を有する吸液性シート1は、それを長期間保存しておいても空気や光線の影響で黄変することがないという点において、従来の吸液性シートの一つであってレーヨン繊維と水溶性バインダとを使用した、いわゆるケミカルボンドタイプの吸液性シートよりも優れている。
【0026】
天然繊維および再生繊維は、複合繊維と混合して使用することもできるが、好ましい吸液性シート1においては、厚さ方向Cの中間部分で層を形成し、その層の上方と下方とで、複合繊維が層を形成する態様で使用される。かかる吸液性シート1は、好ましくは通気性のものであって、吸液性シート1と向かい合う食品の対向面は、例えば温度調節された周囲空気との接触が可能である。
【0027】
図2は、図1における吸液性シート1のII−II線断面を模式的に示す図である。図の吸液性シートは、第1表面2が上面となり、第2表面3が下面となるように示されている。第1表面2は、第2表面3との比較において平滑な面であって、カトーテック(株)製の測定機 KES FB−4S を使用して測定したときの表面粗さが1.5−2.5μmの範囲にある。第2表面3は、粗な面であって、表面粗さが2.0−3.5μmの範囲にあり、かつ、第1表面2の表面粗さよりも少なくとも0.4μm大きい値を有する。後記する製造工程を経て得られる吸液性シート1では、第1表面2が熱処理用の加熱されたロール周面に圧接することによって、第1表面2の近傍に位置する複合繊維が吸液性シート1の厚さ方向Cにおいて密着したり、径方向の断面形状が円形のものから扁平なものに変化したりすることによって、第1表面2が平滑な状態にある。一方、第2表面3の近傍に位置する複合繊維には、そのような変化が殆どないことによって、第2表面3は第1表面2よりも粗な状態にある。第1、第2表面がこのように形成されている吸液性シート1は、食品を好ましくは第1表面2に載せるようにして使用する。第1表面2は、それが平滑であることによって、食品からの滲出液が滞溜しにくく、第2表面3は、それが粗であることによって滲出液が滞溜し易く、滲出液による汚れが目立ち易いという傾向があるからである。
【0028】
図3は、食品を吸液性シート1に載せることに先立って、吸液性シート1の一枚ずつを陳列棚等(図示せず)に並べるときの作業の一部分を示す図である。この図には、吸液性シート1を並べる作業者の左手6と右手7と、左手6に持った吸液性シート1の束8とが示されている。束8では、第1表面2と第2表面3とが対向するように吸液性シート1が重ねられている。束8ではまた、左手6の指を使って吸液性シート1を一枚ずつ前方Fへ繰り出し、繰り出した吸液性シート1を右手7の指先で取り上げてから陳列棚の所定の場所に並べる。
【0029】
この作業において、束8を形成している重なり合った吸液性シート1が作業を始める前から水で濡れていたり、左手6および/または右手7が水で濡れていることによって束8における吸液性シート1がその水で濡れたりすると、重なり合った複数枚の吸液性シート1が一体になって同時に繰り出されるということがある。そのことによって、作業が思うようにははかどらないということがある。つまり、そのようなときの吸液性シート1は作業性の悪いものになる。
【0030】
発明者が知見したところによれば、吸液性シートの剛軟度が一定であるときに、例えば吸液性シートの長さ方向におけるガーレー剛軟度が少なくとも0.6mNであるときに、水で濡れている吸液性シートを一枚ずつ繰り出すときの吸液性シートについての作業性は、重なり合った吸液性シートの対向面どうしが平滑であるとその作業性が悪くなる傾向にある、対向面の一方が平滑であり、対向面のもう一方が粗であるときには作業性が良くなる傾向にある。また、対向面どうしが粗であるときにも作業性が悪くなる傾向にある。対向面の状態によって作業性がそのように異なることになる理由は定かではないが、重なり合った吸液性シートの対向面どうしが平滑であるときには、対向面どうしの間において水が広くかつ一様に広がって、その水の凝集力によって水に濡れている対向面どうしが広い範囲にわたって密着し易くなることが、その理由の一つとして考えられる。対向面が平滑面と粗面とである場合には、平滑面では水が広くかつ一様に広がっても、粗面では水がそれほどには一様に広がらず、これら両対向面に対しては水の凝集力が強くは作用しないということがその理由の一つとして考えられる。また、対向面どうしが粗面である場合には、対向面どうしの間において水が広くかつ一様に広がることがなくても、それぞれの粗面を形成している繊維どうしが擦り合ったり、絡まり合ったりするということの頻度が高くなることがその理由の一つとして考えられる。吸液性シート1の剛軟度が一定以上の値であることによって、吸液性シート1がそれを繰り出すときに徒に変形しないということは、その繰り出す作業を容易にする。吸液性シート1の剛軟度は、ガーレー剛軟度によって規定することができるが、後記するカンチレバー法による剛軟度によっても規定することができる。吸液性シート1の長さ方向におけるガーレー剛軟度は、少なくとも0.6mNであることが好ましい。
【0031】
吸液性シートの作業性は、次のようにして評価することが可能である。すなわち、吸液性シートを扱う熟練作業者が一方の手で10−30枚の吸液性シートを束にして持つとともに吸液性シートの一枚ずつを前方F(図3参照)へ繰り出し、繰り出した吸液性シートをもう一方の手で摘み取る作業を繰り返す。その作業は、吸液性シートが乾燥状態にある一方、両手の指先が常に水に濡れていて、その水が吸液性シートに吸収されていくという状態の下で繰り返す。作業性の評価結果は、たとえば極めて良好、良好、不良というようにランク分けすることができる(後記表1参照)。極めて良好と良好とは、吸液性シート1の一枚ずつの繰り出しが容易であることを意味し、不良とは、複数枚の吸液性シート1が一体となって繰り出される場合のあることを意味している。この発明に係る吸液性シート1は、極めて良好または良好とランク付けすることができる。指先が水に濡れている場合の一例は、コップに入れた水道水の中に指先を浸した後の指の状態である。
【0032】
図4において、製造工程のうちの第1工程101では、第1カード機51aを使用して、第1カード機51aに投入される原料繊維(図示せず)からウエブ52aを機械方向MDへ一定の速度で連続的に供給する。原料繊維は、100−60質量%の親水化処理された複合繊維と、0−40質量%の吸水性天然繊維および/または吸水性再生繊維とを含んでいる。ただし、原料繊維は、その質量の30%を限度して、複合繊維以外の親水化処理されている熱可塑性合成繊維に置き換えることができる。これら複合繊維や天然繊維、再生繊維には、好ましくは繊維長30−70mmのものが使用されるが、天然繊維には繊維長が30mm未満の粉砕パルプを使用することも可能である。複合繊維は、その繊度が1−4dtexの範囲にあることが好ましく、また径方向の断面形状が円形、またはほぼ円形であることが好ましい。複合繊維は、繊度の異なるものを混合して使用することができる。ウエブ52aは、単位面積当たりの質量が30−80g/m2となるように作られる。第1工程101ではまた、第1カード機51aの他に、仮想線で示された第2,第3,第4カード機51b,51c,51dを適宜選択して使用することができる。第2カード機51bは、第1カード機51aと直列につなげられるもので、原料繊維の解繊効果や混合効果を向上させること等を目的に使用される。第3カード機51cは、ウエブ52aと同じ原料繊維で形成されたウエブ52cを機械方向MDへ供給して、ウエブ52aの単位面積当たりの質量を実質的な意味において増加させたり、ウエブ52aの上面53の側にウエブ52aの原料繊維とは繊維長や化学的組成の異なる繊維で形成された上層を設けたりすることを目的に使用される。第4カード機51dは、第3カード機51cと同じ目的で使用されるが、第4カード機51dが供給するウエブ52dは,ウエブ52の下面54に下層を形成する。第1,第3,第4カード機51a,51c,51dを使用すれば、ウエブ52a,52c,52dを有する三層構造のウエブを得ることができる。このときに、第1カード機52aにおいては吸水性の天然繊維や再生繊維を使用し、第3、第4カード機51c、51dにおいては親水化処理されている熱可塑性合成繊維を使用すれば、天然繊維や再生繊維で形成された中間層を有する吸液性シート1を得ることができる。
