
吸熱シート
【課題】電子機器に用いられるリチウムイオン電池の部分内部短絡等による急激な温度上昇と熱逸走状態を回避するため、リチウムイオン電池の外装缶に貼り付けることで急激な温度上昇を抑制し、リチウムイオン電池のセパレーターシャットダウン機能を有効に作用させることができ、かつ外装缶への貼り付け性、外装缶保護性、貼り付け修正性に優れる
シートを提供する。
【解決手段】基材に吸熱性物質がバインダーで固着されたシートであって、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下であり、かつシートの厚さが400μm以下であるシート。
シートを提供する。
【解決手段】基材に吸熱性物質がバインダーで固着されたシートであって、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下であり、かつシートの厚さが400μm以下であるシート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子機器に使用される部品の熱対策に関するものであり、特に、リチウムイオン電池の熱逸走抑制対策に関するものである。
【背景技術】
【0002】
リチウムイオン電池は高エネルギー密度が特徴であり、現在の携帯機器になくてはならない存在となっている。一般に小型リチウムイオン電池はカーボン負極材料とコバルト酸リチチウムの正極材料を用い、電解液にはリチウム塩を溶かした非水系の有機溶媒を用いて構成されている。このように高エネルギー密度を有しながら、燃えやすい有機溶剤を内蔵するリチウムイオン電池は、水溶液系電解液を使用している電池に比較して、安全性には特別の対策が必要である。特に安全性が低下すると予測されるのは、高温暴露、過充電、及びそれらにより誘発される内部短絡により、電池電圧、温度上昇が生じ、最終的には危険な熱逸走状態になることである。過充電には充電器に過充電防止機能付与、高温に暴露しない注意喚起等が行われているが、適合充電器で充電されないケースや、誤って高温暴露してしまうケースも想定される。その対策の一つとして、現在殆どのリチウムイオン電池にはポリエチレン系のセパレーターが使用されており、電池温度が上昇した場合約120℃でセパレーターに開いている細孔が目詰まりして、電流やイオンを遮断するシャットダウン機能を有している。この機構は内部短絡に対し、電解液中を対極に向かって流れるイオンを遮断してセパレーター抵抗を大きくし、電池抵抗の上昇による電圧低減、温度上昇防止効果が期待できる。しかし、近年電池の軽薄短小化要求も強くなり、セパレーターの薄型化、それに伴う微小異物による短絡頻度の上昇、アルミ外装缶の肉厚低減に伴う強度低下、外力に対する電池セルの耐性低下により、電池内部短絡誘発の確率が高くなりつつある。特に、過充電状態や高温雰囲気において、微小異物や外部応力による部分的な短絡が生じた場合、部分的な温度上昇を誘発し、セパレーターのシャットダウンが十分機能する前に、セパレーターの高抵抗を維持できなくなる160℃以上の部分温度上昇が生じ、シャットダウン機能が有効に作用することなく、最終的に電池が熱逸走を起こす危険性を有する。
【0003】
この対策として、155℃以上耐熱機能を付与したセパレーターによりシャットダウン機能を働かせる方法(例えば特許文献1)、熱伝導シートをリチウムイオン電池表面に貼り付けることで発熱を電子機器本体に逃がす方法(例えば特許文献2)などが検討されている。セパレーターに耐熱性を付与する方法では、120℃付近のシャットダウン機能と耐熱性付与機能を持たせるためにセパレーター構造を2層以上にする必要があり、結果セパレーターが厚くなり、電池の小型化が困難である。また、熱伝導シートで発熱を逃がす方法では、短絡等による急激な発熱を電子機器本体に迅速に逃がすことは難しい。
また、近年のLSIの高集積化に伴う電子部品の発熱量の上昇や、電子機器の軽薄短小化による熱対策スペースの制限などにより、電子部品の発熱を原因とする故障、誤作動が、電子機器の信頼性低下につながるという問題もある。これら、電子部品の発熱を抑制する方法として、多くは冷却フィンを電子部品に搭載する方法、電子部品を搭載するプリント配線基板に冷却フィン構造を取り入れる方法等(例えば特許文献3)が検討されている。冷却フィンは対流により空気に放熱する手法であるために、有効な放熱を得るためには冷却ファンなどにより空気の流れを発生させる必要があるが、近年の軽薄短小化された電子機器ではそのスペースを確保することが難しく、十分な効果を発揮するには至っていない。
【特許文献1】特開2008−080536号公報
【特許文献2】特開2002−110122号公報
【特許文献3】特開2007−311381号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、上述の従来技術の問題点を解決したもので、リチウムイオン電池の外装缶の周囲に貼り付けることで、リチウムイオン電池の部分内部短絡による温度上昇を吸熱作用により和らげ、セパレーターのシャットダウン機能を効果的に発現させる電池の吸熱シートを提供するものである。
【課題を解決するための手段】
【0005】
本発明者らは、上記課題を解決するために鋭意研究を重ねた結果、シートとしての強度や取り扱い性を向上させるためのa)基材に、b)吸熱性物質と、c)バインダーを必須成分とするシートにおいて、シートの吸熱形態をシートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下にし、かつシートの厚さを400μm以下にすることで、リチウムイオン電池のセパレーターによるシャットダウン機能を発現させるに足る電池の温度上昇緩和効果が得られることを見出し、この知見に基づいて本発明をなすに至った。
【0006】
即ち本発明は、
1)a)基材、b)吸熱性物質、及びc)バインダーを必須構成材料とするシートにおいて、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下であり、かつシートの厚さが400μm以下であることを特徴とする吸熱シートである。また、
2)1)記載のシートにおいて、b)吸熱性物質の少なくとも一つがd)100℃以下で粒子形状を維持する吸熱性粒子である吸熱シートである。また、
3)2)記載のシートにおいて、d)100℃以下で粒子形状を維持する吸熱性粒子の少なくとも一つがe)吸水性、及び/又は含水性の無機物粒子である吸熱シートである。また、
4)2)記載のシートにおいて、d)100℃以下で粒子形状を維持する吸熱性粒子の少なくとも一つが、f)吸熱性物質を内包するマイクロカプセル型粒子である吸熱シートである。また、
5)3)記載のシートにおいて、e)吸水性、及び又は含水性の無機物粒子の少なくとも一つが加水ハロイサイトである吸熱シートである。また、
6)2)〜5)記載のシートにおいて、d)100℃以下で粒子形状を維持する吸熱性粒子の平均粒子径が0.1μm以上で、10μm以下であるシートである。また、
7)1)〜6)記載のシートにおいて、a)基材が厚さ10μm以上100μm以下のガラスクロスである吸熱シートである。また、
8)1)〜7)記載のシートにおいて、c)バインダーがg)融点50℃以上160℃以下の結晶性熱可塑性樹脂を含む吸熱シートである。また、
9)1)〜8)記載のシートにおいて、c)バインダーがh)含水性の合成樹脂を含む吸熱シートである。また、
10)1)〜9)記載のシートにおいて、シートの片面に粘着剤層を付与した吸熱シートである。
【発明の効果】
【0007】
本発明のシートをリチウムイオン電池の外装缶の周囲に貼り付けることで、リチウムイオン電池の部分内部短絡等による温度上昇を吸熱作用により遅延し、セパレーターのシャットダウン機能を効果的に発現させることができる。
【発明を実施するための最良の形態】
【0008】
以下本発明について具体的に説明する。
本発明は、シートとしての強度や取り扱い性を向上させるためのa)基材に、b)吸熱性物質と、それを固着するためのc)バインダーを必須成分とするシートにおいて、シートの吸熱形態をシートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下にし、かつシートの厚さを400μm以下にすることで、リチウムイオン電池の外装缶の周囲に貼り付けることで、内部短絡等による発熱、温度上昇時にセパレーターによるシャットダウン機能を発現させるに足る電池の温度上昇緩和効果が得られる。
【0009】
(吸熱形態)
本実施の形態のシートが有する吸熱形態としては、シートとしての吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つのピーク温度が60℃以上150℃以下に存在する必要がある。本実施の形態のシートとしての吸熱量とは、示差走査熱量計(エスアイアイ・ナノテクノロジー株式会社製DSC210、以下DSC)を用いて、窒素雰囲気下、10℃/分の昇温速度で、10mgに切り出したシートの吸熱挙動を測定し、40℃以上160℃以下の温度範囲内での単位重量あたりの吸熱量と、シートの重量から算出したシートの単位面積当たりの吸熱量(J/m2)を示し、吸熱ピーク温度とは、一つ以上現れる吸熱ピークの頂点温度を示す。温度上昇緩和効果を奏し、セパレーターのシャットダウン機能を発現させるために、40℃以上160℃以下の範囲での吸熱量は2000J/m2以上であり、3000J/m2以上の吸熱量が好ましく、4000J/m2以上の吸熱量がより好ましい。内部短絡を想定した場合、電池内部の温度は電池外装缶の温度よりも高くなるために、外装缶に貼り付ける形態では160℃よりも高い温度で大きな吸熱量を示しても効果はなく、また40℃未満で大きな吸熱量を示してもセパレーターのシャットダウン機能が発現する電池内部温度と離れているためにシャットダウン機能に対する効果がない為、本発明の2000J/m2以上の吸熱量の温度範囲は、40℃以上160℃以下であり、50℃以上155℃以下の温度範囲であれば好ましく、55℃以上150℃以下の温度範囲であればより好ましい。また、吸熱が強く生じる吸熱ピーク温度は、吸熱ピーク温度の少なくとも一つが60℃以上150℃以下に存在すれば、セパレーターのシャットダウン機能が発現する電池内部温度と近いため、シャットダウン機能に対する効果が生じる。吸熱ピーク温度の少なくとも一つは、65℃以上145℃以下に存在すれば好ましく、70℃以上140℃以下に存在すればより好ましい。
【0010】
(基材)