【0033】
第2工程102では、ウエブ51aを機械方向MDへ走行する無端の通気性メッシュベルト61に載せて、熱処理室62を通過させる。熱処理室62では、ウエブ52aに対して、その上面53から下面54へ向かう方向に熱風63を吹き付ける。熱風63の温度は、原料繊維のうちの複合繊維において鞘を形成している熱可塑性合成樹脂の溶融温度と等しい温度に設定するか,またはその溶融温度と芯を形成している熱可塑性合成樹脂の溶融温度との間の温度に設定する。ウエブ52aは、熱処理室62を通過する間に複合繊維どうしが、互いに接触している鞘の部分において溶着し、熱処理室62を出た後には、エアースルー不織布に匹敵するウエブ71になる。ウエブ71は上面73と下面74とを有する。
【0034】
第3工程103では、加熱状態にあって機械方向MDに向かって回転する熱処理用の第1ロール76によってウエブ71が処理される。ウエブ71は、その下面74が第1ロール76の周面に圧接している。その第1ロール76には、機械方向MDに向かって回転する一対の第1タッチロール77が付随しており、第1ロール76と第1タッチロール77との接触圧、すなわち線圧を調整することによって、ウエブ71の下面74が第1ロール76の周面に圧接するときの圧力を調整することができる。第1ロール76は、その周面の温度がウエブ71における複合繊維の鞘と芯とのうちの少なくとも鞘を軟化させることのできる温度に設定されている。第1ロール76に圧接している下面74では、下面74の近傍に位置する複合繊維がウエブ71の厚さ方向において互いに密着するように位置を変化させたり、複合繊維の少なくとも一部分がその断面形状を円形のものから扁平なものに変化させたりしていて、下面74が粗な状態から平滑な状態へと変化している。第1ロール76の周面に沿う一対の第1タッチロール77は、それら回転軸の間の距離を第1ロール76の周面に沿う方向において調整することによって、ウエブ71の下面74と第1ロール76との接触時間を調整することができる。例えば、ウエブ71を50m/minの速度で走行させるときには、第3工程103において、その接触時間が3−6秒となるように一対のタッチロール77の離間距離を調整することが好ましい。
【0035】
第4工程104では、ウエブ71が非加熱状態にあって機械方向MDに向かって回転する第2ロール82の周面に接触しながら機械方向MDへ進む。第2ロール82には第2タッチロール83が付随していて、第2ロール82と第2タッチロール83とのウエブ71を介しての接触圧である線圧を調整することによって、ウエブ71の上面73が第2ロール82の周面に接触する圧力を調整することができる。また、第2タッチロール83を機械方向MDへ移動させることによって、第2ロール82に対して非接触状態にすることができるとともに、ウエブ71の第2ロール82に対する接触時間を短くすることができる。第2ロール82は非加熱状態にあるものではあるが、第1ロール76において加熱されたウエブ71が室温にまでは冷却されていない状態で周面に接触することによって、第2ロール82の周面の温度は上昇する。例えば、第1ロール76の周面温度が120−140℃程度であるときに、50−70℃程度にまで上昇することがある。第2ロール82の周面温度が高すぎるときには、例えば、その温度が複合繊維の断面形状を変化させる程度の温度にまで上昇したときには、第2ロール76の内部に冷却水を供給して周面温度を下げることができる。第3工程103を出たウエブ71は、上面73が円弧状の凸面を画くように機械方向MDにおいて反る傾向にある。しかし、第4工程104の第2ロール82と第2タッチロール83とは、そのように反るウエブ71を一時的に逆方向へ反らせることによって、すなわち下面74が凸となるように反らせることによって、ウエブ71の反りを小さくするようにウエブ71に作用する。
【0036】
第5工程105では、第2ロール82から離脱したウエブ71を巻き取ることによって、吸液性シート1の連続体85を得る。連続体85は、適宜の寸法に裁断することによって吸液性シート1となる。連続体85における上面53と下面54とは、吸液性シート1の第2表面3と第1表面2とになる。なお、連続体85を裁断して矩形の吸液性シート1を得るときには、吸液性シート1の長さ方向Aを機械方向MDに一致させることが好ましい。
【0037】
図5は、吸液性シート1の反りの大きさを測定する方法の説明図である。測定に際しては、測定用試片である円弧状の反りを有する吸液性シート1を凸面1aが水平面Hの上方に位置するように吸液性シート1を水平面Hに置く。1mm単位の目盛を有するスコヤ40を吸液性シート1に接近させて、凸面1aの最高部と水平面Hとの距離を求め、その距離を反りの大きさとする。吸液性シート1には、それを水平面Hに押し当てたときの長さが160mmであり、幅が少なくとも30mmであるものを使用する。長さ160mmの吸液性シート1を用意することができないときには、測定結果に対して測定した反りの大きさを「参考値」として示し、併せてその吸液性シート1の長さと幅とを示しておく。
【0038】
(実施例)
図4の工程を使用し、原料繊維の種類と、第1,第2ロール76,82との使用条件等を変化させることによって得た実施例の吸液性シートと、その吸液性シートについての評価項目と、評価結果とは、以下のとおりである。
【0039】
評価項目
1.単位面積当たりの質量
電子天秤を使用して50×50mmの試片を1/100グラムの単位まで秤量し、秤量した結果を1m2当たりの値に換算した。
2.厚さ
50×50mm以上の大きさの試片を用意した。測定器には、直径44mmの測定子を有するダイアルシックネスゲージを使用し、測定圧が3g/cm2となるようにダイアルシックネスゲージを調整して、1/10mmの単位までの厚さを測定した。
3.剛軟度
(1)ガーレー法
JIS L 1096のセクション6.20.1に規定のA法に準拠してガーレー剛軟度を測定した。測定機には、安田製作所製のNO.311 ガーレー柔軟度試験機を使用した。試片については、長さ38mm、幅25mmのものを使用した。測定にあたっては、試片の機械方向MDを試片の長さ方向に一致させた場合と、試片の交差方向CDを試片の長さ方向に一致させた場合とについて剛軟度を測定した。
(2)カンチレバー法
JIS L 1096のセクション6.19.1に規定のA法(45度カンチレバー法)に準拠して測定した。ただし、試片については、長さ200mm、幅20mmのものを使用した。また、試片の機械方向MDと試片の長さ方向とが一致するように試片を作成した。
4.反り
試片として、長さ160mm、幅70mmのものを使用し、この試片について図5の説明のとおりに反りの大きさを測定した。
5.表面粗さ
測定器としてカトーテック(株)製の自動化表面試験機 KES−FB4Sを使用した。試片として、100×100mmまたはそれ以上の大きさであって、吸液性シートの製造工程における機械方向MDが明らかなものを用意した。試片については、機械方向MDと、これに直交する交差方向CDとについての表面粗さを求め、両方向の表面粗さの平均値を吸液性シートの表面粗さとした。KES−FB4Sにおける表面粗さは、SMDと呼ばれ、距離Lの範囲において測定した凹凸の寸法(単位μm)についての平均偏差(mean deviation)である。試片について、機械方向MDと交差方向CDとがわからないときには、互いに直交する任意の二方向においての表面粗さを測定し平均値を求め、その平均値を吸液性シートの表面粗さとする。ただし、試片の表面を10−30倍に拡大して観察すると複合繊維のおおよその配向方向を知ることができるときには、その配向方向を機械方向MDとする。