本実施の形態に使用できる基材は繊維状物質から構成されるシート状物である。繊維状物質を使用することで、b)粒子をc)バインダーで固着させたときに、複合材料化することで、400μm以下の薄さでも高いシートの強度を維持し、その結果リチウムイオン電池の外装缶への貼り付けが容易であり、外部応力により破損しにくくなる。加えて、外装缶への貼り付け時の修正も可能となる。本実施の形態に使用できる基材は素材、シート化方法が限定されるものではなく、例えば、ガラス繊維、有機合成繊維、金属繊維炭素繊維等の長繊維を製織したガラスクロス、有機合成繊維織物、金属繊維織物、炭素繊維織物や、ガラス繊維、有機合成繊維、セルロース繊維、金属繊維、炭素繊維等の短繊維を、バインダー等で結着する手法や、融着、絡み合わせ等の手法でシート化した、ガラス繊維不織布、有機合成繊維不織布、紙、金属繊維不織布、炭素繊維不織布等も使用できる。
【0011】
また、長繊維を引き揃えてバインダー等で結着したシート状一方向繊維シート状物も使用できる。特に基材として、電気絶縁性、不燃性、強度を有し、薄い基材化が可能なガラス長繊維によるガラスクロスを使用することは、シートに電気絶縁性、不燃性を付与し、薄くても強度を維持できるため好ましい。また、ガラスクロスの厚さは、シート化した際のガラスクロスの補強効果を得るために10μm以上が好ましく、シート重量軽減と吸熱性物質とバインダー固着量をなるべく多くするために100μm以下が好ましく、10μm以上60μm以下がより好ましい。また、ガラスクロスに使用するガラス素材は、Eガラス、Cガラス、Dガラス、Sガラス等のいずれのガラスクロスでも良い。また、ガラスクロスとしては、織り密度は5〜200本/25mm、好ましくは10〜150本/25mmであり、質量は5〜100g/m2、 好ましくは8〜300g/m2であり、織り方は平織り、朱子織り、綾織り、ななこ織り等が使用できる。また、双方またはいっぽうがテクスチャード加工を施されたガラス糸で製織されたガラスクロスであっても良い。また、製織に必要な集束剤が付着している段階のガラスクロスや集束剤を除去した段階のガラスクロス、あるいは公知の表面処理法でシランカップリング剤などが既に処理されている段階のガラスクロスのいずれでも良い。また、柱状流、高周波振動法による水流で開繊、扁平化等の物理加工を施したガラスクロスであっても良い。
【0012】
(吸熱性物質)
本実施の形態に使用できるb)吸熱性物質に必要な吸熱形態はシート厚さ、使用基材、バインダーとの配合比により変わるため、限定できるものではないが、本実施の形態のシート状態の吸熱範囲である40℃以上160℃以下の範囲で吸熱を起こすものが好ましく、吸熱量としては40℃以上160℃以下の範囲で100J/g以上の吸熱量を有する吸熱性物質を使用することが好ましく、150J/g以上の吸熱量を有するものがより好ましい。これらの固着させる吸熱性物質の量を変化させることにより、本実施の形態のシートの吸熱量をコントロールできる。例えば、100J/gの吸熱量をもつ物質を使用する場合、シートの吸熱量を2000J/m2以上にするためには、シート1m2あたり、2000/100=20g以上の吸熱性物質を固着させればよい。また、本実施の形態のシートの吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下とするために、吸熱性物質は、吸熱ピーク温度が60℃以上150℃以下に存在する吸熱性物質であることが好ましい。吸熱性物質としては、吸水性、及び又は含水性で水分蒸発による吸熱作用のある無機物、及び有機物、又は融解等の相変化による吸熱作用のある無機物、及び有機物が使用可能である。
【0013】
特に電池充電時の温度上昇や、電池を組み込んだ携帯機器が夏場の自動車内の高温に暴露される可能性が高いことから、通常使用時の高温暴露を考慮し、形状変化、外観変化を抑制する観点で、100℃以下で粒子形状を有する粒子状の吸熱性物質を使用することが好ましい。100℃以下で粒子径形状を有する物質としては、吸水性、及び/若しくは含水性の無機物粒子、又は吸熱性物質を内包するマイクロカプセル型粒子などが好ましい。吸水性、及び/又は含水性の無機粒子としては、粒子状のシリカゲル、粒子状のゼオライト、金属酸化物の水和物や加水物などが例示され、その中でも本実施の形態の吸熱形態と整合する加水ハロイサイト(Al2O3・2SiO2・4H2Oで示される含水ケイ酸アルミニウム粘土鉱物粒子)が好ましい。また、吸熱性物質を内包するマイクロカプセル型粒子としては、内包される吸熱性物質として、融解による吸熱作用を示す、酢酸ナトリウム3水和物、ステアリン酸、エリスリトール、セチルアルコール、ポリオレフィン、ポリエチレンオキサイド、ポリプロピレンオキサイド等が例示でき、40℃から160℃の温度範囲で気化する成分を含まず、吸熱量が大きい、ステアリン酸、エリスリトールが好ましい。カプセル化する外殻として熱硬化性樹脂や融点が100℃以上の熱可塑性樹脂が使用可能であり、熱硬化性樹脂としてメラミン樹脂、エポキシ樹脂、不飽和ポリエステル樹脂、フェノール樹脂、熱可塑性樹脂としてアクリル樹脂、メタクリル樹脂、ポリオレフィン樹脂、ポリウレタン樹脂、ポリエステル樹脂、シリコーン樹脂などが例示できる。また、吸熱性物質は二種類以上を組み合わせて使用することも可能である。
【0014】
100℃以下で粒子径形状を有する物質の粒子の粒子径は特に限定されるものではないが、粒子をバインダーに混合した際の粘度上昇を防止するために平均粒子径は0.1μm以上が好ましく、0.5μm以上がより好ましく、シートに表面平滑性を付与する意味で平均粒子径は10μm以下が好ましく、5μm以下がより好ましい。
【0015】
(バインダー)
本実施の形態に使用できるバインダーは、a)基材にb)吸熱性物質を固着できるのであれば良い。十分な固着力を得るためには、バインダーに熱可塑性樹脂を使用する場合その融点は40℃以上であることが好ましく、より好ましくは50℃以上であり、熱硬化性樹脂や熱可塑性樹脂を部分的に架橋する樹脂、光硬化樹脂でも良く、熱可塑性樹脂としては、ポリオレフィン樹脂、ポリエステル樹脂、ポリウレタン樹脂、アクリル樹脂、メタクリル樹脂、ポリアミド樹脂(共重合ナイロン樹脂)、シリコーン等が例示され、熱硬化性樹脂としてはエポキシ樹脂、不飽和ポリエステル樹脂、フェノール樹脂、メラミン樹脂、不飽和ポリエステル樹脂が例示され、熱可塑性樹脂を部分的に架橋する樹脂としては、メトキシメチル化ポリアミド樹脂、架橋性シリコーン樹脂、等が例示され、光硬化樹脂としては紫外線硬化型アクリル樹脂等が例示され、これら二種類以上を組み合わせて使用することも可能である。
【0016】
また、バインダーの融解熱による吸熱作用を付与するため、バインダーに融点50℃以上160℃以下の結晶性熱可塑性樹脂を配合してもよい。融点50℃以上160℃以下の結晶性熱可塑性樹脂としては、ポリオレフィン樹脂やポリエステル樹脂等が例示される。また、水分蒸発による吸熱作用を付与するため、バインダーに含水性樹脂を配合してもよい。含水性樹脂としては、ポリアクリル酸ナトリウム、ポリエチレンオキサイド、ポリプロピレンオキサイド等が例示される。
【0017】
(その他の構成材料)
本実施の形態のシートでは、a)基材、b)吸熱性物質、c)バインダー以外に、シートの熱伝導向上や、強度向上を目的として、厚さ400μm以下のシート形態の状態で吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つのピーク温度が60℃以上150℃以下のシートが維持できる範囲で、無機粒子を配合することも可能である。無機粒子としては、酸化アルミニウム、酸化ケイ素、酸化亜鉛、酸化チタン、酸化ジルコニウム等の金属酸化物や、水酸化マグネシウム、水酸化アルミニウム等の金属水酸化物、窒化ホウ素、窒化珪素、窒化アルミニウム等の金属窒化物や、それらの組み合わせが例示できる。また、電池の意匠を向上させるために、本実施の形態のシート表面を樹脂や樹脂と無機粒子の混合物で片面又は両面コーティングすることも可能であり、バインダー成分に着色顔料、染料を配合して着色することも可能である。
【0018】
リチウムイオン電池の外装缶に本発明のシートを貼り付けるために、シートの片面に粘着剤層を形成させてもよい。粘着剤層の厚さは、シート、電池外装缶の表面凹凸の観点から1μm以上、吸熱作用を有効に外装缶に伝えるために100μm以下であることが好ましい。また、電池に貼り付ける状態では、吸熱作用を効果的に発現するために、粘着剤層の厚さと、本実施形態のシートの厚さとの合計が400μm以下であることが好ましい。粘着剤の樹脂は特に限定されるものではなく、アクリル系、ポリエステル系、シリコーン系樹脂等の粘着剤が例示され、熱伝導を促進する目的で無機粒子などを配合した粘着剤であっても良い。また、粘着剤層を形成させた本発明のシートをロール製品化する際に、粘着剤層と粘着剤層が形成されていない表面との粘着を防ぐために、キャリアフィルムを粘着剤層に貼り付けることも可能である。キャリアフィルムは本実施の形態のシートを電池の外装缶に貼り付ける際に剥がして使用するために、厚さ、素材等は限定されるものではなく、ポリエステルフィルム、ポリオレフィンフィルム、紙、及びこれらに離型処理したフィルムなどが例示される。
【0019】
(シートの厚さ)
本実施の形態のシートの厚さは、電池に貼り付ける状態で400μm以下の厚さである必要がある。本実施の形態のシートは電池の外装缶に貼り付けて使用でき、内部短絡等による電池の発熱時に本シートも加熱されることにより吸熱作用を発現する機構であるために、シートが400μmよりも厚いと熱抵抗が大きくなり、電池の発熱による本シートの加熱が不十分で吸熱作用が効果的に発現しないことから、本実施の形態のシートの厚さは電池に貼り付ける状態で400μm以下の厚さである必要があり、好ましくは300μm以下、より好ましくは200μm以下である。本発明のシート厚さの下限は、シート形態の状態で吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つのピーク温度が60℃以上150℃以下のシートが維持できる範囲であれば限定されるものではないが、基材の厚さ、シート強度から、実質30μm以上である。
【0020】
(各成分の構成比)
本発明のシートにおけるa)基材、b)吸熱性物質、c)バインダーの構成比は、特に限定されるものではないが、a)基材は、b)吸熱性物質をc)バインダーで固着させたときに、複合材料化することで、シートの強度、及び取り扱い性が向上させるためのものであるため、シート中の基材の体積分率は5%以上であることが好ましく、シート中にb)吸熱性物質を多く存在させるほうが吸熱量を大きくできる観点から、シート中の基材の重量分率は50%以下であることが好ましく、10%以上40%以下であることがより好ましい。b)吸熱性物質とc)バインダーの構成比は、c)バインダーによる固着力の観点から、b)吸熱性物質とc)バインダーの和に対しc)バインダーの重量分率が5%以上であることが好ましく、シート中にb)吸熱性物質を多く存在させるほうが吸熱量を大きくできる観点からb)吸熱性物質とc)バインダーの和に対しc)バインダーの重量分率が90%以下であることが好ましく、10%以上80%以下がより好ましい。
【0021】
(シートの製造方法)
本実施の形態のシートを生産する方法は、特に限定されるものではないが、ア)基材にバインダーと吸熱性物質を溶媒により溶解、及び又は分散させた混合液を含浸した後、加熱乾燥で溶剤を乾燥除去して本実施の形態のシートを得る液含浸法、イ)バインダーと吸熱性物質を溶媒により溶解、及び/又は分散させた混合液をキャリアフィルム上に塗布、乾燥後したフィルムを形成した後、基材をフィルムで挟み込んで熱圧着により、基材と複合化するフィルム熱圧着法、ウ)熱溶融させたバインダーに、吸熱性物質を溶解、及び/又は分散させた熱溶融混合物を基材に塗布する熱溶融塗工法等が例示され、基材内部に吸熱性物質とバインダーが含浸されやすい点でア)液含浸法が好ましい。
【0022】
ア)液含浸法は、有機溶剤、及び又は水(以下溶媒)にc)バインダーを溶解、及び又は分散させたバインダー液に、b)吸熱性物質を溶解、及び又は分散させて、バインダーと吸熱性物質の溶解、及び/又は分散液(以下混合液)を、a)基材に含浸、塗工した後、加熱により混合液中の溶媒を乾燥する方法などが可能である。バインダー液や混合液を作製する際に、b)吸熱性物質やc)バインダーを分散させるために界面活性剤等を配合しても良い。有機溶剤は、特に限定されるものではなく、メチルエチルケトン、メチルイソブチルケトン、等のケトン系溶剤、メタノール、エタノール、プロパノール等のアルコール溶剤、トルエン、キシレン、等の芳香族溶剤、2−メトキシエタノ−ル、プロピレングリコールモノメチルエ−テル、等のエ−テル系溶剤、N,N−ジメチルホルムアミド、N−メチルピロリドン、N,N−ジメチルアセトアミド、等の含窒素系溶剤が例示され、二種類以上を組み合わせて使用しても良い。混合液中の溶媒の含有量は特に限定されるものではないが、基材への混合液の含浸を考慮して、25質量%以上75質量%未満が好ましい。基材に混合液を含浸、塗工する方法としてはいかなる方法も適用可能であり、混合液をバスに溜め、基材を通過させた後、スリットで基材に混合液を所定量含浸、塗工されるようにスリット、又はマングルで余剰混合液を掻き落とす方法、ロールコーター、ダイコーター、グラビアコーター等で基材に直接所定量の混合液を含浸、塗工する方法、等が可能である。また、基材に混合液を含浸、塗工した後、溶媒を加熱乾燥させる方法としては、熱風、電磁波、等公知の方法が可能である。加熱乾燥時の温度、時間は、特に限定されるものではないが、使用した溶媒の沸点以上の温度でその加熱時間は20秒以上20分未満、より好ましくは30秒以上15分未満であることが好ましい。
【0023】
また、吸熱性粒子が吸水性、及び/又は含水性の無機物粒子を含む場合、又はバインダーが含水性の合成樹脂を含む場合は、シート製造後に加湿条件化で養生し、成分に水を供給させる加工を施すことも可能である。加湿条件としては、23℃以上100℃未満の温度で、相対湿度が50%以上95%以下であることが好ましい。
また、本実施の形態のシートに粘着剤層を形成させる方法としては、粘着剤が1液性又は2液硬化性で溶媒に溶解された粘着剤溶液を使用する形態の場合、粘着剤溶液を、本発明のシートに直接塗布して溶媒を乾燥、又は乾燥硬化する直接溶液塗布法や、粘着剤溶液を易離型性キャリアフィルム上に塗布して溶媒を乾燥又は乾燥硬化させた粘着剤付きキャリアフィルムを、本実施の形態のシートに張り合わせ粘着剤を本実施の形態のシートに転写する転写方法などが例示される。また、粘着剤が2液硬化性で溶媒を含まない場合は、粘着剤を、本実施の形態のシートに直接塗布して養生、又は加熱硬化する直接溶液塗布法や、粘着剤を易離型性キャリアフィルム上に塗布して養生又は加熱硬化させた粘着剤付きキャリアフィルムを、本実施の形態のシートに張り合わせ粘着剤を本実施の形態のシートに転写する転写方法などが例示される。
【0024】
(シートの電池への貼り付け)
本実施の形態のシートを電池に貼り付ける方法としては、A)粘着剤層を形成した本実施の形態のシートを粘着剤で電池外装缶に貼り付ける方法、B)本実施の形態のシートを接着剤や粘着剤で電池外装缶に貼り付ける方法、C)電池外装缶に本実施の形態のシートを接触させ、加熱によりバインダー成分を溶融、又は軟化させることで貼り付ける方法等が例示される。
【実施例】
【0025】
以下の実施例により本発明を説明するが、本発明はこれらの実施例により限定されるものではない。
[実施例1〜19、及び比較例3〜7]
〈基材〉
表1に示す基材を使用した。
【0026】
【表1】

【0027】
〈吸熱性物質〉
表2に示す吸熱性物質を使用した。
【0028】
【表2】
【0029】
〈バインダー〉
表3に示すバインダーを使用した。
【0030】
【表3】
【0031】
〈混合溶液〉
表4に記載のメタノール、及び/又は水に、バインダーを加えて、溶解、又は分散し、吸熱性物質を加えて分散する方法で、表4に記載する組成の混合溶液を作製した。
【0032】
【表4】
【0033】
〈シート作製〉
表5、表6、表7に記載の基材と混合溶液の組み合わせで基材に混合溶液を塗布し、表5、表6、表7に記載のシート重量になるようにスリットバーで余剰の混合溶液を掻き落とした後、表4に記載の乾燥条件で乾燥し、本発明のシートを得た。その他の成分として記載の酸化アルミニウムは平均粒子径が3.5μmの球形酸化アルミニウム(株式会社マイクロン製、品番AX3−15)を使用し後、シートを23℃相対湿度65%の条件で48時間養生した。
【0034】
【表5】
【0035】
【表6】
【0036】
【表7】
【0037】
〈粘着剤層形成〉
片面離型処理PETフィルム(ルミラーS10#50、東レ株式会社製、厚さ50μm)の離型面に、粘着剤主剤(東洋インキ製造株式会社製オリバインBPS1109)100重量部に対し、粘着剤硬化剤(東洋インキ製造株式会社製BHS8515)3.6重量部を混合した粘着剤溶液を、乾燥後の粘着剤厚さが25μmになるように塗布し、100℃のオーブンで3分間乾燥する方法で粘着剤付きPETフィルムを作製し、このフィルムの粘着剤が付いた面と本発明のシートを張り合わせ、本発明の粘着剤層付きシートを得た。
【0038】
[比較例1、2]
〈シート作製〉
片面離型処理PETフィルム(ルミラーS10#50、東レ株式会社製、厚さ50μm)の離型面に、表7記載の混合溶液を表7記載のシート重量になるように塗布し、表4に記載の乾燥条件で乾燥し、PETフィルム上に基材のないシートを作製した。
〈粘着剤層形成〉
片面離型処理PETフィルム(ルミラーS10#50、東レ株式会社製、厚さ50μm)の離型面に、粘着剤主剤(東洋インキ製造株式会社製オリバインBPS1109)100重量部に対し、粘着剤硬化剤(東洋インキ製造株式会社製BHS8515)3.6重量部を混合した粘着剤溶液を、乾燥後の粘着剤厚さが25μmになるように塗布し、100℃のオーブンで3分間乾燥する方法で粘着剤付きPETフィルムを作製し、このフィルムの粘着剤が付いた面とPETフィルム上に作製した基材のないシートのシート側を張り合わせ、シートについていたPETフィルムを剥がして、PET上に粘着剤層付きの基材がないシートを作製した。
【0039】
[シート吸熱量、吸熱ピーク温度測定]
実施例1〜19、及び比較例3〜7の粘着剤層を形成する前のシート、及び比較例1、2は、PETフィルムを剥がした状態のシートを、示差走査熱量計(エスアイアイ・ナノテクノロジー株式会社製DSC210、以下DSC)を用いて、窒素雰囲気下、10℃/分の昇温速度で、10mgに切り出したシートの吸熱挙動を測定した。実施例18と比較例6以外のシートに関しては20℃から200℃の温度範囲で測定し、実施例18と比較例6に関しては200℃以上に大きな吸熱が予測されることから20℃から450℃の温度範囲で測定し、単位重量あたりの吸熱量と、シートの重量から算出したシートの単位面積当たりの吸熱量(J/m)をシート吸熱量とした。また、本発明の吸熱量の温度範囲である40℃以上160℃以下のシート吸熱量を算出した。また、この測定において現れた吸熱ピークの頂点温度を吸熱ピーク温度とした。
【0040】
[シートの重量]
実施例1〜19、及び比較例3〜7の粘着剤層を形成する前のシート、及び比較例1、2は、PETフィルムを剥がした状態のシートを、10cm角に切断してその重量(g)を測定し、重量測定値に100を掛けた数値をシート重量とした。
[シートの厚さ]
粘着剤層付きのシートの厚さを、マイクロメーターを用いてPETフィルムごと測定し、PETフィルムの厚さ50μmを引いた数値をシートの厚さとした。
【0041】
[熱試験 発熱抑止効果の評価]
〈熱試験評価サンプル〉
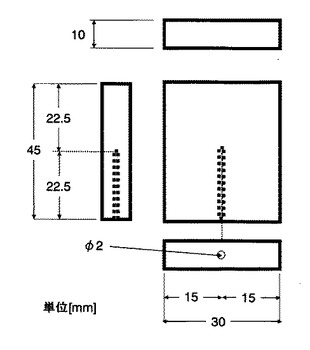
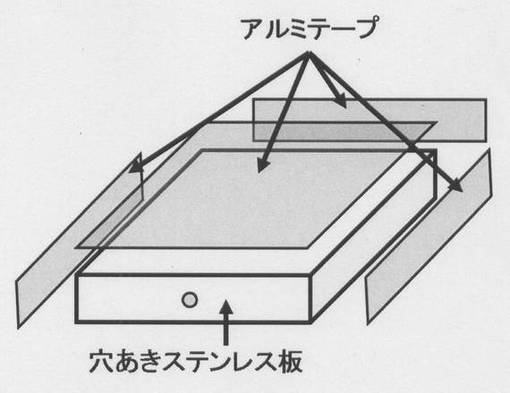
図1に示す寸法の直径2mmの穴あきステンレス板(SUS430)の、穴あき側面、及び底面以外の面に図2のように50μm厚さのアルミ箔と50μmの粘着剤層からなるアルミテープ(日東電工株式会社製AT−50)を貼り付けた擬似発熱体を作製し、実施例に示す本発明のシート、及び比較例のシートを、粘着剤層側のPETフィルムを剥がして、アルミテープの上に貼り付けた。比較例8は、シートを貼り付けないアルミテープ被覆のみを熱試験評価サンプルとした。
〈熱試験評価〉
熱試験評価サンプルの穴に、T型熱電対を差し込んで内部温度が計測できるようにし、200℃のホットプレート(株式会社ユーカリ技研製ゲル化試験器GT−D−JIS)上に熱試験評価サンプルのシート貼り付けのない底部をホットプレート面に載せ、T型熱電対の温度計測値を記録し、125℃から160℃までの温度上昇に要する時間を算出した。
【0042】
[シート強度の測定]
〈シート強度測定用サンプル〉
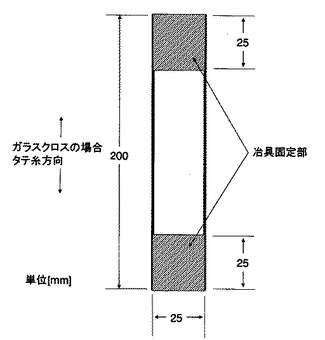
実施例1〜19、及び比較例3〜7の粘着剤層を形成する前のシート、及び比較例1、2は、PETフィルムを剥がした状態のシートを、図3に示すように長さ200mm、幅25mm幅にカッターナイフを用いて切断してシート強度測定用サンプルとした。
〈シート強度測定〉
万能試験機(島津製作所株式会社製オートグラフAG−5000D)を使用し、5kNのロードセルにより、図3に示す部分を冶具で固定して、毎秒10mmの速度で引っ張った際の最大荷重値をシート強度とした。
[表面平滑性]
粘着剤層付きの本発明のシート、及び比較例のシートを、粘着剤層側のPETフィルムを剥がして、表面粗さが1μm以下のガラス板に張り付け、表面粗さ測定器(株式会社東京精密製サーフコム)を用いてシート面の表面粗度を測定した。