6.静摩擦係数
測定器として新東科学(株)製 HEIDON トライポギア ミューズ(μs)タイプ94iを使用した。試片として、一辺の長さが少なくとも50mm、より好ましくは一辺の長さが少なくとも100mmの正方形または長方形であって、吸液性シートの製造工程における機械方向MDが明らかなものを用意した。試片については、第1表面と第2表面とのそれぞれについて、機械方向MDと、これに直交する交差方向CDとについての静摩擦係数を求めた。
7.吸水量
140×60mmの試片を用意し、質量Aを測定してから金網に載せた。2リットルのステンレス製バットに入れた0.9%生理食塩水に試片を載せた金網を浸漬し、その後、試片を金網とともに取り出して5分間静置し、水切りをした。次に、金網とともに試片の質量を測定し(質量B)、さらに金網だけの質量を測定して(質量C)、下記の式1によって試片の吸水量を求めた。
吸水量(g/m2)=(B−C−A)/0.06/0.14 式1
8.作業性
機械方向MDの寸法が160mm、交差方向CDの寸法が70mmの吸液性シート20枚を試片として用意した。20枚の吸液性シートの束を熟練作業者の片手に持たせ、吸液性シートの一枚ずつ速やかに繰り出してもう一方の手で速やかに摘み取ることができるか否か、すなわち吸液性シートの作業性の良否を観察した。作業者は、両手の指先をコップに入れた水に繰り返し浸すことによって、水に濡れた状態を保つようにした。作業性は、極めて良好、良好、不良の3ランクに分類した。極めて良好と良好とは、吸液性シートを一枚ずつ繰り出すことが容易であったことを意味し、不良とは、吸液性シートを常に一枚ずつ繰り出すことは困難で、複数枚の吸液性シートが一体となって同時に繰り出されることのあったことを意味している。
[実施例1]
【0040】
図4の工程において、原料繊維として、第1複合繊維と第2複合繊維とを50質量%ずつの割合で混合したものを使用し、この原料繊維から図4の工程におけるウエブ52aを得た。第1複合繊維には、鞘がポリエチレンであり芯がポリプロピレンであるもので、繊度が2.2dtex、繊維長が51mmのものを使用した。第2複合繊維には、鞘がポリエチレンであり、芯がポリプロピレンであるもので、繊度が3.3dtex、繊維長が51mmのものを使用した。
第2工程の熱処理室では、50m/minの速度で走行するウエブに、147−150℃の熱風を吹き付けた。
【0041】
第3工程では、第1加熱ロールの表面温度を132℃に設定し、一対の第1タッチロールの線圧を1.5kg/cmに設定した。第1ロールの周速は50m/minに設定した。
【0042】
第4工程では、第2ロールを特に加熱することなく、50m/minの周速で回転させた。第2タッチロールは、第2ロールから離間させ、ウエブを介して第2ロールに圧接するということがない状態にした。
【0043】
このようにして製造した実施例1の吸液性シートについての製造条件と性状(評価結果)とは、表1のとおりであった。
[実施例2]
【0044】
第1タッチロールの線圧が1.0kg/cmであること以外は、実施例1と同じ条件で実施例2の吸液性シートを製造した。実施例2の吸液性シートについての製造条件と性状とは、表1のとおりであった。
[実施例3]
【0045】
第1タッチロールの線圧が0.5kg/cmであること以外は、実施例1と同じ条件で実施例3の吸液性シートを製造した。実施例3の吸液性シートについての製造条件と性状とは、表1のとおりであった。
[実施例4]
【0046】
第1,第2複合繊維として鞘がポリエチレン(PE)であり、芯がポリエステル(PET)である以外は、実施例2と同じ条件で実施例4の吸液性シートを製造した。実施例4の吸液性シートについての製造条件と性状とは、表1のとおりであった。
[比較例1]
【0047】
第2ロールの表面温度を132℃に設定し、第2タッチロールの線圧を1.0kg/cmに設定した以外は、実施例2と同じ条件で比較例1の吸液性シートを得た。比較例1の吸液性シートについての製造条件と性状とは、表1のとおりであった。
[比較例2]
【0048】
第2ロールの表面温度を132℃に設定し、第2タッチロールの線圧を1.5kg/cmに設定した遺体は、実施例1と同じ条件で比較例2の吸液性シートを得た。比較例2の吸液性シートの製造条件と性状とは表1のとおりであった。
[比較例3]
【0049】
第1タッチロールの線圧を0.2kg/cmに設定した以外は実施例1と同じ条件で比較例3の吸液性シートを得た。比較例3の吸液性シートの製造条件と性状とは表1のとおりであった。
[比較例4]
【0050】
レーヨン繊維100%で形成されたケミカルボンド不織布の市販の吸液性シートを入手し、評価した結果は表1のとおりであった。
【0051】
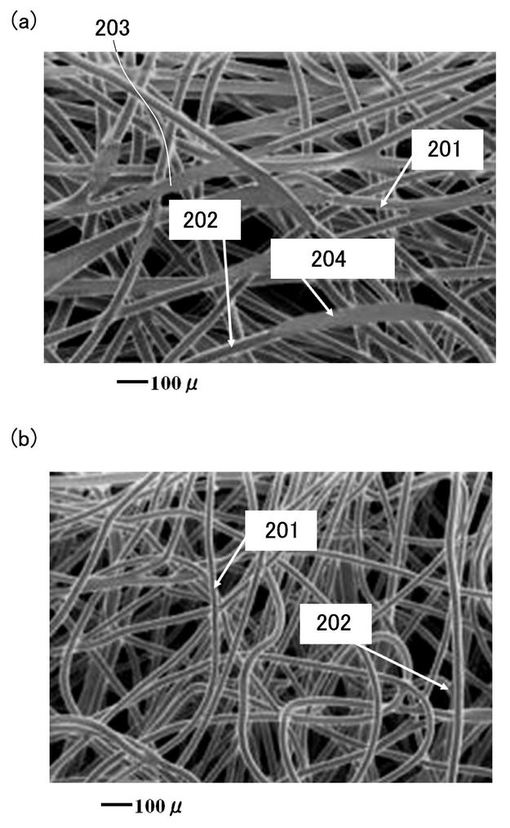
図6は、(a)と(b)とによって、実施例1の吸液性シート1における表面状態を100倍に拡大して示す写真である。(a)は、吸液性シート1の上面2の状態を示し、(b)は下面3の状態を示している。吸液性シート1の原料繊維は表1に記載のとおりであって、繊度2.2dtexの複合繊維201(図6参照)と繊度3.3dtexの複合繊維202(図6参照)とが混合されている。図の(a)では、これら複合繊維201,202を含む図4におけるウエブ51aが熱処理室熱62で熱処理されることによって、複合繊維201どうしの交差部位、複合繊維202どうしの交差部位、および複合繊維201と202との交差部位において繊維が互いに溶着している。ただし、交差部位がそのような状態にあることを図6の写真から見て取ることは困難である。図6の(a)ではまた、ウエブ51aが熱処理用の第1ロール76に圧接することによって、複合繊維201や複合繊維202が、例えば部分203,204において幅が広くなるものに変化し、第1表面2を平滑なものにすることに寄与している。図の(b)では、複合繊維201,202がそのように変化している部分が見当たらず、それぞれの複合繊維201,202がほぼ一様な径を有し、第2表面を粗なものにすることに寄与している。
【0052】
【表1】

【0053】
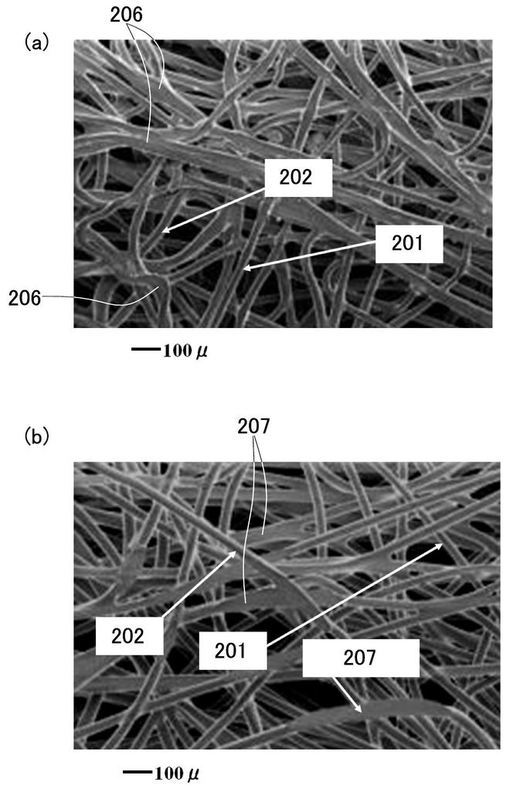
図7は、(a)と(b)とによって、比較例2の吸液性シートにおける表面状態を100倍に拡大して示す写真である。(a)はその吸液性シートの上面の状態を示し、(b)はその吸液性シートの下面の状態を示している。吸液性シートでは、繊度2.2dtexの複合繊維201と繊度3.3dtexの複合繊維202とが混合されている。図の(a),(b)いずれにおいても、吸液性シートの原料となるウエブが加熱状態にある第1ロール76と、第2ロール82とに圧接することによって、複合繊維201および/または複合繊維202が、例えば部分206,207において幅が広くなるものに変化し、上面と下面とを平滑なものにすることに寄与している。
【符号の説明】
【0054】
1 吸液性シート
2 第1表面
3 第2表面
53 第1面(上面)
53a カードウエブ
54 第2面(下面)
63 熱風
76 第1ロール
77 タッチロール
82 第2ロール
A 長さ方向
B 幅方向
C 厚さ方向
【技術分野】
【0001】
この発明は、魚や肉等の食品の下敷きにして、その食品からの滲出液を吸収させるのに好適な吸液性シートおよびその製造方法に関する。
【背景技術】
【0002】
陳列棚や冷蔵庫、解凍庫等に保管している魚肉等の食品からの滲出液はドリップと呼ばれることがある。この滲出液による食品の味の変化や見栄えの低下を防ぐために、これら食品の下敷きシートとしてドリップシートと呼ばれることもある吸液性シートを使用し、この吸液性シートに滲出液を吸収させることは、従来周知である。
【0003】