【0043】
[シートの耐熱性]
5cm角に切断した粘着剤層付きの本発明のシート、及び比較例のシートを、粘着剤層側のPETフィルムを剥がして、10cmのアルミホイルの中央に貼り付け、シート面にも10cm角のアルミホイル配置した状態で、熱板温度が80℃のプレス機を用いて、圧力0.1MPaで5分加熱加圧後、アルミホイル挟まれたシートを取り出し、シート側のアルミホイルを除去した際に、シート側のアルミホイルを目視観察し、アルミホイルにシート成分が付着していなかったものを良好とし、アルミホイル側にシートの成分が付着したものを可とし、シートがシート側のアルミホイルに付着してシートが破断してしまったものを不良とした。
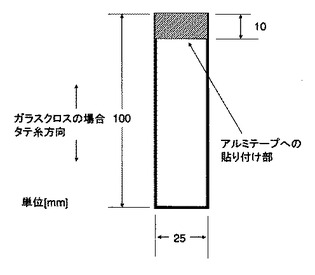
[シートの貼り付け修正性]
図4に示すサイズに切断した粘着剤層付きの本発明のシート、及び比較例のシートを、粘着剤層側のPETフィルムを剥がして、アルミテープ(日東電工株式会社製AT−50)を貼り付けたガラス板に、図4に示す1cm長さ分だけ貼り付けた後、90度の角度で引き剥がし、剥がすことができたものを良好とし、シートが破断したものを不良とした。
【0044】
[表5、6、7の説明]
表5、表6の実施例について説明する。
実施例1〜19は、a)基材とb)吸熱性物質、及びc)バインダーを構成材料とし、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下であり、かつシートの厚さが400μm以下のシートである。
実施例1はa)基材として厚さ25μmのガラスクロスを使用し、100℃以下に融点をするb)吸熱性物質を使用したシートである。
実施例2はa)基材として厚さ25μmのガラスクロスを使用し、b)吸熱性物質として平均粒径15μmの100℃以下で粒子形状を有する吸熱性の無機粒子を使用したシートである。
【0045】
実施例3は、a)基材として厚さ25μmのガラスクロスを使用し、b)吸熱性物質として平均粒径1μmの100℃以下で粒子形状を有する吸熱性の無機粒子として加水ハロイサイトを使用したシートである。
実施例4は、a)基材として厚さ25μmのガラスクロスを使用し、b)吸熱性物質として平均粒径1μmの100℃以下で粒子形状を有するf)吸熱性物質を内包するマイクロカプセル型粒子を使用したシートである。
実施例5、6は、実施例3と同構成成分のシートで、吸熱性物質であるハロイサイトとバインダーの付着量を変化させて、吸熱量を向上させたシートである。
実施例7、8は、実施例4と同構成成分のシートで吸熱性物質であるマイクロカプセルとバインダーの付着量を変化させて、吸熱量を向上させたシートである。
実施例9、10は実施例6の厚さ25μmガラスクロスを、実施例9では厚さ95μmのガラスクロスに、実施例10では厚さ180μmのガラスクロスに変えて、同構成の吸熱性物質、バインダー組成を使用したシートである。
【0046】
実施例11はa)基材に有機繊維不織布を使用し、実施例6と同構成の吸熱性物質、バインダー組成を使用したシートである。
実施例12、実施例13は実施例6のc)バインダー成分を変更したシートである。
実施例14は、実施例8のc)バインダー成分を変更したシートである。
実施例15は実施例6のc)バインダー成分をg)融点50℃以上160℃以下の結晶性熱可塑性樹脂に変更したシートである。
実施例16は実施例8のc)バインダー成分にh)含水性の合成樹脂を配合したシートである。
実施例17は、実施例12のf)吸熱性物質を内包するマイクロカプセル型粒子の一部を加水ハロイサイトに変更したシートである。
実施例18は、実施例12のf)吸熱性物質を内包するマイクロカプセル型粒子の一部を、吸熱ピークが160℃を超える吸熱性物質に変更したシートである。
実施例19は、実施例12のf)吸熱性物質を内包するマイクロカプセル型粒子の一部を、吸熱性を有さない物質に変更したシートである。
【0047】
表7の比較例について説明する。
比較例1、2は、a)基材がなくb)吸熱性物質、及びc)バインダーを構成材料とし、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下であり、かつシートの厚さが400μm以下のシートである。
比較例3はb)吸熱性物質を含まず、a)基材とc)バインダーのみで構成され、シートとして40℃以上160℃以下の範囲で吸熱しないシートの厚さが400μm以下のシートである。
比較例4はa)基材とb)吸熱性物質、及びc)バインダーを構成材料とし、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2未満であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下であり、かつシートの厚さが400μm以下のシートである。
【0048】
比較例5はa)基材とb)吸熱性物質、及びc)バインダーを構成材料とし、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下に存在せず、かつシートの厚さが400μm以下のシートである。
比較例6は、a)基材とb)吸熱性物質、及びc)バインダーを構成材料とし、シートとしての吸熱量は2000J/m2以上あるが、吸熱量が40℃以上160℃以下の範囲で2000J/m2未満であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下に存在せず、かつシートの厚さが400μm以下のシートである。
比較例7はa)基材とb)吸熱性物質、及びc)バインダーを構成材料とし、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下であり、かつシートの厚さが400μmを超えるシートである。
比較例8はアルミテープで覆われた擬似発熱体であり、アルミ外装缶に覆われたバッテリーと同等の温度上昇を再現しているものである。
【0049】
表5、表6によれば、実施例1〜19に示すa)基材とb)吸熱性物質、及びc)バインダーを構成材料とし、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下であり、かつシートの厚さが400μm以下のシートを発熱体に貼り付けることで、比較例8に対して熱試験発熱抑止効果が高く、加えてシート強度が高いために発熱体に貼り付けやすく、シート貼り付けの修正性にも優れていることが確認された。
【0050】
表7によれば、比較例1、2のa)基材がない構成のシート材料では熱試験発熱抑止効果は認められるものの、シート強度が低いために発熱体への貼り付けが極めて難しく、外力等で破損を引き起こす恐れが高く、シート貼り付けの修正は不可能であることが確認された。比較例3のb)吸熱性物質がないシートでは比較例8と比較して発熱抑止効果が認められるものの、その改良効果は極めて小さいことが確認された。比較例4のa)基材とb)吸熱性物質、及びc)バインダーを構成材料とし、吸熱ピーク温度が60℃以上150℃以下であり、かつシートの厚さが400μm以下のシートであるものの、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2未満のシートでは比較例8と比較して発熱抑止効果が認められるものの、その改良効果は極めて小さいことが確認された。比較例5の)基材とb)吸熱性物質、及びc)バインダーを構成材料とし、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、かつシートの厚さが400μm以下であるものの、吸熱ピーク温度が60℃以上150℃以下にないシートは、比較例8と比較して発熱抑止効果が認められるものの、その改良効果は極めて小さいことが確認された。比較例7のa)基材とb)吸熱性物質、及びc)バインダーを構成材料とし、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下であるが、かつシートの厚さが400μmをこえるシートは、比較例8と比較して発熱抑止効果が認められず、加えて、軽薄短小化が進む電子機器用途では不向きなものであるといえる。
これにより、実施例で示した構成と吸熱挙動、厚さにすることで、本発明の効果を確実に発揮できるといえる。
【産業上の利用可能性】
【0051】
本発明のシートは、A)リチウムイオン電池の外装缶の周囲に貼り付けることで、リチウムイオン電池の部分内部短絡等による温度上昇を吸熱作用により和らげ、セパレーターのシャットダウン機能を効果的に発現させることができ、B)強度に優れるため外装缶への貼り付けが容易で、貼り付け後に外装缶を保護する働きもあり、C)貼り付けの修正性も優れており、電子機器分野で使用されるリチウムイオン電池の内部短絡等による温度上昇抑制の為のシートとして好適である。
【図面の簡単な説明】
【0052】
【図1】熱試験評価用穴あきステンレス板のサイズを表す図面である。
【図2】熱試験評価用アルミテープの貼り付け場所を表す図面である。
【図3】シート強度測定用サンプルを表す図面である。
【図4】シートの貼り付け修正性測定用サンプルを表す図面である。
【技術分野】
【0001】
本発明は、電子機器に使用される部品の熱対策に関するものであり、特に、リチウムイオン電池の熱逸走抑制対策に関するものである。
【背景技術】
【0002】
リチウムイオン電池は高エネルギー密度が特徴であり、現在の携帯機器になくてはならない存在となっている。一般に小型リチウムイオン電池はカーボン負極材料とコバルト酸リチチウムの正極材料を用い、電解液にはリチウム塩を溶かした非水系の有機溶媒を用いて構成されている。このように高エネルギー密度を有しながら、燃えやすい有機溶剤を内蔵するリチウムイオン電池は、水溶液系電解液を使用している電池に比較して、安全性には特別の対策が必要である。特に安全性が低下すると予測されるのは、高温暴露、過充電、及びそれらにより誘発される内部短絡により、電池電圧、温度上昇が生じ、最終的には危険な熱逸走状態になることである。過充電には充電器に過充電防止機能付与、高温に暴露しない注意喚起等が行われているが、適合充電器で充電されないケースや、誤って高温暴露してしまうケースも想定される。その対策の一つとして、現在殆どのリチウムイオン電池にはポリエチレン系のセパレーターが使用されており、電池温度が上昇した場合約120℃でセパレーターに開いている細孔が目詰まりして、電流やイオンを遮断するシャットダウン機能を有している。この機構は内部短絡に対し、電解液中を対極に向かって流れるイオンを遮断してセパレーター抵抗を大きくし、電池抵抗の上昇による電圧低減、温度上昇防止効果が期待できる。しかし、近年電池の軽薄短小化要求も強くなり、セパレーターの薄型化、それに伴う微小異物による短絡頻度の上昇、アルミ外装缶の肉厚低減に伴う強度低下、外力に対する電池セルの耐性低下により、電池内部短絡誘発の確率が高くなりつつある。特に、過充電状態や高温雰囲気において、微小異物や外部応力による部分的な短絡が生じた場合、部分的な温度上昇を誘発し、セパレーターのシャットダウンが十分機能する前に、セパレーターの高抵抗を維持できなくなる160℃以上の部分温度上昇が生じ、シャットダウン機能が有効に作用することなく、最終的に電池が熱逸走を起こす危険性を有する。
【0003】
この対策として、155℃以上耐熱機能を付与したセパレーターによりシャットダウン機能を働かせる方法(例えば特許文献1)、熱伝導シートをリチウムイオン電池表面に貼り付けることで発熱を電子機器本体に逃がす方法(例えば特許文献2)などが検討されている。セパレーターに耐熱性を付与する方法では、120℃付近のシャットダウン機能と耐熱性付与機能を持たせるためにセパレーター構造を2層以上にする必要があり、結果セパレーターが厚くなり、電池の小型化が困難である。また、熱伝導シートで発熱を逃がす方法では、短絡等による急激な発熱を電子機器本体に迅速に逃がすことは難しい。
また、近年のLSIの高集積化に伴う電子部品の発熱量の上昇や、電子機器の軽薄短小化による熱対策スペースの制限などにより、電子部品の発熱を原因とする故障、誤作動が、電子機器の信頼性低下につながるという問題もある。これら、電子部品の発熱を抑制する方法として、多くは冷却フィンを電子部品に搭載する方法、電子部品を搭載するプリント配線基板に冷却フィン構造を取り入れる方法等(例えば特許文献3)が検討されている。冷却フィンは対流により空気に放熱する手法であるために、有効な放熱を得るためには冷却ファンなどにより空気の流れを発生させる必要があるが、近年の軽薄短小化された電子機器ではそのスペースを確保することが難しく、十分な効果を発揮するには至っていない。
【特許文献1】特開2008−080536号公報
【特許文献2】特開2002−110122号公報
【特許文献3】特開2007−311381号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、上述の従来技術の問題点を解決したもので、リチウムイオン電池の外装缶の周囲に貼り付けることで、リチウムイオン電池の部分内部短絡による温度上昇を吸熱作用により和らげ、セパレーターのシャットダウン機能を効果的に発現させる電池の吸熱シートを提供するものである。
【課題を解決するための手段】
【0005】
本発明者らは、上記課題を解決するために鋭意研究を重ねた結果、シートとしての強度や取り扱い性を向上させるためのa)基材に、b)吸熱性物質と、c)バインダーを必須成分とするシートにおいて、シートの吸熱形態をシートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下にし、かつシートの厚さを400μm以下にすることで、リチウムイオン電池のセパレーターによるシャットダウン機能を発現させるに足る電池の温度上昇緩和効果が得られることを見出し、この知見に基づいて本発明をなすに至った。
【0006】
即ち本発明は、
1)a)基材、b)吸熱性物質、及びc)バインダーを必須構成材料とするシートにおいて、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下であり、かつシートの厚さが400μm以下であることを特徴とする吸熱シートである。また、
2)1)記載のシートにおいて、b)吸熱性物質の少なくとも一つがd)100℃以下で粒子形状を維持する吸熱性粒子である吸熱シートである。また、
3)2)記載のシートにおいて、d)100℃以下で粒子形状を維持する吸熱性粒子の少なくとも一つがe)吸水性、及び/又は含水性の無機物粒子である吸熱シートである。また、
4)2)記載のシートにおいて、d)100℃以下で粒子形状を維持する吸熱性粒子の少なくとも一つが、f)吸熱性物質を内包するマイクロカプセル型粒子である吸熱シートである。また、
5)3)記載のシートにおいて、e)吸水性、及び又は含水性の無機物粒子の少なくとも一つが加水ハロイサイトである吸熱シートである。また、
6)2)〜5)記載のシートにおいて、d)100℃以下で粒子形状を維持する吸熱性粒子の平均粒子径が0.1μm以上で、10μm以下であるシートである。また、
7)1)〜6)記載のシートにおいて、a)基材が厚さ10μm以上100μm以下のガラスクロスである吸熱シートである。また、
8)1)〜7)記載のシートにおいて、c)バインダーがg)融点50℃以上160℃以下の結晶性熱可塑性樹脂を含む吸熱シートである。また、
9)1)〜8)記載のシートにおいて、c)バインダーがh)含水性の合成樹脂を含む吸熱シートである。また、
10)1)〜9)記載のシートにおいて、シートの片面に粘着剤層を付与した吸熱シートである。
【発明の効果】
【0007】
本発明のシートをリチウムイオン電池の外装缶の周囲に貼り付けることで、リチウムイオン電池の部分内部短絡等による温度上昇を吸熱作用により遅延し、セパレーターのシャットダウン機能を効果的に発現させることができる。
【発明を実施するための最良の形態】
【0008】
以下本発明について具体的に説明する。
本発明は、シートとしての強度や取り扱い性を向上させるためのa)基材に、b)吸熱性物質と、それを固着するためのc)バインダーを必須成分とするシートにおいて、シートの吸熱形態をシートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下にし、かつシートの厚さを400μm以下にすることで、リチウムイオン電池の外装缶の周囲に貼り付けることで、内部短絡等による発熱、温度上昇時にセパレーターによるシャットダウン機能を発現させるに足る電池の温度上昇緩和効果が得られる。
【0009】
(吸熱形態)
本実施の形態のシートが有する吸熱形態としては、シートとしての吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つのピーク温度が60℃以上150℃以下に存在する必要がある。本実施の形態のシートとしての吸熱量とは、示差走査熱量計(エスアイアイ・ナノテクノロジー株式会社製DSC210、以下DSC)を用いて、窒素雰囲気下、10℃/分の昇温速度で、10mgに切り出したシートの吸熱挙動を測定し、40℃以上160℃以下の温度範囲内での単位重量あたりの吸熱量と、シートの重量から算出したシートの単位面積当たりの吸熱量(J/m2)を示し、吸熱ピーク温度とは、一つ以上現れる吸熱ピークの頂点温度を示す。温度上昇緩和効果を奏し、セパレーターのシャットダウン機能を発現させるために、40℃以上160℃以下の範囲での吸熱量は2000J/m2以上であり、3000J/m2以上の吸熱量が好ましく、4000J/m2以上の吸熱量がより好ましい。内部短絡を想定した場合、電池内部の温度は電池外装缶の温度よりも高くなるために、外装缶に貼り付ける形態では160℃よりも高い温度で大きな吸熱量を示しても効果はなく、また40℃未満で大きな吸熱量を示してもセパレーターのシャットダウン機能が発現する電池内部温度と離れているためにシャットダウン機能に対する効果がない為、本発明の2000J/m2以上の吸熱量の温度範囲は、40℃以上160℃以下であり、50℃以上155℃以下の温度範囲であれば好ましく、55℃以上150℃以下の温度範囲であればより好ましい。また、吸熱が強く生じる吸熱ピーク温度は、吸熱ピーク温度の少なくとも一つが60℃以上150℃以下に存在すれば、セパレーターのシャットダウン機能が発現する電池内部温度と近いため、シャットダウン機能に対する効果が生じる。吸熱ピーク温度の少なくとも一つは、65℃以上145℃以下に存在すれば好ましく、70℃以上140℃以下に存在すればより好ましい。
【0010】
(基材)
本実施の形態に使用できる基材は繊維状物質から構成されるシート状物である。繊維状物質を使用することで、b)粒子をc)バインダーで固着させたときに、複合材料化することで、400μm以下の薄さでも高いシートの強度を維持し、その結果リチウムイオン電池の外装缶への貼り付けが容易であり、外部応力により破損しにくくなる。加えて、外装缶への貼り付け時の修正も可能となる。本実施の形態に使用できる基材は素材、シート化方法が限定されるものではなく、例えば、ガラス繊維、有機合成繊維、金属繊維炭素繊維等の長繊維を製織したガラスクロス、有機合成繊維織物、金属繊維織物、炭素繊維織物や、ガラス繊維、有機合成繊維、セルロース繊維、金属繊維、炭素繊維等の短繊維を、バインダー等で結着する手法や、融着、絡み合わせ等の手法でシート化した、ガラス繊維不織布、有機合成繊維不織布、紙、金属繊維不織布、炭素繊維不織布等も使用できる。
【0011】
また、長繊維を引き揃えてバインダー等で結着したシート状一方向繊維シート状物も使用できる。特に基材として、電気絶縁性、不燃性、強度を有し、薄い基材化が可能なガラス長繊維によるガラスクロスを使用することは、シートに電気絶縁性、不燃性を付与し、薄くても強度を維持できるため好ましい。また、ガラスクロスの厚さは、シート化した際のガラスクロスの補強効果を得るために10μm以上が好ましく、シート重量軽減と吸熱性物質とバインダー固着量をなるべく多くするために100μm以下が好ましく、10μm以上60μm以下がより好ましい。また、ガラスクロスに使用するガラス素材は、Eガラス、Cガラス、Dガラス、Sガラス等のいずれのガラスクロスでも良い。また、ガラスクロスとしては、織り密度は5〜200本/25mm、好ましくは10〜150本/25mmであり、質量は5〜100g/m2、 好ましくは8〜300g/m2であり、織り方は平織り、朱子織り、綾織り、ななこ織り等が使用できる。また、双方またはいっぽうがテクスチャード加工を施されたガラス糸で製織されたガラスクロスであっても良い。また、製織に必要な集束剤が付着している段階のガラスクロスや集束剤を除去した段階のガラスクロス、あるいは公知の表面処理法でシランカップリング剤などが既に処理されている段階のガラスクロスのいずれでも良い。また、柱状流、高周波振動法による水流で開繊、扁平化等の物理加工を施したガラスクロスであっても良い。
【0012】
(吸熱性物質)