たとえば、特開2008−285800号公報(P2008−285800A、特許文献1)に記載の吸液性シートは、互いに並行する第1表面と第2表面とによって厚さが規定されていて、芯鞘型の複合繊維を含み、互いに交差する複合繊維の鞘成分どうしが溶着している。吸液性シートは、第1表面を含む第1層と、第2表面を含む第10層との密度が、厚さ方向の中央に位置する第5層と第6層との密度の平均値よりも高くなっている。また、第1表面と第2表面の縦方向における静摩擦係数が0.1−0.4の範囲にある。
【0004】
実開昭57−9767号公報(U1982−9767A、特許文献2)には、魚肉類の肉汁、血その他の液汁を吸収または貯留するための内底を有する食品パックが開示されている。その内底は、スポンジまたは繊維など吸水性の良好な素材で作られる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−285800号公報(P2008−285800A)
【特許文献2】実開昭57−9767号公報(U1982−9767A)
【発明の概要】
【発明が解決しようとする課題】
【0006】
吸液性シートを魚肉等の食品に対して使用するときの態様の一例として、魚肉等を販売する店頭や調理場において、店員等の作業者が複数枚の吸液性シートを束にして片手に持ちながら一枚ずつを繰り出し、もう一方の手では繰り出した吸液性シートを指先でつまんでそれを陳列棚等に一枚ずつ素早く並べるということがある。並べた吸液性シートには、魚や肉片を載せて販売に供する。そのときに、たとえば、特許文献1に記載の吸液性シートでは、吸液性シートの表面を平滑にしてその表面の静摩擦係数を低くし、重ね合わせた吸液性シートどうしの間での滑りをよくすることにより、吸液性シートを一枚ずつ素早く並べることができるようにしている。しかるに、作業者の指先が水で濡れていると、指先と吸液性シートとが密着し易くなることに加えて、その水で濡れた吸液性シートどうしも密着し易くなることがある。そのようなときの吸液性シートの束では、一枚ずつを繰り出そうとしても、密着している複数枚の吸液性シートが一体になって動き、吸液性シートを一枚ずつ素早く並べることが難しい。
【0007】
この発明では、作業者の指先が水で濡れている場合であっても、束にした吸液性シートを一枚ずつ繰り出して並べるという作業が容易となるように、従来の吸液性シートに改良を施すことを課題にしている。
【課題を解決するための手段】
【0008】
前記課題を解決するためのこの発明は、吸液性シートに係る第1発明と、その吸液性シートの製造方法に係る第2発明とを含んでいる。
【0009】
その第1発明が対象とするのは、少なくとも芯鞘型の複合繊維を含み、第1表面と第2表面とによって厚さが規定される不織布で形成されていて、前記第1,第2表面のいずれかを食品と接触させて前記食品からの滲出液を吸収させる吸液性シートである。
【0010】
第1発明が特徴とするところは、前記第1表面の表面粗さが1.5−2.5μmの範囲にあり、前記第2表面の表面粗さが2.0−3.5μmの範囲にあって前記第1表面の表面粗さよりも少なくとも0.4μm大きいこと、にある。
【0011】
第1発明の態様の一つにおいて、前記吸液性シートは、長さ方向と幅方向とを有する矩形のものであり、前記長さ方向におけるガーレー剛軟度が少なくとも0.6mNである。
【0012】
第1発明の態様の一つにおいて、前記吸液性シートが通気性のものである。
【0013】
第1発明の態様の一つにおいて、前記複合繊維の鞘を形成している熱可塑性合成樹脂の溶融温度が芯を形成している熱可塑性合成樹脂の溶融温度よりも低い。
【0014】
第1発明の態様の一つにおいて、前記第1表面の側には、前記第2表面の側における前記複合繊維よりも径方向の寸法が大きい前記複合繊維が存在する。
【0015】
第1発明の態様の一つにおいて、前記吸液性シートの厚さ方向において、前記第1表面と前記第2表面との中間部分には、吸水性天然繊維および吸水性再生繊維のうちの少なくとも一方を含む。
【0016】
第2発明が対象とし、特徴とするのは、少なくとも芯鞘型の複合繊維を含み、互いに並行する第1表面と第2表面とによって厚さが規定される不織布で形成されていて、前記第1,第2表面のいずれかを食品と接触させて前記食品からの滲出液を吸収させる吸液性シートの製造工程に、少なくとも下記工程が含まれる前記吸液性シートの製造方法である。
a.少なくとも芯鞘型の複合繊維を含み、前記第1表面と前記第2表面となるべき第1面と第2面とを有するカードウエブを機械方向へ連続的に供給しながら、前記第2面から前記第1面に向かう方向の熱風であって前記複合繊維の鞘を形成している熱可塑性合成樹脂の溶融温度以上の温度の熱風を前記第2面に吹き付けて前記熱可塑性合成樹脂を溶融させ、前記複合繊維と交差する繊維と前記複合繊維とを溶着させる工程。
b.前記工程aの後に、前記機械方向に向かって回転し、前記熱可塑性合成樹脂を加圧下に熱変形させることが可能な温度に設定された第1ロールの周面に前記カードウエブの前記第1面を圧接する工程。
c.前記工程bの後に、前記第1ロールの前記表面温度よりも低い表面温度を有していて前記機械方向に向かって回転する第2ロールの周面に前記カードウエブを接触させながら前記カードウエブを前記機械方向に走行させ、前記第2ロールから離脱した後の前記カードウエブから前記吸液性シートの連続体を得る工程。
【0017】
第2発明の実施態様の一つにおいて、前記カードウエブを介して前記第1ロールに圧接して前記機械方向に向かって回転するタッチロールの前記第1ロールに対する接触圧を調整することにより、前記第1ロールの周面に対する前記カードウエブの接触圧を調整する。
【0018】
第2発明の実施態様の一つにおいて、前記カードウエブは、前記第1面と前記第2面との間に吸水性天然繊維および吸水性再生繊維の少なくとも一方を含む。
【0019】
この発明において、「表面粗さ」とは、カトーテック(株)製のKES FB−4Sを使用して測定される試片の表面粗さを意味している。試片については、互いに直交する二方向で測定し、二方向の測定値の平均値をμm単位で表して試片の表面粗さとする。なお、この試片について、それを製造したときの後記する機械方向MDがわかっているときには、前記二方向として機械方向MDとこれに直交する交差方向CDとを選択する。
【0020】
この発明において、「ガーレー剛軟度」は、JIS L 1096のセクション6.20.1に規定のA法に基づいて測定され、試片の長さが38mm、幅が25mmである場合の値を意味している。また、長さ方向におけるガーレー剛軟度とは、吸液性シートの長さ方向を試片の長さ方向に一致させて測定したときの剛軟度を意味している。
【発明の効果】
【0021】
この発明に係る吸液性シートは、表面粗さが小さい平滑面である第1表面と、表面粗さが大きい粗面である第2表面とを有するから、複数枚の吸液性シートを重ね合せて片手に持つときに、第1表面が上となり第2表面が下となるようにして重ね合せると、指先が水で濡れていて、その水が重ね合わせた吸液性シートに浸透しても、シートどうしがその水を介して密着するということがなく、重ね合わせた吸液性シートから一枚ずつを繰り出すことが容易で、吸液性シートを陳列棚等に素早く並べることができる。この発明に係る吸液性シートの製造方法によれば、そのような吸液性シートを容易に得ることができる。
【図面の簡単な説明】
【0022】
【図1】吸液性シートの斜視図。
【図2】図1のII−II線断面を模式的に示す図。
【図3】吸液性シートの使用態様の一例を示す図。
【図4】吸液性シートの製造工程を例示する図。
【図5】吸収性シートの反りの大きさの測定方法を示す図。
【図6】(a)と(b)とによって、実施例1の吸液性シートの表面状態を示す写真。
【図7】(a)と(b)とによって、比較例2の吸液性シートの表面状態を示す写真。
【発明を実施するための形態】
【0023】
添付の図面を参照して、この発明に係る吸液性シートとその製造方法との詳細を説明すると、以下のとおりである。
【0024】