本実施の形態に使用できるb)吸熱性物質に必要な吸熱形態はシート厚さ、使用基材、バインダーとの配合比により変わるため、限定できるものではないが、本実施の形態のシート状態の吸熱範囲である40℃以上160℃以下の範囲で吸熱を起こすものが好ましく、吸熱量としては40℃以上160℃以下の範囲で100J/g以上の吸熱量を有する吸熱性物質を使用することが好ましく、150J/g以上の吸熱量を有するものがより好ましい。これらの固着させる吸熱性物質の量を変化させることにより、本実施の形態のシートの吸熱量をコントロールできる。例えば、100J/gの吸熱量をもつ物質を使用する場合、シートの吸熱量を2000J/m2以上にするためには、シート1m2あたり、2000/100=20g以上の吸熱性物質を固着させればよい。また、本実施の形態のシートの吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下とするために、吸熱性物質は、吸熱ピーク温度が60℃以上150℃以下に存在する吸熱性物質であることが好ましい。吸熱性物質としては、吸水性、及び又は含水性で水分蒸発による吸熱作用のある無機物、及び有機物、又は融解等の相変化による吸熱作用のある無機物、及び有機物が使用可能である。
【0013】
特に電池充電時の温度上昇や、電池を組み込んだ携帯機器が夏場の自動車内の高温に暴露される可能性が高いことから、通常使用時の高温暴露を考慮し、形状変化、外観変化を抑制する観点で、100℃以下で粒子形状を有する粒子状の吸熱性物質を使用することが好ましい。100℃以下で粒子径形状を有する物質としては、吸水性、及び/若しくは含水性の無機物粒子、又は吸熱性物質を内包するマイクロカプセル型粒子などが好ましい。吸水性、及び/又は含水性の無機粒子としては、粒子状のシリカゲル、粒子状のゼオライト、金属酸化物の水和物や加水物などが例示され、その中でも本実施の形態の吸熱形態と整合する加水ハロイサイト(Al2O3・2SiO2・4H2Oで示される含水ケイ酸アルミニウム粘土鉱物粒子)が好ましい。また、吸熱性物質を内包するマイクロカプセル型粒子としては、内包される吸熱性物質として、融解による吸熱作用を示す、酢酸ナトリウム3水和物、ステアリン酸、エリスリトール、セチルアルコール、ポリオレフィン、ポリエチレンオキサイド、ポリプロピレンオキサイド等が例示でき、40℃から160℃の温度範囲で気化する成分を含まず、吸熱量が大きい、ステアリン酸、エリスリトールが好ましい。カプセル化する外殻として熱硬化性樹脂や融点が100℃以上の熱可塑性樹脂が使用可能であり、熱硬化性樹脂としてメラミン樹脂、エポキシ樹脂、不飽和ポリエステル樹脂、フェノール樹脂、熱可塑性樹脂としてアクリル樹脂、メタクリル樹脂、ポリオレフィン樹脂、ポリウレタン樹脂、ポリエステル樹脂、シリコーン樹脂などが例示できる。また、吸熱性物質は二種類以上を組み合わせて使用することも可能である。
【0014】
100℃以下で粒子径形状を有する物質の粒子の粒子径は特に限定されるものではないが、粒子をバインダーに混合した際の粘度上昇を防止するために平均粒子径は0.1μm以上が好ましく、0.5μm以上がより好ましく、シートに表面平滑性を付与する意味で平均粒子径は10μm以下が好ましく、5μm以下がより好ましい。
【0015】
(バインダー)
本実施の形態に使用できるバインダーは、a)基材にb)吸熱性物質を固着できるのであれば良い。十分な固着力を得るためには、バインダーに熱可塑性樹脂を使用する場合その融点は40℃以上であることが好ましく、より好ましくは50℃以上であり、熱硬化性樹脂や熱可塑性樹脂を部分的に架橋する樹脂、光硬化樹脂でも良く、熱可塑性樹脂としては、ポリオレフィン樹脂、ポリエステル樹脂、ポリウレタン樹脂、アクリル樹脂、メタクリル樹脂、ポリアミド樹脂(共重合ナイロン樹脂)、シリコーン等が例示され、熱硬化性樹脂としてはエポキシ樹脂、不飽和ポリエステル樹脂、フェノール樹脂、メラミン樹脂、不飽和ポリエステル樹脂が例示され、熱可塑性樹脂を部分的に架橋する樹脂としては、メトキシメチル化ポリアミド樹脂、架橋性シリコーン樹脂、等が例示され、光硬化樹脂としては紫外線硬化型アクリル樹脂等が例示され、これら二種類以上を組み合わせて使用することも可能である。
【0016】
また、バインダーの融解熱による吸熱作用を付与するため、バインダーに融点50℃以上160℃以下の結晶性熱可塑性樹脂を配合してもよい。融点50℃以上160℃以下の結晶性熱可塑性樹脂としては、ポリオレフィン樹脂やポリエステル樹脂等が例示される。また、水分蒸発による吸熱作用を付与するため、バインダーに含水性樹脂を配合してもよい。含水性樹脂としては、ポリアクリル酸ナトリウム、ポリエチレンオキサイド、ポリプロピレンオキサイド等が例示される。
【0017】
(その他の構成材料)
本実施の形態のシートでは、a)基材、b)吸熱性物質、c)バインダー以外に、シートの熱伝導向上や、強度向上を目的として、厚さ400μm以下のシート形態の状態で吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つのピーク温度が60℃以上150℃以下のシートが維持できる範囲で、無機粒子を配合することも可能である。無機粒子としては、酸化アルミニウム、酸化ケイ素、酸化亜鉛、酸化チタン、酸化ジルコニウム等の金属酸化物や、水酸化マグネシウム、水酸化アルミニウム等の金属水酸化物、窒化ホウ素、窒化珪素、窒化アルミニウム等の金属窒化物や、それらの組み合わせが例示できる。また、電池の意匠を向上させるために、本実施の形態のシート表面を樹脂や樹脂と無機粒子の混合物で片面又は両面コーティングすることも可能であり、バインダー成分に着色顔料、染料を配合して着色することも可能である。
【0018】
リチウムイオン電池の外装缶に本発明のシートを貼り付けるために、シートの片面に粘着剤層を形成させてもよい。粘着剤層の厚さは、シート、電池外装缶の表面凹凸の観点から1μm以上、吸熱作用を有効に外装缶に伝えるために100μm以下であることが好ましい。また、電池に貼り付ける状態では、吸熱作用を効果的に発現するために、粘着剤層の厚さと、本実施形態のシートの厚さとの合計が400μm以下であることが好ましい。粘着剤の樹脂は特に限定されるものではなく、アクリル系、ポリエステル系、シリコーン系樹脂等の粘着剤が例示され、熱伝導を促進する目的で無機粒子などを配合した粘着剤であっても良い。また、粘着剤層を形成させた本発明のシートをロール製品化する際に、粘着剤層と粘着剤層が形成されていない表面との粘着を防ぐために、キャリアフィルムを粘着剤層に貼り付けることも可能である。キャリアフィルムは本実施の形態のシートを電池の外装缶に貼り付ける際に剥がして使用するために、厚さ、素材等は限定されるものではなく、ポリエステルフィルム、ポリオレフィンフィルム、紙、及びこれらに離型処理したフィルムなどが例示される。
【0019】
(シートの厚さ)
本実施の形態のシートの厚さは、電池に貼り付ける状態で400μm以下の厚さである必要がある。本実施の形態のシートは電池の外装缶に貼り付けて使用でき、内部短絡等による電池の発熱時に本シートも加熱されることにより吸熱作用を発現する機構であるために、シートが400μmよりも厚いと熱抵抗が大きくなり、電池の発熱による本シートの加熱が不十分で吸熱作用が効果的に発現しないことから、本実施の形態のシートの厚さは電池に貼り付ける状態で400μm以下の厚さである必要があり、好ましくは300μm以下、より好ましくは200μm以下である。本発明のシート厚さの下限は、シート形態の状態で吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つのピーク温度が60℃以上150℃以下のシートが維持できる範囲であれば限定されるものではないが、基材の厚さ、シート強度から、実質30μm以上である。
【0020】
(各成分の構成比)
本発明のシートにおけるa)基材、b)吸熱性物質、c)バインダーの構成比は、特に限定されるものではないが、a)基材は、b)吸熱性物質をc)バインダーで固着させたときに、複合材料化することで、シートの強度、及び取り扱い性が向上させるためのものであるため、シート中の基材の体積分率は5%以上であることが好ましく、シート中にb)吸熱性物質を多く存在させるほうが吸熱量を大きくできる観点から、シート中の基材の重量分率は50%以下であることが好ましく、10%以上40%以下であることがより好ましい。b)吸熱性物質とc)バインダーの構成比は、c)バインダーによる固着力の観点から、b)吸熱性物質とc)バインダーの和に対しc)バインダーの重量分率が5%以上であることが好ましく、シート中にb)吸熱性物質を多く存在させるほうが吸熱量を大きくできる観点からb)吸熱性物質とc)バインダーの和に対しc)バインダーの重量分率が90%以下であることが好ましく、10%以上80%以下がより好ましい。
【0021】
(シートの製造方法)
本実施の形態のシートを生産する方法は、特に限定されるものではないが、ア)基材にバインダーと吸熱性物質を溶媒により溶解、及び又は分散させた混合液を含浸した後、加熱乾燥で溶剤を乾燥除去して本実施の形態のシートを得る液含浸法、イ)バインダーと吸熱性物質を溶媒により溶解、及び/又は分散させた混合液をキャリアフィルム上に塗布、乾燥後したフィルムを形成した後、基材をフィルムで挟み込んで熱圧着により、基材と複合化するフィルム熱圧着法、ウ)熱溶融させたバインダーに、吸熱性物質を溶解、及び/又は分散させた熱溶融混合物を基材に塗布する熱溶融塗工法等が例示され、基材内部に吸熱性物質とバインダーが含浸されやすい点でア)液含浸法が好ましい。
【0022】
ア)液含浸法は、有機溶剤、及び又は水(以下溶媒)にc)バインダーを溶解、及び又は分散させたバインダー液に、b)吸熱性物質を溶解、及び又は分散させて、バインダーと吸熱性物質の溶解、及び/又は分散液(以下混合液)を、a)基材に含浸、塗工した後、加熱により混合液中の溶媒を乾燥する方法などが可能である。バインダー液や混合液を作製する際に、b)吸熱性物質やc)バインダーを分散させるために界面活性剤等を配合しても良い。有機溶剤は、特に限定されるものではなく、メチルエチルケトン、メチルイソブチルケトン、等のケトン系溶剤、メタノール、エタノール、プロパノール等のアルコール溶剤、トルエン、キシレン、等の芳香族溶剤、2−メトキシエタノ−ル、プロピレングリコールモノメチルエ−テル、等のエ−テル系溶剤、N,N−ジメチルホルムアミド、N−メチルピロリドン、N,N−ジメチルアセトアミド、等の含窒素系溶剤が例示され、二種類以上を組み合わせて使用しても良い。混合液中の溶媒の含有量は特に限定されるものではないが、基材への混合液の含浸を考慮して、25質量%以上75質量%未満が好ましい。基材に混合液を含浸、塗工する方法としてはいかなる方法も適用可能であり、混合液をバスに溜め、基材を通過させた後、スリットで基材に混合液を所定量含浸、塗工されるようにスリット、又はマングルで余剰混合液を掻き落とす方法、ロールコーター、ダイコーター、グラビアコーター等で基材に直接所定量の混合液を含浸、塗工する方法、等が可能である。また、基材に混合液を含浸、塗工した後、溶媒を加熱乾燥させる方法としては、熱風、電磁波、等公知の方法が可能である。加熱乾燥時の温度、時間は、特に限定されるものではないが、使用した溶媒の沸点以上の温度でその加熱時間は20秒以上20分未満、より好ましくは30秒以上15分未満であることが好ましい。