図1は、魚肉等の販売店や一般家庭で使用するのに好適な吸液性シート1の斜視図である。吸液性シート1は、その形状に特別な規定はないが、一般的には図示例の如く長さ方向Aと幅方向Bと厚さ方向Cとを有する矩形のものとして使用される。吸液性シート1はまた、互いに並行する第1表面2と第2表面3とを有し、これら両表面2,3のいずれかに魚肉等の食品を載せておくと、その食品からの滲出液を吸収して、食品の鮮度を維持したり、食品の見栄えを維持したりすることができる。吸液性シート1は、その吸収性能を食塩濃度が0.9%である生理食塩水の吸収量(吸水量)に基づいて評価する。この発明において、好ましい吸液性シート1の吸水量は、表面積1m2当たりについて400−800gの範囲にある。
【0025】
吸液性シート1は、30−80g/m2の単位面積当たりの質量と、0.4−0.9mmの厚さとを有するもので、熱可塑性合成樹脂で形成されていて親水化処理されている芯鞘型の複合繊維を100−60質量%含むとともに、粉砕パルプやコットン繊維等の吸水性の天然繊維およびレーヨン繊維等の吸水性の再生繊維の少なくとも一方を0−40質量%含んでいる。複合繊維は、30−70mmの繊維長を有するもので、鞘を形成している熱可塑性合成樹脂の溶融温度が芯を形成している熱可塑性合成樹脂の溶融温度よりも低いものでもあって、互いに交差して重なり合う部位の多くにおいて、鞘どうしが溶着している。なお、吸液性シート1が複合繊維以外の繊維を含む場合には、その繊維に対しても鞘が溶着するという場合がある。鞘を形成する熱可塑性合成樹脂と、芯を形成する熱可塑性合成樹脂との組み合わせには、例えばポリエチレンとポリプロピレン、ポリエチレンとポリエステル、低融点ポリプロピレンと高融点ポリプロピレン等がある。なお、吸液性シート1は、その質量の30%を限度として、複合繊維を複合繊維以外の熱可塑性合成繊維に置き換えることができる。このような組成を有する吸液性シート1は、それを長期間保存しておいても空気や光線の影響で黄変することがないという点において、従来の吸液性シートの一つであってレーヨン繊維と水溶性バインダとを使用した、いわゆるケミカルボンドタイプの吸液性シートよりも優れている。
【0026】
天然繊維および再生繊維は、複合繊維と混合して使用することもできるが、好ましい吸液性シート1においては、厚さ方向Cの中間部分で層を形成し、その層の上方と下方とで、複合繊維が層を形成する態様で使用される。かかる吸液性シート1は、好ましくは通気性のものであって、吸液性シート1と向かい合う食品の対向面は、例えば温度調節された周囲空気との接触が可能である。
【0027】
図2は、図1における吸液性シート1のII−II線断面を模式的に示す図である。図の吸液性シートは、第1表面2が上面となり、第2表面3が下面となるように示されている。第1表面2は、第2表面3との比較において平滑な面であって、カトーテック(株)製の測定機 KES FB−4S を使用して測定したときの表面粗さが1.5−2.5μmの範囲にある。第2表面3は、粗な面であって、表面粗さが2.0−3.5μmの範囲にあり、かつ、第1表面2の表面粗さよりも少なくとも0.4μm大きい値を有する。後記する製造工程を経て得られる吸液性シート1では、第1表面2が熱処理用の加熱されたロール周面に圧接することによって、第1表面2の近傍に位置する複合繊維が吸液性シート1の厚さ方向Cにおいて密着したり、径方向の断面形状が円形のものから扁平なものに変化したりすることによって、第1表面2が平滑な状態にある。一方、第2表面3の近傍に位置する複合繊維には、そのような変化が殆どないことによって、第2表面3は第1表面2よりも粗な状態にある。第1、第2表面がこのように形成されている吸液性シート1は、食品を好ましくは第1表面2に載せるようにして使用する。第1表面2は、それが平滑であることによって、食品からの滲出液が滞溜しにくく、第2表面3は、それが粗であることによって滲出液が滞溜し易く、滲出液による汚れが目立ち易いという傾向があるからである。
【0028】
図3は、食品を吸液性シート1に載せることに先立って、吸液性シート1の一枚ずつを陳列棚等(図示せず)に並べるときの作業の一部分を示す図である。この図には、吸液性シート1を並べる作業者の左手6と右手7と、左手6に持った吸液性シート1の束8とが示されている。束8では、第1表面2と第2表面3とが対向するように吸液性シート1が重ねられている。束8ではまた、左手6の指を使って吸液性シート1を一枚ずつ前方Fへ繰り出し、繰り出した吸液性シート1を右手7の指先で取り上げてから陳列棚の所定の場所に並べる。
【0029】
この作業において、束8を形成している重なり合った吸液性シート1が作業を始める前から水で濡れていたり、左手6および/または右手7が水で濡れていることによって束8における吸液性シート1がその水で濡れたりすると、重なり合った複数枚の吸液性シート1が一体になって同時に繰り出されるということがある。そのことによって、作業が思うようにははかどらないということがある。つまり、そのようなときの吸液性シート1は作業性の悪いものになる。
【0030】
発明者が知見したところによれば、吸液性シートの剛軟度が一定であるときに、例えば吸液性シートの長さ方向におけるガーレー剛軟度が少なくとも0.6mNであるときに、水で濡れている吸液性シートを一枚ずつ繰り出すときの吸液性シートについての作業性は、重なり合った吸液性シートの対向面どうしが平滑であるとその作業性が悪くなる傾向にある、対向面の一方が平滑であり、対向面のもう一方が粗であるときには作業性が良くなる傾向にある。また、対向面どうしが粗であるときにも作業性が悪くなる傾向にある。対向面の状態によって作業性がそのように異なることになる理由は定かではないが、重なり合った吸液性シートの対向面どうしが平滑であるときには、対向面どうしの間において水が広くかつ一様に広がって、その水の凝集力によって水に濡れている対向面どうしが広い範囲にわたって密着し易くなることが、その理由の一つとして考えられる。対向面が平滑面と粗面とである場合には、平滑面では水が広くかつ一様に広がっても、粗面では水がそれほどには一様に広がらず、これら両対向面に対しては水の凝集力が強くは作用しないということがその理由の一つとして考えられる。また、対向面どうしが粗面である場合には、対向面どうしの間において水が広くかつ一様に広がることがなくても、それぞれの粗面を形成している繊維どうしが擦り合ったり、絡まり合ったりするということの頻度が高くなることがその理由の一つとして考えられる。吸液性シート1の剛軟度が一定以上の値であることによって、吸液性シート1がそれを繰り出すときに徒に変形しないということは、その繰り出す作業を容易にする。吸液性シート1の剛軟度は、ガーレー剛軟度によって規定することができるが、後記するカンチレバー法による剛軟度によっても規定することができる。吸液性シート1の長さ方向におけるガーレー剛軟度は、少なくとも0.6mNであることが好ましい。
【0031】
吸液性シートの作業性は、次のようにして評価することが可能である。すなわち、吸液性シートを扱う熟練作業者が一方の手で10−30枚の吸液性シートを束にして持つとともに吸液性シートの一枚ずつを前方F(図3参照)へ繰り出し、繰り出した吸液性シートをもう一方の手で摘み取る作業を繰り返す。その作業は、吸液性シートが乾燥状態にある一方、両手の指先が常に水に濡れていて、その水が吸液性シートに吸収されていくという状態の下で繰り返す。作業性の評価結果は、たとえば極めて良好、良好、不良というようにランク分けすることができる(後記表1参照)。極めて良好と良好とは、吸液性シート1の一枚ずつの繰り出しが容易であることを意味し、不良とは、複数枚の吸液性シート1が一体となって繰り出される場合のあることを意味している。この発明に係る吸液性シート1は、極めて良好または良好とランク付けすることができる。指先が水に濡れている場合の一例は、コップに入れた水道水の中に指先を浸した後の指の状態である。