【0023】
また、吸熱性粒子が吸水性、及び/又は含水性の無機物粒子を含む場合、又はバインダーが含水性の合成樹脂を含む場合は、シート製造後に加湿条件化で養生し、成分に水を供給させる加工を施すことも可能である。加湿条件としては、23℃以上100℃未満の温度で、相対湿度が50%以上95%以下であることが好ましい。
また、本実施の形態のシートに粘着剤層を形成させる方法としては、粘着剤が1液性又は2液硬化性で溶媒に溶解された粘着剤溶液を使用する形態の場合、粘着剤溶液を、本発明のシートに直接塗布して溶媒を乾燥、又は乾燥硬化する直接溶液塗布法や、粘着剤溶液を易離型性キャリアフィルム上に塗布して溶媒を乾燥又は乾燥硬化させた粘着剤付きキャリアフィルムを、本実施の形態のシートに張り合わせ粘着剤を本実施の形態のシートに転写する転写方法などが例示される。また、粘着剤が2液硬化性で溶媒を含まない場合は、粘着剤を、本実施の形態のシートに直接塗布して養生、又は加熱硬化する直接溶液塗布法や、粘着剤を易離型性キャリアフィルム上に塗布して養生又は加熱硬化させた粘着剤付きキャリアフィルムを、本実施の形態のシートに張り合わせ粘着剤を本実施の形態のシートに転写する転写方法などが例示される。
【0024】
(シートの電池への貼り付け)
本実施の形態のシートを電池に貼り付ける方法としては、A)粘着剤層を形成した本実施の形態のシートを粘着剤で電池外装缶に貼り付ける方法、B)本実施の形態のシートを接着剤や粘着剤で電池外装缶に貼り付ける方法、C)電池外装缶に本実施の形態のシートを接触させ、加熱によりバインダー成分を溶融、又は軟化させることで貼り付ける方法等が例示される。
【実施例】
【0025】
以下の実施例により本発明を説明するが、本発明はこれらの実施例により限定されるものではない。
[実施例1〜19、及び比較例3〜7]
〈基材〉
表1に示す基材を使用した。
【0026】
【表1】
【0027】
〈吸熱性物質〉
表2に示す吸熱性物質を使用した。
【0028】
【表2】
【0029】
〈バインダー〉
表3に示すバインダーを使用した。
【0030】
【表3】
【0031】
〈混合溶液〉
表4に記載のメタノール、及び/又は水に、バインダーを加えて、溶解、又は分散し、吸熱性物質を加えて分散する方法で、表4に記載する組成の混合溶液を作製した。
【0032】
【表4】
【0033】
〈シート作製〉
表5、表6、表7に記載の基材と混合溶液の組み合わせで基材に混合溶液を塗布し、表5、表6、表7に記載のシート重量になるようにスリットバーで余剰の混合溶液を掻き落とした後、表4に記載の乾燥条件で乾燥し、本発明のシートを得た。その他の成分として記載の酸化アルミニウムは平均粒子径が3.5μmの球形酸化アルミニウム(株式会社マイクロン製、品番AX3−15)を使用し後、シートを23℃相対湿度65%の条件で48時間養生した。
【0034】
【表5】
【0035】
【表6】
【0036】
【表7】
【0037】
〈粘着剤層形成〉
片面離型処理PETフィルム(ルミラーS10#50、東レ株式会社製、厚さ50μm)の離型面に、粘着剤主剤(東洋インキ製造株式会社製オリバインBPS1109)100重量部に対し、粘着剤硬化剤(東洋インキ製造株式会社製BHS8515)3.6重量部を混合した粘着剤溶液を、乾燥後の粘着剤厚さが25μmになるように塗布し、100℃のオーブンで3分間乾燥する方法で粘着剤付きPETフィルムを作製し、このフィルムの粘着剤が付いた面と本発明のシートを張り合わせ、本発明の粘着剤層付きシートを得た。
【0038】
[比較例1、2]
〈シート作製〉
片面離型処理PETフィルム(ルミラーS10#50、東レ株式会社製、厚さ50μm)の離型面に、表7記載の混合溶液を表7記載のシート重量になるように塗布し、表4に記載の乾燥条件で乾燥し、PETフィルム上に基材のないシートを作製した。
〈粘着剤層形成〉
片面離型処理PETフィルム(ルミラーS10#50、東レ株式会社製、厚さ50μm)の離型面に、粘着剤主剤(東洋インキ製造株式会社製オリバインBPS1109)100重量部に対し、粘着剤硬化剤(東洋インキ製造株式会社製BHS8515)3.6重量部を混合した粘着剤溶液を、乾燥後の粘着剤厚さが25μmになるように塗布し、100℃のオーブンで3分間乾燥する方法で粘着剤付きPETフィルムを作製し、このフィルムの粘着剤が付いた面とPETフィルム上に作製した基材のないシートのシート側を張り合わせ、シートについていたPETフィルムを剥がして、PET上に粘着剤層付きの基材がないシートを作製した。
【0039】
[シート吸熱量、吸熱ピーク温度測定]
実施例1〜19、及び比較例3〜7の粘着剤層を形成する前のシート、及び比較例1、2は、PETフィルムを剥がした状態のシートを、示差走査熱量計(エスアイアイ・ナノテクノロジー株式会社製DSC210、以下DSC)を用いて、窒素雰囲気下、10℃/分の昇温速度で、10mgに切り出したシートの吸熱挙動を測定した。実施例18と比較例6以外のシートに関しては20℃から200℃の温度範囲で測定し、実施例18と比較例6に関しては200℃以上に大きな吸熱が予測されることから20℃から450℃の温度範囲で測定し、単位重量あたりの吸熱量と、シートの重量から算出したシートの単位面積当たりの吸熱量(J/m)をシート吸熱量とした。また、本発明の吸熱量の温度範囲である40℃以上160℃以下のシート吸熱量を算出した。また、この測定において現れた吸熱ピークの頂点温度を吸熱ピーク温度とした。
【0040】
[シートの重量]
実施例1〜19、及び比較例3〜7の粘着剤層を形成する前のシート、及び比較例1、2は、PETフィルムを剥がした状態のシートを、10cm角に切断してその重量(g)を測定し、重量測定値に100を掛けた数値をシート重量とした。
[シートの厚さ]
粘着剤層付きのシートの厚さを、マイクロメーターを用いてPETフィルムごと測定し、PETフィルムの厚さ50μmを引いた数値をシートの厚さとした。
【0041】
[熱試験 発熱抑止効果の評価]
〈熱試験評価サンプル〉
図1に示す寸法の直径2mmの穴あきステンレス板(SUS430)の、穴あき側面、及び底面以外の面に図2のように50μm厚さのアルミ箔と50μmの粘着剤層からなるアルミテープ(日東電工株式会社製AT−50)を貼り付けた擬似発熱体を作製し、実施例に示す本発明のシート、及び比較例のシートを、粘着剤層側のPETフィルムを剥がして、アルミテープの上に貼り付けた。比較例8は、シートを貼り付けないアルミテープ被覆のみを熱試験評価サンプルとした。
〈熱試験評価〉
熱試験評価サンプルの穴に、T型熱電対を差し込んで内部温度が計測できるようにし、200℃のホットプレート(株式会社ユーカリ技研製ゲル化試験器GT−D−JIS)上に熱試験評価サンプルのシート貼り付けのない底部をホットプレート面に載せ、T型熱電対の温度計測値を記録し、125℃から160℃までの温度上昇に要する時間を算出した。
【0042】
[シート強度の測定]
〈シート強度測定用サンプル〉
実施例1〜19、及び比較例3〜7の粘着剤層を形成する前のシート、及び比較例1、2は、PETフィルムを剥がした状態のシートを、図3に示すように長さ200mm、幅25mm幅にカッターナイフを用いて切断してシート強度測定用サンプルとした。
〈シート強度測定〉
万能試験機(島津製作所株式会社製オートグラフAG−5000D)を使用し、5kNのロードセルにより、図3に示す部分を冶具で固定して、毎秒10mmの速度で引っ張った際の最大荷重値をシート強度とした。
[表面平滑性]
粘着剤層付きの本発明のシート、及び比較例のシートを、粘着剤層側のPETフィルムを剥がして、表面粗さが1μm以下のガラス板に張り付け、表面粗さ測定器(株式会社東京精密製サーフコム)を用いてシート面の表面粗度を測定した。
【0043】
[シートの耐熱性]
5cm角に切断した粘着剤層付きの本発明のシート、及び比較例のシートを、粘着剤層側のPETフィルムを剥がして、10cmのアルミホイルの中央に貼り付け、シート面にも10cm角のアルミホイル配置した状態で、熱板温度が80℃のプレス機を用いて、圧力0.1MPaで5分加熱加圧後、アルミホイル挟まれたシートを取り出し、シート側のアルミホイルを除去した際に、シート側のアルミホイルを目視観察し、アルミホイルにシート成分が付着していなかったものを良好とし、アルミホイル側にシートの成分が付着したものを可とし、シートがシート側のアルミホイルに付着してシートが破断してしまったものを不良とした。
[シートの貼り付け修正性]
図4に示すサイズに切断した粘着剤層付きの本発明のシート、及び比較例のシートを、粘着剤層側のPETフィルムを剥がして、アルミテープ(日東電工株式会社製AT−50)を貼り付けたガラス板に、図4に示す1cm長さ分だけ貼り付けた後、90度の角度で引き剥がし、剥がすことができたものを良好とし、シートが破断したものを不良とした。
【0044】
[表5、6、7の説明]
表5、表6の実施例について説明する。
実施例1〜19は、a)基材とb)吸熱性物質、及びc)バインダーを構成材料とし、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下であり、かつシートの厚さが400μm以下のシートである。
実施例1はa)基材として厚さ25μmのガラスクロスを使用し、100℃以下に融点をするb)吸熱性物質を使用したシートである。
実施例2はa)基材として厚さ25μmのガラスクロスを使用し、b)吸熱性物質として平均粒径15μmの100℃以下で粒子形状を有する吸熱性の無機粒子を使用したシートである。
【0045】
実施例3は、a)基材として厚さ25μmのガラスクロスを使用し、b)吸熱性物質として平均粒径1μmの100℃以下で粒子形状を有する吸熱性の無機粒子として加水ハロイサイトを使用したシートである。
実施例4は、a)基材として厚さ25μmのガラスクロスを使用し、b)吸熱性物質として平均粒径1μmの100℃以下で粒子形状を有するf)吸熱性物質を内包するマイクロカプセル型粒子を使用したシートである。
実施例5、6は、実施例3と同構成成分のシートで、吸熱性物質であるハロイサイトとバインダーの付着量を変化させて、吸熱量を向上させたシートである。
実施例7、8は、実施例4と同構成成分のシートで吸熱性物質であるマイクロカプセルとバインダーの付着量を変化させて、吸熱量を向上させたシートである。
実施例9、10は実施例6の厚さ25μmガラスクロスを、実施例9では厚さ95μmのガラスクロスに、実施例10では厚さ180μmのガラスクロスに変えて、同構成の吸熱性物質、バインダー組成を使用したシートである。