【0032】
図4において、製造工程のうちの第1工程101では、第1カード機51aを使用して、第1カード機51aに投入される原料繊維(図示せず)からウエブ52aを機械方向MDへ一定の速度で連続的に供給する。原料繊維は、100−60質量%の親水化処理された複合繊維と、0−40質量%の吸水性天然繊維および/または吸水性再生繊維とを含んでいる。ただし、原料繊維は、その質量の30%を限度して、複合繊維以外の親水化処理されている熱可塑性合成繊維に置き換えることができる。これら複合繊維や天然繊維、再生繊維には、好ましくは繊維長30−70mmのものが使用されるが、天然繊維には繊維長が30mm未満の粉砕パルプを使用することも可能である。複合繊維は、その繊度が1−4dtexの範囲にあることが好ましく、また径方向の断面形状が円形、またはほぼ円形であることが好ましい。複合繊維は、繊度の異なるものを混合して使用することができる。ウエブ52aは、単位面積当たりの質量が30−80g/m2となるように作られる。第1工程101ではまた、第1カード機51aの他に、仮想線で示された第2,第3,第4カード機51b,51c,51dを適宜選択して使用することができる。第2カード機51bは、第1カード機51aと直列につなげられるもので、原料繊維の解繊効果や混合効果を向上させること等を目的に使用される。第3カード機51cは、ウエブ52aと同じ原料繊維で形成されたウエブ52cを機械方向MDへ供給して、ウエブ52aの単位面積当たりの質量を実質的な意味において増加させたり、ウエブ52aの上面53の側にウエブ52aの原料繊維とは繊維長や化学的組成の異なる繊維で形成された上層を設けたりすることを目的に使用される。第4カード機51dは、第3カード機51cと同じ目的で使用されるが、第4カード機51dが供給するウエブ52dは,ウエブ52の下面54に下層を形成する。第1,第3,第4カード機51a,51c,51dを使用すれば、ウエブ52a,52c,52dを有する三層構造のウエブを得ることができる。このときに、第1カード機52aにおいては吸水性の天然繊維や再生繊維を使用し、第3、第4カード機51c、51dにおいては親水化処理されている熱可塑性合成繊維を使用すれば、天然繊維や再生繊維で形成された中間層を有する吸液性シート1を得ることができる。
【0033】
第2工程102では、ウエブ51aを機械方向MDへ走行する無端の通気性メッシュベルト61に載せて、熱処理室62を通過させる。熱処理室62では、ウエブ52aに対して、その上面53から下面54へ向かう方向に熱風63を吹き付ける。熱風63の温度は、原料繊維のうちの複合繊維において鞘を形成している熱可塑性合成樹脂の溶融温度と等しい温度に設定するか,またはその溶融温度と芯を形成している熱可塑性合成樹脂の溶融温度との間の温度に設定する。ウエブ52aは、熱処理室62を通過する間に複合繊維どうしが、互いに接触している鞘の部分において溶着し、熱処理室62を出た後には、エアースルー不織布に匹敵するウエブ71になる。ウエブ71は上面73と下面74とを有する。
【0034】
第3工程103では、加熱状態にあって機械方向MDに向かって回転する熱処理用の第1ロール76によってウエブ71が処理される。ウエブ71は、その下面74が第1ロール76の周面に圧接している。その第1ロール76には、機械方向MDに向かって回転する一対の第1タッチロール77が付随しており、第1ロール76と第1タッチロール77との接触圧、すなわち線圧を調整することによって、ウエブ71の下面74が第1ロール76の周面に圧接するときの圧力を調整することができる。第1ロール76は、その周面の温度がウエブ71における複合繊維の鞘と芯とのうちの少なくとも鞘を軟化させることのできる温度に設定されている。第1ロール76に圧接している下面74では、下面74の近傍に位置する複合繊維がウエブ71の厚さ方向において互いに密着するように位置を変化させたり、複合繊維の少なくとも一部分がその断面形状を円形のものから扁平なものに変化させたりしていて、下面74が粗な状態から平滑な状態へと変化している。第1ロール76の周面に沿う一対の第1タッチロール77は、それら回転軸の間の距離を第1ロール76の周面に沿う方向において調整することによって、ウエブ71の下面74と第1ロール76との接触時間を調整することができる。例えば、ウエブ71を50m/minの速度で走行させるときには、第3工程103において、その接触時間が3−6秒となるように一対のタッチロール77の離間距離を調整することが好ましい。
【0035】
第4工程104では、ウエブ71が非加熱状態にあって機械方向MDに向かって回転する第2ロール82の周面に接触しながら機械方向MDへ進む。第2ロール82には第2タッチロール83が付随していて、第2ロール82と第2タッチロール83とのウエブ71を介しての接触圧である線圧を調整することによって、ウエブ71の上面73が第2ロール82の周面に接触する圧力を調整することができる。また、第2タッチロール83を機械方向MDへ移動させることによって、第2ロール82に対して非接触状態にすることができるとともに、ウエブ71の第2ロール82に対する接触時間を短くすることができる。第2ロール82は非加熱状態にあるものではあるが、第1ロール76において加熱されたウエブ71が室温にまでは冷却されていない状態で周面に接触することによって、第2ロール82の周面の温度は上昇する。例えば、第1ロール76の周面温度が120−140℃程度であるときに、50−70℃程度にまで上昇することがある。第2ロール82の周面温度が高すぎるときには、例えば、その温度が複合繊維の断面形状を変化させる程度の温度にまで上昇したときには、第2ロール76の内部に冷却水を供給して周面温度を下げることができる。第3工程103を出たウエブ71は、上面73が円弧状の凸面を画くように機械方向MDにおいて反る傾向にある。しかし、第4工程104の第2ロール82と第2タッチロール83とは、そのように反るウエブ71を一時的に逆方向へ反らせることによって、すなわち下面74が凸となるように反らせることによって、ウエブ71の反りを小さくするようにウエブ71に作用する。
【0036】
第5工程105では、第2ロール82から離脱したウエブ71を巻き取ることによって、吸液性シート1の連続体85を得る。連続体85は、適宜の寸法に裁断することによって吸液性シート1となる。連続体85における上面53と下面54とは、吸液性シート1の第2表面3と第1表面2とになる。なお、連続体85を裁断して矩形の吸液性シート1を得るときには、吸液性シート1の長さ方向Aを機械方向MDに一致させることが好ましい。
【0037】
図5は、吸液性シート1の反りの大きさを測定する方法の説明図である。測定に際しては、測定用試片である円弧状の反りを有する吸液性シート1を凸面1aが水平面Hの上方に位置するように吸液性シート1を水平面Hに置く。1mm単位の目盛を有するスコヤ40を吸液性シート1に接近させて、凸面1aの最高部と水平面Hとの距離を求め、その距離を反りの大きさとする。吸液性シート1には、それを水平面Hに押し当てたときの長さが160mmであり、幅が少なくとも30mmであるものを使用する。長さ160mmの吸液性シート1を用意することができないときには、測定結果に対して測定した反りの大きさを「参考値」として示し、併せてその吸液性シート1の長さと幅とを示しておく。
【0038】
(実施例)
図4の工程を使用し、原料繊維の種類と、第1,第2ロール76,82との使用条件等を変化させることによって得た実施例の吸液性シートと、その吸液性シートについての評価項目と、評価結果とは、以下のとおりである。
【0039】
評価項目
1.単位面積当たりの質量
電子天秤を使用して50×50mmの試片を1/100グラムの単位まで秤量し、秤量した結果を1m2当たりの値に換算した。
2.厚さ
50×50mm以上の大きさの試片を用意した。測定器には、直径44mmの測定子を有するダイアルシックネスゲージを使用し、測定圧が3g/cm2となるようにダイアルシックネスゲージを調整して、1/10mmの単位までの厚さを測定した。
3.剛軟度
(1)ガーレー法
JIS L 1096のセクション6.20.1に規定のA法に準拠してガーレー剛軟度を測定した。測定機には、安田製作所製のNO.311 ガーレー柔軟度試験機を使用した。試片については、長さ38mm、幅25mmのものを使用した。測定にあたっては、試片の機械方向MDを試片の長さ方向に一致させた場合と、試片の交差方向CDを試片の長さ方向に一致させた場合とについて剛軟度を測定した。
(2)カンチレバー法
JIS L 1096のセクション6.19.1に規定のA法(45度カンチレバー法)に準拠して測定した。ただし、試片については、長さ200mm、幅20mmのものを使用した。また、試片の機械方向MDと試片の長さ方向とが一致するように試片を作成した。
4.反り
試片として、長さ160mm、幅70mmのものを使用し、この試片について図5の説明のとおりに反りの大きさを測定した。
5.表面粗さ
測定器としてカトーテック(株)製の自動化表面試験機 KES−FB4Sを使用した。試片として、100×100mmまたはそれ以上の大きさであって、吸液性シートの製造工程における機械方向MDが明らかなものを用意した。試片については、機械方向MDと、これに直交する交差方向CDとについての表面粗さを求め、両方向の表面粗さの平均値を吸液性シートの表面粗さとした。KES−FB4Sにおける表面粗さは、SMDと呼ばれ、距離Lの範囲において測定した凹凸の寸法(単位μm)についての平均偏差(mean deviation)である。試片について、機械方向MDと交差方向CDとがわからないときには、互いに直交する任意の二方向においての表面粗さを測定し平均値を求め、その平均値を吸液性シートの表面粗さとする。ただし、試片の表面を10−30倍に拡大して観察すると複合繊維のおおよその配向方向を知ることができるときには、その配向方向を機械方向MDとする。
6.静摩擦係数
測定器として新東科学(株)製 HEIDON トライポギア ミューズ(μs)タイプ94iを使用した。試片として、一辺の長さが少なくとも50mm、より好ましくは一辺の長さが少なくとも100mmの正方形または長方形であって、吸液性シートの製造工程における機械方向MDが明らかなものを用意した。試片については、第1表面と第2表面とのそれぞれについて、機械方向MDと、これに直交する交差方向CDとについての静摩擦係数を求めた。
7.吸水量
140×60mmの試片を用意し、質量Aを測定してから金網に載せた。2リットルのステンレス製バットに入れた0.9%生理食塩水に試片を載せた金網を浸漬し、その後、試片を金網とともに取り出して5分間静置し、水切りをした。次に、金網とともに試片の質量を測定し(質量B)、さらに金網だけの質量を測定して(質量C)、下記の式1によって試片の吸水量を求めた。
吸水量(g/m2)=(B−C−A)/0.06/0.14 式1
8.作業性
機械方向MDの寸法が160mm、交差方向CDの寸法が70mmの吸液性シート20枚を試片として用意した。20枚の吸液性シートの束を熟練作業者の片手に持たせ、吸液性シートの一枚ずつ速やかに繰り出してもう一方の手で速やかに摘み取ることができるか否か、すなわち吸液性シートの作業性の良否を観察した。作業者は、両手の指先をコップに入れた水に繰り返し浸すことによって、水に濡れた状態を保つようにした。作業性は、極めて良好、良好、不良の3ランクに分類した。極めて良好と良好とは、吸液性シートを一枚ずつ繰り出すことが容易であったことを意味し、不良とは、吸液性シートを常に一枚ずつ繰り出すことは困難で、複数枚の吸液性シートが一体となって同時に繰り出されることのあったことを意味している。
[実施例1]
【0040】
図4の工程において、原料繊維として、第1複合繊維と第2複合繊維とを50質量%ずつの割合で混合したものを使用し、この原料繊維から図4の工程におけるウエブ52aを得た。第1複合繊維には、鞘がポリエチレンであり芯がポリプロピレンであるもので、繊度が2.2dtex、繊維長が51mmのものを使用した。第2複合繊維には、鞘がポリエチレンであり、芯がポリプロピレンであるもので、繊度が3.3dtex、繊維長が51mmのものを使用した。
第2工程の熱処理室では、50m/minの速度で走行するウエブに、147−150℃の熱風を吹き付けた。
【0041】
第3工程では、第1加熱ロールの表面温度を132℃に設定し、一対の第1タッチロールの線圧を1.5kg/cmに設定した。第1ロールの周速は50m/minに設定した。
【0042】
第4工程では、第2ロールを特に加熱することなく、50m/minの周速で回転させた。第2タッチロールは、第2ロールから離間させ、ウエブを介して第2ロールに圧接するということがない状態にした。
【0043】
このようにして製造した実施例1の吸液性シートについての製造条件と性状(評価結果)とは、表1のとおりであった。
[実施例2]
【0044】
第1タッチロールの線圧が1.0kg/cmであること以外は、実施例1と同じ条件で実施例2の吸液性シートを製造した。実施例2の吸液性シートについての製造条件と性状とは、表1のとおりであった。
[実施例3]
【0045】
第1タッチロールの線圧が0.5kg/cmであること以外は、実施例1と同じ条件で実施例3の吸液性シートを製造した。実施例3の吸液性シートについての製造条件と性状とは、表1のとおりであった。
[実施例4]
【0046】
第1,第2複合繊維として鞘がポリエチレン(PE)であり、芯がポリエステル(PET)である以外は、実施例2と同じ条件で実施例4の吸液性シートを製造した。実施例4の吸液性シートについての製造条件と性状とは、表1のとおりであった。
[比較例1]
【0047】
第2ロールの表面温度を132℃に設定し、第2タッチロールの線圧を1.0kg/cmに設定した以外は、実施例2と同じ条件で比較例1の吸液性シートを得た。比較例1の吸液性シートについての製造条件と性状とは、表1のとおりであった。
[比較例2]
【0048】
第2ロールの表面温度を132℃に設定し、第2タッチロールの線圧を1.5kg/cmに設定した遺体は、実施例1と同じ条件で比較例2の吸液性シートを得た。比較例2の吸液性シートの製造条件と性状とは表1のとおりであった。
[比較例3]
【0049】
第1タッチロールの線圧を0.2kg/cmに設定した以外は実施例1と同じ条件で比較例3の吸液性シートを得た。比較例3の吸液性シートの製造条件と性状とは表1のとおりであった。
[比較例4]
【0050】
レーヨン繊維100%で形成されたケミカルボンド不織布の市販の吸液性シートを入手し、評価した結果は表1のとおりであった。
【0051】
図6は、(a)と(b)とによって、実施例1の吸液性シート1における表面状態を100倍に拡大して示す写真である。(a)は、吸液性シート1の上面2の状態を示し、(b)は下面3の状態を示している。吸液性シート1の原料繊維は表1に記載のとおりであって、繊度2.2dtexの複合繊維201(図6参照)と繊度3.3dtexの複合繊維202(図6参照)とが混合されている。図の(a)では、これら複合繊維201,202を含む図4におけるウエブ51aが熱処理室熱62で熱処理されることによって、複合繊維201どうしの交差部位、複合繊維202どうしの交差部位、および複合繊維201と202との交差部位において繊維が互いに溶着している。ただし、交差部位がそのような状態にあることを図6の写真から見て取ることは困難である。図6の(a)ではまた、ウエブ51aが熱処理用の第1ロール76に圧接することによって、複合繊維201や複合繊維202が、例えば部分203,204において幅が広くなるものに変化し、第1表面2を平滑なものにすることに寄与している。図の(b)では、複合繊維201,202がそのように変化している部分が見当たらず、それぞれの複合繊維201,202がほぼ一様な径を有し、第2表面を粗なものにすることに寄与している。