【0046】
実施例11はa)基材に有機繊維不織布を使用し、実施例6と同構成の吸熱性物質、バインダー組成を使用したシートである。
実施例12、実施例13は実施例6のc)バインダー成分を変更したシートである。
実施例14は、実施例8のc)バインダー成分を変更したシートである。
実施例15は実施例6のc)バインダー成分をg)融点50℃以上160℃以下の結晶性熱可塑性樹脂に変更したシートである。
実施例16は実施例8のc)バインダー成分にh)含水性の合成樹脂を配合したシートである。
実施例17は、実施例12のf)吸熱性物質を内包するマイクロカプセル型粒子の一部を加水ハロイサイトに変更したシートである。
実施例18は、実施例12のf)吸熱性物質を内包するマイクロカプセル型粒子の一部を、吸熱ピークが160℃を超える吸熱性物質に変更したシートである。
実施例19は、実施例12のf)吸熱性物質を内包するマイクロカプセル型粒子の一部を、吸熱性を有さない物質に変更したシートである。
【0047】
表7の比較例について説明する。
比較例1、2は、a)基材がなくb)吸熱性物質、及びc)バインダーを構成材料とし、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下であり、かつシートの厚さが400μm以下のシートである。
比較例3はb)吸熱性物質を含まず、a)基材とc)バインダーのみで構成され、シートとして40℃以上160℃以下の範囲で吸熱しないシートの厚さが400μm以下のシートである。
比較例4はa)基材とb)吸熱性物質、及びc)バインダーを構成材料とし、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2未満であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下であり、かつシートの厚さが400μm以下のシートである。
【0048】
比較例5はa)基材とb)吸熱性物質、及びc)バインダーを構成材料とし、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下に存在せず、かつシートの厚さが400μm以下のシートである。
比較例6は、a)基材とb)吸熱性物質、及びc)バインダーを構成材料とし、シートとしての吸熱量は2000J/m2以上あるが、吸熱量が40℃以上160℃以下の範囲で2000J/m2未満であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下に存在せず、かつシートの厚さが400μm以下のシートである。
比較例7はa)基材とb)吸熱性物質、及びc)バインダーを構成材料とし、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下であり、かつシートの厚さが400μmを超えるシートである。
比較例8はアルミテープで覆われた擬似発熱体であり、アルミ外装缶に覆われたバッテリーと同等の温度上昇を再現しているものである。
【0049】
表5、表6によれば、実施例1〜19に示すa)基材とb)吸熱性物質、及びc)バインダーを構成材料とし、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下であり、かつシートの厚さが400μm以下のシートを発熱体に貼り付けることで、比較例8に対して熱試験発熱抑止効果が高く、加えてシート強度が高いために発熱体に貼り付けやすく、シート貼り付けの修正性にも優れていることが確認された。
【0050】
表7によれば、比較例1、2のa)基材がない構成のシート材料では熱試験発熱抑止効果は認められるものの、シート強度が低いために発熱体への貼り付けが極めて難しく、外力等で破損を引き起こす恐れが高く、シート貼り付けの修正は不可能であることが確認された。比較例3のb)吸熱性物質がないシートでは比較例8と比較して発熱抑止効果が認められるものの、その改良効果は極めて小さいことが確認された。比較例4のa)基材とb)吸熱性物質、及びc)バインダーを構成材料とし、吸熱ピーク温度が60℃以上150℃以下であり、かつシートの厚さが400μm以下のシートであるものの、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2未満のシートでは比較例8と比較して発熱抑止効果が認められるものの、その改良効果は極めて小さいことが確認された。比較例5の)基材とb)吸熱性物質、及びc)バインダーを構成材料とし、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、かつシートの厚さが400μm以下であるものの、吸熱ピーク温度が60℃以上150℃以下にないシートは、比較例8と比較して発熱抑止効果が認められるものの、その改良効果は極めて小さいことが確認された。比較例7のa)基材とb)吸熱性物質、及びc)バインダーを構成材料とし、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下であるが、かつシートの厚さが400μmをこえるシートは、比較例8と比較して発熱抑止効果が認められず、加えて、軽薄短小化が進む電子機器用途では不向きなものであるといえる。
これにより、実施例で示した構成と吸熱挙動、厚さにすることで、本発明の効果を確実に発揮できるといえる。
【産業上の利用可能性】
【0051】
本発明のシートは、A)リチウムイオン電池の外装缶の周囲に貼り付けることで、リチウムイオン電池の部分内部短絡等による温度上昇を吸熱作用により和らげ、セパレーターのシャットダウン機能を効果的に発現させることができ、B)強度に優れるため外装缶への貼り付けが容易で、貼り付け後に外装缶を保護する働きもあり、C)貼り付けの修正性も優れており、電子機器分野で使用されるリチウムイオン電池の内部短絡等による温度上昇抑制の為のシートとして好適である。
【図面の簡単な説明】
【0052】
【図1】熱試験評価用穴あきステンレス板のサイズを表す図面である。
【図2】熱試験評価用アルミテープの貼り付け場所を表す図面である。
【図3】シート強度測定用サンプルを表す図面である。
【図4】シートの貼り付け修正性測定用サンプルを表す図面である。
【特許請求の範囲】
【請求項1】
a)基材、b)吸熱性物質、及びc)バインダー、を構成材料とするシートにおいて、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下であり、かつシートの厚さが400μm以下であることを特徴とする吸熱シート。
【請求項2】
請求項1記載のシートにおいて、b)吸熱性物質のうち少なくとも一つがd)100℃以下で粒子形状を維持する吸熱性粒子である吸熱シート。
【請求項3】
請求項2記載のシートにおいて、d)100℃以下で粒子形状を維持する吸熱性粒子の少なくとも一つがe)吸水性、及び/又は含水性の無機物粒子である吸熱シート。
【請求項4】
請求項2記載のシートにおいて、d)100℃以下で粒子形状を維持する吸熱性粒子の少なくとも一つが、f)吸熱性物質を内包するマイクロカプセル型粒子である吸熱シート。
【請求項5】
請求項3記載のシートにおいて、e)吸水性、及び又は含水性の無機物粒子の少なくとも一つが加水ハロイサイトである吸熱シート。
【請求項6】
請求項2〜5記載のシートにおいて、d)100℃以下で粒子形状を維持する吸熱性粒子の平均粒子径が0.1μm以上10μm以下である吸熱シート。
【請求項7】
請求項1〜6記載のシートにおいて、a)基材が厚さ10μm以上100μm以下のガラスクロスである吸熱シート。
【請求項8】
請求項1〜7記載のシートにおいて、c)バインダーがg)融点50℃以上160℃以下の結晶性熱可塑性樹脂を含む吸熱シート。
【請求項9】
請求項1〜8記載のシートにおいて、c)バインダーがh)含水性の合成樹脂を含む吸熱シート。
【請求項10】
請求項1〜9記載のシートにおいて、シートの片面に粘着剤層を付与した吸熱シート。
【請求項1】
a)基材、b)吸熱性物質、及びc)バインダー、を構成材料とするシートにおいて、シートとして吸熱量が40℃以上160℃以下の範囲で2000J/m2以上であり、吸熱ピーク温度のうち少なくとも一つの吸熱ピーク温度が60℃以上150℃以下であり、かつシートの厚さが400μm以下であることを特徴とする吸熱シート。
【請求項2】
請求項1記載のシートにおいて、b)吸熱性物質のうち少なくとも一つがd)100℃以下で粒子形状を維持する吸熱性粒子である吸熱シート。
【請求項3】
請求項2記載のシートにおいて、d)100℃以下で粒子形状を維持する吸熱性粒子の少なくとも一つがe)吸水性、及び/又は含水性の無機物粒子である吸熱シート。
【請求項4】
請求項2記載のシートにおいて、d)100℃以下で粒子形状を維持する吸熱性粒子の少なくとも一つが、f)吸熱性物質を内包するマイクロカプセル型粒子である吸熱シート。
【請求項5】
請求項3記載のシートにおいて、e)吸水性、及び又は含水性の無機物粒子の少なくとも一つが加水ハロイサイトである吸熱シート。
【請求項6】
請求項2〜5記載のシートにおいて、d)100℃以下で粒子形状を維持する吸熱性粒子の平均粒子径が0.1μm以上10μm以下である吸熱シート。
【請求項7】
請求項1〜6記載のシートにおいて、a)基材が厚さ10μm以上100μm以下のガラスクロスである吸熱シート。
【請求項8】
請求項1〜7記載のシートにおいて、c)バインダーがg)融点50℃以上160℃以下の結晶性熱可塑性樹脂を含む吸熱シート。
【請求項9】
請求項1〜8記載のシートにおいて、c)バインダーがh)含水性の合成樹脂を含む吸熱シート。
【請求項10】
請求項1〜9記載のシートにおいて、シートの片面に粘着剤層を付与した吸熱シート。
【図1】

【図3】
【図4】
【図2】
【図3】
【図4】
【図2】
【公開番号】特開2010−53196(P2010−53196A)
【公開日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願番号】特願2008−217567(P2008−217567)
【出願日】平成20年8月27日(2008.8.27)
【出願人】(309002329)旭化成イーマテリアルズ株式会社 (771)
【Fターム(参考)】
【公開日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願日】平成20年8月27日(2008.8.27)
【出願人】(309002329)旭化成イーマテリアルズ株式会社 (771)
【Fターム(参考)】
[ Back to top ]