【0052】
【表1】
【0053】
図7は、(a)と(b)とによって、比較例2の吸液性シートにおける表面状態を100倍に拡大して示す写真である。(a)はその吸液性シートの上面の状態を示し、(b)はその吸液性シートの下面の状態を示している。吸液性シートでは、繊度2.2dtexの複合繊維201と繊度3.3dtexの複合繊維202とが混合されている。図の(a),(b)いずれにおいても、吸液性シートの原料となるウエブが加熱状態にある第1ロール76と、第2ロール82とに圧接することによって、複合繊維201および/または複合繊維202が、例えば部分206,207において幅が広くなるものに変化し、上面と下面とを平滑なものにすることに寄与している。
【符号の説明】
【0054】
1 吸液性シート
2 第1表面
3 第2表面
53 第1面(上面)
53a カードウエブ
54 第2面(下面)
63 熱風
76 第1ロール
77 タッチロール
82 第2ロール
A 長さ方向
B 幅方向
C 厚さ方向
【特許請求の範囲】
【請求項1】
少なくとも芯鞘型の複合繊維を含み、第1表面と第2表面とによって厚さが規定される不織布で形成されていて、前記第1,第2表面のいずれかを食品と接触させて前記食品からの滲出液を吸収させる吸液性シートであって、
前記第1表面の表面粗さが1.5−2.5μmの範囲にあり、前記第2表面の表面粗さが2.0−3.5μmの範囲にあって前記第1表面の表面粗さよりも少なくとも0.4μm大きいことを特徴とする吸液性シート。
【請求項2】
前記吸液性シートは、長さ方向と幅方向とを有する矩形のものであり、前記長さ方向におけるガーレー剛軟度が少なくとも0.6mNである請求項1記載の吸液性シート。
【請求項3】
前記吸液性シートが通気性のものである請求項1または2記載の吸液性シート。
【請求項4】
前記複合繊維の鞘を形成している熱可塑性合成樹脂の溶融温度が芯を形成している熱可塑性合成樹脂の溶融温度よりも低い請求項1−3のいずれかに記載の吸液性シート。
【請求項5】
前記第1表面の側には、前記第2表面の側における前記複合繊維よりも径方向の寸法が大きい前記複合繊維が存在する請求項1−4のいずれかに記載の吸液性シート。
【請求項6】
前記吸液性シートの厚さ方向において、前記第1表面と前記第2表面との中間部分には、吸水性天然繊維および吸水性再生繊維のうちの少なくとも一方を含む請求項1−5のいずれかに記載の吸液性シート。
【請求項7】
少なくとも芯鞘型の複合繊維を含み、互いに並行する第1表面と第2表面とによって厚さが規定される不織布で形成されていて、前記第1,第2表面のいずれかを食品と接触させて前記食品からの滲出液を吸収させる吸液性シートの製造工程に、少なくとも下記工程が含まれることを特徴とする前記吸液性シートの製造方法。
a.少なくとも芯鞘型の複合繊維を含み、前記第1表面と前記第2表面となるべき第1面と第2面とを有するカードウエブを機械方向へ連続的に供給しながら、前記第2面から前記第1面に向かう方向の熱風であって前記複合繊維の鞘を形成している熱可塑性合成樹脂の溶融温度以上の温度の熱風を前記第2面に吹き付けて前記熱可塑性合成樹脂を溶融させ、前記複合繊維と交差する繊維と前記複合繊維とを溶着させる工程。
b.前記工程aの後に、前記機械方向に向かって回転し、前記熱可塑性合成樹脂を加圧下に熱変形させることが可能な温度に設定された第1ロールの周面に前記カードウエブの前記第1面を圧接する工程。
c.前記工程bの後に、前記第1ロールの前記表面温度よりも低い表面温度を有していて前記機械方向に向かって回転する第2ロールの周面に前記カードウエブを接触させながら前記カードウエブを前記機械方向に走行させ、前記第2ロールから離脱した後の前記カードウエブから前記吸液性シートの連続体を得る工程。
【請求項8】
前記カードウエブを介して前記第1ロールに圧接して前記機械方向に向かって回転するタッチロールの前記第1ロールに対する接触圧を調整することにより、前記第1ロールの周面に対する前記カードウエブの接触圧を調整する請求項7記載の製造方法。
【請求項9】
前記カードウエブが前記第1面と前記第2面との間に吸水性天然繊維および吸水性再生繊維の少なくとも一方を含む請求項7または8記載の製造方法。
【請求項1】
少なくとも芯鞘型の複合繊維を含み、第1表面と第2表面とによって厚さが規定される不織布で形成されていて、前記第1,第2表面のいずれかを食品と接触させて前記食品からの滲出液を吸収させる吸液性シートであって、
前記第1表面の表面粗さが1.5−2.5μmの範囲にあり、前記第2表面の表面粗さが2.0−3.5μmの範囲にあって前記第1表面の表面粗さよりも少なくとも0.4μm大きいことを特徴とする吸液性シート。
【請求項2】
前記吸液性シートは、長さ方向と幅方向とを有する矩形のものであり、前記長さ方向におけるガーレー剛軟度が少なくとも0.6mNである請求項1記載の吸液性シート。
【請求項3】
前記吸液性シートが通気性のものである請求項1または2記載の吸液性シート。
【請求項4】
前記複合繊維の鞘を形成している熱可塑性合成樹脂の溶融温度が芯を形成している熱可塑性合成樹脂の溶融温度よりも低い請求項1−3のいずれかに記載の吸液性シート。
【請求項5】
前記第1表面の側には、前記第2表面の側における前記複合繊維よりも径方向の寸法が大きい前記複合繊維が存在する請求項1−4のいずれかに記載の吸液性シート。
【請求項6】
前記吸液性シートの厚さ方向において、前記第1表面と前記第2表面との中間部分には、吸水性天然繊維および吸水性再生繊維のうちの少なくとも一方を含む請求項1−5のいずれかに記載の吸液性シート。
【請求項7】
少なくとも芯鞘型の複合繊維を含み、互いに並行する第1表面と第2表面とによって厚さが規定される不織布で形成されていて、前記第1,第2表面のいずれかを食品と接触させて前記食品からの滲出液を吸収させる吸液性シートの製造工程に、少なくとも下記工程が含まれることを特徴とする前記吸液性シートの製造方法。
a.少なくとも芯鞘型の複合繊維を含み、前記第1表面と前記第2表面となるべき第1面と第2面とを有するカードウエブを機械方向へ連続的に供給しながら、前記第2面から前記第1面に向かう方向の熱風であって前記複合繊維の鞘を形成している熱可塑性合成樹脂の溶融温度以上の温度の熱風を前記第2面に吹き付けて前記熱可塑性合成樹脂を溶融させ、前記複合繊維と交差する繊維と前記複合繊維とを溶着させる工程。
b.前記工程aの後に、前記機械方向に向かって回転し、前記熱可塑性合成樹脂を加圧下に熱変形させることが可能な温度に設定された第1ロールの周面に前記カードウエブの前記第1面を圧接する工程。
c.前記工程bの後に、前記第1ロールの前記表面温度よりも低い表面温度を有していて前記機械方向に向かって回転する第2ロールの周面に前記カードウエブを接触させながら前記カードウエブを前記機械方向に走行させ、前記第2ロールから離脱した後の前記カードウエブから前記吸液性シートの連続体を得る工程。
【請求項8】
前記カードウエブを介して前記第1ロールに圧接して前記機械方向に向かって回転するタッチロールの前記第1ロールに対する接触圧を調整することにより、前記第1ロールの周面に対する前記カードウエブの接触圧を調整する請求項7記載の製造方法。
【請求項9】
前記カードウエブが前記第1面と前記第2面との間に吸水性天然繊維および吸水性再生繊維の少なくとも一方を含む請求項7または8記載の製造方法。
【図1】

【図2】
【図3】

【図4】

【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−76197(P2013−76197A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−218189(P2011−218189)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
[ Back to top ]